Металлические патрубки — изготовление металлических патрубков от ЗМИ
Что такое металлический патрубок?
Патрубком называют часть трубы, один конец которой дополнен соединительным элементом (резьбой, фланцем, раструбом и т. д.), а второй — соединяется с трубопроводной системой или какой-либо емкостью. Основное назначение данной детали — подводить к системе или отводить от нее различные вещества в жидком или газообразном виде при определенной температуре.
Чаще всего патрубки используют в сфере автомобилестроения. Это обусловлено тем, что в каждом автомобиле должна быть качественная система охлаждения. Прежде всего, эта задача лежит на радиаторах и термостатах, однако именно патрубки соединяют их друг с другом и подключают к мотору. По этой причине, детали должны обладать такими характеристиками, как износостойкость, устойчивость к морозу, высоким температурам и агрессивной среде.
Наша копания на протяжении многих лет занимается производством различных изделий из металла. И изготовление металлических патрубков не является исключением. Для этих целей мы используем материалы от ведущих металлургических предприятий Украины. Однако, несмотря на это, цена нашей продукции является весьма демократичной.
Патрубки системы охлаждения и их назначение
Патрубки необходимы для правильного функционирования системы охлаждения, в которой происходит принудительная циркуляция жидкостей. Распределение объема и направления охлаждающей жидкости — это задача термостата. Патрубки же эту жидкость поставляют в радиатор и выводят из него. Не смотря на то, что функция данных деталей несет вспомогательный характер, их поломка может привести к прекращению работы системы в целом. Поэтому, патрубок охлаждения является жизненно важным элементом системы и неотъемлемой ее частью. Не зависимо от того, для каких целей используется изделие, оно требует своевременного осмотра и технического обслуживания
Не смотря на то, что функция данных деталей несет вспомогательный характер, их поломка может привести к прекращению работы системы в целом. Поэтому, патрубок охлаждения является жизненно важным элементом системы и неотъемлемой ее частью. Не зависимо от того, для каких целей используется изделие, оно требует своевременного осмотра и технического обслуживания
Все существующие на сегодняшний день патрубки можно разделить на подводные и отводные. Их цель и функции не сложно понять исходя из самого названия. А в зависимости от типа соединения деталей с системой или резервуаром, изделия могут быть переходными, фланцевыми, с резьбой или раструбом или компенсационными. Наиболее интересным типом считается переходной, оба конца которого имеют различные параметры и форму. Не зависимо от того, к какому типу относятся патрубки, их монтаж может осуществляться путем сваривания, привинчивания или вальцевания.
Производство металлических патрубков от ЗМИ
Завод монтажных изделий «ЗМИ» предлагает вам свои услуги по продаже металлических изделий, среди которых производство патрубков охлаждения и их сбыт. Мы занимаемся изготовлением металлических конструкций высокого качества, который нам любезно поставляют наиболее прогрессивные металлургические компании страны. Наша продукция отвечает всем требованиям ГОСТа, а потому является надежной и долговечной. Менеджеры компании предоставят вам профессиональную консультацию по любому интересующему вопросу.
Мы занимаемся изготовлением металлических конструкций высокого качества, который нам любезно поставляют наиболее прогрессивные металлургические компании страны. Наша продукция отвечает всем требованиям ГОСТа, а потому является надежной и долговечной. Менеджеры компании предоставят вам профессиональную консультацию по любому интересующему вопросу.
Вы можете позвонить нам по номеру телефона (056)-371-55-37 или посетить наш офис в городе Днепр. На просторах сайта мы разместили карту проезда к зданию офиса. Ваш заказ будет оперативно изготовлен и доставлен в Киев, Днепр, Харьков, Одессу или любой другой город страны.
Производство и изготовление штуцеров с завода под заказ
Санкт-Петербургский Завод крепежных изделий производит штуцеры переходные, соединительные, поворотные и поставляет на промышленный рынок РФ высококачественную продукцию технического назначения. Патрубок с резьбовым соединением используется для подключения к трубопроводу, газовым и жидкостным преобразующим либо передаточным системам в целях отвода пара, газа и жидкости соответственно.
Разновидности резьбовых патрубков
Различаются типовые модели и штуцеры под заказ по конструкционным особенностям, предназначению, расположению резьбы и исходному материалу. Так, резьба может быть наружной или внутренней и располагаться на одной или с обоих сторон метиза.
Основные виды присоединительной детали — это:
- Переходной. Применяется для состыковки элементов с различными диаметрами либо смены одного типа крепежа на другой.
- Поворотный. Гидрошарнир необходим при формировании соединений с возможностью вращения.
Заводское изготовление штуцеров предполагает следующие способы фиксации:
- сварка;
- резьба;
-
«елочка».


Сварное соединение используется в системах с повышенным давлением и температурным режимом рабочей среды — в трубопроводах с линзовым уплотнением, аппаратах и резервуарах, применяемых в нефтеперерабатывающей и химической промышленности, смежных областях. Сторона патрубка, оснащенная резьбой, вкручивается, а другая — приваривается для создания надежной фиксации.
Производство штуцеров для получения разъемного соединения предполагает наличие резьбы с обоих концов метиза. Диаметр накатки должен соответствовать внутреннему диаметру трубопровода. Переходные изделия нуждаются в дополнительной герметизации во избежание самораскручивания в условиях переменного давления. Проходные при необходимости оснащаются клапаном.
Ребристая насечка типа «елочка» зачастую встречается в системах водоснабжения. Наружная либо внутренняя резьба с одного конца предназначена для сцепления с металлической трубой. Ступенчатое соединение с обратной стороны обеспечивает плотную фиксацию в пластиковом или резиновом шланге.
Производство штуцеров на заводе по индивидуальным, предоставленным заказчиком, чертежам позволяет предусмотреть особенности конкретного производства.
Сфера применения резьбовых патрубков
Штуцерное соединение применяется в рамках строительства промышленных и бытовых инженерных сетей водо- и газопроводов, систем отопления, водоотведения и кондиционирования. Резьбовые метизы устанавливаются в паропроводах на тепловых электростанциях, в узлах магистралей электроснабжения. Также завод-производитель штуцеров ориентируется на оснащение контрольно-измерительных приборов, предназначенных для отслеживания уровня жидкости в резервуарах, уровнемеров для сжиженного газа.
Патрубки производятся из прутков круглого сечения, отрезов труб с определенными техническими параметрами. Исходным материалом может служить конструкционная либо легированная сталь, алюминий, латунь, бронза, медь и никель.
Как и в отношении прочих составляющих агрегатов, изготовитель штуцеров рекомендует потребителям присоединительных метизов осуществлять систематическое техническое обслуживание изделий.
СПбЗКИ предлагает услугу производства по индивидуальным чертежам штуцеров на заказ. Мы предоставляем паспорта качества на всю продукцию. Доставка оптовых партий присоединительных метизов осуществляется в любой регион РФ.
Звоните! Наш менеджер ответит на любые интересующие вас вопросы.
|
+7 (812) 642 33 56 |
|
| E-mail: [email protected] |
Изготовление фальцевых воздуховодов
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
В целях дальнейшей индустриализации заготовительного производства, его единообразия и применения наиболее рациональных способов и приемов работы проектно-конструкторское бюро треста Сантехдеталь совместно с ГПИ Проектпромвентиляция разработали маршрутную технологию изготовления стальных воздуховодов по ВСН 353-86 Минмонтажспецстроя СССР.
Несмотря на различные способы изготовления воздуховоды должны отвечать техническим условиям ТУ 36-736-78 с изм. «Воздуховоды металлические», которые распространяются на воздуховоды круглого и прямоугольного сечения, изготовленные из металла толщиной 0,5—2 мм.
Для воздуховодов прямоугольного сечения, имеющих одну из сторон длиной более 2000 мм, толщина стенок устанавливается проектом.
Овальность воздуховодов круглого сечения не должна превышать для воздуховодов: диаметром 100— 200 мм —5 мм; 250—450 мм —10 мм; 500—1250 мм— 15 мм и 1400—2000 мм — 25 мм.
Допускаемая неплоскостность стенок воздуховодов прямоугольного сечения не должна превышать следующих значений: при наружном размере стороны прямоугольного воздуховода 100—250 мм — 5 мм; 300— 500 мм —10 мм; 600—1000 мм —15 мм и 1600—-2000 мм — 20 мм.
Длина воздуховодов техническими условиями не регламентируется и, как правило, должна соответствовать требованиям монтажного проекта, но не превышать 2500 мм. В отдельных случаях при согласовании заказчика с предприятием-изготовителем допускается изготовление прямых участков большей длины.
В отдельных случаях при согласовании заказчика с предприятием-изготовителем допускается изготовление прямых участков большей длины.
Изготовление прямых участков воздуховодов круглого сечения. Прямые участки воздуховодов на фальцевых соединениях можно изготовлять ручным способом, на операционных станках, полуавтомате СТД-363, на поточной линии СТД-850М со спирально-замковым швом, а также на специальном стане СТД-3921.
Рис. 1. Механизм СТД-14
1 — основание; 2 — электродвигатель; 3 — валки
Изготовление прямых участков воздуховодов на операционных станках начинается с разметки и раскроя. Приготовив лист или картину необходимых размеров, на разметочном столе с помощью линейки, чертилки, керна и слесарного молотка делают разметку, а затем на механизме СТД-9А обрезают кромки по коротким и длинным сторонам листа. Проверяют качество заготовок. Разница размеров листа по диагонали допускается: длиной 500 мм — 1 мм, 1000 мм — 2 мм и свыше 1000 мм — 3 мм.
Затем у заготовки последовательно вырубают на всех четырех углах четыре уголка размером 12—15 мм каждый. Это необходимо для того, чтобы при изготовлении царги на ее концах не соединялись два фальцевых шва (четыре толщины металлического листа при одинарном лежачем фальце), которые могут затруднить получение отбортовки под бандаж или фланец. Для придания заготовке криволинейной формы ее вальцуют на механизмах СТД-14 или СТД-518.
Это необходимо для того, чтобы при изготовлении царги на ее концах не соединялись два фальцевых шва (четыре толщины металлического листа при одинарном лежачем фальце), которые могут затруднить получение отбортовки под бандаж или фланец. Для придания заготовке криволинейной формы ее вальцуют на механизмах СТД-14 или СТД-518.
Механизм СТД-14 предназначен для вальцевания стальных листов в цилиндрические обечайки без предварительного подгиба кромок с минимальным диаметром 250 мм при длине стальных листов или картин до 2500 мм. Механизм состоит из двух стоек, установленных на общей раме, верхнего, нижнего и двух боковых валков и электродвигателя с редуктором. Верхний и нижний валки ведущие, боковые — направляющие.
Лист металла вставляют в валки, которые, вращаясь, образуют царгу. Чтобы царгу можно было снять со станка, верхний валок сделан откидным. Механизм имеет специальную педаль для аварийного отключения при попадании рук или одежды рабочего в валки. Масса механизма 2400 кг.
Рис. 2. Общий вид механизма СТД-518
1 — привод; 2,3 — стойки; 4 — электрооборудование
Механизм СТД-518 также предназначен для вальцевания цилиндрических обечаек с минимальным диаметром 100 мм из металлических листов толщиной до 2 мм. Механизм состоит из станины, на которой расположены валки, привод и шкаф управления. С помощью верхнего и нижнего валков лист заготовки захватывается и протягивается, задний валок служит для формования обечайки. Привод имеет аварийный стоп и блокировочный выключатель. Масса механизма 946 кг.
При вальцевании необходимо следить, чтобы непровальцованные прямые участки на кривой линии заготовки царги не превышали 3,14 Da/12. После образования заготовки царги на обеих ее сторонах прокатывают фальцы на механизме СТД-16А. Соединив прокатанные кромки царги, вручную в двух-трех местах осаживают фальцы и подают царгу на фальцеосадочный механизм СТД-28, на котором осаживают фальц на всю длину. При изготовлении царги из нескольких листов эту операцию повторяют несколько раз. Для придания царге прочности на ее концах следует точечной сваркой прихватить фальцы на машине МТП-25 или на другой.
Для придания царге прочности на ее концах следует точечной сваркой прихватить фальцы на машине МТП-25 или на другой.
В зависимости от того, какое будет соединение воздуховодов—фланцевое или бесфланцевое, на царге делают отбортовку под бесфланцевое соединение или насаживают фланец. При бесфланцевом соединении под бандаж и фланцевом соединении используют механизм СТД-588, который предназначен для двухсторонней отбортовки под бандаж и офланцовки круглых воздуховодов.
Механизм СТД-588 состоит из сварной рамы, на которой установлены два отбортовывающих устройства со смонтированными на них блоком роликов, опорным и зажимным приспособлениями и приводами. На механизме можно обрабатывать воздуховоды с минимальным диаметром 100 мм из металла толщиной до 1,5 мм. Масса механизма 2670 кг. Аналогичную операцию можно производить и на механизме ВМС-60.
Для односторонней отбортовки под бандаж или офланцовки круглых воздуховодов применяют механизм СТД-519. На этом механизме отбортовка осуществляется роликом верхнего вала, который перемещается с помощью ползуна. Воздуховод устанавливают на нижнем ролике так, чтобы его торец упирался в упорную плиту. Нижний вал с помощью пневмоцилиндра поворачивается, и воздуховод зажимается между верхним и нижним роликами. При вращении роликов воздуховод вращается вместе с ними. Чтобы исключить осевое смещение воздуховода при отбортовке, на обечайке воздуховода наносится зиг. Диск верхнего вала опускается вместе с ползуном и отгибает кромку воздуховода. После отбортовки ползун возвращается в исходное положение.
Воздуховод устанавливают на нижнем ролике так, чтобы его торец упирался в упорную плиту. Нижний вал с помощью пневмоцилиндра поворачивается, и воздуховод зажимается между верхним и нижним роликами. При вращении роликов воздуховод вращается вместе с ними. Чтобы исключить осевое смещение воздуховода при отбортовке, на обечайке воздуховода наносится зиг. Диск верхнего вала опускается вместе с ползуном и отгибает кромку воздуховода. После отбортовки ползун возвращается в исходное положение.
Круглые царги воздуховодов диаметром 100— 315 мм, длиной до 2500 изготовляют на полуавтомате СТД-363, который выполняет все операции по вальцеванию прямого участка, прокатке, сборке и осадке продольного фальцевого соединения. Полуавтомат СТД-363 состоит из станины, на которой смонтированы сшивной механизм, приводное устройство, рычаги, пнев-моцилиндры, балки-матрицы, и обжимного устройства. Производительность полуавтомата — около 60 царг в 1 ч.
Изготовление царг начинается с выбора металлического листа нужных размеров, обрезки его и вырубки углов на заготовке. Затем заготовку укладывают на етол и вставляют ее до упора между балкой-матрицей и обжимным устройством. Пневмоцилиндры подают обжимное устройство вверх, формуя нижнюю часть царги по балке-матрице. После этой операции пневмоцилиндры с помощью рычагов формуют верхнюю часть царги. Движущийся от приводного устройства посредством тяги сшивной механизм прокатывает, собирает и осаживает продольный фальцевый шов. При возвратном движении сшивной механизм снимает готовую царгу с балки-матрицы. После того как царга воздуховода готова, фальцы на ее концах закрепляют точечной сваркой, затем одевают фланцы или делают отбортовку под бандаж, как это было описано выше.
Затем заготовку укладывают на етол и вставляют ее до упора между балкой-матрицей и обжимным устройством. Пневмоцилиндры подают обжимное устройство вверх, формуя нижнюю часть царги по балке-матрице. После этой операции пневмоцилиндры с помощью рычагов формуют верхнюю часть царги. Движущийся от приводного устройства посредством тяги сшивной механизм прокатывает, собирает и осаживает продольный фальцевый шов. При возвратном движении сшивной механизм снимает готовую царгу с балки-матрицы. После того как царга воздуховода готова, фальцы на ее концах закрепляют точечной сваркой, затем одевают фланцы или делают отбортовку под бандаж, как это было описано выше.
Рис. 3. Механизм СТД-588
1 — головка прижимная; 2 — привод ползуна; 3 — ползун с роликами; 4 — вал прижимной; 5 — ролики поддерживающие; 6 — воздуховод
Рис. 4. Механизм СТД-519 для обработки под бандажное соединение
1 — рама; 2 — электродвигатель; 3—4 — валы
Рис. 5. Полуавтомат СТД-363 для изготовления круглых фальце-вых воздуховодо
1 — станина; 2 — сшивной механизм; 3 — поворотное устройство, 4 — рычаг; 5,6 — блок-матрица; 7 — ствол; а —обжимное устройство; 9 — пневмоцилиндры
Наиболее совершенной и современной является технология изготовления царг круглого сечения на спирально-замковом стане СТД-3921, предназначенном для навивки из стальной ленты прямых участков воздуховодов со спирально-замковым (фальцевым) швом. Стан состоит из сварной станины, разматывателя, механизма резки и сварки концов ленты, профилирующего механизма, сменных формовочных головок, электропривода с редуктором и механизма отрезки. Разматыватель предназначен для установки на нем рулона стальной ленты, из которой изготовляют воздуховоды. Механизм резки и сварки служит для выравнивания и соединения между собой концов ленты, после того как рулон израсходован. Соединение концов ленты осуществляется точечной сваркой.
Стан состоит из сварной станины, разматывателя, механизма резки и сварки концов ленты, профилирующего механизма, сменных формовочных головок, электропривода с редуктором и механизма отрезки. Разматыватель предназначен для установки на нем рулона стальной ленты, из которой изготовляют воздуховоды. Механизм резки и сварки служит для выравнивания и соединения между собой концов ленты, после того как рулон израсходован. Соединение концов ленты осуществляется точечной сваркой.
Профилирующий механизм образует по краям стальной ленты элементы фальцевого шва. Образование прямого участка воздуховода происходит в формовочных головках, которые меняют в зависимости от диаметра воздуховодов. Готовые звенья требуемой длины отрезают с помощью отрезного механизма.
На стане СТД-3921 изготовляют воздуховоды диаметром от 180 до 2000 мм из ленты толщиной 0,5—1 мм и шириной 125, 130 и 136 мм, Скорость выхода готовой трубы в зависимости от диаметра воздуховода составляет 1,5—10,8 м/мин. Масса стана 2500 кг.
Рис. 6. Стан СТД-3921
1 — станина: 2 — механизм отрезки и сварки ленты: 3 — профилирующий ме-ханизм; 4 — профилирующая головка; 5 —механизм отрезки
После изготовления царги ее офланцовывают или отбортовывают под бандажное соединение. Рекомендуется перед этими операциями, выполняемыми на механизме СТД-519, фальцевые швы на концах царги закрепить точечной сваркой.
В последнее время на крупных стройках прямые участки круглых спирально-замковых воздуховодов изготовляют непосредственно на объекте с помощью автоматизированной линии СТД-850. Рулон стальной ленты с помощью тали или автомобильного крана устанавливается на разматыватель, с которого через механизм для резки и сварки концов лент она подается в механизм для обезжиривания ленты и очистки ее от окалины. Затем лента поступает в профилирующий стан и формовочную головку, где она закручивается по спирали, а ее кромки соединяются и закатываются в замок. Готовый участок воздуховода передвигается вперед и, достигнув конечного выключателя, включает фрезу механизма отрезки трубы, которая режет воздуховод на мерные заготовки. На этой линии из стальной ленты неограниченной длины шириной 100 мм и толщиной 0,55; 0,7 и 1 мм готовят воздуховоды диаметром от 100 до 1600 мм. Производительность линии 150 м2/ч. Масса 3175 кг.
На этой линии из стальной ленты неограниченной длины шириной 100 мм и толщиной 0,55; 0,7 и 1 мм готовят воздуховоды диаметром от 100 до 1600 мм. Производительность линии 150 м2/ч. Масса 3175 кг.
Рис. 7. Общий вид линии СТД-850
1 — механизм отрезки трубы; 2— механизм формообразования; 3 — коромысло; 4 — разматыватель
Благодаря применению передвижной линии СТД-850 и аналогичных ей отпадает необходимость в транспортировании и складировании воздуховодов, в результате чего повышается их качество, сокращается число фланцевых или бесфланцевых соединений, так как длина воздуховода в зависимости от его диаметра может быть до 10—12 м.
Изготовление прямых участков воздуховодов прямоугольного сечения. Прямые участки фальцевых воздуховодов прямоугольного сечения могут изготовляться на операционных механизмах или на полуавтомате СТД-361.
В настоящее время прямые участки прямоугольных воздуховодов изготовляют трех видов:
— замыкающий шов которых расположен посредине большей стороны воздуховода;
— собираемые из Г-образных или плоских панелей на угловом защелочном фальце;
— замыкающий шов которых расположен на одном из углов воздуховода.
При любом способе изготовления берут лист или картину соответствующих размеров (длинная сторона, как правило, должна быть 2500 мм) и с помощью линейки, чертилки и других инструментов делают разметку, а затем на механизме СТД-9А или СТД-522 выполняют раскрой — отрезку кромок листа. После этой операции на заготовке вырезают четыре уголка — два размером 40ХЮ мм с одной стороны листа и два размером 12Х Х10 мм с другой стороны. Затем на механизме 16А, если замыкающий шов располагается посредине большей стороны воздуховода, на обоих концах короткой стороны заготовки на расстоянии 50 мм от края листа делают зиги с помощью специальных роликов.
Рис. 8. Механизм СТД-521
1 — ограждение; 2 — стойка; 3 — пневмоцилиндр; 4 — прижимная балки; 0 — гибочная балка
Если прямой участок воздуховода будет собираться на угловом защелочном фальце из плоских панелей, то по длинной стороне заготовки делают длинный заще-лочный фальц, а с другой стороны — короткий фальц с пуклевками.
Если воздуховод будет собираться из Г-образных па-мелей, то заготовку изгибают на листогибочном механизме СТД-521, а затем прокатывают длинный и короткий защелочные фальцы.
Механизм СТД-521 предназначен для гибки мерных замкнутых коробчатых корытообразных и угловых Г-образных заготовок для прямоугольных воздуховодов из металлических листов шириной до 2500 мм и толщиной до 2 мм. Механизм СТД-521 состоит из двух стоек, на которых установлены пневмоцилиндры, прижимной и гибочной балок, пульта управления и электродвигателя.
Картины-заготовки укладывают на стол механизма, где с помощью упоров задают необходимые для гибки размеры. При включении механизма заготовка прижимается к столу и гибочной балкой сгибается по заданным размерам. После того как при изготовлении возду* ховодов, собираемых на защелочном фальце, заготовка готова, две заготовки кладут на стол и, совмещая фальцы по всей длине патрубка, осаживают шов молотком вплотную до упора.
Если, прямой участок собирают с замыкающим швом, расположенным посредине большей стороны воздуховода, товаготовку после гнутья, соединив предварительно фальцы, подают на механизм СТД-28, где эти фальцы осаживают.
На механизме СТД-11013 можно изготовлять прямоугольные воздуховоды из четырех отдельных листов на угловом фальцевом шве, из Г-образных панелей или на одном замыкающем угловом шве. Такая универсальность механизма позволяет использовать его непосредственно на монтажной площадке с целью сокращения транспортных расходов, обеспечения сохранности воздуховодов и изготовления их прямо на объекте монтажа.
Механизм СТД-11013 состоит из сварной станины, привода, фальцеобразующего устройства и электрооборудования. Фальцеобразуюшее устройство представляет собой набор профилирующих роликов, сидящих на вертикальных валах. Каретка, перемещаемая по балке, служит для захвата сшиваемых заготовок. Заготовка воздуховода устанавливается в направляющие и подводится до упоров на каретке, находящихся на переднем конце балки. Дальнейшая подача и сшивка заготовок на фальц происходит с помощью профилирующих роликов. После прохождения последней пары роликов сшитая заготовка воздуховода останавливается на задней опоре, каретка снимается и цикл повторяется. Скорость сшивки прямоугольных воздуховодов составляет 10 м/мин, толщина металла — 0,5 — 1 мм, наименьшее сечение воздуховодов — 200X200 мм. Масса механизма 1200 кг. На рис. G5 показана схема технологических переходов сшивки на полуавтомате СТД-11013.
Скорость сшивки прямоугольных воздуховодов составляет 10 м/мин, толщина металла — 0,5 — 1 мм, наименьшее сечение воздуховодов — 200X200 мм. Масса механизма 1200 кг. На рис. G5 показана схема технологических переходов сшивки на полуавтомате СТД-11013.
Воздуховоды небольших сечений (100X150—250Х Х400 мм) целесообразно делать на полуавтоматах СТД-361, предназначенных для изготовления прямых участков воздуховодов прямоугольного сечения. Устройство и принцип действия этого механизма, а также технология изготовления воздуховодов аналогичны устройству и принципу действия механизма СТД-363, описание которого приведено выше. Производительность механизма СТД-361 составляет около 60 прямых участков воздуховодов длиной 2500 мм в 1 ч.
Рис. 9. Схема технологических переходов сшивки на полуавтомате СТД-11013
Рис. 10. Механизм СТД-1015 для отбортовки прямоугольных возч духоводов
1 — станина; 1 — кулачковая муфта; 3 — редуктор; 4 — электродвигатель; 5 — опорная решетка; 6 — опоры; 7 — вал; « — рукоятка
После изготовления прямого участка воздуховода любым из описанных выше способов на них надевают фланцы, изготовленные из угловой стали, или фланцы из профилированных шин. Если фланцы сделаны из угловой стали, то их надевают на оба конца воздуховода вплотную до зига и в нескольких местах молотком делают отбортовку металла на фланец. Полностью отбор-товку на зеркало фланца делают с помощью механизма СТД-1015.
Если фланцы сделаны из угловой стали, то их надевают на оба конца воздуховода вплотную до зига и в нескольких местах молотком делают отбортовку металла на фланец. Полностью отбор-товку на зеркало фланца делают с помощью механизма СТД-1015.
Механизм СТД-1015 состоит из сварной станины, на которой закреплены опоры рабочего вала. Вал приводится в движение электродвигателем через червячный редуктор и кулачковую муфту, включаемую рукояткой. На рабочем валу находятся секторы. Воздуховод устанавливают фланцем на опорную гребенку и, приведя в движение рабочий вал, с помощью секторов производят отбортовку одной стороны воздуховода на зеркало фланца. Поворачивая воздуховод, выполняют отбортовку по всему периметру. Отбортовка на воздуховодах должна перекрывать фланец не менее чем на б мм, но не должна перекрывать болтовые отверстия. Фланцы из профилированных шин надевают на торец воздуховода поочередно с обоих концов; в декоративные уголки фланца вставляют пластмассовые бобышки для предохранения фланца от повреждения при транспортировке и монтаже.
Для обеспечения механической прочности на прямых участках воздуховодов прямоугольного сечения, в соответствии со СНиП 3.05.01—85, при длине стороны более 400 мм должны делаться жесткости в виде зигов с шагом 200—300 мм. Если длина стороны воздуховода более 1000 мм, то, кроме зигов, нужно ставить наружные или внутренние рамки жесткости, размеры которых и материал определяются проектом. При установке внутренних рамок жесткости необходимо следить, чтобы они не выступали внутри воздуховода более 10 мм и были надежно закреплены.
Прямоугольные воздуховоды с сечением больших размеров собирают из транспортабельных панелей, которые изготовляют на заводах монтажных заготовок или на крупных ЦЗМ. Для изготовления панели делают картину необходимых размеров из металлических листов соответствующей толщины и обрамляют ее по всему периметру угловой сталью с отверстиями под болты. Обрамление, необходимое для соединения отдельных панелей между собой, которое, кроме того, является жесткостью, крепят к металлической картине на сварке или с помощью клеесварного соединения. При клеесвар-ном соединении угловую сталь приваривают к стальному листу прерывистым швом, а промежутки между швами заполняют эпоксидным клеем. После отвердения клея панели маркируют и доставляют в зону монтажа на строительную площадку, где их соединяют между собой на болтах, уплотняя стыки резиновыми прокладками или соответствующими мастиками.
При клеесвар-ном соединении угловую сталь приваривают к стальному листу прерывистым швом, а промежутки между швами заполняют эпоксидным клеем. После отвердения клея панели маркируют и доставляют в зону монтажа на строительную площадку, где их соединяют между собой на болтах, уплотняя стыки резиновыми прокладками или соответствующими мастиками.
Изготовление фасонных частей воздуховодов круглого сечения. Любая вентиляционная система составляется из прямых участков воздуховодов и фасонных частей отводов, полуотводов, переходов, уток, тройников и крестовин. Изготовление фасонных частей для систем общеобменной вентиляции значительно упростилось благодаря применению унифицированных деталей.
Рис. 11. Фасонные части воздуховодов из унифицированных конструкций
а — круглого сечения; б — прямоугольного сечения; 1 — отвод с углом 90°; 2 — то же, 45°; 3 — переход
Изготовление отводов. Отвод состоит из нескольких звеньев (внутренняя часть отвода) и двух стаканов (крайние части отвода). Наружная часть отвода называется затылком, внутренняя меньшая часть — шейкой. Каждый отвод имеет диаметр dH, радиус кривизны R, определенное число звеньев и центральный угол а. Диаметр отвода должен быть равен диаметру воздуховода, к которому он присоединяется. Центральным углом называется угол, образованный двумя срезами стаканов.
Наружная часть отвода называется затылком, внутренняя меньшая часть — шейкой. Каждый отвод имеет диаметр dH, радиус кривизны R, определенное число звеньев и центральный угол а. Диаметр отвода должен быть равен диаметру воздуховода, к которому он присоединяется. Центральным углом называется угол, образованный двумя срезами стаканов.
Изготовление отвода начинают с выбора картины, ширина которой должна быть равной мм (dH — наружный диаметр отвода, мм; 15 мм — припуск на фланец). После обрубки кромок листа или картины под углом 90° выполняют разметку стакана и звена с помощью измерительных инструментов и чертилки.
Отводы можно изготовлять из металлического листа или картины либо путем нарезания звеньев и стаканов из готовой царги. В первом случае, пользуясь табл. 14, на картине делают разметку только стакана, так как звено отвода представляет собой фигуру, симметрично составленную из двух стаканов.
Для того, чтобы по шаблону стакана получить шаблон звена, нужно положить этот шаблон на металлический лист, очертить верхнюю кривую кромку по контуру шаблона стакана, наметить боковые срезы, затем повернуть шаблон по линии х—х на другую сторону и снова очертить теперь уже нижнюю кривую кромку. Сделав соответствующие припуски на фальцы, получают шаблон звена размечаемого отвода.
Сделав соответствующие припуски на фальцы, получают шаблон звена размечаемого отвода.
Рис. 12. Построение развертки стакана
Для экономии металлопроката большое значение имеет правильный раскрой листа с минимальным количеством отходов. Пример такого экономного раскроя показан на рис. 13. По размеченной на листе металла заготовке звена отвода вырезают с учетом припусков на фальц и зиги металлический шаблон и прочерчивают на нем продольную и поперечную оси. Затем шаблон накладывают на металлический лист, отмечают его длину и отрезают лишнюю часть листа. Далее на вырезанный лист накладывают шаблон так, чтобы его центр совпадал с левым нижним углом листа, и отмечают точку К — верх правого края шейки звена отвода, которая отстоит от нижнего края листа на половину высоты шейки.
После этого шаблон накладывают на лист, совмещая линии шейки с правым и левым срезами листа так, чтобы продольная ось шаблона была параллельна нижнему обрезу листа, а поперечная ось совпадала с точкой К. По расположенному таким образом шаблону очерчивают его контур и намечают сразу две детали отвода 1 и 2. Затем шаблон укладывают на лист, как показано на рис. 69, д, и наносят точку М. Шаблон вновь кладут на лист так, чтобы линия шейки совпала со срезами листа: продольная — параллельно нижнему срезу, а поперечная — с точкой М. Очерчивают контур по шаблону и получают детали 3 и 4.
По расположенному таким образом шаблону очерчивают его контур и намечают сразу две детали отвода 1 и 2. Затем шаблон укладывают на лист, как показано на рис. 69, д, и наносят точку М. Шаблон вновь кладут на лист так, чтобы линия шейки совпала со срезами листа: продольная — параллельно нижнему срезу, а поперечная — с точкой М. Очерчивают контур по шаблону и получают детали 3 и 4.
Далее шаблон накладывают на лист так, как показано на рис. 13, ж, и отмечают точку Н. Затем шаблон устанавливают таким образом, чтобы нижняя точка малой оси совпадала с точкой Н, и при этом размечают сразу три детали отвода. От верхней точки поперечной оси О откладывают вверх по продолжению короткой оси шаблона расстояние, равное половине шейки отвода, и через полученную точку проводят прямую, параллельную нижней кромке листа. Эта прямая является линией окончания разметки, по которой отрезают излишек листа. На рис. 69, и показана размеченная полоса листа, на которой намечены пять звеньев отвода и два стакана отвода (детали 1 и 7).
Рис. 13. Разметка заготовки вентиляционного отвода
а — и — последовательность разметки; 1, 7 —детали отвода для двух стака-нов; 2—6 — детали для пяти звеньев
После разметки заготовку вырезают с помощью элек-тровиброножниц или на высечном механизме ВМС-106. На крупных предприятиях эту операцию выполняют на прессах, что повышает производительность труда рабочих и улучшает качество заготовки.
Высечной механизм ВМС-106 предназначен для прямой и фигурной резки листового металла толщиной до 4 мм по наружному и внутреннему контурам. Механизм состоит из станины, рабочей головки, электродвигателя, неподвижных и подвижных ножей. На нижнем конце штока закреплен подвижный нож. Нижние неподвижные ножи закреплены на нижней части станины. Положив лист металла на стол и включив механизм, рабочий, передвигая лист в нужном направлении, производит резку по заранее размеченному на металле контуру с помощью неподвижного и подвижного ножей. Последний совершает возвратно-поступательное движение.
Рис. 14. Высечной механизм ВМС-106
1 — станина; 2 — неподвижный нож; 3 — подвижный вож: 4 — рабочая головка; б — электродвигатель
Для образования царги заготовку отвода устанавливают в валы механизма СТД-518 (для отводов малых диаметров) или СТД-14 (для отводов больших диаметров) и вальцуют по заданному диаметру с нахлесткой краев заготовки на 20—30 мм. После этой операции на концах заготовки прокатывают фальцы на механизме СТД-16 и осаживают их на механизме СТД-28. Для отводов малых диаметров вместо прокатки фальцев ограничиваются иногда прихваткой кромок нахлестки с помощью машины контактной точечной сварки.
Рис. 15. Двухсторонняя зиг-машина ВМС-78
1 — корпус; 2 — правый и левый хоботы; 3 — приводной вал; 4 — прижимной вал
Следующей операцией при изготовлении отводов является образование гофра. Для этого заготовку звена или стакана устанавливают на зиг-машину, прижимают верхним роликом и образуют гофр на верхней части заготовки. Для образования гофров и зигов применяют механизм ВМС-78 — для отводов малых диаметров и механизм ВМС-76В—для отводов больших диаметров.
Для образования гофров и зигов применяют механизм ВМС-78 — для отводов малых диаметров и механизм ВМС-76В—для отводов больших диаметров.
Механизм ВМС-78, или двухсторонняя зиг-машина, состоит из литого корпуса, правого и левого хоботов, электродвигателя и пневмоприводов. В нижней части хоботов расположены приводные валы, а в верхней части — прижимные. Рабочие ролики, находящиеся на валах правого хобота, обеспечивают резку звеньев (сегментов) и подготовку их концов для последующего соединения; валки левого хобота — соединение звеньев в отвод. Управляют механизмом с помощью пневматической педали. Масса механизма 495 кг.
Механизм ВМС-76В также предназначен для изготовления фасонных частей воздуховодов путем соединения звеньев на зигах. В отличие от механизма ВМС-78 он имеет хобот, но благодаря тому что максимальное расстояние от края металлического листа обработки (вылет хобота) равно 750 мм, на механизме ВМС-76В можно изготовлять фасонные части диаметром от 315 до 1025 мм.
После образования на верхней части заготовки звена или стакана гофров на этих же механизмах в нижней части заготовок делают отбортовку шириной 5— 7 мм. Для сборки отвода концы звена со стаканом или звена со звеном вставляют один в другой и в зависимости от диаметра отвода делают прихватку точечной сваркой в четырех-шести точках. Затем на зиг-машинах прокатывают за один раз зиги, плотно соединяющие заготовки между собой. Следует иметь в виду, что гофры и отбортовка, сделанные на концах заготовки звеньев и стаканов отвода для соединения их между собой, при закатке распрямятся и не будут мешать движению воздуха.
Заключительной операцией по изготовлению отвода является отбортовка концов под бесфланцевое соединение или насадка фланцев, выполняемых с помощью механизма СТД-519.
Более совершенной является технология изготовления отводов из предварительно заготовленных цилиндрических царг фальцевых воздуховодов. На подготовленной царге с помощью копиршаблона делают разметку звеньев и стаканов, а затем на механизмах ВМС-78 и ВМС-76В их отрезают. Получив заготовки, делают на них гофры и отбортовки и соединяют заготовки между собой, образуя отводы, как это было описано выше.
Получив заготовки, делают на них гофры и отбортовки и соединяют заготовки между собой, образуя отводы, как это было описано выше.
Механизм СТД-865 предназначен для изготовления отводов, отбортовки торцов под базовые врезки и под бандажное соединение. Механизм состоит из станины, на которой расположены ролики, коробки скоростей, рукоятки переключения, электро- и пневмообо-рудования. Для осуществления любой операции необходимо установить соответствующие ролики. Вращение рабочих роликов осуществляется через клиноременную передачу и коробку скоростей. С помощью коробки скоростей поворотом рукоятки устанавливают нужную частоту вращения роликов. Механизм имеет две рабочие позиции. Работать можно поочередно на любой позиции, используя ту или иную педали.
Рис. 16. Механизм СТД-865 для изготовления фасонных деталей воздуховодов
1 — станина; 2 — нижняя опора; 3 — ролики; 4 — пульт управления
В настоящее время разработана новая технология изготовления отводов круглого сечения, для чего создана группа новых станков.
Механизированный комплекс СТД-13025 для изготовления отводов круглого сечения состоит из двух одинаковых станков и комплекта оснастки для выполнения отбортовки и сборки звеньев отвода. В основании станка сварной конструкции размещен привод вертикального и наклонного валов. На верхних консолях обоих валов находятся формующие ролики. Вертикальный вал, перемещающийся в горизонтальной плоскости с помощью пневмоцилиндра, находится в коробке, имеющей внутри направляющие, по которым перемещается ползушка с вертикальным валом. Подвижный вал соединен с неподвижным приводом с помощью карданного вала. На основании размещена наклонная стойка, на которой установлен неперемещающийся ролик, соединенный с приводом вторым карданным валом.
Рис. 17. Механизированный комплекс СТД-13025 для изготовления отводов круглого сечения
1 — основание; 2 — пружина; 3 — рычаг; 4 — педали управления; 6. S — проушины; 6 — ось; 7 — коробка; 9 — кнопочная станция; 10 — рычаг закаточного ролика; 11 — регулятор скорости; 12, 16 — стопорные винты; 13 — поддерживающие ролики; 14 — сменные дуги; 15 — кронштейн; 17 — стойке
Рис. 18. Схема отбортовки и сборки звеньев отводов на комплексе СТД-13025
18. Схема отбортовки и сборки звеньев отводов на комплексе СТД-13025
I — отбортовка короткой стороны; II — Г-образная отбортовка; III — сборка звеньев; IV — осадка фальцевого соединения
С двух сторон коробки размещены оси в проушинах, на которых устанавливают сменные дуги (в зависимости от диаметра отвода). В кронштейнах, фиксируемых по дуге винтом, а по высоте винтом, устанавливают поддерживающие ролики. При отбортовке вместо дуг используют регулируемый по высоте упорный стол. Изменяя положение стола относительно отборговочных роликов, можно изменять вид отбортовки на звеньях отводов.
При заправке и съеме отводов дуги через пружину разводятся рычагом. Внутри коробки находится также рычаг, на котором размещен закаточный ролик, осаживающий фальцевое соединение. Рычаг приводится в действие пневмоцилиндром, находящимся внутри коробки. Двигатель управляется с помощью рукоятки. Кнопочная станция служит для включения привода. Управление пневмоцилиндрами осуществляется педалями.
Операция отбортовки выполняется в два этапа: на звене с одной стороны производится короткая отбортовка, а с другой — Г-образная. Деталь устанавливают на стол, включают радиальную подачу отбортовочного ролика и одновременно привод вращения. При верхнем положении стола происходит короткая отбортовка, при нижнем — Г-образная.
Для сборки звеньев отводов стол снимают, устанавливают дуги с поддерживающими роликами и заменяют рабочие ролики. Звенья вставляют друг в друга и, предварительно закрепив в нескольких точках, устанавливают на станок так, чтобы отбортованная часть находилась на поддерживающих роликах и легко вращалась на них. Включают радиальное перемещение, вращение рабочих роликов и перемещение закаточного ролика, который, опускаясь, осуществляет осадку и уплотнение стоячего фальца по периметру за 1,2—1,5 оборота отвода. Во время вращения отвод поддерживается оператором.
По новой технологии лист металла толщиной до 2 мм, заданной ширины и длиной не более 2600 мм устанавливают на механизм СТД-11012, где в автоматическом режиме происходит безотходная резка разверток звеньев и стаканов для полуотводов и отводов круглого сечения. Механизм СТД-11012 состоит из станины, механизма перемещения, пневмозажимов и электрооборудования. На станине имеется балка, на которой установлены пневмозажимы и специальный лист для копировальной линейки. В механизме имеется цепь, соединенная с продольно двигающейся кареткой. С помощью этой цепи и привода от электродвигателя каретка получает возвратно-поступательное движение. На поперечной каретке установлен кронштейн, к которому крепятся ножницы, которые перемещаются по траектории, аналогичной форме копировальной линейки. Передние и задние упоры устанавливаются на балке в необходимые положения по координатам, указанным в специальных таблицах, разработанных ПКБ треста Сантехдеталь в зависимости от типов и размеров полуотводов и отводов. Управление механизмом осуществляется с кнопочных станций или педалей, расположенных рядом со станком. После установки металлического листа включается механизм и ножницами производится резка заготовок звеньев и стаканов в автоматическом режиме.
Механизм СТД-11012 состоит из станины, механизма перемещения, пневмозажимов и электрооборудования. На станине имеется балка, на которой установлены пневмозажимы и специальный лист для копировальной линейки. В механизме имеется цепь, соединенная с продольно двигающейся кареткой. С помощью этой цепи и привода от электродвигателя каретка получает возвратно-поступательное движение. На поперечной каретке установлен кронштейн, к которому крепятся ножницы, которые перемещаются по траектории, аналогичной форме копировальной линейки. Передние и задние упоры устанавливаются на балке в необходимые положения по координатам, указанным в специальных таблицах, разработанных ПКБ треста Сантехдеталь в зависимости от типов и размеров полуотводов и отводов. Управление механизмом осуществляется с кнопочных станций или педалей, расположенных рядом со станком. После установки металлического листа включается механизм и ножницами производится резка заготовок звеньев и стаканов в автоматическом режиме.
Большим достоинством механизма СТД-11012 является то, что он исключает ручную разметку деталей отвода и очень вредную резку заготовок звеньев и стаканов, обычно выполняемую на высечном механизме ВМС-106 из листа металла, который, находясь в руках рабочего, передает ему вибрацию механизма.
После изготовления заготовок полуотводов и отводов на механизме СТД-11012 их вальцуют, прокатывают и осаживают фальцы, образуя звенья и стаканы отвода. Затем на механизме СТД-11006 делают отбортовку звеньев и стаканов отводов под сборку завальцовкой и под бандажное соединение.
Механизм СТД-11006 состоит из сварной станины с кронштейном, на которой установлен электродвигатель головки и отбортовочных роликов. Отбортовка и калибровка торцов заготовок осуществляется следующим образом: заготовка вручную насаживается на центратор до упора в отбортовочные ролики, фиксирующие устройства смыкаются и зажимают торец заготовки. Затем приводят в действие головку планшайбы. С помощью системы рычагов формующие ролики смещаются в радиальном направлении и производят отбортовку и калибровку торца заготовки. Отбортованная заготовка снимается с центратора вручную. На указанном механизме можно отбортовывать до 60 заготовок в 1 ч диаметром от 355 до 630 мм. Масса механизма 1200 кг.
Готовую отбортовку помещают в механизм СТД-11007, где производят сборку отводов. Механизм СТД-11007 состоит из металлической рамы, стойки, кронштейна и упора. Следует иметь в виду, что заготовка бывает с угловой отбортовкоЙ (под прямым углом) и с раскрытием под углом. Заготовка с угловой отбортовкоЙ зажимается между оправкой и матрицей и затем другая заготовка отбортованной стороной прижимается к ранее установленной. Заготовка с угловой отбортов-кой прикладывается к заготовке с раскрытием под углом. В этом случае до включения механизма раскрытое фальцевое соединение предварительно осаживается киянкой в двух-трех точках. Затем закатывающий ролик переводится из исходного положения в рабочее и механизм включается на автоматический режим работы. Ролик, двигаясь вокруг места соединения заготовок, с помощью упора, толкателя и храпового механизма периодически поворачивается перпендикулярно своей оси, закатывая угловой борт и образуя стоячий фальц. После 10 оборотов узел закатки механизма автоматически отключается и рабочий цикл закончен. Производительность механизма СТД-11007 до 30 заготовок в 1 ч при толщине металла 0,7—1 мм.
Механизм СТД-11007 состоит из металлической рамы, стойки, кронштейна и упора. Следует иметь в виду, что заготовка бывает с угловой отбортовкоЙ (под прямым углом) и с раскрытием под углом. Заготовка с угловой отбортовкоЙ зажимается между оправкой и матрицей и затем другая заготовка отбортованной стороной прижимается к ранее установленной. Заготовка с угловой отбортов-кой прикладывается к заготовке с раскрытием под углом. В этом случае до включения механизма раскрытое фальцевое соединение предварительно осаживается киянкой в двух-трех точках. Затем закатывающий ролик переводится из исходного положения в рабочее и механизм включается на автоматический режим работы. Ролик, двигаясь вокруг места соединения заготовок, с помощью упора, толкателя и храпового механизма периодически поворачивается перпендикулярно своей оси, закатывая угловой борт и образуя стоячий фальц. После 10 оборотов узел закатки механизма автоматически отключается и рабочий цикл закончен. Производительность механизма СТД-11007 до 30 заготовок в 1 ч при толщине металла 0,7—1 мм. На нем можно собирать отводы диаметром от 355 до 630 мм. Масса механизма 1120 кг.
На нем можно собирать отводы диаметром от 355 до 630 мм. Масса механизма 1120 кг.
Благодаря внедрению описанных выше механизмов значительно повышаются производительность труда и качество отводов.
Рис. 19. Утки из унифицированных отводов с центральным углом 900 (а) и 45° (б)
Изготовление уток. При необходимости соединения двух участков воздуховодов, прокладываемых параллельно, но расположенных не по одной оси, применяют фасонную часть, называемую уткой.
Утки изготовляют из двух унифицированных отводов с центральным углом, равным 45 и 90°. Значение размера а (величина относа оси) приводится в специальных таблицах. Если необходимо получить относ оси больше, чем размер а, то между двумя отводами, составляющими утку, следует поместить прямой патрубок соответствующих размеров. Отводы и прямые участки соединяются между собой на бандажах или фланцах.
Изготовление переходов. Для соединения между собой воздуховодов различных сечений или диаметров и присоединения воздуховодов к вентиляционному оборудованию (вентиляторам, воздухонагревателям) применяют переходы. Переходы, кроме того, являются неотъемлемой частью унифицированных тройников и крестовин.
Переходы, кроме того, являются неотъемлемой частью унифицированных тройников и крестовин.
Переходы бывают различной формы. Например, два круглых воздуховода различного сечения соединяют переходом с круглого сечения на круглое. Основные размеры и площадь поверхности переходов, согласно ВСН 353-86, показаны в табл. 15. Прямоугольные воздуховоды неодинакового сечения соединяют переходами с прямоугольного сечения на прямоугольное, для соединения круглого воздуховода с прямоугольным применяют переходы с круглого сечения на прямоугольное и т. д.
Переходы бывают прямые и косые. В прямых переходах ось, проходящая через центры отверстий, перпендикулярна плоскостям этих отверстий и является осью симметрии перехода. У косых переходов эта ось наклонена и сами переходы несимметричны по отношению к ней. Геометрически переходы представляют собой круглые усеченные конусы, прямоугольные усеченные пирамиды или комбинации их при переходе с круглого сечения на прямоугольное, и наоборот.
Изготовление любого перехода начинается с построения его развертки. Для построения развертки круглого прямого перехода необходимо знать диаметр нижнего основания D, верхнего основания d и длину перехода. Следует помнить, что, в соответствии с ВСН 353-86, допускаются переходы с определенным соотношением диаметра нижнего основания d и диаметра верхнего основания d]. Так, при t/=160 мм переход может иметь сечение только 160X125 мм; при ef=900 мм — только 900X630, 900X710 и 900X800 мм. Также регламентирована длина переходов; для переходов на фланцевых соединениях она принимается равной 300, 400, 600 и 800 мм.
Для построения развертки круглого прямого перехода необходимо знать диаметр нижнего основания D, верхнего основания d и длину перехода. Следует помнить, что, в соответствии с ВСН 353-86, допускаются переходы с определенным соотношением диаметра нижнего основания d и диаметра верхнего основания d]. Так, при t/=160 мм переход может иметь сечение только 160X125 мм; при ef=900 мм — только 900X630, 900X710 и 900X800 мм. Также регламентирована длина переходов; для переходов на фланцевых соединениях она принимается равной 300, 400, 600 и 800 мм.
Разметка перехода с круглого сечения на круглое начинается с того, что на листе металла откладывают прямую АБ, равную диаметру нижнего основания. Из середины отрезка АБ восстанавливают перпендикуляр МН, равный высоте перехода h, и через точку Н проводят линию, параллельную отрезку АБ, и на этой линии откладывают в обе стороны от точки Н отрезки, равные половине диаметра верхнего основания d/2 (отрезок BT=d). Точки Л и В, а также БнГ соединяют прямыми, на продолжении которых в точке О лежит вершина перехода. Из точки О проводят дуги с радиусом OA и ОВ. На верхней дуге от произвольно выбранной точки К откладывают длину окружности верхнего основания, равную 2nd.
Из точки О проводят дуги с радиусом OA и ОВ. На верхней дуге от произвольно выбранной точки К откладывают длину окружности верхнего основания, равную 2nd.
Через крайние точки К я И из вершины О проводят прямые до пересечения с нижней дугой. Фигура ЖКВГИЗБА и будет разверткой перехода. Добавив к полученной развертке припуски на фальцы и отбортовку на фланцевое или бесфланцевое соединение, делают вырезку заготовки на механизмах СТД-9А и на высеч-ном механизме ВМС-106. Затем заготовку перехода вальцуют; при малых диаметрах — на механизме СТД-518 и во всех остальных случаях — на механизме СТД-14. После прокатки фальцев на механизме СТД-16А и осадки замыкающего шва на механизме СТД-28 переход офланцовывают или делают отбортовку на механизме СТД-519.
Рис. 20. Разметка перехода с круглого сечения на круглое
Рис. 21. Разметка перехода с круглого на квадратное сечение
а — вид сбоку, С — разметка
Рассмотрим построение развертки переходов с круглого на квадратное сечение, часто встречающихся при монтаже вентиляционных систем. Для построения такого перехода нужно знать диаметр круглого сечения основания D, сторону квадрата другого основания А и высоту перехода h.
Для построения такого перехода нужно знать диаметр круглого сечения основания D, сторону квадрата другого основания А и высоту перехода h.
Рис. 22. Переход с круглого на прямоугольное сечение
а, в — размеры прямоугольного основания; d — диаметр; i — высота
Продолжив стороны аб и вг до пересечения, находим точку О и затем радиусами Об и Оа проводим дуги. На меньшей дуге от точки г откладываем три стороны квадрата А и получаем точки к, и, е. На большой дуге откладываем от точки в размер ЗлО/4 и получаем точку»?. Соединив точки е и <5, имеем фигуру абгкиеджзва, которая является разверткой перехода с круглого сечения на квадратное. К полученным размерам заготовки перехода добавляют припуски на фланцевые или бесфланцевые соединения, а затем обрабатывают ее на соответствующих механизмах: вальцуют, образуют заготовку фальца, осаживают и уплотняют его, офланцовывают переход или делают отбортовку на бесфланцевое соединение.
При изготовлении переходов с круглого сечения на прямоугольное (рис. 78) следует помнить, что существует определенная закономерность соотношений диаметров переходов. Так, переход диаметром 250 мм можно выполнять только пяти типоразмеров — от 150X150 до 250X300 мм включительно, диаметром 710 мм—11 типоразмеров от 400X600 до 800X800 мм включительно.
78) следует помнить, что существует определенная закономерность соотношений диаметров переходов. Так, переход диаметром 250 мм можно выполнять только пяти типоразмеров — от 150X150 до 250X300 мм включительно, диаметром 710 мм—11 типоразмеров от 400X600 до 800X800 мм включительно.
В настоящее время существует большое число переходов различных конструкций, но их применяют строго Ограниченно и изготовляют только по индивидуальным заказам в особых случаях. Сеть воздуховодов следует компоновать из унифицированных деталей — прямых участков, отводов, переходов, заглушек и узлов ответвлений из унифицированных деталей. Прямые участки следует выполнять с одной или двумя врезками по схемам I и II, согласно ВСН 353-86.
Рис. 23. Построение базового ответвления
Изготовление тройника или крестови-н ы из унифицированных деталей начинают с изготовления патрубка заданного диаметра. Для этого на картине или листе металла проводят прямую линию и откладывают на ней величину L, равную длине окружности нужного диаметра. Затем делят эту прямую на 32 отрезка, восстанавливают из точек пересечения перпендикуляры, на которых откладывают отрезки, соответствующие высоте патрубка от поверхности магистрального воздуховода. Практически откладывают значения только девяти отрезков hu h3, …, h9, так как при образовании патрубка эти значения будут повторяться.
Затем делят эту прямую на 32 отрезка, восстанавливают из точек пересечения перпендикуляры, на которых откладывают отрезки, соответствующие высоте патрубка от поверхности магистрального воздуховода. Практически откладывают значения только девяти отрезков hu h3, …, h9, так как при образовании патрубка эти значения будут повторяться.
Значения этих отрезков находят в соответствующих таблицах.
После этого добавляют по всему контуру 10 мм для отбортовки и 10 мм на конце заготовки для образования фальцевого шва. Далее заготовку вырезают на высеч-ном механизме ВМС-106, вальцуют по диаметру, прокатывают фальц и осаживают его. Затем по всему периметру заготовки на механизме ВМС-76В делают отбор-товку для соединения базового ответвления с магистральным трубопроводом (стволом).
Изготовив патрубок, берут заранее изготовленную Царгу воздуховода необходимого диаметра и в ней вырезают отверстие для присоединения ответвления. Для вырезки отверстия в царге вначале делают его разметку. Эту операцию выполняют с помощью шаблона, который делают следующим образом.
Эту операцию выполняют с помощью шаблона, который делают следующим образом.
На листе металла наносят вертикальную и горизонтальную оси и затем на горизонтальной линии от точки пересечения откладывают по восемь отрезков в одну и другую сторону. Размеры отрезков находят в специальных таблицах. Затем из полученных на горизонтальной линии точек восстанавливают перпендикуляры и на них откладывают отрезки, размеры которых также приведены в специальных таблицах. Соединив плавной кривой верхние точки отложенных по вертикали отрезков, получают половину шаблона. Повернув полученную фигуру относительно горизонтальной оси в зеркальном изображении, получают шаблон для разметки отверстия для базовой врезки.
Вырезав из листа металла готовый шаблон, его накладывают на царгу воздуховода и очерчивают на ней размеры будущего отверстия. Отверстие в царге можно вырезать с помощью ручных или электровиброножниц. Однако выполнить эту операцию указанными инструментами сложно, так как в этом случае в царге необходимо прорубить отверстие для ввода ножниц внутрь воздуховода, и, кроме того, потребуются большие усилия для перерезки фальцевого шва, если он окажется в плоскости отверстия. Эта операция усложняется в зависимости от толщины металла. Проще, быстрее и с хорошим качеством вырезка отверстия в царге выполняется плазменной резкой с помощью установки СТД-72002.
Эта операция усложняется в зависимости от толщины металла. Проще, быстрее и с хорошим качеством вырезка отверстия в царге выполняется плазменной резкой с помощью установки СТД-72002.
После выполнения подготовительных операций приступают к сборке узла ответвления (тройника или крестовины). Для этоко патрубок накладывают на царгу так, чтобы отбортовка патрубка равномерно перекрывала отверстие в царге.
Присоединение патрубка к царге рекомендуется выполнять с помощью полых заклепок для односторонней клепки, точечной сварки или специального фартука (накладки). При присоединении патрубка с помощью полых заклепок, в патрубке и царге плотно прижатых друг к другу в отбортовке, с помощью ручной электросверлильной машины делают одновременно отверстия под заклепку диаметром 5,2 мм (при диаметре заклепки 5 мм). В специальный пистолет-заклепочник вставляют заклепку. Затем в просверленное отверстие помещают головку заклепки, стержень которо закреплен в пистолете. Инструмент приводят в действие, заклепка расклепывается и остаток стержня отрывается. Шаг расположения заклепок зависит от диаметра воздуховода и должен быть указан в проекте.
Шаг расположения заклепок зависит от диаметра воздуховода и должен быть указан в проекте.
Присоединение патрубка с помощью фартука выполняют следующим образом: вначале в фартуке и магистральном воздуховоде вырезают отверстия необходимого по проекту диаметра, затем к фартуку на фальце присоединяют патрубок, прокатывают на воздуховоде и фартуке зиги, которые нужны для большей прочности базовой врезки, вырезают и укладывают на магистральный воздуховод прокладку из герлена (для герметичности соединения) и, положив фартук с патрубком на воздуховод, закрепляют его с помощью заклепок или точечной сварки.
Крестовину и штанообразный тройник получают таким же образом, присоединяя к царге патрубок ответвления нужного диаметра с противоположной стороны. При изготовлении штанообразного тройника торец царги необходимо заглушить. Для этого из листа металла вырезают заглушку диаметром, на 20— 30 мм большим диаметра царги. Затем на конце царги делают отбортовку высотой 7—Ю мм, прикладывают заглушку и делают одинарный лежачий фальц. При изменении диаметра магистрального воздуховода присоединяют переход. Для присоединения узлов ответвлений к воздуховодам на концах тройников и крестовин выполняют отбортовку под бандажное соединение или насаживают фланцы.
При изменении диаметра магистрального воздуховода присоединяют переход. Для присоединения узлов ответвлений к воздуховодам на концах тройников и крестовин выполняют отбортовку под бандажное соединение или насаживают фланцы.
Трест Сантехдеталь и некоторые другие организации освоили и серийно выпускают штампованные отводы диаметром от 100 до 315 мм, при этом для вентиляционных систем с бандажными соединениями отводы изготовляют с отбортовками, а с фланцевыми соединениями — без заранее выполненных отбортовок. Для получения требуемых проектом диаметров ответвления и прохода к штампованному тройнику присоединяют конические переходы соответствующих размеров.
Рис. 24. Построение деталей развертки прямоугольного отвода
Изготовление фасонных частей воздуховодов прямоугольного сечения. В вентиляционных системах применяют отводы прямоугольного сечения с центральными углами, равными 45 и 90°. Согласно ВСН 353-86, в отводах допускается только определенное сочетание высоты отвода Н и боковой стороны h. Например, отводы высотой //=300 мм могут быть размером только 150ХЮ0 мм, отводы высотой Н—700 мм — шести размеров — от 250X500 до 1000X400 мм.
Например, отводы высотой //=300 мм могут быть размером только 150ХЮ0 мм, отводы высотой Н—700 мм — шести размеров — от 250X500 до 1000X400 мм.
По криволинейным сторонам вырезанной боковой стенки на механизме СТД-13 прокатывают короткие за-щелочные фальцы с просечкой. Механизм СТД-13 предназначен для отгиба кромки на плоских листовых заготовках с криволинейным и прямоугольным контуром с последующим образованием просечек для получения короткой стороны защелочного соединения. Одна пара роликов — центральный и боковой, расположенная на валках под углом друг к другу, служит для отгиба криволинейной кромки, другая, расположенная НГ‘Д НСГа паРаллельных осях,— для образования просечек. Механизм управляется выносной электропедалью.
Рис. 25. Механизм для образо« вания защелочного фальца криволинейной формы
1 — станина; 2 — электродвигатель; 3 — ролики для отгиба кромок
Максимальный радиус кривизны отгибаемой кромки на выпуклой стороне составляет 240 мм, на вогнутой—150 мм. Масса механизма 420 кг.
Масса механизма 420 кг.
После того как готовы заготовки боковых стенок, на заготовках затылка и шейки прокатывают длинные защелоч-ные фальцы на механизме СТД-16А. Обычно заготовки затылка и шейки не вальцуют, но при необходимости в прокатные фальцы вставляют полосы из отходов железа толщиной 1 мм и в таком виде прокатывают заготовки на механизме СТД-14. После вальцовки железные полосы из заготовки вынимают.
Для сборки отвода на сборочном столе укладывают боковую стенку отвода и в ее фальцы с помощью легких ударов молотка вставляют поочередно заготовки шейки и затылка. Затем, перевернув заготовку, вставляют вторую боковую стенку.
Если воздуховоды, в том числе и отводы, собранные на угловом защелочном фальце, должны иметь повышенную герметичность, то перед сборкой длинные фальцы на заготовках заполняют мастикой. После сборки отвод офланцовывают или делают отбортовку под бесфланцевое соединение.
Отводы с центральным углом 45° делают способом, аналогичным описанному выше, а отводы со стороной более 2000 мм собирают по специально разработанным чертежам.
Изготовление тройников и крестовин. В соответствии с ВСН 353-86, узлы ответвлений (тройники и крестовины) для воздуховодов прямоугольного сечения образуют из унифицированных деталей — прямых участков, переходов и заглушек. Прямой равнопро-ходный тройник образуют из прямого участка и перехода; прямой неравнопроходный тройник — из прямого участка и двух переходов; прямой тройник с заглушкой — из прямого участка, заглушки и перехода; штанообразный тройник — из прямого участка, двух переходов и заглушки. Крестовину образуют из прямого участка, трех переходов и заглушки.
Переходы прямоугольного сечения, как правило, изготовляют на операционных механизмах. Для получения перехода на специальной установке разрезают рулон металла на ленты заданной ширины в соответствии с высотой перехода, предусматривая необходимые допуски. Затем от металлической ленты отрезают участок длиной, равной трем сторонам перехода — двум длинным и одной короткой (со скошенными углами). Обычно это делают следующим образом: отрубают на прессе конец ленты под углом 45°, отмеряют необходимую длину заготовки и, повернув ленту в горизонтальной плоскости на 180°, отрубают другой конец также под углом 45°. В результате этих операций должна получиться фигура усеченной пирамиды.
В результате этих операций должна получиться фигура усеченной пирамиды.
После этого в нижней части заготовки по всей длине делается перфорированный участок, для чего на прессе в заготовке вырубают отверстия диаметром 4 мм каждый с шагом между ними 8—9 мм и через каждые 25— 35 мм делают пазы-надрезы шириной 3—5 мм. Затем по скошенным углам заготовки прокатывают фальц для присоединения четвертой стороны перехода. На механизме СТД-521 гнут заготовку и присоединяют четвертую сторону, образуя переход. Затем ко всем четырем сторонам заготовки перехода точечной сваркой прикрепляют накладные шины для бесфланцевого соединения. Такие же шины крепят к воздуховоду.
Для образования тройника или крестовины в готовом прямом участке воздуховода с помощью установки СТД-72002 для плазменной резки или шлифовальной машины вырезают отверстие необходимых размеров. Приготовленный переход вставляют в отверстие и молотком загибают перфорированный участок, изнутри плотно прижимая его к стенкам воздуховода.
Известен и другой способ присоединения перехода к прямому участку воздуховода. Изготовив переход, как было описано выше, вдоль всей нижней образующей прокатывают зиг высотой 5—7 мм (вместо шин бесфланцевого соединения), вставляют переход в отверстие, заранее вырезанное в прямом участке воздуховода, и отгибают внутрь перфорированную часть.
Похожие статьи:
Монтаж систем вентиляции и кондиционирования воздуха
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
определение, виды, применение, в сантехнике
Штуцер относится к разновидности фитингов и коротких патрубков. По функциональному назначению призван
присоединять трубопровод к другим соединительным элементам коммуникаций – арматуре, продувке, трубам. Штуцер, как правило, небольшого
веса и размера. По способу крепления бывает: приварного типа или с внутренней/наружной резьбой для зажимного метода.
Назначение
Сфера применения штуцера для трубопровода: в водопроводных сетях, тепловых трубопроводах, газопроводных коммуникациях с высоким давлением, в транспортных магистралях для смазочных материалов густых/жидких. Широко используется в системах, где необходимо контролировать показатели избыточного давления воды/газа/масла. Облегчает задачу подключения к насосам/манометрам/гидроаккумуляторам. Штуцеры легко демонтируются, когда необходимо провести ремонтно-наладочные работы.
Виды штуцеров
Соединительный, изготавливается из нержавеющей стали и предназначен для подсоединения сантехнических изделий к водопроводным коммуникациям. Также устанавливают на насосном оборудовании, для обеспечения системы фильтрации. Соединительные штуцеры обладают высокими показателями антикоррозионной устойчивости, ГОСТ 22792-83.
Переходной, используется в гидравлических системах, где необходимо выдерживать высокое давление.
Производится по ГОСТ 21856-78. Предназначен для соединения трубопроводных деталей разнородного диаметра.
Предназначен для соединения трубопроводных деталей разнородного диаметра.
Поворотный, предусматривает в своей конструкции поворотный шарнир. Вращающийся соединительный элемент или гидрошарнир используется для подачи газа/пара/жидкости по трубопроводу. Особая форма и поворотный шарнир исключают возможность изгиба и деформации трубопровода, ГОСТ 25681-83.
Приварной, предназначен для линзовых уплотнений в трубопроводах. Чаще всего используются на нефтеперерабатывающих предприятиях. Изделие отличается высоким качеством и регулируется ГОСТ 16045-70. Предназначен для защиты от воздействия температурных перепадов и агрессивных сред.
Штуцер быстросъемный
Фитинги быстросъёмного типа используют, чтобы быстро подключать и отключать от шланга пневматический
инструмент и другие устройства. Быстросъёмные штуцеры применяют в работах на шиномонтажах и автомастерских.
Преимущество детали этого типа в том, что мастеру не нужно каждый раз отключать в системе внутреннее давление,
если нужно переподключить оборудование. Это облегчает процесс работы и экономит время.
Среди быстросъёмов различают патрубки «папа» и патрубки «мама» – предназначены для шлангов разного диаметра.
Отличаются резьбой: внутренняя или внешняя.
Это облегчает процесс работы и экономит время.
Среди быстросъёмов различают патрубки «папа» и патрубки «мама» – предназначены для шлангов разного диаметра.
Отличаются резьбой: внутренняя или внешняя.
Штуцер переходник
Для соединения элементов арматуры используют штуцеры-переходники. Они нужны, чтобы сконнектить несколько деталей с одним шлангом или несколько шлангов и рукавов с агрегатом. Иногда бывает так, что система состоит из разнодиаметровых отрезков. Такие особенности конструкции создают проблему мастеру в работе – невозможно состыковать все детали для стабильной работы агрегата. В таком случае и применяют металлические приспособления переходного типа. Переходной патрубок выглядит, как втулка с внутренней или наружной резьбой с обеих сторон.
Как осуществляется соединение штуцера с другими элементами
Патрубок соединяет разные элементы системы при помощи выходных отверстий,
оснащённых внутренней или внешней резьбой. Насечки есть только на одном
конце металлоизделия, а другой конец – это соединитель и соответствует форме
и диаметру деталей системы, которые нужно сконнектить. Соединение фитинговое
представляет собой комплект из самой металлической втулки и монтажного узла.
Такая стыковка применяется в бытовых, магистральных и промышленных системах.
Интегральное соединение используют в трубопроводах с повышенным давлением –
в таком соединении фитинг и втулка являются единым целым. Если штуцер имеет конструкцию тройника,
пятивыходника или крестовины, его применяют для соединения системы, в которой
несколько ответвлений – для смены направления магистралей трубопровода.
Выполняют соединение элементов штуцерами как с помощью сварки, так и неприварным методом.
Насечки есть только на одном
конце металлоизделия, а другой конец – это соединитель и соответствует форме
и диаметру деталей системы, которые нужно сконнектить. Соединение фитинговое
представляет собой комплект из самой металлической втулки и монтажного узла.
Такая стыковка применяется в бытовых, магистральных и промышленных системах.
Интегральное соединение используют в трубопроводах с повышенным давлением –
в таком соединении фитинг и втулка являются единым целым. Если штуцер имеет конструкцию тройника,
пятивыходника или крестовины, его применяют для соединения системы, в которой
несколько ответвлений – для смены направления магистралей трубопровода.
Выполняют соединение элементов штуцерами как с помощью сварки, так и неприварным методом.
Пятивыводной штуцер
Пятивыводной штуцер представляет собой металлическую втулку с пятью отходными сквозными отверстиями,
каждое из которых оснащено внешней либо внутренней резьбой. Используют такие патрубки для скрепления
сложных элементов в системе водоснабжения (автоматического). Металлоизделие с пятью выходами соединяет
между собой насос, гидроаккумуляторное устройство и реле.
Используют такие патрубки для скрепления
сложных элементов в системе водоснабжения (автоматического). Металлоизделие с пятью выходами соединяет
между собой насос, гидроаккумуляторное устройство и реле.
Штуцер-елочка
Штуцер конструкции «елочка» – соединительное приспособление, которым скрепляют между собой шланг (рукав) и агрегат. Мастера часто используют штуцеры-ёлочки, чтобы зафиксировать надёжно шланги с разным диаметром и чтобы производить ремонтные работы в местах разрывов. Гравировка в елочкообразных патрубках может быть и внутри, и снаружи – это зависит от концевой арматуры. Материал изготовления деталей-ёлочек зависит от того, для чего используют штуцер. Из стали – для работ с высоким давлением и агрессивными средами. Для систем отопления и полива – из латуни.
Отличительные особенности штуцера из нержавейки
Металлоизделие из нержавеющей стали может герметично и надёжно скрепить все элементы системы.
Причем не только в стальных трубопроводах, но и в комбинированных системах.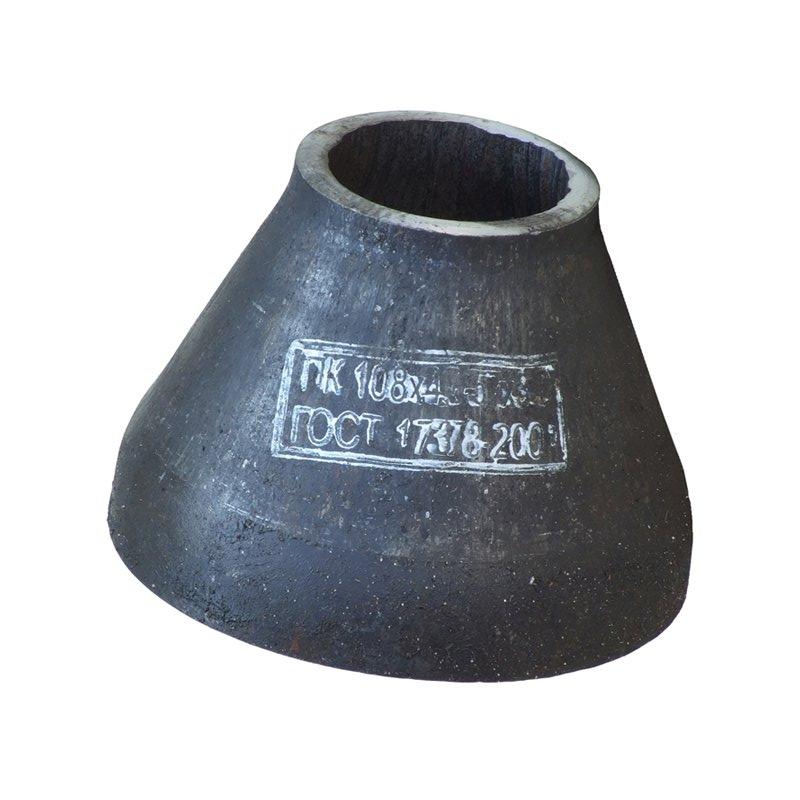 Стальные патрубки устойчивы
к температурам высокого значения и коррозии. Они обладают хорошей механической прочностью и легко крепятся
к любым видам металлических деталей. За счет нержавеющей функции относятся к классу экологичных материалов.
Стальные патрубки устойчивы
к температурам высокого значения и коррозии. Они обладают хорошей механической прочностью и легко крепятся
к любым видам металлических деталей. За счет нержавеющей функции относятся к классу экологичных материалов.
Особенности латунных штуцеров
Латунные штуцеры используют в инженерных системах и для трубопроводов. Фитинги из латуни защищены от влаги, на них не влияет агрессивная внешняя среда, они прочные. Отличительные характеристики: имеют малую электропроводность, что экономит энергозатраты, хорошо сохраняются при температуре 120 градусов по Цельсию и при давлении 16 бар, имеют не очень высокую стоимость.
Чертеж штуцера
В каких сферах применяется
- • для тепловых и атомных электростанций;
- • для установки приборов и средств автоматизации;
- • для муфтовой арматуры;
- • для сосудов, резервуаров и аппаратов.
Из каких материалов изготавливают штуцеры
Штуцер производят из нержавеющей, легированной и углеродистой стали. Для получения
антикоррозийного покрытия после обкатки на токарном станке изделия покрываются гальваником,
цинковым составом. Штуцеры, применяемые для неагрессивных сред, изготавливают из углеродистых и низколегированных сталей.
Для получения
антикоррозийного покрытия после обкатки на токарном станке изделия покрываются гальваником,
цинковым составом. Штуцеры, применяемые для неагрессивных сред, изготавливают из углеродистых и низколегированных сталей.
Как открутить штуцер
Чтобы снять штуцер, необходим накидной разрезной ключ определенного диаметра, сбоку он должен зажиматься винтом. Это самый оптимальный способ, также можно воспользоваться микродрелью, сваркой или молотком.
ГОСТы
ГОСТ 24504-80: Соединения трубопроводов резьбовые. Штуцера ввертные с концом под врезающееся кольцо. Конструкция
ГОСТ 21858-78: Соединения трубопроводов резьбовые. Штуцера ввертные. Конструкция
ГОСТ 21872-78: Соединения трубопроводов резьбовые. Штуцера переборочные. Конструкция
ГОСТ 21857-78: Соединения трубопроводов резьбовые. Штуцера переходные. Конструкция
ГОСТ 25681-83: Соединения трубопроводов резьбовые. Штуцера поворотные. Конструкция
Конструкция
ГОСТ 26337-84: Соединения трубопроводов резьбовые. Штуцера проходные под пайку. Конструкция
ГОСТ 24092-80: Соединения трубопроводов резьбовые. Штуцера проходные под приварку. Конструкция
ГОСТ 24072-80: Соединения трубопроводов с врезающимся кольцом проходные. Конструкция
ГОСТ 24073-80: Соединения трубопроводов с врезающимся кольцом переходные. Конструкция
ГОСТ 24090-80: Соединения трубопроводов с врезающимся кольцом переборочные. Конструкция
ГОСТ 24087-80: Соединения трубопроводов с врезающимся кольцом крестовые проходные. Конструкция
ГОСТ 24091-80: Соединения трубопроводов с врезающимся кольцом и заглушкой. Конструкция
ГОСТ 24074-80: Соединения трубопроводов с врезающимся кольцом ввертные. Конструкция
ГОСТ 28942.4-91: Соединения трубопроводов с врезающимся кольцом ввертные с уплотнением резиновым кольцом круглого сечения. Конструкция
| Оборудование нефтегазопромысловое, буровое геологоразведочное: колено, заглушка, тройник, переходный тройник под трубы с резьбой, переходный патрубок с концентричными отверстиями, переходный патрубок с несоосными отверстия | 7307 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой 1-¼”NPT | 7307991000 |
| Арматура промышленная трубопроводная: ниппель, отвод, переходник отвода, колено, заглушка, тройник, переходный тройник под трубы с резьбой, переходный патрубок с концентричными отверстиями, переходный патрубок с несоосными | 7307 |
| Оборудование буровое: Элементы обвязки нагнетательных линий буровых насосов: переходник, патрубок, штуцер, соединители, | 7307291008 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой , тип 1-¼”NPT | 7307191000 |
| Патрубок | 8431430000 |
| Элементы для оборудования 1 и 2 категории работающего под избыточным давлением: интегральные патрубки, тип: Weco; интегральный патрубок с фиксацией муфты, тип: Weco; патрубок NPS с фиксацией муфты со съемной гайкой, тип: W | 7307999009 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой 1-1/4″NPT | 7307991000 |
арт. P783377 P783377 | 7307999009 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой 1″NPT, | 7307991000 |
| Оборудование нефтепромысловое: патрубок, | 7307991000 |
| Оборудование буровое, геологоразведочное: Патрубок угловой 90º с резьбой, тип 1-1/4″NPT | 7307191000 |
| Оборудование буровое, геологоразведочное: Патрубок угловой 90º с резьбой 1-¼”NPT | 7307191000 |
| 2 ” SS сварной равнопроходный тройник BW -2шт., 2 ” SS сварной коленчатый патрубок 90′,BW-10шт | 7307931900 |
| Нефтегазовое оборудование: Подвесной патрубок Модель Т-М40-CCL – 5 шт.; подвесной патрубок модель T-EN-PFT – 3 шт.; адаптер для трубной головки с вращающимся фланцем 4-5/8,11 5M X 3-1/8 5M – 3шт.; обратный | 7326191000 |
| Оборудование нефтепромысловое, буровое геолого-разведочное: с отверстиями типа 2 7/8″ EUE, Дифференциальный патрубок с отверстиями типа 2 3/8″ EUE, Дифференциальный патрубок без отверстий типа 2 7 | 8481809908 |
| Оборудование нефтепромысловое: стальной фитинговый патрубок для УЭЦН REDA | 7307991000 |
| Оборудование буровое геологоразведочное: патрубок угловой 90º с резьбой 3/4 | 7307291008 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой, | 7307191000 |
| Оборудование нефтепромысловое: переводник для обсадной трубы ниппель 339,70 миллиметра 13,06, патрубок для обсадной трубы: 339,70 миллиметра 13,06 миллиметра, соединительная муфта для обсадной трубы | 7307991000 |
Соединители резьбовые для промышленного оборудования (фитинговый патрубок), артикул PP1074543. | 7307991000 |
| Оборудование буровое, геологоразведочное: патрубок угловой 90º с резьбой типа 1-1/4″NPT | 7307191000 |
| Элементы для оборудования 1 и 2 категории работающего под избыточным давлением: Змеевик радиантный с комплектующими (коллектор, патрубок с фланцами, труба термокармана, термокарман в сборе) торговая марка Manoir, модель A1 | 8417900000 |
| Оборудование нефтегазопромысловое, буровое геологоразведочное: удлинительный патрубок, без избыточного давления | 8481309909 |
Емкости и баки для воды
Изготовление и монтаж металлических емкостей для воды
Высококачественные металлические емкости для воды идеально подходят для стационарного хранения пищевой, технической или пожарной жидкости. Их используют в пищевой, химической промышленности, на пожарных станциях.
Металлическая емкость (железная или алюминиевая) состоит из цилиндрического корпуса, на котором выполнены технологические отверстия: люки и патрубки. Она выдерживает большое давление жидкости за счёт сварки колец из вальцованного уголка, расположенных внутри. Конструктивные особенности резервуаров и способ их установки позволяют выделить:
Она выдерживает большое давление жидкости за счёт сварки колец из вальцованного уголка, расположенных внутри. Конструктивные особенности резервуаров и способ их установки позволяют выделить:
- наземные;
- подземные емкости для дождевой воды;
- вертикальные;
- горизонтальные.
Технология изготовления емкостей и баков для питьевой воды
Одним из методов производства вертикальных резервуаров является рулонирование. Сварные полотнища, собранные из отдельных стальных листов, сворачиваются в рулоны и соединяются автоматической сваркой.
Для горизонтальной емкости для воды также применяется сварка. Металл проходит входной контроль и только из качественного сырья выполняют стенки резервуара. Затем осуществляют производство люков, патрубков, торцов бака и металлических опор. Резервуар собирают с помощью автоматической или полуавтоматической сварки и обрабатывают антикоррозийным покрытием.

Производят баки для питьевой воды из нержавейки — экологичной, устойчивой к агрессивным воздействиям окружающей среды, сохраняющей питьевую воду без потери качества.
В нашей компании вы можете купить и заказать монтаж железобетонных резервуаров. На железобетонные опоры высотой 5 метров устанавливают плоское безбалочное перекрытие. Внутри резервуар разбит на секции железобетонными перегородками. Вокруг таких конструкций делают земляную насыпь толщиной до 1 метра, защищающую от замораживания.
Обращайтесь к нашим менеджерам! Они помогут вам оформить заявку, выполнят расчет стоимости емкости и ответят на вопросы, которые могут у вас возникнуть.
Изготовление обечаек
Предоставляем услуги по изготовлению металлических изделий из стального листа до 14 мм.На нашем ЧПУ станке, производства Италия ROCCIA.
Вольцы 4-х вольковые, позволяют изготовить изделия различных форм.
Обечайка — это открытый цилиндрический или конический элемент металлоконструкции (типа обода, барабана, кольца, короткой трубы). Обечайки изготавливаются методом. Гибка листа осуществляется в вальцах (листогибочной машине), толстолистовая сталь деформируются с предварительным подогревом.
Обечайки находят применение в строительной, металлургической, нефтеперерабатывающей промышленности. Самое большое количество заказов на производство обечайки мы получаем от машиностроительных предприятий.
Обечайки производятся для дальнейшего использования:
- в сварных металлоконструкциях: аппаратов, труб, котлов, баков, силосов, резервуаров, емкостей;
- в качестве заготовки: стальных бандажей, фланцев, бандажных колец, крановых барабанов, тормозных барабанов, конвейерный барабанов, роликов, патрубков, подбандажной обечайки вращающихся печей и других элементов промышленного нестандартного оборудования;
- в кожухах магистралей и конструкций опор мостов, водоводов, канализаций, переходов;
- для изготовления промышленных дымовых труб, вентиляционных труб, газоходов.
- деталей технологических трубопроводов: отводы сварные, тройники, переходы, патрубки из нержавейки, компенсаторы, опоры трубопроводов.
- Вальцевание обечайки, Вальцовка алюминиевого листа, Вальцовка алюминия, Вальцовка алюминия листового, Вальцовка завод, Вальцовка коническая, Вальцовка конуса из листового металла, Вальцовка конуса на вальцах, Вальцовка конусов, Вальцовка листа, Вальцовка листа по радиусу, Вальцовка листа услуга, Вальцовка листа цена, Вальцовка листового, Вальцовка листового материала, Вальцовка листового металла, Вальцовка листового металла москва, Вальцовка листового металла цена, Вальцовка листовой стали, Вальцовка металла, Вальцовка металла москва, Вальцовка металла цена, Вальцовка нержавейки в москве, Вальцовка обечаек, Вальцовка стали, Вальцовка стального листа 14мм конус на вальцахВальцовка толстого листового металла, Вальцовка толстолистового металлаВальцовка толстостенных обечаек, Вальцовка трубы из нержавейки, Вальцовка чпу, Гибка обечаек, Завод обечайки, Заготовка обечайки, Изготовим обечайки, Изготовление обечаек, Изготовление обечаек из листовой стали, Изготовление обечайки из металла, Коническую обечайку, Металлические обечайки, Обечаечные трубы, Обечайка из листа, Обечайка из листовой стали, Обечайка большого диаметра, Обечайка колодца, Обечайка купить, Обечайка купить цена, Обечайка нержавеющая сталь, Обечайка производство, Обечайка толстостенная, Обечайка цена, Производители обечаек, Производство обечаек из листа, Стальная обечайка, Станки для вальцовки листа, Стоимость вальцовки листового металла, Услуги по вальцовке листового металла, Услуги вальцовка, Услуги вальцовки металла, Услуги вальцовки москва, Цилиндрическая обечайка.


Технология вальцовки листового металла.
В сварочно-сборочном цехе имеется более десяти единиц вальцовочного оборудования, в том числе трех и четырехвалковая листогибочная машина позволяющая гнуть листы стали 09Г2С длинной до 3000 мм., толщиной до 14 мм. При этом минимальный внутренний диаметр получаемой заготовки 350 мм. Возможности оборудования позволяют вальцевать лист в различные формы обечайки: цилиндрическую, коническую, сферическую. Раскрой листового металла производится на портальной машине газо-плазменного раскроя металла. Операции сварки обечайки производится с использованием опорных роликовых вращателей, сварочных позионеров и манипуляторов. Сварка продольного и кольцевого шва может производится полуавтоматические установки для сварки под флюсом. Термическое оборудование представлено газовыми печами для нормализации и нагрева заготовки. В соответствии с требованиями к качеству продукции и технических условий заказчика на предприятии производится 100% контроль сварных швов ультразвуком (УЗК). По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.
По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Казань, Челябинск, Омск, Самара, Ростов-на-Дону, Уфа, Красноярск, Пермь, Воронеж, Волгоград, Краснодар, Саратов, Тюмень, Тольятти.
Биметаллические соединения для труб и труб
Заявки:
Наши биметаллические муфты позволяют напрямую соединять трубы и трубы из разнородных металлов с различной теплопроводностью (например, медь с нержавеющей сталью). Эти фитинги широко используются в криогенных линиях и других приложениях теплопередачи, где требуется контрастная теплопередача. Они также используются в немагнитных и ядерных приложениях, где свойства одного металла должны надежно переключаться на свойства другого.
Информацию о прочных, разборных герметичных переходах для алюминия, меди или титана см. На нашей странице фитингов ATCR и страницах с фланцами Bimetallic Atlas CF.
Процесс склеивания:
Благодаря использованию запатентованных промежуточных слоев в процессе сварки взрывом, наши биметаллические соединения полностью металлургически совместимы. Их склеивают методом низкой диффузии, который сводит к минимуму пористость и увеличивает прочность.
Наши биметаллические переходные муфты для труб и труб доступны во всех стандартных размерах, толщинах стенок и графиках в диапазоне от ⅜ ”до 40 ″ диаметров (от DN10 до DN750).Предлагаются испытания под давлением и сертификация до 400 фунтов на квадратный дюйм.
Доступные комбинации материалов:
- AS (алюминий 6061 / (прослойка: титан / медь) / нержавеющая сталь 316L)
- AT (алюминий 6061 / титан CP Gr2)
- AC (алюминий 6061 / C101 медь)
- TS (титан CP Gr. 2 / нержавеющая сталь 316L)
- CS (медь C101 / нержавеющая сталь 316L)
 2 / нержавеющая сталь 316L)
2 / нержавеющая сталь 316L)Доступны практически любые комбинации металлов.Обращайтесь к нам за дополнительной информацией!
Конфигурация сварного шва:
- BW (Подготовка под сварку)
- SW (подготовка под сварку внахлест)
- МВт (подготовка под сварной шов)
Конфигурации графика трубопровода:
- График 10
- График 40
- График 80
Сертификат испытаний под давлением:
- N (не испытано и не сертифицировано)
- Q (испытано под давлением и сертифицировано до 400 фунтов на кв. Дюйм)
Характеристики Условия окружающей среды
- Вакуум, номинальный до 1 x 10 -9 Торр (все соединения испытаны на вакуум)
Тепловой
- Температура отжига: 300 ° C
- Диапазон рабочих температур от 4K до 250 ° C (в зависимости от комбинации металлов)
Некоторые сантехнические материалы нельзя смешивать
Если вы проводите какие-либо работы по модернизации или ремонту сантехнической системы в старом доме, можно с уверенностью сказать, что вы столкнетесь с необходимостью перехода от трубы старого типа к одному из современных материалов. Это может быть переход от оцинкованных водопроводных труб с резьбой к медным трубам или от старых чугунных канализационных сетей к современным АБС.
Это может быть переход от оцинкованных водопроводных труб с резьбой к медным трубам или от старых чугунных канализационных сетей к современным АБС.
К счастью для всех нас, эти переходы достаточно распространены, поэтому на рынке есть ряд фитингов, которые позволяют быстро, легко и безопасно соединять разнородные трубы. Фитинги легко доступны в магазинах бытовой техники, строительных магазинах и в магазинах сантехники.
ТРУБКА МЕДНАЯ К СТАЛЬНОЙ РЕЗЬБЕ
Если вы просматривали раздел сантехники в домашнем центре, вы, несомненно, заметили, что есть фитинги для медных труб с резьбой, которые можно припаять прямо на конец трубы, и они будут навинчиваться непосредственно на старые оцинкованные водопроводы с резьбой.Так в чем проблема?
Проблема в том, что цинк, используемый для цинкования резьбовых водопроводных труб, не очень хорошо сочетается с медью. Если вы сделаете прямое соединение, эти два материала будут взаимодействовать в химической реакции, которая разъедает соединение и, в конечном итоге, вызывает утечку.
Для безопасного соединения меди и оцинкованной стали у вас есть два варианта. Поскольку латунь не вступает в реакцию ни с медью, ни с цинком, один из способов — убедиться, что у вас есть резьбовой охватывающий конец как на медной, так и на стальной трубах, а затем соединить их, просто вставив между ними короткий латунный ниппель с резьбой. .
Второй способ — использовать специальный переходной фитинг, называемый диэлектрическим соединением. Диэлектрический штуцер имеет на одном конце стальной фитинг с внутренней резьбой, который навинчивается на стальную трубу. Другой конец имеет медный контактный фитинг (без резьбы) с внутренней резьбой, который припаивается к медной трубе. Затем две половины соединения соединяются с помощью контргайки и двух изолирующих шайб, которые предотвращают контакт медной половины со стальной половиной. Фитинги стоят менее 10 долларов, и это не только облегчает выполнение перехода, но и оставляет вам стык на линии, который можно разобрать позже, если вам потребуется выполнить другие работы на линиях.
ПЛАСТИКОВАЯ ТРУБА К МЕДНОЙ ИЛИ СТАЛЬНОЙ ТРУБЕ
Соединение пластиковых труб, таких как АБС или ПВХ, и металлических труб, таких как медь или оцинкованная сталь, очень просто. Химические вещества, используемые при производстве любой из этих труб, не вступают в реакцию друг с другом, поэтому вам не о чем беспокоиться.
Соединение между пластиком и металлом — это просто вопрос выбора резьбового фитинга подходящего размера и конфигурации для перехода.Помните, что на конец медной трубы сначала необходимо припаять фитинг с наружной или внутренней резьбой.
Например, предположим, что вы устанавливаете новую раковину и хотите использовать сифон из АБС-пластика диаметром 1 1/2 дюйма, подсоединенный к 2-дюймовой стальной трубе с внутренней резьбой, которая в данный момент находится в стене. Пластиковые трубные фитинги доступны как с резьбой (доступны как наружная, так и с внутренней резьбой) или скольжения (без резьбы для выполнения клеевых соединений). Сначала выберите 2-дюймовый фитинг из АБС-пластика с наружной резьбой на одном конце и внутренним скользящим соединением на другом, и ввинтите фитинг в имеющуюся стальную трубу.Приклейте к нему переходник с наружной резьбой 2 дюйма x 1 1/2 дюйма с внутренней резьбой, а затем приклейте к ловушке на 1 1/2 дюйма.
Сначала выберите 2-дюймовый фитинг из АБС-пластика с наружной резьбой на одном конце и внутренним скользящим соединением на другом, и ввинтите фитинг в имеющуюся стальную трубу.Приклейте к нему переходник с наружной резьбой 2 дюйма x 1 1/2 дюйма с внутренней резьбой, а затем приклейте к ловушке на 1 1/2 дюйма.
При переходе между пластиком и металлом оберните резьбу тефлоновой лентой, чтобы уплотнить соединение, а также облегчить сборку. Не используйте смазку для труб на этих соединениях, так как это может испортить пластик. Кроме того, для герметизации будет достаточно двух витков ленты — большее количество слоев может вызвать нагрузку на соединение и фактически вызвать утечку.
ПЛАСТИКОВАЯ ТРУБКА К ЧУГУННОЙ ТРУБЕ
Также широко доступны переходные фитинги для адаптации трубы из АБС к чугуну.Фитинг, называемый ленточным зажимом, представляет собой толстую резиновую трубку с винтовыми зажимами на каждом конце. Чтобы использовать фитинг, наденьте один конец на внешнюю сторону чугунной трубы, а другой конец на пластиковую трубу, затем с помощью отвертки затяните зажимы на обоих концах.
Это лишь несколько примеров из сотен доступных переходных фитингов. Просто определите тип и размер труб, которые вы пытаетесь соединить, и ваш дилер поможет вам выбрать наиболее подходящий тип фитинга для работы.
Вопросы по модернизации и ремонту? Напишите Полу на [email protected].
***
Каково ваше мнение? Оставляйте свои комментарии ниже или отправьте письмо редактору. Чтобы связаться с автором, щелкните имя автора в верхней части статьи.
ПЕРЕХОДНОЕ СОЕДИНЕНИЕ ТРУБЫ — КОМПАНИЯ ПО ПРОИЗВОДСТВУ ЛАТУННЫХ МАШИН
ОБЛАСТЬ ИЗОБРЕТЕНИЯРаскрытое изобретение в целом относится к трубным соединениям или муфтам и, в частности, к муфте между неметаллической трубой и металлическим фитингом или трубой, при этом труба и фитинг имеют разные коэффициенты теплового расширения.
Использование неметаллических или пластиковых труб в быту и промышленности становится все более частым. В некоторых случаях, например, в системах распределения водопроводных труб, необходимо выполнить соединение между пластиковой трубой и более традиционным металлическим трубопроводом. Возникли определенные проблемы, в первую очередь из-за различий в тепловом расширении и сжатии металлических и неметаллических трубопроводов. Если, например, пластмассовый резьбовой фитинг вставлен непосредственно в соответствующий металлический фитинг, разница в коэффициентах теплового расширения может вызвать утечку.
В некоторых случаях, например, в системах распределения водопроводных труб, необходимо выполнить соединение между пластиковой трубой и более традиционным металлическим трубопроводом. Возникли определенные проблемы, в первую очередь из-за различий в тепловом расширении и сжатии металлических и неметаллических трубопроводов. Если, например, пластмассовый резьбовой фитинг вставлен непосредственно в соответствующий металлический фитинг, разница в коэффициентах теплового расширения может вызвать утечку.
В предшествующем уровне техники предлагались различные переходные фитинги и муфты, чтобы избежать этих проблем. Патент США US 3533649, например, раскрывает переходной фитинг или муфту, которая соединяет пластиковую трубу с металлической трубой. Однако было обнаружено, что желательно избегать переходных фитингов, соединяя пластиковую трубу непосредственно с металлическим клапаном, таким как клапаны для туалета или туалета, которые можно найти в доме. Кроме того, желательно исключить потребность в стяжной гайке, которая требуется в фитинге, описанном в вышеупомянутом патенте.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Переходное соединение и способ по настоящему изобретению позволяют подсоединять пластиковую трубу, например, непосредственно к металлическому клапану или тому подобному, и устраняют необходимость в стяжной гайке. Переходное соединение согласно настоящему изобретению включает металлическую муфту, такую как металлический клапан, и кольцевую пластиковую вставку или наконечник. Металлическая муфта имеет с открытым концом цилиндрическим отверстием, заканчивающуюся в опорной стенке, которая получает кольцевую манжету.Один конец кольцевого наконечника расположен по отношению к опорной стенки и противоположные торцевые примыкает открытый конец ствола. Требование гайки сжатия устраняется путем деформации конца муфты в отверстие, чтобы сформировать непрерывную кольцевую концевую часть зацепления металлического наконечника конца и упругое смещение наконечника против упорной стенки. Таким образом, манжета надежно удерживается в отверстии муфты, обеспечивая при этом относительное тепловое расширение манжеты.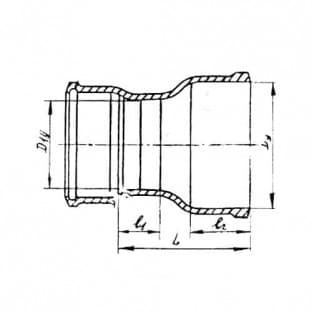
В раскрытом варианте осуществления манжета включает в себя упругое уплотнительное кольцо, которое входит в кольцевую канавку в манжете.Уплотнительное кольцо имеет внешний диаметр больше, чем внешний диаметр цилиндрического наконечника, и меньше, чем внутренний диаметр отверстия муфты. Таким образом, уплотнительное кольцо упруго прижимается к внутреннему диаметру отверстия муфты для уплотнения вставки внутри муфты. В предпочтительном варианте уплотнительное кольцо также выходит за пределы конца наконечника и упруго смещена по отношению к опорной стенкой на кольцевой концевой части муфты.
В предпочтительном варианте металлической муфты отверстие включает коническую фаску, которая упруго сжимает уплотнительное кольцо манжеты, когда манжета вставляется в отверстие муфты.Коническая фаска также является частью кольцевой концевой части муфты, определяя дугообразный дистальный конец, смещенный к концу пластмассовой манжеты.
Пластиковая труба вставляется в отверстие кольцевой пластмассовой вставки или наконечника и прикрепляется к наконечнику любым подходящим способом, например сваркой растворителем. В предпочтительном варианте осуществления пластиковая труба и вставка имеют одинаковый химический состав и имеют одинаковые коэффициенты теплового расширения.
В предпочтительном варианте осуществления пластиковая труба и вставка имеют одинаковый химический состав и имеют одинаковые коэффициенты теплового расширения.
Другие преимущества и достоинства переходного соединения и способа данного изобретения будут очевидны из следующего описания предпочтительного варианта осуществления и способа этого изобретения и чертежей.Следует понимать, что в предпочтительный вариант осуществления могут быть внесены различные модификации без выхода за рамки прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид сбоку в разрезе одного варианта металлического фитинга и манжеты согласно настоящему изобретению;
РИС. 2 представляет собой частичный вид в разрезе одного варианта осуществления переходного соединения по настоящему изобретению с использованием манжеты и фитинга, показанных на фиг. 1;
РИС.3 — увеличенный вид в разрезе фиг. 2; и
ФИГ. 4 — вид с торца переходного соединения, показанного на фиг. 2.
2.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ И СПОСОБА ДАННОГО ИЗОБРЕТЕНИЯ
Раскрытый вариант осуществления переходного соединения 20, показанного на фиг. 2 включает в себя металлическую муфту или фитинг 22, пластиковую вставку или манжету 24 и пластиковую трубу 26. Раскрытый фитинг 22 включает конец 28 с внешней резьбой, который может использоваться для крепления муфты к металлической трубе обычными средствами и осевой жидкостью. проход или отверстие 30.Понятно, что конец муфты с резьбой будет зависеть от конкретного применения и что переходное соединение по настоящему изобретению приспособлено для использования с любой обычной муфтой или фитингом, включая клапаны и т.п.
Противоположная конец муфты включает в себя отверстие 34, выполненный с возможностью приема наконечника 24 и имеющую больший диаметр, чем проход жидкости 30, чтобы определить опорную стенку 36. Упор стенка обращена к увеличенной цилиндрическое отверстие 38, которое соединяется с отверстием 34 фаской 40, как показано на фиг. 1. Увеличенное отверстие 38 также определяет уменьшенную цилиндрическую концевую часть муфты. В раскрытом варианте осуществления муфта включает плоский или шестигранный выступ 44 гаечного ключа, как показано на фиг. 1 и 4 для облегчения крепления муфты ко второму элементу (не показан).
1. Увеличенное отверстие 38 также определяет уменьшенную цилиндрическую концевую часть муфты. В раскрытом варианте осуществления муфта включает плоский или шестигранный выступ 44 гаечного ключа, как показано на фиг. 1 и 4 для облегчения крепления муфты ко второму элементу (не показан).
Пластиковая манжета 24 включает цилиндрическую внешнюю поверхность 48, которая плотно входит в цилиндрическое отверстие 34 муфты, как показано на фиг. 2 и упругое уплотнительное кольцо 50, которое получено в пределах кольцевой канавки 52, отверстия в радиальном направлении наружу и в направлении опорной стенки 36 муфты.Противоположный конец пластмассовой манжеты имеет фаску 54 по причинам, указанным ниже. Раскрытый вариант пластиковой манжеты включает осевое отверстие 56, приспособленное для приема трубы 26, как показано на фиг. 2, и меньший канал 58 для жидкости, определяющий опорную стенку 60.
Понятно, что материалы для элементов переходного соединения по настоящему изобретению будут зависеть от конкретного применения, однако в предпочтительном варианте осуществления манжета 24 и Трубы 26 изготовлены из пластика, который относительно инертен к химическому воздействию, относительно легкий и имеет подходящие прочностные характеристики для применения в трубопроводах. Фитинг или муфта 22 предпочтительно изготовлены из металла, который обычно используется в трубопроводах, и поэтому имеет другой коэффициент теплового расширения, чем пластиковые манжета и труба. Кроме того, пластиковая втулка и труба предпочтительно выполнены из пластмасс, имеющих аналогичный химический состав, так что коэффициент теплового расширения является одинаковым или подобным. Уплотнительное кольцо 50 предпочтительно представляет собой упругий пластиковый материал, такой как неопрен или другие синтетические каучуковые материалы.
Фитинг или муфта 22 предпочтительно изготовлены из металла, который обычно используется в трубопроводах, и поэтому имеет другой коэффициент теплового расширения, чем пластиковые манжета и труба. Кроме того, пластиковая втулка и труба предпочтительно выполнены из пластмасс, имеющих аналогичный химический состав, так что коэффициент теплового расширения является одинаковым или подобным. Уплотнительное кольцо 50 предпочтительно представляет собой упругий пластиковый материал, такой как неопрен или другие синтетические каучуковые материалы.
Подходящим материалом для пластиковой манжеты и трубы является хлорированный поливинилхлорид (ХПВХ) или непластифицированный поливинилхлорид (ПВХ). Хлорированный поливинилхлорид имеет основные характеристики продукта, свойственные ПВХ, с дополнительным преимуществом, заключающимся в большей прочности при повышенных температурах. В зависимости от конкретного применения также могут быть использованы другие подходящие пластмассовые материалы. Фитинг или муфта 22 могут быть выполнены из любого подходящего металлического материала, обычно связанного с водопроводными системами, включая латунь или железо.
Переходное соединение 20, показанное на ФИГ. 2 собирается, сначала вставляя пластиковую манжету 24 в отверстие 34 муфты. Как показано на фиг. 1, цилиндрическая внешняя поверхность 48 манжеты имеет, по существу, такой же внешний диаметр, что и внутренний диаметр отверстия 34. Напряженный внешний диаметр уплотнительного кольца 50, однако, больше внутреннего диаметра отверстия, так что O -кольцо сжимается при вставке манжеты в отверстие муфты. Сжатию уплотнительного кольца способствуют увеличенное отверстие 38 и фаска 40.Когда адаптер вставляется в отверстие 34, уплотнительное кольцо плотно входит в увеличенное отверстие 38 и затем сжимается конической фаской 40, уменьшая повреждение уплотнительного кольца во время сборки. Обойма не поджимается в отверстие муфты 34 до конца 62 входит в зацепление с опорной стенкой 36 муфты, как показано на фиг. 2. В этом положении уплотнительного кольца 50 сжимается в радиальном направлении уплотнения относительно внутренней поверхности 34 отверстия и в осевом направлении по отношению к манжете для упругого зацепления опорной стенки 36, обеспечивая второе уплотнение, которое не найдено в предшествующем уровне техники . Уплотнение уплотнительного кольца по отношению к упорной стенки увеличивается, когда наконечник закреплен на месте, как описано ниже.
Уплотнение уплотнительного кольца по отношению к упорной стенки увеличивается, когда наконечник закреплен на месте, как описано ниже.
В предпочтительном варианте осуществления переходного соединения и способа по настоящему изобретению уменьшенный цилиндрический конец 42 муфты деформируется после вставки пластмассовой манжеты 24, образуя непрерывную кольцевую концевую часть 64, входящую в контакт с концом 54 манжеты. (1) упруго смещать наконечник против опорной стенки 36 муфты, (2) надежно удерживать наконечник в отверстии муфты 34, и (3) обеспечить относительное тепловое расширение наконечника в отверстии муфты.Конец 64 манжеты может быть деформирован в подходящем штампе, имеющем, например, коническое отверстие, или конец может быть закручен обычными способами. Как показано на фиг. 3, деформированная концевая часть муфты упруго смещает манжету и образует пружину типа «Беллвилля». Внутренняя поверхность деформированной концевой части включает коническую фаску 40 и дугообразную поверхность 66, входящую в зацепление с фаской 54 манжеты. Внутренняя поверхность выступа обычно параллельна конической фаске, как показано на фиг.3. Таким образом, фаска выполняет две функции, включая упругое сжатие уплотнительного кольца 50, как описано выше, а фаска служит для сохранения дугообразной конфигурации концевой части во время деформации. Понятно, что там, где муфта выполнена из действительно пластичного материала, такого как латунь, действие пружины ограничено, однако конфигурация концевой части по-прежнему дает преимущества, описанные выше, включая упругое сжатие пластмассовой манжеты 24 и O- кольцо 50 против упорной стенки для обеспечения герметизации наконечника в пределах муфты отверстия 34 и обеспечить относительное тепловое расширение наконечника.
Внутренняя поверхность выступа обычно параллельна конической фаске, как показано на фиг.3. Таким образом, фаска выполняет две функции, включая упругое сжатие уплотнительного кольца 50, как описано выше, а фаска служит для сохранения дугообразной конфигурации концевой части во время деформации. Понятно, что там, где муфта выполнена из действительно пластичного материала, такого как латунь, действие пружины ограничено, однако конфигурация концевой части по-прежнему дает преимущества, описанные выше, включая упругое сжатие пластмассовой манжеты 24 и O- кольцо 50 против упорной стенки для обеспечения герметизации наконечника в пределах муфты отверстия 34 и обеспечить относительное тепловое расширение наконечника.
После закрепления манжеты 24 пластиковая труба 26 может быть вставлена внутрь манжеты, как показано на фиг. 2 и закреплен на месте. Упорная стенка 60 манжеты точно позиционирует трубу внутри манжеты. В большинстве случаев пластиковая труба 26 должна быть закреплена в манжете и загерметизирована. Это может быть выполнено любыми подходящими средствами, включая склеивание растворителем или сварку. Подходящим растворителем для хлорированного поливинилхлорида является «Цемент на основе растворителей ХПВХ», продаваемый Amoco Chemicals Corporation, который содержит тетрагидрафуран.Растворитель наносится либо на внутренний диаметр отверстия 56, либо на внешний диаметр трубы 26, либо на оба, и труба вставляется в манжету, надежно удерживая и герметизируя трубу на манжете. Понятно, что также могут быть использованы другие подходящие растворители, которые могут потребоваться в зависимости от состава трубы и пластмассовой манжеты.
Это может быть выполнено любыми подходящими средствами, включая склеивание растворителем или сварку. Подходящим растворителем для хлорированного поливинилхлорида является «Цемент на основе растворителей ХПВХ», продаваемый Amoco Chemicals Corporation, который содержит тетрагидрафуран.Растворитель наносится либо на внутренний диаметр отверстия 56, либо на внешний диаметр трубы 26, либо на оба, и труба вставляется в манжету, надежно удерживая и герметизируя трубу на манжете. Понятно, что также могут быть использованы другие подходящие растворители, которые могут потребоваться в зависимости от состава трубы и пластмассовой манжеты.
Еще одно преимущество переворачивания или вращения конца муфты для фиксации манжеты на месте состоит в том, что муфта может быть хромирована до того, как будет сформирован конец муфты.Если после прокатки на муфту нанесено покрытие, хромовый раствор будет накапливаться под кромкой прокатки и может вызвать утечку. Штыри или другие средства крепления могут повредить покрытие, что приведет к коррозии в поврежденных местах.
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и применения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости.Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически приклеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка. Поэтому термин «трубопроводная арматура» иногда упоминается как в контексте труб, так и в контексте труб. Хотя фитинги похожи по форме на трубные фитинги, они редко соединяются такими методами, как пайка. Некоторые методы накладываются друг на друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
Поэтому термин «трубопроводная арматура» иногда упоминается как в контексте труб, так и в контексте труб. Хотя фитинги похожи по форме на трубные фитинги, они редко соединяются такими методами, как пайка. Некоторые методы накладываются друг на друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к соответствующему руководству по трубам и трубопроводам.
Трубные фитинги: материалы для фитингов и производственные процессы
Чугун чугун и ковкий
Фитинги для чугунных труб подразделяются на гладкие и раструбные. Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому, например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому, например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
часто используются там, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.ком
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших размеров. диаметры, они обычно не используются сегодня, так как нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, сварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и накладное соединение. Резьбовой фланец подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление.Притертые фланцы часто используются там, где будут частые разъединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцы могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при том же напряжении болта, которое применяется к плоской прокладке, могут выдерживать более высокое давление.
Уплотнительные кольца обеспечивают особенно плотное соединение и при том же напряжении болта, которое применяется к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику.Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцев и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы, подготовленной таким же образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.

Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстроразъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены как трубопроводы с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или колена на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба также является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для структурного применения, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные трубные ниппели, соответствующие диаметру трубы, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных тройниковых соединений, специализированная фурнитура включает порталы для служебных отверстий и различные стили хранилищ. Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые трубные фитинги доступны как для сварки муфт (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.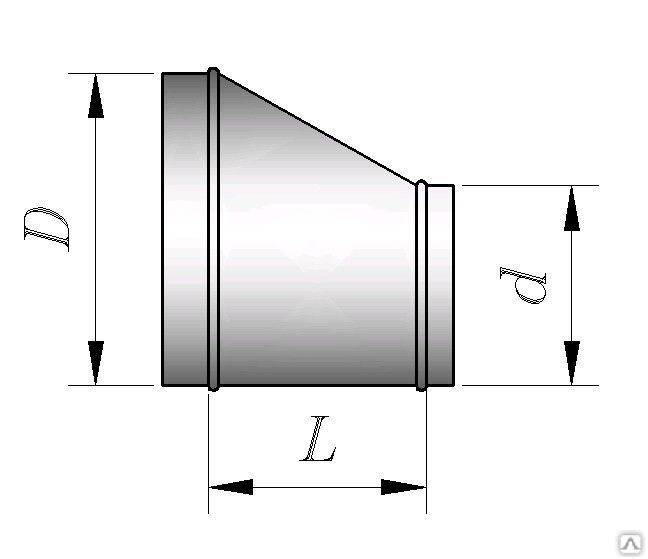 Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
доступны в стандартных формах и стилях, а также с диапазоном размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профилей, например квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубами из ПВХ, предназначенными для использования в конструкциях, таких как заборы, перила или мебельные конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями. Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, например, оцинкованные перила для труб.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками и вдавливаются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых приложениях, использующих пластиковые трубы, например, в водопроводе для мойки стоков, некоторые трубы светильники, таких как п-ловушки могут быть соединены с резьбовым соединением, используя нейлоновые шайбы и удерживающим или стопорной гайкой. Эта особенность облегчает разборку и устранение засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ перед альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка, при этом для герметизации соединения используется уплотнительное кольцо или прокладка.
Типы трубопроводной арматуры: области применения и отрасли промышленности
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее. Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, в то время как фитинги с британской стандартной трубной резьбой (BPST) используют немного меньший угол конуса — 55 градусов.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, идентифицируемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, патрубок с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы можно было показать всю систему трубопроводов в одной плоскости.
Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы можно было показать всю систему трубопроводов в одной плоскости.
Велдолеты
Эти небольшие привариваемые патрубки укрепляют трубу в месте отверстия, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях на процедуру сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда трубы необходимо предварительно нагреть перед сваркой и термически обработать после, чтобы снять тепловое напряжение.
Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях на процедуру сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда трубы необходимо предварительно нагреть перед сваркой и термически обработать после, чтобы снять тепловое напряжение.
Навинчиваемые фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, приваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы. Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где процесс изготовления может быть автоматизирован. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электросваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для изготовления этих сварных швов доступен ряд специализированного оборудования.
Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для изготовления этих сварных швов доступен ряд специализированного оборудования.
Изображение предоставлено: Yuthtana artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.А для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
К общедоступным относятся:
- колпачки
- заглушки
- соски
- отвод
- тройники
- Wyes
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или заглушки могут использоваться для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб с целью облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °. Трубы с малой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают арматуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, такими как пластмассовые и металлические трубы.
Трубы с малой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают арматуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, такими как пластмассовые и металлические трубы.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5-мерный изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Арматура для дождевателей
Системы пожаротушения и пожарные спринклеры могут использовать трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или катанными канавками, в которых используются системы кольца и кулачка для соединения труб. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате, эти кольцевые и кулачковые системы, кажется, довольно распространены в этой отрасли.
Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате, эти кольцевые и кулачковые системы, кажется, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо принять дополнительные меры для обеспечения адекватной поддержки системы и защиты трубы и фитингов от прямого воздействия огня.
В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо принять дополнительные меры для обеспечения адекватной поддержки системы и защиты трубы и фитингов от прямого воздействия огня.
Падение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют главную роль. Инженеры по трубопроводам часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсы Помимо организаций, спонсирующих коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
Д.
Это руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения- ABS — Акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и сброс
- MEP — механическое, электрическое и водопроводное оборудование
- NPT — трубная коническая резьба National
- NPS — прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https: // www. plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
 plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
plantservices.com/articles/2010/04mechanicalpipejoints/?start=2Трубы прочие изделия
Больше из оборудования
Как я могу подключить другие материалы к трубе из высокопрочного чугуна? | McWane Ductile
Опять же, муфта или переходник должны быть подходящего размера и диапазона для трубы прямого ввода. Эти устройства могут иметь ограниченную и неограниченную конфигурацию.
У каждого производителя есть свои собственные инструкции по сборке и затяжке соединения для их муфты в зависимости от типа используемой трубы. Обязательно следуйте рекомендациям производителя в отношении продукта и используемой трубы.
Вставка трубы DI в раструб из ПВХ (размер DI PVC) или вставка трубы из ПВХ DI OD в раструб DI должна технически работать, когда другие средства недоступны.
Применительно к этому применению следует учитывать, что отметки глубины на вставляемой трубе должны быть скорректированы с учетом глубины раструба, в который вставляется «другая» труба.
Если после установки возникнет проблема с соединением, производители двух труб не смогут оказать помощь в соединении их материала с другим материалом.
И, наконец, когда требуется ограничение, метод ограничения одним производителем может не применяться к материалам другого производителя. Например, удерживающая прокладка DI может не работать с трубой из ПВХ, которая предназначена для работы с трубой DI.
При подключении DI трубы к существующей стальной трубе, бетон напорной трубы, переменный или другой трубе, это может быть необходимо, чтобы выставить существующую трубу, чтобы определить тип, размер, OD, и, если это возможно, производитель существующей трубы.Для многих типов труб потребуются изготовленные на заказ муфты для соединения с DI (или любой другой) трубой.
В некоторых случаях изготовителю трубы может потребоваться изготовить этот переходник. Существует множество производителей муфт, которые могут изготавливать муфты именно из того материала, который вы подключаете, после того, как вы определили тип, размер и внешний диаметр, которые вы подключаете.
Я перечислил несколько компаний, которые производят стандартные и специальные муфты по индивидуальному заказу, которые подходят для любого вашего применения.Ваш местный торговый представитель McWane или дистрибьютор McWane сможет помочь вам найти лучший вариант подключения DI к трубам из других материалов. При установке любой трубы следует руководствоваться рекомендациями изготовителя трубы И изготовителя муфты / фитинга.
Чем трубопровод из ХПВХ отличается от металлического трубопровода?
Введение
На протяжении десятилетий металлические трубопроводные системы были статус-кво для многих промышленных приложений. Углеродистая сталь, нержавеющая сталь и другие сплавы прочны, долговечны и способны выдерживать высокие температуры и повышенное давление в этих средах.
Другая основная причина, по которой обычно используются металлические системы, — это их привычный выбор. Инженеры получили полное представление о возможностях материала, в том числе о том, когда возникнут проблемы и их масштабы.
Когда речь идет о промышленных трубопроводных системах, любое решение о переходе от известного к неизвестному принимается без малейших колебаний и по уважительной причине. Любая ошибка может стоить компании миллионы, а инженеру — его репутации.
Альтернативная стоимость металла
Тем не менее, альтернативные издержки приверженности проверенному и верному могут быть столь же пагубными. Многие промышленные применения, включая химическую обработку, хлорщелочную обработку, переработку полезных ископаемых и производство электроэнергии, получают огромную ценность от трубопроводных систем, построенных из хлорированного поливинилхлорида (ХПВХ).
В частности, промышленные предприятия снижают затраты на установку, сокращают время простоя и повышают эффективность процесса благодаря переходу на трубопроводы, фитинги и клапаны из ХПВХ.
Как пластик может превосходить металл?
Технология CPVC была специально разработана для удовлетворения требований жестких производственных условий. В 1958 году Lubrizol был первым, кто превратил ХПВХ в полезный материал для труб и фитингов. Corzan ® CPVC — это термопласт, способный выдерживать длительное воздействие высоких температур и повышенного давления, обеспечивая при этом превосходную коррозионную стойкость.
В 1958 году Lubrizol был первым, кто превратил ХПВХ в полезный материал для труб и фитингов. Corzan ® CPVC — это термопласт, способный выдерживать длительное воздействие высоких температур и повышенного давления, обеспечивая при этом превосходную коррозионную стойкость.
Эта страница была написана для того, чтобы подробно описать, насколько ХПВХ сопоставим с металлом и чем он отличается.Это также поможет развеять некоторые мифы о неверно воспринятых слабых местах материала.
Если вы подумываете о применении ХПВХ в своей промышленной системе или даже задаетесь вопросом, стоит ли использовать металл, надеюсь, эта страница может дать рекомендации и ответить на несколько вопросов.
Что такое хлорированный поливинилхлорид?
Хлорированный поливинилхлорид (ХПВХ) является важным техническим термопластом из-за его относительно низкой стоимости, высокой температуры стеклования, высокой температуры теплового искажения, химической инертности, а также выдающихся механических, диэлектрических свойств, а также свойств пламени и дыма.
Концептуально ХПВХ представляет собой гомополимер ПВХ, подвергнутый реакции хлорирования. Обычно хлор и ПВХ реагируют по основному свободнорадикальному механизму, который может быть вызван различными подходами с использованием тепловой и / или УФ-энергии.
Содержание хлора в базовом ПВХ может быть увеличено с 56,7% до 74%, хотя обычно большинство коммерческих смол ХПВХ содержат от 63 до 69% хлора. По мере увеличения содержания хлора в CPVC температура стеклования (Tg) — температурная область, в которой полимер переходит из твердого стекловидного материала в мягкий эластичный материал — значительно увеличивается.
Дополнительные атомы хлора защищают углеродную основу полимера от химического воздействия и придают ему большую термостойкость. Повышенная термостойкость позволяет выдерживать давление ХПВХ при более высоких температурах. Соединение также по своей природе инертно к кислотам, основаниям, солям и алифатическим углеводородам, все из которых имеют тенденцию к коррозии металлов.
Диаграмма ХПВХ (слева) на молекулярном уровне по сравнению с ПВХ (справа). Красные сферы представляют собой хлорные элементы.
Затем смолуCPVC смешивают с добавками. Количество и комбинация этих добавок изменяют многие присущие смоле ХПВХ свойства, одновременно облегчая ее технологичность.
Устойчивость к температуре и давлению
Способность материала выдерживать высокие температуры и давление в течение продолжительных периодов времени имеет важное значение для работы промышленной системы. Любые слабые места здесь и руководители эксплуатации завода будут регулярно проводить ремонт, отключать систему для внепланового обслуживания и, возможно, преждевременно заменять систему трубопроводов.
Металл доказал свою способность удовлетворять требования к температуре и давлению, но как насчет ХПВХ?
Устанавливая стандарты
Каждый материал трубопровода должен эмпирически подтверждать, какой уровень внутреннего давления он может выдержать. Что касается термопластов, то и ASTM, и ISO публикуют методы определения номинального давления термопластичных трубопроводных материалов, но ASTM D2837 («Стандартный метод испытаний для получения гидростатической основы расчета для термопластичных материалов для труб или основы для расчета давления для термопластичных трубных изделий») наиболее широко используется в Соединенных Штатах. Состояния.
Что касается термопластов, то и ASTM, и ISO публикуют методы определения номинального давления термопластичных трубопроводных материалов, но ASTM D2837 («Стандартный метод испытаний для получения гидростатической основы расчета для термопластичных материалов для труб или основы для расчета давления для термопластичных трубных изделий») наиболее широко используется в Соединенных Штатах. Состояния.
В соответствии с ASTM D2837 способность материала трубопровода выдерживать давление определяется путем воздействия на ряд образцов давления в диапазоне, которое может вызвать разрыв трубы в течение времени от нескольких часов до более 10 000 часов. Данные анализируются с использованием линейного регрессионного анализа, и напряжение, необходимое для срока службы 100 000 часов (Долгосрочная гидростатическая прочность или LTHS), определяется экстраполяцией. Используя LTHS, категория гидростатического расчета (HDB) для материала определяется с использованием следующей таблицы ASTM.
Расчетный коэффициент (часто называемый «коэффициентом безопасности») 0,5 затем умножается на HDB psi материала, чтобы определить максимально допустимое напряжение на материал или гидростатическое расчетное напряжение (HDS) для водных систем.
Этот расчетный коэффициент основан на двух группах условий:
- Переменные производства и тестирования, в частности, обычные отклонения в материалах, производстве, размерах, правильных методах обращения и процессах оценки.
- Применение и переменные использования, а именно: установка, окружающая среда, температура, возможные опасности, желаемый срок службы и выбранная степень надежности.
Согласно ASTM, этот расчетный коэффициент определяет, какой материал «способен выдерживать непрерывно с высокой степенью уверенности в том, что разрушения трубы не произойдет».
CPVC рассчитан на такое давление с водой как комнатной температуры (73 ° F), так и 180 ° F. Таблица снижения номинальных характеристик предоставляется для других температур в пределах рабочего диапазона материала.
Ниже приведены максимальная рабочая температура и диапазон давления Corzan CPVC, определенные стандартом ASTM D2837.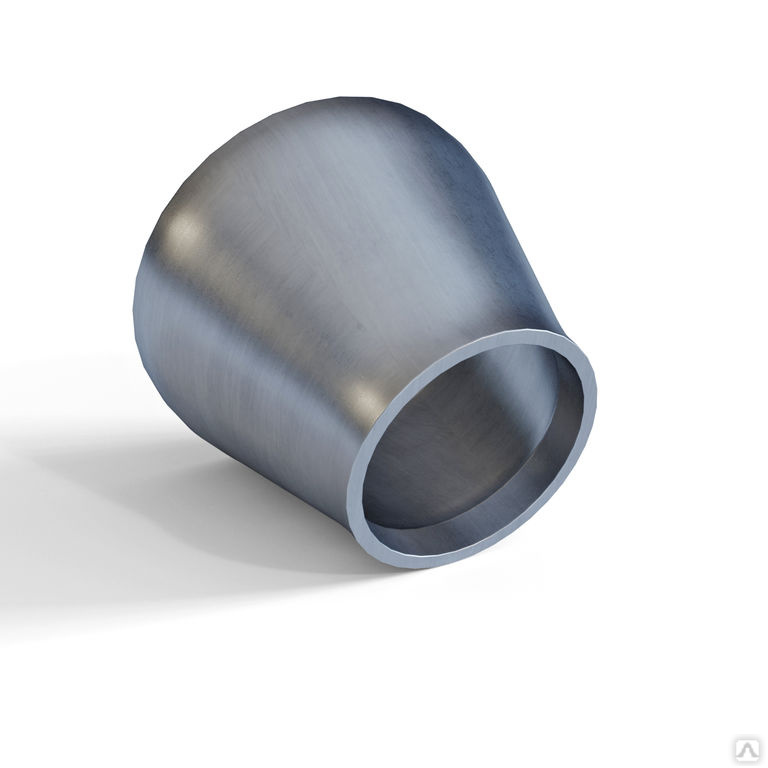 Красная область — это то, что большинство инженеров воспринимают как возможности CPVC. Светло-серый цвет — это фактический полный рабочий диапазон Corzan CPVC.
Красная область — это то, что большинство инженеров воспринимают как возможности CPVC. Светло-серый цвет — это фактический полный рабочий диапазон Corzan CPVC.
Преимущества ХПВХ перед металлом
Коррозия
Наиболее значительным преимуществом трубопроводной системы из ХПВХ перед металлическими альтернативами является ее коррозионная стойкость.
Металлические трубопроводные системы подходят для обработки чистой воды с нейтральным pH. Однако, как только pH жидкости выходит далеко за пределы нейтрального (~ 7) или вводится соль (например, солоноватая или морская вода), металлы начинают корродировать и могут относительно быстро разлагаться.
Причина в том, что ионы в кислых (pH <7) и щелочных (pH> 7) жидкостях, а также в солевых растворах могут вступать в реакцию со многими металлами, вызывая коррозию. Эта атака ускоряется при наличии растворенного кислорода.
И наоборот, трубы и фитинги, изготовленные из материала CPVC, по своей природе инертны по отношению к большинству кислот, оснований и солей, что означает, что агрессивные ионы, которые атакуют металлы, проходят прямо через CPVC, оставляя трубопровод невредимым.
Коррозия металла:
Металлы могут подвергаться коррозии из-за точечной коррозии, когда крошечные ямки образуются по длине трубы, уменьшая толщину стенки трубы и снижая ее способность выдерживать давление.
Другой повод для беспокойства — щелевая коррозия.Здесь ионы в жидкости концентрируются в щелях вокруг сварных швов, фланцев и других типов соединений труб. Это скопление ионов может быстро разрушить материал, вызывая утечки в сварных швах и соединениях.
Последствия коррозии
Последствия и степень коррозии в системе трубопроводов будут различаться в зависимости от области применения, но в целом коррозия может привести к следующим проблемам:
- Номинальное давление снижается из-за утонения стенок трубы.
- Скорость потока можно уменьшить, если потребовать от насосов большего.
- Чистота жидкости может быть загрязнена, поскольку корродированные части уплывают. Это серьезная проблема для приложений с высокими стандартами чистоты.
- Стоимость установки увеличится, поскольку для сварки системы требуются высококвалифицированные рабочие. Такой уровень мастерства требует значительных затрат, которые возрастают по мере того, как наиболее опытные сварщики выходят на пенсию.
 Это серьезная проблема для приложений с высокими стандартами чистоты.
Это серьезная проблема для приложений с высокими стандартами чистоты.Прочие соображения:
- Внешняя коррозия : большая проблема для растений в прибрежных регионах, содержание соли в атмосфере может разъедать внешнюю поверхность металлической трубы. В некоторых районах растения ежегодно окрашивают наружный трубопровод, чтобы защитить его поверхность.
- Защита от окислительного слоя : Некоторые металлы естественным образом создают окислительный слой на своей поверхности, или для его создания можно вручную наносить добавки. Это окисление помогает укрепить трубу, создавая вокруг нее броню, непроницаемую для атак.Эта броня может помочь защитить трубу от уровней pH, немного выходящих за пределы нейтрального, расширяя ее рабочий диапазон. Однако даже слои окисления не могут противостоять более агрессивным кислотам и основаниям.
 Однако даже слои окисления не могут противостоять более агрессивным кислотам и основаниям.
Однако даже слои окисления не могут противостоять более агрессивным кислотам и основаниям.Масштабирование
Масштабирование — еще одна серьезная угроза для промышленных трубопроводов, поскольку это может значительно снизить скорость потока.
При различных уровнях pH и диапазонах температур некоторые ионы металлов растворимы в воде, что позволяет им проходить через систему металлических трубопроводов практически без проблем.
Однако, если жидкость, в которой растворяется металл, выходит за пределы его диапазона растворимости, ионы могут выпадать из раствора и прикрепляться к стенкам металлической трубы. Эти ионы со временем накапливаются, создавая что-то вроде чешуек внутри трубы.
Процессы, в которых используются магний, кальций, железо, алюминий и диоксид кремния, как правило, подвержены более высокому риску образования накипи. Кальций, например, имеет очень узкий диапазон растворимости, что создает огромную склонность к выпадению из раствора.
Масштабирование обычно происходит там, где поток закручен. Эти завихрения могут быть обнаружены возле дефектов трубы, например, вокруг швов и фланцев. По мере того как жидкость вращается вокруг этих водоворотов, увеличивается концентрация ионов, увеличивая вероятность образования накипи.
При использовании CPVC мало заботится о масштабировании. Материал имеет значительно меньшую склонность к образованию накипи, чем металлы.
Знаете ли вы?
Трубы и фитинги имеют рейтинг С-фактора Хазена-Уильяма, который является мерой трения потока — чем выше рейтинг, тем меньше трение.Рейтинг трубопровода Corzan составляет 150, и он может поддерживать этот рейтинг в течение всего срока службы. И наоборот, новый чугунный трубопровод имеет рейтинг только 120, который может упасть до 60-80, если он изношен или изъеден.
Последствия масштабирования
По мере увеличения накипи диаметр трубы может уменьшиться, и ваша система испытает несколько вредных побочных эффектов:
- Эффективность откачки снижается.
- Давление в системе повысится.
- Накипь может отслаиваться и забивать фильтры или загрязнять саму жидкость.
- Как и в случае коррозии, для создания гладких сварных швов во избежание образования накипи, что увеличивает общие затраты на установку, потребуются высококвалифицированные рабочие.

Установленная стоимость
Затраты на рабочую силу, изготовление и другие затраты на установку могут в совокупности составлять более половины общей стоимости установки трубопроводной системы. На следующем графике с данными, подготовленными журналом Chemical Engineering Magazine , показан индекс затрат на установку Corzan 6 дюймов.Системы трубопроводов из ХПВХ по сравнению с альтернативами из металла и термопласта.
Когда дело доходит до монтажа, ХПВХ имеет ряд преимуществ по сравнению с металлическими альтернативами. Ниже приводится взгляд на то, почему система Corzan предлагает одну из самых низких затрат на установку среди всех материалов для трубопроводов.
Сварка стыков
Швы металлических труб сваривают друг с другом с использованием сильного нагрева и часто с использованием металлического наполнителя. Этот процесс влечет за собой две проблемы:
- Чтобы ограничить вероятность коррозии или образования накипи, требуются специальные сварочные технологии и оборудование.Высококвалифицированные рабочие, необходимые для выполнения этих сварных швов, пользуются большим спросом и требуют больших затрат.
- Часто разрешения на проведение огневых работ необходимо получать в определенных зонах, что может быть хлопотно и дорого.
С другой стороны, система CPVC сливается вместе с использованием простого двухэтапного процесса цементирования растворителем. Клей на основе растворителя не является клеем. Вместо этого он создает химическую связь, которая соединяет две части вместе. После затвердевания соединение фактически становится самой прочной частью трубопроводной системы, поскольку толщина стенки вдвое больше, чем у цельного куска трубы.
Хотя цементирование растворителем требует некоторого обучения, обучение можно провести на месте менее чем за 15 минут и не требует специального оборудования.
Если для соединения труб из ХПВХ требуется сварка, используются аппараты для сварки горячим воздухом, что устраняет необходимость в пламени.
Вес
ХПВХвесит 1/6 веса стали аналогичного размера. 6-дюймовая труба Corzan сортамента 80 весит около 6 фунтов / фут, тогда как эквивалентная стальная труба может весить от 25 до 29 фунтов / фут. (на основе выборки производителей стальных трубопроводов).
Другими словами, разница в весе между 50 фут. кусок трубы Corzan и стальной трубы составляет приблизительно 1150 фунтов. Это означает меньшее количество необходимых рабочих, ограниченное количество тяжелой техники (если таковая имеется) и повышение безопасности рабочих.
Необходимые рабочая сила и оборудование
Вес системы металлических трубопроводов требует привлечения большего числа рабочих для обработки, установки и крепления трубопроводов. Кроме того, потребуется тяжелая техника для транспортировки и подъема труб на место.
Кроме того, затраты на рабочую силу растут по мере увеличения требований к квалификации рабочего. Особенно это актуально для сварных швов.
Производство
Из-за своего веса, необходимости в специальных сварочных технологиях и требований к электричеству / пламени, большая часть металлических трубопроводных систем собирается за пределами строительной площадки и доставляется на предприятие грузовиками.
Этот процесс может оказаться дорогостоящим, поскольку для транспортировки трубопровода предусмотрены специальные приспособления. Кроме того, вероятность ошибки ограничена.Любые просчеты или ошибки сборки, сделанные на месте, могут привести к дорогостоящему ремонту на месте.
CPVC может быть изготовлен заранее, но благодаря двухэтапному процессу сварки с использованием растворителя и тому факту, что материал можно легко разрезать, изготовление на месте не усложняет процесс установки.
Фактически, материал CPVC предлагает установщикам гибкость, позволяющую вносить коррективы по мере необходимости без каких-либо дорогостоящих реконфигураций.
Техническое обслуживание
В течение всего срока службы трубопроводной системы требуется регулярное обслуживание, независимо от того, выбираете ли вы систему металлических трубопроводов или ХПВХ.Обычное обслуживание может включать в себя интеграцию нового оборудования, изменение компоновки или замену случайно поврежденных секций.
Однако система из ХПВХ имеет большую ценность, чем металлические трубы, когда дело касается работ по техническому обслуживанию. Что касается металлических трубопроводов, вам часто приходится заключать договор со специалистом по монтажу трубопроводов, и им может потребоваться изменить конфигурацию некоторых соединений или сварных швов. Кроме того, металлическая система негибкая, поэтому тонкая регулировка выравнивания может потребовать дорогостоящих реконфигураций.
После небольшого обучения сварке труб и фитингов из ХПВХ растворителем любой подрядчик-механик или инженер по техническому обслуживанию оборудования может изменить, отремонтировать и модифицировать систему.Сам трубопровод также является гибким до определенной точки, поэтому один или два человека без специального оборудования могут легко выполнить регулировку выравнивания.
Безопасность
CPVC также предлагает ряд преимуществ в плане безопасности по сравнению с металлическими альтернативами.
Теплопроводность
CPVC имеет очень низкую теплопроводность. Коэффициент теплопередачи Corzan CPVC составляет примерно 1/300 от коэффициента теплопередачи стали, что снижает затраты на электроэнергию и обеспечивает более низкую температуру поверхности.Это не только снижает потребность в дорогостоящей изоляции, но и ограничивает опасность ожогов для рабочих.
Пожарная безопасность
ХПВХ не поддерживает горение. Это связано с его предельным кислородным индексом (LOI), равным 60. LOI — это процент кислорода, необходимый в атмосфере для поддержания горения.
Поскольку атмосфера Земли состоит только на 21 процент кислорода, труба или фитинг Корзана не будут гореть, если к ним не будет постоянно прикладываться пламя, и они перестанут гореть, как только будет удален источник возгорания.
Легкий
CPVC легче маневрировать. Это помогает снизить напряжение и травмы рабочего во время установки. Это также устраняет необходимость в тяжелом оборудовании во время установки.
Отсутствие пламени или источника воспламенения
СистемыCPVC не требуют установки открытого пламени или источника зажигания. Вместо этого система быстро, легко и безопасно соединяется с помощью цемента на растворителе, нарезания резьбы или фланцевых соединений.
Рекомендуется использовать цемент на основе растворителя в хорошо вентилируемом помещении.
Развенчание мифов о трубопроводах из ХПВХ
Частично причиной того, что системы металлических трубопроводов настолько распространены, является то, что существуют некоторые неправильные представления о ХПВХ и термопластах в целом. Мы хотели бы развенчать некоторые из этих мифов.
ХПВХ не выдерживает высоких температур и давлений
Как указывалось ранее, трубы и фитинги Corzan из ХПВХ обладают достаточной прочностью, чтобы соответствовать требованиям по давлению в технологических процессах, даже при повышенных температурах. Он доказал свою надежность в сотнях реальных приложений, а также соответствует стандартам ASTM.
ХПВХ не выдерживает длительного воздействия солнечного света, ветра, дождя и влажности
Хотя не все компаунды ХПВХ содержат добавки для защиты от атмосферных воздействий, материал Corzan содержит значительную концентрацию углеродной сажи и диоксида титана, которые признаны отличными блокаторами УФ-излучения. Эти добавки помогают защитить углеродную основу полимера от воздействия УФ-излучения.
ХПВХ нельзя использовать для всех частей трубопроводной системы
ХПВХ производится с использованием методов прямого литья под давлением и компрессионного формования.Многие производители имеют возможность создать любые трубы, фитинги или клапаны, необходимые для промышленной системы.
Для промышленного применения это означает, что вся система может быть построена из материала Corzan. Единый материал для всех компонентов снижает сложность и позволяет избежать дорогостоящих обходных путей настройки.
ХПВХ слишком дорого
Хотя ХПВХ может иметь более высокую стоимость материала, чем некоторые металлы, материал является лишь частью общей стоимости жизненного цикла трубопроводной системы.Также необходимо учитывать установку, техническое обслуживание и срок службы.
Если учесть все затраты на систему трубопроводов, система Corzan может дать значительную экономию по сравнению с металлическими альтернативами, а также другими термопластами.
Не все CPVC равны
Важно отметить, что не все CPVC работают одинаково. Компаунды ХПВХ изготавливаются из базовых смол с разным молекулярным весом и различным содержанием хлора, а также с различными добавками, которые могут повлиять на их совместимость и долговременные характеристики.
Чтобы обеспечить долгосрочную работу системы, рекомендуется проконсультироваться с поставщиком трубопроводов, чтобы определить, какие конкретные испытания производитель труб провел на своей готовой продукции. Эти тесты включают:
- Минимальное давление разрыва
- Допуски на размеры
- Требования к остаточному напряжению
- Требования к ударам при падении
- Тестирование свойств Fusion
Обеспечение надежности
Lubrizol — пионер в технологии CPVC.Мы спроектировали этот состав почти 60 лет назад и потратили десятилетия на непрерывное совершенствование и развитие его возможностей.
Сегодня ХПВХ Corzan используется в промышленных приложениях, охватывающих многие отрасли, в том числе химическую, хлорно-щелочную, минеральную, энергетическую, полупроводниковую и очистку сточных вод.
Кроме того, при выборе материала важно искать поддержку не только в продукте. Команда региональных продуктов и инженеров Corzan Industrial Systems всегда готова предоставить экспертные консультации, информацию и обучение на протяжении всего срока службы трубопроводной системы.
Если вы хотите узнать больше о Corzan CPVC или у вас есть вопросы о процессе перехода от системы металлических трубопроводов, мы будем рады назначить время для разговора.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||