азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.


Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного.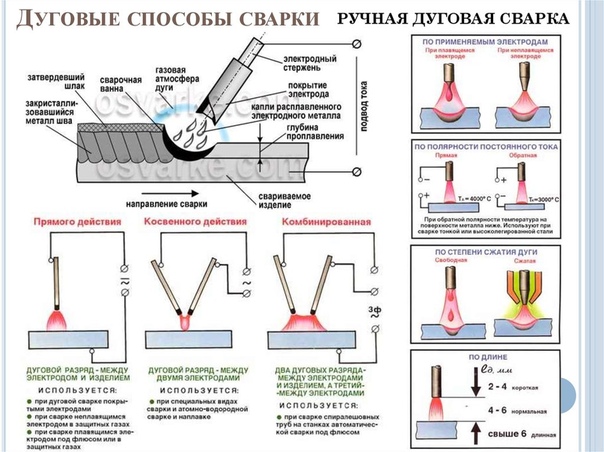 Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами.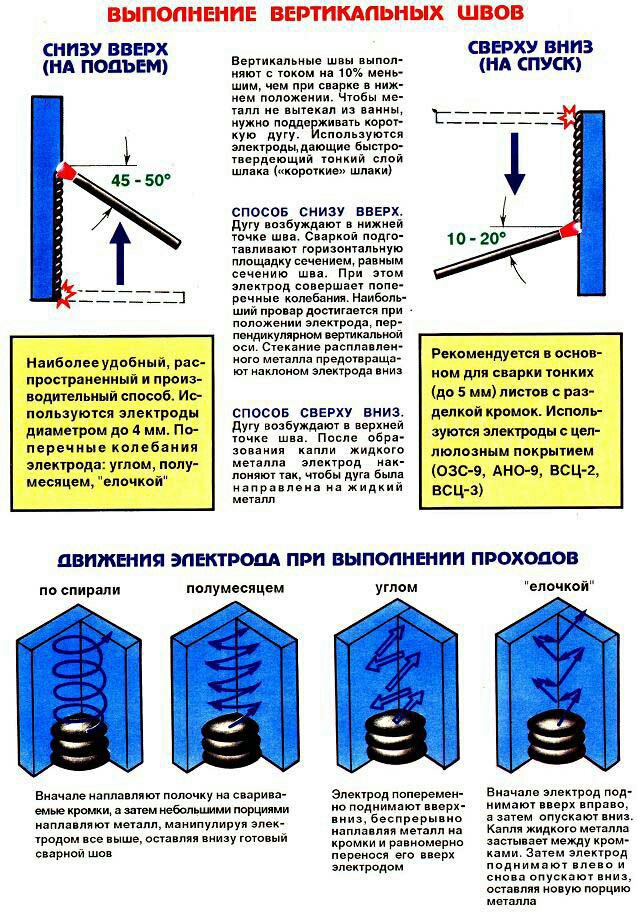 Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время.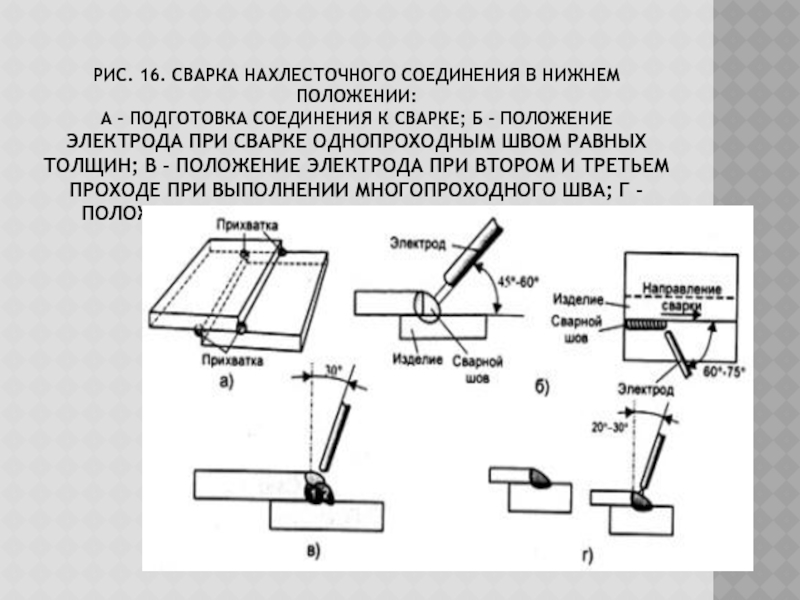 Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный.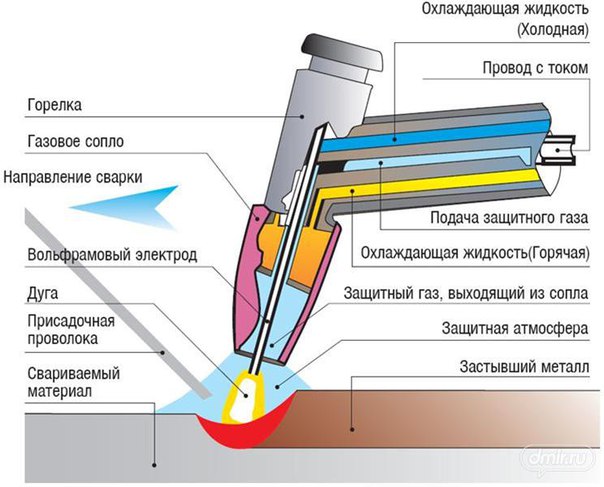 При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
 Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
 По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
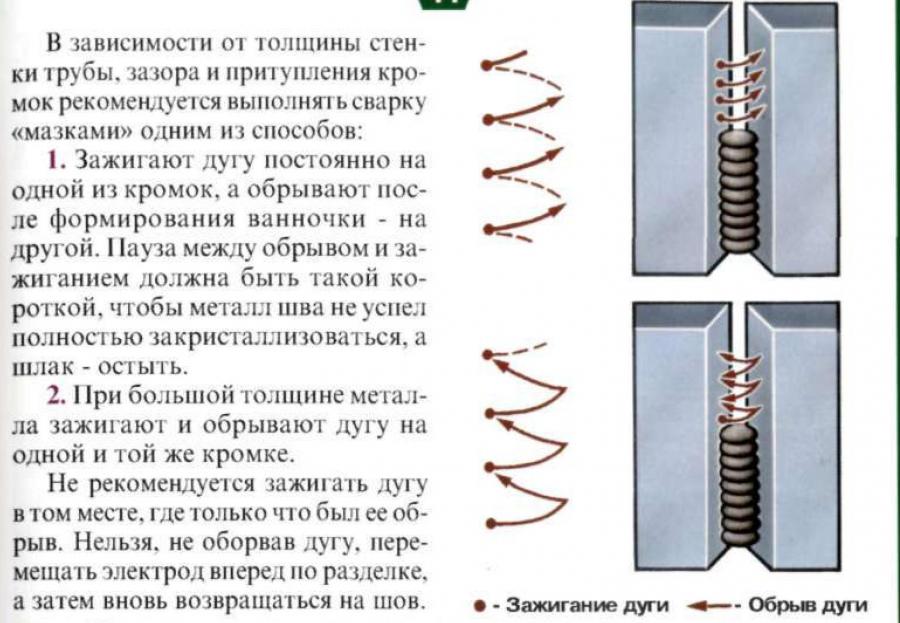
По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном.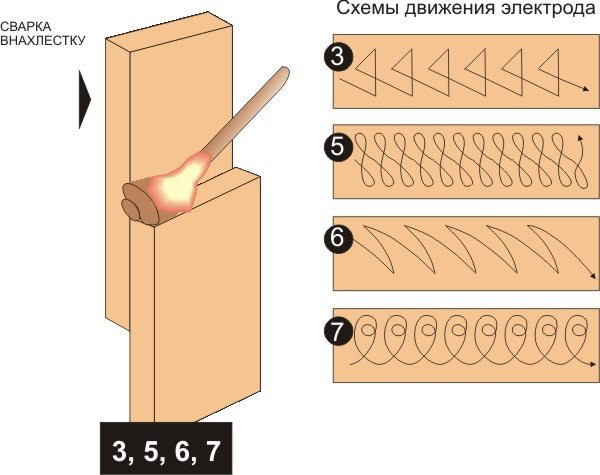 Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Оцените статью: Поделитесь с друзьями!Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
- Газовая горелка
- Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного.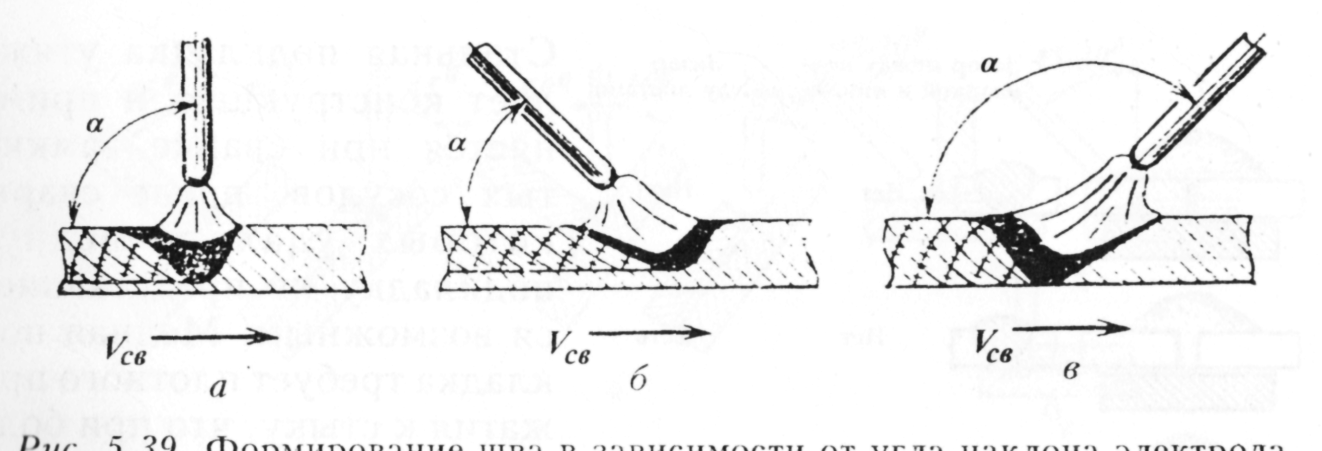 Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе.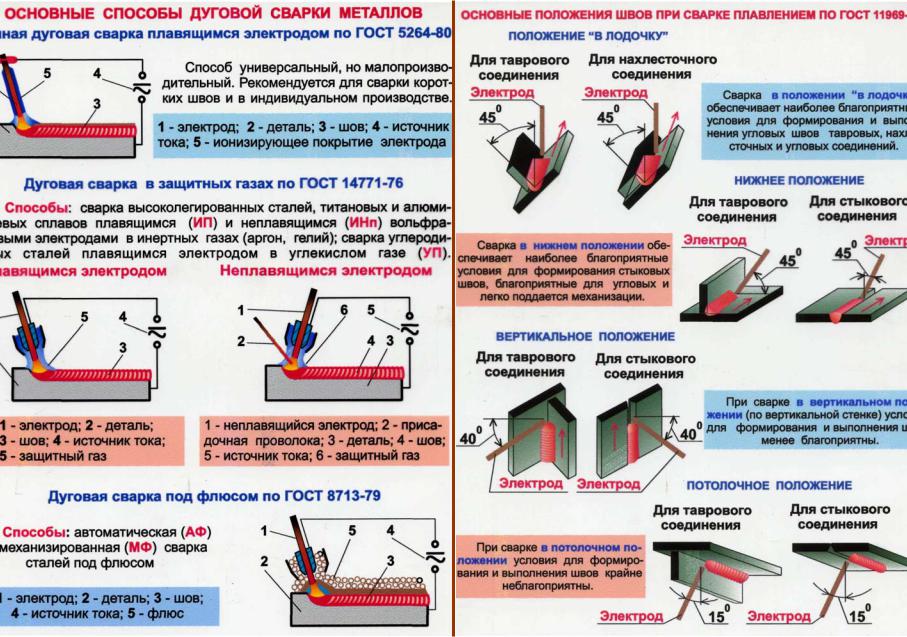 Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.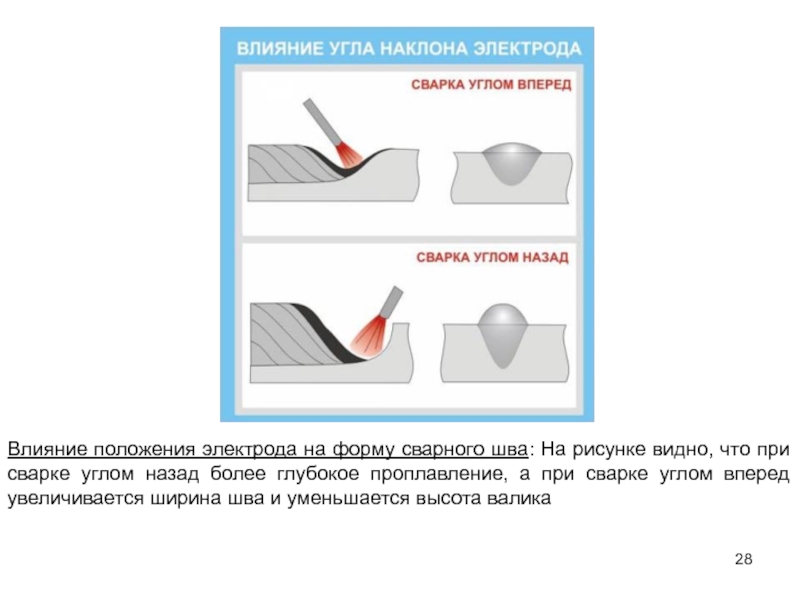
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.

Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения

В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.

Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.

- Непровар
- Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
техника и особенности, пошаговые инструкции новичкам
Сейчас люди используют большое количество способом сваривания металлов. И одна из самых распространенных и удобных методов является сварка электрической дугой.
Особенность ручной сварки электрической дугой это то, что нею можно воспроизвести любой шов, так что дуговая сварка очень универсальна, ее наверное самая употребляемая среди сварщиков.
Но самым большим сегментом остаются новички, для них такой вид сварки подходящий, поскольку позволяет легко работать в обычных домашних условиях.
Содержание статьиПоказать
Постулаты сварки дугой — без чего не справиться
Способ прямого действия самая распространённая техника создания шва при использовании ручной дуговой сварки. Это работает просто, электрод плавиться на зону заплавки без остановки, что обеспечивает качественный и непрерывный процесс заплавки шва.
Но помните, что не нужно работать на длинной дуге это чревато тем, что металл что плавиться с электрода окисляется на много быстрее, поэтому уже не запаивает так глубоко, часто появляться брызги, а это очень не безопасно, и под конец вы получаете не проваренный шов с элементами оксидов.
Что нужно знать про работу дуговой сварки, основные моменты
Когда мы говорим о технологии дуговой сварки, то можем назвать массу недостатков, но достоинства их перекрывают, температура при которой проводятся работы может достигать 5000 градусов и даже больше, мало какой метод может похвастаться такой прокалкой.
Именно эта особенность дуговой сварки и делает её универсальной, она может справляется с металлами любой толщины и химических свойств, даже с очень термостойкими металлами. Самая высокая температура поднимается в дуговом разряде.
Когда вы беретесь за дуговую сварки как электрической дугой, то для начала вам нужно разобраться в том как вообще работает эта дуга. Сначала поймите как дуга образуется и начинает свою работу, и когда вы это поняли то можете приступать к сварке деталей.
Вы можете разжечь дугу замыкая цепь, для этого будет достаточно коснуться концом электрода поверхности сварки и немного отдалить электрод от этой поверхности, такие, своего рода, постукивания.
Когда вы это делаете начинает образовываться электрическая дуга. При сварке, чтобы ваша дуга горела стабильно и не гасла проводите конец электрода плавно по нужной вам зоне дуговой сварки, очень медленно, так чтобы электрод успевал плавиться.
Когда вы работаете с электродами на которые нанесено какое-о покрытие помните, что в них плавиться не только само покрытие, но и стержень внутри электрода.
Это важно помнить, потому что в процессе плавления покрытия на поверхности сварки появляются газы и шлаки.
Шлаки вступают в соединения с самим металлом и тогда на поверхность выступает покрытие. Это покрытие очень полезно для металла, оно защищает шов от соединения с разными газами в воздушной системе, как например азот или кислород.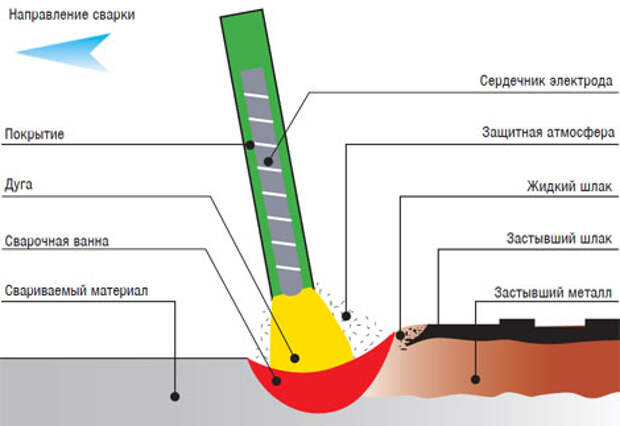
Когда образуется шлак нужно дополнительно зачистить металл от его фрагментов это так же очень полезно для металла.
Покрытия электрод бывают разные, они не только защищают шов от влияния среды, используя газ и лаки, что выделяет электрод, а ещё гарантирует крепкое скрепление металлов между собой-это повышает качество сварочного процесса в общем.
Ещё с покрытым электродом вы можете работать с совершенно разными видами металла от цветных до черных, от листов до целых металлических глыб, дуговая сварка справиться с любым заданием.
Этими электродами вы можете беспроблемно работать с аргоново-дуговой сваркой или элементарно наплавлять металл, она справиться со всем диапазоном задач.
Самый основной плюс сварочного аппарата-его простота в использовании, с этим справиться даже новичок, но при этом такой аппарат способен решать действительно сложные задачи-это и делает его универсальным.
Нюансы и особенности
Но конечно существуют и недостатки, ручная дуговая сварка не продуктивна, вам не выйдет за день сделать большой объем работы потому что, все таки, в такой сварке доминирующим остаётся человеческий фактор.
Приступая к работе, хорошо разберитесь в том как работать с ручной дуговой сваркой.
Вы можете базироваться сварочное соединение на литье, прокате или поковке. Прокат остаётся самой распространенной базой для выполнения таких работ. В
ажным этапом является подготовка детали, если вы научились справляться с дуговой сваркой, то у вас не возникнет никаких проблем.
Если за базу вы выбрали прокат, то помните, что перед началом работы его нужно подготовить. Такая подготовка состоит из двух этапов на первом вам нужно сделать правку, вы можете сделать это вручную или не станке, а второй этап состоит из процесса зачистки материала, из которых вы уже можете вырезать заготовки. Оцените визуально свои заготовки, если отрезки оказались кривыми то это нужно исправить, и подготовить борта для сваривания.
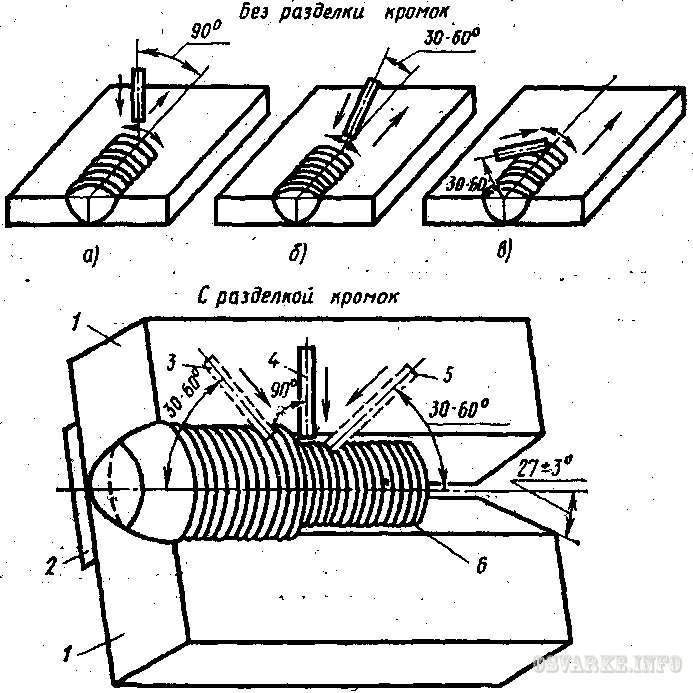
Гостовские документы пишут что, существуют основные способы, с которыми вы получите шов используя дуговую сварку, размеры будут в зависимости от толщины и материала, с которым будет проводиться сварка.
Когда все предыдущие этапы выполнены мы можете приступить к сборке. Следите что бы все было по норма кромки и расстояния между деталями.
На следующем этапе определите точность сборки, для этого под рукой должны быть измерительные щипцы, что-то для измерения длинны и сам шаблон, которого нужно придерживаться.
Потом нужно закрепить подготовленные элементы, это можно сделать скобами или прихватить маленькими швами. Проследите за сечением, оно не должно превышать треть самого шва, так же нужно все хорошо очистить от грязи, пыли, шлаков.
Потом вам нужно будет выбрать режим дуговой сварки-это важно, ведь от этого будет зависеть размер и форма соединения.
Если вы сделаете напряжение ниже, то шов будет не таким глубоким, а вот площадь шва увеличиться. Чем сильнее будет ток на вашем сварочном аппарате, тем глубже будет провар.
Классификация сварочных аппаратов
Сейчас на ринке существует много разных материалов, что обеспечат вам разное качество дуговой сварки, много видов есть в ассортименте. С чем-то работать легче, с чем-то сложнее.
Так что если вы используете ручную дуговую сварку, то вам необходимо иметь хороший сварочный аппарат. Сегодня есть 3 основных вида таких аппаратов, что обеспечивают выполнение сварочных процессов.
Их классификация зависит от того источника прямого или переменного тока, что им необходим для работы.
Что такое сварочный трансформатор
Такая вещ как трансформатор хорошо подойдет, лишь для тех кто только начинает учиться, трансформатор простой в использовании, им легко управлять. Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Этот процесс зависит от базисной детали такой как-трансформатор. Трансформатор работает только на переменном токе.
Так что при работе с трансформатором вам нужно будет всегда регулировать подачу тока. В комплекте для этого есть первичная и вторичная обмотки.
Немного меняя их положения вы повлияете на силу подачи тока. Если прочитав до этих пор у вас все ещё возникают вопросы о том как же варить дуговой сваркой, то помните, что сварочный трансформатор более всего подходит для новичков.
Если вам нужно крепкие соединения, то вам подойдет такое аппарат. Самое важное подобрать электроды высокого качества, и самое основное что бы они подходили для переменного тока.
Коэффициент полезного действия такого аппарата очень высокий, работает практически с мощностью автомата.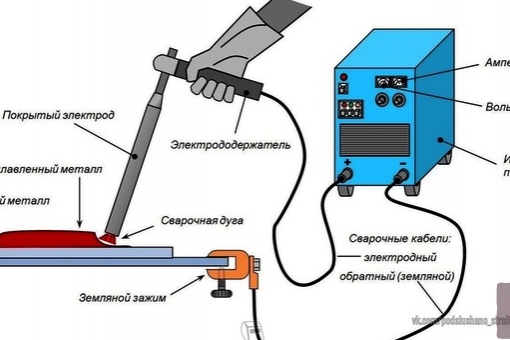 Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Как использовать сварочный выпрямитель
В функции выпрямителя входить выравнивание напряжения и преобразование и образование постоянного тока, при этом используя переменный. Выпрямитель состоит из следующих элементов.
Диодный блок, трансформатор на который положена функция понижения тока, механизм, что регулирует пуск и защиту. Если бы мы сравнили выпрямитель и трансформатор, по системе их построения, то было бы очевидно, что первый намного сложнее устроен.
Это и есть главный плюс выпрямителя, что они более удобны и намного качественнее в процессе работы. Дуга и ток, и главное шов, что выходит в результате имеет высокое качество работы.
Мы расскажем вас о преимуществах выпрямителей на примере одного из них, возьмем ВД-301. Как мы говорили выше, выпрямитель делает более прочные и крепкие соединения чем трансформатор.
Но у всего есть свои минусы, несколько недостатков есть и у выпрямителя. Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Как использовать инвертор
Если то о чем вы говорили ранее давно существует на нашем рынке и уже вошло в широкий обиход пользователей дуговой сварки, то такая вещь как инвертор остается новацией, появилось на нашем рынке оно совсем недавно.
Характеристики инвертора таковы, что он работает на высоких мощностях и с частотой более пятьсот Герц. Если вы передаете энергии при помощи инвертора, то это уже не габаритная машина как трансформатор.
Вы сможете использовать что-то более компактное, главное чтобы оно обеспечивало протекание постоянного тока при всем времени работы инвертора. Весь инвертора в районе 10 килограммов.
Это делает прибор удобным и портативным, очень удобно в использовании. Построение инвертора это-два выпрямителя, схема управлению и устройство, что преображает переменный ток. Инвертор характеризуется как аппарат, что может работать очень стабильно.
Используя ручную сварку дугой помните, что это совсем не просто, тем более для новичка. И если вы хотите сделать этот процесс легче, то вам нужно просто со старта подобрать хороший аппарат, это много чего облегчит.
Первое на что смотрите покупая сварочный аппарат-это то в какой диапазоне он может извинять сварочный ток. Именно эта характеристика свидетельствует о том, что аппарат мощный или не очень.
Еще посмотрите на то насколько быстро аппарат может разжечь дугу, если аппарат будет это делать долго, то эффективность вашей работы упадет в разы.
Чтобы определить все эти показатели не нужно быть профессиональный сварщиком, вся информация находиться в упаковке или в инструкции. Рекомендация! Если вы видите что указан параметр 60-80 В, то такой аппарат разжигает дугу очень быстро.
Правила безопасной работы со сваркой
Как мы писали ранее ручная дуговая сварка такой процесс, что требует много внимания и опыта, от того кто совершает эту не простую работу. При такой сварке стоит помнить правила безопасности.
Используйте щиток для защиты. На вас всегда должны быть перчатки и защитный костюм, что не воспламеняется. Все это защитит вас от ожогов, а это очень частое явление при таких работах, тем более если вы только учитесь.
Как говорилась ранее, возможны брызги металла и если они попадут на тело возможно сильнейшие ожоги, будьте очень осторожны.
Важно перед тем как пристукаешь к работе проверить хорошо ли работает ваша оснастка, будьте бдительны проверь все он аппарата со шнурами до электродов.
А если вы только начинаете свой путь в этой сфере, то лучше посоветуйтесь со специалистом, или даже просто первые несколько раз постойте и понаблюдайте как это делает человек с опытом.
Хочется добавить, что сварка дугой это совсем не легкое занятие. И нужно много всего прочитать, попробовать, попрактиковаться и даже понаблюдать за работай специалиста перед тем как приступать к своей первой дуговой сварке.
Вам придется понять технологию работы каждого элемента и купить хороший дуговой сварочный аппарат. А если у вас большой объем работы и вы понимаете, что с ним вам не справиться, то лучше попросите помощь человека который в этом ориентируется.
А если вы будете следовать нашим инструкциям, по эксплуатации, выборе аппарата и техники безопасности, то все у вас должно получиться.
Как правильно варить сваркой — дуговой, использование электродов, сварочного аппарата
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности
При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
В некоторых случаях исключить вероятность стекания металла невозможно
Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Что необходимо для работы
Перед тем как приступить к сварке, необходимо сварочный аппарат и экипировка:
Сварочные электроды. Подбираются исходя из предстоящих задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды применяются для сварки миниатюрных деталей. При диаметре электрода более 3,5 мм. требуется оборудование повышенной мощности.
Диаметр электрода подбираетс в соответствии с планируемыми работами
Костюм сварщика. В него входят одежда из плотного негорючего материала и обувь толстой кожи. Верхняя одежда хорошего качества отличается высоким воротником и двойным слоем ткани на запястьях.
Штанины брюк широкие, полностью закрывающие обувь от попадания искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). Существует несколько классов сварочных костюмов, в зависимости от степени соприкосновения с агрессивными средами.Сварочный костюм предназначен для защиты сварщика от ожогов
Маска со светофильтрующими стеклами. Очки лучше не применять, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, ведущих к полной потере зрения. При проведении потолочных сварочных работ, дополнительно к маске на голову и плечи одевается дополнительная накидка для защиты от ожогов.
Предназначена для предохранения глаз, лица, шеи и органов дыхания от вредного воздействия
- Слесарный инструмент — молоток, металлическая щётка, струбцины, тиски, напильники и т.д. В идеале работы производятся на верстаке или специальном сварочном столе. Если такие условия отсутствуют, необходимо выбирать место с максимально устойчивым положением.
 Штанины брюк широкие, полностью закрывающие обувь от попадания искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). Существует несколько классов сварочных костюмов, в зависимости от степени соприкосновения с агрессивными средами.
Штанины брюк широкие, полностью закрывающие обувь от попадания искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). Существует несколько классов сварочных костюмов, в зависимости от степени соприкосновения с агрессивными средами. Если такие условия отсутствуют, необходимо выбирать место с максимально устойчивым положением.
Если такие условия отсутствуют, необходимо выбирать место с максимально устойчивым положением.Место проведения сварочных работ освобождается от горючих материалов и оборудуется средствами тушения огня — водой, песком, технической содой. Если это закрытое помещение необходимо обустроить приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Основные правила
Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.
Появляется возможность качественно сформировать валик.
Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб
Особенно важно соблюдать это правило для сваривания неповоротных стыков
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
https://youtube.com/watch?v=OKCcdMFUq9s
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.
Техника ведения
При соблюдении можно сгладить погрешности, возникающие от отклонения угла наклона держателя. В зависимости от необходимого наполнения сварочного шва, принято несколько способов ведения:
- треугольник. Эта проводка позволяет надежно проваривать корень шва. Используется для сварки деталей толщиной свыше 6 мм и обеспечивает надежный разогрев средней части шва. Способ наиболее распространен, при сваривании труб с неповоротным стыком;
- ведение электрода по ломаной зигзагообразной линии. Применяется при сварке конструкций с толщиной металла менее 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Такой проводкой можно качественно варить стыки без обеспечения скоса кромок;
- круговые или эллипсные движения электродом. При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.
 При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.
При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.При этом важно обеспечивать одновременное продвижение сердечника совместно с движениями, отвечающими за разогрев стыка и заполнение шва. Существует три варианта продвижения, которые могут сменять друг друга
Первый вариант – это поступательное движение по оси сердечника. Такое движение необходимо, чтобы поддерживать дугу с постоянной длиной и обеспечивать определенную скорость сваривания конструкций.
Второй вид – движение по оси шва по прямой линии. В этом случае у сварщика появляется возможность контролировать время расплава металла и обеспечивать определенный катет.
Третий вариант – под углом 45 ° поперек шва совершаются колебательные движения. Этот способ используют для обеспечения разогрева кромки детали.
Сварщик может регулировать ширину валика на тонком металле. Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Движения держателем
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода
Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Вертикальное соединение
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх.
Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз. После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх.
Сварочные режимы
Умение подобрать правильный режим сварки — обязательное условие для хорошего качества работы. Вот основные стандарты:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1 | 1 | 15-20 |
| 2 | 2 | 30-50 |
| 3 | 3 | 70-100 |
| 4 | 3 | 100-150 |
| 5 | 4 | 160 |
| 10 | 5 | 180-200 |
Электросварка является экономичным и прочным способом соединения металлических деталей. Проявляя терпение, усидчивость, и следуя вышеизложенным советам, можно быстро овладеть дуговой сваркой и успешно реализовывать свои строительные цели.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода.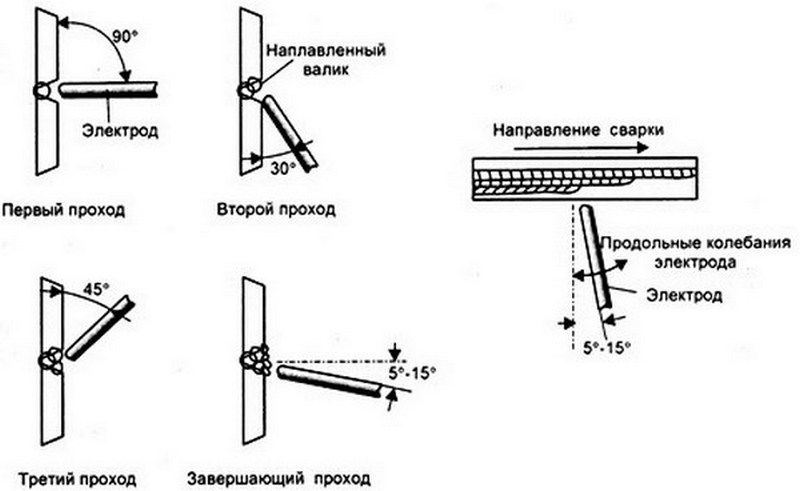 Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Формирования структуры сварного шва
Плавильным пространством электродуговой сварки называется т.н. сварочная ванна (или кратер), которая возникает под действием тепла исходящего от дуги.
С перемещением источника тепла передвигается также плавильное пространство. Условно плавильное пространство делят на две части. Головная часть (передняя) и хвостовая часть (тыловая). В передней части происходит расплав металлов и смешение основного и дополнительного материала в единое целое (диффузия). В тыловой, по мере остывания, происходит кристаллизация плотной поверхности сварочного шва.
Схематическое изображение сварочного кратера
Формирование шва может происходить при сварке под флюсом, окружённое оболочкой шлаков и тогда дуга практически не видна. А сварку называют закрытой.
Открытой сваркой называется процесс формирования плавильного пространства, окружённого прозрачными газами, выделяемыми обмазкой электрода.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки.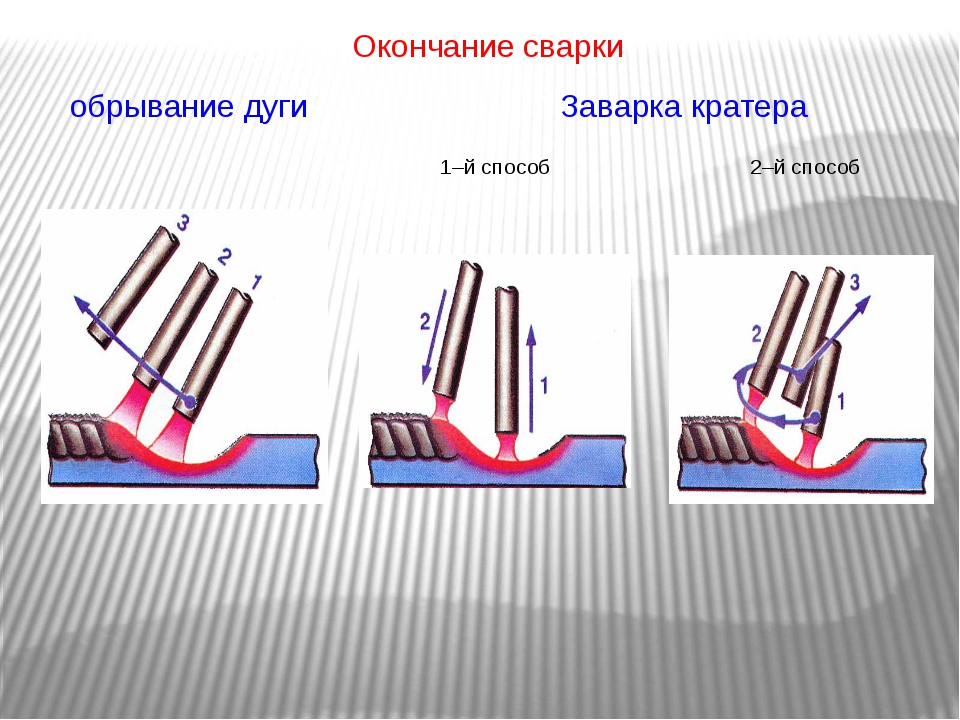 Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Техника безопасности при сварке
Пренебрежение правилами личной безопасности влечёт за собой самые неприятные, а порой и трагичные, последствия. Основные правила техники безопасности гласят:
- Используя сварочное оборудование необходимо следить за надёжной изоляцией проводов, осуществляющих питание прибора и непосредственно электрической дуги. Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
- Работы должны производиться в целой спецодежде, обуви и огнеупорных перчатках. В помещениях где производится сварка должны применяться резиновые коврики и галоши. Пространство должно хорошо освещаться.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надёжной изоляции, исключающие прямой контакт с кожей сварщика. Электрододержатель считается качественным, если выдерживает 8000 и более зажимов электродов.
- Для обеспечения безопасности рекомендуется применение автоматических выключателей.
 Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.Таковы некоторые из положений ГОСТа, регламентирующего работы сварщика. Конечно, в домашних условиях никто не будет контролировать выполнение вышеизложенных положений. Однако их необходимо знать и помнить, что писаны они не ради красного словца, а на горьком опыте пострадавших.
Сварочные работы стоят на втором месте по опасности после шахтёрского труда. Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
(0 голосов, среднее: 0 из 5)
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом.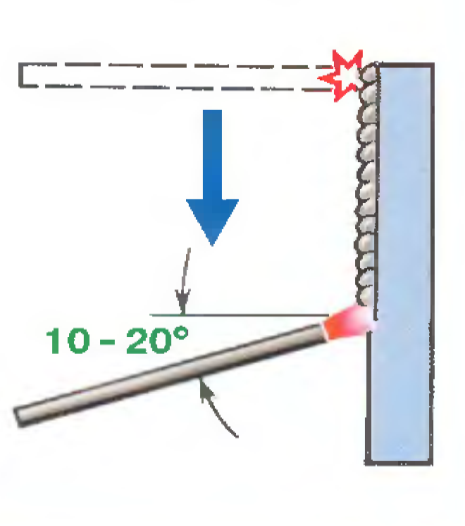 Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами — снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны — внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой.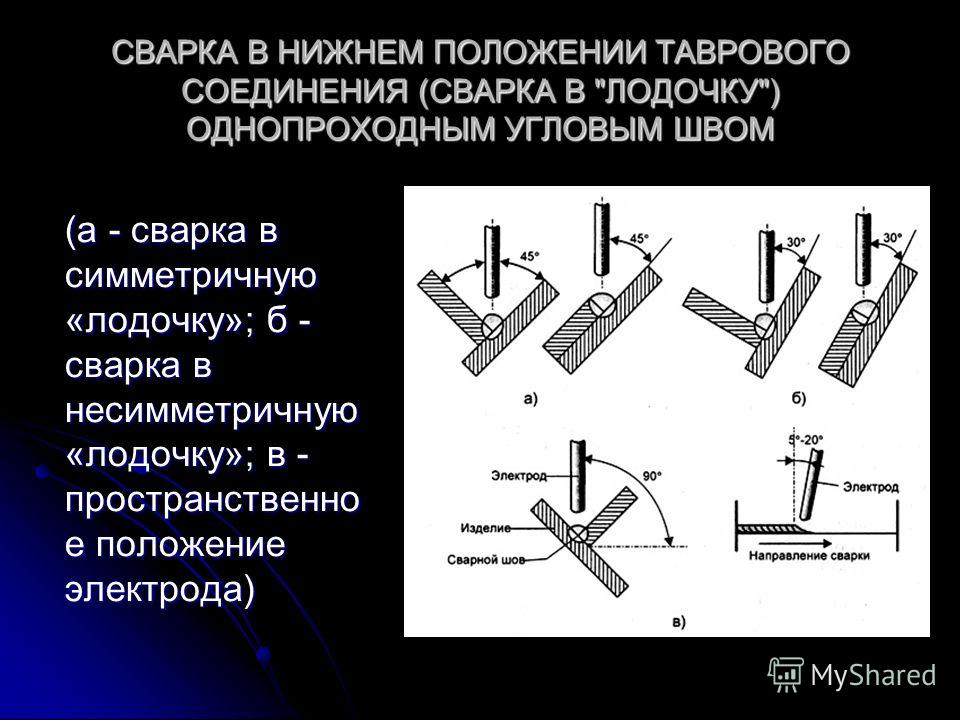 Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача — опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Увеличение ширины шва также пойдет на пользу для решения проблемы.
Как правильно работать сваркой — дуговая сварка ВИДЕО уроки
Для того чтобы научиться пользоваться сварочным аппаратом, необходима не только практика, но и специальные теоретические знания. В данной статье будут рассмотрены основные моменты того, как правильно работать сваркой, чтобы не только сделать красивый и качественный шов, но и обеспечить безопасность себе и окружающим. Дуговая сварка, видео уроки по которой даны на нашем сайте, — работа весьма серьезная. Перед тем, как приступить к обучению сварочным работам, необходимо приобрести средства защиты, электроды и специальную экипировку. Кратко остановимся на каждом из этих пунктов.
Экипировка
Как у профессионального сварщика, так и у любителя, должна быть спецодежда, в которой он будет проводить все работы. А именно:
- Комбинезон или халат со штанами должны быть выполнены из очень плотного материала. Опытные специалисты предпочитают плотный брезент.
- Перчатки из замши или брезентовые рукавицы защитят руки от термических ожогов, которые могут возникнуть в результате попадания раскалённых брызг на кожу.
- Маска сварщика или защитный щиток со специальными светофильтрами смогут обезопасить лицо от брызг, а глаза — от опасного излучения.
 Опытные специалисты предпочитают плотный брезент.
Опытные специалисты предпочитают плотный брезент.На месте, где проводятся сварочные работы, должно быть ведро с водой и большой кусок плотной ткани или плед, чтобы сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все легко возгораемые предметы.
Электроды
Электроды при сварке выполняют функцию передачи тока ко шву. Новичкам рекомендуется начинать с применения электродов в виде твёрдых стержней с плавящим напылением диаметром 3 мм. Для электродов с большим диаметром нужно мощное оборудование, а изделия с диаметром 2 мм используются для сварки тонколистового металла.
Пользоваться отсыревшими, старыми или повреждёнными электродами запрещено.
Практические занятия
Для тех, кто первый раз берёт в руки сварочный аппарат, не лишним будет просмотреть «Дуговая сварка: видео уроки», чтобы ускорить процесс обучения и избежать ошибок.
Перед проведением любых сварочных работ рабочую поверхность металла необходимо очистить от грязи и ржавчины.
Взяв первый раз в руки сварочный аппарат, нужно сначала научиться делать ровные валики на металле, а уж потом переходить к освоению технологии выполнения соединительных швов.
Для этого:
- В держатель сварочного аппарата вставляется электрод.
- Для создания электрической дуги нужно несколько раз постучать им по заготовке или сделать чиркающие движения.
- Теперь электрод направить на заготовку и стараться сохранить между металлом и дугой расстояние от трёх до пяти миллиметров. Это умение является очень важным для выполнения красивого шва, так как при изменении величины зазора дуга прерывается, и качество работы снижается.
- Электрод направляют под углом 70 градусов к поверхности металла. По мере приобретения опыта этот наклон можно изменять в зависимости от специфики работы.
- Правильно подобрать силу тока можно только методом экспериментов. При слабой силе тока дуга будет гаснуть, а при сильной — расплавлять металл.
- Отрегулировать скорость перемещения электрода. При быстром передвижении (высокой скорости сварки) количества расплавленного металла может не хватать на образование шва. А вот медленная скорость приводит к перегреву основного металла и образованию его избытка и растеканию.

Освоив первые уроки, как правильно работать сваркой, можно приступать к следующему этапу.
Выполнение соединительных швов
Здесь представлена дуговая сварка (видео уроки), как правильно выполнять соединительные швы.
Как видим, начало процесса аналогично описанному выше. Разница состоит в том, что рука должна двигаться не по прямой линии, а по ломаной траектории, чтобы перераспределить расплавленный металл с одной части заготовки на другую. Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Остывший шов освобождают от шлака с помощью небольшого молоточка. После этого можно оценить качество своей работы.
Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько способов разделки кромок заготовок, а также виды соединительных швов в зависимости от типов необходимых соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.
Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к более сложным работам. От конструкций для надворных построек и дач можно постепенно переходить к изгородям, решёткам, перилам и другим изделиям.
Но для освоения сложных приёмов и приобретения профессиональных навыков необходимо постоянно практиковаться и повышать уровень квалификации, изучая видео по дуговой сварке от специалистов, которые имеют большой опыт работы.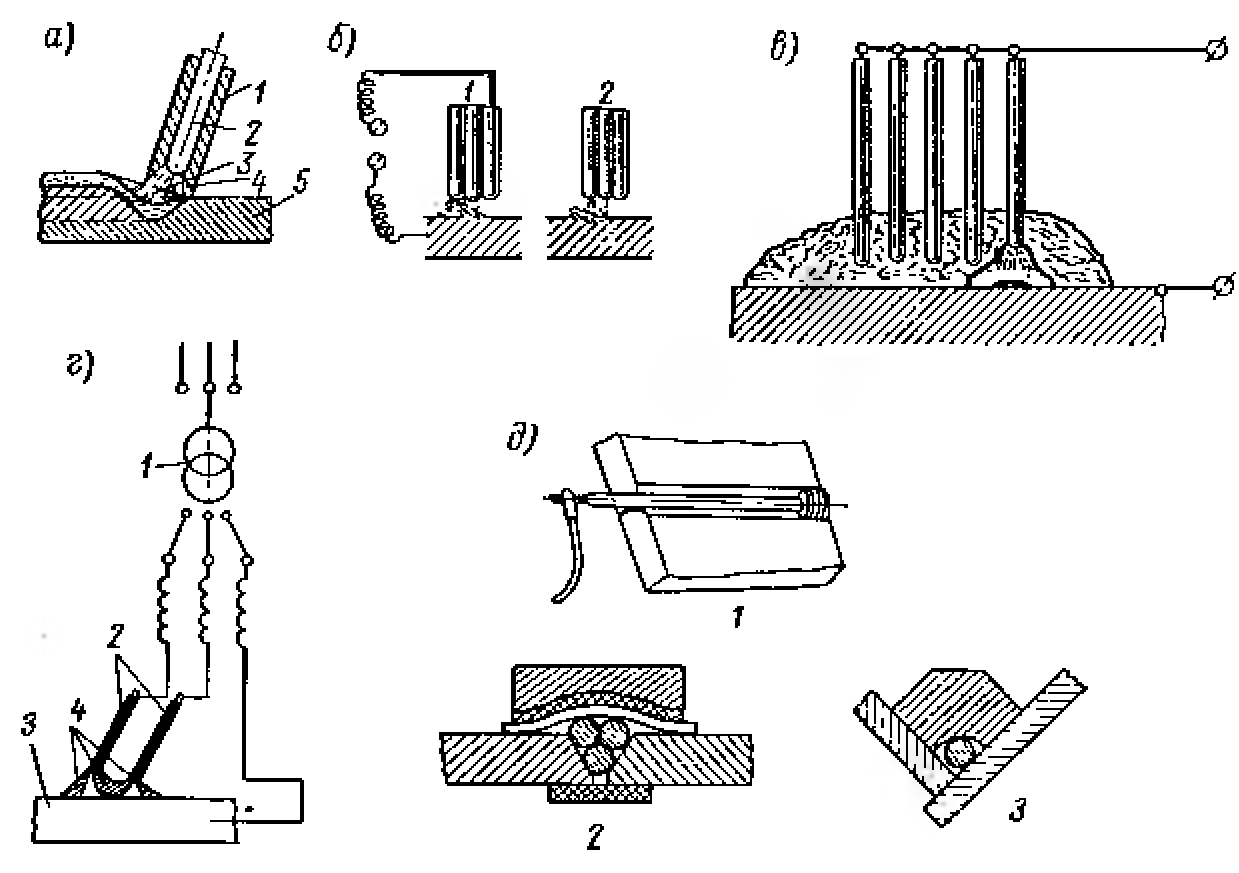
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Советы и методы для сварки Stick / SMAW
Для дуговой сварки защищенного металла (SMAW) требуется настройка, а затем сварка.
Как правило, фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%. Остальное уходит на подготовку и удаление шлака.
Фактически используемый способ сварки зависит от электрода, состава детали и положения свариваемого соединения.
Выбор электрода и положения сварки также определяет скорость сварки.
Плоские сварные швы требуют минимум навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет повысить скорость сварки.
Сварка под наклоном, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для наложения сварного шва.
Настройка работы SMAW
Перед началом работы убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистить заготовку
- Зажать деталь вплотную к сварному шву
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электродов.
- Определите оптимальную длину дуги. Ориентировочно дуга для электрода диаметром от 1/16 ″ до 3/32 ″ составляет 1/16 ″ (1.6 мм). Длина дуги для электрода 1/8 ″ и 5/32 ″ составляет 1/8 ″ (3 мм).
- Перед выполнением второго прохода сварного шва приготовьте отбойный молоток для удаления шлака.
Примеры сварки палкой
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие / более низкие уровни силы тока, чем рекомендовано, и плохое проплавление.
Операция
Запуск дуги
Технология старта с нуля:
Для зажигания электрической дуги при запуске SMAW электрод вводят в контакт с заготовкой, тянут, как зажигающую спичку, а затем слегка отводят.Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он освободится.
Техника нарезания резьбы:
Переместите электрод прямо вниз к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она слишком высоко поднята над заготовкой.
Работа с держателем электрода
Это инициирует плавление заготовки и расходуемого электрода и вызывает переход капель электрода от электрода к сварочной ванне.
По мере плавления электрода покрытие из флюса разрушается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его движения от электрода к сварочной ванне.
Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Сварка стыковых стыков
Прихваточные швы
Прихваточный шовПрихваточный сварной шов сварите два металлических куска, чтобы удерживать их на месте.Это уменьшит деформацию соединения, которая вызвана расширением и сжатием металла при его нагревании и охлаждении.
Сварные швы с двойной V-образной канавкой, одной V-образной канавкой и квадратной канавкой
При выполнении шва с разделкой кромок держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварного шва.
Однорядный борт — это все, что нужно для сварного шва с узкой канавкой. Для шва с более широкими бороздками лучшим вариантом будет переплетенный валик или много бусин стрингера.
Сварной шов с квадратной канавкой
Сварной шов с квадратной канавкой Если толщина материала составляет 3/16 ″ (5 мм), его обычно можно сваривать сварным швом с квадратной канавкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкойV-образная канавка
Для сварных швов SMAW, требующих более толстых металлов, может потребоваться подготовка кромок (V-образная канавка) стыковых соединений для получения хороших сварных швов.
V-образная канавка рекомендуется для металла толщиной от 3/16 ″ до 3/4 ″ (от 5 до 19 мм).Он также используется для любой толщины, когда сварка может выполняться только с одной стороны.
Фаску можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Связанная сварка стержнем Прочтите: Лучшие машины для сварки стержнем
Сварка тройников
Угловой шов
Электрод (1) следует держать под углом 45 градусов или меньше при выполнении углового шва. Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10–30 градусов в направлении сварного шва.
Наклоните электрод на 10–30 градусов в направлении сварного шва.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций сваривайте с обеих сторон.
При необходимости для прочности добавьте второй слой (удалите шлак перед добавлением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода перемещайте электрод круговым движениемПри сварке внахлестку электрод следует держать под углом 30 градусов или меньше.При необходимости используйте один или два сварных прохода. Перед вторым проходом удалите шлак.
Сварочные позиции
Каждое положение при сварке описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Перед тем, как приступить к любой операции SMAW, ознакомьтесь с инструкциями производителя.
горизонтальный
Однопроходный сварной шов
При выполнении горизонтальной сварки сварщику необходимо учитывать деформацию, вызванную гравитациейПроблема горизонтальной сварки заключается в искажающем влиянии гравитации на сварочную ванну.При необходимости или если это поможет, прихватите подкладочную ленту. Также могут помочь скошенные края.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь к направлению сварки на 15 градусов.
Материалы со скосом для горизонтального сварного шва
Расположение многопроходных сварных швов
Каждый номер указывает расположение каждого сварного шва. Примечание Использование опорной пластины. Шлепки необходимо убирать после каждой сварки.Вертикальное сварочное положение
Схема многопроходного вертикального сварного шва
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикального сварного шваНаправление сварки может изменяться сверху вниз или снизу вверх.Сваривать легче снизу вверх.
При необходимости используйте опорную пластину, сваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника
Помните об искажающем влиянии гравитации. Сварите соединение с обеих сторон, чтобы добиться максимальной прочности. Двигаясь вдоль сварного шва с электродом, используйте движение плетения.Схема сварного шва внахлест
Позиция потолочной сварки
При сварке над головой дугу следует располагать немного дальше от кратера.Приварите опорную пластину прихваточным швом и при необходимости используйте скошенные края.
Схема соединения с пазом под потолком
Тройник верхний
Проверка сварного шва
Схема испытания прочности сварного шва
Проверьте сварные швы с помощью молотка в указанном выше направлении. Слабость может быть из-за пористости (отверстия в сварном шве), неправильного нагрева или высокой скорости перемещения.Ударьте молотком по материалу, приваренному к основанию. Сварной шов должен немного гнуться и не ломаться.
Поломка может быть из-за слишком большого количества отверстий (пористых) в сварном шве или из-за того, что сварной шов содержит шлак.
Также обратите внимание, видна ли скошенная область.
Если это так, это может означать, что присадочный материал не расплавился полностью из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.
Удаление шлака
После затвердевания его необходимо удалить, чтобы обнажить готовый сварной шов.
По мере того, как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшуюся часть электрода и вставить новый электрод в электрододержатель.
Эта деятельность в сочетании с измельчением шлака сокращает время, которое сварщик может тратить на укладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов.
Изготовление аппарата для дуговой сварки — Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с середину трансформатора и немного короче его вершины.Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в отверстие. канавка.
После установки в тисках для рычага кабель можно наматывать.
Для этого проекта попробуйте собрать около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за половину цены на кабель, так что 50 футов обошлись мне всего в 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины кабеля в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
Когда 18 витков провода поместятся в канавку, можно сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
5 шагов, которые помогут улучшить вашу сварку стержнем
Ручная сварка, или, как ее чаще называют, дуговая сварка защищенного металла (SMAW), является одним из старейших видов сварки, используемых до сих пор.Часто говорят, что сварка палкой — самый сложный процесс сварки для начинающих. Должен сказать, что полностью согласен.
Для овладения ею требуется максимум навыков, терпения, сосредоточенности и техники. Я всегда говорил своим студентам-сварщикам, что сначала я учу клюшку, и если вы освоите сварку палкой, у вас не будет проблем с изучением других процессов.
Разбив SMAW на 5 основных этапов, мы сможем лучше понять процесс. Понимая процесс и параметры того, какие эффекты дают хороший сварной шов, мы можем улучшить сварные швы.
Запомните аббревиатуру CLAMS , которая означает Current, Length of the Arc, Angle, Manipulation and Speed . Это движущие факторы успешной сварки с использованием процесса SMAW. Эти переменные также переносятся на другие сварочные процессы. Понимая CLAMS и применяя их к сварке, вы сможете надежно выполнять качественные сварные швы во многих процессах.
ТОК
Выбор подходящего тока, вероятно, является самым важным параметром для получения качественной сварки.Самая распространенная проблема, с которой сталкиваются начинающие сварщики при старте, — это прилипание стержня к пластине. Мы все были там. Выбрав правильную силу тока, мы можем помочь предотвратить прилипание электрода. Кроме того, если наша сила тока установлена слишком низкой, мы рискуем не получить достаточное проникновение в основной металл и сварной шов не смачиваться на носках основного металла.
С другой стороны, если мы установим слишком высокую силу тока, мы можем получить сварочную лужу, которая будет слишком широкой и слишком жидкой.Слишком жидкую лужу очень сложно контролировать. Мы также рискуем получить подрезы вдоль кромок сварного шва и чрезмерное разбрызгивание. Избыточная сила тока может также повредить различные элементы из флюсового покрытия электрода и в конечном итоге полностью изменить характеристики электрода.
Когда мы используем соответствующую силу тока, мы обнаруживаем, что сварной шов течет плавно, и мы не получаем разрывов, связанных с неправильной силой тока.
Многие производители электродов обычно предоставляют широкий диапазон допустимой силы тока для каждого из своих электродов. Например, один производитель электродов рекомендует использовать электрод E7018 1/8 ”для работы в диапазоне 90–160 ампер. Это разница в 70 ампер. Конечно, электрод будет неплохо работать при любой из этих ампер, но мы ищем оптимальные результаты.
Хорошее практическое правило, чтобы найти хорошую пусковую силу тока для электродов с низким содержанием водорода, — использовать десятичный эквивалент диаметра электрода.Например, если мы используем E7018 1/8, мы можем взять 1 и разделить его на 8, что даст нам 0,125, поэтому мы будем использовать 125 ампер как хорошее место для начала.
Аналогично, 3/32 ”E7018 будет иметь десятичный эквивалент 0,093, поэтому мы будем использовать 93-ампер в качестве хорошего места для начала.
Длина дуги
Ударяя электродом по материалу, мы должны убедиться, что у нас есть соответствующая длина дуги.Отличный метод для этого — сохранить длину дуги не больше диаметра электрода. Если вы используете электрод 1/8 дюйма, держите длину дуги не более 1/8 дюйма, то же правило применяется для любого другого диаметра электрода, который вы можете использовать.
Если длина дуги слишком мала, вы рискуете застрять в электроде, а это совсем не весело. Если длина дуги слишком велика, существует риск ее погашения, чрезмерного разбрызгивания сварочного шва и даже подреза.По мере увеличения длины дуги увеличивается и напряжение. Когда это происходит, лужа становится шире, чем необходимо, и края расширенной дуги врезаются в основной металл и размывают стороны лужи, создавая поднутрение. Когда электрод находится так далеко, внутреннее ядро не может заполнить основным металлом, чтобы заполнить эродированные края. Мне нравится держать дугу как можно ближе, особенно когда выходишь из позиции.
Уголок
Когда дело доходит до сварки, углы оказывают огромное влияние на результат сварки.Два основных угла, на которые вам действительно нужно обратить внимание, — это угол поворота и рабочий угол. Сначала давайте обсудим угол поворота. С помощью стержневых электродов мы хотим протащить стержень в направлении сварки. Когда кончик электрода касается основного металла, нам нужно наклонить противоположный конец электрода на 20-30 ° по направлению движения. Это обеспечит образование лужи жидкости и хорошее проникновение в основной металл. Если угол перемещения составляет менее 20 °, существует риск образования брызг при сварке (картечь) из-за энергии на кончике электрода, вызывающей разрушение лужи.Как только мы начинаем проходить угол 30 °, мы начинаем рисковать снижением проникновения сварного шва в основной металл.
Второй угол, на котором нам нужно сосредоточиться, — это рабочий угол. Рабочий угол будет определять размещение сварного шва. Мы хотим убедиться, что сварной шов будет именно там, где мы ожидаем. Для валика на пластину или стыкового шва мы хотим обеспечить рабочий угол 90 ° перпендикулярно пластине. Для любых угловых сварных швов вам нужно использовать рабочий угол 45 °, это обеспечит равномерное размещение валика между двумя кусками материала.Для многопроходных сварных швов вы захотите разделить основание предыдущего сварного шва пополам с электродом, чтобы обеспечить 50% покрытия предыдущего шва и 50% привязки к основному металлу.
Манипуляции
При сварке в горизонтальном положении обычно не требуется особых манипуляций. Вы действительно хотите, чтобы манипуляции были в пределах от 1-1 / 2 до 2 диаметров электрода. В большинстве случаев вы можете просто медленно продвигать основной металл, и электрод сделает всю работу за вас, пока сохраняется правильный ход и рабочий угол.Если вы выполняете сварку в вертикальном положении, обычно используется небольшое колебание, у каждого сварщика свои предпочтения, некоторые перемещаются из стороны в сторону, некоторые создают Z-образный узор, перекрывая сварочную ванну каждый раз, когда они встречаются. Я предпочитаю U-образный механизм и держу бассейн размером ¼ дюйма. Какую бы технику вы ни выбрали, сосредоточьтесь на сторонах сварного шва. Я обычно задерживаюсь на доли секунды с каждой стороны и быстро прохожу через середину сустава. Поскольку вы работаете против силы тяжести, центр сварного шва позаботится о себе сам.Слишком медленное перемещение через середину приведет к чрезмерному скоплению в центре сустава.
СКОРОСТЬ
Последнее, что мы обсудим, это скорость. Чтобы развить хорошую скорость, ударьте по электроду и установите дугу, сделайте небольшую паузу, чтобы лужа успела развиться. Как только лужа достигнет желаемого размера, продолжайте медленно тянуть через стык, поддерживая одинаковый диаметр лужи на всем протяжении. Вы будете знать, если будете двигаться слишком медленно, потому что сварной шов станет шире и начнет нарастать выше, чем необходимо.Слишком медленное движение приведет к увеличению сварного шва с меньшим проваром. Лучше использовать несколько сварных швов для областей, требующих большего заполнения, чем двигаться медленно и делать более широкий проход.
Если вы едете слишком быстро, сварочная ванна станет уже, чем предполагалось. Сварной шов также будет иметь более высокий венец, поскольку у электрода не будет достаточно времени, чтобы расплавиться с основным металлом. Слишком быстрое перемещение приведет к высокому профилю кромки валика, отсутствию проплавления вдоль пальцев сварного шва, небольшому провару или его отсутствию и перекрытию.Всего этого следует избегать для получения прочного шва.
Если вы только учитесь, отмерьте свою тарелку на сегменты в 1 дюйм и проведите линии с помощью мыльного камня. Переход от одной линии к другой займет около 5-6 секунд, пока вы путешествуете по стыку. Считайте это в своей голове, пока идете. Со временем вы сможете уйти от места, звуковой и мышечной памяти.
Заключение
Используя методы, перечисленные выше, вы продвинетесь на пути к овладению процессом SMAW.Ключ к развитию необходимых навыков — практика, практика и практика. Сварка — нелегкий навык, и для его освоения потребуется много терпения. Идите с ясной головой и расслабьтесь, не напрягайтесь при сварке. Вы хотите сохранять спокойствие, хладнокровие и коллективность при каждой сварке. Если вы ошиблись (а вы это сделаете), просто расслабьтесь. Проанализируйте, что вызвало ошибку, и используйте эту информацию, чтобы предотвратить ее повторение. Вы хотите оценить каждый сварной шов и спросить себя, что пошло правильно, а что пошло не так.Затем используйте эту информацию и примените то, что вы узнали, к следующему проходу. Спасибо, что прочитали, и до следующего раза сделайте каждый шов лучше, чем последний.
Как правильно выполнять сварку. Основные сведения для начинающих [ПОДРОБНЕЕ]
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности. Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкойбыла впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, при ремонте и т. Д.
Но давайте разберемся более подробно и определим, как правильно выполнять сварку.
Что такое ручная сварка?
Сварка палкой — это жаргонный термин, который в промышленности используется для обозначения процесса, который технически называется дуговой сваркой защищенного металла. Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Сварка палкой использует электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака на поверхности сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Как работает сварка стержнем?
Принцип работы электродной сварки заключается в том, что электрический ток идет от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к плавлению электрода и металлической детали вместе.
Как сваривать ручным сварочным аппаратом?
Первое, что необходимо сделать сварочному аппарату, — это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность.Полярность будет зависеть от используемого электрода. На следующем этапе необходимо прикрепить зажим заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электроэнергия сварщика будет проходить через стержень и дугу и создавать температуру до 7000 ° F в точке контакта.Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от загрязнения кислородом.
Отсюда и произошел технический термин сварка дугой защитным металлическим электродом (SMAW). Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Ручная сварка — переменный или постоянный ток?
Электропитание для сварочного аппарата Stick может быть переменным, постоянным или обоими , это фактически зависит от типа используемого вами аппарата.Сварщики постоянного тока — предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN). Выбор между ними поможет вам работать с разными типами металла.
При сварке электродом на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз, когда он переключается, дуга гаснет и снова запускается. Это приводит к меньшей согласованности.С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги.
Однако переменный ток — лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это потому, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем больше, чем длиннее он, даже если они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой — «-». Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему и зажима к отрицательному означает, что вы выполняете сварку с помощью положительного электрода (DCEP).Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Глубина проникновения
DCEP
Настройка DCEP означает, что ваш электрод будет заряжаться положительно, а сварочная деталь — отрицательно. Поскольку электричество всегда перемещается от отрицательного к положительному положению, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проплавлению сварной детали.
Глубина проникновения
DCEN
Настройка DCEN означает, что ваш электрод будет заряжаться отрицательно, а сварочная деталь будет заряжаться положительно. В этом случае ток течет от электрода к сварочной детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. В результате получается меньшее проникновение и меньшее нагревание металла, с которым вы работаете.
Материалы и применение
Экранированная дуговая сварка металлом широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в экранированном металле для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна. Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
В соответствии с основами сварки штучной сваркой у этого метода есть много преимуществ.
В их числе:
Преимущества
- Работа на открытом воздухе : Сварка штучной сваркой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварку палкой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, и это оборудование простое в использовании.
- Portable : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки стержневой сварки
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам потребуется больше навыков, чем для MIG, так как вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые используются для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вы хотите качественный товар, нужно думать о бренде, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известный бренд.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании нескольких проходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать стержни большей толщины, вам следует посмотреть, какие токи производитель указал для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются со средствами защиты, которые необходимо использовать. Защита — один из важнейших аспектов этого вида работ. При несерьезном применении это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от УФ-излучения, искр, осколков шлака и брызг металла.Сварочный шлем с защитными очками — для вашей головы и глаз. Слепота сварщика — одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было обеспечить его проветривание из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструмент для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные металлической щеткой, обеспечат эстетичный вид сварного шва.
Выбор электрода
Выбор сварочного стержня — важная часть сварки штангой. Существуют тысячи сварочных электродов, из которых можно выбирать, но самыми популярными по-прежнему остаются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но для того, чтобы правильно подобрать сварочный электрод, нужно разбираться в маркировке и ее значении. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что ее предел прочности на разрыв составляет 70 000 фунтов на квадратный дюйм.
- Третье число в последовательности сообщает нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них — рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают красивый вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фтористого кальция, также известные как электроды с основным или низким содержанием водорода, могут создавать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварных швов, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания.Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определит полярность, которую вы собираетесь использовать, угол хода и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, трудно сваривать целлюлозным электродом.
Вы можете увидеть диаграмму стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Текущий вид |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и может прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, — это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Поскольку сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать.Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью движения.
Подготовьте деталь для сварки
Чтобы обеспечить качественный сварной шов при сварке нержавеющей штангой или для любого другого металла, необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы убедиться, что место сварки чистое, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может вызвать пористость, растрескивание сварного шва, отсутствие плавления или даже включения.Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод увеличивает проницаемость на 10% при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, полученный сваркой методом стыковой сварки, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запустить аппарат для дуговой сварки.
Держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка отведите.
Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод от поверхности, а это значит, что вам следовало опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если сила тока установлена слишком высокой, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Вам также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой скорости наплавки и пористости.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно при обучении работе с дуговой сваркой, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или верхнего положения, называется техникой перетягивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется метод сварки штангой, называемый «толкающим» или «передним». Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Установка правильного угла гарантирует отличные результаты и хорошую сварку.
Скорость передвижения
Если вы задаетесь вопросом, как выполнить дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему.Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и плетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой валик, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приваривать сварной шов?
Сварка палкой — довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться время, чтобы по-настоящему освоить этот метод. Но это все еще то, что сегодня используется для самых разных целей.Можно ли держать стержень при сварке?
Да, конечно, вы можете держать стержень во время сварки. Тем не менее, есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься.Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения — 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть.Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу — низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных работ и обеспечивает идеальные сварные швы. Так что вы не хотите, чтобы вас поймали на том, что вы не знаете, как использовать его в ужасной ситуации.
Ресурсы:
Как начать сварку
1.Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем выполняемой работы, выполняете ли вы сварку в помещении или на открытом воздухе, как должны выглядеть сварные швы и ваш бюджет.
Самым распространенным видом сварки сегодня является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленный металл остывает, детали соединяются.Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок. Сварочный пистолет одновременно с проволокой подает защитный газ, который защищает металл от загрязнений в воздухе.MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение.Сварочный аппарат с подачей проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке. Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока курок нажат, пистолет продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой стержнем.Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонкого алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска будут мешать контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала. Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов. Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. Обычно обходятся 100-процентным защитным газом CO2.Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому соберите или приобретите сварочную тележку, чтобы повысить портативность.
Шиловая или твердосплавная кромка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Угловой зажим или магнитный квадрат : для фиксации соединений.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не носите шлем. В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку для обзора, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку.Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовка металлов
Используйте проволочную щетку и ацетон для удаления масла и грязи.Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или шлифовальной машиной с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов. Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва.Особенно хорошо это сделать для стыковых швов.
Думайте о сварочном движении как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественная хлопковая рабочая рубашка с длинными рукавами может заменить сварочную куртку. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочном движении, как о качелях для гольфа: вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе удар в бильярд). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед началом работы проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддерживая постоянную длину дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, вытащите электрод из металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: это совсем несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Шовное шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно давите. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Спасибо Майклу Дэниелу из Майклу Дэниелу из , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков. время которых финансировалось участниками форума и сторонниками. Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице перед переходя к следующему.
Дуговая сварка (сокращенно от ручной дуговой сварки металлов (MMA), также известной как Stick и SMAW) — это очень сложная тема, и мы освещаем ее только для того, чтобы вы разгоняться, набирать скорость.Есть много книг по этой теме и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть должным образом защищен от УФ-излучения. Поражение электрическим током, пары, ожоги и пожар — другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь установить дугу.
«Запуск метчиком» и «запуск с нуля» — два распространенных метода запуск дуги. Какой из них использовать — это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой. бусины в плоском положении.
Угол стержня, длина дуги, скорость перемещения и сварочное движение показаны. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварного шва.
Эта страница описывает подготовку суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы найдете угловую сварку легким ветерком.
Многопроходные соединения также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока — лучший тип дуговой сварки. за. У них много преимуществ перед старыми типами, но они могут упасть по затратам на ремонт и долговечности.
На странице описано, что нужно искать в инверторных сварочных аппаратах и других типах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые может использоваться для сварки наиболее широко используемых типов стали, включая Мягкая сталь, Corten, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24 / EN24T, EN8, литой Стали чугунные, литые и марганцевые, кованые Железо и наплавка.Существует также страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже в пути. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. Особенно, Snowcat за выполнение большинства сварных швов и отличный совет по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Как сваривать алюминий с помощью аппарата для дуговой сварки
Дуговая сварка исторически важна для строительства с момента ее широкого распространения в 19 веке. Сегодня это важнейший компонент как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в определенных ситуациях требуется алюминий, с которым значительно труднее работать, чем со сталью. Однако при правильном подходе и планировании вы можете легко выполнить дуговую сварку алюминия, будь то работа на рабочем месте или в мастерской любителя.
TL; DR (слишком длинный; не читал)
Свойства алюминия делают его труднее сваривать, чем сталь: он больше расширяется под действием тепла, а его более низкая температура плавления значительно облегчает плавление целого кусок металла в процессе сварки. Однако, если вы выполняете сварку с осторожностью, с правильной скоростью и температурой, алюминий можно сваривать дуговой сваркой гелиарным или электродным способом. Будьте невероятно осторожны при дуговой сварке, а никогда не смотрите на дугу без защиты глаз.
Основы дуговой сварки
Хотя развитие технологий за последнее столетие позволило создать автоматические сварочные аппараты и более эффективные сварочные аппараты, основной процесс дуговой сварки остался прежним. Дуговая сварка — это процесс сплавления двух металлических частей вместе с помощью электрической дуги, которая создает интенсивное тепло, способное расплавить металлические части. При расплавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, который связывает две части в единое целое.Существуют различные методы дуговой сварки, основанные на технологиях и материалах, используемых в процессе.
Проблемы с алюминием
Сталь часто считается металлом «по умолчанию», используемым при сварке, и для сравнения, алюминий является общеизвестно трудным металлом для связывания с дуговой сваркой. Поскольку это активный металл, имеющий тенденцию к образованию оксидов, сложнее создать связующий наполнитель, пригодный для сварки алюминия. В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе.В результате первым шагом при дуговой сварке алюминия является очистка основного металла от любых окислов или растворителей. Второй шаг — помнить о своем подходе.
Ручная сварка
Дуговая сварка в экранированном металле (SMAW), неофициально известная как электродная сварка, является одной из старых форм дуговой сварки. Недорогой и простой в использовании в самых разных условиях, этот метод сварки часто используется в небольших производственных цехах и сварщиках-любителях, но может использоваться для плавной сварки алюминия.Главное — использовать более мощный сварочный аппарат постоянного тока и электрод с алюминиевым покрытием. Быстрая сварка без слишком сильного контакта металла с дугой позволяет быстро связать алюминий.
Heliarc Welding
Дуговая сварка металлическим электродом в газовой среде (GMAW), неофициально называемая сваркой Heliarc, представляет собой процесс сварки с добавлением инертного газа, такого как аргон или гелий, для предотвращения окисления в процессе плавления. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки.Используя газообразный аргон и отталкивая сварочный пистолет от сварочной ванны, а не отводя его от сварочной ванны, алюминий можно связать без особых проблем.