Как пользоваться штангенциркулем, микрометром, линейкой
С измерением длины, ширины и высоты домашнему мастеру приходится сталкиваться постоянно. Угол в 90° или 45° тоже не редко приходится выдерживать. Иначе качественно ремонт квартиры или изготовление самоделок не выполнить. Точности при выполнении линейных измерений 1 мм в подавляющем большинстве случаев достаточно, и для них подойдет рулетка или простая линейка.
Зачастую рулетки имеют дополнительно пузырьковый уровень, который позволяет выставить горизонтально мебель, холодильник и другие предметы. Но точность такого уровня не высокая из-за маленькой длины опорной плоскости рулетки. В дополнение колбочка с пузырьком воздуха в рулетках часто установлена не точно, что не обеспечивает горизонтальность и выполненной работы.
В продаже, для измерения линейных размеров представлен широкий ряд лазерных измерительных приборов, но, к сожалению, из-за высокой цены они недоступны для непрофессионалов.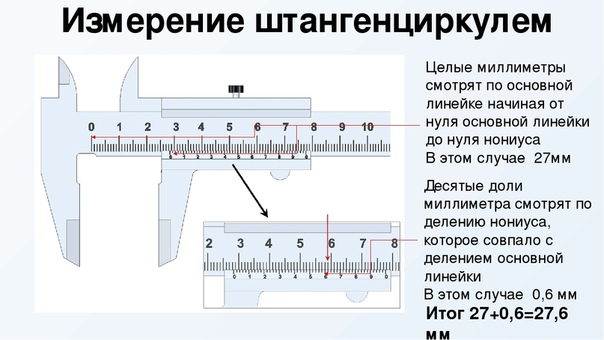
Инструкция
по применению штангенциркуля (колумбуса)
Штангенциркуль – это линейный измерительный инструмент служащий для измерения наружных и внутренних размеров деталей включая глубину, с точностью 0,1 мм.
Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получится. В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового материала, внутреннего и внешнего диаметров трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, циферблату часового типа и цифровому индикатору. Разновидность штангенциркуля с линейкой для измерения глубины отверстий профессионалы еще называют «Колумбус».
Доступным по цене, высоконадежным является штангенциркуль с нониусом типа ШЦ-1 с диапазоном измерений от 0 до 125 мм, что для большинства случаев вполне достаточно. Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
В настоящее время в продаже появился цифровой пластиковый штангенциркуль китайского производства ценой менее $4, фотография которого представлена ниже.
Штангенциркуль из пластмассы, хотя его губки сделаны из карбона, назвать измерительным инструментом сложно, так как он не сертифицирован и поэтому точность показаний 0,1 мм заявленная производителем не гарантирована. В дополнение при частом использовании пластик быстро износится, и погрешность показаний увеличится.
Штангенциркуль из пластмассы, если его показания точны для домашних редких измерений вполне подойдет. Для проверки штангенциркуля можно измерять хвостовик сверла, на котором выбит размер или диаметр штыря электрической вилки.
Устройство и принцип работы нониуса штангенциркуля
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.
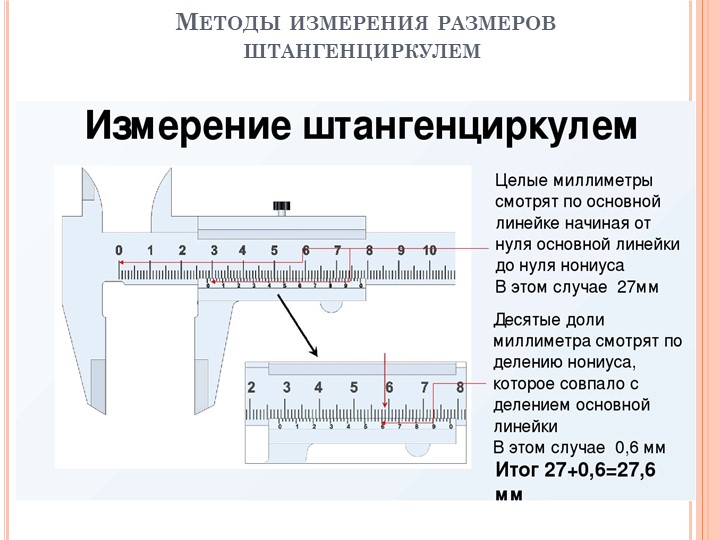
Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.
Как видно на фото, измеренный размер составляет 3,5 мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 3 полных деления (3 мм) и на нониусе совпала с риской шкалы штанги риска пятого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.
В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.
Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Примеры выполнения разметки деталей штангенциркулем
Штангенциркуль не предназначен для нанесения разметочных линий на материалах и деталях. Но если губки штангенциркуля для наружных измерений заточить на мелкозернистом наждачном круге, придав им острую форму, как показано на фотографии, то разметку штангенциркулем производить будет довольно удобно.
Снимать лишний металл с губок нужно очень аккуратно и медленно, не допуская цветов побежалости металла губок от сильного разогрева, иначе можно их испортить. Чтобы ускорить работу, для охлаждения губок, можно периодически окунать их на непродолжительное время в емкость с холодной водой.
Для того, чтобы отмерять полоску листового материала с параллельными сторонами, нужно раздвинуть губки штангенциркуля ориентируясь по шкале на заданный размер, одной губкой вести по торцу листа, а второй процарапать линию. Так как губки штангенциркуля закалены, они не истираются. Можно размечать как мягкие материалы, так и твердые (медь, латунь, сталь). Остаются хорошо видные риски.
С помощью заточенных остро губок штангенциркуля можно легко наметить линию окружности. Для этого в центре делается неглубокое отверстие диаметром около 1 мм, в него упираясь одной из губок, второй прочерчивают линию окружности.
Благодаря доработке формы губок штангенциркуля для наружных измерений, появилась возможность точно, удобно и быстро выполнять разметку деталей для их последующей механической обработки.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.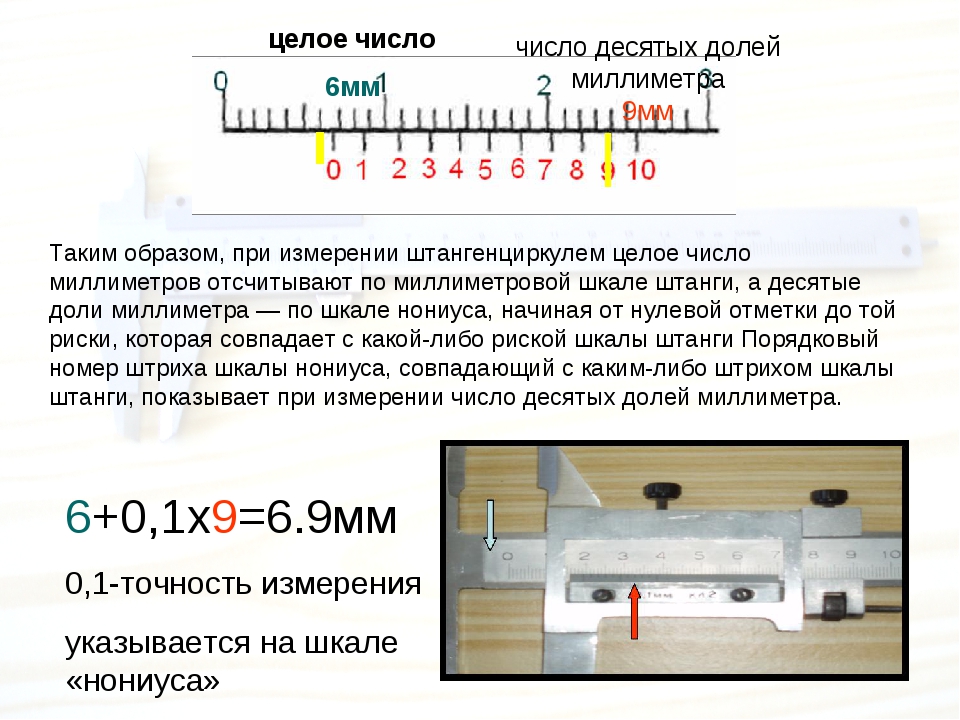
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Как измерять трубу большого диаметра
Губки штангенциркуля с диапазоном измерений от 0 до 125 мм имеют длину 40 мм и поэтому позволяют измерять трубы с внешним диаметром до 80 мм. В случае необходимости измерять трубу большего диаметра или при отсутствии под рукой штангенциркуля можно воспользоваться народным способом. Обвить трубу по окружности одним витком не растягивающейся нитки или проволоки, измерять длину этого витка с помощью простой линейки, а затем разделить полученный результат на число Π=3,14.
Несмотря на простоту, такой способ измерения диаметра трубы позволяет обеспечить точность 0,5 мм, что для домашнего мастера вполне достаточно. Для более точного измерения нужно намотать больше витков.
Для более точного измерения нужно намотать больше витков.
Как измерять угол
Для получения заданного угла при разметке можно воспользоваться транспортиром, с которым все познакомились еще в школе на уроках геометрии. Для измерения в быту точности его вполне достаточно.
На фотографии представлена пластмассовая линейка в виде треугольника, имеющего углы 45º и 90º, с встроенным транспортиром. С помощью него можно выполнить разметку и проверить точность полученного угла.
При выполнении разметки металлических деталей используют слесарный металлический угольник, обеспечивающие более высокую точность измерений.
Как пользоваться стуслом
Для получения прямого или угла 45º без разметки, удобно использовать приспособление, которое называется стусло. С помощью стусла удобно пилить в размер под углом наличники для дверей, багет, плинтуса и многое другое. Распил получается с требуемым углом автоматически.
Достаточно отмерять длину, вложить полоску материала между вертикальными стенками стусла и удерживая рукой выполнить распил.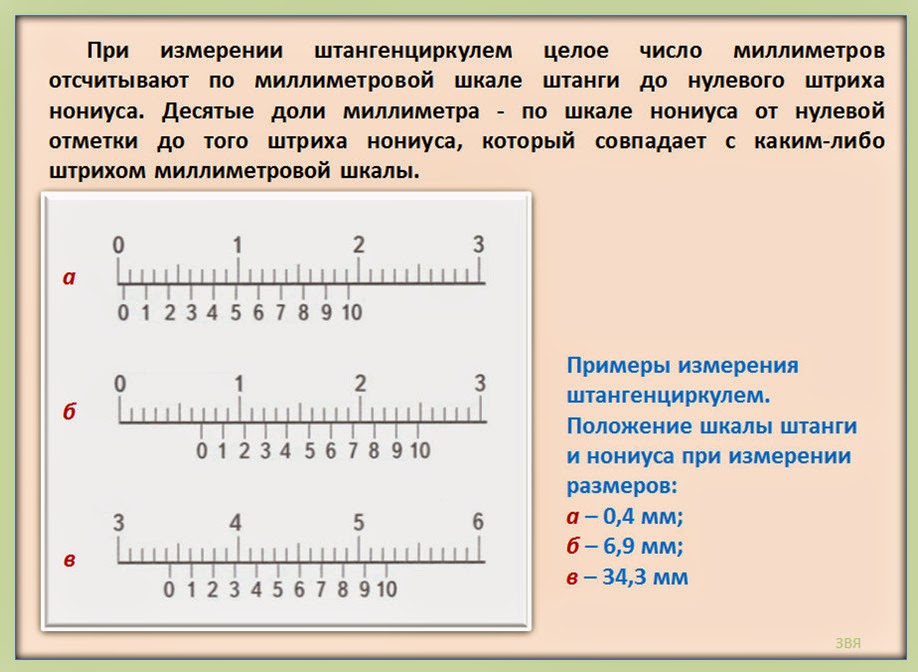 Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Угол 450 при пилении с использования стусла, получается также легко, как и прямой. Благодаря высоким направляющим стенок стусла можно распиливать доски разной толщины.
Стусло можно купить готовое, но его не сложно сделать самостоятельно из подручного материала. Достаточно взять три доски из дерева или фанеры подходящего размера, и к боковым торцам одной из них саморезами прикрутить две другие. Сделать направляющие пропилы под требуемыми углами и приспособление стусло готово.
Как измерять штангенциркулем. Просто и с картинками
Как измерять штангенциркулем. Просто и с картинками.
Без этого измерительного инструмента не обходится ни один толковый мастер. Но если вы еще не умеете им пользоваться, то это не проблема. Смею вас уверить, что научиться измерять штангенциркулем не намного сложнее, чем запомнить, как он называется (пишется).
После просмотра этого материала вы сможете в полной мере пользоваться этим чудом инженерной мысли в области быстрого и точного измерения.
Начнем, пожалуй, с устройства. А точнее с устройства измерительной шкалы штангенциркуля, что уже позволит нам проводить измерения.
Как измерять Штангенциркулем. Устройство шкалы.
- Он имеет основную шкалу (линейку) с делениями в миллиметрах.
- И вспомогательную, которую называют «нониусом». С помощью которой можно измерить с точностью до десятых миллиметра (0.1 мм).
Принцип измерения штангенциркулем очень прост. После снятия размера с детали смотрим на первое деление шкалы нониуса. По нему определяем, сколько в миллиметрах до запятой.
Затем обращаем внимание, какое из делений совпадает с делением (делениями в случае с 0) на шкале «линейки». Оно будет отвечать за цифру после запятой.
Как упоминал выше, если выпадет, что размер будет точно в миллиметрах без десятых, то совпадать будут нулевая и последняя(11я) отметка на нониусе.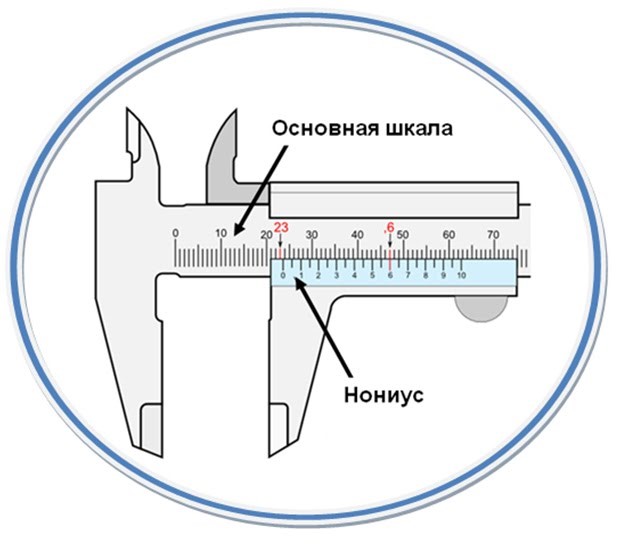
Можно сразу смотреть на фото. И разбираться уже на примере.
Как измерять Штангенциркулем. Пример на практике.
- В данном случае первая метка нониуса показывает между 7 и 8 мм, а метка 3 на нониусе совпадает с меткой на линейке. Итого имеем размер 7,3мм.
Еще один пример.
Пример измерения штангенциркулем на практике
- В этот раз первая метка смотрит между 62 и 63 мм. Ну а совпадает с шкалой линейки 9 метка нониуса. Получаем 62,9 мм.
Все просто: первая метка нониуса показывает миллиметры, а та, которая совпадает с делением «линейки» показывает число после запятой.
Теперь, я думаю, можно поговорить о конструкции и назначению некоторых элементов штангенциркуля.
По сути Штангель состоит из двух частей:
- Из штанги (на которой находится шкала линейки) с неподвижными губками.
- И из рамки (на ней размещена шкала нониуса) с подвижными губками и щупом глубиномером.
Он имеет:
- Губки для наружного измерения.
 Ими пользуются для измерения наружного диаметра, толщины или длины (ширины) детали.
Ими пользуются для измерения наружного диаметра, толщины или длины (ширины) детали. - Губки для внутреннего измерения. Соответственно ими меряют внутренний диаметр или длину (ширину) внутреннего пространства детали.
- А также линейку глубиномера для измерения глубины отверстий и/или внутренних полостей детали.
 Ими пользуются для измерения наружного диаметра, толщины или длины (ширины) детали.
Ими пользуются для измерения наружного диаметра, толщины или длины (ширины) детали.
На рисунке я старался схематически изобразить, то, что можно мерить при помощи этих приспособлений.
Чуть не забыл, на рамке есть небольшой зажимной болтик. Им пользуются, чтобы зафиксировать размер после измерения.
Вот вроде бы и все, что я могу рассказать об этом чудесном измерительном приборе. Как видите, ничего сложного в измерении им нет. А навык пользования штангенциркулем еще не раз пригодится вам в дальнейшей жизни.
Узнаем как измерять штангенциркулем: примеры
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров.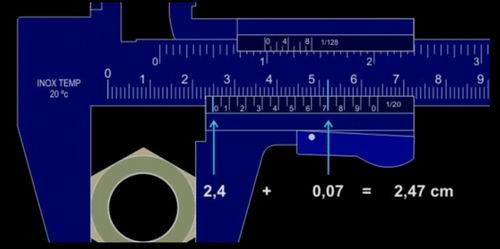 Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Конструктивные элементы приборов
Чтобы понять, как измерять с помощью штангенциркуля, необходимо разобраться в его конструкции. Свое название инструмент получил в честь штанги, на которой располагается основная шкала. Дополнительной шкалой является нониус, предназначенный для определения десятых или сотых долей миллиметра при необходимости получения максимально точных результатов.
Конструкция механического нониусного штангенциркуля состоит из:
- штанги с основной шкалой;
- подвижной рамки со шкалой Нониуса;
- губок для измерения внутренних поверхностей;
- губок для измерения внешних поверхностей;
- линейки глубиномера;
- винта для фиксации рамки.
Некоторые модели имеют двойную шкалу, позволяющую измерять штангенциркулем как в миллиметрах, так и в дюймах. Остальные элементы конструкции, как правило, не имеют различий.
Как правильно измерять штангенциркулем наружные поверхности
Для получения точных данных о внешних размерных параметрах предмета, его необходимо зафиксировать с помощью нижних губок инструмента. Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.
Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.
Как измерить штангенциркулем внутренний диаметр детали
Перед выполнением данной операции элементы прибора сдвигают до упора, после чего губки для определения расстояния между внутренними поверхностями помещают в отверстие. Далее их разводят до упора в стенки и фиксируют в таком положении. Зная, как измерить диаметр штангенциркулем, можно замерить внутренние плоскости любой другой формы.
Определение глубины
Данная операция производится с помощью глубиномера. Торец штангенциркуля упирают в верхнюю часть детали, а глубиномер заводят в отверстие до упора. На основной шкале будет отображаться глубина измеряемого изделия.
На основной шкале будет отображаться глубина измеряемого изделия.
Замер резьбовых соединений
Определение размеров внутренних и внешних поверхностей деталей – операция простая и многим знакомая еще со школьных уроков труда. А вот как измерить резьбу штангенциркулем, знает далеко не каждый.
Данная процедура может потребоваться в разных случаях, например, если болт нестандартный или необходимо измерить крепежную деталь без демонтажа резьбового соединения. Ниже приведены примеры, как измерять штангенциркулем болты и гайки в различных ситуациях.
- Определение длины болта, ввинченного в деталь. Эта операция выполняется с помощью глубиномера. Последовательно измеряется высота головки болта, толщина шайбы (при ее наличии), толщина промежуточной детали и высота части стержня болта, выступающей с обратной стороны детали. Полученные значения суммируют, после чего определяют типоразмер крепежного элемента с помощью специальных таблиц соответствия длин болтов и размеров их головок под ключ.
- Определение диаметра резьбы. Данный параметр измеряется по выступам, а не по канавкам резьбы. Между губками штангенциркуля помещается болт в вертикальном положении и выполняются замеры. Если полученный показатель не соответствует стандартным размерам, указанным в таблице, с помощью глубиномера измеряют глубину резьбы. После этого от первого результата отнимают удвоенное значение второго и таким образом выясняют, была ли срезана часть профиля резьбы. Поврежденные метизы подлежат замене.
- Измерение диаметра резьбы болта, полностью «утопленного» в деталь, без демонтажа соединения. Для этого используется внешняя шкала штангенциркуля, посредством которой устанавливаются размеры головки и диаметр окружности выступов. Далее деталь идентифицируется с помощью таблиц.
- Измерение шага резьбы. Используя штангенциркуль, определяют высоту стержня болта и его внешнего диаметра, после чего подсчитывают количество резьбовых витков на нем. Соотношение между этими показателями будет являться тангенсом угла наклона резьбы.
- Измерение диаметра резьбы гаек. Данная операция проводится с помощью внутренних губок штангенциркуля. При использовании некоторых моделей инструментов к полученному значению необходимо прибавить еще и толщину губок, которая указана на штанге.
Снятие показаний
Прежде всего следует отметить, что точность показаний зависит от чистоты поверхностей детали, поэтому, перед тем, как измерять штангенциркулем, необходимо удалять загрязнения и смазку с изделий.
Зафиксировав губки инструмента на детали, на основной шкале находят контрольный штрих, располагаемый слева в непосредственной близости от нулевого штриха нониуса. Это будет размер измеряемой поверхности в миллиметрах.
Далее считываются показания в долях миллиметра. Эта операция выполняется путем нахождения деления, ближайшего к нулевому штриху и совпадающего со штрихом на шкале штанги. В результате сложения его порядкового номера и цены деления нониуса вычисляется требуемый показатель. У наиболее популярных моделей штангенциркулей цена деления составляет 0,1 мм.
Полная величина показаний инструмента получается посредством суммирования результатов в целых миллиметрах и в долях миллиметра.
Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
Измерительный инструмент Штангенциркуль,инструкция по применению.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов.
Измерить диаметр сверла или отверстия , размеры других небольших деталей с достаточной точностью линейкой не получится.В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового металла, внутреннего и внешнего диаметров стальной трубы, диаметр высверленного отверстия, его глубину и другие измерения.
С помощью штангенциркуля можно выполнить измерение толщины листового металла, внутреннего и внешнего диаметров стальной трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-I
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус или «коламбик».
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля.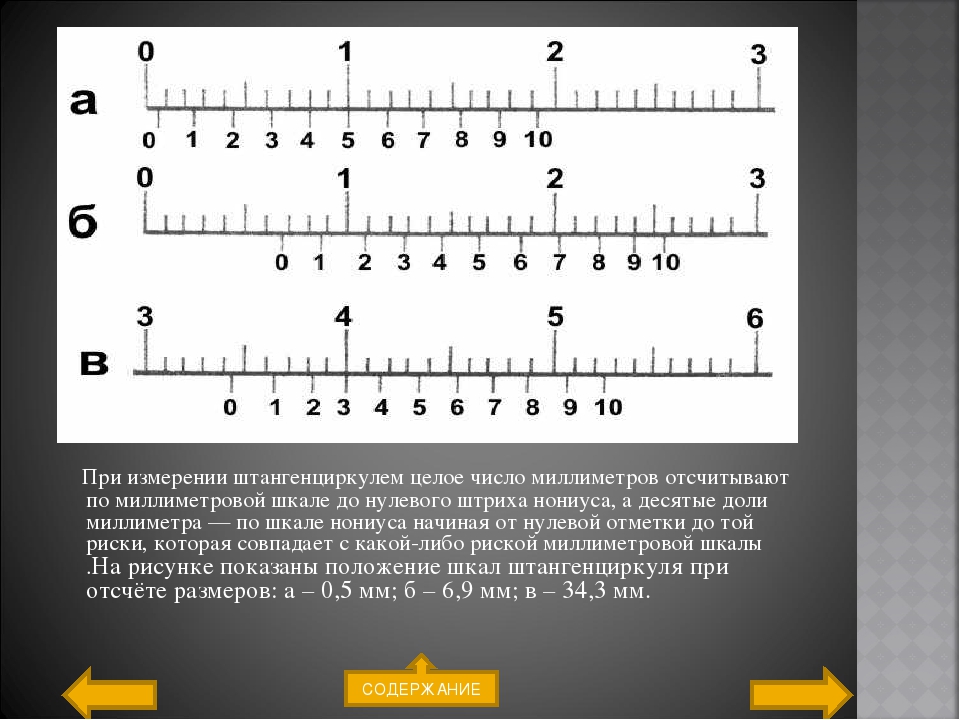 Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III
Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах
Устройство и принцип работы нониуса штангенциркуля
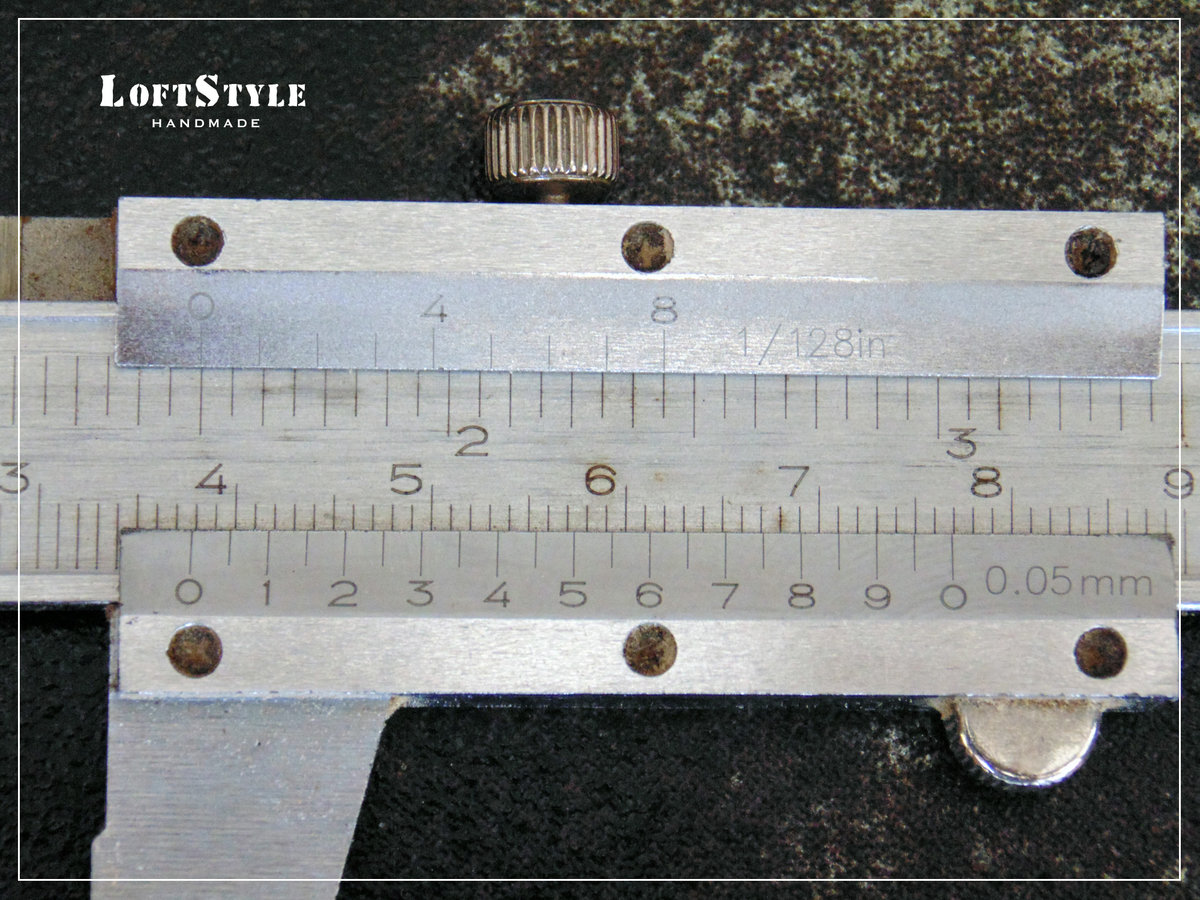
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.

Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.
Измерения
выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.
После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.Как видно на фото, измеренный размер составляет 11мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 11полных деления (11мм) и на нониусе совпала с риской шкалы штанги риска шестого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем отрезка трубы с круглым сечением.
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.
В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.
Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Штангенциркуль -устройство, как пользоваться инструментом, фото – Ремонт своими руками на m-stone.ru
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
 youtube.com/embed/82yPc4p9wfs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/82yPc4p9wfs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения.
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Популярное: Изготовить стусло своими руками, или купить готовое?
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима
. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Рекомендуем: Регулировка карбюратора любой бензопилы своими руками
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом о обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности; выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения; процесс измерения; считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей. Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик.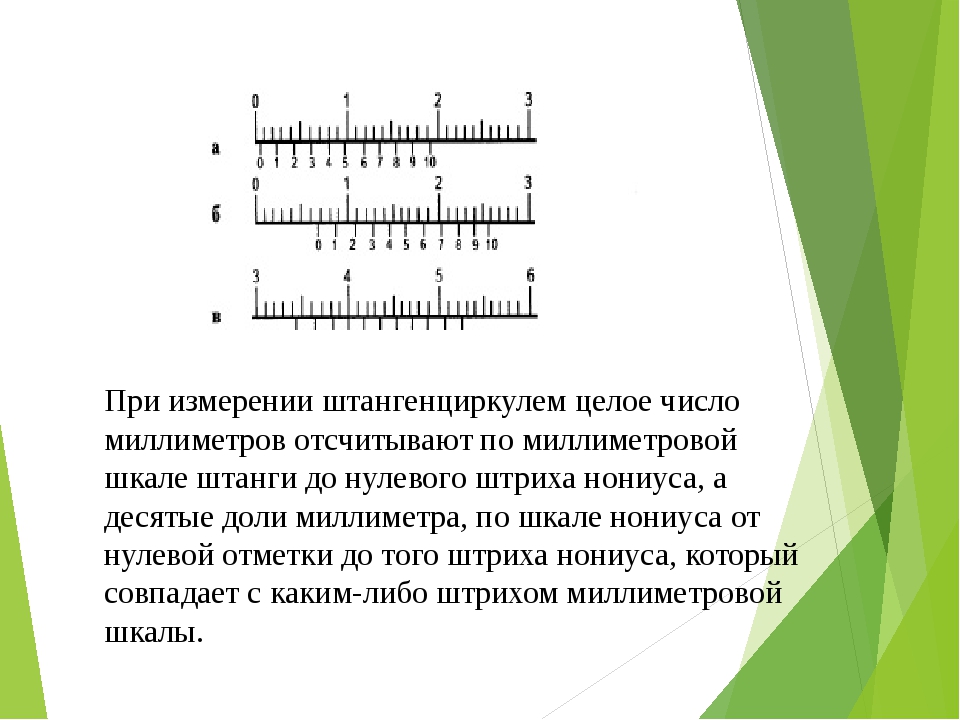 В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Необходимо зафиксировать положение меток с помощью прижимного винта
Рекомендуем: Как сделать лопату для уборки снега своими руками?
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Популярное: Самодельный пресс из домкрата своими руками просто и доступно
Как пользоваться штангенциркулем
Этот универсальный инструмент способен не только измерить диаметр и линейный размер наружных и внутренних поверхностей, глубину отверстий, но также и разметить заготовки деталей, нанести линии границ для последующей их обработки.
История создания штангенциркуля уходит корнями в средние века. Первые упоминания мы находим о том, что в начале 16 века Педру Нунишем, португальским математиком, был изобретён нониус — прародитель штангенциркуля. Позже, в 1631 году во Франции математик Вернье создал аналогичный инструмент, названный верньером или нониусом. Впоследствии нониусом назвали шкалу на рамке прибора.
Штангенциркуль – это обычный циркуль на немецком языке, приспособление для проведения дуг, окружностей большого диаметра. Сам измерительный инструмент по-немецки – Messschieber (Schieblehre), что в дословном переводе значит — раздвижной измеритель (линейка).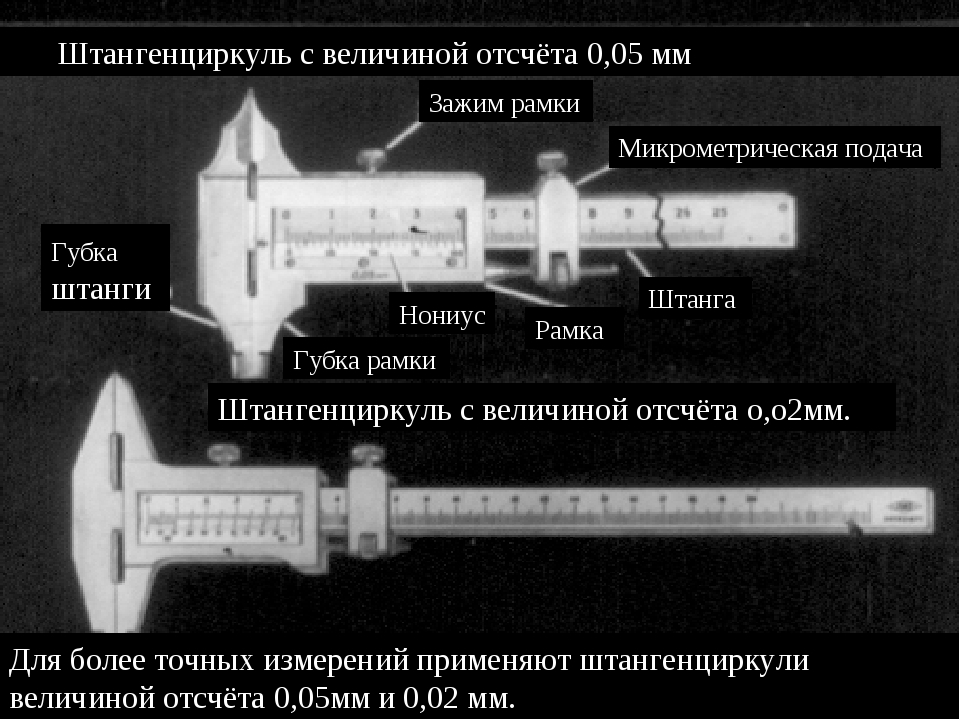 Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
В наше время существует несколько видов штангенциркулей с различной точностью измерений. Согласно ГОСТу их изготавливают четыре основных типа:
1) тип I – двусторонние с глубиномером;
2) тип Т-1 – односторонние с глубиномером и измерительными поверхностями из твердого сплава;
3) тип II – двухсторонние;
4) тип III–односторонние.
Шкала отсчёта инструмента бывает в виде линейки-нониуса, круглого циферблата со стрелочкой и цифрового электронного индикатора. Штангенциркули типа ШЦК имеют круговую шкалу со стрелкой, на которой мы видим доли миллиметров. Стрелка, наклоненная вправо, показывает на сколько сотых миллиметра размер больше целого значения. Стрелка влево – на сколько долей миллиметра величина измерений меньше целого числа. Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Подробно рассмотрим устройство прибора на примере ШЦ-1. Он состоит из штанги, рамки, двух пар губок – для внутренних и наружных размеров, шкалы нониуса и шкалы штанги, линейки глубиномера и стопорного винта для фиксации рамки. Штанга похожа на линейку длиной 150 мм с ценой деления 1 мм, на ней нанесены цифры, означающие величину в сантиметрах. Неподвижные губки установлены на штанге. Благодаря форме дополнительных губок, напоминающей лезвия ножа, во время снятия внутренних размеров шкала сразу покажет нам их итоговые цифры. Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Для того, чтобы штангенциркуль всегда оставался точным измерительным прибором, с ним нужно очень аккуратно обращаться. И до, и после работы его нужно протирать мягкой ветошью, так как остатки пыли или смазки могут повлиять на точность измерений. Для очистки нельзя пользоваться предметами, которые могут нанести механические повреждения. Например, наждачная бумага или канцелярский нож. Хранят инструмент только в сухих местах, защищенных также от попадания солнца и любого нагрева. Во время измерений избегают влаги на поверхностях деталей и руках. Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Перед работой обязательно нужно провести проверку всех частей штангенциркуля. Губки должны быть ровными, цифры на шкалах – хорошо различимые, а глубиномер не выступает из края штанги. Размеры будут точно определены, если первый штрих на штанге-линейке совпадает с таким же на нониусе, а для ШЦ-1 последняя черта на основной линейке должна совпасть с девятнадцатой по счету линией на рамке. Во время измерений не допускаем перекоса составных частей. После совмещения измерительных кромок и поверхностей детали, фиксируем последнюю при помощи стопорного винта. Размеры определяем, держа штангенциркуль на уровне глаз. Рамка не должна болтаться на линейке, перемещаем её очень плавно, не делая резких движений.
Итак, приступаем к измерениям длины, ширины или наружного диаметра предметов. Разводим губки для снятия наружных размеров и точно совмещаем с измеряемой плоскостью до достижения строгой параллельности измерительных кромок поверхности заготовки. После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
Губками для внутренних измерений будем определять внутренний диаметр цилиндрической втулки, например. Заводим их в отверстие перепендикулярно к линии поверхности в точке касания до совмещения с границами отверстия. Размер высчитываем так же, как и при проведении наружных измерений. Измеряя диаметр инструментом ШЦ-2, плюсуем к полученной цифре ширину губок, указанную непосредственно на их поверхности (к примеру, 10). Фиксирующий винт даёт нам возможность застопорить губки по размеру оригинальной детали, и, в дальнейшем, использовать штангенциркуль в качестве стандарта для заготовок.
Глубину детали измерим линейкой-глубиномером. Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Для разметки деталей применяется штангенциркуль типа ШЦ-2. С помощью верхних губок инструмента можно нанести засечки, провести окружности, отметить границы заготовки.
Напоследок, о народных умельцах, которые экономят на покупке инструмента. Затачивая штангенциркуль ШЦ-1 на шлифовальном круге, они получают приспособление для разметки поверхностей, аналогичное ШЦ-2. Заострёнными губками для снятия наружных размеров можно чертить окружности или размечать заготовки. Единственный недостаток: из-за нагрузок этот инструмент прослужит недолго, и его опять нужно будет покупать и обрабатывать.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.
- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.
Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние. При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относится
к внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении.
Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.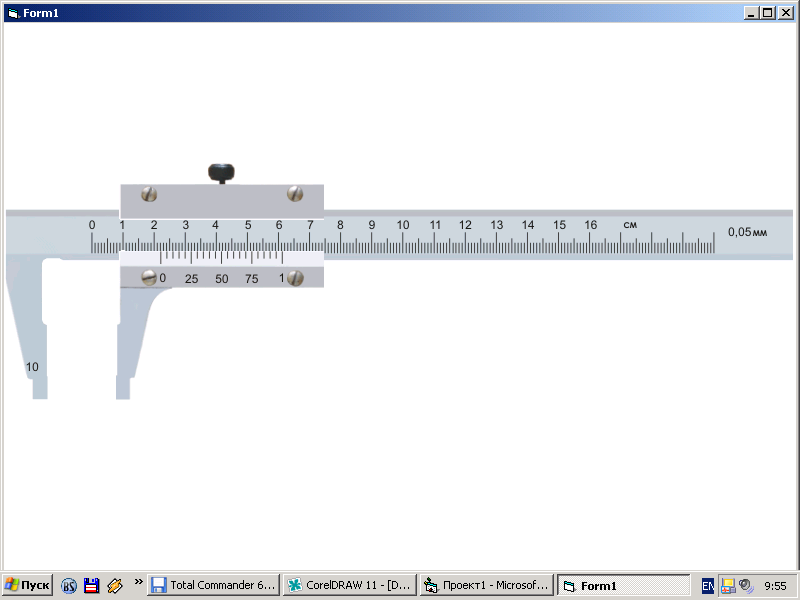
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Читать также: Самодельная ленточная пила своими руками чертежи
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Штангенциркуль повышенной точности — Измерения
Штангенциркуль повышенной точности
Категория:
Измерения
Штангенциркуль повышенной точности
На рис. 1 показан штангенциркуль, которым производятся измерения с точностью до 0,02 мм. В этом штангенциркуле на штанге 5 нанесена шкала с делениями через каждые 0,5 мм.
Оно меньше (короче) каждого деления, нанесенного на шкале штанги, на 0,02 мм (0,5—0,48 = 0,02 мм). Так как одно деление нониуса составляет 0,02 мм, то при совпадении первого от нуля деления нониуса с первым делением на шкале штанги подвижная губка штангенциркуля отойдет от неподвижной на расстояние 0,02 мм.
Для удобства отсчета результатов измерения у каждого пятого деления нониуса нанесены последовательно числа 10, 20, 30, 40 и 50. При совпадении пятого от нуля деления нониуса с каким-либо делением на штанге число 10, стоящее около пятого деления, читается: «10 сотых»; при совпадении десятого деления нониуса с тем или иным делением на штанге* число 20, стоящее около десятого деления, читается: «20 сотых» и т. д. Отсчеты по этому нониусу ведутся по правилам, изложенным в главе I, с той лишь разницей, что деления нониуса, совпадающие с делениями на штанге, показывают не десятые, а сотые доли миллиметра.
При совпадении пятого от нуля деления нониуса с каким-либо делением на штанге число 10, стоящее около пятого деления, читается: «10 сотых»; при совпадении десятого деления нониуса с тем или иным делением на штанге* число 20, стоящее около десятого деления, читается: «20 сотых» и т. д. Отсчеты по этому нониусу ведутся по правилам, изложенным в главе I, с той лишь разницей, что деления нониуса, совпадающие с делениями на штанге, показывают не десятые, а сотые доли миллиметра.
Рис. 1. Точный (прецизионный) штангенциркуль и пример отсчета: 1 — неподвижная губка, 2—подвижная губка, 3 — рамка, 4— винт и гайка для точной установки подвижной губки, 5 — штанга, б —движок, 7 — нониус с точностью отсчета до 0,02 мм, 8— зажимные винты
Допустим, что нулевое деление нониуса перешло 25-е деление на шкале штанги, но не дошло до следующего далее на штанге полумиллиметрового деления, при этом 3-е деление нониуса совпало с каким-то делением на шкале штанги.
Таким образом, при отсчете по нониусу к числу целых миллиметров, пройденных нулевым делением нониуса, прибавляется столько сотых долей миллиметра, сколько показывает то деление нониуса, которое совпадает с одним из делений на шкале штанги.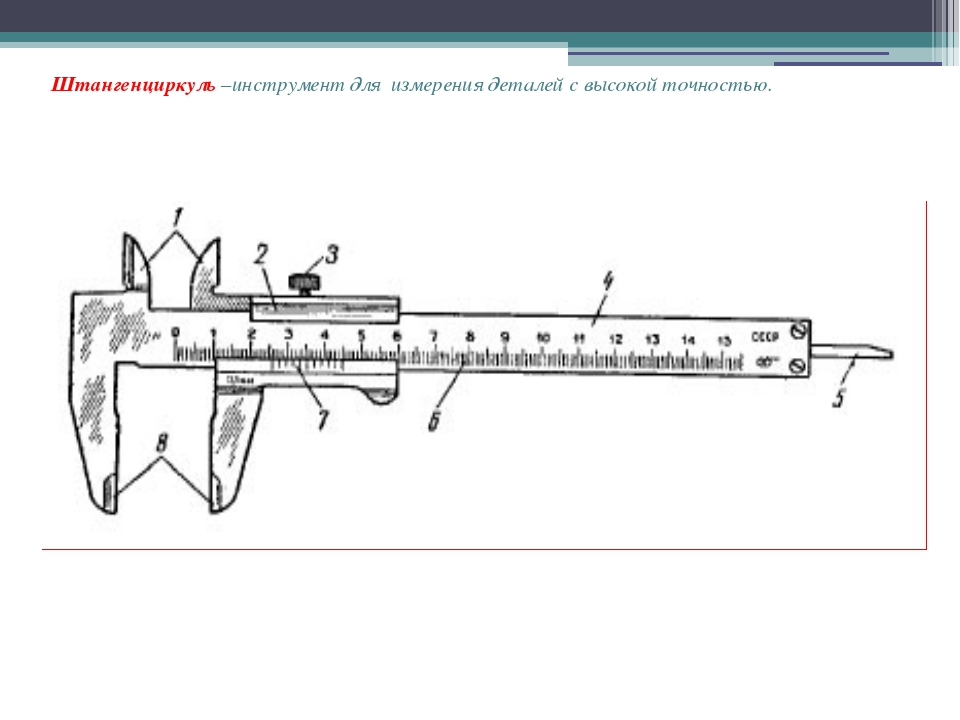
При измерении штангенциркулем сначала отвинчивают на один-два оборота стопорные винты, закрепляющие на штанге рамку подвижной губки, помещают между ними измеряемую деталь и закрепляют движок на штанге стопорным винтом, после чего вращением гайки микрометрической подачи подводят губки к детали. Их измерительные поверхности должны легко сжать деталь. Прекратив вращение гайки микрометрической подачи, закрепляют рамку стопорным винтом 8. По окончании измерения осторожно снимают с детали штангенциркуль и производят отсчет по нониусу.
Рис. 2. Штангенциркуль с точностью измерения 0,05 мм
На рис. 2 показан штангенциркуль с точностью измерения 0,05 мм и его нониус. На этом штангенциркуле деления на штанге нанесены через один миллиметр. Нониус имеет длину 39 мм и разделен на 20 равных частей. Следовательно, каждое деление нониуса, составляющее 39:20=1,95 мм, короче каждых двух делений, нанесенных на шкале штанги, на 2,00—1,95 = =0,05 мм. Для удобства отсчета результатов измерения на нониусе через каждые пять делений последовательно нанесены числа 25, 50, 75 и 1. Первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы на штанге, показывает 0,05 мм, второе — 0,10, или 0,1 мм, третье — 0,15 мм, четвертое— 0,20, или 0,2 мм, и т. д.
Первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы на штанге, показывает 0,05 мм, второе — 0,10, или 0,1 мм, третье — 0,15 мм, четвертое— 0,20, или 0,2 мм, и т. д.
Ниже приводятся для самостоятельного упражнения примеры отсчета по нониусу штангенциркуля.
Реклама:
Читать далее:
Микрометр
Статьи по теме:
Как пользоваться штангенциркулем? |
В статье я раскажу о таком интересном приборе который называется штангенциркуль. Это прибор для измерения размеров. Прибор достаточно простой, но позволяет с очень высокой точностью производить измерения. Конкретно данный прибор оснащён губками для измерения наружных размеров, например ширина теплоотвода. Также он оснащён губками для измерения внутренних размеров, например с его помощью можно узнать расстояние между рёбрами, то есть измерить ширину пазов. Конкретно данный прибор также оснащён глубиномером, то есть планочкой, которая позволяет измерить глубину, либо отверстия, либо например глубину паза формирующего рёбра теплоотвода.Считывать показания очень просто. У штангенциркуля есть две шкалы, основная, которая размечена в миллиметрах, по ней видно что у нас глубина паза получается 12 полных миллиметра, и ещё немножко. Эти ещё немножко мы смотрим по второй шкале, которая называется шкала Нониуса, и в данном случае она размечена таким образом, что позволяет считать с точностью пять сотых миллиметра (0,05мм). Для того чтобы считать ещё немножко, мы должны найти риски которые на основной шкале совпадают со шкалой со шкалой Нониуса. Это очень просто. Сейчас я вижу что значение ближе к 13 то есть я начинаю искать совпавшую риску с конца. Если бы значение было бы ближе к началу, то есть к 12, то я бы искал с начала чтобы меньше времени тратить. Я вижу что у меня совпадает, риска со значением 65 (0,65 мм). Следовательно получается что высота рёбрышка 12 целых, 65 сотых (12,65 мм).
Конкретно данный прибор также оснащён глубиномером, то есть планочкой, которая позволяет измерить глубину, либо отверстия, либо например глубину паза формирующего рёбра теплоотвода.Считывать показания очень просто. У штангенциркуля есть две шкалы, основная, которая размечена в миллиметрах, по ней видно что у нас глубина паза получается 12 полных миллиметра, и ещё немножко. Эти ещё немножко мы смотрим по второй шкале, которая называется шкала Нониуса, и в данном случае она размечена таким образом, что позволяет считать с точностью пять сотых миллиметра (0,05мм). Для того чтобы считать ещё немножко, мы должны найти риски которые на основной шкале совпадают со шкалой со шкалой Нониуса. Это очень просто. Сейчас я вижу что значение ближе к 13 то есть я начинаю искать совпавшую риску с конца. Если бы значение было бы ближе к началу, то есть к 12, то я бы искал с начала чтобы меньше времени тратить. Я вижу что у меня совпадает, риска со значением 65 (0,65 мм). Следовательно получается что высота рёбрышка 12 целых, 65 сотых (12,65 мм). Вообще, совпадать должна только одна риска, исключение составляет 0 потому что на шкале нанесено 2 риски с одинаковым значением 0. Если у вас получается так, что совпадают несколько рисок, то данным прибором не пользуйтесь — он неисправен.
Вообще, совпадать должна только одна риска, исключение составляет 0 потому что на шкале нанесено 2 риски с одинаковым значением 0. Если у вас получается так, что совпадают несколько рисок, то данным прибором не пользуйтесь — он неисправен.Измерение межцентрового расстояния.
Ещё один интересный момент, это измерение межцентрового расстояния. К примеру я хочу поставить пластинку и стянуть её к теплоотводу винтами. Для того чтобы сделать пластинку, мне нужно знать межцентровое расстояние, для сверления отверстий. Штангенциркулем за одно измерение я его никак не смогу узнать, но я смогу его измерить косвенно. Я могу измерить штангенциркулем наружный размер, или размер по краю отверстий. Теперь я должен измерить диаметры обоих отверстий. Я вижу что они равны, но это мне так кажется, поэтому лучше все-таки померить. Первое получилось 3,5 мм, и второе отверстие у меня также 3,5 мм. Оба отверстия у нас равны, следовательно, для того, чтобы узнать межцентровое, мне нужно, взять размер по краю отверстий (27,5 мм), и отнять от него диаметр отверстия (3,5мм). Получаем что у нас межцентровое расстояние 24 мм ровно.
Получаем что у нас межцентровое расстояние 24 мм ровно.
Разметка.
Губки штангенциркуля сделаны из твёрдого метала, и они рассчитаны на то, чтобы с их помощью производить разметку. Допустим я хочу поставить данный теплоотвод с краю данной алюминиевой пластинки. Для этого я обмеряю штангенциркулем теплоотвод, и переношу размеры на пластинку, просто процарапывая губками неглубокие царапины в размечаемом материале. Для того чтобы губки не сместились их фиксирую, затягивая стопорный винт. Вместо этой пластинки может быть всё что угодно. Вот так вот быстро и просто всё разметили и теперь можно сверлить. Более подробно вся разметка штангенциркулем показана на видео к данной статье.Обратите внимание.
Теперь несколько советов тому, кто будет покупать данный прибор. Обратите внимание на губки, они должны быть ровненькими и хорошо сходиться. При сведённых губках показания должны быть 0 целых 0 сотых. То есть риски должны сходиться в 0. Так же обратите внимание на верхние губки, чтобы они также ровненько сходились и не имели деформации или следов износа. Планка глубиномера должна быть на одной линии с упором, относительно которого проводятся изменения. Так же обратите внимание чтобы не было люфта, В передвижной планке, под стопорящим винтом есть специальная пружина, которая не позволяет данной планке болтаться. На штангенциркуле который вы будете покупать при отпущенном винте, ничего не должно болтаться. Планка немного ходит, но она подпружинена и всегда возвращается в исходное положение. Я видел некоторые штангенциркули в продаже, у которых всё болтается, губки не сходится, на них страшно смотреть. Поэтому будьте внимательны.
Так же обратите внимание на верхние губки, чтобы они также ровненько сходились и не имели деформации или следов износа. Планка глубиномера должна быть на одной линии с упором, относительно которого проводятся изменения. Так же обратите внимание чтобы не было люфта, В передвижной планке, под стопорящим винтом есть специальная пружина, которая не позволяет данной планке болтаться. На штангенциркуле который вы будете покупать при отпущенном винте, ничего не должно болтаться. Планка немного ходит, но она подпружинена и всегда возвращается в исходное положение. Я видел некоторые штангенциркули в продаже, у которых всё болтается, губки не сходится, на них страшно смотреть. Поэтому будьте внимательны.
Все штангенциркули точные измерительные приборы и требуют бережного отношения. Ронять его не стоит. Он может погнуться, или будет клинить, или с губками что-то случится… Вообще с ним нужно бережно относиться, у меня совдеповский прибор и он хрантися в таком деревянном чехле, с мягкой губочкой.
Вот в принципе и всё!
Рубрики: Инструменты радиолюбителя | Тэги: Измерения, Инструменты радиолюбителя, Штангенциркуль | Ссылка
Виртуальный микрометр в сотых долях миллиметра — Симулятор
Профессор Эдуардо Дж. СтефанеллиВиртуальный микрометр в сотых долях миллиметра - симулятор использования, считывания и интерпретации миллиметрдиапазон измерения от 0 до 25 мм и разрешение 0,01 мм
Прокрутите до конца страницы, перетащите наперсток большей визуализации в вертикальном приближении к точному или наперсток меньшей визуализации в горизонтальном приближении к быстрому вперед
Знать метод считывания и интерпретацию сотенных микрометров
Использование микрометра в сотых миллиметрах (сотых долях миллиметра)
Разрешение микрометра получается при взаимодействии между который забит камнями в веретене, и резьба «внутреннего куста».
Разрешение этого инструмента достигается благодаря периметру барабана, где отчеканено 50 равноудаленных делений. Его полный оборот приведет к продвижению на 0,50 мм, и пятьдесят делений «охватят» «опорную линию». Таким образом, каждое деление барабана «отмечает» продвижение шпинделя на 0,01 мм (одну сотую миллиметра).Таково разрешение этого инструмента.
Виртуальный микрометр в миллиметрах с разрешением сотых долей
Этот тренажер является точной копией метрологического прибора, используемого в области металломеханики. В нем значение, указанное в скобках, получается интерполяцией.Основные компоненты микрометра
Рамка, гильза, наперсток, линия считывания, предохранитель, грани Мааза, стопорная гайка и храповик - вот некоторые из компонентов микрометра <- чтобы лучше узнать их, нажмите здесь.
Виртуальный микрометр: как использовать микрометр в сотых долях миллиметра
 Как правило, в микрометрах в миллиметрах микрометрическая резьба имеет вход и ее шаг составляет 0,50 мм (пятьдесят сотых миллиметра, пять десятых миллиметра или полмиллиметра).Это означает, что полный (360°) оборот барабана и шпинделя, который его поддерживает, произведет продвижение, эквивалентное шагу (пятьдесят сантиметров миллиметра), два полных оборота дадут продвижение на 1,00 мм (один миллиметр). ).
Как правило, в микрометрах в миллиметрах микрометрическая резьба имеет вход и ее шаг составляет 0,50 мм (пятьдесят сотых миллиметра, пять десятых миллиметра или полмиллиметра).Это означает, что полный (360°) оборот барабана и шпинделя, который его поддерживает, произведет продвижение, эквивалентное шагу (пятьдесят сантиметров миллиметра), два полных оборота дадут продвижение на 1,00 мм (один миллиметр). ). Человеческое зрение недостаточно точно, чтобы определить эту меру.
Человеческое зрение недостаточно точно, чтобы определить эту меру.- щелчок в глазу, чтобы скрыть результат измерения в миллиметрах
- для уменьшения количества кликов, этот симулятор имеет быстрое перемещение
- перетаскивание в горизонтальном барреле меньшего вида
- для точной настройки перетащите баррель большего обзора в вертикальном
- значение в скобках «()» является результатом интерполяции.
Как пользоваться штангенциркулем
Несколько недель назад я помогал преподавать в механическом цехе и заметил, что многим людям трудно пользоваться штангенциркулем.Поэтому я подумал, что соберу это руководство. Штангенциркуль, вероятно, является наиболее широко используемым прецизионным измерительным инструментом в большинстве инженерных мастерских. Штангенциркули бывают двух основных видов: ручные и цифровые. Однако в этой статье мы будем обсуждать только ручную версию; как только вы можете использовать ручной, цифровой не требует пояснений.
Штангенциркуль, вероятно, является наиболее широко используемым прецизионным измерительным инструментом в большинстве инженерных мастерских. Штангенциркули бывают двух основных видов: ручные и цифровые. Однако в этой статье мы будем обсуждать только ручную версию; как только вы можете использовать ручной, цифровой не требует пояснений.
Способы использования штангенциркуля
Штангенциркуль можно использовать тремя основными способами:
- Внешние размеры.
- Внутренние размеры.
- Измерение глубины.
Вот несколько вещей, которые помогут вам точно измерить интересующую вас деталь:
- Держите штангенциркуль перпендикулярно измеряемым поверхностям.
- Максимально увеличить площадь контакта штангенциркуля с деталью; это поможет вам держать суппорт квадратным.
Чтение нониуса
Штангенциркулипоставляются с различными шкалами; на мой взгляд самые полезные идут с двумя шкалами:
Метрическая шкала с разрешением 0. 02 мм.
02 мм.
Имперская шкала с разрешением 0,001 дюйма.
Метрическая шкала
Считывание метрической шкалы штангенциркуля представляет собой двухэтапный процесс.
- Прочитайте основную шкалу, которая дает вам число слева от десятичной точки
- Прочтите шкалу нониуса, которая показывает числа справа от десятичной точки.
Пример метрической системы
На рисунке ниже нулевая линия на шкале нониуса находится между 24 мм и 25 мм на основной шкале.Это означает, что значение будет равно 24 пунктам.
Когда вы делаете это первое чтение, убедитесь, что вы читаете, где ноль находится и не край штангенциркуля . Эту ошибку совершают многие!
Пока у нас есть 24 мм
1
st Десятичная точка Глядя, ближе ли ноль к 24 мм или 25 мм, вы можете аппроксимировать первое число после запятой. Поскольку ноль ближе к 24 мм, вы знаете, что первый десятичный знак будет где-то между 0 и 0.4. Если бы нуль был ближе к 25 мм, то он был бы между 0,5 и 0,9.
Поскольку ноль ближе к 24 мм, вы знаете, что первый десятичный знак будет где-то между 0 и 0.4. Если бы нуль был ближе к 25 мм, то он был бы между 0,5 и 0,9.
Поскольку вы уже знаете, что первый десятичный разряд находится между 0 и 4, вам нужно только посмотреть на первую половину шкалы нониуса. Каждая пронумерованная линия на шкале нониуса будет находиться между двумя линиями на основной шкале. Вам нужно найти первую пронумерованную строку на шкале нониуса, ближайшая линия которой на основной шкале находится справа. Начните с 0 и продвигайтесь вперед.
Ближайшие линии к 0, 1 и 2 находятся слева.
Ближайшая линия к 3 находится на Справа .
Чтобы получить первое число после запятой, вы берете только что найденное число, в данном случае 0,3, и вычитаете 0,1. Вы должны вычесть 0,1, потому что число, которое вы только что нашли, на следующую целую десятую больше, чем часть. Сначала это может показаться немного странным, но как только вы измерите несколько деталей, вы сделаете этот шаг, даже не задумываясь об этом. Следовательно, первое число после запятой равно 0.3 – 0,1 = 0,2
Следовательно, первое число после запятой равно 0.3 – 0,1 = 0,2
Пока имеем 24 + 0,2 = 24,2 мм
2
nd Десятичная точкаЧтобы получить вторую десятичную точку, вы используете короткие линии между линиями десятых долей миллиметра. Между каждой десятой строкой есть 4 короткие линии, поэтому каждая из этих коротких линий соответствует 0,02 мм. Теперь вы ищете, какая из коротких линий между 2 десятыми и 3 десятыми лучше всего совпадает с линией на основной шкале. В этом случае вторая линия является ближайшей.
Это дает вам значение 0,04 мм, которое добавляется к предыдущему значению 24,2 мм.
Всего получается 24 + 0,2 + 0,04 = 24,24 мм
Я не вижу, какой из них подходит лучше всего..
Некоторые из вас могут подумать, что вы не видите разницы между 24,22, 24,24 и 24,26, и это вполне нормально. Получение точного показания второго десятичного разряда может быть довольно сложным, поскольку все линии расположены очень близко друг к другу. Требуется немного практики. Многие люди учат этому, используя диаграмму с хорошо разнесенными линиями, чтобы ее было легче читать. Причина, по которой я решил использовать штангенциркуль, заключалась в том, что я могу подчеркнуть, что вам нужно быть очень осторожным при нахождении значения второй десятичной точки. Очень легко сделать ошибку. К счастью, для многих задач одной десятичной точки достаточно.
Требуется немного практики. Многие люди учат этому, используя диаграмму с хорошо разнесенными линиями, чтобы ее было легче читать. Причина, по которой я решил использовать штангенциркуль, заключалась в том, что я могу подчеркнуть, что вам нужно быть очень осторожным при нахождении значения второй десятичной точки. Очень легко сделать ошибку. К счастью, для многих задач одной десятичной точки достаточно.
Имперская шкала
Чтение имперской шкалы использует ту же концепцию, что и метрическая шкала, но отличается тонкостью.Когда вы используете имперскую шкалу, основная шкала дает вам число слева от десятичной точки, а также первое число справа. На основной шкале большие числа представляют собой целые дюймы, а числа от 0 до 9 между ними — десятые доли дюймов.
На рисунке ниже ноль на шкале нониуса находится после отметки 1 дюйм и линий между 2 и 3 на шкале десятых.
Это дает вам первое чтение 1,2 дюйма.
2
й и 3 й Десятичные точки Поиск между 1. 2 дюйма и 1,3 дюйма вы можете увидеть 3 маленькие линии. Каждая из этих линий соответствует 0,025 дюйма. Ноль на шкале Вернье находится между 0,025 и 0,050, что дает нам следующее показание 0,025 дюйма.
2 дюйма и 1,3 дюйма вы можете увидеть 3 маленькие линии. Каждая из этих линий соответствует 0,025 дюйма. Ноль на шкале Вернье находится между 0,025 и 0,050, что дает нам следующее показание 0,025 дюйма.
Затем это значение добавляется к предыдущему значению 1,2 дюйма.
Что дает показание 1,2 + 0,025 = 1,225 дюйма.
Наконец, вам нужно посмотреть на шкалу тысячных долей дюйма, чтобы увидеть, какая линия лучше всего совпадает с основной шкалой.В данном примере это 12 тысячных.
Затем это значение добавляется к предыдущему значению.
Что дает окончательное значение 1,2 + 0,025 + 0,012 = 1,237 дюйма.
Если вы думаете, что поняли, как это работает, почему бы не попробовать то, что ниже; ответы чуть ниже картинки. Если вы все еще не уверены, не стесняйтесь снова работать с примерами.
Ответы
Пятьдесят семь целых четыре десятых два миллиметра и две целых две десятых шесть один дюйм.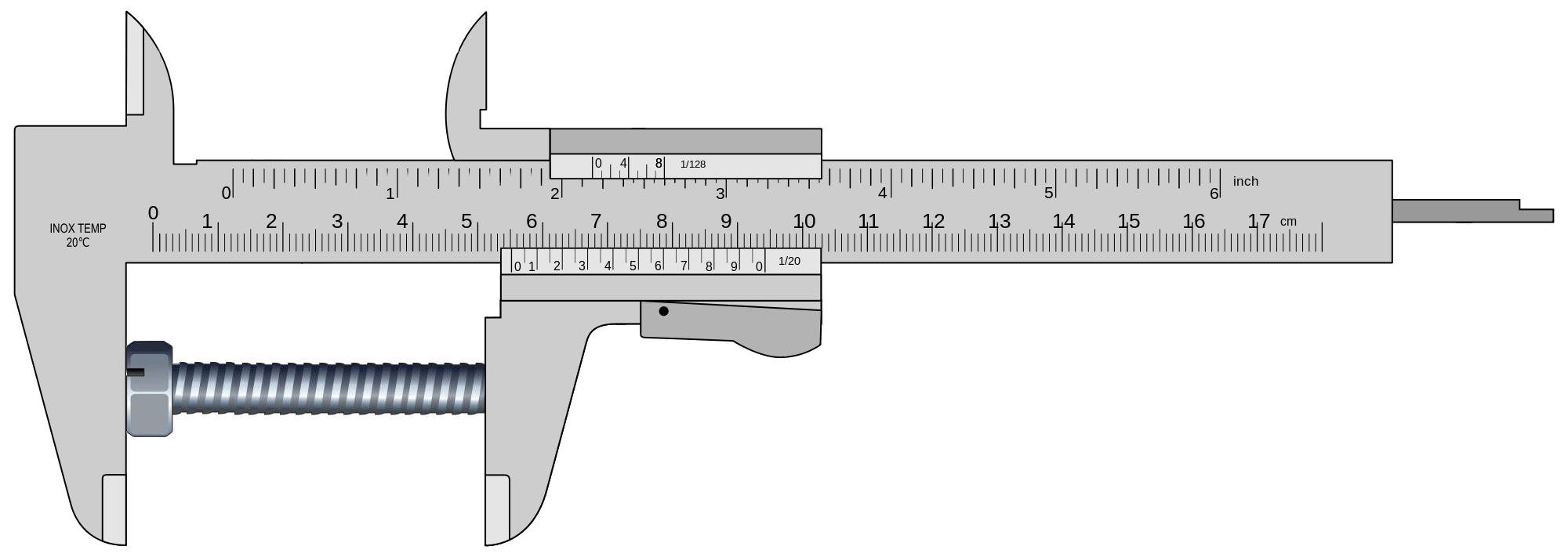
Поздравляем, если вы правильно их поняли. Не расстраивайтесь, если вы этого не сделали, это требует немного практики!
Отлично, теперь вы можете правильно измерить деталь и правильно прочитать шкалу нониуса; так это все, что вам нужно знать, верно? Не совсем, есть еще одна вещь; это называется ошибкой нулевой точки.
Ошибка нулевой точки — это когда штангенциркуль считывает значение, отличное от нуля, когда губки закрыты. (Когда ноль на нониусной шкале не совпадает с нулем на основной шкале).Мой собственный штангенциркуль, например, показывает -0,06 мм, это означает, что я должен добавлять 0,06 к каждому измерению, которое я делаю. Если бы у вас был штангенциркуль, показывающий положительное значение, скажем, 0,04, вам пришлось бы вычесть 0,04 из ваших измерений.
Найти ошибку нулевой точки несложно. Все, что вам нужно сделать, это убедиться, что губки чистые, закрыть штангенциркуль и снять показания. Как только вы узнаете ошибку, стоит записать ее и приклеить на заднюю часть суппорта. Таким образом, любой, кто возьмет его в руки, сможет легко увидеть, что такое ошибка нулевой точки.
Таким образом, любой, кто возьмет его в руки, сможет легко увидеть, что такое ошибка нулевой точки.
Положительная ошибка
Положительные ошибки возникают, когда ноль на шкале нониуса находится справа от нуля на основной шкале. Показания довольно очевидны, поскольку они точно такие же, как при измерении обычной детали.
- Помните, что если у вас есть положительная ошибка, вам нужно вычесть ошибку из значений, которые вы измеряете.
Отрицательная ошибка
Отрицательные ошибки возникают, когда ноль на шкале нониуса находится слева от нуля на основной шкале.Чтобы узнать, в чем ошибка, вы должны прочитать шкалу нониуса в обратном направлении от 10. Каждая линия по-прежнему составляет 0,02 мм, поэтому, если первая линия слева от 10 совпадет с линией на вашей основной шкале, ваша ошибка будет -0,02; вторая строка, -0,04 и т.д.
- Помните, что если у вас есть отрицательная ошибка, вам нужно добавить ошибку к значениям, которые вы измеряете.
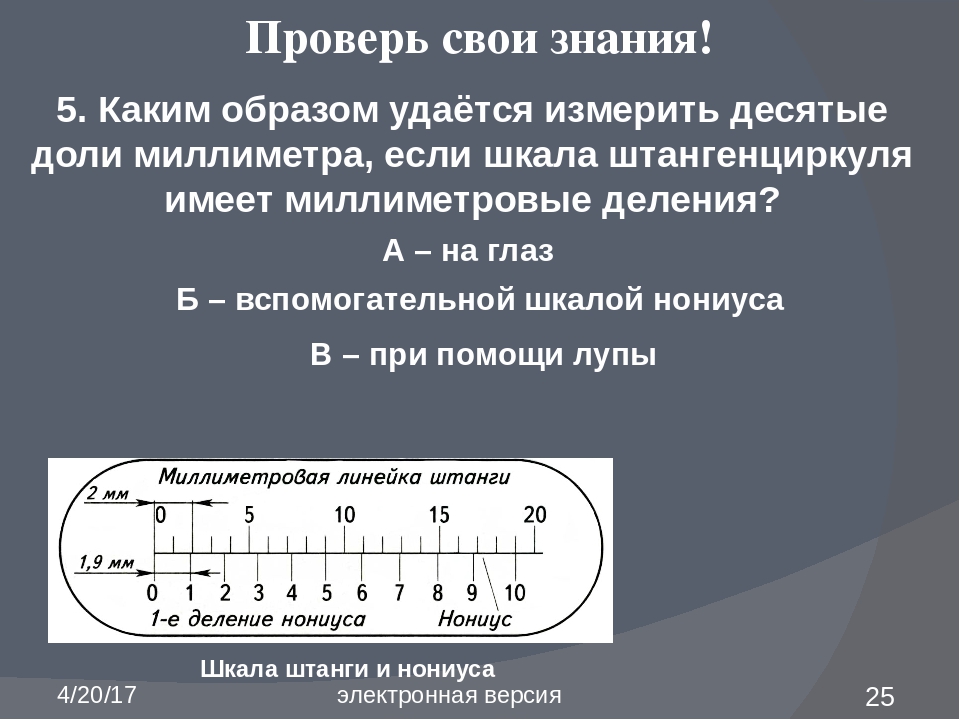
Если вы дочитали до этого места, то должны хорошо понимать, как пользоваться штангенциркулем.
Поздравляем , вы только что получили ценный навык мастерской.
Ура,
Роб
Как выбрать лучший цифровой штангенциркуль — советы и рекомендации
Штангенциркуль— это инструмент, который используется для измерения внутренних и внешних размеров и расстояний. Штангенциркули могут измерять с точностью до одной сотой миллиметра и одной тысячи дюйма. С помощью штангенциркуля вы можете производить более точные измерения, чем с помощью обычной линейки. На штангенциркуле имеется два типа шкал. Основная шкала остается закрепленной на приборе и находится по длине штангенциркуля.Работает как линейка. В то время как другая шкала переносная и разделена на десять наборов одинаковой длины.
Как выбрать правильный цифровой штангенциркуль? Электронные цифровые штангенциркули становятся все более популярными в наши дни. Это потому, что они проще в использовании, более точны и многофункциональны. Благодаря различным чехлам-слайдерам и сенсорным чехлам они приобретают красивый внешний вид. Но в каталоге есть тысячи цифровых штангенциркулей , и вы должны знать, как выбрать правильный инструмент для своей работы.
Это потому, что они проще в использовании, более точны и многофункциональны. Благодаря различным чехлам-слайдерам и сенсорным чехлам они приобретают красивый внешний вид. Но в каталоге есть тысячи цифровых штангенциркулей , и вы должны знать, как выбрать правильный инструмент для своей работы.
Обычные электронные цифровые штангенциркули имеют емкостной датчик, который может работать неправильно во влажной среде или при контакте с водой или любой другой жидкостью. В этом случае необходимо использовать водонепроницаемые штангенциркули.
Требование к точности Большинство электронных цифровых штангенциркулей имеют разрешение 0,01 мм. Вы можете выбрать штангенциркули Hi-Precision Digital с разрешением 0,005 мм или 0,001 мм с более высокой точностью, если ваш запрос выше этого.Вы даже можете выбрать другие, такие как штангенциркуль 1000 мм, штангенциркуль 1500 мм, штангенциркуль 2000 мм, штангенциркуль Hi-Mezar, штангенциркуль типа зубчатого колеса, штангенциркуль Mitutoyo и т. д. в соответствии с вашими требованиями.
д. в соответствии с вашими требованиями.
Электронные цифровые штангенциркули по применению делятся на штангенциркули общего назначения (Штангенциркули GP), усовершенствованные штангенциркули GP и специальные штангенциркули. Штангенциркули GP не дают точных данных, снижают эффективность и легко изнашиваются при использовании в специальных измерительных работах (например, при измерении внутренней канавки).Лучше остановить свой выбор на специальных суппортах. При покупке суппортов следует сообщить дилеру или производителю о среде применения.
нониус
| Back Отчисление с приблизительным номером | UP Введение в математику и алгебра | Следующие Глава 7 |
ВЕРНЬЕ
Иногда маркировка на барабане микрометра
не попадает непосредственно на индексную строку
рукав.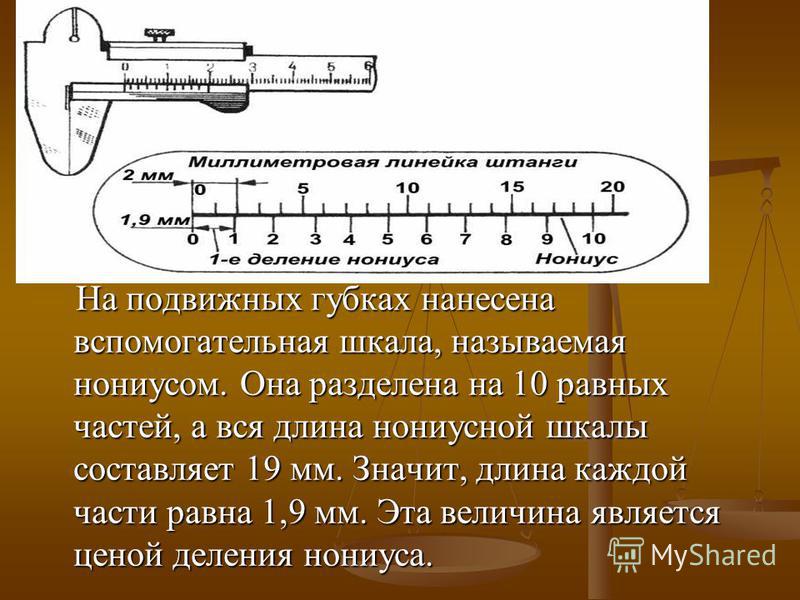 Чтобы сделать возможными показания даже
меньше тысячных, гениальное устройство
вводится в виде дополнительной шкалы.
Эта шкала, называемая ВЕРНЬЕ, была названа в честь
его изобретатель Пьер Вернье. нониус
делает возможным точное считывание
десятитысячная дюйма.
Чтобы сделать возможными показания даже
меньше тысячных, гениальное устройство
вводится в виде дополнительной шкалы.
Эта шкала, называемая ВЕРНЬЕ, была названа в честь
его изобретатель Пьер Вернье. нониус
делает возможным точное считывание
десятитысячная дюйма.
Принцип нониуса
Предположим, что на линейке есть метки через каждые десятые доли дюйм, но желательно читать с точностью до сотых. Отдельный масштаб (рис.6-3) есть добавил в линейку. На нем 10 меток которые занимают то же расстояние, что и 9 отметок по шкале линейки. Таким образом, каждое пространство на нониус 1/10 от 9/10 дюйма или 9/100 дюйма. Насколько меньше пробел на верньере, чем пробел на правитель? Пространство линейки составляет 1/10 дюйма или 10/100 и нониус 9/100 дюймов. Нониусное пространство меньше на разница между этими двумя числами выглядит следующим образом:
Рис. 6-3.-Верьерная шкала.
Каждое нониусное пространство на 1/100 дюйма меньше линейки
космос. В качестве примера использования
нониусной шкале, предположим, что мы измеряем
стальной стержень, показанный на рис. 6-4. Конец
планка почти достигает 3-дюймовой отметки на
правитель, и мы оцениваем, что речь идет о
на полпути между 2,9 дюйма и 3,0 дюйма.
Отметки нониуса помогают нам решить,
точное измерение составляет 2,94 дюйма, 2,95 дюйма или 2.96 дюймов.
В качестве примера использования
нониусной шкале, предположим, что мы измеряем
стальной стержень, показанный на рис. 6-4. Конец
планка почти достигает 3-дюймовой отметки на
правитель, и мы оцениваем, что речь идет о
на полпути между 2,9 дюйма и 3,0 дюйма.
Отметки нониуса помогают нам решить,
точное измерение составляет 2,94 дюйма, 2,95 дюйма или 2.96 дюймов.
Рисунок 6-4.-Измерение с нониус,
0 на нониусной шкале соответствует расстоянию
ровно одной метки на линейке (в данном случае одной
десятая дюйма) слева
ручной конец нониуса. Следовательно
0 находится в позиции между метками линейки, которая
сравнимо с положением конца
бар. Другими словами, 0 на нониусе
находится примерно на полпути между двумя соседними отметками
на линейке, как конец
бара находится примерно на полпути между двумя
соседние отметки.1 на нониусной шкале это
немного ближе к выравниванию с соседней линейкой
отметка; на самом деле это одна сотая дюйма
ближе к выравниванию, чем 0. Это потому, что
каждое деление на нониусе на одну сотую дюйма короче, чем каждое деление на
линейка.
Это потому, что
каждое деление на нониусе на одну сотую дюйма короче, чем каждое деление на
линейка.
Каждая последующая отметка на нониусной шкале на одну сотую дюйма ближе к 0 на нониусе должно быть пять сотых дюйм от ближайшей отметки на линейке, начиная с пяти приращений, каждая сотая дюйма в размере, были использоваться до того, как метка была найдена в выравнивании.
Делаем вывод, что конец такта пятисотых дюйма от отметки 2,9 на линейке, так как его положение между отметками точно сравнимо с положением 0 на нониусная шкала. Таким образом, ценность нашего измерение составляет 2,95 дюйма.
Предыдущему примеру можно следовать через для любого расстояния между маркировкой. Предполагать отметка 0 упала на семь десятых расстояния между разметка линейки. Это займет семь верньерной маркировки, потеря одной сотой дюйм каждый раз, чтобы совместить отметки в 7 на нониусе.
Принцип нониуса можно использовать для получения штрафа
линейные показания, угловые показания и т. д.
принцип всегда один. нониус
на одну отметку больше, чем количество отметок на
равное пространство условного масштаба
измерительный прибор. например, нониус
суппорт (рис. 6-5) имеет 25 меток на
нониус на 24 по шкале штангенциркуля. Суппорт
выделено для чтения до сороковых (0,025)
дюйм, а нониус увеличивает точность до
тысячная доля дюйма.
д.
принцип всегда один. нониус
на одну отметку больше, чем количество отметок на
равное пространство условного масштаба
измерительный прибор. например, нониус
суппорт (рис. 6-5) имеет 25 меток на
нониус на 24 по шкале штангенциркуля. Суппорт
выделено для чтения до сороковых (0,025)
дюйм, а нониус увеличивает точность до
тысячная доля дюйма.
Рисунок 6-5. Штангенциркуль.
Нониусный микрометр
Добавив к микрометру нониус, можно
читать с точностью до одной десятитысячной
дюйм. Нониусная маркировка находится на рукаве
микрометра и параллельны
маркировка наперстка. Есть 10 дивизий
нониус, который занимает то же место, что и 9 делений
на наперстке.Так как пространство наперстка
одна тысячная дюйма, нониус равен 1/10
9/1000 дюймов или 9/10000 дюймов. Это на 1/10000 дюйма меньше
чем пространство наперстка. Таким образом, как и в предыдущем объяснении
нониусов, можно читать
до ближайшей десятитысячной дюйма, читая
нониусная цифра, маркировка которой совпадает с
маркировка наперстка.
На рис. 6-6 (A) последнее крупное деление, показывающее полностью на гильзе индекс 3. Третий второстепенное деление - это последняя отметка, ясно показывающая (0.075). Ближайшее и ниже индекса находится 8 (0,008). Нониусная маркировка который соответствует маркировке наперстка четвертый (0,0004). Сложив их все вместе, мы есть,
Показания 0,3834 дюйма. С практикой эти чтения можно сделать прямо из микрометра, без запись частичных чтений.
Рис. 6-6.�Установки нониусного микрометра.
Практические задачи:
1. Прочтите настройки микрометра на рис. 6-6.
Ответы:
1. (A) См. предыдущий пример.
(Б) 0,1539
(С) 0,2507
(Г) 0,2500
(Э) 0,4690
(Ж) 0,0552
Цифровой штангенциркуль, ROFMAPLE 0-6"/150 мм Штангенциркуль с щупом, дюймовый/метрический/фракционный микрометр Штангенциркуль Измерительный инструмент из нержавеющей стали с большим ЖК-экраном, Кейс для хранения: Amazon.
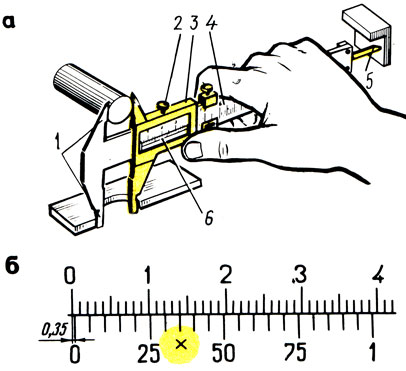 com: Промышленный и научный
com: Промышленный и научный 5.0 из 5 звезд Намного проще, чем пытаться читать аналоговые штангенциркули.
By Безоар июня 15, 2021
С моими стареющими глазами становится все более утомительно пытаться прочитать интерполяционные метки на аналоговых штангенциркулях. По сравнению с этим цифровым штангенциркулем точные измерения и показания становятся проще. Я должен был получить один год назад. Я выбрал этот прибор среди множества цифровых штангенциркулей на Vine, потому что он поставлялся с чехлом, бонусным набором щупов и дополнительным комплектом батареек LR44.
Точность выгодно отличается от моих аналоговых устройств, давая мне точность до 0.01 мм, а не 0,1 мм у моих старых суппортов. За исключением пластикового цифрового дисплея и пластиковой маркировки, конструкция полностью изготовлена из приятной нержавеющей стали и имеет массу 168 г (5,93 унции).
Прибор прост в использовании, измеряет в миллиметрах, дюймах или долях дюйма (с точностью до 1/128 дюйма). Вы можете повторно обнулить штангенциркули нажатием кнопки. На задней стороне находится небольшая диаграмма касания с метрическими стандартами ISO и Whitworth
Набор щупов, который входит в комплект, очень хорош.32 размера указаны как в мм, так и в дюймах и включают (размеры в мм): 0,04, 0,08, 0,06, 0,08, 0,10, 0,13, 0,15, 0,18, 0,20, 0,23, 0,25, 0,25 (латунь), 0,30, 0,33, 0,35. , 0,38, 0,40, 0,43, 0,45, 0,48, 0,50, 0,53, 0,55, 0,58, 0,60, 0,63, 0,65, 0,70, 0,75, 0,80, 0,88. Щупы сделаны из стали, а не из нержавеющей стали, и когда я их получил, они были сильно покрыты машинным маслом.
В целом, это хороший пакет услуг по разумной цене. Я полностью удовлетворен.
Нониусная шкала и различные типы штангенциркулей
Штангенциркуль или пара штангенциркулей — это измерительный инструмент, который используется для измерить расстояние между двумя противоположными сторонами объекта.Суппорты использование очень широкое: от медицины, науки, машиностроения, деревообработка металлообработка в лесное хозяйство.
Около двух тысяч шестисот лет назад люди использовали штангенциркуль в
древняя Греция. Самый древний штангенциркуль – тот, который был найден недалеко от
Итальянский остров Джильо в корабле шестого века до нашей эры. Эти суппорта
были деревянными. Греки, а также римляне использовали штангенциркуль. Еще один суппорт
найден в Китае, начиная с 9 г. н.э. во времена китайской династии Синь.Джозеф Р.
Браун изобрел современный штангенциркуль.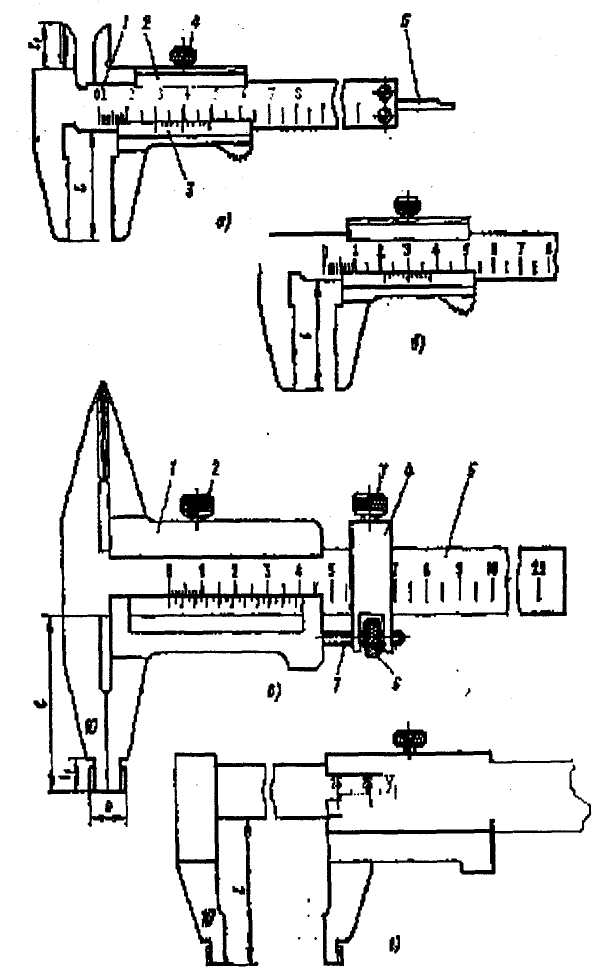 Этот штангенциркуль был изобретен в 1851 году, и
он мог читать с точностью до тысячных долей дюйма. Это был также очень дешевый инструмент
а значит, обычный машинист мог себе это позволить.
Этот штангенциркуль был изобретен в 1851 году, и
он мог читать с точностью до тысячных долей дюйма. Это был также очень дешевый инструмент
а значит, обычный машинист мог себе это позволить.
Типы суппортов
Есть несколько типов штангенциркуля. Наиболее популярны:
- Штангенциркуль
- Внутри суппорта
- Внешний суппорт
- Делитель Суппорт
- Циферблатный суппорт
- Цифровой штангенциркуль
- Странный штангенциркуль
- микрометр штангенциркуль
Внутренний штангенциркуль представляет собой измерительный инструмент, используемый для измерения внутренний размер объекта.Его можно отрегулировать вручную с помощью винта.
В отличие от внутренних суппортов, есть наружных суппортов и
они используются для измерения внешнего размера объекта.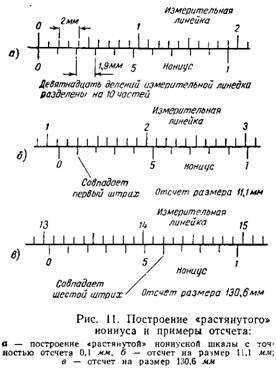 Этот инструмент может дать
высокий уровень точности. Он работает аналогично внутреннему суппорту с и
без винтов. Суппорты такого типа обычно изготавливаются из высокоуглеродистой стали.
стали.
Этот инструмент может дать
высокий уровень точности. Он работает аналогично внутреннему суппорту с и
без винтов. Суппорты такого типа обычно изготавливаются из высокоуглеродистой стали.
стали.
Другой тип штангенциркуля – штангенциркуль делительный или циркуль. что является популярным названием для него.Штангенциркуль используется для разметки места.
Суппорт с несимметричной ногой это тип штангенциркуля, который используется для рисования линии на заданном расстоянии от край заготовки.
Вернье Шкала
Шкала нониуса это измерительный прибор, который может измерять с огромной точностью. Верньер Масштаб используется в навигации, учеными, машинистами и геодезиями. То Другое название нониуса — нониус, который широко использовался в Английский язык к восемнадцатому веку.
Одним из основных применений нониуса является измерение внешнего
диаметры, внутренние диаметры и глубину объекта. При измерении с
шкале нониуса, пользователь сначала должен прочитать фиксированную шкалу, а затем должен прочитать
более мелкая шкала для наиболее точного результата измерения. Он может показать
результаты измерения с точностью до второго знака после запятой.
При измерении с
шкале нониуса, пользователь сначала должен прочитать фиксированную шкалу, а затем должен прочитать
более мелкая шкала для наиболее точного результата измерения. Он может показать
результаты измерения с точностью до второго знака после запятой.
Одна из основных причин, по которой нониусные весы работают так хорошо, заключается в том, что способность большинства людей определять, какая из линий выровнена, а какая нет.Эта способность может даже улучшиться с практикой. Имя его способность - это верньерная острота, и из-за этого верньерная шкала имеет преимущество по сравнению с другими измерительными приборами.
Другие типы суппортов
Штангенциркуль с круговой шкалой представляет собой тип штангенциркуля с простым
циферблат вместо нониуса. Этот циферблат используется для чтения
конечная доля миллиметра или дюйма. Циферблат поворачивается один раз за каждые
дюйм или миллиметр.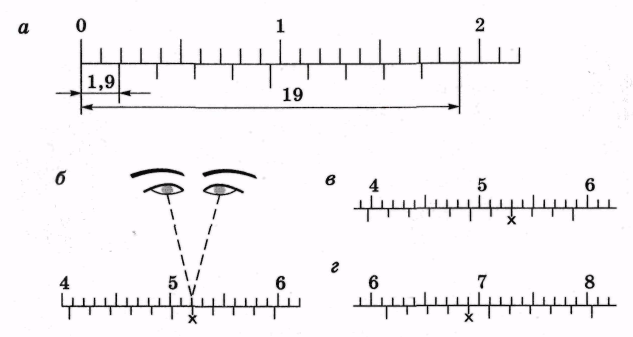
Цифровой штангенциркуль также является типом штангенциркуля, но с цифровым дисплеем, который дает информация о точном результате измерения путем отображения цифр в теме.
Один из штангенциркулей, в котором для измерения используется винт, а не слайд, называется микрометр .
МикрометрОписание и работа
Микрометр — это прецизионный измерительный прибор.Эксперты также называют его «Майком».
Есть много различных стилей и размеров микрометров. Эта информация будет относиться к общему микрометрический штангенциркуль.
Состоит всего из нескольких частей. Рама, наковальня, шпиндель, кулачковый замок, концентратор, Наперсток и колпачок с трещоткой.
Измерение выполняется путем размещения предмета, который вы хотите измерить,
между наковальней и шпинделем.
Затяните колпачок с храповым механизмом большим и указательным пальцами, пока он не соскользнет. Затем заблокируйте
Заблокируйте кулачок и снимите микрометр.
Затем заблокируйте
Заблокируйте кулачок и снимите микрометр.
При выключенном микрометре можно теперь считайте показания.
Первым чтением будут десятые и сотые доли на Хабе.
На рис. 1 указано 0,475. Произносится: четыреста семьдесят пять тысячных дюйма. Второе чтение берется из наперстка.
Рисунок 1 показывает почти 0,019, поэтому мы используем .018. Произносится: восемнадцать тысячных дюйма.Затем добавьте показания концентратора к показаниям наперстка. (0,475 + 0,018 = 0,493)
Произносится: четыреста девяносто три тысячных дюйма.
Для точности до десятитысячных дюйма (0,0001) возьмите показание из Шкала нониуса на концентраторе (рис. 2). Ищите градацию наперстка, которая выстраивается в линию со шкалой Вернье. Добавьте это число к предыдущему значению 0,493. (0,493 + 0,0009= 0,4939)
Произносится:
Четыре тысячи девятьсот тридцать девять десятитысячных дюйма.