Анодированный алюминий — что это такое? Как анодировать профиль?
Алюминий сам по себе в обычных атмосферных условиях покрывается оксидной пленкой. Это естественный процесс под влиянием кислорода. Практически использовать его невозможно, так как пленка слишком тонка, почти виртуальна. Но было замечено, что она обладает кое-какими замечательными свойствами, которые заинтересовали инженеров и ученых. Позже они смогли получать анодированный алюминий химическим способом.
Оксидная пленка тверже самого алюминия, а значит, защищает его от внешних воздействий. Износостойкость у деталей из алюминия с оксидной пленкой значительно выше. Кроме того, на покрытую поверхность гораздо лучше ложатся органические красители, следовательно, она имеет более пористую структуру, что повышает адгезию.
Так, инженерные исследования и опыты привели к изобретению способа электрохимического образования оксидной пленки на поверхности алюминия и его сплавов, который получил название анодное оксидирование алюминия, – это ответ на вопрос «что такое анодирование».
Анодированный алюминий очень широко применяется в различных областях. Галантерейные изделия с декоративными покрытиями, металлические оконные и дверные рамы, детали морских кораблей и подводных аппаратов, авиационная промышленность, кухонная посуда, автомобильный тюнинг, строительные изделия из алюминиевого профиля – далеко не полный перечень.
Что такое анодирование
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 – 22 °С.
Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 – 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
Время зависит от размеров покрываемых деталей. Мелкие получают слой пленки 4–5 микрон уже через 15–20 минут, а более крупные висят в ванне до 1 часа.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Применение других электролитов для получения анодированного алюминия
Есть и другие электролиты для получения оксидной пленки на алюминии, основы процесса анодирования остаются те же, меняются лишь режимы тока, время процесса и свойства покрытия.
- Щавелевокислый электролит.

- Ортофосфорный электролит. Раствор ортофосфорной кислоты 350–550 г/л. Получаемая пленка очень плохо окрашивается, зато отлично растворяется в никелевом и кислом медном электролите при осаждении этих металлов, то есть применяется в основном как промежуточный этап перед омеднением или никелированием.
- Хромовый электролит. Раствор хромового ангидрида 30–35 г/л и борной кислоты 1–2 г/л. Полученная пленка имеет красивый серо-голубой цвет и похожа на эмалированную поверхность, процесс получил отсюда название эматалирования. В настоящее время эматалирование очень широко применяется и имеет ряд других вариантов состава электролита, на основе других кислот.
- Смешанный органический электролит. Раствор содержит щавелевую, серную и сульфосалициловую кислоты. Цвет пленки отличается в зависимости от марки сплава анода, характеристики покрытия по прочности и износостойкости очень хорошие. Анодировать в данном электролите можно не менее успешно алюминиевые детали любого назначения.


Преимущества применения алюминиевого анодированного профиля
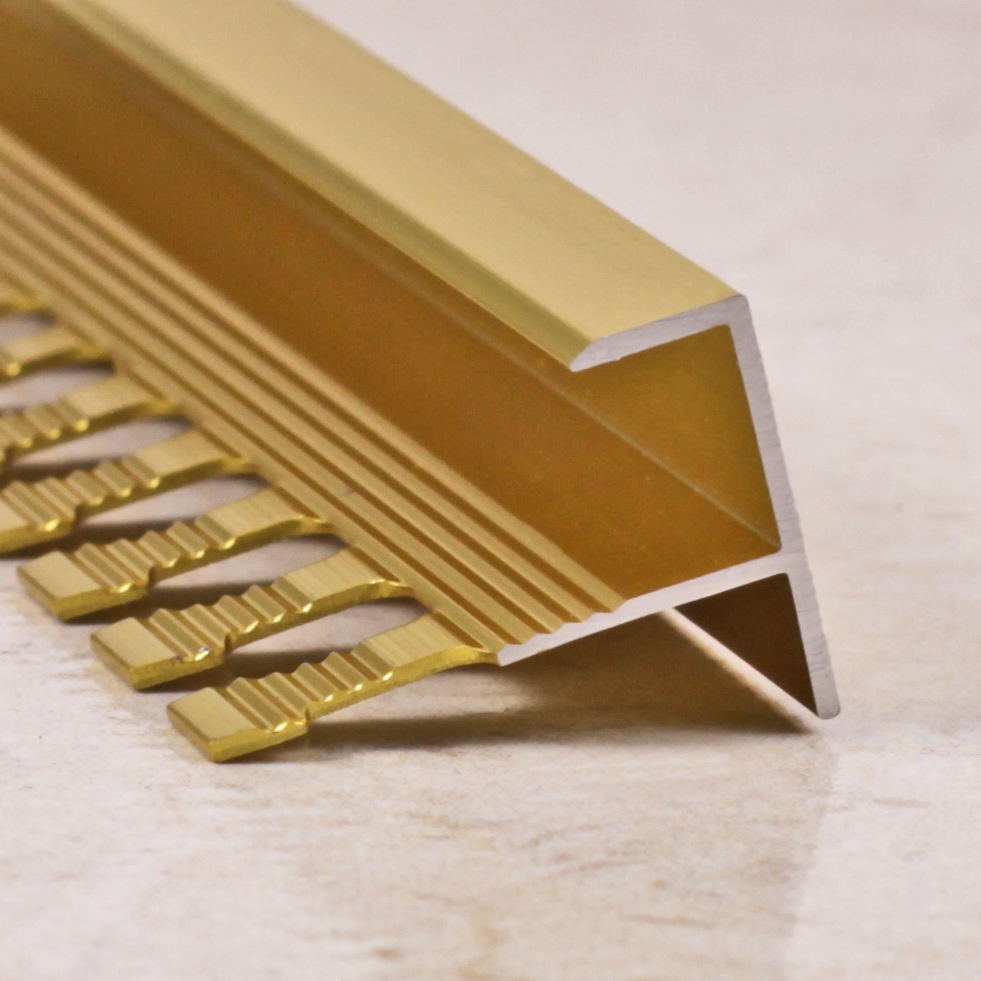
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса. Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Похожие статьи
Анодированный алюминий
Анодированный алюминий – это алюминий со специальным, получаемым электролитическим способом покрытием. В результате анодирования на поверхности металла создаётся чрезвычайно твёрдый слой устойчивого к не слишком значительным механическим повреждениям, абсолютно инертного, безопасного для здоровья человека анодированного алюминия.
В результате анодирования на поверхности металла создаётся чрезвычайно твёрдый слой устойчивого к не слишком значительным механическим повреждениям, абсолютно инертного, безопасного для здоровья человека анодированного алюминия.
Сохраняя все преимущества алюминия (лёгкость, быстрота и равномерность прогрева), анодирование препятствует окислению металла под воздействием воздуха. Покрытие устойчиво, не разрушается со временем, не отслаивается, противостоит воздействию кислот, обладает высокой прочностью. Коэффициент отражения поверхности анодированного алюминия составляет до 98%.
Современные технологии позволяют получать материал с различными фактурами и структурами поверхности. Выбор конкретного материала зависит от ваших предпочтений и потребностей, от требуемого внешнего вида готового изделия.
Важными критериями выбора являются:
светоотражающие свойства поверхности(коэффициенты зеркального и диффузного отражения),
структура поверхности(гладкая, ребристая, ячеистая),
фактура поверхности(зеркальная, полузеркальная, матовая),
толщина материала(от0,2 до1,5 мм).
Анодирование позволяет получать материал с очень высоким коэффициентом отражения – такие поверхности широко применяются при создании декоративных источников освещения, используются в качестве рассеивающих и отражающих поверхностей при отделке помещений культурно-развлекательного назначения, причём не только в составе светотехнических решений, но и как декоративные элементы. Мы предлагаем изготовление анодированных алюминиевых изделий как на заказ, по сконструированному шаблону, так и с использованием одного или нескольких из уже готовых рисунков рельефа. Материал прекрасно сохраняет свои светоотражающие характеристики. Возможно изготовление точечно деформированных и перфорированных элементов. Помимо алюминия в качестве исходного материала может применяться и нержавеющая сталь.
Изделия из анодированного алюминия обладают следующими качествами.
Износостойкая поверхность
Не остаётся отпечатков от пальцев
Легко чистится
Возможность стерилизации
Антистатические свойства
Полная вторичная переработка
В 3 раза легче нержавеющей стали
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее.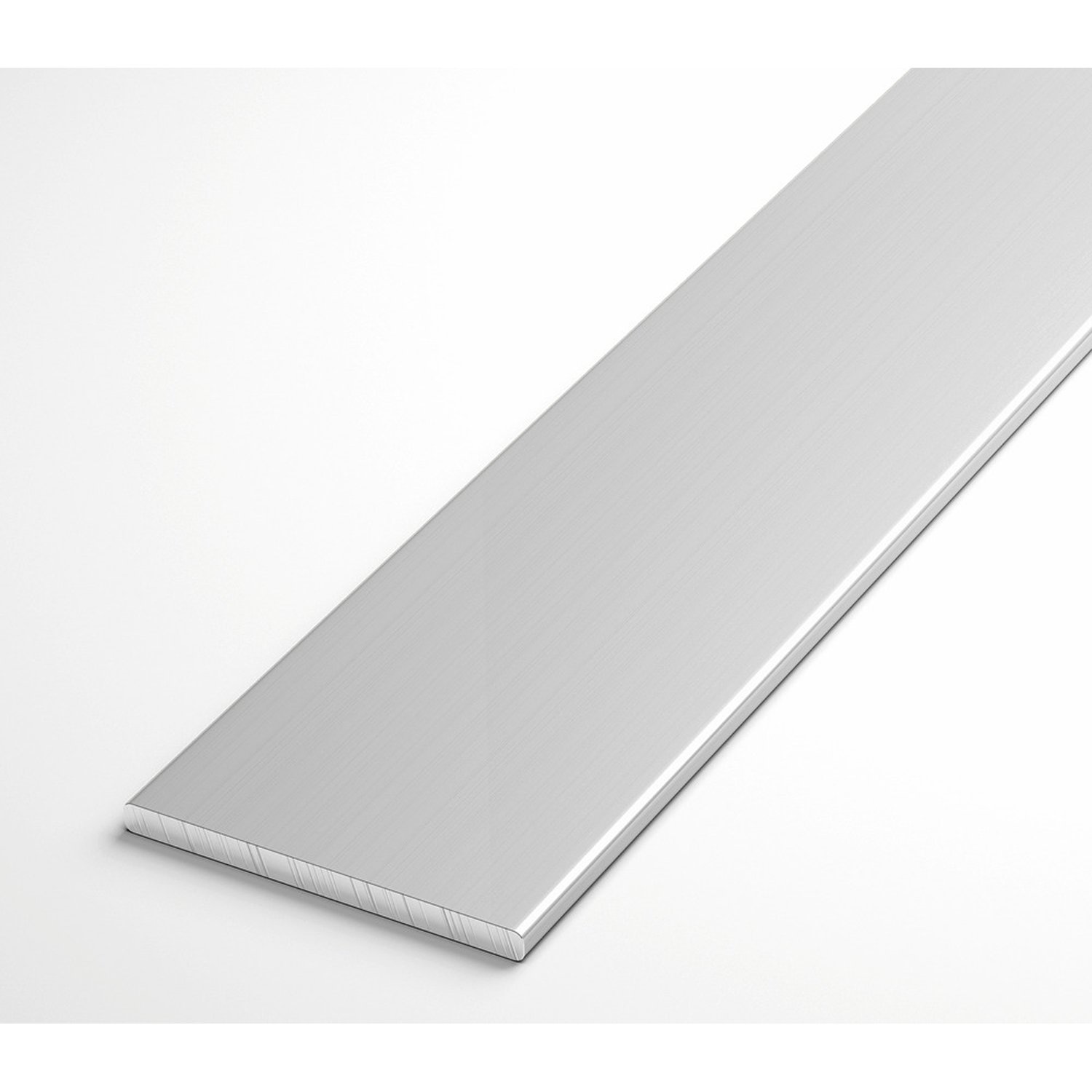 Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла.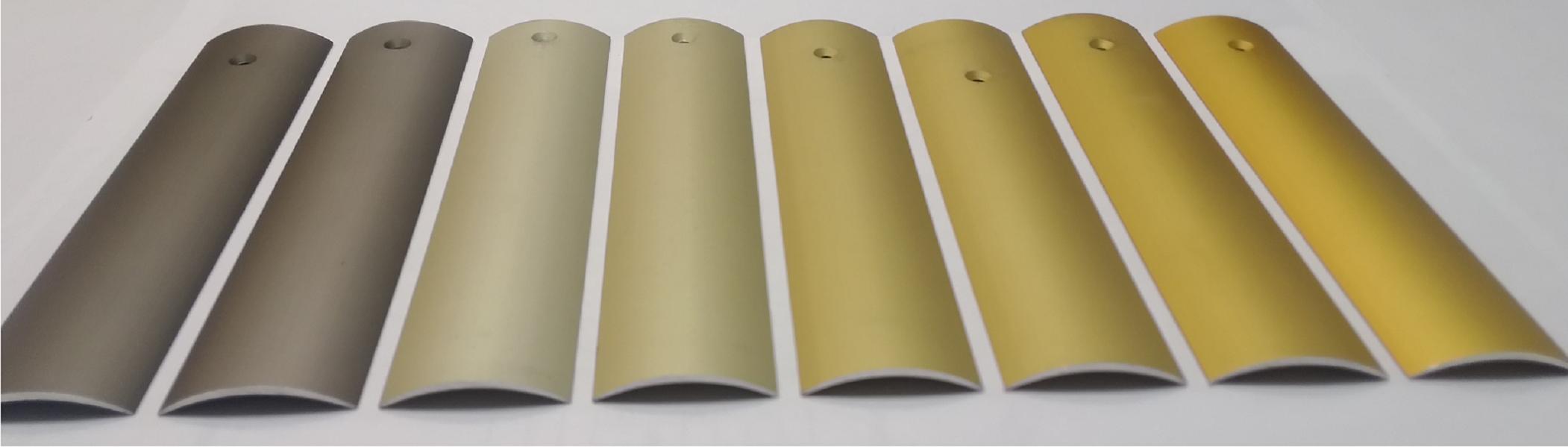 В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
 Благодаря этому изделиям можно придавать красивый внешний вид.
Благодаря этому изделиям можно придавать красивый внешний вид.
Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
Что такое анодированный алюминий – предназначение, виды и способы создания
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.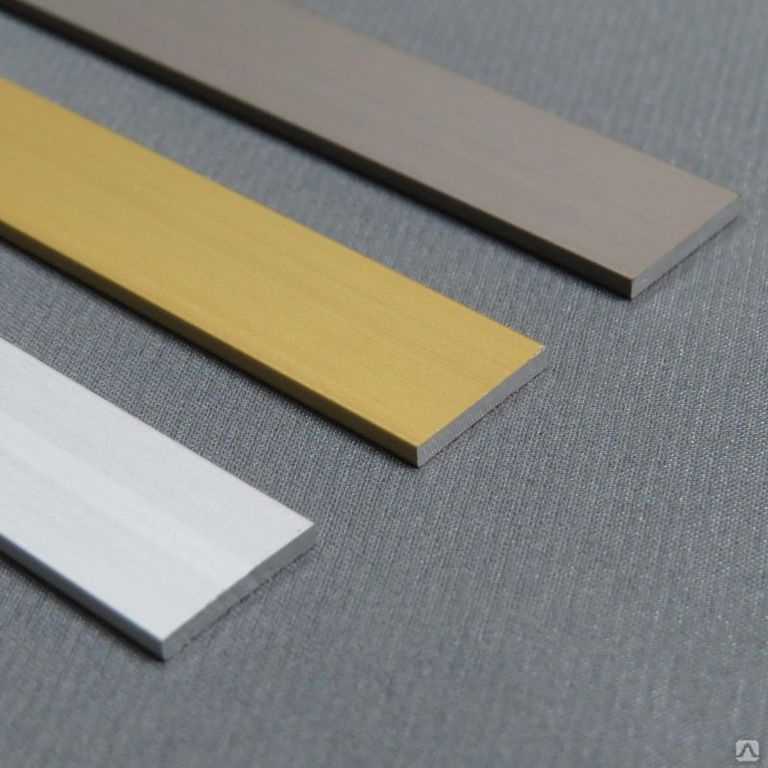
Блок: 1/6 | Кол-во символов: 522
Источник: https://GidPoKraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Блок: 2/7 | Кол-во символов: 818
Источник: https://oxmetall.ru/metalli/alyuminij/anodirovannyj
Что такое анодирование
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
Время зависит от размеров покрываемых деталей. Мелкие получают слой пленки 4–5 микрон уже через 15–20 минут, а более крупные висят в ванне до 1 часа.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.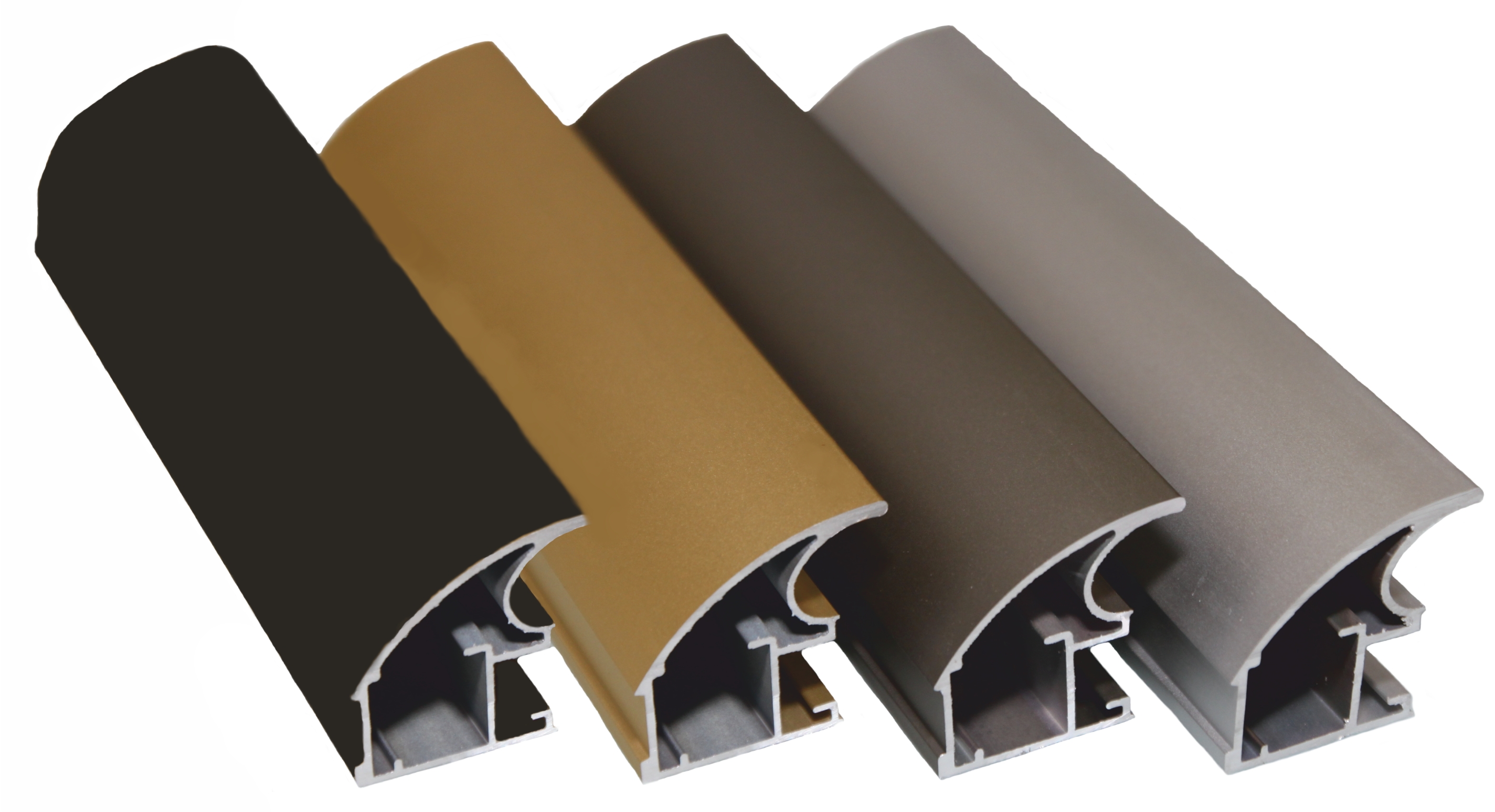
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Блок: 2/4 | Кол-во символов: 2137
Источник: https://BazaFasada.ru/fasad-zdanij/anodirovanie-alyuminiya.html
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу.
 Такое покрытие не отслоится по пришествию времени.
Такое покрытие не отслоится по пришествию времени.Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия.
 Это сода и соль, которые есть на каждой кухне.
Это сода и соль, которые есть на каждой кухне.На видео: как работает анодирование.
Блок: 3/6 | Кол-во символов: 1752
Источник: https://GidPoKraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Блок: 3/7 | Кол-во символов: 576
Источник: https://oxmetall. ru/metalli/alyuminij/anodirovannyj
ru/metalli/alyuminij/anodirovannyj
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.

Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Блок: 3/5 | Кол-во символов: 2293
Источник: https://WikiMetall.ru/metalloobrabotka/anodirovanie-alyuminiya.html
Технология анодирования алюминия
Процесс получения защитных анодированных покрытий на поверхности алюминия основан на анодном окислении алюминия в растворе электролита. В зависимости от требуемого результата для анодированного окисления используют три вида электролитов:
- Обработка малыми токами при постоянном напряжении в слабокислотном электролите;
- Нанесение анодированного покрытия на бихроматно-кислотном электролите;
- Окисление алюминия в щелочном электролите.

Во всех трех случаях происходит образование защитной пленки за счет окисления, уплотнения и превращения окисленного алюминия в плотную кристаллическую структуру. Получается покрытие, напоминающее стеклянные микрочешуйки.
К сведению! При этом габариты или внешние размеры детали не изменяются, покрытие из анодированного металла как бы растет вглубь алюминия до тех пор, пока образовавшаяся пленка не разорвет электрический контакт.
Меняя кислотность и температуру электролитической ванны, ток и рабочее напряжение на аноде и катоде, можно получать очень разные по свойствам пленки из анодированного алюминия. При небольшой величине тока образуется неуловимая глазу патина. Ее сложно ощутить, даже касаясь пальцами поверхности анодированного алюминия. Единственным признаком наличия защитной пленки является равномерный цвет металла и отсутствие эффекта пачкания рук.
Обычный алюминий под воздействием потожировых выделений кожи пальцев может растворяться с образованием алюминатов органических кислот. В результате чего на руках остаются темно-серые пятна. Поэтому большинство изделий из алюминия защищаются анодированием.
В результате чего на руках остаются темно-серые пятна. Поэтому большинство изделий из алюминия защищаются анодированием.
Блок: 3/8 | Кол-во символов: 1590
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Суть процесса анодирования
Механизм образования на поверхности алюминия защитного покрытия основан на прямом превращении металла в окись с кристаллической структурой. Если просто закрепить на алюминиевой пластинке анод, катод зафиксировать на угольном электроде, подать напряжение и погрузить все это в кислотный или щелочной электролит, то анодной пленки не получится. Металл просто растворится в электролите.
Для того чтобы на поверхности алюминия образовалась кристаллическая пленка, требуется высокое напряжение и токи. Сам процесс образования анодированного слоя сопровождается большим выделением тепла, поэтому ванну с электролитом приходится охлаждать до нескольких градусов.
Процесс настолько интенсивный, что на пластине из алюминия вспыхивают микроскопические огоньки плазмы. Металл мгновенно расплавляется, окисляется, и давлением электролит прочно припечатывается к основанию. Поэтому-то на фотографии анодированная пленка выглядит, как крокодилья кожа. Подобный процесс можно относительно просто воспроизвести в домашних условиях, но, учитывая высокое напряжение более 100В и большие токи, кустарное получение анодированного алюминия является небезопасным. Кроме того, потребуется эффективная вентиляция для удаления испаряющегося электролита. Режимы работы установки по получению анодированного алюминия не являются секретом и давно опубликованы в технической литературе.
Металл мгновенно расплавляется, окисляется, и давлением электролит прочно припечатывается к основанию. Поэтому-то на фотографии анодированная пленка выглядит, как крокодилья кожа. Подобный процесс можно относительно просто воспроизвести в домашних условиях, но, учитывая высокое напряжение более 100В и большие токи, кустарное получение анодированного алюминия является небезопасным. Кроме того, потребуется эффективная вентиляция для удаления испаряющегося электролита. Режимы работы установки по получению анодированного алюминия не являются секретом и давно опубликованы в технической литературе.
Блок: 4/8 | Кол-во символов: 1389
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города — нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса. Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Блок: 4/4 | Кол-во символов: 1557
Источник: https://BazaFasada.ru/fasad-zdanij/anodirovanie-alyuminiya.html
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.

Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Блок: 5/6 | Кол-во символов: 1216
Источник: https://prompriem.ru/splavyi/anodirovannyj-alyuminij.html
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Блок: 5/6 | Кол-во символов: 3561
Источник: https://GidPoKraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html
Литература
- Шрейдер А. В. Оксидирование алюминия и его сплавов. — М.: Металлургиздат, 1960. — 198 с.
- Голубев А. И. Анодное окисление алюминиевых сплавов. — М.: Изд-во АН СССР, 1961. — 221 с.
- Юнг Л. Анодные оксидные пленки. — Л.: Энергия, 1967. — 232 с.
- Томашов Н. Д., Тюкина М. Н., Заливалов Ф. П. Толстослойное анодирование алюминия и его сплавов. — М.: Машиностроение, 1968. — 156 с.
- Беленький М. А., Иванов А. Ф. Электрооосаждение металлических покрытий, справочник. — М.: Металлургия, 1985.
- Хенли В. Ф. Анодное оксидирование алюминия и его сплавов. — М.: Металлургия, 1986. — 152 с.
- Аверьянов Е. Е. Справочник по анодированию. — Москва: Машиностроение, 1988. — 224 с. — ISBN 5-217-00273-5.
- Гордиенко П. С., Руднев В. С. Электрохимическое формирование покрытий на алюминии и его сплавах при потенциалах искрения и пробоя. — Владивосток: Дальнаука, 1999. — 233 с. — ISBN -0.
- Артур В. Браке. Технологии Анодирования Алюминия. — М.: Interall, 2000.
- Лыньков Л. М., Мухуров Н. И. Микроструктуры на основе анодной алюмооксидной технологии. — Минск: Бестпринт, 2002. — 216 с. — ISBN 985-6633-50-8.
- Мухуров Н. И. Алюмооксидные микро-наноструктуры для микроэлектромехнических систем. — Минск: Бестпринт, 2004. — 166 с. — ISBN 985-6633-50-8.
- Позняк А. А. Модифицированный анодный оксид алюминия и композитные материалы на его основе. — Минск: Издательский центр БГУ, 2007. — 251 с. — ISBN 978-985-476-561-7.
- Аверьянов Е. Е. Плазменное анодирование в радиоэлектронике. — М.: Радио и связь, 1983. — 79 с.
 — М.: Металлургия, 1986. — 152 с.
— М.: Металлургия, 1986. — 152 с. — М.: Радио и связь, 1983. — 79 с.
— М.: Радио и связь, 1983. — 79 с.Блок: 5/5 | Кол-во символов: 1495
Источник: https://ru.wikipedia.org/wiki/%D0%90%D0%BD%D0%BE%D0%B4%D0%B8%D1%80%D0%BE%D0%B2%D0%B0%D0%BD%D0%B8%D0%B5
Практическое применение анодированного алюминия
Традиционно процесс анодирования используется для получения нескольких видов окисленных пленок:
- Сверхтонкие микрокристаллические покрытия толщиной 20-25 мкм;
- Декоративные пленки из анодированного алюминия;
- Электрическая изоляция на основе кристаллической Al2O3;
- Специальные защитные пленки толщиной 1,5-2,0 мм.
Полированный до состояния зеркала алюминий отражает до 98% светового потока, но уже через сутки из-за окисления образуется налет, который превращается в серую пленку. Большинство оптических приборов, оборудованных отражателями из полированного алюминия, защищаются сверхтонкой микрокристаллической пленкой из бесцветного корунда. Плотная беспористая структура надежно перекрывает доступ кислорода и водяных паров к легкоокисляющемуся алюминию, при этом сохраняется 95-97% светопропускания. Пленкой из анодированного алюминия защищены 99% всех фар, мощных фонарей, отражателей и оптических приборов.
Пленкой из анодированного алюминия защищены 99% всех фар, мощных фонарей, отражателей и оптических приборов.
Блок: 5/8 | Кол-во символов: 960
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Типичные ошибки при анодировании
Выполняя оксидирование алюминия в домашних условиях, следует избегать таких ошибок:
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Блок: 5/5 | Кол-во символов: 506
Источник: https://WikiMetall.ru/metalloobrabotka/anodirovanie-alyuminiya.html
Декоративные материалы
Покрытие из анодированного алюминия обладает достаточно интересной структурой. Наружные 35-50 мкм пленки представляют собой микропористую, как губка, поверхность с очень узкими и глубокими порами. Даже небольшой количество красителя глубоко проникает в анодированный алюминий, превращая его в очень прочное и одновременно яркое покрытие. Бесцветные микрокристаллы преломляют падающий на анодированное покрытие свет, в результате чего краски становятся яркими и насыщенными. Нанесенное лакокрасочное покрытие не выгорает и не теряет своей интенсивности.
Наружные 35-50 мкм пленки представляют собой микропористую, как губка, поверхность с очень узкими и глубокими порами. Даже небольшой количество красителя глубоко проникает в анодированный алюминий, превращая его в очень прочное и одновременно яркое покрытие. Бесцветные микрокристаллы преломляют падающий на анодированное покрытие свет, в результате чего краски становятся яркими и насыщенными. Нанесенное лакокрасочное покрытие не выгорает и не теряет своей интенсивности.
Большую часть современных лакокрасочных материалов с эффектом иризации изготавливают путем добавления микроскопических чешуек с покрытием из окисленного алюминия. Тончайшая пленка из анодированного металла обеспечивает высокую стойкость наполнителя к воздействию ультрафиолета и органических растворителей, поэтому краска не теряет насыщенности в течение десятков лет.
Популярность покрытий возросла настолько, что металл напыляют на стальные и даже чугунные детали конструкций для последующего окисления и получения анодированной защиты. Вместо небезопасного покрытия из цинка или очень недешевых легированных сталей сегодня массово используется анодированный алюминий. Например, металлический фасад из стеклопакетов многоэтажного торгового центра пришлось бы ремонтировать уже через пять лет, а с анодированными алюминиевыми рамами конструкция может простоять несколько десятков лет.
Вместо небезопасного покрытия из цинка или очень недешевых легированных сталей сегодня массово используется анодированный алюминий. Например, металлический фасад из стеклопакетов многоэтажного торгового центра пришлось бы ремонтировать уже через пять лет, а с анодированными алюминиевыми рамами конструкция может простоять несколько десятков лет.
Покрытия из кристаллической окиси металла серьезно потеснили наиболее стойкие порошковые и керамические краски, ранее массово применявшиеся для защиты фасадов и конструкционных элементов из алюминиевых сплавов.
Блок: 6/8 | Кол-во символов: 1675
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.

Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
Блок: 6/6 | Кол-во символов: 1693
Источник: https://GidPoKraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html
Специальные пленки из анодированного алюминия
Помимо высоких декоративных качеств, пленки из анодированного алюминия обладают целым рядом очень полезных свойств. Например, высокая твердость и износостойкость. Микрокристаллическая структура из корунда практически не боится любого абразива. Песчаная и цементная пыль, и даже карбиды и силициды металлов не в состоянии существенно повредить защиту из корунда.
Песчаная и цементная пыль, и даже карбиды и силициды металлов не в состоянии существенно повредить защиту из корунда.
Поэтому детали с анодированным покрытием невозможно зачистить наждачной бумагой или полировочной или шлифовальной пастой. Толстый слой кристаллической Al2O3 на поверхности трущихся деталей увеличивает ресурс любого механизма в два-три раза. Защиту из окисленного алюминия используют при высокотемпературной окраске дисков колес, элементов подвески карьерных машин и магистральной техники.
Применение покрытия из анодированного алюминия:
- Не деградирует под влиянием морозов, жары, ультрафиолета или химически активных веществ, выдерживает прямой контакт с кислотами, щелочами, органическими растворителями;
- Не пылит и не изнашивается при многократной мойке, чистке, под истирающей нагрузкой;
- Нет нитевидной и газовой формы коррозии, если слой анодированного алюминия изготовлен с соблюдением технологии, то срок службы покрытия может легко достичь 60-80 лет.

Второе интересное качество пленки из анодированного алюминия – низкая теплопроводность. Из обработанного металла изготавливают литейные формы для отливки из медных сплавов, при том, что температура алюминия ниже, чем у меди, на несколько сот градусов. Тонкое, всего в пару миллиметров окисленное покрытие надежно защищает алюминиевую форму от перегретой жидкой меди.
Радиаторы отопления, трубопроводная арматура, котлы, печи, камины, изготовленные из стали и чугуна, по современным стандартам защищаются пленками из анодированного алюминия. Даже при нагреве стенок, колосников, силовой арматуры до 500-600оС сталь и чугун не обгорают и не коррозируют до ржавых дыр. Срок службы стальной печи вырос с 10 до 40 лет службы.
Блок: 7/8 | Кол-во символов: 1991
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Заключение
Применение тонких пленок кристаллической Al2O3 позволяет получить покрытия с совершенно новыми свойствами. Речь идет о том, что большинство металлических деталей и конструкций, и даже отдельные виды пластика можно обеспечить практически «вечными» покрытиями. Даже если вследствие удара или скола пленка будет повреждена, ее вполне можно восстановить с помощью простейшей процедуры. Пока что окисленный металл обходится дороже краски, поэтому используется, как декоративный материал и способ защитить металлическую поверхность в экстремальных условиях эксплуатации.
Речь идет о том, что большинство металлических деталей и конструкций, и даже отдельные виды пластика можно обеспечить практически «вечными» покрытиями. Даже если вследствие удара или скола пленка будет повреждена, ее вполне можно восстановить с помощью простейшей процедуры. Пока что окисленный металл обходится дороже краски, поэтому используется, как декоративный материал и способ защитить металлическую поверхность в экстремальных условиях эксплуатации.
Блок: 8/8 | Кол-во символов: 578
Источник: https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://oxmetall.ru/metalli/alyuminij/anodirovannyj: использовано 2 блоков из 7, кол-во символов 1394 (4%)
- https://prompriem. ru/splavyi/anodirovannyj-alyuminij.html: использовано 3 блоков из 6, кол-во символов 4414 (14%)
- https://2proraba.com/other/chto-takoe-alyuminij-anodirovannyj.html: использовано 7 блоков из 8, кол-во символов 9900 (30%)
- https://WikiMetall.ru/metalloobrabotka/anodirovanie-alyuminiya.html: использовано 3 блоков из 5, кол-во символов 3812 (12%)
- https://ru.wikipedia.org/wiki/%D0%90%D0%BD%D0%BE%D0%B4%D0%B8%D1%80%D0%BE%D0%B2%D0%B0%D0%BD%D0%B8%D0%B5: использовано 1 блоков из 5, кол-во символов 1495 (5%)
- https://GidPoKraske.ru/spetsialnye-materialy/obrabotka-metallicheskih-predmetov/anodirovanie-alyuminiya.html: использовано 5 блоков из 6, кол-во символов 7927 (24%)
- https://BazaFasada.ru/fasad-zdanij/anodirovanie-alyuminiya.html: использовано 2 блоков из 4, кол-во символов 3694 (11%)
 ru/splavyi/anodirovannyj-alyuminij.html: использовано 3 блоков из 6, кол-во символов 4414 (14%)
ru/splavyi/anodirovannyj-alyuminij.html: использовано 3 блоков из 6, кол-во символов 4414 (14%)Зачем анодируют алюминий
Зачем анодируют алюминий – подробный анализ
Зачем анодировать алюминий? Чтобы ответить на этот вопрос, предлагаем рассмотреть подробнее преимущества анодирования для алюминия – самого популярного материала при изготовлении профиля для светодиодных лент.
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.

Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Как осуществляется анодирование алюминия?
Анодирование – это химический процесс, состоящий из нескольких этапов: обезжиривания, травления, нейтрализации, нанесения защитной анодированной пленки, добавления красителя, уплотнения. Оно делится на холодное (проводится при температуре от +10°C до -10°C) и теплое анодирование (диапазон температур 15-20°C). Добросовестные фабрики выбирают метод холодного анодирования, который обеспечивает весь спектр защит для металла.
Продукция ведущих производителей профилей для светодиодных лент обязательно анодируется. Яркий пример – профили компании Arlight, например, новые встраиваемые и накладные профили S-2 LUX, известные своей прочностью и долгим сроком службы.
Анодированный алюминий, что это такое — анодное покрытие
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В. ; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
 ; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.

Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.

Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения.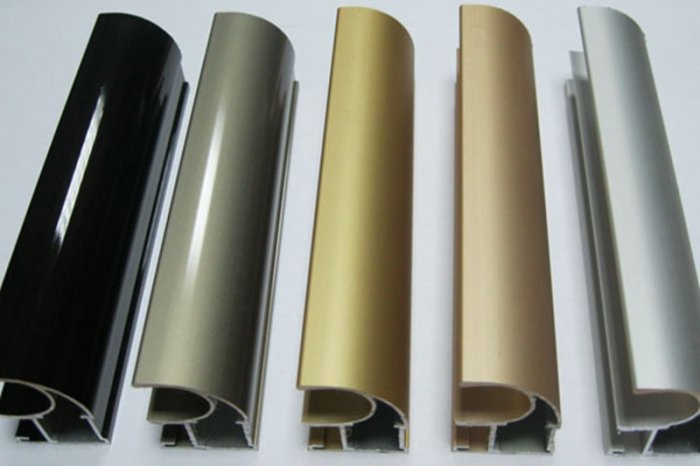 Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Металлические защитные покрытия (анодные, катодные).
Неметаллические защитные покрытия. Электрохимические методы защиты от коррозии.
Методы защиты от коррозии можно объединить в следующие группы:
1) нанесение защитных покрытий и пленок;
2) изменение электрохимического потенциала защищаемого материала по отношению к среде на границе фаз;
3) модификация коррозионной среды.
Борьба с коррозией с применением защитных покрытий является наиболее распространенным способом. В качестве защитных применяют металлические и неметаллические покрытия.
Металлические покрытия могут быть выполнены из металла более или менее благородного, чем подложка. В связи с этим они делятся на две группы: катодные и анодные покрытия.
К катодным покрытиям относятся те покрытия, электрохимический потенциал которых в данных условиях больший, чем у защищаемого металла. На алюминий почти всегда наносят катодные покрытия. Покрытия из благородных металлов на стали имеют такой же характер. Катодные покрытия защищают металл только благодаря его изоляции от атакующей среды. Поэтому свою роль они выполняют только при наличии полной сплошности. Если в катодном покрытии образуется щель, то в условиях коррозии она становится катодом, а открытая часть защищаемого металла – анодным элементом. Анодная поверхность при этом значительно меньше, чем катодная. Электрохимическое разрушение металла концентрируется на небольшой поверхности. Учитывая опасности, кроющиеся в возможных несплошностях катодных покрытий, их делают сравнительно большой толщины.
Учитывая опасности, кроющиеся в возможных несплошностях катодных покрытий, их делают сравнительно большой толщины.
Анодные покрытия – это покрытия, выполненные из металла, у которого электродный потенциал меньше, чем у защищаемого металла. Для железа, работающего в малокислых или нейтральных растворах, анодными покрытиями являются цинк, алюминий. Защитные свойства анодных покрытий состоят не только в механической изоляции металла от коррозионной среды. Они заключаются еще и в электрохимическом воздействии. В случае нарушения покрытия и образования коррозионного элемента, защищаемый металл, являющийся катодом, не разрушается. Небольшие несплошности в анодных покрытиях не опасны.
Металлические покрытия наносят электроосаждением, погружением в расплавленные металлы, металлизацией напылением, химическим осаждением солей, диффузией и т. д. В последнее время все большее распространение получает нанесение покрытий в вакууме.
Неметаллические покрытия применяются в случае возникновения химической реакции металла в соответствующих средах.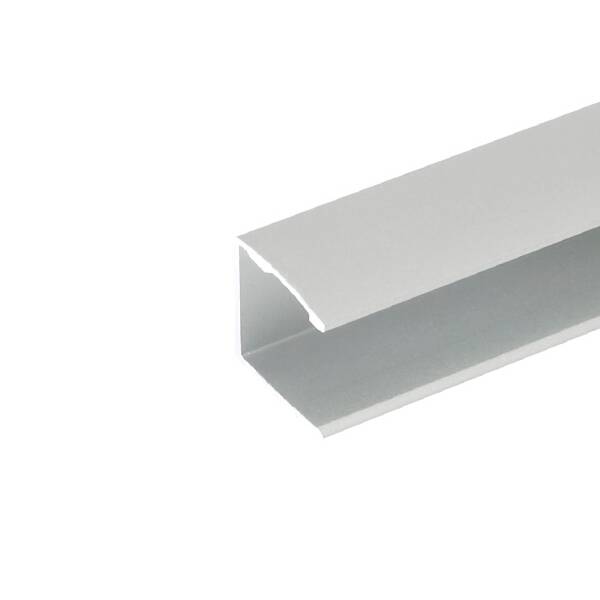 К ним, в частности, относят оксидные алюминиевые покрытия, полученные в ходе специального электролитического процесса. Фосфатные покрытия применяются в большинстве случаев с дополнительными защитными средами, как, например, краски, лаки и т. п. Фосфатирование стали состоит в погружении изделия в разбавленный раствор фосфорной кислоты и кислых фосфатов цинка или магния. В результате реакции образуется нерастворимый фосфат железа, который в ходе процесса плотно покрывает поверхность металла. К этой же группе относят керамические покрытия и стекловидные эмали. Эти покрытия достаточно стойки к воздействию минеральных и органических кислот. Их недостатком является повышенная хрупкость и низкая стойкость в условиях резких перепадов температуры.
К ним, в частности, относят оксидные алюминиевые покрытия, полученные в ходе специального электролитического процесса. Фосфатные покрытия применяются в большинстве случаев с дополнительными защитными средами, как, например, краски, лаки и т. п. Фосфатирование стали состоит в погружении изделия в разбавленный раствор фосфорной кислоты и кислых фосфатов цинка или магния. В результате реакции образуется нерастворимый фосфат железа, который в ходе процесса плотно покрывает поверхность металла. К этой же группе относят керамические покрытия и стекловидные эмали. Эти покрытия достаточно стойки к воздействию минеральных и органических кислот. Их недостатком является повышенная хрупкость и низкая стойкость в условиях резких перепадов температуры.
Одним из самых популярных способов защиты металла от коррозии является нанесение неметаллических составов. Это может быть пластик, керамика, каучук, битум, полиуретан, лакокрасочные составы и многое другое. Причем последние представляют собой наиболее широкий ассортимент и могут применяться в зависимости от условий среды, в которых будет использоваться изделие.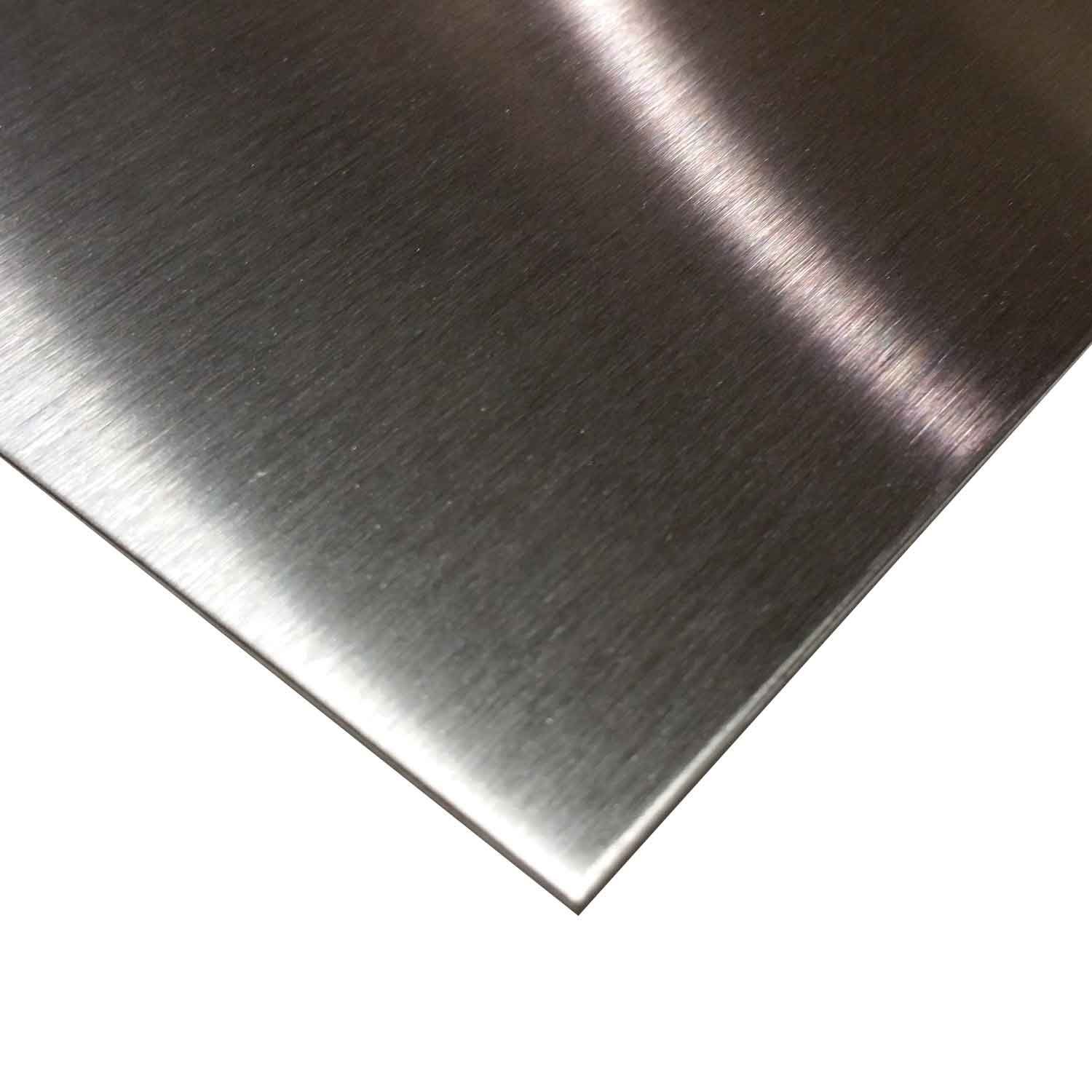 Так выделяют лакокрасочные покрытия, устойчивые к действиям воды, атмосферы, химическим растворам и т. д.
Так выделяют лакокрасочные покрытия, устойчивые к действиям воды, атмосферы, химическим растворам и т. д.
К органическим покрытиям относятся разнообразные лакокрасочные материалы.
Знание механизма коррозии позволило создать методы коррозионной защиты путем наложения на металл такого потенциала, при котором он становится термодинамически устойчивым. К таким методам относятся катодная защита и уменьшение агрессивности среды, окружающей металлоконструкцию.
Катодная защита состоит в присоединении к защищаемой конструкции анода-протектора с более отрицательным электрохимическим потенциалом. Протектор (лат. protector – покровитель, защитник) и служит таким анодом, препятствующим разрушению защищаемого сплава; сам протектор при коррозии постепенно разрушается.
Протектором может являться любой металл, имеющий по отношению к данному сплаву более отрицательный потенциал. Однако разница в потенциалах не должна быть слишком большой, чтобы при электрохимическом процессе не происходило быстрого разрушения протектора.
Протекторы представляют собой обычно небольшие пластинки, присоединяемые к защищаемой детали заклепками или болтами. Катодную или протекторную защиту широко применяют при защите от морской и подземной коррозии металлоконструкций, коммуникаций, трубопроводов, сосудов и т. д. В качестве анодов-протекторов для защиты стальных изделий обычно применяют сплавы магния или цинка. Защита может также осуществляться присоединением защищаемого металла к отрицательному полюсу постоянного тока.
Для уменьшения агрессивности окружающей среды в нее вводят добавки, называемые ингибиторами коррозии, которые или способствуют пассивации металла, или значительно снижают скорость его коррозии. Условием использования ингибиторов является эксплуатация изделия в замкнутой среде постоянного состава.
Различают анодные и катодные ингибиторы. В качестве анодных ингибиторов коррозии используют различные вещества, образующие нерастворимые соединения на анодных участках. Одним из таких пассиваторов является хромпик К2Сr207, вводимый в количестве 2 – 3 г/л в раствор охлаждающей жидкости.
Катодные ингибиторы тормозят катодный процесс. К их числу относятся различные травильные присадки, добавляемые в количестве 1 – 2 % в кислоты для снятия окалины без разрушения основного металла.
Летучие ингибиторы, такие как нитрат натрия NaNO2, применяют для пропитки бумаги, в которую заворачивают детали, подлежащие хранению или транспортировке. Испаряясь, они насыщают окружающее детали пространство, создавая защитную газовую среду. Летучие ингибиторы отличаются высокой эффективностью. Стальные изделия, завернутые в бумагу, обработанную NaNO2, в условиях относительной влажности 85 % не ржавеют в течение 5 лет. Преимуществом летучих ингибиторов является отказ от применения защитных покрытий, удобство расконсервации и постоянная готовность деталей к немедленному использованию без дополнительной обработки.
Суть электрохимической защиты
К готовому металлическому изделию извне подключается постоянный ток (источник постоянного тока или протектор). Электрический ток на поверхности защищаемого изделия создает катодную поляризацию электродов микрогальванических пар. Результатом этого является то, что анодные участки на поверхности металла стают катодными. А вследствии воздействия коррозионной среды идет разрушение не металла конструкции, а анода.
Результатом этого является то, что анодные участки на поверхности металла стают катодными. А вследствии воздействия коррозионной среды идет разрушение не металла конструкции, а анода.
Анодирование алюминия (анодное окисление, анодное оксидирование) является уникальным электролитическим процессом, который применяют для защиты поверхности прессованного алюминия от коррозии, а также придания ей привлекательного внешнего вида.
Под «анодированием алюминия» всегда подразумевают «сернокислое анодирование алюминия». Особенность анодирования в том, что в ходе химической подготовки поверхности алюминиевых профилей перед анодированием и самого процесс анодирования могут выявляться скрытые дефекты поверхности профилей или его неблагоприятная для анодирования металлургическая микроструктура.
Анодирование алюминиевых профилей
Конечное качество анодированных алюминиевых профилей оценивает производитель анодного покрытия, анодировщик, перед отправкой их заказчику и именно он отвечает за конечный результат. Между тем, причина возникновения дефектов может находиться совершенно в другом месте: у производителя слитков, литейщика, или производителя прессованных профилей, прессовщика. Часто возникают разногласия между этими тремя производителями в том, кто виноват в возникновении конкретного дефекта в конечном анодированном продукте.
Между тем, причина возникновения дефектов может находиться совершенно в другом месте: у производителя слитков, литейщика, или производителя прессованных профилей, прессовщика. Часто возникают разногласия между этими тремя производителями в том, кто виноват в возникновении конкретного дефекта в конечном анодированном продукте.
Вопрос решается легче, если все трое исполнителей входят в одно и то же предприятие. Если же они принадлежат различным предприятиям, то могут возникать серьезные споры об ответственности за возникновение дефектов.
Однако с точки зрения обеспечения конечного высокого качества анодированных алюминиевых профилей ответственность этих трех производителей вполне определенная:
- Литейщик отвечает за однородность химического состава слитков-столбов, правильную технологию их разливки и гомогенизации.
- Прессовщик отвечает за качество прессования, термической обработки и внутрицеховых перемещений алюминиевых профилей, а также правильную их упаковку, хранение и транспортировку при доставке к анодировщику.
- Наконец, анодировщик отвечает за качество хранения алюминиевых профилей перед анодированием, подготовки их поверхности, анодирования, окрашивания и уплотнения анодного покрытия алюминиевых профилей, а также правильную их упаковку, хранение и транспортировку заказчику.

Дефекты анодирования: основные типы
Подробную классификацию дефектов бесцветного анодирования алюминиевых профилей представил Barry R. Ellard из фирмы Alcan в своей капитальной статье в материалах международного семинара Aluminum Extrusion Technology 2000 года. Она насчитывает около более 30 видов дефектов, которые объединены в четыре основных типа-категории по причинам их возникновения.
Тип 1 – Полосы: прессование и качество слитков
Эти дефекты анодированных профилей связаны с поперечной или продольной неоднородностью свойств материала (микроструктуры, химического состава, степени деформации). Эта неоднородность проявляется в виде продольных или поперечных полос на алюминиевых профилях с неоднородностью цвета или отражательной способности анодированной поверхности.
Дефекты анодирования: полосы от микроструктуры
Дефекты анодирования: полосы от структуры, геометрии и сварных швов
Дефекты анодирования: полосы от следов матрицы, сварочных швов и утяжин
О роли матрицы:
Дефект анодирования алюминия «полосчатость»
Полосы на анодированном профиле: роль матрицы и оптические эффекты
Тип 2 — Полосы: механическая подготовка поверхности
Эти дефекты возникают при механической подготовке поверхности алюминия перед анодированием, например, при полировке (рисунок 1) или шлифовании (рисунок 2).
Рисунок 1 — Дефекты механического полирования
Рисунок 2 — Дефекты шлифования
См. также Дефекты анодирования: полосы от полирования, шлифования, химической сегрегации
Тип 3 – Коррозионные дефекты
Дефекты анодирования алюминиевых профилей от воздействия различных видов коррозии: трения, общей, щелочной, кислотной, гальванической, хлоридной.
Дефекты анодирования: условия хранения и транспортирования
Дефекты анодирования: коррозия кислотная и щелочная
Дефекты анодирования: коррозия промывки и хлоридная коррозия
Тип 4 — И не полосы, и не коррозия
Дефекты неоднородности внешнего вида, отличные от «полосчатости» и «коррозионных дефектов». Обычно, это — пятна, «разводы», «блестки» и тому подобные «неполосчатые» дефекты. Из причины возникают на различных этапах технологии: от неравномерного охлаждения участком профиля на выходе из пресса до нарушений технологии анодирования.
Обычно, это — пятна, «разводы», «блестки» и тому подобные «неполосчатые» дефекты. Из причины возникают на различных этапах технологии: от неравномерного охлаждения участком профиля на выходе из пресса до нарушений технологии анодирования.
Дефекты анодирования: «блестки», «прижог» и «потеря контакта»
Дефекты анодирования: неоднородность от графита, обезжиривания, травления
Источники дефектов анодирования
Каждый дефект имеет одного или двух «виновников» – литейщика, прессовщика или анодировщика. Для каждого дефекта важно знать:
- на каком из производственных этапов дефект зарождается и
- на каком производственном этапе дефект однозначно проявляется.
Литье и прессование
За дефекты алюминиевых профилей прессового происхождения, даже если их «первоисточник» находится в слитке-столбе, отвечает прессовщик. Он уже, в свою очередь, может предъявлять претензии к литейщику, менять его и/или ужесточать входной контроль слитков. Например, дефекты типа «полосчатость» могут иметь свои причины как у литейщика, например, из-за слишком толстого сегрегационного (или инверсного) поверхностного слоя слитка и недостаточной гомогенизации, так и у прессовщика — из-за слишком неравномерного течения металла через матрицу, смешивания в матрице различных сплавов или чрезмерно тонкого пресс-остатка.
Анодирование
Дефекты типа «полосчатость» может привнести и анодировщик, например, при чрезмерной механической обработке поверхности перед анодированием.
Производитель анодного покрытия обязан контролировать условия доставки алюминиевых профилей, их внутри- и междуцеховых перемещений, а также их хранения до и после анодирования. Дефекты могут возникать и в процессе самого анодирования, если нарушается его технология, например, слабо контролируется состав рабочих и промывочных ванн.
Сотрудничество литейщика, прессовщика и анодировщика
В большинстве случаев дефект анодирования нельзя обнаружить пока алюминиевый профиль не выйдет из линии анодирования, и процесс будет полностью завершен. К этому моменту на изготовление этого дефектного профиля уже безвозвратно потрачены материальные, энергетические и людские ресурсы, а исправить дефекты, как правило, уже невозможно. Поэтому важно понимать, что для обеспечения высокого качества необходимо тесное сотрудничество производителей анодированного профиля на всех этапах его изготовления: у литейщика, у прессовщика и у анодировщика.
Land Rover Defender Железяка ›
Бортжурнал ›
Покраска алюминия
Несколько лет назад пришлось столкнуться с проблемами покраски алюминиевых деталей.
Оказалось что дело это весьма не тривиальное.
Обычные краски держаться на алюминиевых заготовках совсем не хотели. Московские товарищи выходили из положения использую экзотические эпоксидные краски, но все равно это был геморой с подогревом заготовок и периодом высыхания в месяц, что для домашних условий мало приемлемо. Да и результат совсем не соответствовал затраченным усилиям. Единственный выход было азотирование.
И вот спустя много лет судьба преподносит мне Дефендер: машину с кузовом из алюминия.
Машину брал не новую, пара сколов краски на кузове уже было. Да и сам отметился. Как то по осени испытывал свежекупленный хай джек для подъема задницы, но, то ли домкрат неправильно поставил, то ли упоры под колеса не положил, а может уже просто скользко было, но деф подался вперед и домкрат уперся в заднюю стенку. Но это еще пол беды. Деф уже был «подвешен» и надо было его как то спускать. А от толкать в первоначальную позицию не сумел. Так и спускал прочерчивая на задней стенке свежую царапину концом домкрата :(.
Но это еще пол беды. Деф уже был «подвешен» и надо было его как то спускать. А от толкать в первоначальную позицию не сумел. Так и спускал прочерчивая на задней стенке свежую царапину концом домкрата :(.
Но, чем хорош деф, так это своей утилитарностью. Просверлить в нем отверстие, или закрасить кусочек (а не целиком элемент) вполне в его стиле. Остался вопрос, чем покрасить так, чтоб держалось.
Поизучал сеть. Оказалось, что наука (особенно химия) не стоит на месте и даже для проблемы покраски алюминия уже нашли решение — специальные кислотные грунтовки.
Чтоб подтвердить теорию практикой поехал на авто рынок. Там подтвердили, что да, есть такие и дали три балончика. Один с кислотным грунтом, второй с обычным и третий с краской.
Грунты. Кислотный справа
Те же вид сзади.
Инструкция
Обычный грунт
Объяснили, как пользоваться. Обезжирить, нанести слой кислотного грунта, можно два.
Как подсохнет слегка припорошить (так чтоб просвечивала основа) обычным грунтом. А потом уже класть слои краски.
А потом уже класть слои краски.
Так и сделал. Зачистил отслаивающуюся краску и метал. Оклеил область где будет заплатка малярным скотчем и покрасил по инструкции. Когда краска начала подсыхать отлепил скотч.
Заплатка получилась с аккуратными ровными краями. Их можно было бы зашлифовать, но на Дефендере смотреться аутентично, оставил так.
Прошла уже весна, лето, осень и большая часть зимы — краска держится 🙂
Сделал фотки 03.05.2016
Полный размерДавно не мыл
Полный размерНемного оттер, но фокус плохо поймался
Что такое анодированный алюминиевый уголок
Что такое анодированный алюминиевый уголок. Ещё совсем недавно Г – образный алюминиевый профиль, представлял собой продукт , предназначенный главным образом для вспомогательного или второстепенного строения. Говоря проще , чаще являлся заготовкой из которой в последствии изготавливали различные элементы крепежа и части конструкций. Однако с приходом новых технологий , а самое главное новых видов обработки поверхности алюминия, уголок стал занимать всё более крупные доли в строительных проектах.
В этой статье мы поговорим об анодировании и в частности об анодированном уголке. Многие считают , что нет никакой разницы между алюминиевым уголком и анодированным алюминиевым уголком. Различия есть и очень серьёзные. Во первых стоит обзорно понять , как производится анодирование. Представьте себе резервуар , наполненный электролитом. В эту ёмкость помещают алюминиевый уголок , после чего через поверхность Г- образного профиля пропускают электрический ток. В результате химической реакции , образуется оксидный слой , который качественно меняет и характеристики и внешний вид уголка. Такой способ называется электрохимическим. Стоит заметить , что слой оксидной плёнки может быть разной толщины. Это зависит от температуры электролита в резервуаре. Чем выше температура , тем тоньше слой и наоборот . Итак, что же получает алюминиевый уголок в процессе анодирования.
Прежде всего защитный слой. Помимо того, что он предохраняет поверхность от повреждений, не мало важным фактором является сияющий внешний вид. Если сравнивать анодированный уголок с каким либо другим материалом, то больше всего он имеет сходство с нержавеющим аналогом в зеркальной обработке. При гораздо лучшей светоотражающей поверхности. Поэтому кстати анодированный уголок часто встречается в подводных частях конструкций плавучих средств по всему миру.
Следующий фактор на который нужно обратить внимание это большие изменения в электро проводимости продукта. Если обычный алюминиевый уголок активно проводит электрическое напряжение, то его анодированный аналог практически обесточен, или если хотите утратил эту техническую особенность. К тому же оксидная плёнка настолько проникает в структуру алюминия, что ей не страшны постоянное трение, потускнение поверхности и появление трещин. Всё вышеперечисленное прямо указывает на неоспоримые преимущества анодированного алюминиевого уголка над его алюминиевым аналогом. Если проводить прямые параллели между двумя данными алюминиевыми продуктами , то стоит обратить внимание на все плюсы и минусы .
Итак, к плюсам анодированного алюминиевого уголка можно отнести прочность, блестящий внешний вид, долговечность . К минусам, небольшое увеличение веса и более высокую стоимость. Однако все эти минусы нивелируются в процессе применения , так как срок службы анодированного алюминиевого уголка, гораздо больше чем у обычного алюминиевого уголка. Перед вами стоит выбор между анодированным или простым алюминиевым уголком? На наш взгляд это два абсолютно разных продукта.
Что касается стоимости, процесс анодирования увеличивает стоимость алюминия примерно на тридцать процентов. Это существенно, но не критично, учитывая качественные особенности анодированного уголка. К примеру простой алюминиевый уголок со средним сроком службы пять лет, и анодированный срок службы которого зависит не от времени ,а от вашего отношения к изделию. К тому же поверхность анодированного уголка имеет ярко выраженную декоративную направленность. Вы получаете два в одном, по цене гораздо ниже , если суммировать двойную стоимость алюминиевого уголка. Что касается применения , то сразу стоит оговориться, анодированный алюминиевый уголок пригоден к производству абсолютно любой продукции, в частности той, что использует в своём составе алюминиевый уголок.
В наши дни анодированный уголок практически вытеснил обычный алюминиевый уголок из элементов высокопрочной фурнитуры. Облицовка витрин , рекламных конструкций всё чаще выполнена с применением именно анодированного уголка. Анодированный уголок признан всеми мировыми лидерами в сфере дизайна и отделки помещений. Кампания КМКСТАЛЬ предлагает приобрести анодированный алюминиевый уголок в Перми. Мы гарантируем высокое качество продукции и сжатые сроки поставки и изготовления. Рады будем видеть вас в нашем офисе. По всем вопросам , связанными с анодированным алюминиевым уголком, звоните по телефонам , указанным на сайте kmkstal.ru
Что такое анодирование? Отделка выбора
Анодирование … лучший выбор
Анодирование — это электрохимический процесс, при котором поверхность металла превращается в декоративная, прочная, коррозионностойкая, покрытие анодно-оксидом . Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия.Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с лежащей под ним алюминиевой подложкой , поэтому он не может сколоть или отслоиться. Он имеет упорядоченную пористую структуру, которая позволяет выполнять вторичные процессы, такие как окраска и герметизация.
Анодирование осуществляется путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду. Катод установлен внутри резервуара для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита, чтобы соединиться с атомами алюминия на поверхности анодируемой детали.Следовательно, анодирование — это вопрос строго контролируемого окисления, усиление естественного явления.
Подробнее об анодировании …
Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня при производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
- Защищает спутники от суровых условий космоса.
- Используется в одном из самых высоких зданий в мире — Уиллис-тауэр в Чикаго, штат Иллинойс.
- Обеспечивает привлекательный внешний вид, требующий минимального обслуживания, долговечный, крыши, навесные стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
- произвел революцию в производстве компьютерного оборудования, выставочных стендов для выставок, научных инструментов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
- Считается экологически безопасным, практически не оказывает вредного воздействия на землю, воздух или воду.
Что такое анодированный алюминий? — Lorin Industries Мировой лидер в области анодирования алюминия
Что такое анодированный алюминий?
Анодированный алюминий — это алюминий, обработанный для получения исключительно прочного покрытия. Чтобы создать анодированный алюминий, вы используете электрохимический процесс, при котором металл погружается в серию резервуаров, в которых один из резервуаров, анодный слой, выращивается из самого металла.
Поскольку этот анодированный слой создается из самого алюминия, а не окрашивается или наносится, этот анодированный алюминий никогда не трескается, не отслаивается или не отслаивается, и он намного более долговечен, чем любой другой аналогичный материал на рынке. Анодированный алюминий в три раза тверже исходного материала и на 60 процентов легче других конкурирующих металлов, таких как нержавеющая сталь и медь.
Чем отличается алюминий, анодированный катушкой?
В Lorin Industries мы производим анодированный алюминий, используя строго контролируемый процесс анодирования рулонов, который обеспечивает более высокое качество продукции при более низких затратах на обработку.
Рулонный сырой алюминий разматывается и протягивается через ряд резервуаров, которые очищают, анодируют, окрашивают, запечатывают и, наконец, перематывают рулон одним непрерывным движением. В конце процесса у нас остается анодированный алюминий в рулонах исключительного качества, который отличается прочностью, универсальностью и обеспечивает постоянное соответствие цвета в соответствии с конкретным запросом нашего клиента. Уже прокатанный анодированный алюминий готов к отправке в пункт назначения.
Процесс анодирования алюминия в рулонах исключает несколько этапов, которые являются частью более традиционного процесса периодического анодирования алюминия, что увеличивает стоимость и приводит к несоответствиям в отделке.При периодическом анодировании необходимо создать точку электрического контакта, чтобы электрический ток работал, чтобы способствовать росту анодного слоя. Это делается путем прикрепления каждой анодируемой детали с помощью металлического крючка или стойки, которые часто оставляют следы ожогов, также известные как следы реек на материале, которые необходимо обрезать, что приводит к дополнительным отходам и стоимости.
Поскольку каждый квадратный дюйм материала в форме рулона тратит одинаковое количество времени на каждой части процесса, вы можете быть уверены, что цвет будет одинаковым.В отличие от процесса анодирования рулонов, во время пакетной обработки алюминиевые детали или панели по отдельности погружаются в каждый резервуар, что приводит к тому, что некоторые части металла тратят больше времени на каждую часть процесса, и вызывают несоответствие цвета и толщины анодированного слоя. Кроме того, поскольку каждый кусок металла должен быть отдельно установлен на стойках, чтобы их можно было окунуть в резервуары, могут возникнуть повреждения при транспортировке, которые увеличивают стоимость. Анодирование рулонов — это непрерывный процесс, который практически не требует обработки, что снижает вероятность повреждения и экономит деньги.
Узнайте больше об отдельных этапах процесса анодирования рулонов здесь. Анодированный алюминий в рулонах обеспечивает одинаковый цвет и отделку и превращает стандартный алюминий в удивительно универсальный продукт с превосходными функциями.
Каковы преимущества анодированного алюминия?
Долговечность
Изначально алюминий — прочный материал, но после процесса анодирования его поверхность становится даже прочнее, чем базовый алюминий. Анодированный алюминий создает поверхность, которая в три раза тверже, чем стандартный алюминий, и не трескается, не отслаивается или не отслаивается даже при обработке для придания цвета.Поскольку процесс анодирования — это контролируемое окисление алюминия, продукт никогда не ржавеет, не подвергается патине или погодным условиям. Анодированный алюминий — один из самых прочных и универсальных металлических изделий на рынке.
Внешний вид
Анодированный алюминий имеет внешний вид, который придает красоту любому предмету. Когда анодированный алюминий остается естественным, он приобретает новый яркий серебристый цвет, и его можно анодировать таким образом, чтобы оставить матовый или яркий цвет. У вас также есть возможность выбрать индивидуальную текстуру, например тон штукатурки, браширования или мелкой гальки, чтобы придать вашему продукту уникальный внешний вид.
Пользовательские варианты цвета
Из-за структуры с открытыми порами анодного слоя перед герметизацией анодированный алюминий может быть обработан так, чтобы он соответствовал почти любому цвету бренда или образцу Pantone, который вы можете себе представить. Универсальность материала также означает, что он может отражать внешний вид других металлов, придавая вам вид золота, бронзы, меди, нержавеющей стали, латуни и т. Д. Без риска выветривания. Однако, если вам нравится обветренный вид, у Lorin есть множество вариантов отделки с обветренным внешним видом на выбор.Из-за природы анодированного алюминия, какой бы цвет вы ни выбрали, он не отслаивается, не отслаивается или не отслаивается и остается неизменным на протяжении всего срока службы изделия. И если вы выберете цвета от Lorin, указанные как устойчивые к ультрафиолетовому излучению, вы можете рассчитывать на то, что эти цвета прослужат долго.
Легкий вес
Анодированный алюминий — это легкий металл, который примерно на 60 процентов меньше, чем нержавеющая сталь, медь или латунь. Это делает доставку материала намного более рентабельной и может решить множество дизайнерских проблем.Анодированный алюминий — универсальное решение — от архитектуры до конструирования товаров народного потребления, везде, где требуется легкий, прочный и привлекательный материал.
Стоимость
Поскольку анодированный алюминий намного легче других металлических изделий, его доставка на строительную площадку или производственный объект стоит значительно дешевле. Благодаря высокому соотношению прочности и веса анодированный алюминий имеет более низкую общую стоимость квадратного фута для использования в проектах, чем такие материалы, как сталь, цинк, бронза, латунь и медь, при этом обеспечивая тот же визуальный эффект.Поскольку алюминия много и его можно возобновлять, а также он является единственным металлом, который на 100% пригоден для вторичной переработки, в сочетании с тем, что процесс создания анодированного алюминия настолько безопасен для окружающей среды, что его воздействие на окружающую среду намного меньше, чем у других продуктов. Все эти факторы составляют универсальный и прочный продукт, который прослужит дольше, чем другие материалы на рынке.
Где используется анодированный алюминий?
Анодированный алюминий можно использовать в любом приложении, в котором уже используется другой металлический материал.В Lorin Industries мы производим анодированный алюминий для следующих отраслей:
Архитектура
Анодированный алюминий никогда не ржавеет, не подвергается патине или погодным условиям, что делает его привлекательным выбором для красивых, современных зданий, а также экстерьеров и интерьеров зданий. Поскольку анодированный алюминий может быть изготовлен на заказ любого цвета, отделки или текстуры, он также является привлекательным, легким и доступным вариантом для внутренней отделки, такой как потолочные панели, вывески магазинов и панели лифтов.
Транспортировка
Анодированный алюминий в три раза прочнее, чем сырье, работает на любой скорости. Анодированный алюминий — от интерьеров коммерческих самолетов до панелей железнодорожных вагонов до яркой внешней отделки спортивных автомобилей — обеспечивает долговечность и устойчивость к атмосферным воздействиям, которые необходимы транспортным средствам, а также исключительный стиль, который они желают.
Потребительские товары
Потребители хотят привлекательные, долговечные товары, отражающие их эстетику и образ жизни. Независимо от того, какой внешний вид, текстура или цвет вы ищете, анодированный алюминий подойдет.Анодированный алюминий — от кухонных фартуков до микроволновых печей, кофеварок и других товаров народного потребления — предлагает универсальность и качество, которые требуются вашим потребителям.
Создаете ли вы впечатляющие здания и сооружения, произведения искусства, новейшую линейку роскошных автомобилей или высококлассную бытовую технику, анодированный алюминий может стать прекрасной частью вашего проекта или продукта. Процесс анодирования является экологически чистым и обеспечивает непревзойденную динамичную красоту, долговечность и долговечность.
Свяжитесь с нами, чтобы обсудить, как вы можете творить без ограничений с помощью услуг Lorin по анодированию алюминия. Красота и универсальность делают анодированный алюминий Lorin идеальным практически для любого применения — не сдерживайтесь, отражайте свое видение с помощью анодированного алюминия в катушке.
Что такое анодированный металл и не ржавеет ли анодированный алюминий? См. Использование.
Алюминий — один из немногих металлов, который становится прочнее в процессе окисления. Окисление — это процесс, вызывающий ржавление, поэтому для большинства других металлов это является причиной порчи.Итак, что такое анодированный металл? Это процесс упрочнения, через который проходит алюминий, называется анодированием, который обычно включает в себя ванну с ацетоном, которая индуцирует электрические токи.
В конечном итоге это может привести к получению алюминия, который тверже алмазов. Он часто используется в суровых условиях или в приложениях, требующих воздействия погодных условий. Твердое покрытие, полученное в результате этого процесса, заменяет исходное вещество. Кроме того, он не отслаивается, как обычная ржавчина, поэтому его можно использовать во многих областях.
Будет ли ржавчина на анодированном алюминии?
Анодированный алюминий — это алюминий, который был погружен в ванну с химической кислотой, в результате чего через него проходит электрический ток. Этот электрический ток окисляет или ржавеет на поверхности и создает защитную пленку. Из-за этого анодированный алюминий ржавеет, но не обычным образом и, что более важно, без вреда для здоровья. Обладает повышенной устойчивостью к коррозии и износу. Процесс анодирования может работать практически с любым цветным металлом, таким как тантал, титан, цинк и магний.
Анодированный алюминиевый листАнодирование не только увеличивает долговечность анодированного алюминиевого листа, но и улучшает внешний вид. Оксидные слои, добавленные путем анодирования, делают алюминиевую поверхность лучше для красителей, клеев и красок. Таблички из анодированного алюминия позволяют закрепить изображение на анодированном алюминии. Эта способность обеспечивает превосходный внешний вид изображения с неизменным качеством.
Применение анодированного алюминия
1. Открытый металлический каркас зданий
2.Посуда из анодированного алюминия премиум-класса
3. Космические спутники
4. Материал каркаса для уличной мебели и предметов декора
5. Защитный кожух для современных компьютерных систем
6. Защитный кожух для современной бытовой техники
7. Шильдики из анодированного алюминия
Узнайте, что такое анодированный металл, и узнайте больше о процессе фотоанодирования Yeuell, который придает их шильдикам из анодированного алюминия прочность сапфира.
Щелкните здесь, чтобы запросить бесплатное предложение сегодня, или позвоните нам по телефону (800) 345-6077 , чтобы поговорить с экспертом.
Почему стоит выбрать анодированное покрытие для алюминиевых профилей?
Когда вы решаете, как закончить алюминиевые профили, следует рассмотреть разные варианты. Один из таких вариантов — анодированная отделка.
Итак, что такое анодирование? И зачем вам анодированная отделка для ваших профилей?
Алюминий имеет естественную оксидную пленку, защищающую его от коррозии. Анодирование — это процесс, который экструдеры используют для утолщения этой пленки. Они помещают профили в раствор и пропускают через них постоянный ток низкого напряжения, большой силы тока.
Анодирование:
- Повышение коррозионной стойкости.
- Повышение износостойкости.
- Создает пористую поверхность, идеально подходящую для приема красок.
- Обеспечивает лучшую адгезию для грунтовок и клеев.
- Повысить коэффициент излучения поверхности
Анодирование не повлияет:
- Повысит прочность самого алюминия.
- Обладают высокой электропроводностью в слое анодирования.
Одна из самых распространенных причин анодирования — смерть
Для дизайнеров, желающих применить цвета к своим профилям, анодирование может быть идеальным решением.
Анодированный алюминий создает пористую поверхность в окислительном слое. Эта поверхность идеально подходит для нанесения красок.
Краситель проникает в поры. Затем, как только краситель будет нанесен, поры можно закрыть.
Иллюстрация, показывающая анодный слой
Он фиксирует краситель и становится частью самого алюминия. Поскольку краситель находится в окислительном слое, цвет не отслаивается и не тускнеет под воздействием солнечного света.
Может ли анодирование улучшить коррозионную стойкость?
Повышение коррозионной стойкости — одна из основных целей анодирования.Это помогает продлить срок службы алюминия и делает его идеальным для суровых условий окружающей среды. Анодированные профили используются в морской среде и даже в космосе!
Уменьшит ли анодирование электропроводность?
В некоторых случаях требуется проводимость. А анодированная отделка снизит проводимость оксидного слоя. Если вы хотите добиться как проводимости, так и устойчивости к коррозии, вы можете выполнить двойную отделку алюминиевых профилей.
Это означает, что вы можете как анодировать алюминий, так и наносить конверсионное хроматное покрытие.Эта комбинация позволит вам достичь проводимости наряду с дополнительной стойкостью к коррозии.
Узнайте о других типах отделки
Для получения дополнительной информации о других видах отделки взгляните на эти 6 типов алюминиевых отделок.
Что такое анодирование? | Металл Супермаркеты
Алюминий имеет оксидный слой, устойчивый к коррозии и износу. Из-за этого чистый алюминий не подвержен коррозии. Однако алюминий, содержащий другие легирующие элементы, может подвергаться коррозии, если для его защиты не может быть сделан толстый слой оксида алюминия.Чтобы предотвратить коррозию и истирание алюминиевого сплава, были разработаны методы создания этого толстого защитного слоя оксида алюминия. Один из способов формирования этого оксидного слоя — процесс, называемый анодированием. Но что такое анодирование?
Что такое анодирование?
Анодирование — это процесс, который используется для ускорения образования слоя оксида алюминия на основном материале или большей толщины, чем это обычно происходит в естественных условиях. В то время как анодирование работает с некоторыми другими основными материалами, алюминий наиболее эффективно реагирует на анодирование.Анодирование впервые стало популярным в 1920-х годах как средство предотвращения коррозии алюминиевых компонентов. С тех пор его используют не только для обеспечения устойчивости к коррозии, но также для повышения износостойкости и окрашивания алюминия. Поскольку оксид алюминия не такой проводящий, как алюминий, его также можно использовать для целей электроизоляции. Анодирование имеет много преимуществ, но важно отметить, что оно не увеличивает прочность алюминия под анодированной поверхностью.
Как проводится анодирование?
Анодирование алюминия считается электрохимическим процессом.Он включает в себя погружение алюминиевого сплава в резервуар с электролитическим раствором. Этот раствор содержит кислоту; тип кислоты зависит от области применения. После погружения в воду через алюминий пропускается электрический ток. Анодируемый алюминий служит анодом. В емкость также помещается катод; обычно алюминий или свинец. Электрический ток вызывает окисление алюминия. В процессе анодирования слой оксида алюминия остается более толстым, чем можно получить при естественном окислении.
Для чего используется анодирование?
Анодирование чаще всего используется для повышения коррозионной стойкости определенных типов алюминиевых сплавов. Алюминиевые сплавы, которые подвержены воздействию морской среды, обычно подвергаются анодированию. Корпуса судов, компоненты дока и конструкции нефтяной вышки являются типичными примерами этого.
Анодирование также используется для контроля истирания. Неокисленный алюминий — относительно мягкий материал по сравнению со сталью или титаном. С другой стороны, оксид алюминия — чрезвычайно твердый материал.Фактически, оксид алюминия часто используется в наждачных бумагах из-за его высокой твердости. Когда в процессе анодирования образуется слой оксида алюминия на внешней стороне алюминиевого сплава, это значительно увеличивает его износостойкость, поскольку оксид алюминия является таким твердым материалом. Области применения, где анодирование используется для повышения износостойкости, включают алюминиевые компоненты, которые подвергаются постоянному перемещению и контакту с другими материалами.
Крашение — еще одно популярное применение анодированного алюминия. Слой оксида алюминия, который создается на алюминиевом сплаве в процессе анодирования, является пористым.Это позволяет некоторым красителям абсорбироваться оксидным слоем. Алюминиевые сплавы, которые раньше нельзя было красить, теперь могут быть разных цветов. Области применения окрашивания анодированного алюминия включают художественные произведения и вывески из алюминия.
Какие металлы можно анодировать?
Алюминий — наиболее часто анодируемый материал. Однако есть несколько других типов материалов, которые можно анодировать. Магний можно анодировать, но его применение очень ограничено. Титан, пожалуй, второй по распространенности анодированный материал, хотя он все еще далеко не так популярен, как алюминий.Некоторые материалы просто не следует анодировать. Углеродистая сталь просто подвергнется коррозии, если ее подвергнуть анодированию.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 85 обычными магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 80+ офисов в Северной Америке сегодня.
Обеспокоены анодированным алюминием? | Кулинария и посуда
- Дома
- Диета и питание
- Кулинария и посуда
Я знаю, что анодированный алюминий менее подвержен коррозии с продуктами питания, но мне неудобно его использовать.Безопасен ли анодированный алюминий для посуды? Насколько вреден алюминий в целом?
Эндрю Вейл, доктор медицины | 7 декабря, 2019
Анодированный алюминий герметичен, поэтому металл не может попадать в пищу или вступать в реакцию с кислой пищей. В отличие от обычных легких алюминиевых кастрюль и сковородок, которые очень сильно реагируют на кислые продукты (например, помидоры), посуда из анодированного алюминия безопасна. Он также не прилипает, устойчив к царапинам и легко чистится.
Алюминий — самый распространенный металл в земной коре, широко распространенный в почве, растениях и воде.Он может присутствовать в пище, которую мы едим, и в воде, которую мы пьем. Данные свидетельствуют о том, что употребление алюминия в пищу может быть вредным для почек и может ослабить кости, истощая организм фосфора и кальция. Нет признанной потребности в алюминии в питании человека, и, поскольку он настолько химически активен, он, вероятно, вреден для нас.
Опасения по поводу безопасности анодированного алюминия — и алюминия в целом — проистекают из предполагаемой связи между алюминием и болезнью Альцгеймера.Это возникло несколько десятилетий назад, что привело к опасениям по поводу контакта с металлом через упаковку пищевых продуктов, банки для напитков, антиперспиранты, антациды и некоторые другие лекарства, а также через кухонную посуду. Некоторые исследования показали повышенный уровень алюминия в мозгу людей с деменцией, а другие — нет. Но исследования не обнаружили увеличения случаев деменции у людей, подвергающихся профессиональному воздействию алюминия, и сегодня все сходятся во мнении, что алюминий не является причиной болезни Альцгеймера.
Качественная алюминиевая посуда имеет варочную поверхность из нержавеющей стали или другого материала — алюминий используется только на внешней поверхности из-за его превосходной способности проводить тепло.Хорошо сделанная посуда из анодированного алюминия, на которой нет царапин, вероятно, тоже подойдет, но при приготовлении пищи в обычных алюминиевых кастрюлях и сковородах (или поцарапанной анодированной посуде) имейте в виду, что кислотные жидкости вступают в реакцию с металлом, который затем может испортиться. в еду. Лица, подвергающиеся наибольшему воздействию алюминия, — это те, кто принимает антациды, содержащие алюминий, ежедневно или несколько раз в неделю, но в целом считается, что среднее потребление человеком относительно невелико, от 30 до 50 мг в день. По оценкам, мы поглощаем менее одного процента алюминия, который проглатываем.
Итог: Неповрежденная посуда из анодированного алюминия безопасна.
Эндрю Вейл, доктор медицины
Источник:
Дэниэл Перл и Арнольд Броуди и др., «Болезнь Альцгеймера: рентгеновские спектрометрические доказательства накопления алюминия в нейрофибриллярных нейронах, несущих клубок», С 18 апреля 1980 г., DOI: 10.1126 / science.7367858
CE Center — Анодированный алюминий для архитектурных применений
Прочный, прочный, универсальный и экономичный с широким выбором цветов и отделки, анодированный алюминий задает тенденции во множестве областей применения
Около века назад алюминий произвел революцию в мире металлов.С тех пор технология анодирования катушек открыла замечательные архитектурные возможности дизайна, текстуры и отделки, которые являются функциональными, универсальными и экологически ответственными. Анодированный алюминий может быть профилирован, штампован, выгравирован лазером, ламинирован, перфорирован, сварен, тиснен и шелкографирован. Более того, недавние прорывы в технике окраски позволили получить ряд цветов, не уступающих краскам. Среди множества применений анодированного алюминия — архитектурный экстерьер, интерьер, облицовка панелями, кровля, окна, двери, потолки и освещение.
Что такое анодирование?
Анодирование — это процесс электрохимического преобразования, а не нанесение покрытия. Процедура анодирования алюминия — это очень технический и художественный процесс, включающий электрически заряженный раствор, который работает с естественными компонентами алюминиевой подложки. Поверхность металлического алюминия превращается в оксид алюминия в результате реакций, происходящих на аноде в растворе кислоты. Этот процесс называется «анодированием», потому что лист или деталь, подлежащие обработке, образуют анодный электрод электрической цепи.Толщина и свойства анодного слоя будут варьироваться в зависимости от алюминиевого сплава, конкретного применяемого процесса анодирования и времени цикла электрического тока (ампер-часы).
Анодирование увеличивает коррозионную стойкость, защищает поверхность алюминия от дальнейшего окисления, создает очень твердый и прочный защитный слой и обеспечивает лучшую адгезию для грунтовок и клеев для краски, чем чистый алюминий. Анодированный алюминий также может использоваться для ряда косметических эффектов, поскольку толстый пористый оксидный слой может поглощать красители, создавая бесконечное количество цветов.
Хотя анодирование алюминия остается одинаковым для всех областей применения, существует два метода обработки: периодическое анодирование готовых деталей и непрерывное анодирование рулонов алюминия.
Анодированные алюминиевые сотовые панели с вырезом в башне Кёнджу в Кёнджу, Южная Корея, перекликаются с деревянной пагодой легендарного храма Хваннёнса. Фото любезно предоставлено Lorin Industries |