Как паять алюминий: способы, технология, особенности
Самый эффективный метод пайки алюминия – аргонная дуговая сварка. Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
В данной статье будут описаны методы и способы пайки алюминия, доступные каждому электронщику, которые можно использовать в самых обычных домашних условиях. Дополнением изложенному материалу, в статье содержатся два видеоролика и одну подробную техническую статью, которую можно скачать в формате PDF.
Как паять алюминий.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Способы пайки алюминия
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.
Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически – например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой.
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия сплавами.
Пайка алюминия с помощью специальных флюсов
Стандартно применяемые флюсы не растворяют оксидную пленку на поверхности алюминия, поэтому надо использовать специальные активные флюсы. Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности.
Химический состав типичных мягких припоев для пайки алюминия.
Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например: Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом. В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
Способы пайки алюминия.
Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
Материал в тему: что такое электрическая цепь.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве.
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т.
 п.
п. - Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 п.
п.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Пайка алюминия флюсом.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов. Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие.
Это интересно! Все о полупроводниковых диодах.
Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000. Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Выбор припоя для алюминия.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
 Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Как паять алюминий в домашних условиях.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Пайка алюминиевой трубки с медной.
Заключение
Рейтинг автора
Автор статьи
Инженер по специальности «Программное обеспечение вычислительной техники и автоматизированных систем», МИФИ, 2005–2010 гг.
Написано статей
Более подробно о том , как паять алюминий и его сплавы, рассказано в статье Пайка металлов. Если у вас остались вопросы, можно задать их в комментариях на сайте. А также в нашей группе ВК можно задавать вопросы и получать на них подробные ответы от профессионалов. Для этого приглашаем читателей подписаться и вступить в группу.
В завершение статьи хочу выразить благодарность источникам, откуда мы черпали информацию во время подготовки материала:
www.sdelai-sam.pp.ua
www.xn--80aanab4adj2bicdg1q.xn--p1ai/%D0%BA%D0%B0%D0%BA-%D0%BF%D0%B0%D1%8F%D1%82%D1%8C-%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B9-%D1%81%D0%B0%D0%BC%D0%BE%D0%BC%D1%83/
www. ra4a.ru
ra4a.ru
www.svarkalegko.com
www.remboo.ru
ПредыдущаяПайкаКак правильно залудить жало паяльника
Пайка алюминиевого радиатора автомобиля оловом своими руками
Существует несколько основных способов соединения металлов, которые применяются для ремонта различных изделий. Одним из них является пайка, который позволяет относительно просто и доступно заделать трещины, дыры и сколы в различных местах. Радиаторы нередко выходят из строя из-за мелких неполадок, связанных с целостностью корпуса. С учетом сложности их конструкции и относительно небольшой толщины металла, заделывать дыры сваркой не всегда удобно. В данном случае, пайка алюминиевого радиатора оказывается наиболее подходящим методом.
Пайка алюминиевого радиатора
Как и в случае со сваркой, алюминий сложно поддается спаиванию, что вызывает ряд сложностей во время ремонта. Современные технологии призваны помочь решить данную проблему. Для этого выпускаются новые виды припоев, более совершенное оборудование, узкоспециализированные флюсы и разрабатываются новые техники. Все это в комплексе необходимо знать специалисту, занимающемуся пайкой.
Сделать все можно и в домашних условиях, не обращаясь к специалисту. Для этого нужно иметь опыт работы с такими материалами, так как новичкам далеко не всегда удастся достичь результатов высокого качества.
Спаиваемость алюминия
Пайка алюминиевых радиаторов автомобилей относится далеко не к самым легким процедурам. Виною тому сложности, которые вызваны свойствами спаиваемости металла. Рабочая температура здесь относительно невысокая, так что для этого используются легкоплавкие припои. Это приводит к тому, что соединение получается не очень прочным. Слабое воздействие температур затрудняет проникновение вещества в структуру основного металла, что ухудшает соединение.
Главная сложность пайки алюминия и его сплавов состоит в образовании оксидной пленки. В отличие от температуры плавления самого металла, пленка плавится при более чем 2 тысячах градусов Цельсия. Таким образом, расплавить ее невозможно при пайке. Она затрудняет получение качественного соединения. Второй сложностью является скорость образования пленки, так как даже после очистки она может появиться через несколько секунд, что требует применения дополнительных растворителей. Металл в расплавленном виде сильно растекается. Это же касается и припоев с его содержанием, так что сложно формировать валик шва во время ремонтного процесса.
Трудности пайки алюминиевых радиаторов
Пайка алюминиевого радиатора паяльником осложняется формой самого изделия. В зависимости от того где случилась поломка, место может быт труднодоступным, обладать поверхностью предрасполагаемой к растеканию металла и так далее. Осложняется все и высокой активностью металла, приводящей к окислам. При разогревании алюминия до нужной температура очень сложно отследить, как хорошо он прогрелся, так как металл почти не меняет цвет в этой время. Это может привести к переплавлению основного металла.
Способы пайки алюминиевых радиаторов
Существует два основных типа пайки, использующегося при работе с алюминиевыми радиаторами. Первым является использование паяльника, что более доступно, но менее эффективно и удобно. Второй способ – пайка алюминия газовой горелкой дает более эффективный результат, но обходится дороже, а также далеко не у всех имеется соответствующая техника, так как она имеет относительно высокую стоимость.
Первым является использование паяльника, что более доступно, но менее эффективно и удобно. Второй способ – пайка алюминия газовой горелкой дает более эффективный результат, но обходится дороже, а также далеко не у всех имеется соответствующая техника, так как она имеет относительно высокую стоимость.
Пайка алюминиевого радиатора газовой горелкой
В качестве флюса при каждом из способов могут использовать в качестве припоя:
- Кадмий;
- Олово;
- Висмут;
- Цинк;
- Комбинированный флюс;
- Специализированные марки для алюминия.
Подготовка к пайке
Пайка алюминиевого радиатора охлаждения начинается с подготовительного процесса. В первую очередь следует заняться поверхностью основного металла. Здесь идет механическая обработка, чтобы снять частички грязи, пыли и прочих ненужных элементов. После этого следует обработать все растворителем. Это может быть бензин, ацетон или что-либо схожее. Эти процедуры должны помочь избавиться от оксидной пленки.
Пайка алюминиевого радиатора автомобиля требует правильного выбора флюса. Если его требуется приготовить самостоятельно, то это следует сделать еще до разогрева металла. В ином случае нужно просто подготовить его на рабочем месте, чтобы удобно было пользоваться.
Пошаговая инструкция по пайке
Когда все подготовительные процедуры завершены, то можно приступать к нанесению флюса на поверхность основного металла. флюсом нужно покрыть практически всю поверхность пайки. Это требуется сделать для того, чтобы максимально изолировать от влияния кислорода из воздуха, так как он приводит к появлению сложно разрушаемых оксидов. Если флюс не жидкий и работа ведется паяльником, то его нужно предварительно расплавить перед нанесением. При использовании газовой горелки его можно плавить уже на основном металле.
«Обратите внимание!
Желательно сделать промежуток между подготовительными операциями и основной пайкой как можно меньшим.»
После этого берется небольшая часть припоя и наносится на поверхность под температурным воздействием. Расплавленный металл будет сильно растекаться, так что нужно действовать аккуратно и не брать слишком много припоя. Нанесение нужно делать аккуратными круговыми движениями, равномерно распределяя количество материала по всей поверхности. Он должен распространиться не только на проблемном месте, но и захватить близлежащую область.
Расплавленный металл будет сильно растекаться, так что нужно действовать аккуратно и не брать слишком много припоя. Нанесение нужно делать аккуратными круговыми движениями, равномерно распределяя количество материала по всей поверхности. Он должен распространиться не только на проблемном месте, но и захватить близлежащую область.
Пайка алюминиевого радиатора оловом и прочими видами припоев может иметь свои отличительные нюансы, но принцип проведения процедур практически всегда одинаковый. Сложности вызывают крупные сколы и дыры. Их приходится запаивать в несколько проходов. Понемногу на край поверхности наносится металл припоя. Он остывает и после этого наносится еще один слой, постепенно заволакивая все отверстие. Проблема состоит в том, что припой имеет более низкую температуру плавления, чем основной металл и может быстро расплавиться.
Таблица режимов пайки
У каждого припоя есть своя температура плавления, что заставляет мастера подбирать свои температурные режимы для каждого из них. Здесь приведены основные используемые марки:
Марка | Режим пайки | Максимальные параметры прочности получаемых швов, кгс/мм2 | ||
| АМц | АМг6 | Д20 | ||
| П-300-А | 440° С | 11 | 22 | – |
| П-425-А | 12 | 20,8 | 20,8 | |
| 34А | 550° С | 9-10 | – | 28,8 |
| В-62 | 510° С | 12 | – | 23,8 |
Техника безопасности
Во время пайки нужно обеспечить хорошую вентиляцию, естественную или искусственную, чтобы как можно меньше дышать парами металла. Паяльник и горелка никогда не должны оставаться долгое время включенным, когда не используются или без присмотра. Это может привести к возникновению пожара.
Как без специального флюса паять алюминий на века
Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке.
 Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.
Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется.
После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.
Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются.
 Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.
Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.
Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
| Советы для
Пайка алюминия А. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Прочный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, поскольку несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло При пайке необходимо тщательно изучить каждую отдельную работу. Пайка можно сделать с мягкие припои (на основе Sn, более низкие температуры) или твердые припои (На основе цинка, более высокая температура) и с соответствующими флюсами для соответствия диапазоны температур обработки. По определению, пайка — это низкотемпературный процесс соединения. Следовательно, меньше искажений алюминиевый компонент ожидается пайкой, чем пайкой, сваркой, или другие процессы соединения сплавлением.  Методы
или процессы в
пайка алюминия предполагает механическое трение алюминия припоем,
пайка в ультразвуковой ванне, термическое напыление (эти три не используют
флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной,
печь, паяльник, лазер и дуговая лампа (обычно все
предполагают использование флюсов). Быстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий — вот причины для использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляется и может потребоваться более сильный флюс, такой как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. выше 550 ° С). Использование механического трения, ультразвука или термического спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва слой оксида алюминия и позволяющий подповерхностное смачивание алюминия. Флюс не используется.   Внешний вид меняется, когда происходит реакция между флюсом и поверхностью.
окисление, но остатки считаются некоррозионными. Стыки этого
типа обычно прочнее, чем основной материал. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью.
окисление, но остатки считаются некоррозионными. Стыки этого
типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний — исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.Однако авторам неизвестны припои или флюс, который очень эффективен с магнийсодержащими алюминиевыми сплавами.  слева. Купоны из сплава 6111 припаяны с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной сторона с теплом. Облицовка или покрытия В некоторых ящики алюминиевые могут быть плакированы более поддающимся пайке сплавом, покрыты никелем или покрыты с цинком термическим напылением или другими методами.  Тогда эта поверхность более
паяется и облегчает указанную выше проблему, поскольку их легче
припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь,
оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но
с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал
тепловое расширение и многие флюсы не подходят для обоих металлов. В
простая работа по нагреванию сборки в зоне стыка становится сложной
поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющая
на ум приходит сталь). Общее практическое правило пайки — «нагреть
компонент, а не припой ». Это позволяет субстрату передавать тепло
к припою и расплавьте припой, когда он дойдет до плавления
температура. Флюсы могут изолировать припой от подложки и
вызвать истечение реакционной способности флюса до того, как припой расплавится, или
возможно, останется твердый осадок, в который припой не сможет проникнуть. Тогда эта поверхность более
паяется и облегчает указанную выше проблему, поскольку их легче
припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь,
оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но
с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал
тепловое расширение и многие флюсы не подходят для обоих металлов. В
простая работа по нагреванию сборки в зоне стыка становится сложной
поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющая
на ум приходит сталь). Общее практическое правило пайки — «нагреть
компонент, а не припой ». Это позволяет субстрату передавать тепло
к припою и расплавьте припой, когда он дойдет до плавления
температура. Флюсы могут изолировать припой от подложки и
вызвать истечение реакционной способности флюса до того, как припой расплавится, или
возможно, останется твердый осадок, в который припой не сможет проникнуть.из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячее растрескивание или даже ужасный крах.  Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному сплаву цинка даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Этот может изменить свои свойства и вызвать появление тепловых трещин, которые выходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата.Как и в других процессах, предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный процесс выбора. Время восстановления и задержка перед обращением могут отличаться существенно от лаборатории до производственного цеха. Алюминий
пайка не сложна, но и не прощает ошибок. Контроль
процесс плотно. Алюминий
пайка не сложна, но и не прощает ошибок. Контроль
процесс плотно.Работы Консультации Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A.E. Gickler и F.ЧАС. ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton, Айова. |
 Э. ГИКЛЕР
И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ.
Э. ГИКЛЕР
И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ.Как пользоваться паяльником
Руководство по основам пайки Weller
Пайка — полезный навык, независимо от того, планируете ли вы использовать его в профессиональном плане или в проектах DIY. Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших паяльных работ.
Это руководство представляет собой краткий обзор того, как пользоваться паяльником. Он даст вам основы, которые применимы к большинству паяльных работ, а также советы для конкретных типов проектов.
Хотя вся пайка основана на одних и тех же принципах, методы и инструменты, которые вы используете, могут отличаться в зависимости от типа материалов, которые вы паяете, и желаемого результата. На этой странице мы рассмотрим пошаговую пайку проводки, печатных плат, витражей и украшений.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном одинаковы для разных типов проектов. Ниже вы найдете информацию об основах пайки, описание задействованного оборудования и базовое пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка — это метод соединения металлических деталей. Он включает плавление металла, известного как припой, в пространстве между двумя металлическими компонентами.Когда этот припой остывает и затвердевает, он образует прочное соединение между деталями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Он включает плавление металла, известного как припой, в пространстве между двумя металлическими компонентами.Когда этот припой остывает и затвердевает, он образует прочное соединение между деталями. Припой действует как своего рода металлический клей, соединяющий элементы вместе.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, проектов декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
В этой статье рассказывается, как пользоваться паяльником, но сам по себе утюг — не единственное, что вам понадобится.Вот краткое изложение некоторых расходных материалов, которые могут вам понадобиться, включая паяльник, для проекта пайки.
- Паяльник: Паяльник подает тепло, плавящее припой. Он состоит из наконечника, который вы прикладываете к металлическим частям, которые вы хотите спаять, и изолированной ручки, чтобы вы могли держать утюг. Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой — это вещество, которое плавится и образует связь между двумя припаянными компонентами. Это тонкая проволока, сделанная из одного из нескольких сплавов олова. Сплавы состоят либо из олова и свинца, либо из олова и меди. Все чаще бессвинцовые припои становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на ужесточение правил техники безопасности, а также на пользу для окружающей среды и здоровья от поиска бессвинцовых альтернатив.Некоторые типы припоев также содержат флюс — вещество, которое удаляет оксидные слои на металлических деталях и способствует лучшему прилипанию припоя.
- Паяльная станция: Паяльная станция действует как управляющая станция для вашего паяльника, если у вас есть регулируемый утюг. На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и прочное место для хранения вашего паяльника, когда вы им не пользуетесь.В нем также может быть место для хранения принадлежностей для чистки утюга.
- Подушечка для чистки: Для правильной работы важно содержать утюг в чистоте во время его использования. Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки защитят ваши глаза в случае несчастных случаев и предохранят глаза от раздражения паров.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными.Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риски для здоровья и безопасности.
 Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга.
Есть несколько разновидностей паяльников. Часто они бывают электрическими и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан, или открытого пламени.Некоторые утюги позволяют регулировать температуру утюга. На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
На станции есть элементы управления для регулировки температуры утюга, а также других настроек. Вы можете подключить свой утюг к этой паяльной станции.
Подготовка к работе
Перед тем, как начать пользоваться паяльником, убедитесь, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. При пайке используются очень высокие температуры и токсичные вещества. Хотя это связано с определенными рисками, если вы примете надлежащие меры предосторожности, пайка является относительно безопасным занятием.
Перед началом работы прочтите инструкции, а также предупреждения о здоровье и безопасности, которые прилагаются ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности, чтобы они не мешали вашим инструментам. Вы также можете надеть защитные перчатки.
Убедитесь, что вы работаете в хорошо проветриваемом помещении или используйте устройство для удаления дыма. Пары флюса токсичны. Если используемый припой содержит свинец, вымойте руки после того, как закончите с ним работать.
Пары флюса токсичны. Если используемый припой содержит свинец, вымойте руки после того, как закончите с ним работать.
2. Очистка и лужение
Для правильной работы жала паяльника его необходимо очистить и залудить. Любые загрязнения или окисление снизят эффективность теплопередачи, что усложнит вашу работу и снизит качество паяных соединений.
Перед тем, как приступить к пайке, очистите кончик утюга, потерев им чистящую салфетку. Если ваш наконечник сильно окислен, вам может потребоваться реактиватор для наконечника. После очистки или повторной активации он должен выглядеть блестящим, а не тусклым.
Лужение кончика утюга включает покрытие его слоем припоя. Такая практика защищает наконечник от окисления и улучшает его способность проводить тепло. Залуживайте жало непосредственно перед началом пайки.
В дополнение к чистке и лужению жала вашего паяльника перед каждым сеансом пайки, вы также должны делать это после каждых двух или трех стыков, которые вы паяете, и в конце каждого проекта пайки. Это продлит срок службы жала паяльника и улучшит качество паяльных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять компоненты вместе. Методы, которые вы будете использовать, будут варьироваться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Выбор температуры зависит от материалов, которые вы соединяете, и от типа припоя. Как правило, лучшая температура для использования — это как можно более низкая, но при этом достаточно высокая для выполнения работы.Другими словами, если температура, необходимая для выполнения работы, составляет 370 градусов или выше, установите температуру ровно 370. Это поможет продлить срок службы ваших инструментов и избежать повреждения электронных компонентов.
- Как только утюг нагреется до нужной температуры, возьмите его за ручку в одну руку, а в другой возьмите кусок припоя. Поднесите горячий утюг к месту встречи двух металлических компонентов примерно на секунду, чтобы нагреть их. Вы хотите нагревать металлические детали, а не сам припой.
- Затем прикоснитесь припоем к нагретым компонентам. По мере того как припой плавится, он будет стекать в зазоры, которые необходимо заполнить. Продолжайте подавать припой, пока не расплавится достаточное количество припоя. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вы также не хотите иметь слишком много припоя. Правильная сумма будет варьироваться от проекта к проекту. Обычно это занимает не более нескольких секунд.
- Дать припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Он сделает это самостоятельно и не займет больше нескольких секунд.
- Проверить качество пайки. Хорошее соединение будет гладким, однородным и блестящим. Убедитесь, что между компонентами нет проблемных зазоров или выступов излишка припоя.
 Вы хотите нагревать металлические детали, а не сам припой.
Вы хотите нагревать металлические детали, а не сам припой.Удаление припоя
Если вы сделали ошибку при пайке, не волнуйтесь. Вы можете относительно легко отменить и исправить любые проблемные области. Если проблема не в избытке припоя, возможно, вы сможете спаять первое соединение новым припоем.
Более тщательный метод исправления ошибки при пайке — это повторно нагреть нанесенный припой, а затем использовать такой инструмент, как «присоска для припоя», которая представляет собой небольшое устройство, похожее на шприц, которое использует вакуумное давление для удаления припоя.Вы также можете использовать фитиль для припоя, также называемый оплеткой для удаления припоя, которая впитывает расплавленный припой за счет капиллярного действия.
Очистка
После завершения пайки очистите и залудите жало паяльника. После того, как утюг остынет, храните его в надежном месте. Чтобы еще больше предотвратить окисление, особенно если вы не собираетесь использовать утюг в течение длительного времени, поместите его в герметичную емкость.
Советы для конкретных паяльных проектов
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые конкретные типы пайки.
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник, чтобы создать электрическое соединение между двумя проводами. Очень полезно иметь инструмент, такой как устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рычагов и зажимов типа «крокодил», которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что на концах двух проводов снята изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждой проволоки вместе, чтобы они действовали как единое целое.
- Далее залудим провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой, пока провод не пропитается. Во всех нитях должен быть припой, но не настолько, чтобы кабель стал слишком жестким. Это поможет более эффективно распределять тепло по нитям и упростит пайку.
- Соедините провода механически, чтобы припой был не единственным, что их скрепило.Для этого оберните первую проволоку вокруг второй, оставив достаточно места, чтобы намотать вторую проволоку вокруг первой. Витки кабеля должны лежать рядом.
- Нагрейте механически соединенные провода паяльником и нанесите припой. Используйте достаточно припоя, чтобы заполнить все пустоты и сформировать надежное электрическое соединение.
- После соединения двух проводов наденьте термоусаживаемую трубку, чтобы изолировать провода и защитить их от любых внешних сил. Эта трубка сжимается под воздействием тепла, помогая ей плотно прилегать к проводам и создавая подходящее защитное покрытие.
2. Как паять печатные платы
Пайка деталей на печатные платы (PCB) — еще одно частое применение паяльников.
- Начните с самых высоких компонентов и припаяйте соединительные провода в последнюю очередь. Для компонентов со сквозными отверстиями поместите их в соответствующие отверстия на печатной плате. Убедитесь, что они плотно прилегают к доске.
- Слегка согните вывод детали, чтобы он оставался на месте.
- Когда паяльник достиг желаемой температуры, прикоснитесь к контактной площадке, чтобы нагреть вывод компонента и контактную площадку.Убедитесь, что температура правильная. Слишком низкая температура может привести к образованию стыка, который не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой обтекает жидкий компонент. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы остался лишний припой.
- Вытяните утюг из компонента прямо вверх. Паяное соединение должно иметь форму конуса.
- Проверьте соединение, чтобы убедиться, что он блестящий, нет ли зазоров или слишком большого количества припоя
- Если паяное соединение в порядке, отрежьте лишний провод компонента над соединением.
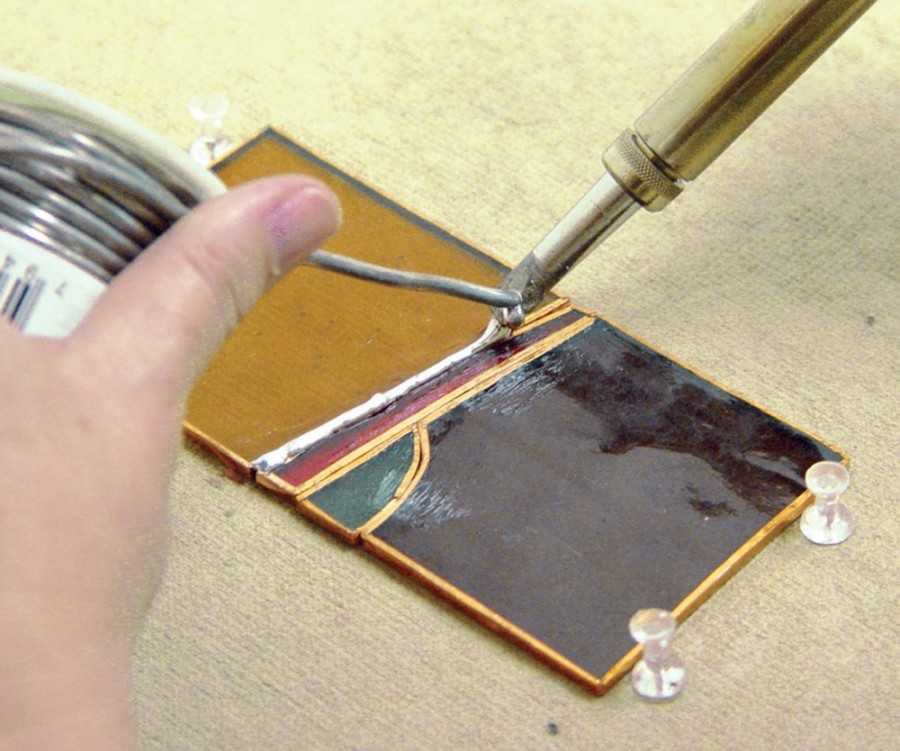
3. Как паять витраж
 Как паять витраж
Как паять витраж Припой — это то, что скрепляет отдельные кусочки стекла в витражах. Вот как можно наносить припой на витражи.
- Перед пайкой убедитесь, что части витража хорошо прилегают друг к другу и что стекло чистое.
- Наклейте медную фольгу на края стекла, потому что припой не прилипает к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой тек равномерно. Зазоры между деталями не нужны, но небольшие зазоры можно заполнить припоем.
- Нанесите небольшое количество флюса, а затем припаяйте каждое соединение, чтобы помочь удерживать их на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточно, чтобы покрыть всю фольгу.
- Начните пайку примерно в четверти дюйма от края вашей детали.Слегка коснитесь нагретым утюгом медной фольги и введите припой. Переместите утюг и припой по шву фольги. Если паяный шов кажется плоским, попробуйте действовать медленнее и использовать больше припоя. Если он пролился на стекло, попробуйте пойти быстрее. Чтобы сделать это правильно, нужна практика.
- Когда вы закончите с первой стороной, осторожно переверните ее, удерживая за края ближе к середине детали. Нанесите небольшое количество флюса и припаяйте эту сторону.
- Чтобы закончить внешние края, залудите их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы вы можете использовать U-образный канал — небольшую U-образную металлическую деталь — для более рамочного вида.
 Если он пролился на стекло, попробуйте пойти быстрее. Чтобы сделать это правильно, нужна практика.
Если он пролился на стекло, попробуйте пойти быстрее. Чтобы сделать это правильно, нужна практика.Некоторые другие насадки включают использование только твердого припоя, а не кислотного или канифольного припоя, а также недопущение слишком длительного нагрева какой-либо одной области, поскольку это может привести к разрушению стекла.
4. Как припаять украшения
Вы можете паять ювелирные изделия с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также можно делать это с помощью паяльника.Точные методы различаются в зависимости от типа изделия, которое вы хотите сделать, и больше возможностей для творчества при пайке ювелирных изделий. Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать собственные дизайны.
Поищите в Интернете инструкции о том, как создавать определенные изделия или экспериментировать и создавать собственные дизайны.
Например, из серебряной, медной или другой проволоки можно сгибать кольца. Вы можете спаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте провод в том месте, где вы хотите его соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и вспомогательный инструмент.
Изучите инструменты Weller для ваших нужд пайки
Какой бы тип пайки вы ни выполняли, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных паяльных инструментов на рынке. WE 1010 идеально подходит для профессионалов начального уровня и любителей. Он обеспечивает максимальную мощность в своем классе, простые в использовании элементы управления и экономичную работу по доступной цене. Ознакомьтесь с нашими паяльниками, станциями и аксессуарами на нашем веб-сайте или у дистрибьютора Weller.
Ознакомьтесь с нашими паяльниками, станциями и аксессуарами на нашем веб-сайте или у дистрибьютора Weller.
Electronics Club — Руководство по пайке
Electronics Club — Руководство по пайке — как пайка, меры предосторожности, теплоотвод, демонтаж, обработка ожоговКак паять | Радиатор | Компоненты | Припой | Демонтаж | Ожоги
Информацию о паяльниках и других инструментах см. На странице Инструменты.
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как паять
Сначала несколько мер безопасности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Будьте очень осторожны, чтобы не прикасаться кончиком утюга к гибкому трубопроводу. Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик
flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный
опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении. Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы получили ожог, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230 В от Rapid Electronics: паяльник
Подготовка паяльника:
Поместите паяльник в подставку и подключите. Утюгу потребуется несколько минут, чтобы
достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке. Лучший способ сделать это — приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся. Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике.
Протрите кончик утюга влажной губкой. Это очистит наконечник.
Расплавьте немного припоя на кончике утюга. Это называется лужением, и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы включаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник, как ручку, у основания ручки (представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Прикоснитесь паяльником к стыку, который нужно сделать. Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там на несколько секунд и …
Нанесите немного припоя на соединение. Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано. на диаграмме.Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Прежде чем перемещать монтажную плату, подождите несколько секунд, пока соединение остынет.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и следят за полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Не хватает денег на проекты в области электроники?
Продайте свой старый iPhone, iPad, MacBook или другое устройство Apple: macback. co.uk
co.uk
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки). работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла, выделяемого паяльником и этим помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим «крокодил»
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате, но сначала найдите время, чтобы определить все детали. Наклеивая их на лист макулатуры и обозначение каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке —
оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому
водопроводную трубу или оконную раму перед работой с ИС.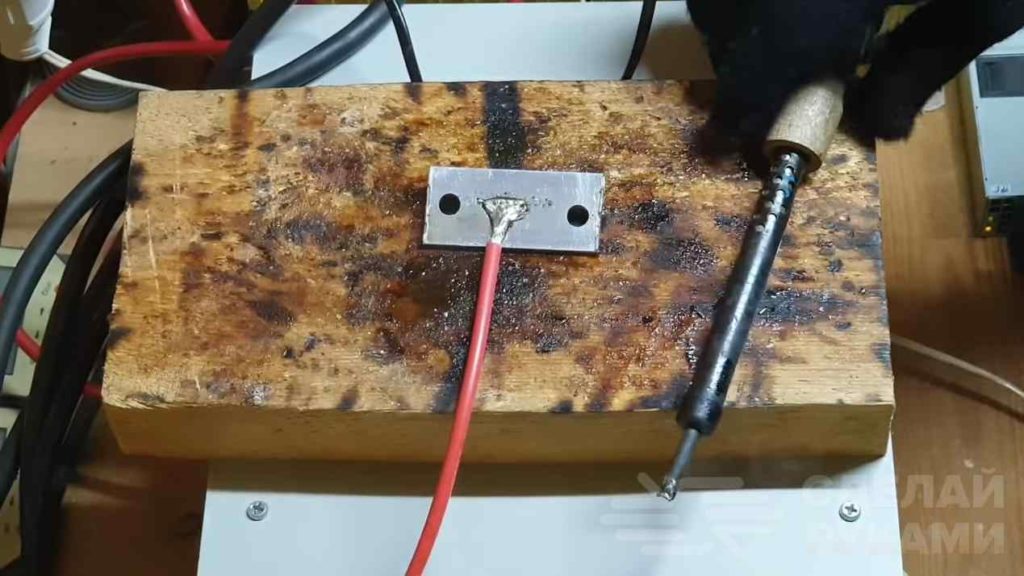
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта. Значения резистора
- можно найти с помощью цветового кода объяснено на странице резисторов.Вы можете сделать свой собственный калькулятор цветового кода.
- Значения конденсатора могут быть немного сложнее, различные системы маркировки объяснено на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены жаром от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки.
на борту. Как правило, лучше начинать с мельчайших деталей, но не для полосового картона.
полезно начать с держателя (держателей) ИС в качестве ориентира для других деталей.
Связи проволочные
Соединения проводов между точками на плате могут быть выполнены с помощью одножильного провода с пластиковым покрытием, который необходимо зачистить, или луженую медную проволоку, если звено не будет касаться других частей. Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям вне платы должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 жил по 0.Проволока диаметром 2 мм). Одножильный провод не подходит, потому что он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Компоненты для пайки Установите компоненты на плату в следующем порядке: |
| 1. Держатели микросхем Подключите правильно — выемка напомнит вам, в какую сторону установить ИС.  Пока НЕ вставляйте микросхемы. Пока НЕ вставляйте микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости (<1 мкФ) не поляризованы. Подключите в любом случае. |
| 4. Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, найдите + или — возле одного провода. Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса обозначает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод — это короткий провод. На схеме будет отображаться или + для анода, k или — для катода. |
7. Транзисторы Транзисторы Транзисторы Транзисторы имеют 3 ножки (вывода), поэтому будьте особенно осторожны, чтобы правильно их подключить. Они могут быть повреждены теплом, используйте радиатор, пока не сможете быстро паять. |
| 8. Связи проводов Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не будет касаться других частей. |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. ИС (микросхемы) Подключите правильно, найдите выемку или точку рядом с контактом 1. Убедитесь, что все штифты выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро. Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно для традиционных припой, так как он содержит токсичный свинец.
Лучший размер припоя для электроники — 22 SWG (SWG = стандартный калибр провода) и Рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя.
Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без
флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не
правильно стечь на грязную окисленную металлическую поверхность.
Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя.
Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без
флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не
правильно стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется отпаять соединение, чтобы удалить или переместить провод или компонент. Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд). насадка для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, чтобы припой расплавился.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- При необходимости повторите, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос, открутив насадку.

Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2.С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко стекает по оплетке вдали от стыка.
- Прикрепите к стыку конец медной оплетки и наконечник паяльника.
- По мере плавления припоя большая часть его будет стекать на оплетку в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (стыков) вы можете удалить
провод или компонентный провод (подождите несколько секунд, чтобы он остыл). Если соединение не разваливается, легко примените паяльник, чтобы расплавить
оставшиеся следы припоя одновременно с разъединением стыка, снятием
осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Без них ожог заживает лучше. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если не уверены, что он холодный.

Rapid Electronics любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку. У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет
используется только для ответа на ваше сообщение, оно не будет передано никому.
На этом веб-сайте отображается реклама, если вы нажмете на
рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден.
Рекламодателям не передается никакая личная информация.
Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации. Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов.
(включая этот), как объяснил Google.
Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста
посетите AboutCookies.org.
Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов.
(включая этот), как объяснил Google.
Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста
посетите AboutCookies.org.
electronicsclub.info © Джон Хьюс 2020
Веб-сайт размещен на Tsohost
Пайка | stewmac.com
На этой фотографии показан неправильный способ подключения гитары! Спасибо Лесу Шаттену за то, что он отправил эту удивительную аварию с электропроводкой, которая произошла в его магазине в Китченере, Онтарио, Канада.
Перед тем, как приступить к пайке, нужно это нащупать. Это 85% техника; 15% материалы и оборудование.
Не обязательно тратить кучу денег на паяльное оборудование для успешной работы. Дорогие паяльники созданы для профессионалов, которые используют их ежедневно. Подойдет недорогой 40-ваттный паяльный карандаш. Чем опытнее вы будете обращаться со своим паяльным карандашом, тем лучше будет ваш проект электромонтажа.
Не дуйте на паяное соединение , чтобы оно затвердело быстрее.Это может привести к появлению воздушных карманов внутри соединения, которые со временем могут разъесть или ослабить его — «холодное паяное соединение».
Не снимайте слишком много изоляции с провода , если только вы не хотите, чтобы поиск неисправностей стал кошмаром. Просто выставьте достаточно провода для пайки, обычно от 1/16 дюйма до 1/8 дюйма. Слишком большое количество оголенных проводов может контактировать с проводами заземления, экранированными проводами отвода или «горячими» проводами.
Используйте канифольный припой! Стандартная канифольная сердцевина 60/40 лучше, а мы предпочитаем меньшую.032–062 дюйма для гитарной проводки.
Перед пайкой стыка «залудите» провод и точки пайки . Это не означает нанесение огромного количества припоя; достаточно тонкого предварительного покрытия.
Сначала нагрейте соединение.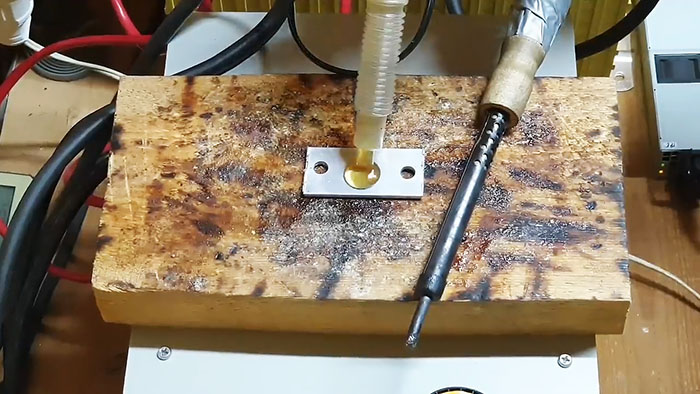 , затем нанесите припой и дайте ему растечься по стыку. Это также помогает предотвратить холодные паяные соединения.
, затем нанесите припой и дайте ему растечься по стыку. Это также помогает предотвратить холодные паяные соединения.
Делаю «луженку» новый наконечник. При вскрытии нового паяльника или жала залудите жало, как только оно станет достаточно горячим для первого расплавления припоя.Нанесите припой на контактные поверхности наконечника и дайте ему застыть примерно на десять секунд. Излишки вытрите влажной губкой и нанесите еще припоя. Повторите этот процесс несколько раз в течение первых нескольких минут его жизни, и ваше паяльное жало прослужит дольше и будет лучше проводить тепло.
Используйте подставку для пайки , чтобы держать паяльник, чтобы не обжечься или гитару. На стойке для пайки обычно есть держатель для губки для очистки жала.
Планируйте проводку заранее , чтобы избежать пайки под существующим проводом.Убедитесь, что провода достаточно длинные, чтобы можно было снять накладку или контрольную пластину для проверки без распайки.