как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается.

- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.

Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов.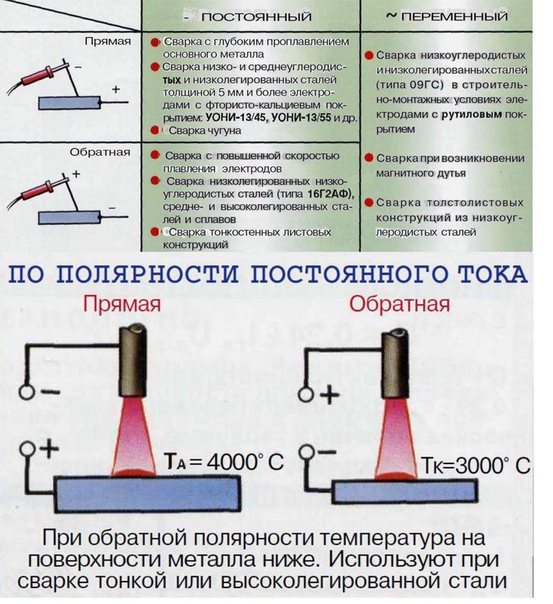 Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов.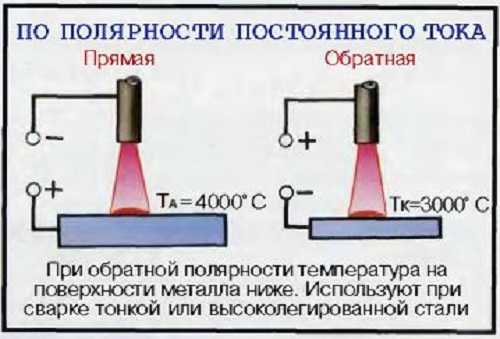 О том, как правильно варить нержавейку электродами будет проанализировано далее.
О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.

Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.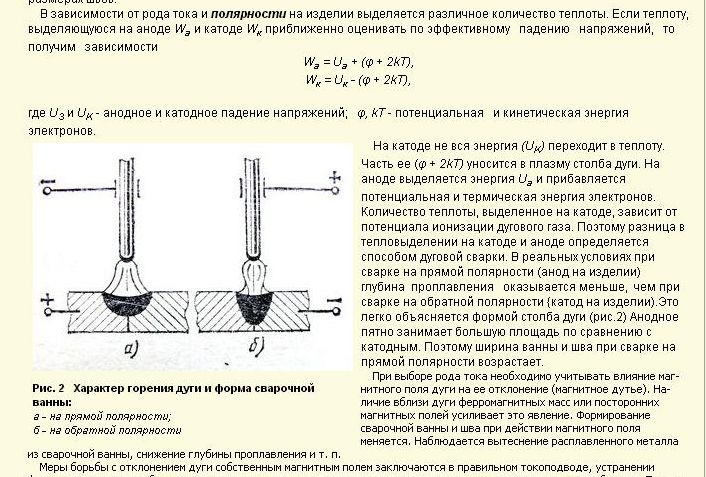
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм. , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
 , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
, необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;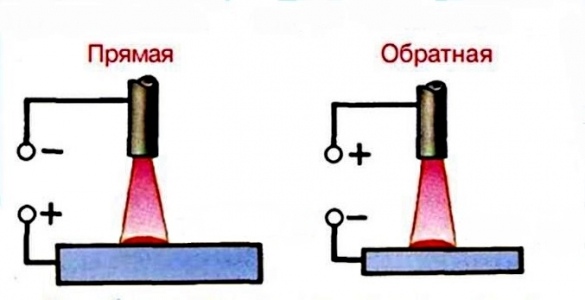
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
 ;
;Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности. youtube.com/embed/MiwdgZjguK8?start=15″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/MiwdgZjguK8?start=15″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Электроды по нержавейке, для сварки нержавеющих сталей: маркировки, марки, какими варить
На этой странице показана информация по теме «Электроды для нержавейки» и всему, что с ней связано. Смотрите далее информацию по данному вопросу, а внизу страницы подобраны марки электродов с этой меткой на сайте.
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке.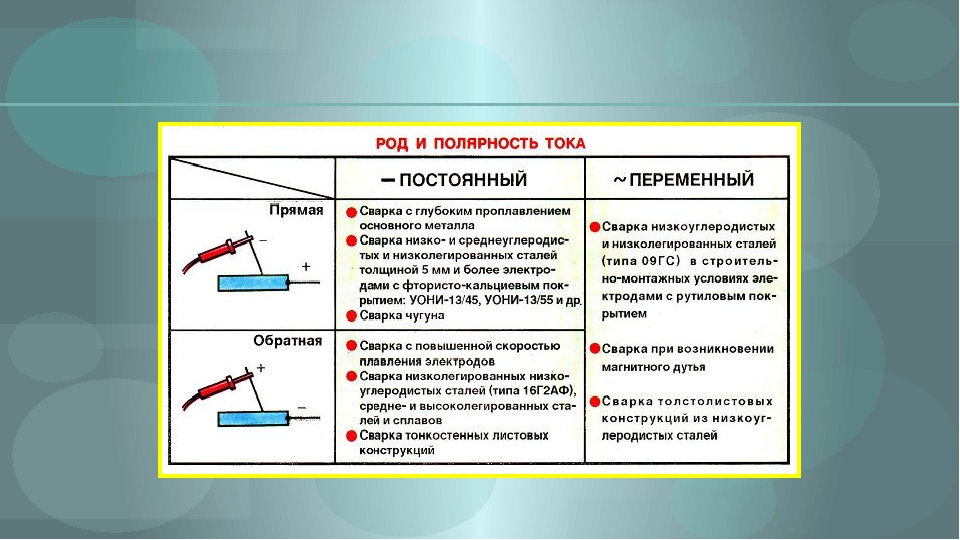 Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.[ads-pc-2][ads-mob-2]
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Маркировка электродов по нержавейке
На упаковке всех, без исключения, сварочных материалов присутствуют основные идентификационные сведения. Маркировка электродов для нержавейки также оснащена данной информацией, включающей следующие обозначения:
- тип, марка, диаметр и назначение электрода;
- толщина обмазки;
- полярность;
- настройка напряжения;
- переменный или постоянный ток.
Электроды для нержавеющих сталей и черного металла
Безусловно сваривание данных материалов возможно. Однако, сварка черного и нержавеющего металла имеет свои сложности. Основная проблема – разнородность этих металлов. Для получения качественного шва применяют сваривание трех типов:
Для получения качественного шва применяют сваривание трех типов:
- сварка электродами с покрытием;
- соединение вольфрамовыми неплавящимися расходниками;
- в среде защитного газа, чаще всего используется аргон.
Для проведения сварки первого типа используют следующие электроды для сварки нержавейки с черной сталью:
Электроды ОЗЛ-312.
ЭА-395/9 предназначены для работы с ответственными конструкциями.
ОЗЛ-312 подходят для соединения сталей с неизвестным составом и при необходимости высокой прочности шва.
Также существует возможность использования марок АНЖР-1 и АНЖР-2 для сваривания разнородных сталей.
Однако, лучше всего соединять нержавейку и черный металл методом аргоновой сварки. Аргон в подобных случаях выполняет важную функцию – обеспечение защиты рабочей зоны от чрезмерного насыщения азотом, а, соответственно, и от окисления. Чтобы сварной шов получился надежным пруток следует держать перпендикулярно к поверхности.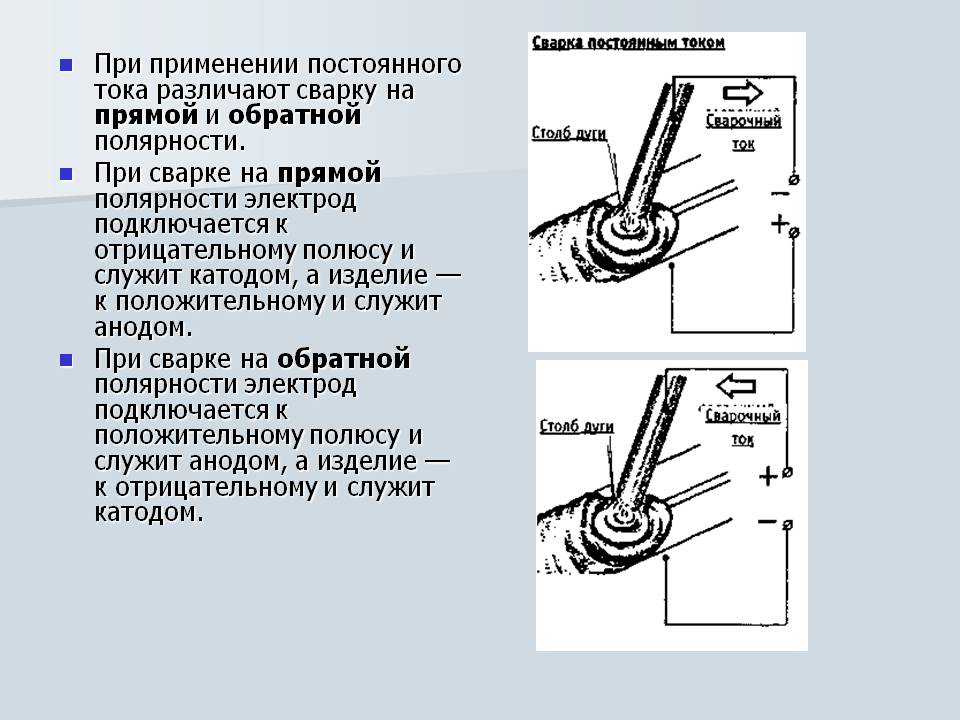
Исходя из вышеперечисленной информации можно сделать вывод, что для сварки нержавейки с черным металлом используется распространенные сварочные материалы. Расходники данных марок можно приобрести у многих поставщиков и производителей.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.
Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 – расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Можно ли электродами по нержавейке варить сталь
Марки электродов для нержавейки используются не только для обработки соответствующих сталей. Данные сварочные материалы возможно применять для сваривания обычной черной стали. Однако, такое сочетание не подходит для выполнения ответственных работ. Возможно образование коррозии как в рабочей, так и в околошовной зоне. К тому внешний вид соединения будет не на высшем уровне. Если же мастер все-таки решил прибегнуть к такому решению, рекомендуется производит сваривание точно и быстро.
Какими электродами варить нержавейку 1 мм.
Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
Данный процесс имеет несколько сложностей:
- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.
Данные проблемы могут значительно затруднить сварочные работы. Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины.
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
[ads-pc-4][ads-mob-4]
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит
Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Какие электроды для нержавейки лучше
Ответить на поставленный вопрос очень сложно. Каждый сварщик отдает предпочтение своему расходнику и самостоятельно определяет какими электродами можно варить нержавеющую сталь. Некоторые бренды выделяются из всего многообразия представленных торговых марок. НЕРО, Монолит, УОНИ являются одними из лидеров рынка. Потребители характеризуют их продукцию следующим образом – “хорошие и качественные электроды”.
Видео
Предлагаем вам самим посмотреть подборку роликов с разными марками и их использованию по нержавейке.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Где купить
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Выбрать компанию
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварка нержавейки электродом: как правильно варить инвертором
Для бытовых и промышленных нужд нержавейка имеет популярность и достаточно широкое применение. Но как происходит сварка нержавейки электродом, как проводить шов, каким пользоваться сварочным аппаратом?
Обладая антикоррозийными характеристиками металл используется под тару для химической продукции, посуды для бытовых нужд, фильтров очистки воды и других изделий. Для увеличения времени эксплуатации некоторые хозяева делают из нержавеющего металла отопительные системы, незаменима она при производстве полотенцесушителей.
Характеристики и особенности, свойства металла
Производство по свариванию данного металла в большой степени отличны от работы с простым железом. Основная часть деталей из нержавейки предназначаются для эксплуатации с жидкостями, находящимися под разной степенью давления. Основной проблемой сварщика являются протечки, возникшие после охлаждения сварочных швов. Как варить нержавейку электродом несложно определится изучив характеристики данного материала.
Эта сталь имеет достаточно большую степень расширения, во время нагревания молекулы отходят друг от друга на большее расстояние, чем у иных типов железа. Во время охлаждения сваренная деталь стягивается до изначальных габаритов.
Инородное железо, находящееся в самом шве с меньшим коэффициентом расширения, при остывании способствует порывам, оставляющим микротрещины, которые протекают после сварки. Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Следующей проблемой сварки электродами нержавеющей стали является ее невысокий температурный режим плавления. Высокая температура от сварочной дуги приводит к перегреву места сварки и способствует испарению легирующих включений, отвечающих за антикоррозийные характеристики.
Из-за этого проведя сварку нержавейки электродом в домашних условиях, через некоторое время обнаруживается коррозия в местонахождении сварочного шва. Поэтому следует правильно подбирать режим работы аппарата и шов производить слева направо и сверху вниз поочередно, для предотвращения перегрева в зоне нахождения шва.
Также проблемой является реакция углерода на появление в сварочном месте кислорода, что способствует образованию газа в зоне застывающего шовного соединения и появлению значительных пор. Подобная проблема ведет к тому что электросварка нержавейки электродом становится невозможной.
Для предотвращения подобного явления место сварки должно быть максимально защищено от внешней среды с помощью защитного газа или специальной обмазки электродов, которая создает вокруг свариваемого места облако газа.
Типы используемых электродов
Чтобы узнать, как правильно варить нержавейку электродами, изначально нужно знать, что ее технически возможно сваривать и простыми электродами. Ели нет необходимых деталей тогда для сварки тонкой нержавейки электродом умелые мастера применяют подручные материалы.
Но следует учесть при использовании обычных электродов, качество шовного соединения становится намного меньше и применять такую технологию в промышленном производстве нельзя. Нужно использовать для сварки труб из нержавейки электродом, изделия с особым покрытием, предназначенным для работы нержавеющим материалом.
Марки наиболее часто применяемых электродов
- Тип «ЦЛ-11» относится к достаточно дорогим изделиям покрытым особой обмазкой. Отлично изолируют место сварки от наружных воздействий, сталь стержня электрода прекрасно вплавляется металл нержавейки и сохраняет надежное соединение.
- Марка «НЖ-13, применяя эти изделия вы создаете надежное соединение, обладающее ударной вязкостью не менее 125 Дж/см, не дает образовываться межкристаллитной коррозии. К достоинствам относится: образование небольшой толщины шлака, отпадающего самостоятельно после остывания шовного соединения. Это позволяет значительно уменьшить время обработки при больших объемах работ.
Технологический процесс
Процесс работ по свариванию нержавеющего материала имеет свою технологию, как сваривать нержавейку электродом указано ниже.
Процесс производится следующим образом: В первую очередь производится зачистка свариваемых поверхностей от грязи, маслянистых отложений, красочного покрытия и т. д. Присутствие таких веществ излишне вспенивает место наложения шва.
При соединении металлических пластин толщиной более 5 мм производится разделка кромок. Методом изготовления скосов в 45 градусов и зазором в 1 мм, при сварке изделий меньшей толщины подобная подготовка не производится.
Благодаря плотности совмещения деталей шов получается привлекательны и исключаются подтеки с обратной стороны. По окончании сварки металл не рекомендуется поливать водой остывать он должен постепенно и самостоятельно.
Сварочные аппараты, режимы работ
Сваривание деталей из нержавеющей стали ведется на разных устройствах, но к лучшим относятся — работающие на постоянном токе. При использовании такого аппарата материал для присадки идеально вплавляется в сварочный шов, и он выглядит красиво и гладко.
Если нет аппарата, работающего на «постоянке», рекомендуется воспользоваться для сварки нержавейки электродом инвертором. Такой аппарат питается от высокочастотного переменного напряжения. Используя требуемые по инструкции электроды и оперативно проводя дугу по поверхности, получите ровный шов с красиво наваренным металлом.
Если на объекте не имеется постоянного тока, вполне возможна работа на инверторе, питающимся от переменного напряжения с большой частотой. Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Для особо ответственных случаев лучше воспользоваться аргонно-дуговой сваркой с применением специальной проволоки, что обеспечит качественный результат.
Для получения качественного шва вы теперь знаете, как варить электродом по нержавейке с соблюдением технологии сварки, какой аппарат более подходит и какие приобретать электроды.
Интересное видео
Прямая и обратная полярность при сварке инвертором
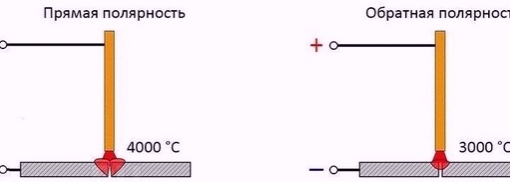
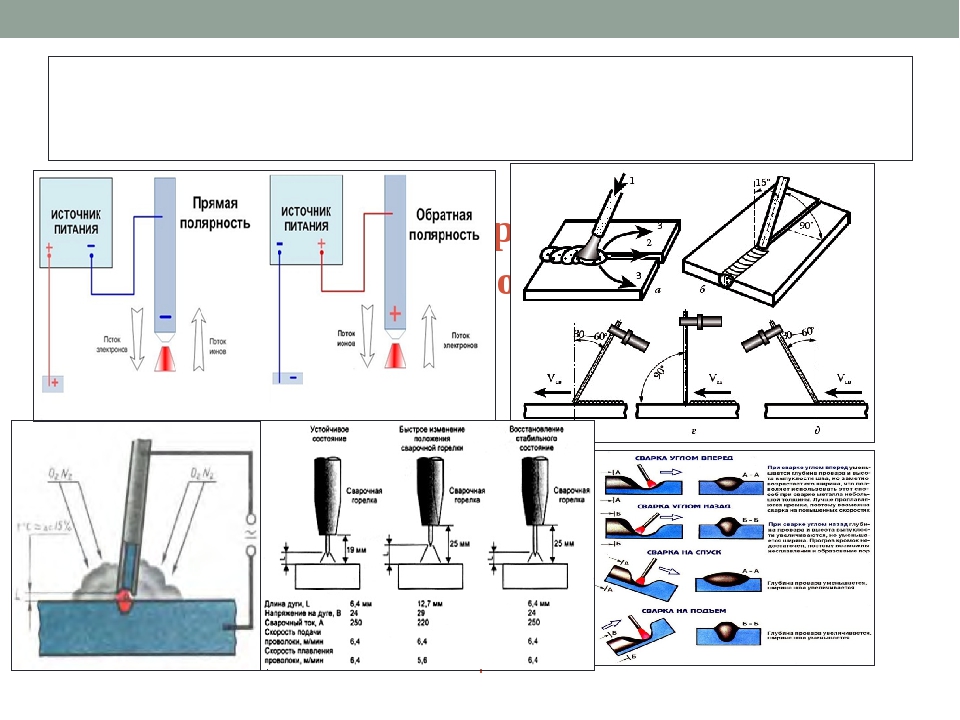
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
2
0
1
0
как выполнить качественный шов в домашних условиях?
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего: 0 Средний: 0/5]Советы по сварке TIG нержавеющей стали: Ресурсы: Американское сварочное общество
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший изготовитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции орлов, драконов, динозавров и т. д.Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего пять ампер могут иметь значение между идеальной сваркой и вороненой или прожженной деталью. К счастью для нас, существует ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла.Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления. Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Чтобы обеспечить целостность сварного шва, присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Обычные размеры вольфрамовых электродов находятся в диапазоне от 3/32 до 1-1 / 4 дюйма.Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конус, не превышающий 2,5 диаметра электрода, создает сфокусированную дугу, способную образовывать глубокие тонкие валики и узкую зону термического влияния. Если электрод имеет конусность более чем в 2,5 раза больше его диаметра, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Кончик пальца и педаль — Педаль управления позволяет более точно контролировать силу тока и не мешает руке с фонариком. Однако при сварке на лестницах или в неудобных положениях управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который вам больше всего подходит. Если ваш сварщик относительно точен, вам нужно будет только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер лужи — Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, используйте кончики пальцев или педаль для уменьшения тепловложения. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа и направляйте его в лужу, пока оранжевый цвет не исчезнет.Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдуть газ от электрода, сделать его черным и затруднить запуск в следующий раз.
- Нажмите, чтобы посмотреть руководство по импульсной сварке TIG для начинающих
Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высоким пиковым током и низким фоновым током.Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и выделение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и уменьшает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно выше 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения своего мастерства неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун.«Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может оказаться сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Руководство по сварке; 9 издание, том 2
ВведениеСплавы из нержавеющей стали обычно имеют содержание хрома не менее 10%.Недрагоценные металлы из нержавеющей стали в основном делятся на три класса в зависимости от их кристаллической структуры; аустенитный (такой как 302, 304, 308, 316 и т. Д.), мартенситный (такой как 410 и 416) и ферритный (такой как 409 и 430). Также доступны аустенитные сорта с пониженным содержанием углерода (обозначены буквой «L», например, 304L или 316L). Ниже приводится базовое пошаговое руководство, которому нужно следовать при сварке нержавеющей стали. Безопасность прежде всего
Выбор конструкции и подгонка соединенияНачните с определения наилучшего способа соединения основных металлов.Правильная конструкция и подгонка соединения — важные шаги для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте необходимую прочность, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стык, угол, кромка, внахлест и тройник. Эти пять соединений могут быть расположены во многих комбинациях для создания большого количества сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений следует плотно зажимать по всей длине работы. Выберите процесс сваркиТри наиболее распространенных процесса сварки нержавеющей стали:
Определение подходящего инертного защитного газаSMAW — не требуется GTAW — Аргон рекомендуется для толщины примерно до 1/2 дюйма.Для более толстых сечений можно использовать смеси аргона с гелием или чистый гелий. Для более глубокого проникновения можно также использовать чистый гелий. Чаще всего используется вольфрам с 2% -ным торированием. FCAW — 100% CO 2 или аргон / CO 2 . Напряжение может быть несколько ниже, если выбран аргон с 20-25% CO 2 смесей. Обычно рекомендуется расход газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены изменения. GMAW — Для Spray Transfe r используйте аргон и 1-2% кислорода. Преимущественно используется 99% аргона / 1% кислорода. 98% аргона / 2% кислорода при сварке более тонких материалов. Для короткого замыкания используйте 90% гелий / 7,5% аргон / 2,5% CO 2 . Подробную информацию см. В Руководстве по защитному газу Выберите подходящий присадочный металлВ случаях, когда обе детали изготовлены из одного и того же сплава, выберите присадочный металл, состав которого аналогичен составу основных металлов.Это обеспечит аналогичные свойства сварного шва. Для разнородных основных металлов требуется выбор на основе механических свойств, отсутствия трещин и совместимости.Установка параметровSMAW — использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, которая является отрицательной полярностью электрода, либо обратную полярность, которая является положительным электродом.Постоянный ток непрерывно течет в одном направлении через сварочную цепь. У DC есть несколько преимуществ. Он хорошо работает при малых токах и малых диаметрах. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (например, 308-15) используют постоянный ток, обратную полярность. Их ключевая особенность — быстро застывающий шлак, что делает их пригодными для сварки вне положения. Внешний вид бусинки выпуклый. AC использует комбинацию прямой и обратной полярностей, которые чередуются с регулярными циклами. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая представляет собой дисбаланс магнитного поля вокруг дуги, вызывающий изгиб дуги. Он также хорошо работает с толстым металлом с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов от плоского до слегка выпуклого. Сила тока наиболее распространенные настройки:
GTAW — Для газо-вольфрамовой дуговой сварки используйте постоянный ток прямой полярности (отрицательный электрод).Параметры сварки TIG зависят от толщины листа и положения сварки. FCAW — Порошковая сварочная проволока для нержавеющей стали обычно использует постоянный ток с обратной полярностью (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Для сварки порошковой проволокой требуется более длинное удлинение или «вылет» проволоки. Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки для нержавеющей стали обычно составляет от 5/8 дюйма до 3/4 дюйма. GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW: Короткое замыкание передачи: |
| Диаметр электрода (дюймы) | Сварочный ток (сила тока) | Напряжение дуги | Скорость подачи проволоки (дюйм / мин) |
|---|---|---|---|
| 0.030 | 60–125 | 17–22 | 150–430 |
| 0,035 | 75–160 | 17–22 | 120–400 |
| 0,045 | 100–200 | 17–22 | 100–240 |
| Диаметр электрода (дюймы) | Сварочный ток (сила тока) | Напряжение дуги | Скорость подачи проволоки (дюйм / мин) |
|---|---|---|---|
| 0,030 | 60–125 | 17–22 | 150–430 |
| 0.035 | 75–160 | 17–22 | 120–400 |
| 0,045 | 100–200 | 17–22 | 100–240 |
Распылительный перенос:
| Диаметр электрода (дюймы) | Сварочный ток (сила тока) | Напряжение дуги | Скорость подачи проволоки (дюйм / мин) |
|---|---|---|---|
| 0.030 | 160–225 | 24–28 | 440–650 |
| 0,035 | 180–300 | 24–29 | 430–500 |
| 0,045 | 200–450 | 24–30 | 220–400 |
| 1/16 | 220–500 | 24–32 | 110–210 |
| 3/32 | 250–600 | 24–32 | 50–80 |
Очистка основного металла
Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. На основной металлической поверхности не должно быть жира, масла, краски, грязи и т. Д. Чистая поверхность обеспечит более гладкое и прочное соединение.Очистите поверхность и края пластины металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и оксиды. Надевайте перчатки, чтобы масло для рук или грязь не попали на соединяемую поверхность.
Предварительный нагрев, если возможно
Предварительный нагрев не требуется для большинства нержавеющих сталей аустенитного класса 300.Основной металл следует довести до комнатной температуры, от 60 до 75 ° F. Предварительный нагрев необходим при сварке ферритных или мартенситных марок. Он также необходим при соединении толстых металлов или металлов с высоким содержанием углерода.
Сварочное оборудование
Хорошая техника сварки развивается по мере приобретения сварщиком опыта.Ниже приведены основные советы по сварке:
- Используйте приспособления и / или приспособления для удержания работы на месте.
- Края стыка должны быть прямоугольными. Квадратное стыковое соединение обычно используется для нержавеющих листов толщиной 18 и более тонких. Листы и пластины более толстого калибра могут потребовать скоса кромки для обеспечения полного проплавления.
- Обеспечьте адекватное экранирование путем центрирования присадочного металла в зоне газовой и сварочной ванны.
- Присадочный металл следует опускать в сварочную ванну, но не допускать попадания в нее капель.
- Перемещайте резак / пистолет вдоль стыка с постоянной постоянной скоростью для поддержания однородности.
- Держите горелку / пистолет над сварным швом до прекращения подачи газа, чтобы защитить работу.
Охлаждение / очистка после сварки
Последующий нагрев может потребоваться для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварного шва.Последующий нагрев помогает замедлить процесс охлаждения, чтобы минимизировать растрескивание. Это хорошая процедура для соединения толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.
ВведениеМедь и медные сплавы являются важными инженерными материалами из-за их хорошей электрической и теплопроводности, коррозионной стойкости, износостойкости металла по металлу и отличительного эстетического вида. Медь и большинство медных сплавов можно соединять сваркой, пайкой и пайкой. В этом разделе мы поговорим о различных медных сплавах и дадим некоторые рекомендации о том, как соединить эти металлы без ухудшения их коррозионных или механических свойств и без появления дефектов сварных швов. Основные группы медных сплавов
Сплавы с высоким содержанием меди: (a) Медь для свободной механической обработки — для улучшения обработки могут быть внесены низколегированные добавки серы или теллура.Эти сорта считаются несвариваемыми из-за очень высокой склонности к растрескиванию. Сварочные котлы соединяются пайкой и пайкой. Медно-цинковые сплавы (латунь): Медные сплавы, в которых цинк является основным легирующим элементом, обычно называют латунными. Латунь бывает кованой и литой, при этом литые изделия обычно не такие однородные, как кованые. Добавление цинка к меди снижает температуру плавления, плотность, электрическую и теплопроводность, а также модуль упругости. Добавки цинка увеличивают прочность, твердость, пластичность и коэффициент теплового расширения.Латунь можно разделить на две свариваемые группы: с низким содержанием цинка (до 20% цинка) и с высоким содержанием цинка (30-40% цинка). Основные проблемы, возникающие с латунью, связаны с улетучиванием цинка, которое приводит к образованию белых паров оксида цинка и пористости металла шва. Сплавы с низким содержанием цинка используются для изготовления ювелирных изделий и монет, а также в качестве основы для золотых пластин и эмали. Сплавы с более высоким содержанием цинка используются там, где важна более высокая прочность. Применения включают сердечники и баки автомобильных радиаторов, светильники, замки, сантехническую арматуру и цилиндры насосов. Медно-оловянные сплавы (фосфорная бронза): Медные сплавы, содержащие от 1% до 10% олова. Эти сплавы доступны в деформируемой и литой формах. Эти сплавы подвержены горячему растрескиванию в напряженном состоянии. Следует избегать использования высоких температур предварительного нагрева, большого количества подводимого тепла и медленных скоростей охлаждения. Примеры конкретных применений включают опоры мостов и расширительные пластины и фитинги, крепежные детали, химическое оборудование и компоненты текстильного оборудования. Медно-алюминиевые сплавы (алюминиевая бронза): Содержат от 3% до 15% алюминия с существенными добавками железа, никеля и марганца. Обычные области применения сплавов алюминия и бронзы включают насосы, клапаны, другую водную арматуру и подшипники для использования в морских и других агрессивных средах. Медно-кремниевые сплавы (кремниевая бронза): Доступны как кованые, так и литые. Кремниевая бронза имеет важное промышленное значение благодаря своей высокой прочности, отличной коррозионной стойкости и хорошей свариваемости.Добавление кремния к меди увеличивает прочность на разрыв, твердость и скорость наклепа. Бронза с низким содержанием кремния (1,5% Si) используется в линиях гидравлического давления, теплообменных трубках, морском и промышленном оборудовании и крепежных изделиях. Бронза с высоким содержанием кремния (3% Si) используется для аналогичных применений, а также для химического технологического оборудования и судовых гребных валов. Медно-никелевые сплавы: Медно-никелевые сплавы, содержащие 10-30% Ni, обладают средней прочностью, обеспечиваемой никелем, который также улучшает стойкость меди к окислению и коррозии.Эти сплавы обладают хорошей формуемостью в горячем и холодном состоянии и производятся в виде плоского проката, труб, прутков, труб и поковок. Общие области применения включают пластины и трубки для испарителей, конденсаторов и теплообменников. Медно-никель-цинковые сплавы (никель-серебро): Содержат цинк в диапазоне 17% -27% вместе с 8% -18% никеля. Добавление никеля делает эти сплавы серебристыми по внешнему виду, а также увеличивает их прочность и коррозионную стойкость, хотя некоторые из них подвержены децинкованию, и они могут быть подвержены коррозионному растрескиванию под напряжением.Конкретные области применения включают оборудование, крепеж, детали оптики и камеры, травильный инвентарь и полые изделия. Свариваемость меди и медных сплавовСварочные процессы, такие как газовая дуговая сварка металла (GMAW) и газовая дуговая сварка вольфрамовым электродом (GTAW), обычно используются для сварки меди и ее сплавов, поскольку при сварке материалов с высокой теплопроводностью важен высокий локальный подвод тепла.Можно использовать ручную дуговую сварку металла (MMAW) меди и медных сплавов, хотя качество не такое хорошее, как при сварке в среде защитного газа. Свариваемость меди варьируется в зависимости от марки чистой меди (а), (б) и (в). Высокое содержание кислорода в меди с твердым пеком может привести к ожогу в зоне термического влияния и пористости металла шва. Медь, раскисленная фосфором, более поддается сварке, и ее пористость можно избежать за счет использования присадочной проволоки, содержащей раскислители (Al, Mn, Si, P и Ti).Тонкие секции можно сваривать без предварительного нагрева, хотя более толстые секции требуют предварительного нагрева до 60 ° C. Медные сплавы, в отличие от меди, редко требуют предварительного нагрева перед сваркой. Свариваемость значительно различается для разных медных сплавов, и необходимо соблюдать осторожность, чтобы обеспечить выполнение правильных процедур сварки для каждого конкретного сплава, чтобы снизить риски сварочных дефектов. 2.1 Конструкции сварных швов для соединения меди и медных сплавов:
2.2 Подготовка поверхности: 2.3 Предварительный нагрев: Газовая дуговая сварка (GMAW) меди и медных сплавов 3.1 GMAW меди: Таблица 1: Типичные условия для ручного GMAW
* см. Рисунок 2 Рекомендуемые защитные газы для GMAW меди и медных сплавов:
Подробнее см. Руководство по защитному газу . 3.2 GMAW медно-кремниевых сплавов: Сварочные материалы типа ERCuSi-A, а также экранирование аргоном и относительно высокие скорости перемещения используются в этом процессе. Aufhauser Silicon Bronze — провод на основе меди, рекомендованный для GMAW медно-кремниевых сплавов. Важно убедиться, что оксидный слой удаляется проволочной щеткой между проходами. В предварительном нагреве нет необходимости, а температура между проходами не должна превышать 100 ° C. 3.3 GMAW сплавов меди и олова (фосфорная бронза):Эти сплавы имеют широкий диапазон затвердевания, что дает крупнозернистую дендритную зернистую структуру. Поэтому во время сварки необходимо соблюдать осторожность, чтобы предотвратить растрескивание металла шва. Горячее упрочнение металла шва снизит напряжения, возникающие при сварке, и вероятность образования трещин. Сварочную ванну следует сохранять небольшого размера, используя стрингеры при высокой скорости движения. Газо-вольфрамовая дуговая сварка (GTAW) меди и медных сплавов4.1 GTAW меди:Медные профили толщиной до 16,0 мм можно успешно сваривать с использованием процесса GTAW. Типовые конструкции соединений показаны на рис. , рис. 1 . Рекомендуемая присадочная проволока — это присадочный металл, состав которого аналогичен составу основного металла. Для секций толщиной до 1,6 мм предпочтительным является защитный газ аргон, тогда как смеси гелия предпочтительнее для сварки секций толщиной более 1,6 мм. По сравнению с аргоном смеси аргона и гелия обеспечивают более глубокое проплавление и более высокую скорость перемещения при том же сварочном токе.Смесь 75% He / 25% Ar обычно используется для обеспечения хороших характеристик проплавления гелия в сочетании с легким зажиганием дуги и улучшенными характеристиками стабильности дуги аргона. Для GTAW меди с бусинами стрингера или бортами с узким переплетением предпочтительнее использовать переднюю сварку. Типичные условия для ручной GTAW меди показаны в таблице 2 ниже. Таблица 2: Типичные условия для ручной GTAW
* см. Рисунок 1 4.2 Газовая вольфрамовая дуговая сварка медно-алюминиевых сплавов: Присадочный стержень ERCuAl-A2 может использоваться для GTAW сплавов из алюминиевой бронзы.Переменный ток (AC) с защитой аргоном может использоваться для обеспечения действия по очистке дуги, что способствует удалению оксидного слоя во время сварки. Отрицательный электрод постоянного тока (DC-) со сварочными смесями аргона или аргона с гелием может использоваться в приложениях, требующих более глубокого проплавления и более высокой скорости перемещения. Предварительный нагрев требуется только для толстых секций. 4.3 Газовая вольфрамовая дуговая сварка кремний-бронзы: Пруток из кремниевой бронзы Aufhauser (ERCuSi-A) можно использовать для сварки кремниевой бронзы во всех положениях.Также можно использовать сварочный пруток из алюминиевой бронзы ERCuAl-A2. Сварка может выполняться на постоянном токе с использованием аргона или аргон / гелий, либо на переменном токе с использованием защитного газа аргона. Ручная металлическая дуговая сварка (MMAW) меди и медных сплавов5.1 MMAW меди:MMAW обычно используется для обслуживания и ремонтной сварки меди, медных сплавов и бронз. Электрод Aufhauser PhosBronze AC-DC (ECuSn-C) может использоваться в следующих целях:
Конструкции шарниров должны быть аналогичны показанным на Рисунок 1 .Положительный электрод постоянного тока (DC +) должен использоваться с техникой стрингера. Сечения более 3,0 мм требуют предварительного нагрева до 250 ° C или выше. 5.2 Ручная дуговая сварка медных сплавов:Aufhauser PhosBronze AC-DC (ECuSn-C) может использоваться для сварки медно-оловянных и медно-цинковых сплавов. Требуются большие стыковые углы, и наплавка металла шва должна производиться методом стрингера. Таблица 3: Рекомендации по MMAW латуни и фосфорной бронзы
Пайка меди и медных сплавовПринцип пайки заключается в соединении двух металлов сплавлением с присадочным металлом.Наплавочный металл должен иметь более низкую температуру плавления, чем основные металлы, но выше 450 ° C (при пайке используется присадочный металл с температурой плавления менее 450 ° C). Обычно требуется, чтобы присадочный металл попадал в узкий зазор между деталями за счет капиллярного действия. Пайка широко используется для соединения меди и медных сплавов, за исключением алюминиевых бронз, содержащих более 10% алюминия, и сплавов, содержащих более 3% свинца. Пайка меди широко используется в электротехнической промышленности, а также в сфере обслуживания зданий и вентиляции и кондиционирования воздуха. Для достижения надлежащего сцепления во время пайки необходимо учитывать следующие моменты:
Для очистки неблагородных металлов меди подходят стандартные процедуры обезжиривания с использованием растворителя или щелочи. Следует соблюдать осторожность, если для удаления поверхностных оксидов используются механические методы. Для химического удаления поверхностных оксидов следует использовать соответствующий травильный раствор. 6.2 Соображения по конструкции соединения:
Используйте нейтральное пламя. Нейтральное пламя — это когда равные количества кислорода и ацетилена смешиваются с одинаковой скоростью. Белый внутренний конус четко очерчен и не имеет дымки. 6.4 Удаление флюса: Если использовался флюс, остатки необходимо удалить одним из следующих методов:
Сварка меди припоемСварка пайкой — это технология, аналогичная сварке плавлением, за исключением того, что присадочный металл имеет более низкую температуру плавления, чем основной металл. Процесс сварки пайкой зависит от прочности на разрыв наплавленного присадочного металла, а также от фактической прочности связи между присадочным металлом и основным металлом.Кислородно-ацетилен обычно предпочтителен из-за более легкого затвердевания пламени и быстрого тепловложения. 7.1 Выбор сплава:Сплав, наиболее подходящий для работы, зависит от прочности соединения, устойчивости к коррозии, рабочей температуры и экономических характеристик. Обычно используются следующие сплавы: Aufhauser Low Fuming Bronze или Aufhauser Low Fuming Bronze (с флюсовым покрытием). 7.2 Подготовка швов:Типичные конструкции швов показаны на Рисунок 4 ниже.
7.3 Регулировка пламени Используйте слегка окисляющее пламя. 7.4 Flux:Используйте Aufhauser Copper and Brass Flux , смешайте с водой до состояния пасты и нанесите на обе стороны стыка. Стержень можно покрыть пастой или нагреть и окунуть в сухой флюс. 7,5 Предварительный нагрев:Предварительный нагрев рекомендуется только для тяжелых секций. 7.6 Углы выдувной трубы и стержня:Наконечник горелки на металлическую поверхность от 40 ° до 50 °. Расстояние внутреннего конуса от поверхности металла 3,25 мм до 5.00мм. Присадочный стержень к металлической поверхности от 40 ° до 50 °. Таблица 5: Данные для сварки пайкой меди
После предварительного нагрева или повышения температуры соединения до температуры, достаточной для сплавления присадочного прутка и меди, расплавьте шарик металла с конца стержня и нанесите его на соединение, смачивание или лужение поверхность.Когда произойдет лужение, начинайте сварку форхендом. Не роняйте присадочный металл на неокрашенные поверхности. См. Рисунок 5 .
Для удаления остатков флюса можно использовать любой из следующих методов:
Наполнители AufhauserAufhauser производит полную линейку сплавов для пайки и сварки меди.Мы поможем вам выбрать подходящий медный сварочный сплав из нашей Таблицы выбора . |
Сварка нержавеющей стали правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с низкоуглеродистой сталью этот материал создает некоторые проблемы при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Выбор правильного процесса сварки является ключевым моментом. С каждым вариантом идет компромисс, и ни один процесс не дает идеального решения.Чтобы выбрать лучший вариант, производителям необходимо учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь противостоит коррозии и сохраняет прочность при экстремально высоких и низких температурах, отсюда ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для оборудования для приготовления пищи и медицинского оборудования.Его многочисленные преимущества теперь связаны с волной крафтовых пивоварен, возникающих в США, и этот материал становится все более заметным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевых (аустенитных, или серия 300) или хромоникелевых марок (мартенситные и ферритные, или серии 400). По сравнению с хромоникелевой нержавеющей сталью, нержавеющие марки с прямым хромом и углеродистая сталь имеют аналогично низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под действием температуры и давления.Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки обладают высоким электрическим сопротивлением и низкой теплопроводностью.
Поскольку некоторые производители стремятся расширить свои возможности, реализация проектов по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, легирование нержавеющей стали делает ее более теплоизолирующей, чем углеродистая сталь. Тепло от дуги не так легко распределяется по материалу и концентрируется в сварочной ванне. Это может привести к короблению, выгоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подвод тепла.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое изменение цвета, известное как шугаринг, указывает на то, что часть хрома была удалена из материала, что сделало его более подверженным коррозии.При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим причинам или по соображениям качества, и в любом случае это может привести к дорогостоящим ремонтам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.
В дополнение к навыкам сварщика и доступности оборудования, приоритеты применения — например, стоимость, производительность и внешний вид шва — влияют на выбор изготовителей сварочного процесса нержавеющей стали.
Дуговая сварка защищенным металлом
При дуговой сварке защищенным металлом (SMAW) используется простое портативное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта.Но SMAW, или сварка палкой, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. В нем не используется защитный газ, поэтому для начала сварки сварщику требуется только источник питания с функцией SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как прямая хромовая (мартенситная и ферритная), так и никель-хромовая (аустенитная) разновидность — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость фунта этих электродов находится в среднем диапазоне — меньше, чем у проволоки для дуговой сварки или проволоки с металлической сердечником, и немного больше, чем у сплошной проволоки. Изготовители могут приобретать электроды SMAW в небольших количествах, например, в 6- или 8-фунтовых упаковках, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери на шлейфах SMAW и удаление шлака, чтобы определить, делает ли процесс низкие затраты на электроды экономически эффективным в целом.
Электрод 309 или 312 SMAW — хороший выбор для сварки нержавеющей стали палкой, особенно для технического обслуживания или ремонта.Он обладает высокой стойкостью к растрескиванию и хорошей прочностью и обычно может соединять уже находящуюся в эксплуатации нержавеющую сталь, даже если конкретный сорт материала неизвестен.
Дуговая сварка металлов в газовой среде и порошковая сварка
Когда производительность является приоритетом при сварке нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид шва. Достижения в области оборудования и присадочного металла сделали эти процессы более простыми в использовании даже для тех, кто не занимается сваркой нержавеющей стали.
Многие производители выполняют газовую дуговую сварку металла (GMAW) нержавеющей стали сплошной проволокой.GMAW требует умеренной сложности оборудования и навыков оператора, а для сварки нержавеющей стали его можно использовать в импульсном или распылительном режиме.
Стоимость за фунт сплошной проволоки ниже, чем у других вариантов, но использование защитного газа требует дополнительных затрат. Использование смеси защитного газа на основе аргона, например 98 процентов аргона / 2 процента CO2 или смеси аргона и гелия, помогает уменьшить разбрызгивание.
Дуговая сварка порошковой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку.FCAW также имеет самую высокую стоимость за фунт для нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитных газов, таких как аргон / CO2 или 100% CO2. Производителю, новичку в сварке нержавеющей стали, вероятно, не нужно будет вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка с металлической сердцевиной, импульсным или стандартным методом распыления, обеспечивает высокую скорость перемещения, что позволяет снизить теплоотдачу сварного шва.Это помогает предотвратить коробление и деформацию при сварке нержавеющей стали.
Хотя сварка металлической сердцевиной дает меньше брызг, чем другие виды сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, изготовители должны взвесить первоначальные затраты по сравнению с увеличением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители имеют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая большую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на очистка.SAW хорошо подходит для толстых материалов и больших применений, таких как резервуары для хранения или сжиженного природного газа. Хотя она ограничена положением сварки в плоском состоянии, ее могут выполнять менее квалифицированные операторы. При использовании SAW на нержавеющей стали производители используют нейтральный или нелегирующий флюс, который не добавляет сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь продолжает завоевывать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости.
Газовая дуговая сварка вольфрамом
Газовая дуговая сварка вольфрамом (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочный пруток или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. Хотя эстетика и внешний вид борта GTAW очень высоки, производительность самая низкая по сравнению с другими вариантами.
GTAW для нержавеющей стали обычно использует 100-процентный аргон в качестве защитного газа, часто с запасным резервуаром аргона для обратной продувки между проходами.
Большинство операций, связанных с использованием GTAW для нержавеющей стали, выполняются по эстетическим соображениям просто потому, что этот процесс дает такой чистый и точный сварной шов.
Выбор правильного процесса
По мере того, как использование нержавеющей стали продолжает расти, все больше компаний должны будут познакомиться со сваркой материала. Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми для других.
При выборе каждого процесса и присадочного металла есть свои компромиссы.Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Наконечники для сварки MIG
Советы по сварке MIG Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Служба поддержки
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры безопасности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Служба поддержки
- Пункты обслуживания
- Руководства и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Связаться с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
- Связаться с нами
- События
- Роуд-шоу
- Фирменные товары
- Специальные предложения
- новые продукты
- Войти в систему
- Где купить
- Поиск
Поиск
Поиск
- Оборудование
Сварщики
- МИГ (GMAW)
- TIG (GTAW)
- Палка (SMAW)
- С приводом от двигателя
Требования к качеству сварки | Качество и проблемы сварки | Основы автоматизированной сварки
Проверка качества сварки чрезвычайно важна, поэтому требуется всестороннее и строгое управление качеством.На этой странице представлены различные требования к качеству сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания в области сварки, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей. СкачатьНиже приведены типичные требования к качеству сварочной продукции.
- Изделие выполнено точно в соответствии с проектными размерами.
- Продукт предлагает необходимые функциональные возможности и прочность (или безопасность).
- Внешний вид сварного шва соответствует требуемому уровню.
Основные условия качества сварки для получения продукции такого высокого качества включают следующее:
- На буртике не обнаружено трещин или отверстий.
- Бусина имеет равномерные волны, ширину и высоту.
- Готовое изделие соответствует проектным размерам и практически не имеет деформации.
- Сварка соответствует требуемой прочности.
- Сварные швы с полным проплавлением, которые сплавляют и соединяют всю поверхность раздела между основными материалами или сварные соединения, включая сварные швы с частичным проплавлением, следует использовать надлежащим образом, чтобы обеспечить необходимую жесткость.
За исключением некоторых специальных материалов основы, прочность сварных швов считается такой же, как у основных материалов.
Существует множество различных типов сварных соединений в зависимости от стиля соединения основных материалов.Прочность сварки зависит от того, какие части основных материалов свариваются и как. Следовательно, для эффективного выполнения высококачественной сварки необходимо учитывать направления сил, которые будут приложены к изделиям после сварки.
Провар в сварном шве важен для прочности, качества и эффективности сварки. Его нужно подбирать в соответствии с формой материала основы и необходимой прочностью. Сварные соединения классифицируются, как показано в таблице ниже, в зависимости от формы сварного шва.
Приведенные выше классификации являются лишь примером. Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
- Сварка с разделкой кромок
- Заготовки сваривают по пазу между ними. Швы с разделкой кромок можно далее разделить на сварные швы с полным проплавлением, которые сплавляют всю поверхность раздела основных материалов, и швы с частичным проплавлением, которые плавят часть поверхности раздела.
- Угловой шов
- Угловые сварные швы соединяют поверхности двух основных материалов, расположенных почти под прямым углом, с помощью треугольных сварных швов, которые образуют тройниковое соединение, поперечное соединение или угловое соединение.
- Электрозаклепка
- Это тип сварного шва, при котором отверстие просверливается в материале, который уложен поверх (или под) другого материала.
- Сварной шов
- Это тип сварного шва, в котором просверливается эллиптическая или удлиненная прорезь вместо отверстия, используемого в электрозаклепке.
Сварные швы с разделкой кромок и угловые швы обычно считаются типичными сварными швами, а электрозаклепки и пазовые швы — специальными соединениями. Стыковые швы относятся к сварным соединениям, в которых поверхности двух основных материалов почти на одном уровне друг с другом.Однако в некоторых случаях «тройники» и «угловые стыки», где поверхности основных материалов не находятся заподлицо, также могут называться стыковыми сварными швами, когда сварной шов имеет полное проплавление.
Качество прочности сварного соединения тесно связано с эффективностью соединения, определяемой прочностью материалов, а также процессом сварки.
Взаимосвязь между эффективностью соединения, прочностью сварного соединения и прочностью основных материалов может быть выражена следующим образом:
Эффективность соединения = Прочность сварного соединения / Прочность основных материалов
Например, стыковое соединение конструкционной стали увеличивает прочность металла сварного шва и зоны термического влияния до большей, чем прочность основных материалов.Когда нагрузка действует в направлении, перпендикулярном такому стыку, высока вероятность возникновения трещин в основном материале, а не в стыке. Это связано с тем, что пластичность и прочность соединения равны прочности основного материала или превышают его. В этом случае совместный КПД можно оценить как 100% и выше.
С другой стороны, сварка с высоким тепловложением высокопрочной стали или алюминиевого сплава или сварка упрочненной аустенитной нержавеющей стали или термообработанных алюминиевых сплавов вызывает размягчение зоны, на которую во время сварки повлияло тепло.Если результирующая прочность металла шва ниже, чем у основного материала, соединение разрушается. В этом случае общий КПД можно оценить от 70 до 80% или ниже.
Чтобы предотвратить дефекты сварки и повысить качество, важно выбрать материалы и процессы, подходящие для применения на этапе проектирования сварки. Однако, даже если конструкция соответствует требованиям, дефекты, возникающие во время сварки, будут иметь большое влияние на качество. Например, дефекты борта сильно влияют не только на внешний вид, но и на прочность.Это означает, что дефекты внешнего вида, такие как ямки, подрезы, перекрытия, недостаточное армирование, растрескивание поверхности, извилистость валика, остаточная канавка и возникновение дуги, напрямую представляют собой дефекты качества сварки.
На следующих страницах описаны примеры дефектов сварки, которые сильно влияют на качество, методы контроля, необходимые для поддержания качества, а также последние примеры контроля, которые были оптимизированы за счет активного внедрения технологий.
Дом
.