Рейсмусовый станок для домашней мастерской
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

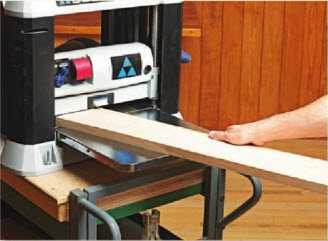
Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
woodschool.ru
Фугование и рейсмусование без ошибок
Строгально-фуговальный и рейсмусовый станки работают схожим образом, снимая слой материала с пласти или кромки доски, поэтому назначение этих станков нередко путают. Оба они служат для выравнивания поверхностей пиломатериалов и придания им прямоугольного сечения, однако каждый из них используется определенным образом и выполняет разные операции. Строгально-фуговальный станок может сделать одну пласть доски плоской, а смежную кромку перпендикулярной к пласти, однако он не способен придать этой доске одну и ту же толщину по всей ее длине — это уже работа рейсмусового станка. Таким образом, строгально-фуговальный и рейсмусовый станки работают в связке. Получение плоских заготовок правильной формы начинается на строгально- фуговальном станке, поэтому сначала рассмотрим именно его.
Фугование: базовый этап в достижении успеха
Как работает фуговальный станок
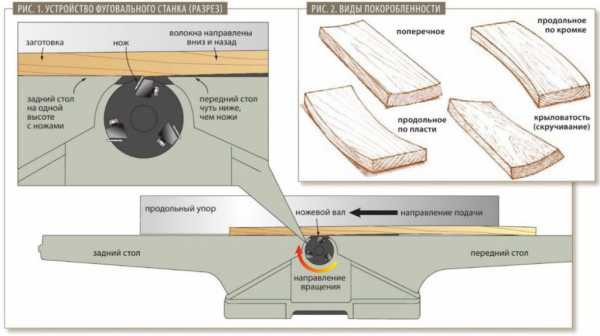
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.
Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад
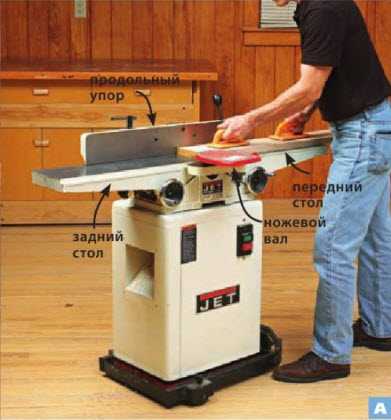
Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.
Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
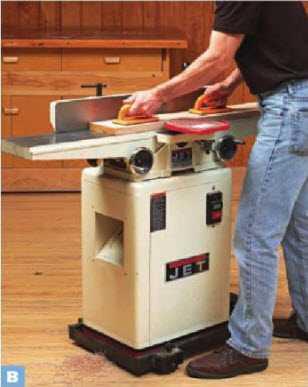
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен
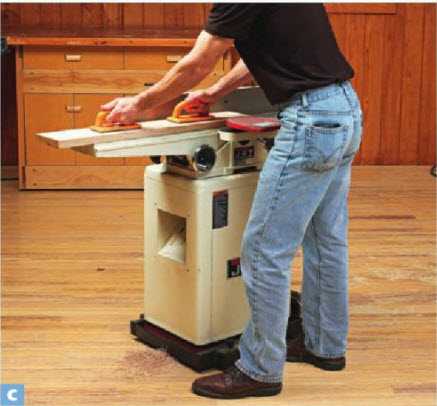
По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.

Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Совет мастера

В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие кото
Затем обработайте кромку

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Рейсмусование: делайте заготовки любой толщины
Как работает рейсмусовый станок
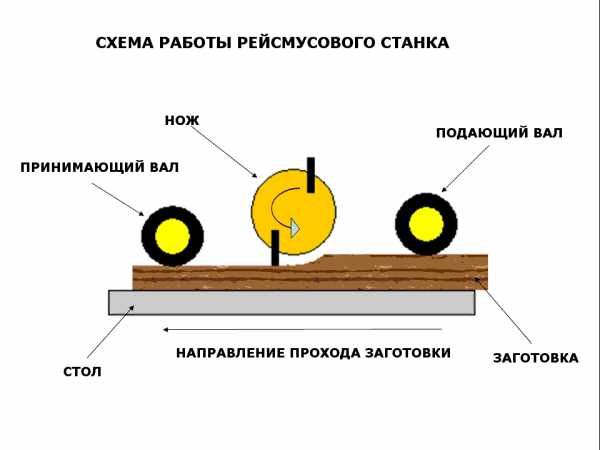
В отличие от строгально-фуговального станка, ножевой вал рейсмусового станка расположен над заготовкой параллельно столу (рис. 3). Опуская ножевой вал после каждого прохода, мы уменьшаем толщину заготовки и делаем ее одинаковой по всей длине.
Работая с рейсмусовым станком, не нужно управлять заготовкой во время прохода. Для этого используются подающие валы, расположенные по обе стороны от ножевого вала, которые прижимают заготовку и одновременно протягивают ее через станок. Вот почему так важно вначале отфуговать одну опасть заготовки. В отсутствие плоскости, благодаря которой доска могла бы базироваться на столе станка, подающие валы будут просто прижимать доску к столам, а ножевой вал остругает ее верхнюю пласть. Как только доска выйдет из станка, любая имевшаяся продольная, поперечная покоробленность или крыловатость появится снова.
Правда о рейсмусовании
При подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад

Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.

Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Небольшая глубина резания уменьшает и размер ступеньки, образующейся у концов заготовки. Чтобы дополнительно уменьшить размер ступеньки или устранить ее полностью, поддерживайте длинные доски руками или с помощью опор в начале и в конце прохода, чтобы они плашмя лежали на столах станка. При обработке коротких досок используйте подклеенные к ним сбоку вспомогательные бруски, которые удаляются после рейсмусования (фото F).
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины. Удаление примерно одинакового количества материала с каждой пласти делает заготовку более стабильной, уменьшая риск коробления.
Все еще возникают проблемы? Возможно, требуется настройка
Если вы строго следовали всем указаниям, но по-прежнему не видите хороших результатов, скорее всего, станок не отрегулирован. Даже самая совершенная в мире технология деревообработки не в состоянии это исправить. Если вы подозреваете, что со станками что-то не так, читайте статьи по настройке оборудования, опубликованные в нашем журнале.
Советы по работе с фуговальным станком
- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм. Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).
- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти. Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.

Советы по работе с рейсмусовым станком
- Используйте стружкосос для удаления отходов, которые производит станок. Стружки и другой мусор, попавший между заготовкой и подающими барабанами или столами, могут оставить на поверхности доски отпечатки.
 Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.
Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.- Чтобы обработать материал толщиной менее 6 мм, прикрепите его двухсторонним скотчем к салазкам из МДФ (левое фото внизу). Однако не обрабатывайте заготовки, толщина которых менее 3 мм. Ножи станка могут расщепить заготовку и отбросить обломки на вас.
- Чтобы получить несколько заготовок одинаковой ширины без следов, оставленных пильным диском, сложите их вместе пласть к пласти, обратив отфугованные кромки вниз. Затем пропустите весь пакет через рейсмусовый станок (правое фото внизу). Этот способ можно использовать только для обработки заготовок толщиной более 19 мм, при этом толщина пакета должна превышать его ширину.
 Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.
Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.

Возможно, Вас заинтересует:
stroyboks.ru
классификация рейсмусов для дома и производства, нюансы выбора
Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Конструктивные особенности устройства станка позволяют обрабатывать детали или получать готовые изделия с требующимися параметрами с миллиметровой точностью. С помощью рейсмуса можно строгать заготовки в одной плоскости, регулируя толщину доски. Подвергающаяся обработке заготовка направляется посредством специального механизма, упрощающего работу станка.
Конструкция рейсмусового станка
 Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Виды оборудования
Есть различные рейсмусы:
- Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
- Двухсторонние. Станки такого типа имеют более сложную, по сравнению с односторонними рейсмусами, конструкцию и используются преимущественно на производстве. Они считаются профессиональным оборудованием. С их помощью осуществляется обработка как верхней, так и нижней части заготовки. Станки обладают довольно большой мощностью. Их также отличает и высокая скорость производимой обработки.
- Трёхсторонние, четырёхсторонние и многосторонние рейсмусы — это станки, используемые в промышленном производстве. С их помощью можно обрабатывать детали с любых сторон, придавая им определённую структуру и форму. Промышленные рейсмусы имеют большие размеры, за ними сложнее ухаживать, они требуют более тщательного ремонта. Но, кроме имеющихся сложностей, производственные рейсмусы имеют очевидное преимущество: их производительность максимальна.
 Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.По видам конструкции рейсмусы можно классифицировать на такие устройства:
- Мобильные. Они имеют небольшой вес и размер. Такие компактные устройства можно использовать для строгания небольших заготовок.
- Стационарные устройства. Их отличают внушительные размеры и большой вес. Крупногабаритные рейсмусы используются для обработки крупных деталей.
В независимости от составляющих частей и функционального предназначения, все станки оснащены специальным устройством, обеспечивающим автоматическую подачу заготовки. Оно состоит из системы роликов, с помощью которых пиломатериалы прижимаются к специальному валу. Ролики постепенно продвигают заготовку, пока она не достигнет рабочей поверхности рейсмуса.
Мощность используемого оборудования колеблется в пределах от 1,6 до 8 кВт. При строгании ширина может достигать 39 см, а глубина составляет примерно 3 мм.
Станки различаются по скорости вращения вала, количеству ножей в своём составе, количеству потребляемой энергии и иными существенными особенностями, которые обязательно нужно учитывать при приобретении рейсмусового оборудования.
Типы рейсмусовых станков
При разных способах обработки рейсмусы подразделяются на несколько типов.
- Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
- Фуговальные станки для обработки древесины могут быть односторонними и использоваться для домашних нужд. В основном при работе используют двусторонние станки, которые применяются для работы как и в домашней мастерской, так и для решения профессиональных задач при обработке древесины.
- Типовой рейсмус станок функционирует по принципу работы фуганок. При этом способе ножевой вал осуществляет возвратно-поступательные движения. Таким образом, он снимает поверхностный слой заданной толщины при обработке деревянных деталей. Работа осуществляется за очень короткий промежуток времени.
От обычного фугования работа рейсмуса отличается тем, что в результате использования такого деревообрабатывающего устройства можно подвергать обработке заготовки нужного размера и в любых количествах. Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Строгальное оборудование
 Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Строгально-рейсмусовые станки способны обеспечить создание наиболее ровной поверхности заготовок. Уменьшение толщины при такой обработке происходит при использовании продольного способа строгания. Таким образом, деталям придаётся нужная форма и требуемые размеры.
Обрабатывая пиломатериалы строгально-рейсмусовым станком также можно устранить возможные дефекты деревянных заготовок (сучки, задоринки, разнообразные неровности и так далее). Возвратно-поступательные движения при работе станка производятся за счёт вращения ножевого вала или перемещения обрабатываемой детали, крепко удерживаемой при помощи вальцов.
Строгально-рейсмусовые станки производятся как отечественными, так и импортными фирмами. Благодаря широкому ассортименту продукции, есть возможность выбрать модель такого станка для использования в различных целях: в быту, как оборудование для домашней мастерской. Можно приобрести более мощные агрегаты для оснащения цеха по обработке древесины и использовать их в производстве.
Рейсмусы для домашних целей
Станки, используемые для бытовых целей, отличаются следующими характеристиками:
- Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
- Небольшим весом оборудования. Такие рейсмусы легко перемещать и устанавливать собственными силами.
- Средней или малой мощностью двигателя. Их можно использовать для обработки небольших деталей, требующих глубины пропила не более 1,5 мм.
- Бюджетной ценой. Рейсмусы, использующиеся в домашней мастерской, стоят значительно дешевле крупногабаритных станков, применяемых на производстве.
Используемые в домашних нуждах рейсмусы, оснащены ручной системой подачи деталей. Они не используются для максимально глубокого прорезывания поверхности изделия. Так как такие станки требуют определённых физических затрат, их не используют для выполнения трудозатратных работ или при работе с большим количеством пиломатериалов.
Производственные устройства
 Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Промышленные рейсмусы обладают большой мощностью, поэтому для правильной и долгосрочной работы они дооборудованы необходимой встроенной системой охлаждения.
Они характеризуются наличием следующих функций:
- максимальной мощности;
- высокой скорости строгания;
- возможности производить глубокие пропилы деталей и заготовок.
Ножи у таких станков могут располагаться с обеих сторон или находиться сверху. А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
Производственные рейсмусы снабжены специальным устройством, с помощью которого осуществляется управление его работой, благодаря чему имеется возможность устанавливать требуемую глубину пропила.
Критерии выбора
Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
А также широко представлены модели, произведённые в некоторых европейских странах. Планируя покупку рейсмуса для различных целей, обязательно обращайте внимание на такие факторы:
- Качество его изготовления и функциональные особенности станка.
- Цель, в соответствии с которой покупается станок. Если требуется обработка деталей для дома, не нужно приобретать дорогостоящие модели. Вполне можно использовать компактные бюджетные варианты.
Перед покупкой станка можно почитать отзывы об этом оборудовании и принять решение о приобретении нужной модели.
tokar.guru
Рейсмус — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 21 апреля 2017; проверки требует 1 правка. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 21 апреля 2017; проверки требует 1 правка. Рейсмус — инструмент для разметки, создающий равноудалённые линииРейсмус, или рейсмас (из нем. Reißmaß) — инструмент для проведения на заготовке разметочных линий, параллельных выбранной базовой линии, или перенесения размеров с чертежей на заготовку.
Обычно представляет собой стойку с зажимом, в котором закрепляется чертилка.
Рейсмусы могут изготавливаться из дерева твёрдых пород и представляют собой колодку с прямоугольным отверстием, в которой с помощью клина или винта закрепляются одна или две рейки. На одном из концов реек установлены заостренные металлические штыри. Рейсмус с двумя рейками используется, например, для разметки шипов и гнёзд для них в столярном деле.
Для одновременного прочерчивания большего количества линий или в случае, когда нет необходимости в изменении размеров, вместо рейсмуса может быть использована скоба. Скоба представляет собой деревянный брусок с выступом, в который забито необходимое количество гвоздей.
 Штангенрейсмас
ШтангенрейсмасШтангенрейсмас (штангенрейсмус) используется для измерения высот и разметки изделий, установленных на плите[1]. Штангенрейсмас состоит из штанги, жестко связанной с основанием. По штанге перемещается рамка с нониусом, как у штангенциркуля. Рамка имеет кронштейн, на котором закреплена измерительная или разметочная ножка.
Деревянный рейсмус
- Григорьев М. А. Справочник молодого столяра и плотника:Учебн. пособие для профтехучилищ. — 2-е изд. — М.: Лесная промышленность, 1984. — 239 с.
- Менделевич И.Р. Плотничные и столярные работы. — М.: Стройиздат, 1950. — 320 с. — 20 000 экз.
- Секацкий, В.С., Мерзликина Н.В. Методы и средства измерений и контроля: Учебное пособие. — Красноярск: ИПЦ СФУ, 2007. — 286 с.
- ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
ru.wikipedia.org
Рейсмус и фуганок. В чем разница и можно ли обойтись только одним станком?
Вопрос, чем отличаются рейсмусовый и фуговальный станки, очень часто возникает у новичков в столярном деле. Особенно у тех, кто не имел возможности в живую увидеть как работают эти станки в мастерской. И действительно, читая в интернете статьи или даже смотря видео, несведующему человеку зачастую сложно понять какая между ними разница. Ведь результат обработки и тем и другим станком кажется одинаковым — ровная поверхность деревянной заготовки.
В чем все таки разница?
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка — круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки. Таким образом, нижняя сторона заготовки может быть идеально выровняна. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки — снимать фаску, располагая направляющую линейку под углом к рабочему столу.
-
- Пример — фуговальный станок JET

Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки, соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине.
-
- Пример — рейсмусовый станок JET

Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровняна до использования рейсмуса.
Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне. Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.
Классическая технология деревообработки предписывает наличие обоих станков в столярной мастерской. Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обоих сторон и при этом одинаковой толщины по всей длине.
Можно ли избежать покупки обоих станков и обойтись только одним из них?
Этот вопрос возникает у новичков, сразу же после того, как они разбираются с первым вопросом. Вопрос, безусловно правильный, ведь купить один станок дешевле чем купить два, да и место в мастерской один станок займет меньше. И в общем-то, ответ на этот вопрос — да, в некоторых случаях можно обойтись только одним станком.
Во первых, перед покупкой станков стоит понять, какого рода изделия вы планируете делать в своей мастерской: для изготовления небольших изделий для дома из покупного мебельного щита можно обойтись вообще без этих станков, конечно если вы не планируете уменьшать толщину щитов и их кривизна для вас не критична. Для некоторых типов изделий вполне возможно, что вам понадобится только один из этих станков.
Во вторых, для каких-то типов работ фуговальный станок может быть заменен ручным электро рубанком. Также в интернете можно найти примеры множества самоделок для фугования и рейсмусования, в том числе рейсмус из тех же электро рубанков. Например, как в этом видео:
Еще один вариант избежать покупки двух станков — приобрести комбинированный вариант: фуговально-рейсмусовый станок, который сочетает в себе оба способа обработки. Вот пример такого станка:
-
- верхний фуговальный модуль готов к работе

-
- крышка стола откидывается и можно использовать рейсмус

Стоит помнить, что самодельные станки и комбинированные варианты заводского производства — это в любом случае компромисс. Да, безусловно, оба эти варианты обойдутся дешевле покупки двух отдельных станков, но имеют они и свои недостатки. На изготовление самоделки, вы потратите время, да и нужно обладать достаточными знаниями, чтобы сделать самодельный станок достаточно безопасным. Комбинированные варианты могут быть отличным решением для мастерской с ограниченным пространством либо для нечастого использования. Однако, даже на сайте производителя сказано, что комбинированный станок имеет более сложную и нагруженную конструкцию, чем отдельные станки, что при интенсивном использовании может потребовать более частого техобслуживания. В общем, как всегда — выбор за вами.
Благодарю за внимание! Всем удачи в ремесле!
Читайте новые заметки раньше всех – подписывайтесь на канал в Телеграм!
Общайтесь и задавайте вопросы автору блога ВКонтакте!
www.strelnawood.ru
Что такое рейсмус и для чего он нужен? 🚩 Ремонт дачи
Для того чтобы понять важность наличия рейсмуса в мастерской, достаточно взглянуть на любое столярное изделие: стол, стул, шкаф, кровать … Все они состоят из досочек или брусков, имеющих по всей своей длине одинаковую толщину и грани, строго параллельные друг-другу. Параллельность граней и постоянная толщина придают изделию совершенный вид, который радует глаз, демонстрируя аккуратность и мастерство мастера. Такую работу невозможно сделать, не имея рейсмуса.
- Рейсмусом называют инструмент, служащий для нанесения на деталь линий на заданном расстоянии.
- Также рейсмусом в обиходе называют деревообрабатывающее оборудование, предназначенное для простругивания заготовок в размер по заданной толщине.
Если в разговоре есть опасение, что собеседник не поймет, о каком из типов рейсмусов идет речь, то инструмент для нанесения разметки называют разметочным рейсмусом, а деревообрабатывающее оборудование – рейсмусовым станком.
Слово «рейсмус» пришло в русский язык из южнонемецкого. В современном немецком языке этот инструмент называют «штрайхмас», то есть прибор для нанесения штрихов. Также немецкие столяры используют и слово «райсмас». В русском языке часто встречается «полунемецкое» произношение названия инструмента: «рейсмас».
Простейший разметочный рейсмус представляет собой дощечку с уступом (скобу), в которую вставлена чертилка. Чертилкой может служить, например, гвоздь, вбитый так, чтобы его острый конец торчал и позволял отчерчивать линию.

Работает рейсмус очень просто: столяр ведет уступом скобы по ровной поверхности, а острым концом отчерчивает разметочную линию. Естественно, таким инструментом можно наносить разметку только на одном, неизменяемом расстоянии от уступа. Для того чтобы можно было наносить линию на разных расстояниях от уступа, рейсмус составляют из двух частей; разметочной рейки и основания, которые могут передвигаться друг относительно друга. Также в таком инструменте необходим механизм фиксации его частей после выставления нужного расстояния. Этим механизмом может быть клинышек из твердой древесины или винт. Для удобства выставления разметки на рейку можно наклеить линейку с делениями.
Существует много разновидностей разметочных реймусов, отличающихся как материалом, для которого они предназначены, так и возможностями нанесения более сложной разметки, чем одна прямая линия. Например, рейсмусы для нанесения разметки шипов и пазов позволяют быстро и точно разметить на нескольких деталях столярные соединения.
В слесарных работах используется специальная разновидность рейсмуса. Слесарный рейсмус представляет собой вертикальную стойку на горизонтальной платформе, к которой крепится наклонная чертилка. Передвигая чертилку по вертикальной стойке и выдвигая или задвигая ее, можно получить любое расстояние от базовой стороны платформы. Выбранное положение фиксируется винтами и инструментом обводится шаблон или базовая плоскость так, чтобы чертилка оставляла риски на заготовке.
Также в слесарном деле используется штангенрейсмус (штангенрейсмас), представляющий собой аналог штангенциркуля с базовой шкалой, закрепленной на стойке. Этим инструментом можно измерять высоту и чертить отметки на заданной высоте.

Рейсмусовый станок позволяет получить доску с заданной толщиной. Заготовка в нем плотно прижимается к столу вращающимися валиками и протягивается через рабочее пространство. В рабочем пространстве рейсмуса крутится один или несколько ножей, которые и обеспечивают снятие стружки. Из-за того, что заготовка своей нижней пластью плотно прижата в столу, толщина доски после обработки получается постоянной. При этом в станке обязательно присутствует механизм регулировки высоты ножей над столом.
Важно понимать, что рейсмусовый станок не заменяет собой фуганок или фуговальный станок. Доска, имеющая перед подачей в рейсмус изгиб, прижмется валиками при проходе через станок и выгнется обратно как только освободится от давления. Перед рейсмусованием хотя бы одна пласть доски или бруска должна обязательно быть ровной и плоской. Начинать обработку на рейсмусе нужно, положив заготовку плоской (отфугованной) пластью вниз.
Наиболее важные характеристики рейсмусового станка:
- Мощность двигателя. От мощности напрямую зависит способность станка обрабатывать древесину твердых пород. Кроме того, слабый двигатель может стать причиной неровной обработки даже досок из мягкой древесины.
- Максимальная ширина строгания. Чем она больше, тем лучше, конечно, но нужно помнить о мощности – обработка широкой доски сильно нагружает двигатель. Станку с большой шириной строгания должен соответствовать двигатель большей мощности.
- Максимальная высота заготовки. Выбор этого параметра нужно производить, исходя из того, для чего предполагается использовать станок.
- Максимальная глубина строгания за проход. Влияет на производительность работы. Чем меньше этот показатель, тем большее количество проходов потребуется в среднем, а значит – уйдет больше времени на обработку.
- Количество ножей и их расположение. Существуют рейсмусовые станки, позволяющие обрабатывать сразу две противоположные грани или даже все четыре стороны заготовки. Конечно, такое оборудование дороже, сложнее в настройке и наладке, более требовательно как к мощности двигателя, так и к весу самого станка.

Во время работы рейсмусовый станок подвергается значительным нагрузкам. Это может приводить к его вибрации и, как следствие, к сбою настроек и к износу всех механизмов. Вследствие износа точность настроек рейсмуса может сильно снизиться. В итоге, несколько досок, отрейсмусованных в один размер, в реальности окажутся разной толщины. Особенно это будет заметно, если калиброванные рейсмусом досочки или бруски предназначены для склейки мебельного щита.
Промышленный рейсмусовый станок, используемый в столярных цехах, представляет собой тяжелое устройство с массивной станиной, что уменьшает вибрацию. Механизмы подъема/опускания ножей в нем обычно сконструированы с большим запасом прочности. Все это приводит к тому, что надежные промышленные рейсмусовые станки имеют массу сотни килограмм и больше. Такой агрегат непросто или даже невозможно установить в домашней мастерской или на даче.
Бытовые рейсмусовые станки делаются на подставке из металлических профилей. В дешевых моделях могут использоваться некачественные подшипники и упрощенные конструкции лифта ножей. В результате процесс рейсмусования может превратиться в «танцы с бубнами», а качество полученных заготовок будет очень сильно зависеть от изобретательности мастера. Поэтому при выборе рейсмусового станка для домашней мастерской очень важно изучить отзывы пользователей, которые можно найти в интернете или узнать у знакомых. В этих отзывах стоит обращать внимание на то, как ведет себя оборудование после продолжительного времени эксплуатации. Также полезным будет изучение опыта пользователей по доработке конкретных моделей станков.
Тем не менее, для любителя постолярничать рейсмусовый станок – один из самых важных элементов оборудования мастерской. С его помощью работа по изготовлению столярных изделий станет намного приятнее и эффективнее.
www.kakprosto.ru
Рейсмусовые станки – принцип работы и правильная наладка…
В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола — для фуганка сверху, а так же для рейсмуса снизу.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков. В том случае, если Вы планируете заниматься только плоскостным строганием, то Вам обязательно стоит отдать предпочтение именно — рейсмусу.
mirax.ua