Мастер-класс по ковке ножа из дамасской стали
Мы пройдем вместе ВЕСЬ процесс от кузнечной сварки дамаска из стопочки стальных пластин при температуре 1200° С и ковки самих ножей выбранной вами формы до травления желанного рисунка в кислоте, заточки и полировки.
Под руководством опытного кузнеца вы на целый день погрузитесь в удивительную атмосферу современной кузницы! Мастер познакомит вас с историей и теорией, научит работать с разными инструментами, и внимательно проконтролирует вашу практику. Все инструменты, материалы и экипировку мы выдаем на месте. Главное — надеть удобную одежду, которую не жалко прокоптить и испачкать, и не забыть про хорошее расположение духа, это поможет в нелёгком творческом процессе.
Можно записаться на индивидуальный мастер-класс, а можно подарить другу бессрочный сертификат и вместе с ним море впечатлений, навык и уникальное изделие в итоге. Такой подарок не оставит равнодушным ни одного мужчину!




КОНТАКТЫ: [email protected]
+7(965)799-07-11 (Михаил)
+7(911)957-31-06 (Григорий)
МЕСТО ПРОВЕДЕНИЯ: Кузница нового поколения MOLOT
АДРЕС: Лисий Нос, Аэродромная ул., д. 15
www.livemaster.ru
Первая Кузня — кузница в центре Москвы, обучение ковке, кузнечные мастер-классы
Соблюдение Вашей конфиденциальности важно для нас. По этой причине, мы разработали Политику Конфиденциальности, которая описывает, как мы используем и храним Вашу информацию. Пожалуйста, ознакомьтесь с нашими правилами соблюдения конфиденциальности и сообщите нам, если у вас возникнут какие-либо вопросы.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
- Когда вы оставляете заявку на сайте, мы можем собирать различную информацию, включая ваши имя, номер телефона, адрес электронной почты и т.д.
Как мы используем вашу персональную информацию:
- Собираемая нами персональная информация позволяет нам связываться с вами и сообщать об уникальных предложениях, акциях и других мероприятиях и ближайших событиях.
- Время от времени, мы можем использовать вашу персональную информацию для отправки важных уведомлений и сообщений.
- Мы также можем использовать персональную информацию для внутренних целей, таких как проведения аудита, анализа данных и различных исследований в целях улучшения услуг предоставляемых нами и предоставления Вам рекомендаций относительно наших услуг.
- Если вы принимаете участие в розыгрыше призов, конкурсе или сходном стимулирующем мероприятии, мы можем использовать предоставляемую вами информацию для управления такими программами.
Раскрытие информации третьим лицам
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
- В случае если необходимо — в соответствии с законом, судебным порядком, в судебном разбирательстве, и/или на основании публичных запросов или запросов от государственных органов на территории РФ — раскрыть вашу персональную информацию. Мы также можем раскрывать информацию о вас если мы определим, что такое раскрытие необходимо или уместно в целях безопасности, поддержания правопорядка, или иных общественно важных случаях.
- В случае реорганизации, слияния или продажи мы можем передать собираемую нами персональную информацию соответствующему третьему лицу – правопреемнику.
Защита персональной информации
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
xn--1-ntbin2a8e.xn--p1ai
Первая Кузня: Кузнечные мастер-классы
Соблюдение Вашей конфиденциальности важно для нас. По этой причине, мы разработали Политику Конфиденциальности, которая описывает, как мы используем и храним Вашу информацию. Пожалуйста, ознакомьтесь с нашими правилами соблюдения конфиденциальности и сообщите нам, если у вас возникнут какие-либо вопросы.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
- Когда вы оставляете заявку на сайте, мы можем собирать различную информацию, включая ваши имя, номер телефона, адрес электронной почты и т.д.
Как мы используем вашу персональную информацию:
- Собираемая нами персональная информация позволяет нам связываться с вами и сообщать об уникальных предложениях, акциях и других мероприятиях и ближайших событиях.
- Время от времени, мы можем использовать вашу персональную информацию для отправки важных уведомлений и сообщений.
- Мы также можем использовать персональную информацию для внутренних целей, таких как проведения аудита, анализа данных и различных исследований в целях улучшения услуг предоставляемых нами и предоставления Вам рекомендаций относительно наших услуг.
- Если вы принимаете участие в розыгрыше призов, конкурсе или сходном стимулирующем мероприятии, мы можем использовать предоставляемую вами информацию для управления такими программами.
Раскрытие информации третьим лицам
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
- В случае если необходимо — в соответствии с законом, судебным порядком, в судебном разбирательстве, и/или на основании публичных запросов или запросов от государственных органов на территории РФ — раскрыть вашу персональную информацию. Мы также можем раскрывать информацию о вас если мы определим, что такое раскрытие необходимо или уместно в целях безопасности, поддержания правопорядка, или иных общественно важных случаях.
- В случае реорганизации, слияния или продажи мы можем передать собираемую нами персональную информацию соответствующему третьему лицу – правопреемнику.
Защита персональной информации
Мы предпринимаем меры предосторожности — включая административные, технические и физические — для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
xn--1-ntbin2a8e.xn--p1ai
Ковка ножа из троса | Судовой журнал Акселя (Axl’s Logbook)
Ковка ножа из стального троса с режущей кромкой из У10
Forging blade from steel cable with cutting edge from the steel U10
Пишу опять-таки задним числом, но как бы в реальном времени о событии годовой давности — моей третьей в жизни ковке 3.08.2014, на которой я делал фоторепортаж по ковке ножа из троса.

Ездил сегодня в гости в кузню к замечательному мастеру по клинкам с Ганзы по имени Илья. У него там уютная кузня в промзоне в Царицыно, где он кует всякие клинки — от белевских до дамаска. И даже мокуме гане делает. На Ганзе, Клинке, Арсенале много его клинков на барахолке продается. Мы с ним познакомились после той памятной «поножовщины у Виленыча», где мы с камрадом Никсом под занавес давали концерт, где под дарбуку и гитару пели Smoke On The Water — сие исполнение оценил в числе прочих и мастер Илья. В обсуждении встречи я тогда написал, что хочу ковать, но, блин, негде. И Илюха откликнулся в личку, пригласив меня в свою крутую кузню.
Мы сперва попили чаю, а потом Илья включил газовый горн и показал мне что и как устроено у него в кузне. Я довел на горячую до ума двое клещей — тех, что сковал у Виленыча, а также раскатал один немецкий подшипник — будет заготовка на клиночек, а то и на два.
Газовый горн — это конечно пипец как технологично: даже попить отойти нет времени — поковка моментально раскаляется… Да и остывает все очень медленно — это вам не на свежем воздухе ковать — практически промышленные условия!
Илья провел мастер-класс по ковке ножа из троса. Внизу подробно все изложено в виде фоток с пояснениями. К этому выкованному телу клинка в дальнейшем была приварена в торец (имеется в виду конечно же кузнечная диффузионная сварка) режущая кромка из стали У10. Этот момент я не застал, к сожалению (происходило сие в другой день). Впрочем, и процесс изготовления тела клинка весьма интересен и имеет свои нюансы. А как приварить РК Илюха мне еще покажет, а я уж это дело зафотофиксирую. До сих пор те, кому очень надо, могут посмотреть на ютубе — там примеров диффузионной сварки предостаточно.
Мастерская у Ильи. На переднем плане (как и положено звезде такого ранга) красуется лисонька-красавица-наковальня — однорогая, 75 кг.

Горн на газе.

Горн, емкость с маслом и печка для отпуска и запекания тортиков из мокуме гане.

Илья отрезает стальной трос
болгаркой. Из сего троса и будет коваться тело будущего клинка

Стальной трос разобрали на мелких «червей» — все они грязные и в смазке, которую надобно отжечь.

Из «червей» связали вот такую колбаску.

В топку ее!!!

Отгорает смазка с троса — полыхает будь здоров!


Раскаленные «черви» негодуют!

Клещи у Ильи несколько другой конструкции, нежели мои, самолично
откованные по заветам Виленыча с Ганзы.


Устраиваем обожженным червям допрос с пристрастием.

Формируем из них пакет.

Хорошенько свариваем его.

Подпалили червям задницу!

Теперь к пакету привариваем рукоятку из арматуры — с ней удобнее будет ковать,
держась за нее, нежели клещами цеплять.


Другое дело!

Торсируем червей в тугую косицу — чтоб им жизнь медом не казалась…

Посыпаем пакет флюсом для удаления оксида железа.

Проковываем слегонца.

А вот, кстати, и те мои первые клещи, что я сковал по заветам Виленыча. Илья сначала раскритиковал, но потом сказал, что такая конструкция тоже имеет право на существование и даже захотел себе такие же на всякий случай — во как!

Деревянная оправка для сварки пакета. Позволяет не расползаться частям пакета, да и горение березы дольше поддерживает ковочную температуру. А мы впоследствии в Академии в таких оправках ковали (или использовали деревянные киянки) с целью пробитую на металле текстуру не нарушить. Например есть узор на одной стороне поковки, а надо другую сторону проковать и не нарушить сей узор. Вот и подкладываешь дерево — как буфер. Или деревянной киянкой бьешь по текстурированной поковке — выгнуть ее, например, если надо, или еще что… Потом все это подробнее освещу при описании дипломной работы.

Ох сейчас начнется…


Пошла ковка в деревянной оправке! Это сущий ад! Во все стороны летит окалина — метров на 5 порой разлетается!!! Как говорил наш препод кузнец Авдеев — «ШУБИСЬ!!!»

И даже вот так. Молот потом был как вороненый после сей операции…


Еще немножко флюса… Операция повторяется многажды…

…Пока не получится вот такая чистенькая поковка.
Из нее в следующий раз будем доковывать клинок.

Вторая часть Марлезонского балета. Вот что получилось из того куска троса из части первой. К сожалению, процесс приварки в торец режущей кромки из У10 я пропустил. Еще напишу на сей счет подробно — как это делается, уж будьте покойны:)


Илья закаливает тросовый клинок в масле.

Оттирает масло.

Тест на твердость — клинок легко режет бутылку.

Суем в печку для отпуска — 1 час при 200 градусах Цельсия.

Заявленные 200 градусов. Можно и дома в духовке.

Клиночек после отпуска.

Немного слесарки на гриндере. Примерно час и 4 разные ленты:)

С приваренной шпилькой под резьбу на затяг. И это еще не
конечная стадия. После четвертой ленты он был идеален.

И вот этот красавец — нож из стального троса
уже продается на Ганзе — улетел как горячий пирожок.
Маленьким бонус-треком к процессу ковки ножа из троса еще добавлю сюда же как мы приваривали шпильку к хвостовику клинка, что принес зашедший на огонек камрад с Ганзы. Примерно по такому же принципу приварена шпилька и на готовом ноже из стального троса вверху. Может кому пригодится. Вся фишка в особом пропиле, а не в дуговой сварке — варить то многие умеют…

Сначала прорезаем особым образом хвостовик под шпильку.
 Плющим шпильку так, чтобы плотно входила в прорезь на хвостовике.
Плющим шпильку так, чтобы плотно входила в прорезь на хвостовике.  Замечательно входит!
Замечательно входит! 
Привариваем и сбиваем окалину. Варить все умеют?
Учитесь, дело полезное:)
P.S.
www.aveursus.ru
Все о кованых ножах: выбор стали, конструкция, чертежи
Кузнечное дело, как могло бы показаться, давно ушло в бытие. Зачем мастерить себе сложнейшие конструкции, в частности, ножи и кинжалы. Если на прилавках магазинов довольно широкий выбор этих изделий, с сертификатами и инструкциями, да и, вообще, в красивой упаковке с бантиком.

Кованый нож ВП-011 (сталь 95Х18)
Многим простым обывателям, такое дело как изготовление ножей своими руками, может даже показаться, простой тратой времени. Но они окажутся неправы. На самом деле, такую «тягу» к металлу, можно назвать таким же хобби, как и вышивание крестиком. Вы не поверите – удовлетворения от своего творения мастер получит в тысячу раз больше, чем просто пойти и купить клинок.
Выбор стали для кованого ножа
Это важнейший вопрос, при изготовлении клинка ручной работы. Надо в первую очередь определиться, для каких целей будет изготавливаться изделие. И уже исходя из ответа на данный вопрос, задуматься, кую сталь использовать для изготовления ножа. Не секрет, что альтернатив для различных изделий немало. Но стоит учитывать, как себя будет вести металл на всех этапах ковки, в том числе и как его закаливать. Подойти к этому вопросу, нужно довольно тщательно и щепетильно, чтобы в заключение изготовления не вышло казуса. Любой металл, обладает пятью основными свойствами:
- Прочность – способность металла сохранять свои качества при воздействии разных внешних сил. К примеру, проверка на прочность проходит при изгибе или при сильном ударе.
- Твердость – это способность металла сопротивляться проникновения в его структуру более твердых сплавов. То есть способность к сопротивлению деформации.
- Устойчивость к износу – устойчивость истирания материала во время использования, кстати, косвенно зависит от твердости.
- Пластичность – простыми словами, возможность материала рассеивать или поглощать энергию во время удара.
- Красностойкость – довольно важный показатель именно для ковки. Твердые марки стали считаются самыми красностойкими, так как температура ковки составляет выше 900 градусов по Цельсию. А плавится она при полутора тысячах градусов.
Также надо не забывать, что определенные добавки придают легирующие свойства разным маркам стали. Эти добавки в определенном процентном содержании в металле, в итоге и определяют непосредственно марку стали. Таких элементов может быть разное количество, и в процентном содержании тоже.
Дополнительными химическими элементами могут быть: хром, ванадий, вольфрам, кремний, углерод, молибден, кобальт и никель. Соответственно и сталь приобретает разные свойства. А уже исходя из марки стали, специалистами определяется, для каких нужд и целей, требуется использовать то или иной материал.
Также вышеперечисленные свойства материала, сильно связаны между собой, если в большей степени присутствует одно качество, то любое другое из них уменьшается в своих свойствах. Это нормальная практика, и принимать это нужно как неизбежное. Создать, идеальный клинок содержащий, все эти пять качеств в высшей степени, не удастся.

Кованые ножи различного вида.
К наиболее пользующимися успехом, среди любителей «домашней ковки» марок стали, можно отнести: Х12МФ, У7, У8, У 9, У16, 65Г, Р6М5, ШХ15. В зарубежной металлургии такая сталь маркируется немного иначе: 1095, 52100, O-1, M-2, AUS, ATS-34, A-2, 440C. Но по качеству и примесям они соответствуют нашим отечественным. Такие стали используют при изготовлении буров, тросов, сверел, подшипников и напильников. Это и объясняет, довольно широкое применение при самостоятельной ковке этих материалов.
Необходимые инструменты для ковки
Инструментарий, честно сказать недовольно огромный, но каждый предмет имеет строго свое предназначение. И не окажись его вовремя под рукой, можно загубить все дело. Можно использовать, как и покупной, так и самодельный, но дрель или болгарку сам не сделаешь, лучше прикупить. Они очень упростят вашу задачу. Весь набор приблизительно выглядит, таким вот образом:
- молот, желательно двух типов тяжелый 3-4 кг и легкий 1-1,5 кг;
- наковальня, если нет нормальной в наличии, как вариант использовать кувалду или кусок рельса, хотя бы на первое время тренировок;
- металлургические клещи и небольшие щипцы;
- тиски, желательно побольше, позже узнаете зачем они;
- сварочный аппарат, если его нет – запаситесь большим количеством проволоки стальной;
- печь, самодельная или горн, способные достичь температуры сварки;
- шлифовальный станок или «болгарка», наждачная бумага разной зернистости;
- крупный магнит;
- дрель со сверлами.
В принципе практически весь набор инструмента, который понадобится для изготовления клинка. Можно обратить особое внимание на печь, если ранее мастер не занимался даже закаливанием стали, то можно либо приобрести ее.

Инструменты для ковки ножей своими руками.
Но ценник будет недешевый или попробовать изготовить самому. В сети и на нашем сайте есть способы изготовления самостоятельно муфельной печи. Ее температуры в 900-1200 градусов, вполне будет достаточно для спекания металла и выковать можно будет что угодно.
Конструкция и чертеж ножа
Как уже выше говорилось, для начала следует попробовать выковать ненужную любую железяку и не раз. И только потом пробовать выковать для начала самую простую и ходовую форму кухонного ножа. Отнеситесь к этой стадии посерьезнее, не бойтесь рисовать на бумаге. «Прикиньте» сколько имеется металла, стоит обязательно учитывать, что много из него уйдет на угар и окалины.
Финский клинок, тоже довольно прост своей конструкцией, можно выбрать и его, в виде «первенца». Им также замечательно можно орудовать на кухне или в других условиях. И мы вам гарантируем, что если он у вас удастся – клинок станет самым любимым.
Одно довольно важное замечание, изучите внимательно характеристики холодного оружия, и при изготовлении обязательно придерживайтесь определенных правил. Одно дело иметь при себе холодное оружие, а совсем другое – изготовление оного.
Или если вы решите его подарить близкому человеку, то уже будет распространение и статья за это предусмотрена, вплоть до лишения свободы. Будьте осторожны в этом.
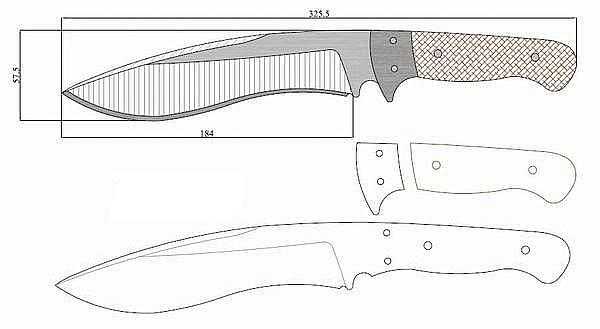
Чертеж ножа для ковки.
Нарисовав на листе бумаги будущий клинок, может даже будет лучше сделать из него шаблон из картона. Рисовать нужно чертеж-схему, с расстановкой всех размеров и незабываем про рукоять. Шаблон может очень пригодиться при создании спусков, лезвия, и в общем и целом, вид изделия будет перед глазами.
Пошаговые инструкции по изготовлению кованых ножей из разных материалов
При выборе материала для ковки, если вы не знаете его марку стали, то можно прибегнуть к помощи специальных справочников. Где даже приблизительные знания, очень помогут в работе с выбранным материалом. Для любителя будет первый раз достаточно сложен, но некоторые люди доводят свое хобби, до небольшого бизнеса. И они выполняют все манипуляции уже на «автомате». Но новичку, не нужно ничего бояться, запастись терпением и все получится.
Клинок из напильника
Согласно специальному справочнику, их изготавливают из стали 9ХС, она является инструментальной легированной. Закалка ее производится при 870 °С, а отпуск от 180 до 240 °С. Прекрасно поддается ковке при температуре 1180 °С и заканчивают при 800 °С. Обратите внимание, вся информация взята из справочных источников. И это только малая ее часть.
Ну что ж, продолжим по существу:
- Первым делом, обязательно нужно снять напряжение с самого инструмента. Для этого его держат в печи в течение 4-5 часов при температуре около 600 °С. Затем постепенно остужают естественным образом в течение суток. Если его резко охладить, результат не обрадует, он может расколоться или рассыпаться.
- Следующий этап непосредственно ковка, доводим клинок в печи до нужных нам 1180 °С, для этого можно использовать термопару в печи или воспользоваться специальной таблицей цвета для этой стали.
- Когда нагрев достигнет должного значения, заготовку клещами вынимают из печи и проковывают (обжимают) по всей поверхности, надо успеть это сделать за один нагрев.
- Затем принимаются за формирование полосы. Опять разогревают металл и проковывают полосу нужной толщины. Опытные мастера сразу делают спуски, но новичкам пока этого делать не стоит. Заготовку опять нагревают и куют хвостовик.
- Поковка хвостовика, задача несложная, вместе с ней придают форму плечам клинка.

Самодельный клинок из напильника.
По завершении всех действий клинок оставляют в горне или печи до полного остывания. Алгоритм поковки всех ножей выглядит приблизительно также, но существуют и значимые отличия. По этой причине рассмотрим еще один вариант ковки.
Клинок из рессоры
Нож из рессоры автомобиля, можно честно сказать сделать и без оковки, просто вырезать профиль, сделать РК, спуски и клинок практически готов. Но толщина ее конечно же слишком толстая, как правило, около 10 мм. И все-таки, чтобы сделать настоящий, надежный нож, лучше его проковать:
- Для начала обязательно ее ободрать болгаркой от ржавчины и от нагара автомобильного выхлопа, затем разрезать на нужные нам куски.
- Следующим шагом, навариваем пруток к отрезанному куску и накаляем ее докрасна и начинаем проковку, и так несколько раз до требуемой толщины.
- Затем отрезаем приваренный пруток, и будем выполнять троекратный отжиг, до светло-красного оттенка, а проверять температуру лучше всего магнитом. Этот процесс называется нормализацией, или проще говоря, снятием напряжения с металла. После каждого нагрева оставляем заготовку остывать на воздухе и опять нагреваем.
- После процесса нормализации, оставив заготовку в зале до полного остывания, вынимаем ее и в принципе она готова для обдирки нагара. Затем размечаем ее в соответствии с шаблоном и болгаркой или на станке с обдирочным кругом придаем ему форму, делаем спуски, РК и т.д.

Самодельный клинок из рессоры.
Последним этапом будет закалка и отпуск клинка, и, конечно же, рукоять. Это уже на вкус мастера, насадной вариант или накладной. Кованые ножи из рессоры, довольно жестки до 60 HRC. Из такого материала хорошо делать ножи для охоты.
Клинок из сверла
Особенность ковки из сверла, заключается в определенном секрете самого сверла. Сверла выполняются из стали P6M5, клинок из такой стали будет отличаться износоустойчивостью и затачивать его будет довольно легко. Самое интересное, что сверла малого диаметра выполнены полностью из такой стали. А вот сверло с большим диаметром и немалой длины спиральные рабочие части выполняют из P6M5, а остальная часть из обычного металла. Можно предположить, что в целях экономии. Нужно четко понять, где кончается один тип стали и начинается другой. Делается это довольно просто: требуется сделать «болгаркой», тонкий распил по всей длине. Где будет сильно искрить и искры будут желто-оранжевые, это простой метал. Там же где меньше искр и искры красноватые, это легированная сталь. В этом месте делаем отметку, своеобразное разделение на клинок и его хвостовик:
- Разжигаем горн, и помещаем туда сверло, желательно сделать так, чтобы хвостовая часть не нагревалась. Опять заглядываем в справочник и видим, что температура ковки 900-1250 °С. Но ковать на этом этапе не следует. Как только сталь наберет такую температуру, нужно срочно вынуть сверло из печи, хвост зажать в тиски, а верхнюю часть ухватить разводным ключом. И начинать делать движения «разворачивающие» металл. Делать все надо очень быстро иначе он остынет и есть риск сломать его.
- Кстати, не бойтесь, если с первого раза вывернуть сверло не получилось – нагревайте еще раз и продолжайте, пока не получите более или менее плоскую заготовку. И начинаете ковку до нужной толщины. Следите за цветом металла, на холодную может сломаться. Добейтесь толщины в 4-5 мм.
- Выковываем острие ножа, аккуратными ударами получаем закругленную форму клинка. Опять же, для профессионалов самая возможность выковать РК и спуск, новичкам же пока этого делать не стоит. Стоит постоянно следить за толщиной клинка и его цветом. Удары должны быть очень точны.
- Затем проковываем хвостовик, здесь работы гораздо меньше, по вкусу кузнеца – оставить его толще или вытянуть подлиннее.

Самодельный клинок из сверла.
Когда металл остынет, можно провести обдирочные работы и выровнять спуски. В общем, доводим дело до логического конца и в обязательном порядке закаляем клинок и отпускаем.
Клинок из подшипника
Довольно популярны в народе, ножи своими руками из подшипников больших диаметров. Но некоторые искусные мастера могут сделать маленький клинок, всего лишь из одного ролика. В данном случае нам понадобятся сами обода, и на практике люди рекомендуют внутренний обод. Для их изготовления сталь используется типа ШХ15, что при правильной термообработке (закалка + отпуск), прочность можно получить 60-64 по шкале Роквелла.
На самом деле, ковка из обода подшипника не сильно отличается от ковки из сверла. Расписывать пошагово нет смысла, получится только повторение материала. А вот нюансы обозначим:
- Заготовка, в отличие от сверла, раскручиваться не будет, а будет выпрямляться до прямой полосы.
- Длину заготовки нужно взять с запасом в 1-2 см, так как будет привариваться пруток для удобства работы.
- Удобнее сделать рукоять накладной, меньше возни с ковкой хвостовика.

Самодельный клинок из подшипника.
Вот и все мелкие замечания. А все остальные действия абсолютно одинаковы. Сталь очень высокого качества, способная работать в агрессивных сферах, химический состав очень богат добавками. Из нее лучше всего выйдет охотничий нож, будут присутствовать все необходимые качества.
Клинок из троса
Сталь в тросе, не всегда отвечает всем положенным характеристикам для хорошего ножа. И процесс ковки довольно непрост. Но такие клинки чаще всего выполняют, из-за красивого рисунка, остающегося после ковки. Он напоминает дамасскую сталь. К слову сказать, очень много мошенников этим пользуются и выдают такие ножи за редкие варианты из дамасской стали. Для новичков ковка из троса будет довольно проблематична, не рекомендуется с нее начинать. Ну что ж посмотрим, что выйдет:
- Ковка ножа из троса, начинается с его накаливания, ничего не обычного. Вот только рукоять у таких клинков, часто выполняют из того же троса, и получается цельнометаллический нож. Это довольно необычно и красиво смотрится.
- Разберем проблему, о которой говорилось выше. Она заключается в том, что при ударе молота, проволока из которой трос сделан «расползается» в разные стороны. Существует два выхода из положения. Первый способ, перед тем как начать с ним работать нужно трос проварить по всем большим канавкам. А второй заключается в мастерстве кузнеца, и сварка происходит именно печная.
- Мы не любим простых путей и способ номер два более профессионален и интересен. Раскалив трос до ярко-красного цвета, вынимаем его и посыпаем бурой и опять отправляем в печь. Это подготовка к кузнечной сварке.
- После того как трос обработали бурой со всех сторон, можно приступать к ковке. Бура – соль тетраборной кислоты, помогающая сварному процессу.
- Трос раскаляем до 900-1200 °С и наносим удары тяжелым молотом. Стараемся при этом сохранить волокна троса вместе. Тренироваться можно сколько угодно раз, главное посыпать бурой.
В результате получится монолитный кусок стали, сваренный кузнечным способом. Выковываем клинок нужной нам формы и толщины, затем обрабатываем конечными операциями. Спуск, режущая кромка и т.д. Клинки из троса делают нечасто, в использовании он не очень практичен, а как сувенир – будет очень крут.

Самодельный клинок из троса.
Пару слов про рукояти, для клинков, изготовленных такими способами. В этом плане нет ничего необычного, все дело во вкусе мастера. Хотите, делайте насадную из дерева, хотите из накладок. А может вам захочется сделать особую рукоять, из рога или кости животного, тоже дело абсолютно индивидуальное. Куйте себе на здоровье, берегите нервы, не забывайте пользоваться справочными материалами по маркам стали, и у вас все получится.
Закалка и отпуск клинка
Перед закалкой, в некоторых случаях лучше всего сделать нормализацию клинка, для снятия напряжения метала. Все зависит от того, с какой сталью вы работаете. Закалка, технически не сложная процедура, но требующая очень большого внимания, этим процессом можно загубить все изделие. И труды все будут напрасны. Сильно клинок не нагревают в пределах 700 °С (опять же зависит от металла). Классическим вариантом считается, закалка через масло в воду.
Масло моторное синтетическое, можно отработку. Вода, подсоленная 2-3 ложки соли на литр воды, температура комнатная. Когда сталь прогрелась и светится светло-красным оттенком, вынимаем клинок и опускаем в масло на 2-3 секунды, а затем в воду. И так делаем минимум 3 раза, с каждым разом увеличивая время опускания в масло на 2 секунды. Повторюсь, что это классический вариант и для каждой марки стали свои способы закалки. Бывает на сухую закаляют не опуская в жидкости.
Отпуск клинка процедура очень нужная, и самая простая. После закалки металлу надо дать «отдохнуть». После перенесенного им «стресса», шутка. Хотя многократное доведение его до максимальных температур, действительно стрессовая ситуация для кристаллической решетки металла. Есть разные способы, можно подержать над открытым огнем, можно положить в духовку на пару часов. Но, в конечном счете остывать оставляем во всех случаях естественным путем.
Надеемся, что статья получилась полезной и интересной как и для начинающих мастеров любителей, так и для профессионалов.
vashnozh.ru
Мастер-класс по ковке ножа из дамасской стали
Мы пройдем вместе ВЕСЬ процесс от кузнечной сварки дамаска из стопочки стальных пластин при температуре 1200° С и ковки самих ножей выбранной вами формы до травления желанного рисунка в кислоте, заточки и полировки.
Под руководством опытного кузнеца вы на целый день погрузитесь в удивительную атмосферу современной кузницы! Мастер познакомит вас с историей и теорией, научит работать с разными инструментами, и внимательно проконтролирует вашу практику. Все инструменты, материалы и экипировку мы выдаем на месте. Главное — надеть удобную одежду, которую не жалко прокоптить и испачкать, и не забыть про хорошее расположение духа, это поможет в нелёгком творческом процессе.
Можно записаться на индивидуальный мастер-класс, а можно подарить другу бессрочный сертификат и вместе с ним море впечатлений, навык и уникальное изделие в итоге. Такой подарок не оставит равнодушным ни одного мужчину!




КОНТАКТЫ: [email protected]
+7(965)799-07-11 (Михаил)
+7(911)957-31-06 (Григорий)
МЕСТО ПРОВЕДЕНИЯ: Кузница нового поколения MOLOT
АДРЕС: Лисий Нос, Аэродромная ул., д. 15
www.livemaster.ru
Как сделать красивый нож из железа в домашних условиях, как выковать дамасский рисунок своими руками, какой металл использовать для ковки
Я в кузнечном деле чуть более года, и теперь, когда мне наконец удалось сделать и приобрести хорошие инструменты, я могу заняться реальными вещами (изначально я использовал кувалду в качестве наковальни и бил по ней небольшим молотком). Этот проект является инструкцией о том, как сделать нож из железа, имея лишь самодельную кузницу, наковальню, молот и решительность. Я ни в коем случае не профессионал, не знаю какую сталь лучше использовать, и это определенно не единственный способ ковки ножей в домашних условиях, но мне это удалось.


Современная дамасская сталь — это спрессованная сталь с узорами, которая представляет собой металлический эквивалент наложения друг на друга разных цветов, чтобы получить красивый узор. Когда изделие помещается в раствор для травления, разные металлы будут травиться с разной скоростью, создавая прекрасный контраст.
Оригинальная сталь Дамаска была выкована с использованием другого и очень специфического процесса (хотя и похожего, и именно поэтому возникло современное определение), о сути которого знали лишь немногие, и поэтому Дамаск получил репутацию металла с магическими свойствами. Причина этого сходна с Катанами / Самурайскими мечами — процесс позволил получить гораздо более однородную и, следовательно, поддающуюся обработке сталь, чем другие методы, позволяющие превращать довольно посредственную сталь и различные виды высоко/низкоуглеродистой стали в обрабатываемое вещество. Это дало возможность создавать намного более эффективные клинки.
Шаг 1: Материалы и инструмент
Материалы:
- Два или более вида стали (предпочтительно с высоким содержанием углерода), которые будут контрастировать друг с другом. Я использовал 1095, очень высокую углеродистую сталь и 15n20, сталь с большим количеством никеля, которая будет иметь яркий и блестящий контраст при травлении.
- Флюс (бура)
- Арматура или длинный стержень для лома (чтобы приварить к заготовке в качестве ручки)
- Древесина для изготовления ручки
- Эпоксидная смола (подойдет 5-минутная)
- Латунные штифты
- Средство для обработки ручки (я использовал льняное масло)
- Охлаждающее масло (растительное масло)
- Хлорид железа
Инструменты для ковки ножа своими руками:
- Наковальня (Предпочтительно «правильная» стальная наковальня, хотя есть и другие варианты, которые вы могли бы использовать, если «правильной» у вас нет. Вещи, которые могут быть использованы: куски траков, кувалды, ненужные куски металла, большой булыжник или любая твердая и плоская поверхность. Помните, человек начинал с того, что бил маленькими камнями по большому.)
- Молот (я использовал 1.5 кг двусторонний)
- Клещи или щипцы
- Сварка (необязательно, но будет удобней скрепить пластины и приварить рукоятку. Если нет сварки, плотно смотайте куски проволокой)
- Горн, способный достигать температуры кузнечной сварки. Это очень важно для успешного слияния слоев. Позже я расскажу подробнее о своей кузнице.
- Ленточный шлифовальный станок, наждачная бумага и тонна терпения
- Печь / другой способ закалки
- Дрель и сверло
- Тиски (очень пригодятся)
Шаг 2: Собираем заготовку
Отрежьте нужные куски стали. Я решил сделать примерно 2×7 см; чем больше заготовка, тем сложнее она поддается молотку. Обязательно удалите все окисления и сточите углы боковых сторон металла, чтобы можно было сделать чистый сварной шов. Складывайте слои попеременно, я использовал 3 слоя 15n20 и 4 слоя 1095.
Затем выровняйте их и закрепите слои вместе (не берите пример с моих сварных швов), а также приварите временную рукоятку, чтобы ее можно было перемещать и вынимать из кузницы.
Шаг 3: Первый нагрев заготовки
Немного о моей кузнице: я сделал её сам. Она сделана из пустого (на всякий случай купил новый) газового баллона, покрытого огнеупорными плитами и слоем огнеупорного цемента. Это кузница довольно компактна и без проблем нагревается до нужных мне температур.
Нагрейте заготовку до светло-вишнево-красной. Не нужно её перегревать. Посыпьте бурой сверху и обязательно между слоями. Это нужно для того, чтобы не шел процесс окисления, и кислород не контактировал с металлом. Это поможет достичь чистого сварного шва.
Переверните заготовку в кузнице и повторите этот процесс пару раз, не забывая периодически счищать верхний слой. Теперь нагрейте заготовку до температуры кузнечной сварки (примерно 1200-1300 градусов по Цельсию). Она станет ярко-оранжево-желтой, даже при умеренном или ярком свете. Убедитесь, что на рабочем месте готовы ваш молоток и щипцы, так как нельзя тратить время впустую. Быстро переместитесь на наковальню и легкими ударами осторожно равномерно отбейте всю заготовку, чтобы установить начальный сварной шов. Снова поместите изделие в кузницу и нагрейте ее до той же температуры, затем продолжайте сваривать ее умеренными или сильными ударами.
Теперь пришло время растянуть заготовку, чтобы её можно было сложить.
Шаг 4: Складываем заготовку
Теперь пришло время увеличить количество слоев. Отбейте заготовку примерно в два раза по сравнению с первоначальной длиной, убедившись, что вы отбиваете все стороны равномерно. Отмерьте половину и отрежьте, используя резак, долото или что-нибудь еще. Затем поставьте заготовку на край наковальни и ударьте по краю молотком, переверните её и аккуратно постучите по загнутому краю, чтобы полностью сложить два слоя.
Теперь повторите точный процесс первой кузнечной сварки. Флюс, тепло, прессовка, тепло, сварка, кузница. Повторяйте этот шаг, пока у вас не будет нужного вам количества слоев. Я свернул болванку 4 раза, чтобы получить 112 слоев. (Вы можете сделать и больше, тогда получится более плотный рисунок. Если вы хотите рассчитать количество слоев для любого количества складываний, используйте свое начальное количество слоев (7) и умножьте на 2 ^ количество складываний: 7 x 2 ^ 4 = 112)
Затем я снова нагрел заготовку до температуры сварки, зажал в тисках и придал хороший изгиб, который потом выпрямил обратно в прямоугольную заготовку. Перед скручиванием, однако, нужно сбить углы, чтобы получить сначала восьмиугольную форму, а затем и круглую, потому что скручивание и ковка могут создавать вкрапления и примеси, если они складываются не при температуре сварки.
После завершения сварки (которая прошла в несколько этапов), охладите его и слегка сточите с одного края, чтобы убедиться, что была достигнута однородность заготовки. При ковке, особенно на раннем этапе, важно поддерживать высокую температуру и не спешить, иначе может произойти отслаивание, а это не очень хорошо.
Шаг 5: Концепция и придание формы
Придумайте форму вашего ножа, а затем придайте заготовке грубую форму в кузнице. Чем точнее вы будете делать грани и скосы, тем меньше времени вы потратите на дальнейшую шлифовку. Есть много учебников, написанных гораздо лучшими кузнецами, чем я, поэтому я не буду рассказывать вам о техниках ковки. Самое легкое, что нужно помнить, это то, что металл, когда он горячий, движется точно так же, как плотная глина, а вам нужно просто подталкивать его в нужное направление.
Шаг 6: Обработка напильником и шлифовка
Выводим точный профиль с помощью шлифовальной машины и напильников. Возьмите с собой много напитков. Вы, вероятно, зависните там надолго, если только у вас нет хорошего оборудования.
Шаг 7: Шлифуем дальше, и начинаем забывать, кто вы есть, и в чем смысл жизни…
Шаг 8: Наконец, профиль готов!
Как только работа напильником будет завершена, отшлифуйте ее до довольно высокого уровня, я дошел примерно до 400 зернистости. Сточите кромку, но не перестарайтесь. Немного материала на краю должно остаться, чтобы он не деформировался при термообработке. Теперь просверлите пару отверстий для штифтов и разметьте их, чтобы сделать шаблон для ручки.
Шаг 9: Страшная часть
Тепловая обработка.
Это та часть, которая либо сделает, либо сломает ваш клинок. Очень важно сосредоточиться и быть очень осторожным, или вы можете в конечном итоге сломать или разбить лезвие. Технология, которую я использовал, — это не самый идеальный способ термообработки, но это то, на что я был способен с помощью моих инструментов, и это был лучший результат, которого я мог достичь.
Перед термической обработкой нормализуйте лезвие. Это снимет напряжения, возникающие во время ковки и скручивания, и уменьшит вероятность деформации во время закалки. Чтобы сделать это, нужно нагреть лезвие выше его критической температуры (до тех пор, пока металл не перестанет магнититься — полезно держать рядом большой магнит), а затем дать ему остыть. Повторите это 3-5 раз, я сделал 5. Этот шаг также поможет вам научиться быстро вытаскивать лезвие из кузницы, потому что при процессе гашения нельзя допускать никаких задержек. Выше находятся фотографии меня, болтающего кованым ножом. Эта часть тоже клёвая, потому что по мере окисления заготовка начнет проявлять структуру стали.
Гашение: еще раз нагрейте клинок до его критической температуры, затем быстро вытащите и погасите его, прежде всего, в теплом растительном масле (если у вас такая же сталь, как у меня). Чтобы нагреть масло, просто нагрейте кусок металлолома и бросьте его в масло. Я использовал железнодорожный костыль. Аккуратно окунайте его, чтобы добиться равномерного утопления. Если вы используете высокоуглеродистую сталь, НЕ закаляйте ее в воде, так как это может привести к растрескиванию вашего лезвия, потому что вода охлаждает его слишком быстро.
Теперь, храните его как кусочек стекла, потому что, если он правильно затвердеет, он станет настолько твердым, что может расколоться, если вы его уроните.
Пришло время закалки.
Шаг 10: Отпуск стали

Отпуск — это процесс увеличения твердости, для получения более прочного и сильного лезвия. Она достигается путем нагревания металла до определенных контролируемых температур. Я положил мой нож в духовку на полтора часа при 200 градусах по Цельсию. Очень похоже на выпечку, вы готовите его, пока он не «приготовится».
Шаг 11: Травление лезвия

Приношу извинения за отсутствие фотографий этого и следующих шагов, но процесс здесь довольно прост. Разбавьте хлорид железа, как указано на упаковке, а затем «промаринуйте» в нем лезвие в течение продолжительного времени. В моем случае это были 3 части воды на 1 часть хлорида железа в течение 3-5 минут. Это действительно захватывающая часть работы, результат похож на то, что мог бы носить с собой Бэтмен.
Шаг 12: Изготовление ручки и заточка


Существует множество инструкций и способов, как обращаться с ножом, а также затачивать его, поэтому я не буду вдаваться в подробности. Для ручки я использовал два бруска из вишни, склеенные 5-минутной эпоксидной смолой и удерживаемые на месте двумя латунными штифтами. Я отшлифовал их наждачной бумагой 400 зернистости и обработал льняным маслом.
О заточке не могу рассказать ничего интересного. Лично я использовал обычные точильные камни.
Шаг 13: Время похлопать себя на спине, работа, наконец, завершена
Конечный вариант ножа получился около 15 см в длину. Забавно показывать его людям. Как правило, они задают вопрос «А как этот красивый узор попал внутрь?»
Спасибо за прочтение!
masterclub.online