Кованый или прокатный и другие заблуждения. Часть 1
Пролог
В основе всех рассуждений на тему какой нож лучше — из кованой стали или из прокатной, лежит прочный стереотип, что при ковке сталь улучшается, а при прокатке, должно быть, портится или как минимум не улучшается. Иногда еще можно услышать фразы «штампованная сталь» или «штампованный нож», которым придается крайне негативный оттенок и воспринимается, как что-то заведомо некачественное, худшее, нежели столь благородно звучащее — «кованый нож».
Необходимо внести ясность, что на самом деле штампованная сталь сама по себе не существует отдельно от того или иного конкретного изделия, получаемого методом штамповки, а ножи как раз методом штамповки не производят вообще. Штамповка это процесс формовки материалов посредством давления штампом определенной формы. Но к клинкам ножей это не относится, потому что технологически нет нужды — нечего там штамповать. Про ширпотребные китайские кухонники мы тактично не упоминаем, так как большинство из них всё-таки очень трудно называть полноценными ножами.
Если обобщить, именно клинок ножа, с его характерной формой и габаритами, может быть получен двумя способами:
1. Объемная горячая формовка из заготовки стали почти любой формы, то есть методом ковки, причем преимущественно ручной — молотком на наковальне. Это подразумевает случаи единичного производства клинков, когда над каждым из них работает кузнец с молотком и вручную формует клинок требуемого размера и конфигурации.
2. Резка. Начиная от человека с ножовкой по металлу, заканчивая лазерным станком с программным управлением. Осуществляется методом вырезания из заготовки заведомо плоской формы, которая в свою очередь может быть получена либо прокаткой, либо ковкой. Причем самое интересное, что на сегодняшний день практически любая кованая заготовка для будущего клинка производится методом ковки из стального прутка, который в свою очередь был получен опять же методом проката.
Так что такое кованая сталь и чем она отличается от не кованой, если всё равно изначально получается из прокатной?
Ясно, что нас интересует не просто технологическая разница, но различие результативное, по факту, чем так называемый «кованый нож» лучше ножа из прокатной стали? Ведь не даром можно слышать от многих производителей, что их ножи кованные, а потому заведомо лучшие.
Чтобы разобраться во всей этой путанице, важно обозначить главный момент: решающим является вопрос терминологии. Не определившись с терминами, трудно что-либо согласовать и уложить по полкам. Жонглируя словами «простой, булатный, порошковый, кованый, прокатный» и их сочетаниями можно вводить человека в заблуждение бесконечно долго. Это фразы, которыми оперируют коммерчески продвинутые производители, сути происхождения стали они не отображают, и о свойствах каждого конкретного ножа они ничего не говорят.
Поэтому необходимо чётко разделить понятия: что такое нож кованый и нож не кованый.
Глава 1. Ковка, как необходимость
Кованый нож, а точнее говоря, кованый клинок — это когда из заготовки стали, неважно какой формы, человеком вручную формуется контур и геометрия клинка, вытягивается хвостовик, оттягиваются будущие спуски.
Применяется такой метод только в условиях единичного производства ножей одним мастером или немногочисленной группой мастеров. С точки зрения целесообразности метод обоснован в случаях:
1. Если изначальная заготовка стали не совсем подходящей формы. Например, из круглого подшипника одним только способом резки клинок не получить.
2. Ковка клинка в чистовой размер как способ экономии материала. Это объединяет как древних кузнецов, которые знали истинную цену сырью для производства оружия и инструмента, так и современных мастеров, бережливо кующих клинки из полосы дорого купленной стали, просто потому что отрезать лишнее и выбрасывать — расточительно.
3. Когда усиленная деформация осуществляется с целью повлиять на некоторые составляющие структуры стали. В частности, если стоит задача несколько раздробить плотные скопления карбидов в сталях с их высоким содержанием и неравномерным распределением.
Кстати, такой подход дробления твердых фаз принципиально характерен вообще для производства сталей с изначально высоким содержанием крупных карбидов и их скоплений — быстрорежущих, некоторых штамповых сталей (не путать слова «штамповый» и «штампованный»)
После непосредственного производства, то есть выплавки, в своем самом первичном виде эти стали содержат настолько крупные скопления карбидов, что их подвергают прокатке и ковке, то есть сильной горячей деформации, до тех пор, пока карбиды не измельчатся до определенного размера.
В противном случае, к примеру, быстрорежущая сталь с недостаточно раздробленными включениями карбидов считается бракованной. Поскольку крупные карбидные включения являются очень твердыми и хрупкими, то зуб пилы, фрезы, или сверло, на режущую кромку которого попадает такой нежелательный фрагмент, обречено на неизбежное выкрашивание.
Если проводить аналогию с ножом, режущая кромка которого геометрически отличается от режущей кромки фрезы, как яхта от ледокола, то для тонкой и острой РК ножа наличие огромных, твёрдых и хрупких элементов в структуре сказывается еще более плачевно.
Это к слову о так называемых «булатах», как исторических, так и новодельных, у которых степень карбидной неоднородности настолько высока, что густые скопления карбидов в виде различных узоров можно без труда разглядеть невооруженным глазом на расстоянии вытянутой руки.
И это в противовес не имеющим никакого узора современным порошковым быстрорежущим сталям, в составе которых содержание сверхтвёрдых карбидов тугоплавких металлов очень велико, но они имеют минимально возможный размер и максимальное распределение, что позволяет таким сталям демонстрировать колоссальные результаты по удержанию остроты режущей кромки.
Глава 2. Реалии ножевого производства
Ручная ковка стали, в комплексе с другими циклами термообработки, нацеленными на создание необходимой структуры — это метод, позволяющий получить качество ножа, отличное от качеств, свойственных подавляющему большинству других ножей из той же самой стали, но производимых на потоке, к которым применяются стандартные режимы ТО.
Для неискушенных пользователей, разница в стоимости между такими ножами зачастую перекрывает разницу в реальных преимуществах. Поэтому в условиях множественного производства ножей ручная ковка клинков и применение специальных режимов термообработки являются необоснованными с точки зрения экономики предприятия, выпускающего ножи в большом количестве.
Все так называемые «кованые ножи» в условиях современного поточного производства — это когда из прокатного прутка методом ковки на пневмомолоте получают поковку-полосу, из которой потом болгаркой вырезают клинки. После чего, как правило, сразу следует закалка, то есть о какой-либо предварительной термообработке, нацеленной на подготовку структуры к закалке, устранение структурных напряжений после ковки, а так же уменьшение зерна металла, речи не идёт.
Соответственно, совсем не факт, что эти клинки будут лучше, чем так же вырезанные из полос, прокатанных и отожженных сразу на металлургическом заводе, минуя стадию расковки на пневмомолоте из кругляка кузнецом, квалификация которого всегда остается загадкой для покупателя. И хотя в каталогах многих отечественных производителей сегодня можно встретить модели ножей со следами, дескать, «ручной ковки», не обольщайтесь — от того что по заранее вырезанной пластине для рельефа немножко постучали молотком за пару бестолковых нагревов, сталь лучше, увы, не становится.
И тут назревает самый важный вопрос: тогда от чего же всё-таки сталь становится лучше?
Ответ простой: сталь становится лучше от применения осознанной целевой и качественной термообработки. И нужно понимать, что качественная термообработка это не просто хорошая закалка клинка, но весь комплекс мероприятий, связанных с температурным воздействием на сталь, в том числе это относится и к горячей деформации стали.
Причём без громадной принципиальной разницы, происходила ли она под воздействием динамической нагрузки, то есть с ударами молота, либо под более плавным воздействием — при прокате в стане. Поэтому попытка производителя на словах выдать якобы «кованый» нож в качестве заведомо лучшего, нежели прокатный, должна подвергаться здравому скептицизму и вызывать встречные вопросы с просьбой описать технологическую последовательность производства этих хвалёных кованых ножей.
Однако, в жизни между двумя методами горячей деформации, ковкой и прокатом, разница всё же есть. И очень часто она серьёзно сказывается на качестве обрабатываемой стали, а значит и на качестве конечного изделия.
Продолжение следует….
Автор: URAL MADE.COM
кованая сталь — это… Что такое кованая сталь?
- кованая сталь
Тематики
- машиностроение в целом
Справочник технического переводчика. – Интент.
2009-2013.
– Интент.
2009-2013.
- кованая деталь
- кованая структура
Смотреть что такое «кованая сталь» в других словарях:
отпущенная кованая сталь — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN tempered forged steel … Справочник технического переводчика
Liquidmetal (сплав) — Liquidmetal и Vitreloy коммерческие названия ряда аморфных сплавов металлов, разработанных научной группой Калифорнийского технологического института, которая затем организовала компанию Liquidmetal Technologies для коммерческого распространения… … Википедия
Королевские ботанические сады в Кью — Координаты: 51°28′ с. ш. 0°17′ з. д. / 51.474667° с. ш. 0.295467° з. д. … Википедия
Королевские сады в Кью — Координаты: 51°28′ с. ш … Википедия
Королевский ботанический сад — Координаты: 51°28′ с.
 ш … Википедия
ш … ВикипедияКоролевский ботанический сад в Кью — Координаты: 51°28′ с. ш … Википедия
Королевские ботанические сады Кью — Королевские ботанические сады Кью* Royal Botanic Gardens, Kew** Всемирное наследие ЮНЕСКО … Википедия
Самолёт Можайского — («Воздухолетательный снаряд») Самолёт Можайского, рисунок из книги В. Д. Спицина «Воздухоплаван … Википедия
Удмуртская Автономная Советская Социалистическая Республика — (Удмуртской Автономной Советской Социалистической Республика) Удмуртия. В составе РСФСР. Образована 4 ноября 1920 как Вотская (с 1932 Удмуртская) автономная область; 28 декабря 1934 преобразована в автономную республику. Расположена в… … Большая советская энциклопедия
СССР. Литература и искусство — Литература Многонациональная советская литература представляет собой качественно новый этап развития литературы.
Как определённое художественное целое, объединённое единой социально идеологической направленностью, общностью… … Большая советская энциклопедия
 ш … Википедия
ш … Википедия Как определённое художественное целое, объединённое единой социально идеологической направленностью, общностью… … Большая советская энциклопедия
Как определённое художественное целое, объединённое единой социально идеологической направленностью, общностью… … Большая советская энциклопедияФинка НКВД сталь 95х18 кованая с рукоятью из черного граба и мельхиора
Финка НКВД из стали 95х18 кованая, рукоять выполнена из стабилизированного черного граба и художественного литья из мельхиора.
Финка НКВД с лаконичным, но нестандартным дизайном и утонченными деталями, которые придутся по вкусу даже взыскательному покупателю. Клинок изготавливается из стали марки 95х18 и имеет твердость 59 по шкале HRC, рукоятка может иметь глянцевую или матовую поверхность, она выполнена из дерева черный граб и дополнена литьем из мельхиора. Обух имеет овальную форму и украшен лазерной гравировкой НКВД. У основания клинка также имеется декоративный элемент в виде тонкого рисунка советской символики. Нож дополняется ножнами из натуральной кожи с рельефным рисунком.
Параметры ножа в мм:
- общая длина — 235-245
- длина клинка 120-130
- наибольшая ширина лезвия — 22
- толщина обуха — 2-2,4
- длина рукоятки — 105-115, толщина — 23-27
Финка НКВД соответствует предписаниям ГОСТ Р 51644-2000 «Ножи разделочные и шкуросъемные» и не является холодным оружием, несмотря на внешнее и конструктивное сходство. Ножевая мастерская «Звезда» гарантирует безупречное качество изделия, его прочность и долговечность службы. Сталь клинка долгое время держит заточку и не требует особого обслуживания, легко очищается. Нож хорошо подходит для применения охотниками и туристами в походах. Эргономичная конструкция дополняется эстетичным дизайном и практичностью в использовании.
Ножевая мастерская «Звезда» гарантирует безупречное качество изделия, его прочность и долговечность службы. Сталь клинка долгое время держит заточку и не требует особого обслуживания, легко очищается. Нож хорошо подходит для применения охотниками и туристами в походах. Эргономичная конструкция дополняется эстетичным дизайном и практичностью в использовании.
В каталоге вы найдете другие варианты ножей, а также топоры и тяпки, кортики и шкатулки в подарок. Доставляем изделия по всей России почтой, транспортными компаниями.
Самовывоз возможен со склада по адресу: Нижегородская область, Грудцино, пер. Заводской, 18а, либо доставим товар до Нижнего Новгорода. Расчет наличными, по безналичному расчету или наложенным платежом.
Заказывайте товар прямо на нашем сайте. Позвоните нам по телефону: 8 (800) 511-08-18, +7 (999) 137-36-12 или оставьте заявку. Будем рады ответить на все вопросы.
Сталь 95х18 для ножей плюсы и минусы
Одна из наиболее популярных марок сталей — 95х18. Данный металл отличается особой востребованностью и имеет конкурентные механические качества.
Данный металл отличается особой востребованностью и имеет конкурентные механические качества.
Сталь 95х18 для ножей имеет плюсы и минусы.
Рассмотрим положительные стороны ножей из стали 95х18:
- высока прочность;
- износостойкость;
- твердость материала.
- низкая цена
- коррозийноустойчивость
Это наиболее ценные качества стали, которые приемлемо сказываются на изготовлении ножей. Высокий уровень прочности и износостойкости позволяет долгое время сохранять режущие свойства, но при этом ножи из такой стали не лучшим образом поддаются заточке новичку.
Твердость также относительно считается важным качеством и рассчитывается по шкале Роквелла. Новые технологии и правильная термообработка предоставляют возможность повысить этот показатель в разы и значительно улучшить качество ножей.
Химический состав стали 95х18
Основную часть большинства марок черного металла занимает железо. Наш случай подразумевает концентрацию в размере 78%. Неотъемлемым компонентом является углерод, часть которого в стали 95х18 — это всего лишь 0,9-1%. Не стоит забывать о необходимой легирующей добавке, ее реальное содержание колеблется в рамках 17-19%. Помимо вышеперечисленного, в составе присутствуют такие элементы (3-5%):
Наш случай подразумевает концентрацию в размере 78%. Неотъемлемым компонентом является углерод, часть которого в стали 95х18 — это всего лишь 0,9-1%. Не стоит забывать о необходимой легирующей добавке, ее реальное содержание колеблется в рамках 17-19%. Помимо вышеперечисленного, в составе присутствуют такие элементы (3-5%):
- кремний;
- марганец;
- никель;
- сера;
- фосфор;
- титан;
- медь.
Легирующие примеси и их воздействие
Добавление в сталь значительного количества хрома (18% и более) позволяет защитить ее окисной пленкой, которая образовывается в результате его воздействия. Таким образом металл становится более износостойким из-за изолирования от внешних природных и механических факторов. Наличие хрома приводит также к образованию карбидов, а они, в свою очередь, повышают планку износостойкости.
Эксплуатация стали для ножей 95х18
Если рассматривать сталь для ножей 95х18, то можно добавить следующее: металл этой марки является высокоуглеродистым и принадлежит к классу нержавеющих. Это делает его одним из самых востребованных в изготовлении множества деталей и оружейной промышленности.
Среди минусов стоит отметить надобность точного соблюдения технологии и обработки за счет нестабильности состава. закалка и отпуск должны выполнятся с четким соблюдением рецепта (инструкции). Даже малейшее отклонение от указаний может привести к непригодности для использования.
Сталь пользуется спросом в следующих направлениях:
- производство машин;
- авиастроение;
- изготовление ножей.
Альтернативой служит использование в изготовлении деталей, которые требуют особой прочности и износостойкости. Применению подвергаются оси, стержни, шариковые и роликовые подшипники, а также втулки.
Термообработка
Соответствие стали заявленным качествам образуется в связи с выполнением обязательного технологического процесса — термообработки.
- В первую очередь необходимо получение отливок и их отжиг. Это происходит с температурой в 890-920 градусов.
- Затем следует этап ковки. Здесь формируется желаемая пластина нужных размеров.
- Вслед за этим подходит процесс закалки, сопровождающийся нагревом металла приблизительно до 1080 градусов.
- Завершающий этап — отпуск. Устранение излишней хрупкости происходит за счет повторного нагрева в районе 140-150 градусов на протяжении 1 часа.
Производство ножей из стали 95х18
Использование при производстве стали для ножей 95х18. Изделия, выполненные из этой стали остаются лидерами на рынке. Хоть они и уступают масштабам производства деталей, но количество людей, оценивших качество ножей из 95х18 просто поражает. Изделия получаются прочными и долговечными. Купить ножи из стали 95х18.
Изделия получаются прочными и долговечными. Купить ножи из стали 95х18.
Сталь кованая — Энциклопедия по машиностроению XXL
Сталь кованая круглая и квадратная. Сортамент. [c.210]Сталь кованая круглая и квадратная (ГОСТ 1133—71) поставляется следующих размеров (диаметр круга или сторона квадрата) 40, 42, 45, 48, 50 мм (допуск +2,0 мм) 52, 55. 58, 60, 63, 65, 68, 70 мм ( + 2,5 мм) 73, 75, 78, 80, 83, 85 млг ( + 3,0 мм) 90, 95, 100, 105 мм ( + 3,5 мм) 110, 115 мм ( + 4,0 мм) 120, 125, 130, 135, 140, 145 мм ( + 4,5 мм) 150 мм ( + 5,0 мм) 155, 160, 165 мм ( + 6,0 мм) [c.80]
Размеры н предельные отклонения указаны сталь горячекатаная круглая и квадратная — в табл. 199 (квадратная сталь изготовляется размерами до 100 мм), шестигранная — в табл. 200 полосовая — в табл. 208 и 209 сталь кованая (круглая и квадратная) — в ГОСТ 1133—71 сталь калиброванная круглая — в табл. 201 квадратная н шестигранная — в табл 203 серебрянка — в табл. 202 полосовая — в ГОСТ 11443 — 65.
[c.510]
202 полосовая — в ГОСТ 11443 — 65.
[c.510]
Сталь кованая а) Углеродистые стали [c.262]
Сортамент поставляемых легированных инструментальных сталей кованая круглая и квадратная (ГОСТ 1133—71), калиброванная (ГОСТ 7417—75, ГОСТ 8559-75 и ГОСТ [c.601]
Сортовой ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент Диаметр круга или сторона квадрата 40-200 [c.763]
ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент. [c.767]
Коррозионно-стойкие легированные стали, кованые изделия 120…140 I0…12 -5…0 [c.381]
Сталь кованая круглая и квадратная (ГОСТ 1133—71). Стандарт распространяется на кованую сталь круглого и квадратного сечения от 40 до 200 мм. Прутки поставляются длиной не менее 1,5 м — при диаметре круга или стороне квадрата до 50 мм 1,0 — при диаметре круга или стороне квадрата свыше 50 до 75 мм 0,75 м — при диаметре круга или стороне квадрата свыше 75 мм. Номинальные размеры д предельные отклонения следующие.
[c.674]
Номинальные размеры д предельные отклонения следующие.
[c.674]
При серийном изготовлении редукторов желательно применять штампованные зубчатые колеса из конструкционных сталей. Кованые зубчатые колеса лучше, чем литые, воспринимают поверхностную закалку по профилю зубьев. В кованых зубчатых колесах равномернее распределяется напряжение, что повышает прочность конструкции. [c.26]
Горяче- катанная сталь Кованая сталь [c.325]
Петля на конце каната должна иметь коуш для предохранения каната от смятия и быстрого изнашивания. Коуши изготовляют из стали коваными, штампованными, литыми или точеными. Основные размеры коушей приведены в табл. 5. Коуши не должны иметь трещин, расслоений и раковин. Желательно сделать антикоррозийное покрытие. Коуши должны иметь маркировку и клеймо ОТК завода-изготовителя. При отсутствии заводских коушей можно организовать их изготовление с помощью специального штампа.
[c. 56]
56]
В соответствии с гипотезой изотропности рассматриваемые тела обладают одинаковыми свойствами в любом направлении. В действительности изотропны только аморфные тела. Многие материалы кристаллического строения, хотя их можно считать в макроскопическом смысле изотропными, имеют ясно выраженную текстуру. Так, механические свойства листовой стали, кованого металла далеко не одинаковы в разных направлениях. Для таких материалов разработаны особые методы исследования. [c.12]
Втулки и обоймы зубчатых муфт должны изготовляться из стали коваными или литыми. Материал для изготовления втулок и обойм для кованых — сталь марки 40 по ГОСТ 1050-60, для литых — сталь марки 45Л группы II по ГОСТ 977-58. [c.152]
Сталь кованая круглая в квадратная Диаметр, сторона квадрата 40—200 [c.264]
Коленчатые валы чаще всего изготовляют из стали коваными или штампованными, а также из высокопрочного и модифицированного чугунов, которые отличаются достаточной прочностью, малой чувствительностью к концентрации напряжений, повышенной
[c. 364]
364]
Катаная сталь Кованая сталь [c.81]
Катаная сталь Кованая сталь Размеры полосы (толщина X ширина) Катаная сталь Кованая сталь [c.82]
Литая сталь, кованая или прокатанная, нелегированная, машиностроительная сталь (St 00.11, St 34.11, St 37.11, St 42.11, St 50.11, St 60.11, St 70.11). [c.1376]
Группа 6. Литая сталь, специальная сталь Литая сталь, кованая или прокатанная, сталь для цементации, сталь для улучшения (St 10.61, St 16.61, Si 25.61, St 35.61, Si 45.61, St 60.61). [c.1376]
Сталь кованая круглая и квадратная [c.161]Стали жароупорные 105—106, XI. Стали кованые 420, XII. [c.492]
А. Сталь кованая, после испытания ЮхЮ циклов со скоростью 1700 цикл мин [c.1068]
Операции Литая сталь Кованая сталь
[c. 132]
132]
Горячекатаная сталь Кованая сталь Горячекатаная сталь Кованая сталь [c.808]
Материал бандажа — сталь кованая или вальцованная (например, сталь 45, сталь 35) материал дисков и ребер — сталь Ст. 3. Марка электродов Э42. Для колес нормальных редукторов применяются следующие соотношения В = 0,4Л й = 0,ЗЛ 1>о = [c.500]
Нержавеющая сталь кованая [c.92]
Чугун необработанный. … Чугун обработанный….. Литая сталь……… Кованая сталь. ……. Кованая сталь. …… Кованая сталь. ……. Чугун необработанный Чугун обработанный Литая сталь Литье стальное Кованая сталь Чугун обработанный До 3 До 6 До 10 До 12 6—12 и более 4 8 [c.102]
Исходное состояние. Мартеновская сталь, кованая до диаметра 30 мм. Нормализация при 870° С в течение 30 мин, охлаждение на воздухе. Твердость 213 HV. [c.80]
Кованый болт из кипящей стали, кованная гайка из той же стали и точеная гайка из спокойной мягкой стали. Продольное сечение. На всех этих деталях резьба была нарезана на станке.
[c.59]
Продольное сечение. На всех этих деталях резьба была нарезана на станке.
[c.59]
Сталь кованая полосовая (ГОСТ 4405—75) имеет сечение 3×12—80X300 м.м. По этим же размерам поставляется полоса пз горячекатаной инструментальной углеродистой, легированной и быстрорежущей стали длиной 1,5—6,0 м. [c.81]
Основной металл (рис. 2, а). При радиусе перехода R 200 мм для сталей типа Ст. 3 и при R = 300 мм для низколегированных, кованых и литых сталей (кованые и литые стали испытывались в виде шлифованных иластин) можно считать эффективный коэффициент концентрации А == 1,0, так как при этом образцы разрушаются как у галтелей, так и в средней части. [c.150]
В зависимости от степени надежности привода корпус и крышка отливаются из чугуна или стали. Кованые шестерни и колеса изготовляются из легированных сталей с термической обработкой. Опорами для валов служат однорядные конические роликоподшипники. Врезные крышки устанавливаются в Г5мы от-
[c. 211]
211]
Литая сталь, кованая или прокатанная, пояснения к DIN 1611 и 1Ь61. [c.1376]
Исходным материалом для изготовления колец подшипников служит сталь кованая круглая по ГОСТ 1133—71 марки ШХ15 по ГОСТ 801—60. [c.10]
Размеры полосы Катпная сталь Кованая сталь [c.808]
Для валков профильных и тиснильных каландров кокильный чугун мало пригоден, поскольку на нем нельзя получить достаточно тонкого рисунка при гравировке. Чугун с трудом поддается обработке при создании профиля. Поэтому такие валки изготовляют из стали (коваными или литыми), причем обычно их делают сборными — наружная оболочка съемная для облегчения смены профиля и рисунка. Такая конструкция позволяет уменьшить простой каландра при переходе на выпуск резиновых листов с другим видом профиля или рисунка поверхности. [c.71]
Сталь 20 конструкционная углеродистая качественная
Сталь 20 относится к разряду обогащенных углеродом конструкционным сталям высокого уровня качества. На производства поставляется в нескольких вариациях – серебрянка, калиброванная, кованная или горячекатаная. Можно выделить пять типов данной разновидности стали по требованиям к ее механическим свойствам.
На производства поставляется в нескольких вариациях – серебрянка, калиброванная, кованная или горячекатаная. Можно выделить пять типов данной разновидности стали по требованиям к ее механическим свойствам.
Типы стали по требованию к механическим свойствам:
- Первый тип представляет собой сталь всех используемых видов обработки, но без проведенных испытаний по растяжению и ударной вязкости.
- Второй тип – это образцы нормализованной стали всех типов обработки размеров в двадцать пять миллиметров, которые подвергаются испытаниям на растяжение и ударную вязкость.
- Третий тип представляет собой все те же образцы, на которых проводятся вышеупомянутые испытания. Единственное отличие – это их размер. В этом типе он составляет от двадцати шести до ста миллиметров.
- Четвертый тип представляет собой образцы из заготовок с размером — до сотни миллиметров, которые были обработаны термическим путем. Они также применяются для проведения испытаний над материалом.
- Пятый тип – это также образцы, которые изготовлены из отожженных или выскоопущенных сталей. Еще одно технологическое решение – это образцы из нагартованной стали.

Сталь 20 может быть при необходимости заменена схожими материалами марок 15 и 25.
Технологические свойства стали 20
Для начала процесса ковки достаточно разогреть сталь до +1280 градусов Цельсия, а завершаться процесс должен при температуре -750 градусов Цельсия, при том что охлаждение поковки производится воздушным способом. Сталь марки 20 относится с типу нефлокеночувствительных, а также она не склонна к отпускной способности. Возможность сваривания данного типа стали ничем не ограничена, за исключением тех деталей, которые подвергались химико-термической обработке.
Сталь 20 зачастую используется в процессе производства тех деталей, которые работают со сравнительно небольшим нагружением. Это могут быть оси, пальцы или шестерни, а также и те детали, которые будут подвергаться цементированию для продления срока службы. Помимо всего, такой тип стали может быть использован в процессе изготовления особо тонких деталей, в большинстве своем работающих на истирание. Без термической обработки этот вид стали используется в производстве крюков подъемных кранов, а также прочих деталей, эксплуатация которых производится под некоторым давлением в диапазоне температур от -40 до +450 градусов Цельсия. Химико-термическая обработка наделяет сталь 20 всеми необходимыми свойствами для использования ее в качестве основы для деталей, главной особенностью которых является высокий уровень прочности поверхности.
Помимо всего, такой тип стали может быть использован в процессе изготовления особо тонких деталей, в большинстве своем работающих на истирание. Без термической обработки этот вид стали используется в производстве крюков подъемных кранов, а также прочих деталей, эксплуатация которых производится под некоторым давлением в диапазоне температур от -40 до +450 градусов Цельсия. Химико-термическая обработка наделяет сталь 20 всеми необходимыми свойствами для использования ее в качестве основы для деталей, главной особенностью которых является высокий уровень прочности поверхности.
Химический состав стали 20
Состав марки стали 20 очень разнообразен, ведь в нем представлен углерод, марганец, кремний, медь, мышьяк, никель, фосфор и сера. По сути своей данный тип стали представляет собой очень интересную смесь, в составе которой имеется феррит и перлит. В процессе термической обработки структуру материала можно изменить до пакетного мартенсита. Стоит отметить, что данные преобразования структуры приведут к тому, что прочность стали увеличиться, а ее пластичность, наоборот, уменьшиться. Если сталь 20 подвергнуть термической обработке, после этого она может быть использована в процессе изготовления особой продукции метизного типа.
Если сталь 20 подвергнуть термической обработке, после этого она может быть использована в процессе изготовления особой продукции метизного типа.
| C | Si | Mn | S | P | Ni | Cr | Cu | As | Fe |
| 0,17 — 0,24 | 0,17 — 0,37 | 0,35 — 0,65 | до 0,04 | до 0,04 | до 0,25 | до 0,25 | до 0,25 | до 0,08 | ~98 |
Зарубежные аналоги стали 20
| США | 1020, 1023, 1024, G10200, G10230, h20200, M1020, M1023 |
| Германия | 1. 0402, 1.0405, 1.1151, C22, C22E, C22R, Ck22, Cm22, Cq22, St35, St45-8 0402, 1.0405, 1.1151, C22, C22E, C22R, Ck22, Cm22, Cq22, St35, St45-8 |
| Япония | S20C, S20CK, S22C, STB410, STKM12A, STKM12A-S, STKM13B, STKM13B-W |
| Франция | 1C22, 2C22, AF42, AF42C20, C20, C22, C22E, C25E, XC15, XC18, XC25 |
| Англия | 050A20, 055M15, 070M20, 070M26, 1449-22CS, 1449-22HS, 1C22, 22HS, 430, C22, C22E |
| Евросоюз | 1.1151, 2C22, C20E2C, C22, C22E |
| Италия | C18, C20, C21, C22, C22E, C22R, C25, C25E |
| Бельгия | C25-1, C25-2 |
| Испания | 1C22, C22, C25k, F.112, F.1120 |
| Китай | 20, 20G, 20R, 20Z |
| Швеция | 1450 |
| Болгария | 20, C22, C22E |
| Венгрия | A45.47, C22E |
| Польша | 20, K18 |
| Румыния | OLC20, OLC20X |
| Чехия | 12022, 12024 |
| Австралия | 1020, M1020 |
| Швейцария | Ck22 |
Юж. Корея Корея | SM20C, SM20CK, SM22C |
Физические свойства стали 20
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2,13 | 52 | 7859 | |||
| 100 | 2,03 | 11,60 | 50.6 | 7834 | 486 | 219 |
| 200 | 1,99 | 12,60 | 48. 6 6 | 7803 | 498 | 292 |
| 300 | 1,90 | 13,10 | 46.2 | 7770 | 514 | 381 |
| 400 | 1,82 | 13,60 | 42.8 | 7736 | 533 | 487 |
| 500 | 1,72 | 14,10 | 39.1 | 7699 | 555 | 601 |
| 600 | 1,60 | 14,60 | 35.8 | 7659 | 584 | 758 |
| 700 | 14,80 | 32 | 7617 | 636 | 925 | |
| 800 | 12,90 | 7624 | 703 | 1094 | ||
| 900 | 7600 | 703 | 1135 | |||
| 1000 | 695 |
Механические свойства стали 20 при температуре 20
0С| Соответствие по ГОСТ | Вид поставки | σВ (МПа) | δ 5 (%) | ψ (%) | HB (не более) |
| 1050-74 | Сталь калиброванная: | ||||
| горячекатаная, кованая и серебрянка 2-й категории после нормализации | 410 | 25 | 55 | ||
| 5-й категории после нагартовки | 490 | 7 | 40 | ||
| 5-й категории после отжига или высокого отпуска | 390 | 21 | 50 | ||
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отпуска или отжига | 390-490 | 50 | 163 | ||
| после сфероидизирующего отжига | 340-440 | 50 | 163 | ||
| нагартованная без термообработки | 490 | 7 | 40 | 207 |
Механические свойства стали 20 при повышенных температурах
0С| Температурные испытания, °С | σ0,2, МПа | σВ, МПа | δ5, % | ψ, % | KCU, Дж/см2 |
| 20 | 280 | 430 | 34 | 67 | 218 |
| 200 | 230 | 405 | 28 | 67 | 186 |
| 300 | 170 | 415 | 29 | 64 | 188 |
| 400 | 150 | 340 | 39 | 81 | 100 |
| 500 | 140 | 245 | 40 | 86 | 88 |
| 700 | 130 | 39 | 94 | ||
| 800 | 89 | 51 | 96 | ||
| 900 | 75 | 55 | 100 | ||
| 1000 | 47 | 63 | 100 | ||
| 1100 | 30 | 59 | 100 | ||
| 1200 | 20 | 64 | 100 |
Пределы выносливости стали 20
| σ-1, МПа | J-1, МПа | n | δ5, МПа | σ0,2,МПа | Термообработка, состояние стали |
| 206 | 1Е+7 | 500 | 320 | ||
| 245 | 520 | 310 | |||
| 225 | 490 | 280 | |||
| 205 | 127 | Нормализация 910 С, отпуск 620 С. | |||
| 193 | 420 | 280 | |||
| 255 | 451 | Цементация 930 С, закалка 810 С, отпуск 190 С. |
Механические свойства стали 20 после ХТО
| Сечение, мм | σ0,2, МПа | σВ, МПа | δ5, % | y , % | KCU, Дж/м 2 | HB | HRC |
| Цементация 920-950 °С, воздух. Закалка 800-820 °С, вода. Отпуск 180-200 °С, воздух. | |||||||
| 50 | 290-340 | 490-590 | 18 | 45 | 54 | 156 | 55-63 |
Технологические свойства стали 20
| Коррозионная стойкость | В среде H2S: скорость общей коррозии ≤ 0,5 мм/год; стойкость к водородному растрескиванию CLR ≤ 3 % CTR ≤ 6 %; стойкость к сульфидному коррозионному растрескиванию под напряжением ≥ 75 % от σ0,2. По ТУ 14-3-1971-97 металл труб должен выдерживать испытания на водородное растрескивание по стандарту NACE ТМ 02 84 (испытательная среда NACE TM 01 77). Предельные значения коэффициентов длины (CLR) и толщины трещин (CTR) не должны превышать соответственно 3 и 6%. Металл труб должен выдерживать испытания на стойкость к сульфидному растрескиванию под напряжением. Пороговое напряжение СКРН должно быть не менее 75% (254 МРа) от минимального гарантируемого предела текучести материала. Скорость общей коррозии металла труб не должна превышать 0,5 мм/год. По ТУ 14-3-1971-97 металл труб должен выдерживать испытания на водородное растрескивание по стандарту NACE ТМ 02 84 (испытательная среда NACE TM 01 77). Предельные значения коэффициентов длины (CLR) и толщины трещин (CTR) не должны превышать соответственно 3 и 6%. Металл труб должен выдерживать испытания на стойкость к сульфидному растрескиванию под напряжением. Пороговое напряжение СКРН должно быть не менее 75% (254 МРа) от минимального гарантируемого предела текучести материала. Скорость общей коррозии металла труб не должна превышать 0,5 мм/год. |
| Наплавка | Наплавка уплотнительных поверхностей деталей трубопроводной арматуры в соответствии с ОСТ 26-07-2028-81 производится ручной электродуговой наплавкой электродами типа Э-20Х13 с обмазкой УОНИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12Х13 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавка производится с предварительным и сопутствующим нагревом детали до 400-450 °C не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термообработка после наплавки производится путем отпуска при 550-600 °C (выдержка 2-5 ч) на твердость НВ=301-350, при 600-650 °C (выдержка 2-5 ч) на твердость НВ=240-300, при 400-450 °C (выдержка 2-5 ч) на твердость НВ=351-400. Температура печи при загрузке деталей для отпуска должна быть не более 300 °C. Термообработка после наплавки производится путем отпуска при 550-600 °C (выдержка 2-5 ч) на твердость НВ=301-350, при 600-650 °C (выдержка 2-5 ч) на твердость НВ=240-300, при 400-450 °C (выдержка 2-5 ч) на твердость НВ=351-400. Температура печи при загрузке деталей для отпуска должна быть не более 300 °C. |
| Обрабатываемость резаньем | В горячекатанном состоянии при НВ 126-131 и sВ=450-490 МПа Kn тв.спл.=1,7 Kn б.ст.=1,6. |
| Свариваемость | Сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. Для ручной дуговой сварки используются электроды МР-3 или УОНИ13/45А; для автоматической под флюсом — проволока Св-08А, Cв-08ГA или Св-10Г2 с флюсом АН-348А; для сварки в защитных газах Ar и CO2 — сварочная проволока Св-08Г2С. |
| Склонность к отпускной хрупкости | Не склонна. |
| Температура ковки | Начала — 1280 °C, конца — 750 °C. Охлаждение на воздухе. |
| Флокеночувствительность | не чувствительна. |
Ударная вязкость стали 20 KCU (Дж/см3) при низких температурах °С
| Соответствие по ГОСТ | Вид поставки | Сечение, мм | KCU при +20 | KCU при -40 | KCU при -60 |
| 19281-73 | Сортовой и фасонный прокат | от 5 до 10 | 64 | 39 | 34 |
| от 10 до 20 вкл. | 59 | 34 | 29 | ||
| от 20 до 100 вкл. | 59 | 34 | — |
Предел текучести стали 20
| Температура испытания, °C/s0,2 | |||||||
| 150 | 200 | 250 | 300 | 320 | 350 | 400 | 450 |
| ≥215 | ≥210 | ≥196 | ≥180 | ≥160 | ≥137 | ≥127 | |
Химический состав стали 20 по ТУ и ГОСТ
| НТД | C | S | P | Mn | Cr | Zn | V | Sn | Si | Sb | Pb | Ni | N | Mo | Fe | Cu | Bi | As | Al |
| ТУ 14-1-3987-85 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | — | — | — | ≤0,30 | — | — | — |
| ТУ 14-1-5058-91 | 0,18-0,24 | ≤0,012 | ≤0,020 | 0,35-0,65 | ≤0,15 | ≤0,0040 | ≤0,040 | ≤0,005 | 0,17-0,37 | 0,00015-0,00045 | ≤0,0030 | ≤0,10 | ≤0,010 | — | — | ≤0,10 | 0,0002-0,00045 | ≤0,010 | — |
| ГОСТ 11017-80 | 0,17-0,24 | ≤0,035 | ≤0,035 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | ≤0,006 | — | — | ≤0,30 | — | ≤0,080 | — |
| ГОСТ 19277-73, ГОСТ 21729-76 | 0,17-0,24 | ≤0,035 | ≤0,035 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | — | ≤0,20 | — | — | — |
| ТУ 14-1-1529-2003 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | Ост. | ≤0,30 | — | — | — |
| ТУ 14-3Р-251-2007, ТУ 14-3-251-74, ГОСТ 1050-88 | 0,17-0,24 | ≤0,040 | ≤0,035 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | ≤0,006 | — | — | ≤0,30 | — | ≤0,080 | — |
| ТУ 14-3-808-78 | 0,17-0,24 | ≤0,040 | ≤0,035 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | ≤0,006 | — | — | ≤0,25 | — | ≤0,080 | 0,02-0,08 |
| ТУ 14-3-1971-97 | 0,17-0,21 | ≤0,008 | ≤0,012 | 0,35-0,65 | ≤0,25 | — | ≤0,060 | — | 0,17-0,37 | — | — | ≤0,30 | — | — | — | ≤0,30 | — | — | 0,02-0,05 |
| ТУ 14-3-341-75 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,025 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | — | ≤0,30 | — | — | — |
| ТУ 14-162-14-96 | 0,17-0,22 | ≤0,015 | ≤0,015 | 0,50-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | — | ≤0,25 | — | — | 0,03-0,05 |
| ТУ 14-1-5185-93 | 0,18-0,24 | 0,002-0,015 | 0,005-0,015 | 0,35-0,65 | ≤0,15 | 0,0005-0,0040 | 0,002-0,100 | 0,0005-0,0040 | 0,17-0,37 | 0,0005-0,0030 | 0,0003-0,0040 | ≤0,15 | 0,002-0,012 | — | — | ≤0,15 | 0,0001-0,0030 | ≤0,010 | 0,002-0,009 |
ТУ 08. 002.0501.5348-92 002.0501.5348-92 | 0,17-0,24 | ≤0,020 | ≤0,035 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | — | — | — | ≤0,30 | — | — | — |
| ТУ 14-159-1128-2008 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | ≤0,006 | — | — | ≤0,30 | — | ≤0,080 | — |
| ТУ 14-161-148-94 | 0,17-0,24 | ≤0,013 | ≤0,018 | 0,35-0,65 | — | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | — | ≤0,25 | — | — | — |
TУ 1317-006. 1-593377520-2003 1-593377520-2003 | 0,17-0,24 | ≤0,015 | ≤0,017 | 0,35-0,65 | ≤0,40 | — | ≤0,050 | — | 0,17-0,37 | — | — | ≤0,25 | ≤0,008 | — | — | ≤0,25 | — | — | 0,02-0,05 |
| ТУ 1301-039-00212179-2010 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | ≤0,15 | — | ≤0,30 | — | — | — |
| ТУ 14-3Р-55-2001, ТУ 14-3-460-2003 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,25 | — | — | — | ≤0,30 | — | — | — |
| ТУ 14-3Р-1128-2007 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | — | — | — | 0,17-0,37 | — | — | ≤0,30 | ≤0,008 | — | — | ≤0,30 | — | — | — |
Обозначения используемые в таблицах
Механические свойства:
- sв — Предел кратковременной прочности, [МПа]
- sТ — Предел текучести, [МПа]
- s0,2 — Предел пропорциональности (допуск на остаточную деформацию — 0,2%), [МПа]
- d5 — Относительное удлинение при разрыве, [ % ]
- y — Относительное сужение, [ % ]
- KCU — Ударная вязкость, [ кДж / м2]
- HB — Твердость по Бринеллю, [МПа]
- HV — Твердость по Виккерсу, [МПа]
- HSh — Твердость по Шору, [МПа]
Физические свойства:
- T — Температура, при которой получены данные свойства, [Град]
- E — Модуль упругости первого рода, [МПа]
- a — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град]
- l — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
- r — Плотность материала , [кг/м3]
- C — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)]
- R — Удельное электросопротивление, [Ом·м]
Разница между кованым железом и сталью — Разница Между
Кованое железо — это металлический сплав, состоящий из железа и небольшого количества углерода вместе с некоторыми другими элементами. Сталь — это металлический сплав, изготовленный из железа вместе
Сталь — это металлический сплав, изготовленный из железа вместе
Главное отличие — кованое железо против стали
Кованое железо — это металлический сплав, состоящий из железа и небольшого количества углерода вместе с некоторыми другими элементами. Сталь — это металлический сплав, изготовленный из железа вместе с другими элементами. Сталь широко используется во всем мире из-за ее высокой прочности и низкой стоимости по сравнению с другими типами металлов и металлических сплавов. Сталь может быть найдена в различных формах и названиях в зависимости от включенных элементов, способа производства, применения и т. Д. Основное различие между кованым железом и сталью заключается в том, что Кованое железо получают путем нагрева и работы с инструментами, тогда как сталь получают путем обжига с последующим добавлением и удалением различных компонентов для создания конечного сплава.
Ключевые области покрыты
1. Что такое кованое железо
— определение, состав, свойства
2. Что такое сталь
Что такое сталь
— определение, типы, свойства
3. В чем разница между кованым железом и сталью
— Сравнение основных различий
Ключевые термины: сплав, углерод, ковкий, железный, ковкий, стальной, кованый
Что такое кованое железо
Кованое железо представляет собой железный сплав, содержащий очень небольшое количество углерода (около 0,08%). Кованое железо — это форма железа, получаемая плавкой. Кованое железо образуется при сжигании угля. Он также может быть сформирован как побочный продукт производства чугуна.
Кованое железо жесткое и податливое. Это также пластично. Он устойчив к коррозии по сравнению с другими видами железа и легко поддается сварке. Эти свойства используются при производстве разных предметов. Кованое железо состоит из 1-2% добавленного шлака. Шлак является побочным продуктом плавки железной руды. Он содержит кремний, серу, фосфор и т. Д. Деформация производится нагреванием с последующей работой с инструментами.
Рисунок 1: Кованые ворота
Мягкость и пластичность кованого железа обусловлены присутствием меньшего количества углерода. Кованое железо также имеет значительно высокую прочность на разрыв. Он противостоит усталости в течение более высокого момента времени по сравнению с другими формами железа. Он может деформироваться при высоком давлении.
Что такое сталь
Сталь — это металлический сплав, состоящий из железа, углерода и нескольких других элементов, таких как марганец, вольфрам, фосфор и сера. Процентное содержание углерода в стали может варьироваться. В зависимости от количества присутствующего углерода сталь можно разделить на несколько групп, таких как:
- Мягкая сталь
- Высокая углеродистая сталь
- Низкоуглеродистая сталь
Различные системы классификации также используются для классификации стали на различные группы в соответствии с их свойствами.
Типы Стали
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Инструментальные стали
Сталь твердая, очень прочная и пластичная. Но он не устойчив к коррозии (за исключением нержавеющей стали, которая изготавливается путем смешивания хрома с железом, что придает свойства коррозионной стойкости). Сталь легко подвергается коррозии при воздействии влажной среды. Поэтому происходит ржавчина.
Но он не устойчив к коррозии (за исключением нержавеющей стали, которая изготавливается путем смешивания хрома с железом, что придает свойства коррозионной стойкости). Сталь легко подвергается коррозии при воздействии влажной среды. Поэтому происходит ржавчина.
Рисунок 2: Сталь используется в конструкциях
Свойства стали
- Прочность
- прочность
- тягучесть
- свариваемость
- долговечность
Разница между кованым железом и сталью
Определение
Кованое железо: Кованое железо представляет собой железный сплав, содержащий очень небольшое количество углерода (около 0,08%).
Сталь: Сталь представляет собой металлический сплав, состоящий из железа, углерода и нескольких других элементов, таких как марганец, вольфрам, фосфор и сера.
производство
Кованое железо: Кованое железо производится путем нагрева и работы с инструментами.
Сталь: Сталь производится в процессе обжига с последующим добавлением и удалением различных компонентов для создания конечного сплава.
Предел прочности
Кованое железо: Кованая имеет хорошую прочность на растяжение.
Сталь: Сталь обладает большей прочностью на разрыв, чем кованое железо.
Содержание углерода
Кованое железо: Кованое железо содержит около 0,08% углерода.
Сталь: Сталь содержит около 2-4% углерода.
Заключение
Кованое железо и сталь очень полезны в различных отраслях промышленности в зависимости от их химических и физических свойств. Основное различие между кованым железом и сталью заключается в том, что кованое железо получают путем нагрева и работы с инструментами, в то время как сталь получают путем обжига с последующим добавлением и удалением различных компонентов для создания конечного сплава.
Рекомендации:
1. «Кованое железо». Encyclopædia Britannica, Encyclopædia Britannica, inc., 8 декабря 2013 г.,
«Кованое железо». Encyclopædia Britannica, Encyclopædia Britannica, inc., 8 декабря 2013 г.,
Что такое кованая сталь и каковы ее основные характеристики?
23 января 2020 20 апреля 2020
С момента основания ULMA кованая сталь была нашей причиной существования. Все, чего мы достигли за последние несколько десятилетий, стало возможным благодаря страсти, усилиям и преданности делу, которые мы вложили в этот столь ценный для нас материал. В большинстве наших продуктов в качестве сырья используется кованая сталь — материал, который мы модифицируем по форме и внутренней структуре с помощью методов ковки, которые мы выполняем, всегда при температурах выше рекристаллизации.
Это наш процесс ковки. Процесс ковки происходит на наших прессах. Используя сильные удары и высокое давление, прессы формируют заданные объемы и формы с помощью таких инструментов, как пресс-формы и штампы. Детали, поступающие из кузн, затем подвергаются механической обработке для придания им отделки с минимальным вмешательством для оптимизации их конечных характеристик.
В большинстве случаев ковка должна выполняться при температуре от 800 до 1000 ° C, , хотя ее также можно проводить при комнатной температуре в процессе, известном как «холодная штамповка».«Чтобы устранить внутренние напряжения, возникающие во время ковки, мы также выполняем термическую обработку, называемую« нормализацией ».
Что такое кованая сталь? Кованая стальпредставляет собой материал, полученный из сплава железа и углерода под чрезвычайно высоким давлением. Кованая сталь имеет меньшую пористость поверхности, более мелкозернистую структуру, большую прочность на растяжение и усталость и большую пластичность, чем любая другая обработанная сталь.
Когда сталь нагревается до температуры ковки, она становится пластичной и ковкой , что позволяет ей принимать необходимую форму за счет приложения силы и давления.Благодаря нашим методам обработки и ковке стали мы можем формировать прочную стальную деталь без растрескивания.
Мы классифицируем стальную поковку по трем различным категориям в зависимости от температуры формования.
Горячая кованая стальТемпература ковки составляет от 950 до 1250 ° C, что на выше температуры рекристаллизации. Горячая кованая сталь обеспечивает хорошую формуемость и требует небольшого усилия для придания формы.
Поковка из закаленной сталиТемпература ковки составляет от 750 до 950 ° C . Эта температура приводит к ограниченной пластичности и требует более высоких усилий формования, чем горячая ковка. Одним из его больших преимуществ является то, что он находится на полпути между горячей и холодной ковкой, что делает его более универсальным.
Холоднокованая сталь Температура ковки выполняется в «комнатных условиях» при температурах от до 150ºC . Этот тип ковки, который приводит к низкой формуемости, требует больших усилий формования. Его большое преимущество заключается в лучшей сохранности материала и улучшенной отделке поверхности.
Этот тип ковки, который приводит к низкой формуемости, требует больших усилий формования. Его большое преимущество заключается в лучшей сохранности материала и улучшенной отделке поверхности.
Его уникальные свойства отличают кованую сталь от других видов обработки, таких как литье:
- Кованая сталь имеет высокую прочность , повышенную твердость и первоклассную прочность . При контакте с другими веществами очень маловероятно, что сталь сломается.
- Можно поддерживать такую же консистенцию во всех производимых стальных поковках, так как процесс ковки является довольно тщательным и размеренным.
- Существует ограничение на толщину и размер стали, которую можно подделать, поскольку формовка металла — довольно утомительная работа.
- Поковка из стали обычно используется в машиностроении и в промышленности из-за ее прочности и доступности, а также из-за наличия специальных сплавов, таких как нержавеющая и углеродистая сталь. Поковка из стали обеспечивает непревзойденную прочность для изготовления деталей.
 Поковка из стали обеспечивает непревзойденную прочность для изготовления деталей.
Поковка из стали обеспечивает непревзойденную прочность для изготовления деталей.В ULMA мы специализируемся на фланцах и изделиях из кованой стали более 40 лет, всегда к услугам наших клиентов, чтобы удовлетворить их самые взыскательные потребности. В результате мы производим продукцию высочайшего качества и долговечность , которая соответствует всем стандартам, требуемым законом и рынком.
Кованая углеродистая сталь | Производитель поковок из углеродистой стали
Поковки из углеродистой стали производятся в процессе штамповки стали.Кованая углеродистая сталь может содержать неопределенное количество сплавов без минимально необходимого процентного содержания. Некоторые из сплавов, содержащихся в поковках из углеродистой стали, включают: никель, титан, вольфрам, хром, кобальт, цирконий и другие. Чем больше углерода содержится в стальном сплаве, тем ниже его температура плавления.
Чем больше углерода содержится в стальном сплаве, тем ниже его температура плавления.
Если у вас есть какие-либо вопросы о ковке из углеродистой стали по индивидуальному заказу, свяжитесь с нами или запросите ценовое предложение для подробного анализа цен.
Варианты ковки из углеродистой стали
- Детали машин
- Гидравлические цилиндры
- Валы
- Крепежные изделия
Сколько углерода в стали можно ковать?
В зависимости от потребностей вашего проекта существует широкий спектр доступных вариантов, когда речь идет о марках углеродистой стали.Все четыре марки можно подвергать термообработке для улучшения обрабатываемости, прочности и пластичности. Наши варианты поковок из углеродистой стали включают:
- Среднеуглеродистая сталь — Среднеуглеродистая сталь содержит приблизительно от 0,29% до 0,54% углерода с содержанием марганца от 0,60 до 1,65% (например, сталь AISI 1045). В этом сплаве сочетаются пластичность и прочность, а также хорошая износостойкость; он используется для изготовления крупногабаритных деталей, поковок и автомобильных деталей.
 В этом сплаве сочетаются пластичность и прочность, а также хорошая износостойкость; он используется для изготовления крупногабаритных деталей, поковок и автомобильных деталей.
В этом сплаве сочетаются пластичность и прочность, а также хорошая износостойкость; он используется для изготовления крупногабаритных деталей, поковок и автомобильных деталей.Углеродистая сталь марок
Дополнительные марки стали и спецификации высылаются по запросу.
Кованая углеродистая сталь без штамповки
Как ведущий производитель поковок из углеродистой стали с открытой матрицей Great Lakes Forge может производить кованую углеродистую сталь, которая выдержит испытание временем. Процесс открытой штамповки увеличивает прочность материала за счет устранения пузырьков воздуха или других дефектов, часто связанных с литьем. Помимо износостойкости и ударопрочности кованой углеродистой стали благодаря плотной зернистой структуре, она также механически прочнее, чем широкий спектр других кованых металлов.
Кроме того, наши поковки в открытых штампах могут изготавливаться в соответствии со спецификациями для металлических сплавов, включая AISI, ASTM, AMS, API, SAE, ASME, AWS, JIS и GB, во многих нестандартных формах кованых изделий и в условиях термообработки для достижения критических физических свойств, таких как как растяжение, текучесть, удлинение и уменьшение площади для желаемого конечного использования, как указано покупателем.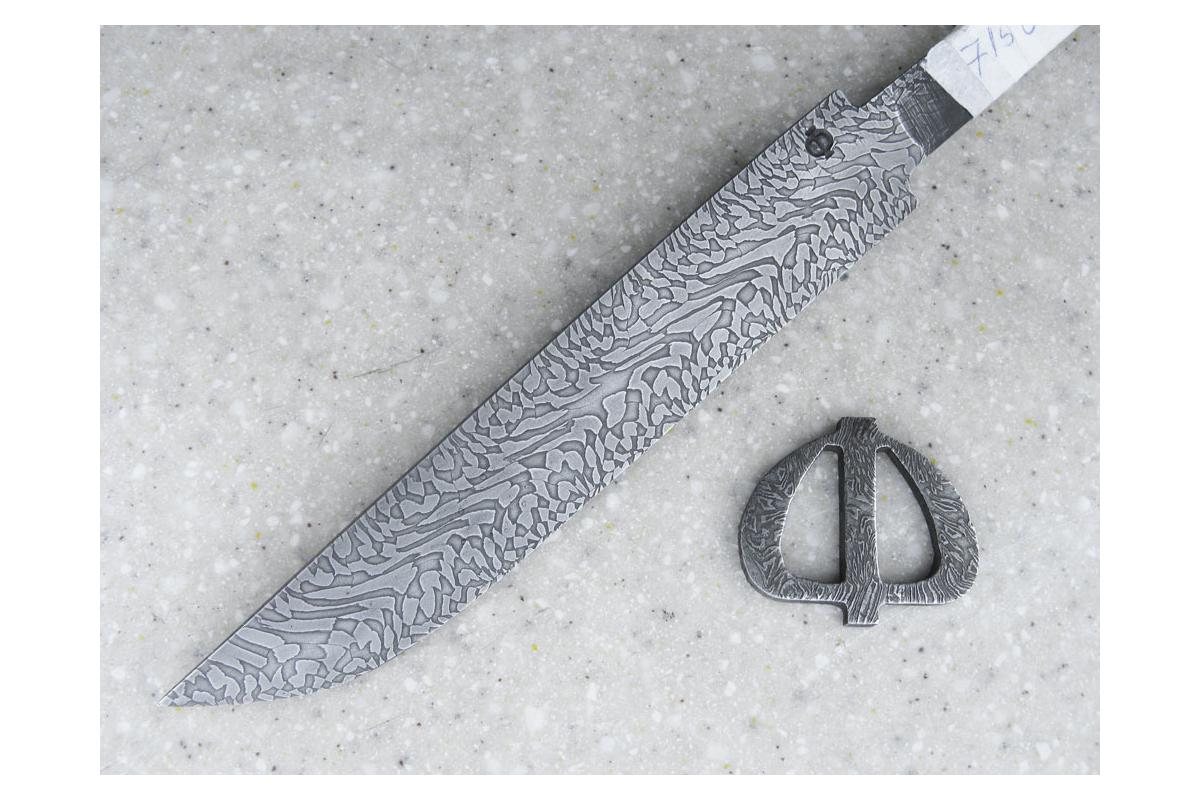
Преимущества кованой углеродистой стали
Как опытный производитель поковок, компания Great Lakes Forge понимает ценность создания поковок из углеродистой стали высшего качества для нужд вашего проекта.Некоторые из основных преимуществ кованой углеродистой стали включают следующее:
- Ударная вязкость — Кованая углеродистая сталь обладает превосходными прочностными качествами, поэтому может выдерживать большие нагрузки, удары и нагрузки.
- Эффективность продукта — Поковки из углеродистой стали могут производиться в различных размерах, что позволяет создавать гибкие и эффективные продукты.
- Экономичный — Процесс ковки углеродистой стали позволяет получать конечные продукты посредством процесса открытой штамповки, который чрезвычайно рентабелен по сравнению с другими материалами и процессами.
- Плотная зернистая структура — Плотная зернистая структура кованой углеродистой стали делает ее механически прочной. В дорогих сплавах меньше необходимости для получения высокопрочных компонентов.
 В дорогих сплавах меньше необходимости для получения высокопрочных компонентов.
В дорогих сплавах меньше необходимости для получения высокопрочных компонентов.Кроме того, поковки из углеродистой стали в открытом штампе, как правило, прочнее и надежнее, чем отливки и стальной лист, поскольку изменяются потоки зерен стали, которые затем соответствуют форме детали.
Если вам нужна кованая углеродистая сталь, обратитесь в Great Lakes Forge
Компания GLF обладает опытом, ресурсами и возможностями, чтобы превзойти все ваши потребности в ковке из углеродистой стали с открытым штампом.
Начните свое коммерческое предложение на поковки из углеродистой стали, изготовленные по индивидуальному заказу, для вашей области применения или свяжитесь с нами, чтобы узнать больше.
Поковки из легированной стали| Производитель кованой легированной стали
Кованая легированная сталь — это сталь, к общему содержанию которой добавлено небольшое количество одного или нескольких легирующих элементов, кроме углерода. Эти добавленные элементы могут включать марганец, кремний, никель, титан, медь, хром, алюминий и другие.Эти добавленные элементы придают поковкам особые свойства, которых нет в поковках из обычной углеродистой стали. Кроме того, легированные стали становятся все более популярными из-за их доступности, более низкой экономической стоимости, отличных механических свойств и простоты обработки.
Эти добавленные элементы могут включать марганец, кремний, никель, титан, медь, хром, алюминий и другие.Эти добавленные элементы придают поковкам особые свойства, которых нет в поковках из обычной углеродистой стали. Кроме того, легированные стали становятся все более популярными из-за их доступности, более низкой экономической стоимости, отличных механических свойств и простоты обработки.
Если у вас есть какие-либо вопросы о ковке из легированной стали, свяжитесь с нами или запросите ценовое предложение для подробного анализа цен.
Области применения и отрасли производства кованой легированной стали
- Коленчатые валы
- Детали машин
- Крепежные изделия
- Зубчатая передача
В зависимости от потребностей вашего проекта существует широкий спектр доступных вариантов, когда речь идет о марках легированной стали.Как производитель поковок из легированной стали, наши легированные стали могут подвергаться термообработке для улучшения обрабатываемости, прочности и пластичности. Добавляя определенные элементы к своей стали, вы получите широкий спектр различных результатов, в том числе следующие:
Добавляя определенные элементы к своей стали, вы получите широкий спектр различных результатов, в том числе следующие:
- Никель и медь — Повышает коррозионную стойкость, одновременно повышая прочность.
- Хром, ванадий, молибден и вольфрам — Эти элементы повышают прочность за счет образования карбидов второй фазы.
- Марганец, кремний, никель и медь — Добавление этих элементов увеличивает прочность за счет образования твердых растворов в феррите, который идеально подходит для экстремального теплового воздействия.
- Молибден — Когда молибден добавляется сам по себе, он помогает стали сопротивляться охрупчиванию.
- Кобальт, хром и никель — Эти добавленные элементы улучшают сохранение прочности и пластичности при более высоких температурах эксплуатации.
- Кремний и никель — Сохранение пластичности и ударной вязкости улучшается при низких рабочих температурах за счет добавления этих элементов.

Отрасль, в которой используется кованая легированная сталь, и ее предполагаемое применение будут определять тип необходимой поковки из легированной стали.
Легированная сталь марок
- 4130
- 4140
- 4150
- 4340
- 4340AQ
- A105
- Нитрол 135MOD
Дополнительные марки стали и спецификации высылаются по запросу.
Кованая легированная сталь без штамповки
В процессе ковки легированной стали в открытой матрице к стальным заготовкам или слиткам прикладывается тепловая и механическая энергия, которая затем изменяет форму сплава в твердом состоянии.Изделия из легированной стали, изготовленные методом открытой штамповки, прочнее и надежнее отливок, поскольку при ковке изменяется поток зерна, имитирующий форму детали. Термический цикл и процесс деформации приводят к измельчению зерна и рекристаллизации, что в конечном итоге приводит к упрочнению полученного стального продукта.
Кроме того, как производитель поковок из легированной стали с открытой матрицей, наши спецификации включают: AISI, ASTM, AMS, API, SAE, ASME, AWS, JIS и GB. Наши поковки доступны во многих нестандартных формах и условиях термообработки для достижения критических физических свойств, таких как растяжение, текучесть, удлинение и уменьшение площади для желаемого конечного использования, как указано покупателем.
Кованая легированная сталь Преимущества
Поковки из легированной стали обладают рядом преимуществ. В Great Lakes Forge мы понимаем ценность создания поковок из легированной стали улучшенного качества для нужд вашего проекта. Некоторые из основных преимуществ кованой легированной стали включают следующее:
- Кованые сплавы исключают возникновение усадки, пористости, пустот, которые обычно встречаются в отливках.
- Зернистая структура кованых сплавов обеспечивает высокую износостойкость.
- Кованая легированная сталь прочнее и прочнее литой стали
- Кованые легированные стали Высокая прочность усилена за счет добавления элементов, которые были введены в углеродистую сталь.
- Ударная вязкость кованой легированной стали выше, чем у литой.

Ваше надежное производство по ковке из легированной стали
В Great Lakes Forge у нас есть опыт, ресурсы и возможности, чтобы превзойти все ваши потребности в ковке из легированной стали с открытым штампом.
Запросите сегодня ценовое предложение на необходимые вам поковки из нержавеющей стали или свяжитесь с Great Lakes Forge для получения дополнительной информации.
Что такое кованая сталь? — Ferralloy Inc.
Собираетесь ли вы на прогулку, едете в офис или едете на автобусе домой, кованая сталь всегда появляется. Поковки из стали изготавливаются из легированного углерода и железа. Кованая сталь производится под очень высоким, но точным давлением. Она имеет лучшую пластичность, чем другая промышленная сталь, обладает усталостной прочностью, большей эластичностью, имеет улучшенную зернистую структуру и меньшую пористость поверхности.
Свойства и типы кованой стали
Свойства
Поковки требуют уникальных свойств для производства качественной продукции. Они состоят из специализированных сплавов, таких как углеродистая и нержавеющая сталь. Это обеспечивает несравненную прочность для производителей механических и промышленных деталей.
Они состоят из специализированных сплавов, таких как углеродистая и нержавеющая сталь. Это обеспечивает несравненную прочность для производителей механических и промышленных деталей.
Кроме того, кованая сталь обладает исключительными свойствами, которые позволяют отличить ее от других материалов. Поэтому он в основном используется в промышленных и механических приложениях из-за его доступности и прочности.
Единственным заметным недостатком при использовании этого металла являются ограничения по размеру и толщине кованной стали. Причина тому оправданная — ковка металла — довольно утомительный процесс. Несмотря на ограничение, можно сохранить точную однородность всей производимой кованой стали. Процесс ковки стали тщательно продуман и тщательно продуман.
Типы
Компании подразделяют стальные поковки на три типа: холоднокованая сталь, горячекатаная сталь и закаленная кованая сталь.Эти типы различаются в зависимости от давления формования и температуры в процессе изготовления.
- Холоднокованая сталь — процесс осуществляется при температуре до 160 ºC. Обычно низкая температура обеспечивает более гладкую поверхность.
- Горячая кованая сталь — температура для этой техники составляет от 900 ºC до 1300 ºC. Температура часто выше температуры рекристаллизации для получения материалов с хорошей формуемостью.
- Закаленная кованая сталь — диапазон температур от 750ºC до 950ºC.Производимые материалы более универсальны, но имеют ограниченную пластичность.
Получите поковки с выдающейся прочностью в Ferralloy Inc.
В Ferralloy Inc. наши специалисты следят за тем, чтобы ваши продукты были первоклассного и исключительного качества. Чтобы узнать больше о предлагаемых нами продуктах, свяжитесь с нами сегодня!
Секреты кузнечного дела: Введение в методы ковки
Как современные кузницы превращают металл в кованые детали?
Что такое ковка?
Ковка — это производственный процесс, включающий формование металла путем ковки, прессования или прокатки. Эти сжимающие силы передаются с помощью молотка или штампа. Ковку часто классифицируют в зависимости от температуры, при которой она выполняется: холодная, теплая или горячая ковка.
Эти сжимающие силы передаются с помощью молотка или штампа. Ковку часто классифицируют в зависимости от температуры, при которой она выполняется: холодная, теплая или горячая ковка.
Подходит для ковки самых разных металлов. Типичные металлы, используемые при ковке, включают углеродистую сталь, легированную сталь и нержавеющую сталь. Также можно ковать очень мягкие металлы, такие как алюминий, латунь и медь. В процессе ковки можно производить детали с превосходными механическими свойствами с минимальными отходами. Основная идея заключается в том, что исходный металл пластически деформируется до желаемой геометрической формы, что придает ему более высокое сопротивление усталости и прочность.Этот процесс является экономически выгодным с возможностью массового производства деталей и достижения определенных механических свойств в готовом продукте.
Ковка включает в себя формование металла с помощью сжимающих сил, таких как удар, прессование или прокатка.История ковки
Ковкой занимаются кузнецы на протяжении тысячелетий. Сначала бронза и медь были наиболее распространенными кованными металлами в бронзовом веке: позже, когда была обнаружена способность контролировать температуру и процесс плавки железа, железо стало основным кованным металлом.Традиционные товары включают кухонные принадлежности, скобяные изделия, ручные инструменты и холодное оружие. Промышленная революция позволила ковке стать более эффективным процессом массового производства. С тех пор ковка развивалась вместе с достижениями в области оборудования, робототехники, электронного управления и автоматизации. Ковка стала всемирной отраслью с современными кузнечными предприятиями, производящими высококачественные металлические детали самых разных размеров, форм, материалов и отделки.
Сначала бронза и медь были наиболее распространенными кованными металлами в бронзовом веке: позже, когда была обнаружена способность контролировать температуру и процесс плавки железа, железо стало основным кованным металлом.Традиционные товары включают кухонные принадлежности, скобяные изделия, ручные инструменты и холодное оружие. Промышленная революция позволила ковке стать более эффективным процессом массового производства. С тех пор ковка развивалась вместе с достижениями в области оборудования, робототехники, электронного управления и автоматизации. Ковка стала всемирной отраслью с современными кузнечными предприятиями, производящими высококачественные металлические детали самых разных размеров, форм, материалов и отделки.
Методы ковки
Существует несколько методов ковки с разными возможностями и преимуществами. К наиболее часто используемым методам ковки относятся методы ковки методом капельной ковки, а также прокатная ковка.
Поковка падающая
Капельная ковка получила свое название от процесса падения молотка на металл для придания ему формы штампа. Матрица относится к поверхностям, которые контактируют с металлом. Существует два типа ковки методом прямой штамповки — штамповка в открытых штампах и штамповка в закрытых штампах.Штампы обычно имеют плоскую форму, а некоторые из них имеют поверхность особой формы для специальных операций.
Штамповка (кузнечная ковка)
Ковка в открытых штампах также известна как кузнечная ковка. Молоток ударяет и деформирует металл на неподвижной наковальне. В этом типе ковки металл никогда полностью не удерживается в штампах, позволяя ему течь, за исключением областей, где он контактирует с штампами. Оператор несет ответственность за ориентацию и расположение металла для достижения желаемой окончательной формы.Используются плоские матрицы, некоторые из которых имеют поверхность особой формы для специализированных операций. Ковка в открытых штампах подходит для простых и крупных деталей, а также для изготовления металлических деталей по индивидуальному заказу.
Преимущества открытой штамповки:
- Лучшее сопротивление усталости и прочность
- Снижает вероятность ошибки и / или дырок
- Улучшает микроструктуру
- Непрерывный поток зерна
- Более мелкое зерно
Поковка в закрытом штампе (штамп)
Поковка в закрытых штампах также известна как штамповка в штампах.Металл помещается в матрицу и прикрепляется к наковальне. Молоток падает на металл, заставляя его течь и заполнять полости матрицы. Молоток должен быстро войти в контакт с металлом с точностью до миллисекунд. Излишки металла выталкиваются из полостей матрицы, что приводит к вспышке. Вспышка остывает быстрее, чем остальной материал, что делает ее прочнее, чем металл в матрице. После ковки флеш снимается.
Чтобы металл достиг конечной стадии, он перемещается через ряд полостей в матрице:
- Оттиск кромки (также известный как выпуклость или изгиб)
Первый оттиск, используемый для придания металлу грубой формы.

- Блокирующие полости
Металлу придана форма, которая больше напоминает конечный продукт. Металл имеет большие изгибы и галтели.
- Полость для окончательного слепка
Заключительный этап чистовой обработки и придания металлу желаемой формы.
Преимущества штамповки в закрытых штампах:
- Производит детали до 25 тонн
- Позволяет создавать формы, близкие к чистым, требующие лишь небольшой отделки.
- Экономичный для тяжелого производства
Вал кованый
Валковая поковка состоит из двух цилиндрических или полуцилиндрических горизонтальных валков, которые деформируют пруток круглой или плоской формы. Это позволяет уменьшить его толщину и увеличить длину. Этот нагретый стержень вставляется и пропускается между двумя валками, каждый из которых содержит одну или несколько профильных канавок, и постепенно приобретает форму по мере прокатки через машину. Этот процесс продолжается до тех пор, пока не будет достигнута желаемая форма и размер.
Этот процесс продолжается до тех пор, пока не будет достигнута желаемая форма и размер.
Преимущества автоматической ковки валков:
- Практически не производит отходов
- Создает благоприятную зернистую структуру металла
- Уменьшает площадь поперечного сечения металла
- Изготовление конических концов
Пресс ковочный
При ковке на прессе используется медленное, непрерывное давление или сила вместо удара, используемого при ковке с ударным молотком.Более медленный ход плунжера означает, что деформация достигает большей глубины, так что весь объем металла затрагивается равномерно. Напротив, при ковке с ударным молотком деформация часто происходит только на уровне поверхности, в то время как внутренняя часть металла остается несколько недеформированной. Контролируя степень сжатия при ковке на прессе, можно также контролировать внутреннюю деформацию.
Преимущества ковочного пресса:
- Экономичный для тяжелого производства
- Повышенная точность допусков в пределах 0. 01–0,02 дюйма
- Плашки имеют меньшую тягу, что обеспечивает большую точность размеров
- Скорость, давление и ход матрицы регулируются автоматически
- Возможна автоматизация процессов
- Мощность прессов от 500 до 9000 тонн
 01–0,02 дюйма
01–0,02 дюймаВысаженная поковка
Ковка с высадкой — это производственный процесс, при котором диаметр металла увеличивается за счет сжатия его длины.Кривошипные прессы, специальный высокоскоростной станок, используются в процессах штамповки в осадке. Кривошипные прессы обычно устанавливаются в горизонтальной плоскости для повышения эффективности и быстрой замены металла с одной станции на другую. Также возможны вертикальные кривошипные прессы или гидравлический пресс.
Преимущества высаженной штамповки:
- Высокая производительность до 4500 деталей в час
- Возможна полная автоматизация
- Устранение осадки и заусенцев поковки
- Практически не производит отходов
Автомат горячей штамповки
При автоматической горячей штамповке стальные прутки прокатной длины вставляются в один конец кузнечно-прессового станка при комнатной температуре, а изделия горячей ковки выходят из другого конца. Пруток нагревается с помощью мощных индукционных катушек до температуры 2190–2370 ° F менее чем за 60 секунд. Пруток очищается от накипи с помощью роликов и делится на заготовки. На этом этапе металл проходит несколько этапов формования, которые можно сочетать с высокоскоростными операциями холодной штамповки. Обычно операцию холодной штамповки оставляют на чистовой стадии. Таким образом можно воспользоваться преимуществами холодной обработки, сохраняя при этом высокую скорость автоматической горячей штамповки.
Пруток нагревается с помощью мощных индукционных катушек до температуры 2190–2370 ° F менее чем за 60 секунд. Пруток очищается от накипи с помощью роликов и делится на заготовки. На этом этапе металл проходит несколько этапов формования, которые можно сочетать с высокоскоростными операциями холодной штамповки. Обычно операцию холодной штамповки оставляют на чистовой стадии. Таким образом можно воспользоваться преимуществами холодной обработки, сохраняя при этом высокую скорость автоматической горячей штамповки.
Преимущества автоматической горячей штамповки:
- Высокая производительность
- Приемка недорогих материалов
- Минимальные трудозатраты для работы с механизмами
- Практически отсутствуют отходы материала (экономия материала на 20–30% по сравнению с традиционной ковкой)
Прецизионная поковка (поковка сетчатой или почти чистой формы)
Прецизионная ковка практически не требует окончательной обработки. Это метод ковки, разработанный для минимизации затрат и отходов, связанных с операциями после ковки. Снижение затрат достигается за счет уменьшения количества материалов и энергии, а также сокращения обработки.
Это метод ковки, разработанный для минимизации затрат и отходов, связанных с операциями после ковки. Снижение затрат достигается за счет уменьшения количества материалов и энергии, а также сокращения обработки.
Изотермическая поковка
Изотермическая ковка — это процесс ковки, при котором металл и штамп нагреваются до одинаковой температуры. Используется адиабатический нагрев — нет чистой передачи массы или теплообмена между системой и внешней средой. Все изменения вызваны внутренними изменениями, в результате которых скорость деформации строго контролируется.Из-за меньших тепловых потерь для этого процесса ковки можно использовать машины меньшего размера.
 youtube.com/embed/4wailf4P7ps?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4wailf4P7ps?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Различия между коваными фланцами и литыми фланцами
Фланцы кованые или литые?
Фланцы могут быть коваными или литыми. Оба метода производства имеют свои преимущества и недостатки в зависимости от области применения, которую вы планируете использовать для фланца. Здесь, в Texas Flange, мы в основном имеем дело с коваными фланцами из-за устаревшего характера и более низкого стандарта качества литых фланцев.Ниже мы рассмотрим преимущества и недостатки как фланцев из кованой стали, так и фланцев из чугуна.
ЧУГУННЫЕ ФЛАНЦЫ
Литье — это процесс, при котором металл нагревают до расплавления, а затем выливают в форму или сосуд для придания желаемой формы. Их часто используют в слишком больших, сложных или иным образом не подходящих для поковок ящиках. Некоторые из преимуществ изготовленных таким образом фланцев включают более низкую стоимость производства, возможность изготавливать более сложные детали с меньшими затратами, а также отсутствие истинного верхнего предела размера, когда речь идет о вашей детали.
Некоторые из преимуществ изготовленных таким образом фланцев включают более низкую стоимость производства, возможность изготавливать более сложные детали с меньшими затратами, а также отсутствие истинного верхнего предела размера, когда речь идет о вашей детали.
Однако у чугунных фланцев есть некоторые недостатки. Наиболее важным из них является то, насколько они подвержены внутренним дефектам. По этой причине литые фланцы не подходят для приложений высокого давления или приложений, в которых высока вероятность коррозии. Несмотря на прогресс в технологии литья и компьютерную оптимизацию процесса и конструкции литья, по-прежнему трудно соответствовать стандартам, необходимым для применения в нефтехимической промышленности.
ФЛАНЦЫ ИЗ КОВАНЫЙ СТАЛИ
Ковка — это приложение механической и тепловой энергии к стальным заготовкам или слиткам для изменения формы материала, оставаясь твердым.Поковки обладают неизменным составом и структурой. Из-за характера производства кованых фланцев производственные затраты выше, чем у литых фланцев. Хотя они не могут иметь сложную форму, из которой могут изготавливаться литые фланцы, их внутренняя структура более компактна и поэтому редко имеет дефекты, которые часто затрагивают литые фланцы. Ковка устраняет дефекты, обнаруженные в отливке, такие как усадка, пористость, пустоты или проблемы холодной заливки.
Хотя они не могут иметь сложную форму, из которой могут изготавливаться литые фланцы, их внутренняя структура более компактна и поэтому редко имеет дефекты, которые часто затрагивают литые фланцы. Ковка устраняет дефекты, обнаруженные в отливке, такие как усадка, пористость, пустоты или проблемы холодной заливки.
Как правило, кованые фланцы прочнее и надежнее, чем литые, потому что поток зерна в стали изменяется в соответствии с формой детали.Поковка с плотной структурой зерна делает детали механически более прочными и более устойчивыми к общему износу, чем литые фланцы. Благодаря более высокому качеству, надежности, прочности и долговечности мы в основном имеем дело с коваными фланцами, а не литыми.
Здесь, в Texas Flange, мы предлагаем кованые фланцы от 1/2 ″ номинального диаметра трубы до 203 ″ OD из более чем дюжины различных марок материалов. Мы ценим качество и стремимся к тому, чтобы вы получали нужную деталь для своего приложения по цене и срокам, которые подходят для вашего бизнеса. Наши продавцы работают с вами, чтобы обеспечить это. Если вам нужен фланец, позвоните нам по телефону 281-484-8325 или отправьте электронное письмо на [адрес электронной почты защищен], чтобы начать свой запрос. Пока вы здесь, не стесняйтесь просматривать наши бесплатные информационные сообщения в блоге, бесплатные трехмерные чертежи и чертежи САПР или фланцевые диаграммы.
Наши продавцы работают с вами, чтобы обеспечить это. Если вам нужен фланец, позвоните нам по телефону 281-484-8325 или отправьте электронное письмо на [адрес электронной почты защищен], чтобы начать свой запрос. Пока вы здесь, не стесняйтесь просматривать наши бесплатные информационные сообщения в блоге, бесплатные трехмерные чертежи и чертежи САПР или фланцевые диаграммы.
Преимущества фитингов из кованой стали по сравнению с другими процессами
Кованые фитинги по сравнению с литьем
Литой фитинг изготавливается путем заливки расплавленного металла в форму желаемой формы.Кованые стальные фитинги прочнее и надежнее, чем отливки, потому что поток зерна твердой стальной детали изменяется, чтобы соответствовать форме детали в матрице. Благодаря этому ковка обеспечивает однородность структуры и состава готовой детали. Происходящее уточнение происходит из-за теплового цикла и процесса деформации, который усиливает конечную деталь в отношении внутреннего рабочего давления, а также прочности на внешний удар и сдвиг.
Преимущества ковки перед литьем:
- Из-за плотной структуры зерна поковка механически прочнее отливки.
- В отличие от отливок, поковки не подвержены полостям, проблемам холодной заливки, пористости и усадке.
- Отливки обычно требуют более дорогих сплавов для достижения высокой прочности, необходимой для большинства фитингов.
- Поковка с плотной структурой зерна обеспечивает более высокую износостойкость и не настолько тверда, чтобы с большей вероятностью стать хрупкой по сравнению с отливками, что позволяет кованым фитингам выдерживать более высокие давления, более экстремальные условия и иметь более длительный срок службы, чем отлитые. примерка.
Испытания, проведенные на заготовке, износ / промывка кованой вставки шлифовального станка HRC 38-42 примерно такой же, как и на литой вставке шлифовальной машины из высоколегированного сплава HRC 46-50; однако отливка из HRC 46-50 не обладает пластичностью, чтобы выдерживать ударное шлифование.