Как сварить чугун электросваркой: оборудование, технологии
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
 Сварка чугуна
Сварка чугунаОсобенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
 Подготовка поверхности
Подготовка поверхностиСваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Советы и рекомендации, как варить чугун электросваркой в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера – самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.

Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности – дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
-

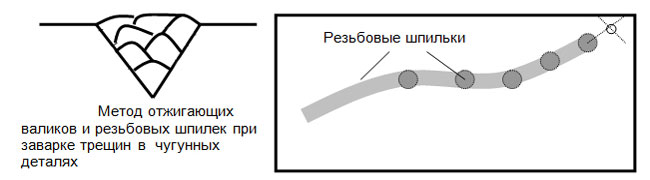
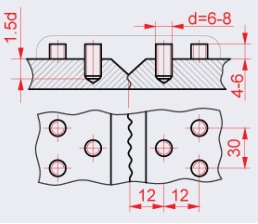
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
- Сварочные работы – чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.

После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 – имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 – для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна

В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа – метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов – обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока – это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель – растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь – из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 – для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 – используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 – проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке – еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами – к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 – эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 – эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 – наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Сварка чугуна в домашних условиях – электроды, способы сварки
 Сварка чугуна в домашних условиях – электроды, способы сварки
Сварка чугуна в домашних условиях – электроды, способы сваркиЧугун — это сплав железа с углеродом, содержащий большое количество различных примесей. Изделия из чугуна пользуются широким спросом, как в промышленной области, так и в быту. Именно активное использование чугуна последние 50 лет, привело к тому, что все чаще возникает необходимость что-то ремонтировать. При этом сварка чугуна остаётся одним из самых практичных способов привести изделие в работоспособное состояние.
Чтобы варить чугун в домашних условиях потребуется инвертор и специальные электроды по чугуну. Ранее на сайте mmasvarka.ru уже рассказывалось, как их сделать кустарным способом с использованием обычной медной проволоки. Поэтому в данной статье будут освещены вопросы касательно различных нюансов сварки чугуна, поскольку данная работа сильно отличается от работ, связанных со сваркой стали.
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении. Если сильно перегреть чугун во время сварки, то это приведёт к образованию больших пор и напряжения в сварочном шве. Поэтому не рекомендуется сильно перегревать чугун и подвергать его быстрому остыванию.

Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем. Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов.
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются напильником или УШМ с диском по металлу.

В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:

Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Сварка чугуна электродом
Для сварки чугуна в домашних условиях потребуется инвертор и электроды со специальным стержнем. В составе электродов по чугуну содержится медь и никель. Ну а о том, как сделать самодельные электроды для чугуна уже рассказывалось в прошлых выпусках сайта.

Самыми популярными заводскими электродами для сваривания чугуна, являются:
- Электроды ОЗЖН-1, ОЗЧ-2, а также ОЗЧ-3, ОЗЧ-4, ОЗЧ-6;
- Электроды МНЧ-2;
- Электроды ЦЧ-4.
При этом очень важно выбрать правильный режим сварки для всех вышеперечисленных марок электродов. Для электродов ЦЧ-4 (3 мм), сила тока должна быть выставлена на инверторе в пределах 70А. Для электродов ОЗЧ-2, порядка 90А. Для электродов ОЗЖН-1 диаметром в 3 мм, примерно 100А, а для электродов МНЧ-2 такого же самого диаметра, силу тока на инверторе следует выставлять в районе 90А.

Технологические особенности сварки чугуна заключаются вот в чем:
- Варить чугун нужно короткими швами, длиной не более 5 см;
- Следует избегать сильного перегрева чугунных изделий при сварке. Поэтому помимо сварки коротким швом, следует давать заготовкам достаточное количество времени на охлаждение;
- При сварке чугуна электродом, инвертор следует переключать в обратную полярность.
Если придерживаться всех вышеперечисленных правил, то можно будет варить чугун в домашних условиях, без особых трудностей.
Поделиться в соцсетях
Cварка чугуна электродом в домашних условиях
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.

Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
ЦЧ-4;
МНЧ-2;
ОЗЧ-2;
ОЗЖН-1.
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
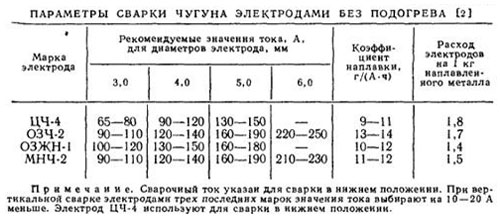
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Марка электродов | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А |
МНЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 210-230 |
ЦЧ-2 | 3 / 65-75 | 4 / 90-120 | 5 / 130-140 | 6 / 220-240 |
ОЗЖН-1 | 3 / 100-120 | 4 / 130-140 | 5 / 160-180 | 6 / 220-250 |
ОЗЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 220-230 |
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.
Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Поделись с друзьями
0
0
0
0
Сварка чугуна обычным электродом в домашних условиях
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение

Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки

Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса

Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Сварка чугуна электродом в домашних условиях
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
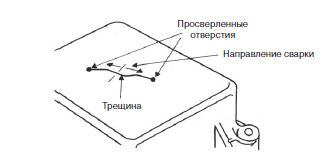
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.

Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:

Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.

Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Как варить чугун электросваркой или сварка чугуна
 Как варить чугун электросваркой или сварка чугуна
Как варить чугун электросваркой или сварка чугунаЧугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.

В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.

Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.

Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.

Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Поделиться в соцсетях
Рекомендации по сварке чугуна
Сваривать чугун сложно, но возможно. В большинстве случаев сварка чугуна включает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для ремонта дефектов отливки, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, если отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали — обычное дело, учитывая хрупкую природу большинства чугунов.Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данное руководство предназначено для этого типа материала.
Несколько фактов о чугуне помогают понять проблемы сварки. Чугун обычно имеет содержание углерода от 2% до 4%, что примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода заставляет углерод образовывать чешуйки графита.Этот графит придает серому чугуну характерный вид при разрушении.
При отливке расплавленный чугун выливают в форму и дают ему медленно остыть. Когда этому высокоуглеродистому материалу дают медленно остыть, можно изготавливать отливки без трещин. Помните об этом при сварке чугуна: во время и после сварки отливке нужно дать медленно остыть, либо ее нужно держать достаточно прохладной, чтобы скорость охлаждения не имела значения.
Критическая температура в большинстве чугунов составляет около 1450 градусов по Фаренгейту.При этой температуре возникают условия, которые могут привести к растрескиванию. Хотя дуга нагревает отливку до температур выше этого уровня, важно, чтобы отливка не выдерживалась при этой температуре в течение длительного времени.
Выбор электрода
Если деталь должна обрабатываться после сварки, потребуется электрод никелевого типа. Для однопроходных сварных швов с высоким разбавлением используйте стержневой электрод Lincoln Softweld® 99Ni. Softweld 55 Ni предпочтительнее для многопроходных сварных швов.Иногда корневые проходы выполняются Softweld 99 Ni, а затем заполняются Softweld 55 Ni. Для сварных швов, где механическая обработка не требуется, и где предполагается, что сварной шов будет ржаветь, как чугун, можно использовать стержневой электрод Lincoln Ferroweld®.
Нагревать или не нагревать
В общем, предпочтительно сваривать чугун с предварительным нагревом — и большим его количеством. Но еще один способ успешно сваривать чугун — сохранять его прохладным — не холодным, а прохладным. Ниже будут описаны оба метода.Однако, как только вы выберете метод, придерживайтесь его. Держите его горячим или прохладным, но не меняйте лошадей посреди ручья.
Методы сварки с предварительным нагревом
Предварительный нагрев чугунной детали перед сваркой замедлит скорость охлаждения сварного шва и области вокруг сварного шва. По возможности всегда предпочтительно нагревать всю отливку. Типичная температура предварительного нагрева составляет 500-1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, поскольку это приведет к достижению критического диапазона температур.Разогрейте деталь медленно и равномерно.
Сваривайте на слабом токе, чтобы минимизировать примеси и остаточные напряжения. В некоторых случаях может потребоваться ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию. В этом отношении также может быть полезна обработка сварных швов.
После сварки дайте детали медленно остыть. Обернуть отливку изолирующим одеялом или погрузить ее в сухой песок, чтобы снизить скорость охлаждения и снизить склонность к растрескиванию.
Сварка без предварительного нагрева
Размер отливки или другие обстоятельства могут потребовать ремонта без предварительного нагрева. В этом случае деталь нужно хранить в прохладном, но не холодном состоянии.
Полезно поднять температуру литья до 100 градусов по Фаренгейту. Если деталь находится на двигателе, можно дать ему поработать несколько минут для достижения этой температуры. Никогда не нагревайте отливку настолько сильно, чтобы на нее нельзя было положить руку.
Выполняйте короткие сварные швы длиной примерно 1 дюйм.При использовании этой техники важно упрочнение после сварки. Дайте сварному шву и отливке остыть. Не увеличивайте скорость охлаждения водой или сжатым воздухом. Во время остывания предыдущего сварного шва можно провести сварку в другом участке отливки. Все кратеры должны быть заполнены. По возможности, бусинки должны располагаться в одном направлении, и предпочтительно, чтобы концы параллельных бусинок не совпадали друг с другом.
Герметизация трещин
Из-за природы чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом даже при соблюдении надлежащих процедур.Если отливка должна быть водонепроницаемой, это может быть проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут закрываться ржавчиной очень скоро после возврата в эксплуатацию.
Метод установки шпилек
Один из методов, используемых для ремонта крупных трещин в крупных отливках, — это просверливание и нарезание отверстий на поверхностях, которые были скошены для приема металла ремонтного сварного шва. Вкрутите стальные шпильки в резьбовые отверстия, оставив от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки над поверхностью.Используя методы, описанные выше, приварите шпильки на месте и покройте всю поверхность разрыва наплавленным слоем. После того, как будет сделан хороший наплавленный шов, две стороны трещины можно сварить вместе.
Посмотреть еще Практические руководства по сварке чугуна
Посмотреть Электроды для чугуна
.сварка | Типы и определение
Сварка , техника, используемая для соединения металлических деталей, как правило, с применением тепла. Этот метод был открыт во время попыток придать железу полезные формы. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из которых были произведены арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа с получением твердой стали, но получаемая сталь была очень хрупкой.Техника сварки, которая включала прослойку относительно мягкого и вязкого железа с высокоуглеродистым материалом с последующей ковкой с молотком, позволила получить прочное и жесткое лезвие.
дуговая сварка дуговая сварка в среде защитного металла. ВМС СШАВ наше время усовершенствование технологий производства чугуна, особенно внедрение чугуна, ограничивало сварку кузнецами и ювелирами. Другие методы соединения, такие как крепление болтами или заклепками, широко применялись в новых изделиях, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных листах. Было показано, что клепка имеет недостатки, особенно для закрытых контейнеров, таких как бойлер. Газовая сварка, дуговая сварка и контактная сварка появились в конце XIX века. Первая реальная попытка широко внедрить сварочные процессы была предпринята во время Первой мировой войны. К 1916 году кислородно-ацетиленовый процесс был хорошо развит, и применяемые тогда методы сварки используются до сих пор.С тех пор основные улучшения коснулись оборудования и безопасности. В этот период также была внедрена дуговая сварка плавящимся электродом, но изначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено, обернув оголенный провод асбестом и переплетенной алюминиевой проволокой. Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые разработки.
Сварка сопротивлением, изобретенная в 1877 году Элиху Томсоном, была принята задолго до дуговой сварки для точечного и шовного соединения листов. Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в 1920-х годах. В 1940-х годах был внедрен процесс вольфрам-инертный газ с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе с защитой от газа использовался проволочный электрод, который расходился во время сварки. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Britannica Premium: удовлетворение растущих потребностей искателей знаний. Получите 30% подписки сегодня. Подпишись сейчасОсновные принципы сварки
Сварной шов можно определить как слияние металлов, образованное нагревом до подходящей температуры с приложением давления или без него, а также с использованием присадочного материала или без него.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплавленного металла необходимого размера.Тепло может поступать от электричества или от газового пламени. Сварку сопротивлением можно рассматривать как сварку плавлением, поскольку образуется некоторый расплавленный металл.
Твердофазные процессы позволяют получать сварные швы без плавления основного материала и без добавления присадочного металла. Всегда используется давление и обычно подается немного тепла. Теплота трения возникает при ультразвуковом и трении соединения, а нагрев печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая при сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при 10–50 вольт.Столб дуги сложен, но, в общем, состоит из катода, который испускает электроны, газовой плазмы для проведения тока и области анода, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Общее количество энергии, потребляемой во всех сварочных процессах, превышает то, что требуется для создания соединения, поскольку не все выделяемое тепло можно эффективно использовать. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры.Тепло теряется из-за проводимости через основной металл и из-за излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими близлежащими металлами. Эти реакции могут быть чрезвычайно пагубными для свойств сварного соединения. Например, большинство металлов быстро окисляются при расплавлении. Слой оксида может препятствовать надлежащему соединению металла. Покрытые оксидом капли расплавленного металла захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для достижения определенных свойств, настолько быстро реагируют на воздействие воздуха, что осажденный металл не имеет того же состава, что и изначально.Эти проблемы привели к использованию флюсов и инертной атмосферы.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление, образуя слой над расплавленным материалом. Флюсы могут быть активными и помогают в процессе или неактивными и просто защищать поверхности во время соединения.
Инертная атмосфера играет такую же защитную роль, как и флюсы. При сварке металлической дугой в среде защитного газа и вольфрамовой дугой в среде защитного газа инертный газ — обычно аргон — течет из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги.Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные характеристики соединения. В результате прохождения сварочной дуги образуются три зоны: (1) металл шва или зона плавления, (2) зона термического влияния и (3) неповрежденная зона. Металл сварного шва — это та часть соединения, которая была расплавлена во время сварки.Зона термического влияния — это область, прилегающая к металлу шва, который не был сварен, но претерпел изменение микроструктуры или механических свойств из-за высокой температуры сварки. Неповрежденный материал — это тот материал, который не был достаточно нагрет, чтобы изменить его свойства.
Состав металла сварного шва и условия, при которых он замерзает (затвердевает), значительно влияют на способность соединения удовлетворять эксплуатационным требованиям. При дуговой сварке металл шва состоит из присадочного материала и основного металла, который расплавился.После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный сварной шов имеет литейную структуру со столбчатыми зернами, проходящими от края ванны расплава до центра сварного шва. При многопроходной сварке эта литая структура может быть модифицирована в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву, или зона термического влияния, подвергается ряду температурных циклов, и его изменение в структуре напрямую связано с максимальной температурой в любой заданной точке, временем воздействия и охлаждением. ставки.Типы основного металла слишком многочисленны, чтобы обсуждать здесь, но их можно сгруппировать в три класса: (1) материалы, на которые не влияет высокая температура сварки, (2) материалы, упрочненные в результате структурных изменений, (3) материалы, упрочненные в результате процессов осаждения.
Сварка вызывает напряжения в материалах. Эти силы вызваны сжатием металла сварного шва и расширением, а затем сжатием зоны термического влияния. Не нагретый металл накладывает ограничения на вышеуказанное, и, поскольку преобладает усадка, металл сварного шва не может свободно сжиматься, и в соединении создается напряжение.Это обычно называется остаточным напряжением, и для некоторых критических применений оно должно сниматься термической обработкой всей конструкции. Остаточное напряжение неизбежно во всех сварных конструкциях, и если его не контролировать, произойдет искривление или деформация сварного соединения. Контроль осуществляется методами сварки, приспособлениями и приспособлениями, процедурами изготовления и окончательной термообработкой.
Существует большое разнообразие сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
.