Порошковые краски: виды и свойства
Порошковые краски – это твердые дисперсные композиции, в состав которых входят специальные пленкообразующие смолы, отвердители, пигменты, наполнители и целевые добавки. Существует две больших группы порошковых красок в зависимости от типа пленкообразования: термопластичные и термореактивные.
Порошковые краски первой группы, изготовленные на основе термопластичных пленкообразователей, формируют покрытия без химических превращений, за счет сплавления частиц и охлаждения расплавов. Пленки, которые из них получаются, термопластичны и часто растворимы. Состав таких красок соответствует составу исходного материала. К этой группе относится порошковая краска на основе поливинилбутираля, полиэтилена, поливинилхлорида, полиамидов.
Порошковые краски на основе поливинилбутираля применяются как защитно-декоративные, электроизоляционные, бензостойкие и абразивостойкие для окраски объектов внутри помещения. Такие покрытия выдерживают воздействие водных и солевых сред при комнатной температуре.
Поливинилхлоридные краски образуют покрытия, устойчивые к действиям моющих средств, атмосферостойкие. Эти краски используются как для окраски объектов внутри помещения, так и для внешних объектов.
Очень распространены полиамидные порошковые составы. Покрытия, образованные ими, имеют привлекательный внешний вид, высокую твердость и прочность, они устойчивы к истиранию, к воздействию растворителей. Полиамидная порошковая краска используется как для внутренних, так и для наружных работ.
Порошковые краски на основе полиэлифинов (полиэтилена, полипропилена) предназначены в основном для защиты поверхностей, так как обладают хорошими физико-механическими, антикоррозионными и электроизоляционными свойствами. Ими окрашивают изделия из проволоки, трубы, аккумуляторные баки, кронштейны, стеклотару, части стиральных и посудомоечных машин, стеллажи, металлическую мебель. Большой недостаток таких покрытий – склонность к растрескиванию. Кроме того, атмосферостойкость таких покрытий не очень высока.
Вторая большая группа порошковых красок – термореактивные, на основе термореактивного пленкообразователя. Покрытия формируются в результате сплавления частиц и последующих химических реакций. Они не плавки и не растворимы. К этой группе относится порошковая краска на основе эпоксидных и полиэфирных смол, акрилатов, полиуретана. Составы этой группы хорошо подходят для окраски изделий, производимых в области машиностроения, если от покрытия требуются твердость, стойкость и высокие декоративные свойства.
Эпоксидные краски механически прочные, имеют хорошую стойкость к растворителям и хорошую адгезию, однако при перегреве желтеют. Под воздействием ультрафиолетового облучения верхний слой разрушается, становится мелоподобным.
В состав эпоксидно-полиэфирных порошковых красок входят эпоксидные и полиэфирные пленкообразователи, которые реагируют друг с другом при отверждении. Эти краски имеют меньшую склонность к пожелтению и выдерживают более высокие температуры.
Полиэфирные порошковые краски хорошо подходят для окраски объектов вне помещения, так как на открытом воздухе их верхний слой не разрушается и они не «мелят».
Полиуретановые краски придают покрытиям устойчивый блеск. Их применяют для защиты изделий, подвергающихся трению, абразивному износу. Кроме того, придают поверхности особый декоративный эффект – текстуру жатого шелка. Полиуретановые покрытия обладают высокой атмосферостойкостью, стойкостью к воде, жидкому топливу, минеральным маслам, растворителям.
Акрилатные порошковые краски используются при покраске предметов, подвергающихся внешнему воздействию. Устойчивы к щелочам и имеют хорошую термостойкость. Покрытия долгое время сохраняют глянец и цвет.
Свойства порошковых красок
Основными свойствами порошковых красок являются: дисперсионный состав, сыпучесть, гигроскопичность, насыпная плотность, и способность к псевдоожижению.
Дисперсионный состав. По величине частиц у порошковых красок наблюдается значительный разброс. Допустимый размер частиц находится в пределах 5 – 350 мкм. В зависимости от методов нанесения краски допустимый размер варьируется.
Допустимый размер частиц находится в пределах 5 – 350 мкм. В зависимости от методов нанесения краски допустимый размер варьируется.
Сыпучесть. Необходимое требование ко всем порошковым краскам – хорошая сыпучесть. Если сыпучесть недостаточная, нанесение красок затруднено. Критерий оценки сыпучести – угол внутреннего трения, скорость высыпания порошка, угол ссыпания, угол обрушения. При нормальной сыпучести угол естественного откоса обычно колеблется от 36 до 45 градусов.
Еще одно свойство порошковых красок — гигроскопичность. Порошковая краска обладают способностью влагопоглощения. В результате снижается сыпучесть порошков, могут изменяться электрические свойства красок, а также это сказывается на качестве пленкообразования.
Насыпная плотность. Это одна из массовых и объемных характеристик порошковых красок. Насыпная плотность представляет собой массу свободно насыпанного порошка в единице объема, выражаемая в кг/кв.м. Нормой для промышленных порошковых красок является насыпная плотность от 200 до 800 кг/кв. м. Зависит этот показатель от состава краски, от формы и степени полидисперсности частиц.
м. Зависит этот показатель от состава краски, от формы и степени полидисперсности частиц.
Способность к псевдоожижению — к образованию кипящего слоя, необходимого по технологии создания покрытия, зависит от структуры и свойств порошка. Так к псевдоожижению не способны сильно увлажненные, мелкодисперсные порошки с углом естественного откоса более 43 градусов. А особенно хорошо проявляется эта способность у порошков, состоящих из укрупненных частиц, форма которых приближена к шарообразной.
Порошковая краска — состав, применение и техника нанесения
Порошковая краска – конечный продукт эволюции красящих материалов. Благодаря внушительному списку положительных свойств, она является достойной альтернативой традиционным лакокрасочным изделиям. Она нашла широкое применение во многих отраслях промышленности. Покрытие на базе этого вещества используется в автомобилестроении, в строительной сфере, при производстве бытовой техники и мебели. Активно применяется даже при декорировании предметов интерьера.
Почему данный материал пользуется спросом? Насколько важны его преимущества? В чем заключается высокотехнологичность данного способа окраски?
к содержанию ↑Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.
Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
От свойств пигмента напрямую зависят такие показатели качества красящего вещества, как адгезия, способность к электризации, сыпучесть.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
к содержанию ↑Физика процесса окрашивания
Частицам красящего продукта при помощи стороннего электрического поля передается заряд, противоположный заряду поверхности, предназначенной для окраски. Заряженные частицы порошка вынуждены оседать на изделии, образуя пласт малой толщины. Специальная камера напыления ловит заряженные пылинки краски, обладающие значениями напряженности электрического поля, недостаточными для прилипания к заряженной плоскости предмета, и использует их повторно для покраски.
Специальная камера напыления ловит заряженные пылинки краски, обладающие значениями напряженности электрического поля, недостаточными для прилипания к заряженной плоскости предмета, и использует их повторно для покраски.
Существует возможность повторного напыления компонентов, которые не прилипли к обрабатываемой плоскости. Порошок расходуется полностью. Это обуславливает высокий показатель экономичности данной технологии.
Далее начинается запекание напыленной поверхности. Окрашенное изделие переносится внутрь специальной камеры. Внутри печи при высокой температуре идет процесс полимеризации покрытия.
к содержанию ↑Классификация материалов
Принято классифицировать красящий материал по типу полимеров, входящих в состав. По виду основных компонентов краска может быть пригодна для применения на открытом воздухе или внутри помещений. Наиболее популярно группирование по способу образования пленки на поверхности и по методу затвердевания слоя.
 youtube.com/embed/d5ahP9EzfDY?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/d5ahP9EzfDY?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Принято выделять два больших класса красок по типу пленкообразующего вещества. Термопластичные и термореактивные краски – это основные виды порошковых красок по типу пленкообразующих способностей. Они также имеют разветвленную классификацию.
к содержанию ↑Термопластичные
Термопластичные порошковые краски содержат в своем составе красящие компоненты на базе веществ, которые образуют покрытие в виде пленки благодаря плавлению элементов краски и их охлаждению. Образование слоя не сопровождается химическими реакциями. Однако пленка может раствориться при несоблюдении температурного режима. Выбор краски производится в зависимости от условий:
- Для декоративных целей используется термопластичная краска, основу которой составляет винилит. Это красящее вещество пригодно только для окраски внутри помещений, при этом его достаточно малая толщина дает хорошую защиту от влаги при комнатной температуре.

- Для наружных работ и покрытия поверхностей внутри помещений годится краска на основе поливинилхлорида. Она отличается высокой атмосферостойкостью и устойчивостью к химическим веществам.
- Высокие показатели физико-механических свойств слоя на базе полиэтилена привели к тому, что данная полимерная краска активно используется для окраски трубопроводов различного назначения.
- Полиамиды, входящие в состав полиамидной краски, имеют высокие показатели эстетической привлекательности, применяются в декоративных целях для окрашивания как внутри помещений, так и снаружи.

Термореактивные
Термореактивные порошковые краски представляют собой термореактивный пленкообразователь. Здесь составные частицы сплавляются, и идет химическая реакция. Их преимущество в том, что покрытие не плавится и не растворяется, характеризуется высокой твердостью и стойкостью к различным дефектам. Поэтому краска активно используется в машиностроении. В ее состав могут входить различные эпоксидные и полиэфирные смолы.
Порошковая краска такого типа требует строго соблюдать методику окраски. Только в этом случае можно добиться положительного результата, отвечающего всем параметрам цветостойкости и атмосфероустойчивости. Особенности краски:
- Эпоксидные вещества придают ей высокую механическую прочность и стойкость. Однако на поверхности под влиянием солнечного ультрафиолета могут образоваться существенные дефекты.
- По сравнению с эпоксидным красящим веществом, полиэфирная краска не разрушается на открытом воздухе, используется для окраски вне помещения. Отличается высокой устойчивостью цвета.
- Акрилатная основа обеспечивает высокую устойчивость к разнообразным щелочным соединениям. Насыщенность цветового пигмента сохраняется длительное время.
Тип поверхности
Поверхность, обработанная данной краской, может получить матовый или глянцевый эффект. В состав матового красящего вещества входят чешуйчатые частицы. Различие реакционных характеристик примеси обеспечивает матовый вид. В основном применяется в машиностроении.
В основном применяется в машиностроении.
В составе композиции глянцевой краски присутствуют различные эпоксидные, полиэфирные пленкообразователи. Также ее основу составляет пигмент, необходимый для реализации определенного цвета.
Для глянцевой поверхности характерны высокие светоотражающие свойства, устойчивость к коррозийным процессам, что актуально для автомобилестроения.
к содержанию ↑Применение в ремонте автомобилей
На данный момент чаще всего для маскировки дефектов на автомобильных дисках используются акриловые красящие вещества. Их практичность заключается в том, что они могут продаваться в баллончиках, что очень удобно для покраски. Можно получить качественный результат, если аккуратно распылять акриловые краски небольшим слоем. Привлекательность этих баллончиков в том, что с их помощью можно получить глянцевую поверхность. Покупателям предлагается огромный выбор цвета. Существенный минус акриловых красящих материалов – они не обеспечивают восстановление сколов.
Для надежного восстановления сколов поврежденную поверхность нужно прогрунтовать. Порошковая краска имеет хорошую адгезию с прогрунтованным покрытием, то есть отлично сцепляется с ним, качественно скрывая при этом дефекты. В ассортименте есть баллончики, которые имеют разнообразную концентрацию пигмента и позволяют добиться различной глубины цвета. Они способны воссоздать глянцевую поверхность.
к содержанию ↑Этапы работы
Базовая основа работ по окрашиванию металлических поверхностей включает три этапа:
- Для начала металлические части, которые подвергаются окраске, следует подготовить, удалив все загрязнения. Для улучшения адгезии поверхность нуждается в обезжиривании.
- В камере напыление наносится тонким пластом.
- На заключительной стадии образуется пленка.
Достоинства применения
Основные преимущественные качества красящего материала на основе порошка следующие:
- создание прочной и качественной поверхности;
- безвредность для человека и природы;
- доступность по цене;
- экономичность;
- ровная толщина пластов краски;
- высокая скорость застывания;
- высокая прочность краски малой толщины.

На долю поверхностей, окрашенных высокотехнологичной низкотемпературной краской, приходится около одной шестой части всей покраски. Но сейчас, благодаря развитию технологий, наблюдается тенденция неуклонного увеличения этой цифры в пользу красок на основе порошка.
состав, виды и свойства (+25 фото)
Порошковая краска — это продукт, который занял последнюю ступень в эволюции лакокрасочных материалов, по крайней мере, на сегодняшний день. Это достойная альтернатива классическим решениям благодаря широкому списку с положительными качествами. Полиэфирные порошковые краски активно применяются в сфере строительства, для покраски автомобилей, различных металлических конструкций и изделий, и даже в таком поприще, как декорирование предметов интерьера.
Состав краски
Если посмотреть на структуру, то красящее вещество можно описать как многокомпонентную смесь из твёрдых частиц дисперсионного типа, то есть это порошок. Такой полимер вместе с пигментом составляют основу. В зависимости от функционального назначения, к ним могут добавляться различные вещества. Вот лишь некоторые добавки в составе порошковой краски, ставшие популярными:
Такой полимер вместе с пигментом составляют основу. В зависимости от функционального назначения, к ним могут добавляться различные вещества. Вот лишь некоторые добавки в составе порошковой краски, ставшие популярными:
- акрилаты;
- плёнкообразующие смолы;
- компоненты со свойством отвердения;
- пигментные элементы, позволяющие приобретать разные оттенки;
- наполнители (это могут быть диоксиды титана либо оксиды алюминия).
В составе порошковых красок отсутствуют огнеопасные и токсичные растворители. То есть для человека и окружающей среды материал абсолютно безопасен.
У всех компонентов, из которых состоит полиэфирная краска, отличная сыпучесть. Они сохраняют сухую форму, благодаря чему не прилипают друг к другу и окружающим посторонним предметам. Со временем порошки не густеют, вообще не меняют своей консистенции. Потому не нужно использовать специальные вещества, чтобы растворить состав. Это главное отличие от тех же акриловых, других разновидностей водно-дисперсионных материалов, и неважно, как происходит смешивание.
Это главное отличие от тех же акриловых, других разновидностей водно-дисперсионных материалов, и неважно, как происходит смешивание.
Адгезия, способность к электризации и сыпучесть – свойства, определяемые самим пигментом и его начальными характеристиками.
Состав может наполовину быть создан из пигментов, наполнителей. Назначение продукта и глубина цвета определяют, какими свойствами материал обладает в готовом и законченном виде. Пигмент в данном случае используется такой же, как и для других красящих составов.
Процесс окрашивания и физические особенности
Порошковые краски состоят из мельчайших частиц. Частицы принимают заряд от стороннего статического поля, он противоположен характеристикам окрашиваемой поверхности. После зарядки частицы просто оседают на поверхности, и образуется специальный пласт, имеющий минимальную толщину. Камера напыления захватывает частицы с зарядом. У самих пылинок – значение напряжения электрического поля, которого не хватает для соединения с поверхностью предмета.
Компоненты порошковой краски, которые не прилипли к поверхности, могут напыляться на неё повторно. Главное проследить за тем, чтобы порошок был израсходован в полном объёме. Именно данный параметр делает технологию востребованной.
После всех предыдущих этапов запыленная поверхность запекается, то есть окрашенное изделие переносят в специальную камеру. Там проходит процесс полимеризации под воздействием высоких температур. Разные типы порошковых красок могут давать разные эффекты.
На видео: технические особенности и нюансы порошковой покраски.
Как классифицировать?
Полимеры в составе позволяют провести разделение по нескольким группам. Сфера применения красок – внутренние и наружные работы. Кроме того, при классификации могут опираться на метод создания твёрдого слоя, а также на способ защиты поверхностей при помощи плёнок.
Термопластичные краски
Термопластичные краски для металлических, хромированных поверхностей состоят из веществ, которые образуют специальную защитную плёнку. Это происходит благодаря тому, что компоненты краски сначала нагреваются, а потом охлаждаются. При этом никаких других химических реакций во время преобразования не происходит. Но плёнка быстро растворяется, если не соблюдать температурный режим.
Порошковая покраска под хром или с другими эффектами осуществляется исходя из будущих условий эксплуатации окрашиваемого изделия. От этого зависит и тип порошковой краски:
- Винилит – основа, актуальная для смешения и использования в декоративных целях. Красящие вещества данной группы подходят только для обработки внутри помещений. Слой имеет небольшую толщину, но способен обеспечить защиту на должном уровне.
- Поливинилхлорид – подходит одинаково как для наружных, так и для внутренних работ. Устойчивость к химическим веществам, атмосферостойкость – главные положительные качества такой краски. Описание от производителя соответствует действительности.
- Слой порошковой краски на базе полиэтилена – отличается высокими показателями по физико-механическим свойствам. Потому такие краски часто используются на трубопроводах.
- Краски с полиамидами – могут похвастаться красивым внешним видом. Их чаще применяют в декоративных целях, внутри и снаружи помещений.
 Описание от производителя соответствует действительности.
Описание от производителя соответствует действительности.О термореактивных типах красок
Это термореактивные разновидности плёнкообразователей для окрашивания. Отличаются от предыдущих аналогов наличием химической реакции во время преобразования. Но покрытие во время этого процесса не растворяется, не начинает плавиться. В результате чего появляются дополнительные преимущества вроде стойкости к различным дефектам и твёрдости.
В машиностроении без таких красок не обойтись. В составах встречаются смолы эпоксидного, полимерного типа.
При использовании порошковой краски подобного вида важно соблюдать технологию. Только в этом случае появится качественный результат, способный сохраниться на долгое время, и который будет отвечать всем требованиям относительно атмосфероустойчивости, сохранения цвета.
Только в этом случае появится качественный результат, способный сохраниться на долгое время, и который будет отвечать всем требованиям относительно атмосфероустойчивости, сохранения цвета.
Следующие технические характеристики отлично выделяют данный материал:
- Высокая механическая прочность со стойкостью обеспечиваются за счёт эпоксидных веществ в составе. Но на поверхности со временем часто появляются дефекты под воздействием ультрафиолета. У зеркального хрома таких недостатков нет.
- А вот полиэфирные краски под действием света на поверхности металла разрушаться не начинают. Их можно использовать и для украшения пространства снаружи. Способность цвета надолго сохраняться – главная среди свойств порошковой краски.
- Сопротивление воздействию щелочей гарантировано при использовании акрилатной основы. Цветовой пигмент на протяжении долгого времени сохраняет насыщенность. Порошковые красители можно использовать разные.
Недостаток кроется лишь в том, что для каждого цвета во время работы используется отдельный контейнер, где помещается один элемент.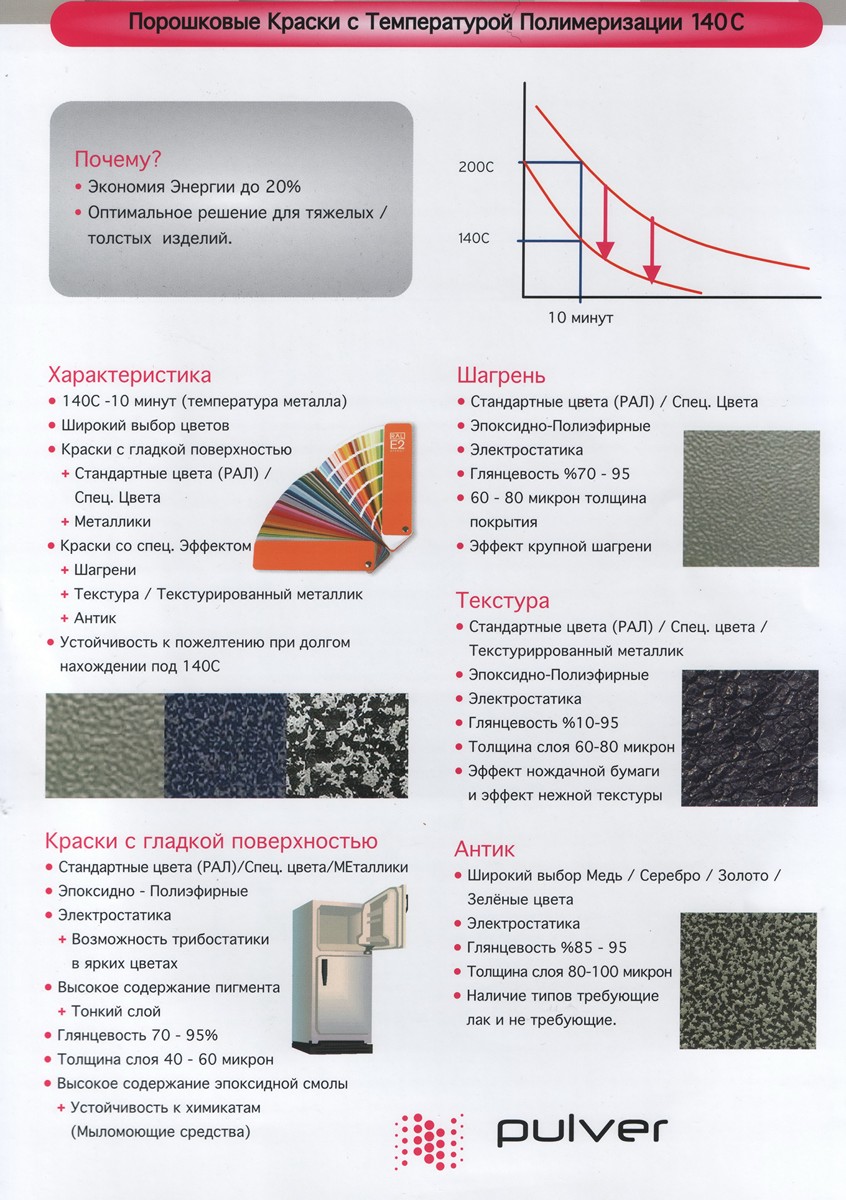 Но даже эта необходимость легко перекрывается прочими положительными свойствами. Главное не допускать сохранения слишком низких температур во время работы с деталью из металла.
Но даже эта необходимость легко перекрывается прочими положительными свойствами. Главное не допускать сохранения слишком низких температур во время работы с деталью из металла.
Популярная продукция
На сегодняшний день предлагается большой выбор порошковых красителей. Но наиболее популярными являются продукты таких марок:
- Stardust. Порошковые краски от этого производителя имеют множество плюсов, которые исходят не только из их физико-химических характеристик, но и из новейших методов применения. Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.
- Inver. Порошковые краски данной марки предназначены для окраски и защиты металла. Наносятся путем электростатического распыления с помощью специальных установок. Такие материалы имеют высокую адгезию к поверхности и прекрасно защищают металл от коррозии.
- Limerton. Порошковые краски этого производителя отличаются экономичным расходом и простотой использования. Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
 Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.- Element. Компания предлагает разные виды порошковых красителей, это и полиэфирные, и эпоксидные, и полиуретановые, и даже краски с эффектами. Красить можно металлическую мебель, фасадные панели, сельскохозяйственную технику, автомобильные комплектующие и многое другое. Получаемое покрытие имеет антикоррозионные и ударопрочные свойства.
Из перечисленных выше вариантов большей популярностью пользуется продукция Стардаст. Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.
Порошковые краски известны покупателям ещё с прошлого века. Но именно сейчас они стали пользоваться повышенной популярностью, поскольку технология была доведена до совершенства.
Как проходит процесс порошковой покраски (2 видео)
Окрашенные изделия (25 фото)
Порошковая краска. Основные сведения | Всё о красках
Порошковые лакокрасочные материалы — многокомпонентные дисперсные системы, состоящие из твердых частиц-пленкообразующей основы и разделяющей их среды-воздуха. Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т. д.
д.
Как и к жидким краскам, к порошковым предъявляется ряд требований; главные из них-способность к тонкослойному нанесению на поверхность и формированию покрытий, обладающих комплексом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку) и назначение, порошковые краски, однако, существенно отличаются от них по свойствам. Эти отличия вытекают из разного их физического состояния. Если традиционные жидкие краски-растворы и дисперсии — типичные жидкие тела и для их оценки используются показатели и методы, свойственные жидкому состоянию вещества, то порошковые лакокрасочные материалы относятся к группе твердых (порошковых) тел; для них характерны иные свойства и идентификация осуществляется методами, типичными для твердого (порошкообразного) состояния вещества. То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Появление порошковых лакокрасочных материалов потребовало и разработки специфичных методов их нанесения на поверхность. Многие традиционные для жидких красок методы нанесения — валковый, окунание, облив, кистевой и другие-оказались, в принципе, непригодными для нанесения порошковых. Вместе с тем оправдали себя методы, основанные на применении аэрозольной технологии, -электростатическое и струйное распыление, нанесение в кипящем слое и др.
Порошковые краски — материалы, формирующие покрытия при нагревании. В связи с энергетической проблемой снижение температуры и времени формирования покрытий с целью уменьшения расхода энергии — одна из важных и первоочередных задач при разработке и использовании этих материалов. .
Выпускаемые краски классифицируют по химическому признаку, типу пленкообразователя и назначению покрытий. В химическом отношении выделяют две группы материалов:
В химическом отношении выделяют две группы материалов:
- на основе термопластичных,
- на основе термореактивных пленкообразователей.
Первые образуют покрытия без химических превращений, в основном за счет сплавления частиц и охлаждения расплавов. Получаемые из них пленки обратимы-термопластичны и нередко растворимы. Их состав соответствует составу исходного материала. Краски второй группы формируют покрытия в результате сплавления частиц и последующих химических превращений. Такие покрытия необратимы-неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок. Первоначально в промышленности преобладал выпуск термопластичных красок, затем объем производства красок на термореактивных пленкообразователях резко возрос и в настоящее время в различных странах составляет до 80 % общего выпуска порошковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном исходит из названия полимера или олигомера, входящего в их состав. Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных, полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Введение
Порошковая краска.Рецептуры для порошковых красокСырье для производства порошковых красок
Физико-химические основы электростатического распыления
Свойства компонентов порошковых красок
Что такое порошковая краска
Полиуретановые порошковые краски
Суспензии термопластов
Испытания пленкообразующих и пигментированных систем в жидком состоянии
Образование порошкового полимерного покрытия. Немного о сути процесса
Выбор отвердителей — распределение в композиции
Определение свойств порошковых полимерных красок
Эпоксидные порошковые краски
Основные свойства пленкообразователей — вязкость расплавов
Пленкообразование с участием растворителей
Свойства наполненных композиций и покрытий
Осаждение полимеров из растворов
Суспензии реактопластов
Свойства порошковых красок: сыпучесть и гигроскопичность
Основные свойства пленкообразователей- поверхностное натяжение расплавов
Получение порошковых красок смешиванием компонентов в расплаве
Полимеризация краски.
 Эмульсионная полимеризация
Эмульсионная полимеризацияФизико-химические особенности порошковых пленкообразователей
Выбор отвердителей: реакционная способность
Краски на основе пентапласта
Функции пигментов и наполнителей в порошковых красках и требования к ним
Отвердители и ускорители отверждения порошковых красок
Отвердители для полиэтиленовых порошковых красок
Свойство пленкообразователей-молекулярная масса
Подготовка исходного сырья при производстве порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Экономическая эффективность производства и применения порошковых красок
Cвойство пленкообразователей — температура разложения или деструкции
Эфироцеллюлозные порошковые полимерные краски
Краски на основе полиолефинов — состав и свойства красок
Основные свойства пленкообразователей — степень кристалличности
Краски на основе полифторолефинов- состав и свойства красок
Пленкообразователи для порошковых красок
Краски порошковые на основе поликарбонатов
Почему мы рекомендуем порошковые краски PULVER ?
Предпосылки для создания и применения порошковых красителей.

Пластификаторы для порошковых красок
Вспомогательные компоненты порошковых красок
Современные порошковые лакокрасочные материалы
Вещества для порошковых полимерных покрытий
Термопластические порошковые краски
Термореактивные порошковые краски
Полиэфирные порошковые краски
Акриловые порошковые краски в Минске
Сравнение порошковых покрытий полимерных
Выбор полимерного покрытия
Порошковая краска.Размер порошковых частиц
Измерение размера частиц порошковой краски
О выборе порошковой краски
Порошковые краски для получения декоративных покрытийПрименение порошковых красок в химическом машиностроении
Применение порошковых красок в вагоностроении
Применение порошковых красок в автомобилестроении
Производство бытовых приборов и оборудования
Защита труб порошковыми красками
Окраска порошковой краской различных изделий
Нанесение порошковой краски.
 Выбор порошковой краски
Выбор порошковой краскиХарактеристики, определяемые условиями последующего производственного процесса
Свойства покрытий из порошковых красок и контроль качества
Окрашивание нетермостойких материалов
Окраска силикатных строительных материаловПластики.Порошковое окрашивание
Нанесение полимерного порошкового покрытия на стекло
Нанесение полимерного покрытия на керамические изделия
Нанесение полимерного покрытия на древесину
О диоксиде титана
Китайский диоксид титана усиливает позиции на российском рынкеДиоксид титана (TiO2)- важнейший пигмент
Характеристики пигментов
Области применения диоксида титана
Чем заменить диоксид титана?
Фавориты соревнования
Различные марки диокисида титана (TiO2)
Что говорят создатели компаундов
Производство красок
Схема производства порошковых красок
Получение порошковых красок сухим смешиванием компонентов
Оборудование для получения порошковых красок сухим смешиванием
Подготовка исходного сырья при производстве красок
Разное
Азотсодержащие смолы
Кремнийорганические или полиорганосилоксановые смолы
Полиамидные и полиуретановые смолы
Разновидности свойств полимерных покрытий. Спецэффекты
Спецэффекты
Алюминиевые и бронзовые пигменты для порошковых красок
Основный компоненты порошковых красок
Особенности порошковой окраски
Методы порошковой покраски
Зарядка порошка и применяемые распылители
Сплавление частиц при нагревании
Пигменты
Определение «всплываемости» алюминиевой пудрыОпределение угла падения пигмента на поверхность
Определение угла естественного откоса пигментов
Определение объема пигментов
Способы введения пигментов в композиции
Общие сведения и классификация пигментов
Классификация пигментов
Физико-химические и технические свойства пигментов
Химические показатели
Физические показатели
Дисперсность пигментов
Удельная поверхность пигментов
Цвет пигментов
Измерение цвета
Аддитивное и субтрактивное смешение цветов
Укрывистость пигментов
Красящая и разбеливающая способность пигментов
Смачиваемость пигментов
Маслоемкость и объем смачивания
Диспергируемость пигментов
Абразивность пигментов
Светостойкость и фотохимическая активность пигментов
Коррозионная и атмосферостойкость пигментов
Методы синтеза пигментов
Управление процессом кристаллизации
Измельчение и микронизация пигментов
Белые пигменты и наполнители
Диоксид титана
Химическое модифицирование поверхности диоксида титана
Цинковые белила
Производство цинковых белил из рудных концентратов и отходов
Получение цинковых белил по способу витериля
Получение цинковых белил по гидрометаллургическому способу
Модифицирование поверхности цинковых белил
Свинцовые белила
Белые наполнители
Свойства и функции наполнителей в лакокрасочных материалах и покрытиях
Технология производства наполнителей
Черные пигменты
Черни
Черные железооксидные пигменты
Желтые, оранжевые, красные и коричневые пигменты
Железооксидные пигменты
Синтетические железооксидные пигменты
Синие и зеленые пигменты
Смешанные зеленые пигменты
Органические пигменты
Азопигменты
Фталоцианиновые пигменты
Полициклические пигменты
Органические пигменты других классов
Осажденные органические пигменты
Пигментирование лакокрасочных материалов
Способы производства пигментированных лакокрасочных материаловВлияние пигментов на некоторые свойства пленок
Структура наполненных полимерных покрытий
Взаимодействие поверхности пигментов с компонентами пленкообразующих систем
Адсорбция на поверхности пигментов
Изменение адсорбционных свойств модификацией
Адсорбция полимеров и олигомеров из растворов и расплавов
Механизм и кинетические закономерности адсорбции
Структура покрытий
Формирование покрытий
Деформационно-прочностные свойства покрытий
Защитные свойства покрытий
Светостарение покрытий
Придание покрытиям специальных свойств
Огнестойкие покрытия
Электропроводящие покрытия
Противообрастающие покрытия
Основы процесса диспергирования пигментов
Термодинамика диспергирования
Поверхностная активность пленкообразователей
Расклинивающее действие адсорбционных слоев
Оптимизация условий диспергирования
Реологические условия диспергирования
Расчет процесса диспергирования
Стабилизация пигментных дисперсий
Агрегативная устойчивость дисперсных систем
Флокуляция дисперсий
Причины флокуляции
Обратимая флокуляция может быть полезной
Оценка степени флокуляции
Кинетическая (седиментационная) устойчивость пигментных дисперсий
Основы технологии производства пигментированных лакокрасочных материалов
Принципы выбора пигментов
Химическая совместимость пигментов с компонентами пленкообразующих систем
Адсорбционное соответствие
Термическая стойкость и светостойкость пигментов
Составление рецептур для пигментирования лакокрасочных материалов
Приборно-математический метод расчета рецептур для получения заданного цвета
Порошковая краска: достоинства и применение
Химическая промышленность предлагает сегодня широчайший выбор красок для проведения ремонта помещений и автомобилей, среди которых занимают серьёзную нишу порошковые краски. Подобное полимерное покрытие пользуется огромнейшей популярностью, так как имеет одно неоспоримое преимущество – не требует использования химического растворителя с резким неприятным запахом. К тому же при порошковой покраске не происходит выброс в атмосферу ядовитых летучих соединений, как при окраске поверхностей жидким лакокрасочным составом.
Подобное полимерное покрытие пользуется огромнейшей популярностью, так как имеет одно неоспоримое преимущество – не требует использования химического растворителя с резким неприятным запахом. К тому же при порошковой покраске не происходит выброс в атмосферу ядовитых летучих соединений, как при окраске поверхностей жидким лакокрасочным составом.
Содержание:
- Особенности порошковой краски
- Разновидности порошковых красок
- Достоинства и недостатки порошковой покраски
Особенности порошковой краски
Порошковые материалы были разработаны еще в прошлом веке, они обеспечивают высокую защиту и придают изделиям привлекательный вид, а также решают важнейшие экологические проблемы, так как в подобных красках практически полностью отсутствуют такие вредные компоненты, как органические растворители. А высокотехнологичное окрасочное оборудование лишней краске не позволяет попадать в окружающую среду.
Порошковая краска представляет собой дисперсную многокомпонентную систему, которая состоит из твёрдых частиц в виде порошка и воздуха. Порошок является нерастворимым в воде веществом, без характерного цвета и запаха. В подобный мелкий порошок добавляют разные примеси, которые помогают получить необходимый оттенок.
Порошок является нерастворимым в воде веществом, без характерного цвета и запаха. В подобный мелкий порошок добавляют разные примеси, которые помогают получить необходимый оттенок.
В состав порошковой композиции входят отвердители, пленкообразующие смолы, наполнители, пигменты и целевые добавки. Зернистость порошка приблизительно составляет 10-100 микрометра, а главное достоинство использования такой краски — нет необходимости использовать растворители.
Порошковые краски применяются для окрашивания неметаллической и металлической поверхности. Они подходят для окраски микроволновок, холодильников и прочей бытовой техники, спортивного инвентаря, мебели, осветительной аппаратуры и рулонного металла. Также они используются в автомобилестроении при окрашивании узлов автомобилей, элементов декоративной отделки и деталей машин.
Использование порошковых красок также неразрывно связано с нашим бытом и нашим домом. Стекло и керамика, металл и камни – это далеко не весь перечень материалов, которые можно окрасить порошковой краской. Технология покрытия порошковым составом позволяет покрывать даже древесину и панели МДФ.
Технология покрытия порошковым составом позволяет покрывать даже древесину и панели МДФ.
К тому же для некоторых поверхностей такая методика покраски порошковой краской является по-настоящему незаменимой. К примеру, для внутренней части труб, рассчитанных на высокое давление, большую температуру и разные факторы, что вызывают коррозию металла.
Разновидности порошковых красок
Окраска порошком является значительным нововведением в лакокрасочной отрасли современной промышленности. Также данные вещества используются небольшими фирмами, частными предпринимателями и просто хозяевами, которые занялись ремонтом своего жилья. Существует две больших категории порошковых красок, зависимо от пленкообразования: термопластичные и термореактивные.
Термопластические краски
Краска первой группы, изготовленная на основе термопластичных пленкообразователей, способна формировать покрытие на детали без химических превращений, благодаря сплавлению частиц и процедуре охлаждения расплавов. Пленки, которые получаются из них, часто являются растворимыми. К этой группе относят порошковую краску на основе поливинилбутираля, полиамида, поливинилхлорида и полиэтилена.
Порошковые краски, в составе которых присутствует поливинилбутирал, используются как защитно-декоративные, бензостойкие, электроизоляционные и абразивостойкие для окраски изделий внутри помещения. Подобные покрытия способны выдержать воздействие солевой и водной среды при комнатной температуре.
Краски поливинилхлоридные образуют покрытия, которые являются устойчивыми к действиям моющих средств, а также атмосферостойкими. Эти краски применяются для окрашивания внешних объектов и объектов внутри помещений, как на видео о порошковой покраске.
Очень большое распространение получили полиамидные порошковые составы. Покрытие, что ими образовано, имеет привлекательный внешний вид, большую прочность и твердость, они являются устойчивыми к воздействию растворителей и истиранию. Полиамидная порошковая краска применяется для наружных и внутренних работ.
Полиамидная порошковая краска применяется для наружных и внутренних работ.
Порошковая краска на основе полиэлифинов (полипропилена, полиэтилена) предназначена преимущественно для защиты поверхности, потому что отличается хорошими физико-механическими, электроизоляционными и антикоррозионными свойствами. Большой недостаток подобного покрытия состоит в склонности к растрескиванию. Кроме того, у них не слишком высокая атмосферостойкость.
Термореактивные краски
Вторая группа порошковых красок – термореактивные вещества, изготовленные на основе термореактивного пленкообразователя. Подобные покрытия формируются благодаря сплавлению частиц и будущих химических реакций. Они не являются плавкими и растворимыми. К этой группе причисляют порошковые краски, что производятся на основе полиэфирной и эпоксидной смолы, полиуретана и акрилатов. Вещества этой категории отлично подходят для окраски изделий, которые изготовляются в области машиностроения.
Эпоксидные краски являются механически прочными, имеют высокую стойкость к растворителям и отличную адгезию, однако желтеют при перегреве. Под воздействием ультрафиолета верхний слой способен разрушаться и становится мелоподобным.
Под воздействием ультрафиолета верхний слой способен разрушаться и становится мелоподобным.
В составе эпоксидно-полиэфирных красок присутствуют полиэфирные и эпоксидные пленкообразователи, реагирующие при отверждении друг с другом. Эти краски отличаются меньшей склонностью к пожелтению и могут выдерживать более высокие температуры.
Полиэфирная порошковая краска хорошо подходит для окраски объектов, что расположены вне помещения, так как её верхние слои на открытом воздухе не разрушаются.
Полиуретановые краски покрытиям придают особый устойчивый блеск. Их применяют для защиты изделий, что подвергаются абразивному износу и трению. Кроме того, они способны придавать поверхности декоративный эффект, что представляет собой текстуру жатого шелка. Полиуретановое покрытие обладает высокой атмосферостойкостью, стойкостью к растворителям, жидкому топливу, воде и минеральным маслам.
Акрилатная порошковая краска используется при покраске предметов, которые подвергаются внешнему воздействию. Эти вещества являются устойчивыми к щелочам и имеют высокую термостойкость. Покрытие долгое время сохраняет цвет и глянец.
Достоинства и недостатки порошковой покраски
Порошковая покраска металла имеет много преимуществ и некоторые недостатки. Рассмотрим преимущества порошковой краски перед другими веществами:
- Простота использования. При окраске деталей порошковой краской нет необходимости следить скрупулезно за вязкостью покрытия и доводить его до определенной величины. Даже распылительное оборудование для порошкового вещества намного проще чистить, чем после жидкой краски.
- Скорость. Покрытие затвердевает достаточно быстро (в течение получаса), поэтому временные затраты на всю работу невелики. Однослойное порошковое покрытие сушится только один раз, а вот традиционное лакокрасочное – многократно.
- Экономичность. Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
- Прочность. Подобное покрытие обладает отличными физико-механическими показателями: изгиб – 1 миллиметр, удар – 500 нм. Толщина самого покрытия составляет 30-250 мкм. Кроме того, покрытие – электроизоляционное, антикоррозийное, устойчивое к растворам щелочей, кислот и органических растворителей.
- Экологичность. В данной краске не используются огнеопасные и токсичные растворители. Подобное окрашивание является полностью безотходным, так как в нем нет лишнего материала, который бы распылялся или оседал, как краска. К тому же условия труда при работе по данной технологии намного лучше, чем при окраске ядовитой краской.
- Долговечность. Даже в самых критических погодных условиях время полезной службы покрытия достигает 50 лет, если вы строго соблюдали всю технологию порошковой покраски.
- Декоративность. Порошковая краска имеет достаточно широкую цветовую гамму – более 5000 фактур и цветов. Порошковой покраской можно сделать машину цвета алюминиевого, золотистого и серебристого металлика, окрасить модным «антиком» медного окраса, достичь старинного благородного бронзового цвета. Причем при такой покраске достаточно легко контролировать блеск покрытия.
 Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
Недостатки порошковой покраски металлических изделий кроются в следующем. В процессе окрашивания деталей для каждого цвета требуется отдельный контейнер. Некие сложности при нанесении порошковой краски могут возникнуть при низкой температуре или при окраске объектов нестандартной формы или сборных конструкций.
Таким образом, порошковые краски не являются новинкой на рынке строительных материалов, так как известны ещё со средины прошлого века. Однако пользоваться большой популярностью они стали именно сейчас, когда экологи всего мира начали бить тревогу по поводу вреда жидких лакокрасочных веществ для окружающей среды и самого работающего человека.
Что такое порошковая краска: виды, достоинства, технология
В 21 веке знать, что такое порошковая краска, стоит любому современному человеку, ведь по популярности она обошла традиционные жидкости для окрашивания покрытий из металла и других материалов. Уже доказано, что изделие, получившее защитный слой именно по этой технологии, получит дополнительные качественные и декоративные свойства.
Причем допускается применять эту разновидность материала как в бытовых нуждах (порошковая краска в баллончиках), так и в промышленных отраслях. И для удобства в работе производители с каждых годом улучшают оборудование, чтобы даже в домашних условиях проще было обработать любые поверхности.
Знакомимся с теорией
Краска порошковая – это твердая дисперсная композиция. Создана в качестве альтернативы лакокрасочным материалам. Применяется на всех деталях и поверхностях, пригодных для термической обработки.
Отличительные черты:
- сыпучесть;
- дисперсионный состав;
- гигроскопичность;
- насыпная плотность;
- способность к псевдоожижению.

Изучаем состав
Основа для такого защитного материала:
- Пленкообразующая смола.
- Отвердитель.
- Пигмент.
- Наполнитель.
- Целевая добавка.
Возможные типы
Если точнее, то группы. Всего их две:
- Термопластичная. Производится на базе пленкообразователя, обладающего термопластичностью. Термическая обработка выполняется без химического изменения благодаря тому, что частицы краски сплавляются между собой и затем этот расплав охлаждается. Результат – это пленка, которую можно растворить.
- Термореактивная. Здесь уже идет термореактивный преобразователь. Обрабатываемое покрытие приобретает защитную пленку благодаря сплавлению частиц состава и дальнейшей химической реакции. Эта группа не плавка и не растворима.
Также можно углубиться и в применение конкретных видов или типов на практике. Порошковый состав без химической реакции:
- Порошковая краска на поливинилбутирале применяется в качестве защитной или декоративной. Она электроизоляционная, бензостойкая и абразивостойкая. Используют для обработки промышленных помещений изнутри.
- Полимерная порошковая краска. При окрашивании образует покрытие, хорошо переносящее моющие бытовые средства. Также подойдет для наружных и внутренних работ.
- Не менее популярен порошковый состав на полиамиде. В работе такой состав идеален для создания эстетического покрытия. По твердости или прочности нет конкурентов, плюс отличная устойчивость к истиранию и воздействию ацетона. Годится для наружной и внутренней работы.
- Состав с полиэлифином. Это составляющее полиэтилена. Такая краска незаменима в работе с материалами, которые нужно защитить от коррозии. Плюс идеальные электроизоляционные показатели. На деле таким составом можно обработать трубу, проволоку, аккумуляторы, кронштейны, тару и многое другое. Есть и минус – это появление трещин. Да и устойчивость к атмосферным воздействиям оставляют желать лучшего.
 Она электроизоляционная, бензостойкая и абразивостойкая. Используют для обработки промышленных помещений изнутри.
Она электроизоляционная, бензостойкая и абразивостойкая. Используют для обработки промышленных помещений изнутри.И перечислим виды с протекающей химической реакцией:
- Эпоксидная. По механическому воздействию идеальная, прочная. Устойчива к растворителю, имеет адгезивные показатели выше средних. Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина.
- Эпоксидно-полиэфирная краска. Уже эффективнее держатся при воздействии ультрафиолета. Плюс отлично переносят высокую температуру.
- Полиэфирный состав. Это идеальный материал для работы с наружными поверхностями или площадями. При воздействии внешних природных факторов не желтеет, да и верхний слой не разрушается. Большинство же других составов начинают «мелить».
- На основе полиуретана. Гарантированно оставляет устойчивый отблеск. Чаще всего нанесение порошковой краски идет на детали, которые в дальнейшем будут подвергаться трению или износу. Самая стойкая декоративная составляющая именно у этого вида, состав дает эффект сжатого шелка. Также отлично справляется с атмосферными явлениями, обладает устойчивостью к влаге и составам топлива. Не разрушается минеральными маслами или бытовыми растворителями.
 По механическому воздействию идеальная, прочная. Устойчива к растворителю, имеет адгезивные показатели выше средних. Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина.
По механическому воздействию идеальная, прочная. Устойчива к растворителю, имеет адгезивные показатели выше средних. Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина. Не разрушается минеральными маслами или бытовыми растворителями.
Не разрушается минеральными маслами или бытовыми растворителями.Плюсы и минусы
Положительные и отрицательные свойства можно вывести, лишь сравнив порошковую краску с жидкой. И преимущества, а это и есть плюсы, в следующем:
- Экологическая составляющая. По самому методу нанесения жидкий состав уступает порошковому.
- Экономия. Если краску на валике или кисти особо не сэкономить, то порошковая обработка поверхности – это строгое опыление по площади. И весь осевший остаток можно повторно использовать.
- Физические свойства. Это коррозия, перепады температуры и ударопрочность. Все, что обработано порошковой краской, лучше по этим критериям, если сравнить с жидким лакокрасочным средством.
- Любую рельефную поверхность проще покрасить именно распылением, а не кистью или валиком. Отсюда вывод – порошок удобнее в техническом плане.
- Нет нужды в грунтовке.
- В случае с порошком наносят всегда лишь один слой, что неприемлемо для лака или краски.
- Перекрасить или поменять оттенок проще и легче.
- Нет химических запахов, плюс после высыхания именно порошок дает еще и полимерную пленку, а это очень удобно при транспортировке на производстве.

Из минусов можно отметить:
- Сама технология не позволяет красить пластик или дерево, поскольку нужно добиваться заданных температурных режимов. А это от 150 до 215 градусов Цельсия.
- Оборудование для промышленных цехов стоит дорого. Но это разовое вложение.
- Размерами покрасочной камеры ограничивается рабочий процесс. Не всегда громоздкие детали возможно обработать.
- Выставить тонкий слой тоже трудно, и процесс регулировки отнимает время.
- Если в рабочем помещении низкая температура, то могут быть осложнения в процессе покраски.
Как работают с краской
Сам метод по распылению красок был придуман в 50-е годы прошлого столетия, но популярность завоевал на территории РФ только в 80-х годах.
Суть процесса обработки порошковыми составами – это напыление мельчайших частиц сухого состава. Процедура выполняется при помощи создания электростатики. Процесс электризации происходит за счет трения или внешних источников. Поверхность изделия, на котором планируется покраска порошковой краской, получает противоположный заряд, поэтому получается удачное нанесение сухих частиц краски.
Процедура выполняется при помощи создания электростатики. Процесс электризации происходит за счет трения или внешних источников. Поверхность изделия, на котором планируется покраска порошковой краской, получает противоположный заряд, поэтому получается удачное нанесение сухих частиц краски.
А технология такая:
- Подготавливают поверхность. Это обычное обезжиривание или чистка от смазочного материала.
- Наносят полимерные красители. В работе используют ручной пульверизационный пистолет.
- Оплавляют (закрепляют) состав за счет нагрева и последующего охлаждения. Как уже было отмечено, сначала порошковый состав нагревают до предела. Некоторые виды краски нужно разогревать и до 250 градусов Цельсия. Для этого создается термопечь. Длительность процесса зависит от вида состава.
Как красить порошковой краской в домашних условиях? Для этого достаточно обычного баллона.
Процесс покраски. Видео
Цветовая гамма
Именно поставщики или производители готовы предоставить до 40 цветов, но в них входит более двухсот оттенков.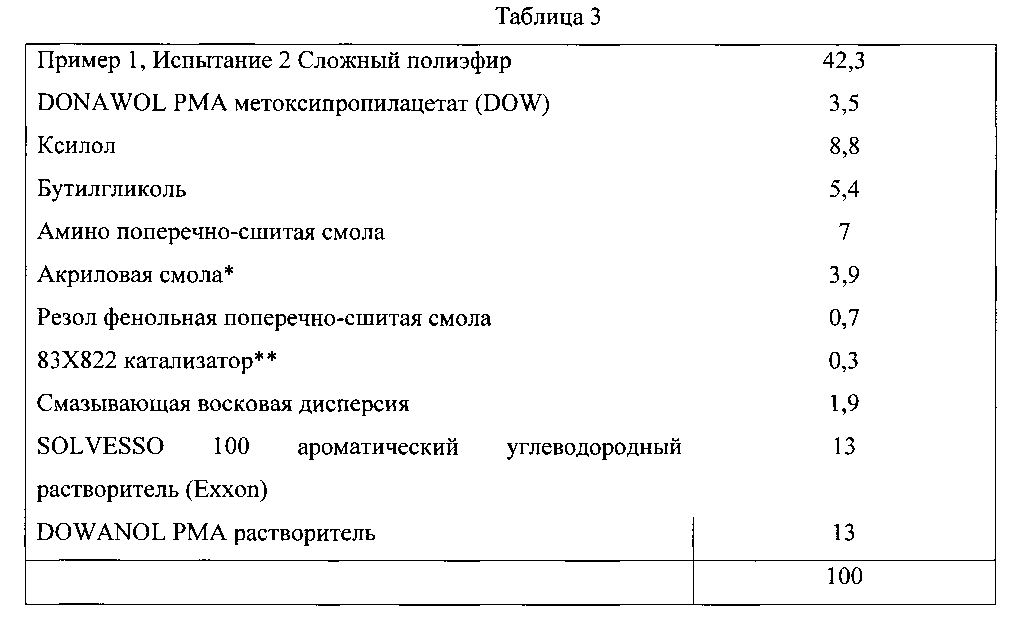 Для ориентира есть универсальные каталоги RAL, где задан стандарт цвета по номерам.
Для ориентира есть универсальные каталоги RAL, где задан стандарт цвета по номерам.
Причем возможно сочетание более чем трех оттенков, но это только при индивидуальных заказах.
И немного о производстве
Изготовить такой состав возможно и своими силами, однако, лучше доверить это занятие профессиональным химикам. На деле есть несколько способов для производства:
- Сухое смешивание. Это просто и доступно. Любую краску на полимерах делают по такой технологии.
- Сухое диспергирование.
Производство в домашних или промышленных масштабах краски по ГОСТу – это, в первую очередь, точная дозировка каждого компонента. Технически ничего сложного: нужен двушнековый экструдер. Благодаря этой аппаратуре можно создавать краску за счет опять же нагрева и последующего охлаждения. Именно после этого этапа состав размалывается и затем уже просеивается.
Объем производства напрямую связан с оборудованием, и на территории РФ порошковая краска как продукт только набирает обороты, если сравнить с США или Китаем.
Половина состава – это наполнители и пигменты. В процентном соотношении от 35 до 50%. Но это составляющие выпускает лишь Великобритания, Италия и Финляндия. Чем больше концентрация импортного наполнителя, тем больше той же белизны в светлых оттенках порошковых красок. Также пигменты влияют на ухудшаемость внешнего вида со временем, прочность и прозрачность. Улучшают растекаемость (это для промышленных нужд), к примеру, уже германскими полиакрилами.
Можно отметить, что чем качественнее материал для работы, тем сложнее его состав, и большинство важных наполнителей не купить в розничных сетях. Поэтому профессиональную порошковую краску закрепляют за брендом, нумеруя цвета.
А вообще, направление по созданию лучшей порошковой краски только развивается, и добиваются результатов только путем добавления новых химических составов.
Выводы
В промышленной сфере все течет и улучшается. И привычные всем расходные материалы заменяют более выгодными. Именно поэтому краски порошковые практически вытеснили жидкие виды лакокрасочных изделий из индустрии металлопроизводства по всему миру.
Порошковая краска технические характеристики — Ремонт и стройка от Stroi-Sia.ru
Порошковая краска по металлу: характеристики и свойства
Можно назвать большой список изделий, для покрытия которых используют специальную порошковую краску. У этого материала отличные защитные свойства. Он является антикоррозийным составом, устойчив к механическим воздействиям, обладает широким ассортиментом производителей. Помимо всего прочего данная краска термостойкая.
Если вам понадобилось обновить внешний вид кузова, мебели или любого изделия из металла, лучше выбирать такой вариант покрытия.
Преимущества
Современный рынок отделочных материалов предлагает вниманию покупателей широкий ассортимент продукции для окрашивания изделий из разных материалов. Если речь идет о металлической поверхности, лучше порошковых видов вам не найти. Это можно объяснить рядом достоинств, которыми обладают данные краски. За счет особенностей состава можно добиться уникального физико-химического показателя.
Вам не придется тратить большое количество краски, в большинстве разновидностей она экономична, при этом качественно прокрашивает основание всего в один слой.
У данного красящего средства повышенный уровень антикоррозии и прочности к ударам, что выгодно отличает его от других видов такого материала. Такое покрытие затвердевает за полчаса, этим не могут похвастать другие лакокрасочные составы.
Основные характеристики
После применения порошковой краски не остается отходов. Полимерное покрытие обладает защитно-декоративным свойством, поэтому внешний вид сохраняется презентабельным на протяжении длительного времени. Данный материал используют для обработки металла, стекла, керамики и нескольких видов пластмассы. Большим спросом пользуются средства, в основе которых есть вещества, позволяющие образовывать на поверхности защитную пленку от перепада температуры и других внешних воздействий. Изначально в ассортимент входили акриловые, эпоксидные и полиэфирные порошковые составы. Только потом появились гибридные разновидности.
Сыпучесть является обязательным условием в такой продукции. Данный показатель играет важную роль. На него влияет несколько характеристик, среди которых температура стеклования, гладкость поверхности, химический состав, а также увлажнение. При покупке важно обратить внимание на срок годности продукции, чтобы убедиться в том, что вы нашли качественный материал. Возвращаясь к сыпучести, следует отметить: если она низкая, краска будет распределяться неравномерно.
Состав порошка влияет на насыпную плотность. Сюда входит степень полидисперсности с формой частиц. В пигментированных материалах обычно такой показатель высокий, благодаря наполнителям. Продукция должна обладать способностью к электризации.
Лучше обратить внимание на поливинилбутеральные, эпоксидные, полиэтиленовые порошковые краски. Заряд будет сохраняться дольше, но если влажность воздуха достигает 70%, этот показатель спадает. За счет электризации меняются физические свойства материала, о чем говорит снижение сыпучести и насыпной плотности.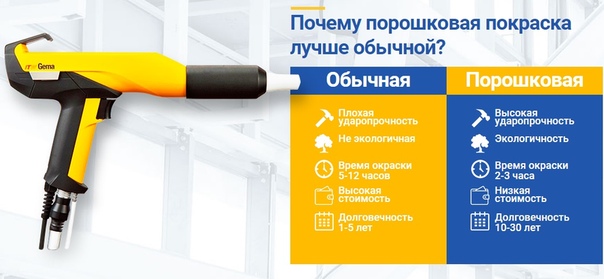 Этого нельзя допускать, если вы хотите продлить срок эксплуатации покрытия.
Этого нельзя допускать, если вы хотите продлить срок эксплуатации покрытия.
Свойство псевдоожижения
Специалисты уделяют этому показателю особое внимание. Если окрашивание проходит по технологии «кипящего слоя», данная характеристика важна во время продувки воздухом. У порошков из полипропилена, полиэтилена или поливинилхлорида низкий показатель к псевдоожижению. Мелкодисперсионные материалы и вовсе могут не подходить под технологию. В ходе работы используют профессиональное оборудование.
Как правильно выбрать?
Выбирая порошковую краску, необходимо руководствоваться определенными критериями, тщательно изучать технические характеристики материала. Перед вами откроется богатый ассортимент, вы можете обратиться за помощью к квалифицированным специалистам, которые разбираются в этой области, могут дать полезные рекомендации. Так покупка оправдает ваши ожидания.
Первым делом учитывают условия, где находится поверхность, которую нужно покрасить. Так как краски бывают химически стойкими, атмосферостойкими и для электроизоляционных покрытий, этот момент играет важную роль.

Продукцию подчиняется определенной классификации, отличается цветовой гаммой, фактурой поверхности. Покупатель всегда имеет возможность выбора между глянцевой и матовой разновидностями, вариантами покрытия под кожу, мрамор, гранит.
В предлагаемом к продаже ассортименте краски делятся на два вида: термопластичные и термореактивные. Каждому виду присуще наличие пленкообразователя. У каждой из разновидностей есть свои особенности, преимущества, способ образования защитного слоя, они отличаются эксплуатационными характеристиками.
Разновидности
Выпускаемый ассортимент разнообразен. Полиэфирные составы формируют покрытие при температуре 170 градусов. Наносить их необходимо небольшим слоем, что указывается в инструкции по применению. Их отличает масса качественных характеристик: у них высокая стойкость к химическому воздействию, сколам, они твердые, отлично справляются с погодными условиями.
Это один из лучших материалов, который подойдет для покрытия кузова транспортного средства, различных металлических изделий.
 Такой состав нередко применяют для отделки турников, мебельных конструкций из металла, автозапчастей.
Такой состав нередко применяют для отделки турников, мебельных конструкций из металла, автозапчастей.Полиэфирные краски готовят с применением карбоксилсодержащих полиэфиров, которые составляют основу. Поверхность, окрашенная таким составом, стойкая к яркому свету, противостоит коррозии. Данный вид красок подходит для обработки газонных устройств, трансформаторов, ограждений и даже автомобильных покрышек. Некоторые разновидности неустойчивы к воздействию химикатов.
Бесцветная отделка
К ней можно отнести полиакрилатные краски, которые формируют покрытие при температуре выше 180 градусов. Они справляются с химическим и атмосферным воздействием. Специалисты считают характеристики данного материала превосходящими показатели полиэфир-уретана. Однако с механической стойкостью они не справляются. В ходе окрашивания получается гладкая поверхность даже при небольшой толщине.
Полиакрилат создают из смесей смол, с добавкой глицидила он может быстро затвердеть. Покрытие получается прозрачным, создает чистую поверхность, такое окрашивание подойдет для работы с латунью и хромированными изделиями. Эпоксидная краска обладает защитной функцией против коррозии, а также электроизоляцией. Предлагается такая продукция по доступной цене, подходит для работы в агрессивной среде. У материала высокая термостойкость и адгезия, поверхность получается ударопрочной.
Покрытие получается прозрачным, создает чистую поверхность, такое окрашивание подойдет для работы с латунью и хромированными изделиями. Эпоксидная краска обладает защитной функцией против коррозии, а также электроизоляцией. Предлагается такая продукция по доступной цене, подходит для работы в агрессивной среде. У материала высокая термостойкость и адгезия, поверхность получается ударопрочной.
Гибридные
Гибридные составы не желтеют после нанесения, поэтому они лучше предыдущих. Их нельзя применять в условиях, где есть прямое воздействие солнечных лучей. Они напоминают эпоксидные аналоги, благодаря механическому свойству и небольшой устойчивости к химикатам. Эти средства применяют для отделки стеллажей, офисной мебели из металла, масляных фильтров и различных электрических инструментов.
Термопластичные
Исходным сырьем выступают полимеры, для которых требуется высокая температура. У покрытия небольшая адгезия, поэтому поверхность важно предварительно подготовить. Для этого требуется дробе- или пескоструйная очистка, а в некоторых ситуациях и грунтование.
Для этого требуется дробе- или пескоструйная очистка, а в некоторых ситуациях и грунтование.
Технология окрашивания
Перед работой необходимо запастись соответствующими материалами, подготовить поверхность, выбрать вариант нанесения покрытия. Следует тщательно изучить этот вопрос, если вы решили заняться работой самостоятельно, не прибегая к помощи специалистов. Если речь идет о нанесении материала на поврежденную часть кузова, его необходимо для начала выпрямить. Затем металл очищают от ржавчины, если она есть.
После этого необходимо использовать грунтовку, которая подготовит основание под покраску. Грунт нужно использовать тот, который подходит для данного типа поверхности.
После того, как слой грунтовки высохнет, можно наносить краску нужного цвета. К некоторым видам материала выдвигают отдельное требование – термостойкость (если речь идет об изделиях, которые находятся в соответствующих условиях). Многие производители и специалисты фасуют средство в баллончики. Использование таких красок подходит для обработки поверхностей с небольшой площадью.
Использование таких красок подходит для обработки поверхностей с небольшой площадью.
Если вы решили сделать отделку крупного объекта, необходимо выбрать вариант в другой форме выпуска (например, жестяной банке).
Что еще учесть?
Чтобы купить действительно то, что нужно, стоит учесть ряд факторов. Важную роль играют условия, в которых будет проводиться окрашивание, тип поверхности, цвет покрытия. Выбирая материал, необходимо позаботиться о том, чтобы в процессе окрашивания внешние факторы (например, холод) не повлияли на стойкость и эксплуатационные характеристики.
Подбирая материал для металлической поверхности мебели, нужно соотнести оттенок красителя с имеющимся цветовым оформлением комнаты: неумело подобранный цвет будет перебивать гармонию обстановки.
Осуществляя покупку в магазине, стоит выбирать между несколькими разновидностями. Чтобы не сомневаться в выборе, стоит предварительно изучить информацию о каждой краске, пролистав отзывы на строительных форумах. Это позволит лучше ознакомиться с качественными показателями материала. Не стоит брать первое, что понравится на прилавке магазина: искусство продажи заключается в том, чтобы выставить на выгодное место тот материал, который нужно продать.
Это позволит лучше ознакомиться с качественными показателями материала. Не стоит брать первое, что понравится на прилавке магазина: искусство продажи заключается в том, чтобы выставить на выгодное место тот материал, который нужно продать.
Процесс покраски порошковой краской можно посмотреть ниже.
Порошковая краска
Порошковая краска представляет собой новейшее поколение красящих составов. Обладая множеством достоинств и выгодных отличий, как в технологических особенностях применения, так и в конечном результате, она стала альтернативной заменой большинству лакокрасочных средств и покрытий. За короткое время она завоевала многие сферы, от промышленности и строительства, до интерьерного дизайна помещений.
К преимуществам порошковой краски уверенно можно отнести:
- универсальность – она применяется практически везде, от автомобилестроения и фасадных работ, до декорирования бытовой техники, мебели и дизайнерских украшений;
- простота технологии – краска сразу готова к использованию без предварительной подготовки, а процедура окрашивания не занимает много времени;
- экономичность – процесс окрашивания можно назвать безотходным, ведь осыпавшиеся частицы порошка пригодны к повторному использованию;
- безопасность – составы абсолютно нетоксичны и не наносят вреда окружающей среде;
- качество окрашивания – ложится ровным слоем, не образует пузырей, не слоится и не течет, формируя покрытие небольшой толщины;
- высокая адгезия – надежно сцепляется со всеми типами поверхности, включая металлы;
- надежность – образуемое покрытие обладает стойкостью к различным видам воздействия, прочностью и долговечностью;
- эстетичность – широкий выбор оттенков, текстур и форматов.

По своему составу порошковая краска представляет собой смесь сухих полимеров, не требующих специальной подготовки и применения растворителей. Принцип покраски состоит в нанесении сухой красящей смеси на поверхность с дальнейшей полимеризацией. Благодаря такой технике краска наносится в один слой, образуя прочное покрытие, обладающее высокими защитными и эксплуатационными свойствами.
Структура порошковой краски
Состав и структурные компоненты порошковой краски – это смесь твердых полимерных частиц и красящих пигментов, для которой активной средой является не жидкий растворитель, а воздушный поток. И хотя химические компоненты порошковых составов похожи на состав жидких лакокрасочных средств, на практике их эксплуатационные свойства и характеристики различаются.
Ключевым моментом является отсутствие жидкой фракции, чем обусловлены:
- снижение требований к хранению и перевозке порошковой краски;
- увеличение срока пригодности;
- отсутствие вредных испарений;
- отсутствие горючих веществ и опасности возгорания.

Основой порошковых красок служат полимеры, обеспечивающие адгезию с поверхностью и плавление порошкового покрытия. Кроме основы, в состав смеси входят:
- наполнители в виде металлических оксидов, например, титановых и алюминиевых;
- пигменты, отвечающие за цветовые характеристики краски;
- пленкообразователи на смоляной основе;
- отвердители для эпоксидки;
- эфиры акриловых смол.
Все составляющие порошковых красок имеют сухую дробную консистенцию, которая отличается сыпучестью и длительным сроком пригодности. Пигмент и наполняющие вещества составляют около 50% от общего состава. В зависимости от типа и характеристик пигмента, краски могут различаться по цвету и текстуре покрытия, степени электризации и адгезионным показателям.
Пигменты, используемые для порошковых составов, полностью идентичны тем, которые используют для традиционных акриловых красок. Их количество и соотношение в композиции определяется типом краски, ее предназначением и итоговым цветом. Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Свойства порошковой краски
Основными отличиями и достоинствами, которыми обладает порошковая краска, являются ее структура и способ применения. Технология использования порошка заключается в сухом нанесении с последующей термической обработкой окрашенного изделия, в результате которой получают однородное покрытие, обладающее прочностью и устойчивостью.
Весь ассортимент порошковых красок можно разделить на категории по цветовым характеристикам и по химической основе. По цветовой пигментации различают:
- с содержанием пигмента – более плотные виды порошковой краски, выпускаемые в широком спектре оттенков и текстур, при нанесении образуют прочный слой красящего вещества, применяются для окрашивания различных изделий и материалов;
- без содержания пигмента – бесцветные порошковые структуры, образующие при полимеризации прозрачный лаковый слой, используются для лакирования окрашенных и неокрашенных поверхностей, например, придания блеска мебели или формирования защитного покрытия на токопроводящих металлах.

По химическому составу порошковую краску классифицируют на два основных типа:
- термопластичные – созданные одними из первых, представляют собой красящие составы, которые плавятся, меняя состояние полимеров, но оставаясь неизменными по химическому составу;
- термореактивные – пленкообразующие вещества, входящие в порошковую краску, при плавлении не только изменяются физически, но и вступают в реакцию, образуя новый химический продукт.
Термопластичный порошок подходит для использования в наружных и внутренних работах, покрытие обладает высокими эстетическими характеристиками и устойчивостью к влажности, атмосферному и химическому воздействию, но неустойчиво к термической нагрузке. Термореактивные краски легко переносят перепады температур, механические и атмосферные нагрузки, а также не поддаются химическим воздействиям.
Характеристики порошковой краски
Характеристики, присущие порошковой краске, принципиально отличаются от свойств и показателей привычных жидких красящих составов. Так как средой растворения для порошковой краски является воздух, а не жидкий растворитель, то основными ее качествами выступают:
Так как средой растворения для порошковой краски является воздух, а не жидкий растворитель, то основными ее качествами выступают:
- сыпучесть – порошок должен легко рассыпаться, не слеживаясь и не образовывая комков;
- однородность – частицы должны быть одной фракции, чтобы получать одинаковую степень электризации и ложиться тонким ровным слоем на окрашиваемую поверхность;
- стабильность – относительно как физических свойств, так и химического состояния смеси;
- фракция частиц – для нанесения тонкого и однородного слоя частицы краски не должны превышать размера 330 микрон, а оптимальным будет интервал от 50 до 100 микрон.
Еще одним немаловажным показателем является впитываемость. Качественная краска должна противостоять насыщению влагой, оставаясь сухой и сыпучей. Также отличительной особенностью, выделяющей порошковую краску среди разнообразных видов красителей, является технология окраски.
Традиционные способы нанесения, как использование кистей, валиков, а также погружение или обливание красящим составом, для порошковых смесей неприменимы. Порошковая краска наносится методом аэрозольного напыления, а также нанесения струей с помощью специального оборудования, сообщающего частицам красящей смеси электростатический заряд.
Порошковая краска наносится методом аэрозольного напыления, а также нанесения струей с помощью специального оборудования, сообщающего частицам красящей смеси электростатический заряд.
Нанесенная такими способами краска образует один тонкий и плотный слой, которого хватает для создания полноценного покрытия, не уступающего привычной жидкой окраске. При полимеризации расплавленные частицы формируют устойчивую пленку, выполняющую как эстетические, так и защитные функции. Та часть порошковой смеси, которая не адгезировала, а осыпалась с поверхности, пригодна для повторного использования.
Виды и полимеры, применяемые в порошковых красках
Кроме двух основных категорий, характеризующих способ пленкообразования, существует множество видов порошковой краски по типу химической основы и предназначения. По видам пленкообразующих веществ краски бывают:
- эпоксидные – на смоляной основе, отличаются высокой степенью прочности, устойчивостью к растворению, хорошей сцепкой с поверхностью, но склонны желтеть при высоких температурах;
- полиэфирные – обладают прекрасными эстетическими свойствами, сохраняют чистоту цвета, демонстрируют стойкость к атмосферным и механическим воздействиям, но чувствительны к химическим растворителям;
- поливинилхлоридные – оптимальные краски для дизайнерского и интерьерного применения в наружных и внутренних работах, обладают хорошей стойкостью и разнообразием цветовой и текстурной палитры;
- полиэтиленовые – отличаются термоустойчивостью, хорошо переносят механические нагрузки и обладают влагоотталкивающими свойствами, идеально подходят для покраски трубопроводных коммуникаций;
- полиамидные – декоративная категория для оформления интерьера внутри и снаружи зданий.

По назначению и степени стойкости также выделяют такие категории, как атмосфероустойчивые, антикоррозийные, цинковые, электроизолирующие и химически устойчивые виды красок. При их помощи окрашивают детали механизмов и оборудования, опоры и металлоконструкции для наружного монтажа, а также магистральные трубопроводы, в том числе и подводные.
Кроме того, порошковая краска выпускается в отдельных категориях для специального применения, как фасадная, текстурная, многоцветная и с металлическим блеском. При помощи этих красок можно создавать различные композиции, имитировать материалы и воплощать любые дизайнерские идеи. Номер цвета, степень блеска и индивидуальные свойства краски указываются производителем.
Применение порошковой краски
Техника применения порошковых смесей кардинально отличается от использования привычных красящих составов. В целом, процесс нанесения краски проще, экономичнее и занимает меньше времени, а достигаемый результат качественнее. Для порошковой покраски существует несколько способов, каждый из которых подбирают в зависимости от типа окрашиваемого изделия и материала.
Промышленное окрашивание предполагает использование покрасочных камер. Там частицы краски получают электростатический заряд и притягиваются к изделию, покрывая его даже в труднодоступных участках. Притяжение позволяет порошковой краске проникнуть в каждую щель и изгиб, формируя однородный слой. После нанесения краски изделия отправляются в термокамеру для полимеризации.
Металлические детали окрашивают с помощью трибостатики – метода, позволяющего наэлектризовать частицы краски без использования источника питания. Частицы получают заряд статического электричества в процессе трения, поэтому исключен электрический контакт металла и оборудования с последующим искрением и возгоранием. В обоих вариантах осыпавшиеся излишки порошковой смеси можно собрать и использовать повторно.
ПОЛИЭФИРНЫЕ ПОРОШКОВЫЕ КРАСКИ И ЛАКИ AMIKA™
Полиэфирные порошковые ЛКМ — один из светостойких и атмосферостойких видов порошковых материалов.
Стойкость к перегреву, атмосферным условиям и УФ-излучениям достигается благодаря содержанию насыщенных полиэфирных смол в составе порошковой краски.
Полиэфирные порошковые полимерные материалы относят к термореактивным краскам. Это значит, что защитно-декоративное покрытие образуется путем химических реакций при нагревании порошка на изделии.
Полиэфирная порошковая краска AMIKA™ не содержит отвердитель триглицидилизоцианурат (ТГИЦ, TGIC), который запрещен в Европе согласно постановлению Европейского союза производителей и импортеров красок. Отвердитель ТГИЦ классифицируют как мутаген – он имеет канцерогенный эффект и вызывает генетические изменения в организме человека
Полиэфирная порошковая краска позволяет получить прочное полимерное покрытие с устойчивостью к пожелтению под воздействием ультрафиолетового излучения, они не «мелят» на открытом воздухе, не царапаются и не трескаются при ударе и растяжении. Однако стойкость полиэфирных покрытий к органическим растворителям несколько ниже, чем у эпоксидно-полиэфирных и полиуретановых покрытий.
Полиэфиры используются для окраски фасадных металлических элементов, алюминиевых профилей для окон, садовой металлической мебели, решеток и ограждений, сельскохозяйственных машин, торгового, складского оборудования и других изделий, которые эксплуатируются как внутри помещения, так и в атмосферных условиях.
Для Потребителей порошковых красок AMIKA доступны цвета по каталогам RAL, NSC, Pantone. Под заказ разрабатываем цвет по образцу-эталону, который предоставляет клиент.
Полиэфирные полимерные материалы позволяют получить покрытия с разной степенью блеска (глянцевые, матовые, полуматовые) и типом поверхности (муар, шагрень, «антик»).
Архитектурные полиэфирные материалы AMIKA используют для окраски металлических изделий, которые подвержены постоянному воздействию погодных условий и УФ-излучению.
Порошковые краски AMIKA™ архитектурного назначения на основе полиэфирной смолы сохраняют исходный внешний вид покрытия в атмосферных условиях в течении 10 лет.
Серия архитектурных полиэфирных красок AMIKA™ P-PL-1321-Q получила международное одобрение P-1370 Qualicoat Class 1. После 1 года теста Флориды блеск покрытия составляет min 50% от контрольного образца.Полимерное покрытие AMIKA™ Qualicoat показывает стойкость к механическому воздействию и ультрафиолету на протяжении 15 лет;
Архитектурная гладкая полиэфирная порошковая краска П-ПЛ-1321
Архитектурная полиэфирная порошковая краска П-ПЛ-1321 шагрень
Архитектурная полиэфирная порошковая краска с эффектом «муар» П-ПЛ-1321
Архитектурная полиэфирная порошковая краска с эффектом «металлик» П-ПЛ-1321
Архитектурная полиэфирная порошковая краска Qualicoat P-PL-1321-Q гладкая
Индустриальная полиэфирная порошковая краска AMIKA™ — износостойкая и ударопрочная, выдерживает постоянное воздействие прямого ультрафиолетового излучения в течение нескольких лет.
Порошковые краски индустриального назначения на основе полиэфирной смолы используют для окраски торгового и светового оборудования, шкафов, стеллажей, мебели и прочих металлических изделий, которые не предназначены для длительной эксплуатации на улице.
Индустриальная гладкая полиэфирная порошковая краска П-ПЛ-1321
Индустриальная полиэфирная порошковая краска П-ПЛ-1321 шагрень
Индустриальная полиэфирная порошковая краска с эффектом «муар» П-ПЛ-1321
Индустриальная полиэфирная порошковая краска с эффектом «металлик» П-ПЛ-1321
Порошковые полиэфирные лакокрасочные материалы без пигмента — представляют собой бесцветные покрытия, которые выполняют разные функции:
- Самостоятельно: как прозрачный, глянцевый полимерный слой. Полиэфирный лак подчеркивает фактуру металлической поверхности и защищает от коррозии и окисления;
- Двухслойная система: порошковая краска плюс лак. Лаковое покрытие служит дополнительной защитой для изделия и повышает износостойкость и устойчивость к ультрафиолету порошкового покрытия.
© AMIKA™, 2017
Все права защищены
Сайт разработан
компанией «WebCompany»
Производство порошковых ЛКМ AMIKA™
ул. Строителей, 6, г. Дзержинск, Минская обл., Беларусь, 222720
- Для зарубежных партнеров:
Для партнеров Республики Беларусь:
© AMIKA™, 2017
Все права защищены
Сайт разработан
компанией «WebCompany»
Потребитель AMIKA с радостью приобретает образцы краски, так как знает, что это не просто 1 кг порошковой краски в маленьком гофрокоробе, а это его личный вклад в одно большое и доброе дело – БЛАГОТВОРИТЕЛЬНОСТЬ.
Всю сумму, полученную в результате продажи образцов, мы перечисляем в UNIHELP — международное благотворительное общественное объединение (подробная информация на сайте unihelp.by).
Помогайте прямо сейчас! Звоните по указанным телефонам или оставляйте контактные данные в форме ниже и наш менеджер свяжется с Вами в течении 3-х минут. Больше образцов — больше помощь!
Для партнеров Республики Беларусь:
Образцы добра
Мы это делаем не ради себя, а ради тех, кому действительно нужна помощь.
Получи уникальное предложение от наших партнеров:
ООО «Краскоснаб»
Московская обл. г.Долгопрудный, ул. Летная,д.1
We know our competitors, respect them and are ready to participate in joint projects, but we choose our own path of development.
To the question «»Who is our competitor and why AMIKA is better than other manufacturers?» we answer: «We are no better than others.» And at the same time, the number of those who choose AMIKA powder paint is increasing every day.
Because AMIKA today is much better than AMIKA a month ago. And in a month it will be even better. Now do you represent our development in six months? ..
If you compare AMIKA with other manufacturers, remember: if you believe in us, in our product and feel a personal approach to work, and this approach helps your business — we are the best. If you do not believe — not the best ..
AMIKA is looking for customers who are constantly evolving and believe in the same values. Therefore, we work diligently with each other and achieve common goals. The customer who chooses the AMIKA powder paint becomes a continuation of our philosophy in business relationships.
We are looking for those who will stand with us and go to the same goal
Порошковая краска. Основные сведения
Порошковые лакокрасочные материалы — многокомпонентные дисперсные системы, состоящие из твердых частиц-пленкообразующей основы и разделяющей их среды-воздуха. Они могут быть непигментированными-лаками и пигментированными-красками. Наибольшее применение имеют краски, образующие непрозрачные (кроющие) покрытия тех или иных цветов. Лаки используют там, где цвет покрытия не имеет существенного значения или по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру покрываемой поверхности, например в мебельном производстве, при лакировании проводов, некоторых видов пластмасс и т.д.
Как и к жидким краскам, к порошковым предъявляется ряд требований; главные из них-способность к тонкослойному нанесению на поверхность и формированию покрытий, обладающих комплексом необходимых свойств.
Имея близкие с жидкими красками состав (по сухому остатку) и назначение, порошковые краски, однако, существенно отличаются от них по свойствам. Эти отличия вытекают из разного их физического состояния. Если традиционные жидкие краски-растворы и дисперсии — типичные жидкие тела и для их оценки используются показатели и методы, свойственные жидкому состоянию вещества, то порошковые лакокрасочные материалы относятся к группе твердых (порошковых) тел; для них характерны иные свойства и идентификация осуществляется методами, типичными для твердого (порошкообразного) состояния вещества. То, что в порошковых красках в качестве дисперсионной (разделяющей частицы) среды выступает воздух, а не растворитель или вода, как это имеет место в жидких лакокрасочных материалах, делает их технически, экологически и экономически выгодными в применении. Порошковые краски поэтому условно относят к материалам со 100%-ым сухим остатком. Облегчается хранение и транспортировка красок; для порошковых материалов не требуется герметичной жесткой тары.
Появление порошковых лакокрасочных материалов потребовало и разработки специфичных методов их нанесения на поверхность. Многие традиционные для жидких красок методы нанесения — валковый, окунание, облив, кистевой и другие-оказались, в принципе, непригодными для нанесения порошковых. Вместе с тем оправдали себя методы, основанные на применении аэрозольной технологии, -электростатическое и струйное распыление, нанесение в кипящем слое и др.
Порошковые краски — материалы, формирующие покрытия при нагревании. В связи с энергетической проблемой снижение температуры и времени формирования покрытий с целью уменьшения расхода энергии — одна из важных и первоочередных задач при разработке и использовании этих материалов. .
Выпускаемые краски классифицируют по химическому признаку, типу пленкообразователя и назначению покрытий. В химическом отношении выделяют две группы материалов:
- на основе термопластичных,
- на основе термореактивных пленкообразователей.
Первые образуют покрытия без химических превращений, в основном за счет сплавления частиц и охлаждения расплавов. Получаемые из них пленки обратимы-термопластичны и нередко растворимы. Их состав соответствует составу исходного материала. Краски второй группы формируют покрытия в результате сплавления частиц и последующих химических превращений. Такие покрытия необратимы-неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок. Первоначально в промышленности преобладал выпуск термопластичных красок, затем объем производства красок на термореактивных пленкообразователях резко возрос и в настоящее время в различных странах составляет до 80 % общего выпуска порошковых лакокрасочных материалов.
Классификация красок по типу пленкообразователя в основном исходит из названия полимера или олигомера, входящего в их состав. Так, говоря о красках эпоксидных, полиэфирных, поливинил-хлоридных , полиэтиленовых, понимают, что они изготовлены на основе этих пленкообразователей. По назначению различают краски для получения атмосферостойких, химически стойких, антифрикционных, электроизоляционных и других покрытий.
Состав порошковых покрытий
Автор: FEIHONG Powders | 3 июля 2012 г.
Порошковые покрытия — это органические покрытия, состоящие из сухих, твердых (не содержащих растворителей). Базовая формула порошков состоит из различных материалов: смолы, отвердителя, наполнителя, пигмента и добавок.
Смола
Для порошковых покрытий в настоящее время используются два типа смол: термопласты или термореактивные.
- Термопластические порошки: эти порошки (например, полиэтилен, ПВХ и т. Д.) Будут плавиться и стекать вместе в один слой (покрытие) при нанесении. Если впоследствии это покрытие нагреть, слой станет слабым.
- Термореактивные порошки: Покрытие плавится при температуре от 150 до 200 ° C, потечет и затвердеет. Эти покрытия не станут слабыми при воздействии высоких температур. Наиболее распространенные термореактивные порошки состоят из одной или нескольких из следующих смол: эпоксидной, полиэфирной, полиэфир-уретановой, акрилатной.
Отвердитель
Отвердитель — один из важнейших ингредиентов формулы порошка. Отвердитель отвечает за отверждение порошка и определяет вместе со смолой особые свойства покрытия: химическую стойкость, термическую стабильность, физические и механические характеристики.
Пигмент
Для придания цвета используются пигменты. Существуют как органические, так и неорганические пигменты. В зависимости от области применения можно выбирать между легкими пигментами, безопасными при контакте с пищевыми продуктами или термостабильными пигментами.
Наполнитель
Наполнители в порошковых покрытиях используются для улучшения технического состояния системы. Это может быть: а. чтобы предотвратить провисание пленки b. для повышения стойкости к истиранию c. для повышения влагостойкости
Добавки
Общие сведения о порошковом покрытии — процесс, компоненты и особенности выбора
Оператор наносит порошковое покрытие на металлическую деталь.Изображение предоставлено: al7 / Shutterstock.com
Порошковое покрытие — это процесс отделки, при котором сухой, сыпучий, термопластичный или термореактивный порошковый материал наносится на поверхность, плавится и затвердевает, образуя ровное покрытие. Этот процесс отделки подходит для различных материалов, включая металлы, пластмассы, стекло и древесноволокнистую плиту средней плотности (МДФ), и может обеспечивать как функциональные, так и декоративные покрытия поверхности в широком диапазоне цветов, отделки и текстур, которые трудно получить с помощью обычные методы нанесения жидких покрытий.
Существует два основных метода порошкового покрытия: электростатическое напыление (ESD) и нанесение в псевдоожиженном слое. Любой из этих процессов позволяет получить ровную твердую поверхность, которая, как правило, более долговечна, экономична и экологически безопасна, чем сопоставимое жидкое покрытие. Однако, хотя порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных применений, таких как покрытия для тонких пленок или крупных деталей.Требования и спецификации, предъявляемые к конкретному нанесению порошкового покрытия — например, среда нанесения, материалы подложки, размеры, стоимость, время выполнения работ и т. Д. — помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Несмотря на то, что каждый процесс нанесения покрытия имеет свои преимущества и недостатки, в этой статье основное внимание уделяется порошковому покрытию, излагаются основы процесса порошкового покрытия и необходимые компоненты и механика системы порошкового покрытия. Кроме того, в статье исследуются преимущества и ограничения процесса порошкового покрытия и приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Процесс порошкового покрытия
Порошковое покрытие — это многоступенчатый процесс обработки поверхности, подходящий как для металлических, так и для неметаллических поверхностей. Метод включает этапы подготовки, нанесения и отверждения, и, как минимум, использует распылительный пистолет, окрасочную камеру и сушильную печь. Чтобы процесс нанесения покрытия шел гладко и с оптимальной производительностью, производители и поставщики услуг отделки должны учитывать несколько факторов, таких как материал основы, на который наносится покрытие, и его свойства, а также тип используемого порошкового материала покрытия.
Обзор процесса и оборудования
В отличие от процесса жидкого покрытия, в котором используется жидкая суспензия покрытия, порошковое покрытие — это процесс сухой чистовой обработки, в котором используется порошковый материал покрытия. Во время процесса порошкового покрытия порошок наносят на предварительно обработанную поверхность основы, расплавляют, а затем сушат и затвердевают, образуя защитное / декоративное покрытие. Этот процесс состоит из трех этапов: подготовка поверхности, нанесение покрытия и термоотверждение. На каждом этапе используется набор материалов и оборудования, указывающих на его особенности (например,g., на стадии отверждения используется печь для отверждения), и при правильном завершении способствует получению прочной, ровной поверхности.
Стадия подготовки: Перед нанесением любого порошкового покрытия поверхность основания должна быть очищена и обработана, чтобы гарантировать, что на детали не будет пыли, грязи и мусора. Если поверхность недостаточно подготовлена, любые оставшиеся остатки и отложения могут повлиять на адгезию порошка и качество окончательной отделки.Полная подготовка в основном зависит от покрываемого материала. Однако некоторые из этапов, которые обычно используются на этом этапе, включают очистку, ополаскивание, травление, струйную очистку и сушку, а наиболее широко используемое оборудование включает в себя моечные станции, камеры струйной обработки и сушильные шкафы.
Масло, жир, растворитель и остатки могут быть удалены с поверхности детали с помощью слабых щелочей и нейтральных моющих средств в баках для погружения или с помощью моечных станций. Станции мойки могут опрыскивать детали горячей водой, паром, моющими средствами и другими растворами для предварительной обработки для очистки, химической подготовки и ополаскивания поверхности перед нанесением покрытия.
Детали с поверхностными обломками — например, ржавчиной, окалиной, имеющейся краской или отделкой и т. Д. — обычно требуют использования помещения для очистки. Абразивная комната — это помещение, в котором используется жидкость под давлением — обычно сжатый воздух — для продвижения абразивного материала, такого как песок, гравий или дробь, по поверхности. Подвижный абразивный материал удаляет поверхностный мусор, создавая более чистую, гладкую текстуру и поверхность, на которую наносится материал покрытия.
В некоторых случаях порошкового покрытия также используется сушильная печь.Подобно печи, используемой на стадии отверждения, сушильная печь испаряет оставшуюся воду или растворы с вымытых или ополоснутых деталей, а также нагревает детали до оптимальной температуры для стадии нанесения покрытия.
Если конструкция компонента требует, чтобы определенные участки оставались без покрытия, маскирующие продукты (например, маскирующие точки) наносятся на основу до стадии нанесения. Эти вышеупомянутые продукты доступны во множестве стандартных и нестандартных форм и форм. Однако, как правило, они изготовлены из бумаги или пластиковой пленки, покрытой чувствительным к давлению клеем, который позволяет им прилипать к подложке и защищать покрытую область от контакта с порошковым материалом во время операций порошкового покрытия.
Этап нанесения: Как обсуждается в следующем разделе, существует два типа материалов для порошкового покрытия, которые можно наносить. Тип материала покрытия, используемого при нанесении покрытия, частично определяет метод нанесения. Производители и поставщики услуг отделки используют два основных метода порошкового покрытия — электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
- Электростатическое осаждение (ESD) : На большинство металлических деталей, покрытых порошковой краской, материал покрытия наносится посредством электростатического напыления.В этом методе нанесения используется камера для порошкового напыления, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
Покрасочная камера служит рабочей зоной для нанесения порошкового материала на деталь, а также может действовать как воздушный фильтр и система удержания и утилизации избыточного распыления порошка. Псевдоожиженный порошковый материал распределяется от устройства подачи к распылительному пистолету, который используется как для передачи электрического заряда порошку, так и для нанесения его на основу. Обычно используются три типа электростатических пистолетов — Corona, Tribo и Bell.При использовании распылителя Corona для нанесения порошковых покрытий, когда порошковый материал проходит через переднюю часть пистолета, заряжающий электрод, питаемый от блока питания, передает полевой заряд частицам порошка. В пистолетах Tribo заряд генерируется порошком, проходящим через разнородный материал, такой как ствол пистолета, а в пистолетах Bell пороховой материал заряжается как за счет проводимости, так и за счет коронного разряда, когда он выливается из раструба пистолета. В любом случае электрически заряженные частицы могут прилипнуть к электрически заземленной поверхности детали и останутся прилипшими до тех пор, пока сохраняют часть своего заряда.Любой излишек распыляемого материала может быть собран системами сбора и извлечения и повторно использован в будущих покрытиях.
- Порошковое покрытие в псевдоожиженном слое : В отличие от ESD, где материал порошкового покрытия электростатически распыляется и приклеивается к поверхности, в порошковом покрытии в псевдоожиженном слое предварительно нагретые детали вместо этого погружаются в порошковый материал в псевдоожиженном слое. Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который генерирует облако электрически заряженных частиц порошка над псевдоожиженным слоем, через которое проходит часть для нанесения покрытия.
Стадия отверждения: Особенности и характеристики стадии отверждения процесса порошкового покрытия в основном определяются методом нанесения порошкового покрытия, а также типом используемого материала порошкового покрытия.
- Отверждение деталей с покрытием ESD : Детали с порошковым покрытием с помощью ESD должны быть отверждены в печи для отверждения порошка. Хотя график отверждения — температура и время, которое порошковое покрытие должно выдержать в печи для отверждения для достижения полного отверждения — для детали с порошковым покрытием в основном зависит от ее размера, формы и толщины, обычно печь для отверждения работает от 325 до При температуре 450 градусов по Фаренгейту время отверждения составляет от десяти минут до более часа.Соответственно, меньшие детали с порошковым покрытием требуют меньшего времени отверждения и меньших объемов нагретого воздуха для полного отверждения, а более крупным деталям требуется больше. Когда деталь с покрытием ESD достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и сливаются вместе, образуя сплошную пленку на поверхности детали.
- Отверждение деталей с покрытием в псевдоожиженном слое : Для деталей с порошковым покрытием в псевдоожиженном слое детали нагреваются перед стадией нанесения покрытия в печах, аналогичных тем, которые используются для отверждения деталей с покрытием ESD.Когда предварительно нагретая деталь погружается в материал покрытия, частицы порошка плавятся и текут вместе при контакте с нагретой поверхностью детали. Детали, на которые нанесено порошковое покрытие с электростатическим псевдоожиженным слоем, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как покрытие, полученное обычным методом псевдоожиженного слоя, — либо деталь можно нагреть и отвердить в печи для отверждения после нанесения покрытия, как и в случае покрытий, полученных методом покрытия электростатическим разрядом.
В любом случае, когда деталь с порошковым покрытием остынет достаточно, чтобы ее можно было обрабатывать, деталь можно, при необходимости, собрать, упаковать и отправить.
Автоматизированная система порошкового покрытия, управляемая рабочим.Изображение предоставлено: Alba_alioth / Shutterstock.com
Рекомендации по материалам порошкового покрытия
Как указано в предыдущем разделе и таблице 1 ниже, в процессе порошкового покрытия используются два основных типа материалов покрытия — термореактивные и термопласты.Каждый тип может применяться одинаково, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Таблица 1 — Сравнение типов порошковых покрытийТермореактивные элементы | Термопласты |
Способен выдерживать высокие температуры | Может размягчиться / плавиться при воздействии высоких температур |
Не подлежит переплавке, риформингу и переработке | Может быть переплавлен, преобразован и переработан |
Повышенная устойчивость к царапинам и царапинам | Повышенная ударопрочность |
Чувствительность к хрупкости и чрезмерному упрочнению (особенно в толстых покрытиях) | Более гибкие при толстых покрытиях |
Для затвердевания требуется цикл отверждения | Не требует цикла отверждения для отверждения |
Проходит необратимую химическую реакцию | Химически не изменяет |
Применяется только методом электростатического разряда (обычно) | Применяется как методом электростатического разряда, так и методом псевдоожиженного слоя |
При первом нанесении на подложку материал термореактивного порошкового покрытия имеет короткие молекулы полимера.Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивки, которая связывает длинные цепи молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердеть до тонкого, ровного и твердого покрытия при соблюдении надлежащего графика отверждения.
Термопластичные порошковые покрытия не требуют цикла отверждения. Вместо этого термопластическому материалу требуется только время и температура, необходимые для плавления, вытекания и создания пленочного покрытия.В отличие от термореактивного материала, который подвергается химической реакции на стадии отверждения, термопластические материалы не меняют своих физических или химических свойств при воздействии тепла. Следовательно, их можно переплавлять, реформировать и повторно использовать для нанесения покрытий в будущем.
Некоторые соображения, которые следует учитывать при выборе между термореактивным и термопластичным материалом покрытия, включают метод нанесения и предполагаемое применение покрытия. Обычно термореактивные порошки наносятся только методом электростатического разряда.Это ограничение существует потому, что погружение предварительно нагретых деталей в термореактивный порошок может вызвать сшивание любого избыточного порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивания вызывает необратимые изменения порошкового материала, такие явления могут привести к чрезмерным отходам материала покрытия. Процесс отверждения позволяет термореактивным пластикам получать более твердые покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и царапинам.Однако более твердое покрытие может также ограничивать ударопрочность термореактивных покрытий, а чрезмерное затвердевание может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластический порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок. Хотя возможность повторного плавления дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчаться или плавиться.
Рекомендации по материалам подложки
Порошковые покрытия в основном наносятся на металлические поверхности, такие как сталь, нержавеющая сталь и алюминий. Однако их также можно наносить на неметаллические основы, такие как стекло, дерево или древесноволокнистые плиты средней плотности. Диапазон подходящих материалов для процесса порошкового покрытия ограничен материалами, которые могут выдерживать температуры, необходимые для плавления и отверждения материала порошкового покрытия без плавления, деформации или самого горения.
Выбранный материал также помогает определить используемый метод покрытия. Поскольку металлы могут быть электрически заземлены, материал покрытия обычно наносится на металлические подложки методом электростатического напыления, но их также можно наносить методом псевдоожиженного слоя. С другой стороны, поскольку неметаллы не могут быть в достаточной степени заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
Порошковое покрытие и возможности
Примеры цветных порошковых покрытий на пружинных деталях.Изображение предоставлено: SUWIT NGAOKAEW / Shutterstock.com
Порошковые покрытия можно наносить в широком диапазоне цветов, отделок, текстур и толщин, которые трудно получить с помощью обычных методов жидкого покрытия. Материалы порошкового покрытия могут быть изготовлены практически любого цвета и могут использоваться как в защитных, так и в декоративных целях. Окончательная отделка порошкового материала варьируется от матовой до глянцевой и от прозрачной до блестящей или металлической.Также доступны различные текстуры для декоративных целей или скрытия неровностей поверхности.
Процесс порошкового покрытия позволяет наносить более широкий диапазон толщины покрытия. По сравнению с процессом нанесения жидкого покрытия, порошковое покрытие может более легко создавать более толстые и ровные покрытия, особенно при использовании метода нанесения покрытия в псевдоожиженном слое. Используя метод электростатического разряда, можно также получать тонкие, ровные покрытия; хотя и не такие тонкие, как покрытия, полученные с помощью процесса нанесения жидких покрытий.
Преимущества порошкового покрытия
Процесс порошкового покрытия имеет ряд преимуществ по сравнению с традиционными методами нанесения жидких покрытий, включая повышенную долговечность, возможность получения более специализированных покрытий, меньшее воздействие на окружающую среду, более быстрое время выполнения работ и более низкие материальные затраты.
Помимо того, что порошковые покрытия доступны с широким спектром вариантов отделки, они обычно более долговечны и долговечны, чем жидкие покрытия. Они демонстрируют более высокую стойкость к ударам, влаге, химическим веществам и износу и обеспечивают лучшую защиту от царапин, истирания, коррозии, выцветания и общего износа. Эти характеристики делают их подходящими для приложений с интенсивным использованием и высокой посещаемостью.
Еще одним преимуществом процесса порошкового покрытия является отсутствие выбросов растворителя и диоксида углерода, наличие опасных отходов, требующих утилизации, и, как правило, требований к грунтовке поверхности.Эти исключения ограничивают количество токсичных и канцерогенных веществ, выбрасываемых в окружающую среду на протяжении всего процесса, и способствуют признанию порошкового покрытия как более экологичной альтернативы жидким покрытиям.
Процесс порошкового покрытия может иметь гораздо более низкие долгосрочные затраты по сравнению с процессом нанесения жидкого покрытия из-за того, что он в целом имеет более быстрый цикл обработки и более широкое использование материала покрытия. Поскольку стадия отверждения порошкового покрытия позволяет собирать, упаковывать и отправлять детали с порошковым покрытием сразу после того, как деталь остынет, детали тратят меньше времени на инвентаризацию, что позволяет производителям и поставщикам услуг отделки иметь более быстрый оборот и меньше требовать места для хранения.Процесс порошкового покрытия также позволяет собирать и перерабатывать материал излишков распыления вместо того, чтобы выбрасывать его впустую, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Ограничения порошкового покрытия
Хотя процесс порошкового покрытия имеет несколько важных преимуществ по сравнению с жидким покрытием, он также имеет ограничения. Ограничения порошкового покрытия включают ограниченный диапазон подходящих материалов подложки, сложность получения ровных, тонких покрытий, более длительное время изготовления покрытий с изменяющимся цветом, более длительное время высыхания и отверждения для больших деталей и более высокие начальные затраты.
Как упоминалось ранее, материалы подложки должны выдерживать температурные требования стадии отверждения, чтобы быть пригодными для нанесения порошкового покрытия. Даже если материал выдерживает нагревание, получение равномерного покрытия все равно может оказаться проблематичным, особенно для тонких или многоцветных покрытий. Тонкие покрытия трудно получить, так как сложно контролировать количество порошкового материала, наносимого на основу во время стадии нанесения, при этом обеспечивая равномерное покрытие.Многоцветные покрытия сложно получить быстро, потому что любые излишки распыления необходимо тщательно собирать и очищать от области распыления между сменами цвета; в противном случае это может вызвать перекрестное загрязнение переработанных или повторно используемых материалов.
Хотя процесс порошкового покрытия со временем может иметь более низкие затраты, для конкретных применений покрытия может быть более рентабельным использование жидких покрытий. Например, в то время как детали с порошковым покрытием обычно имеют более быстрый цикл обработки, большие, толстые или тяжелые детали, как правило, требуют более высоких температур и более продолжительного времени отверждения и сушки; Эти удлиненные графики отверждения не только задержат производственный процесс, но и приведут к более высоким затратам на электроэнергию.Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также обычно выше, чем в случае нанесения жидкого покрытия, поскольку для этого процесса требуется распылительный пистолет, специализированная окрасочная камера и печь для отверждения. Последние две части оборудования существенно увеличивают начальные затраты на запуск и могут сделать порошковое покрытие непригодным для низкобюджетной операции.
Выбор поставщика услуг отделки
Процесс порошкового покрытия может использоваться в самых разных производственных областях.Конкретные производственные требования приложения — например, будь то прототип, разовое производство, длительное производство и т. Д. — помогают определить поставщика услуг окончательной обработки, который лучше всего подходит для рассмотрения.
Для производителей, которые не могут выполнять операции порошковой окраски на собственном предприятии, их прототипы, краткосрочные и долгосрочные работы могут выполняться в мастерской или поставщиком отделочных услуг, который предлагает услуги по порошковой окраске. Рабочие мастерские существуют любого размера (от одного человека до предприятий с сотнями обученных сотрудников) и с широким спектром возможностей и специальностей по нанесению покрытий.Для нанесения покрытий в больших объемах, подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут спроектировать и построить индивидуальные системы для нанесения покрытий на определенные детали, что гарантирует, что детали покрываются равномерно и в соответствии с требуемыми спецификациями. Хотя последний вариант является дорогостоящим, если судить по первоначальным инвестициям, в течение нескольких лет он может продемонстрировать гораздо более низкую стоимость детали.
Некоторые производители могут предпочесть завершение отделочных операций собственными силами, и в этом случае им потребуется вложить средства в приобретение или покупку оборудования для порошковой окраски.Первоначальные вложения в оборудование высоки, и рабочие должны быть обучены использованию и обслуживанию машин, но в долгосрочной перспективе, особенно если операции по нанесению порошкового покрытия выполняются регулярно, это может оказаться более рентабельным вариантом. Производители отделочного оборудования могут предложить стандартное оборудование для порошкового покрытия, а также услуги по проектированию и изготовлению индивидуальных систем порошкового покрытия, а также предоставить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в приобретение стандартного оборудования или создание индивидуальной системы, обученные консультанты по порошковой окраске могут предоставить некоторую информацию и помощь, поскольку они могут предоставить как незаинтересованные знания, так и связи с поставщиками.
При выборе между выполнением работ по нанесению порошкового покрытия собственными силами или аутсорсингом для ремонтной мастерской или подрядчика, важно, чтобы производитель понимал затраты и преимущества обоих вариантов, чтобы выбрать тот, который лучше всего подходит для их нанесения порошкового покрытия.
Сводка
Выше описаны основы процесса порошковой резки и оборудования, а также некоторые соображения, которые могут быть приняты во внимание производителями при принятии решения о том, является ли порошковое покрытие наиболее оптимальным решением для их конкретного нанесения покрытия.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- https://www.powdercoating.org/page/whatisPC
- https://www.rit.edu
- https://www.finishing.com/library/pennisi/powder.html
- https://www.pfonline.com/articles/understanding-fluidized-bed-powder-coating
Прочие изделия для порошковых покрытий
Больше от Custom Manufacturing & Fabricating
Powder Coating — обзор
2.3.11 Порошковое покрытие
Порошковое покрытие — один из методов, при котором используется 100% твердый материал покрытия. При порошковой окраске предварительно приготовленный порошок покрытия в твердой форме наносится непосредственно на основу. Это экологически безопасный процесс по сравнению с методами нанесения покрытий на жидкой основе, поскольку в нем не используются растворители, выделяется очень небольшое количество ЛОС и образуется мало отходов или опасных химикатов. Сушка не требуется, так как вода не используется, что может привести к экономии энергии (Waelde, 2001).Помимо своей экологической привлекательности, порошковое покрытие также обладает уникальными характеристиками, поскольку частицы имеют большую площадь поверхности. Также возможно создание богатых покрытий с минимальным проникновением.
Один из старейших методов порошкового покрытия — это покрытие в псевдоожиженном слое. Воздух проходит через контейнер, заполненный частицами покрытия, и осторожно поднимает частицы. В результате возникают движения частиц, подобные жидкости. Когда нагретый субстрат погружается в псевдоожиженный слой, частицы, соприкасающиеся с субстратом, плавятся и прилипают к нему (Waelde, 2001).Это имеет то преимущество, что обеспечивает равномерную толщину покрытия, но требует предварительного нагрева подложки выше температуры плавления порошка покрытия, что может не подходить для большинства текстильных подложек (Licari, 2003). Следовательно, он в основном используется для процессов нанесения покрытий на металл (Waelde, 2001). Процесс нанесения покрытия в электростатическом псевдоожиженном слое позволяет избежать проблем с предварительным нагревом (Bellemare, 1997). Вместо воздуха он использует электростатические заряды для разделения частиц порошка и создания необходимого жидко-подобного движения перед осаждением.
Покрытие методом рассеивания — это метод порошкового покрытия, при котором порошок покрытия равномерно распределяется по поверхности основы с помощью вращающегося разбрасывающего валика. Количество наносимого порошка определяется дозирующим валиком, его скоростью вращения и скоростью линии подложки (Jarrell, 1992; Glawe et al. , 2003). При нанесении порошкового точечного покрытия порошок покрытия наносится непосредственно на поверхность подложки с помощью гравированного валика, как показано на рис. 2.15 (Jarrell, 1992; Anon, 2002b).
2.15. Порошковое точечное покрытие
Порошковое покрытие Vs. Гальваника и мокрая краска
.
Мир состоит из важных бинарных элементов: мужчины и женщины, добро и зло, консерваторы и либералы и многие другие. В то время как большинство этих противоборствующих сил привлекают много внимания общественности в матче недовольства в стиле утренней доски, некоторые из этих двоичных файлов только всплывают на поверхность, когда они становятся важными при определенных выборах. В мире производства листового металла соответствие между лучшими методами отделки отдельного продукта определяется раздельным решением.Совпадение порошкового покрытия с влажной краской и гальванических покрытий далеко не единодушно… и вместо этого решается в каждом конкретном случае. Чтобы лучше понять, какой метод обработки листового металла лучше всего подходит для изготовления вашего продукта. Понимая основные принципы, процессы и преимущества / недостатки как покрытия, так и влажной окраски / гальваники, вы можете создать свой продукт, который поразит всех остальных.
Порошковое покрытие
Порошковое покрытие — это завершающий процесс, при котором покрытие наносится электростатическим способом на поверхность в виде свободно плавающего сухого порошка перед использованием тепла для окончательной отделки покрытия.Пудра может быть изготовлена из любого количества продуктов: полиэстера, полиуретана, полиэфир-эпоксидной смолы, прямой эпоксидной смолы и акрила. Порошковая окраска — это процесс отделки, позволяющий получить толстое твердое покрытие, более жесткое, чем у обычных красок. Порошковое покрытие можно найти на широком диапазоне продуктов, от бытовой техники до автомобильных запчастей.
Процесс —
Порошковое покрытие может быть выполнено одним из двух процессов: термореактивным и термопластичным. При термоотверждении используются дополнительные химические вещества, которые вступают в реакцию с порошком при нагревании.Термопласты не содержат дополнительных химикатов, а просто плавятся и перетекают в окончательное покрытие. Оба процесса порошковой окраски выглядят очень похоже, за исключением этой отличительной особенности. Термореактивный или термопластический порошок создается путем взятия порошка и связывания элементов вместе. Во-вторых, нагревают смесь, раскатывают продукт, а затем разбивают полимерный продукт на стружку. Наконец, можно измельчить в мелкий порошок.
Каждый из процессов порошкового покрытия, как правило, после создания порошка путем подготовки металла для нанесения покрытия.Объект очищается с особым вниманием к удалению любого мусора и масла, которые могут препятствовать прикреплению сухого порошка. Затем сухой порошок наносится электростатическим способом — процесс, при котором частицы порошка и объект заряжаются за счет электростатического выброса высокого напряжения. Эта электростатическая стадия порошкового покрытия значительно увеличивает эффективность и производительность процесса нанесения покрытия почти на 95%. Тратится меньше краски, и металлический объект полностью покрывается.
Напыленное порошковое покрытие затем отверждается при температуре до 400 градусов в течение десяти минут, чтобы покрытие могло закрепиться на объекте.Во время схватывания порошок плавится и обтекает объект. Тепло не только плавит порошок, но и связывает полимер в более тяжелый полимер, который образует плотную сетчатую отделку. Отверждение не только покрывает изделие из листового металла, но также связывает полимер в более плотное и тяжелое покрытие.
Преимущества —
Преимущества процесса порошковой окраски многочисленны. Во-первых, порошковое покрытие приводит к получению толстой и плотной отделки металлических изделий, которая может быть более прочной и долговечной, чем обычная окраска.Во-вторых, порошковое покрытие обычно представляет собой однослойное покрытие, поэтому процесс может быть довольно быстрым и легким. В-третьих, порошковое покрытие может включать в себя несколько индивидуальных цветов и текстур отделки, поскольку порошки, которые распыляются на предмет, могут быть умело обработаны. В-четвертых, порошковое покрытие — это экологически безопасный процесс отделки, поскольку он производит небольшое количество летучих органических соединений. Наконец, порошковое покрытие создает наиболее ровные поверхности (горизонтальные и вертикальные), потому что порошок распыляется и нагревается без капель или следов нанесения.
Недостатки —
У процесса порошкового покрытия есть два основных недостатка. Во-первых, порошковое покрытие делает металлические изделия более толстыми. Для этого покрытия может быть довольно сложно получить тонкую отделку, особенно потому, что по мере того, как полимер истончается, он имеет тенденцию создавать неровную текстуру, похожую на кожуру апельсина. Во-вторых, для небольших работ по обработке листового металла может потребоваться менее затратный или сложный процесс отделки. Для порошкового покрытия требуются напыляемые материалы, электростатическая камера и печь — все это может быть дорогостоящим и задействованным для небольших проектов.
Мокрая краска и покрытие
Мокрая краска — это традиционный (хотя и технологичный) процесс нанесения жидкой краски на металлическое изделие для отделки. В большинстве процессов изготовления листового металла используется распылитель, насос или сосуд под давлением для равномерной подачи влажной краски. Покрытие — это процесс, при котором металл наносится на проводящую поверхность. (Подумайте, как можно позолочить ювелирные изделия.) Покрытие можно использовать для многих целей: украшения, ингибирование коррозии, улучшение износостойкости, упрочнение, уменьшение трения или улучшение адгезии краски.
Процесс —
Процесс мокрой окраски выполняется путем тщательной очистки металлического объекта перед струйной очисткой жидкой краски до однородной толщины примерно 15-20 микрометров. Влажная краска наносится до тех пор, пока продукт не будет равномерно покрыт краской желаемой толщины. Процесс нанесения покрытия может быть довольно сложным и зависит от желаемого металла для нанесения покрытия и желаемого эффекта. Обычно предмет покрывается желаемым металлом, и для его плавления применяется определенная комбинация тепла и давления, хотя пары, вакуум и жидкости также могут использоваться в качестве адекватной замены тепла или давления традиционных процессов нанесения покрытия.
Преимущества —
Преимущества влажной окраски и гальваники дополняют покрытие. Во-первых, влажная краска идеально подходит для изделий, которые нельзя нагревать для порошковой окраски. Мокрая краска не требует для отделки печи. Во-вторых, влажная краска может давать более широкий диапазон цветов, чем порошковое покрытие, поэтому для более нестандартной цветовой обработки может потребоваться окраска распылением и покрытие. В-третьих, влажная краска и гальваническое покрытие могут дать гораздо более тонкую поверхность, чем порошковое покрытие. Для продуктов, требующих тонкого покрытия, влажная краска может принести большую пользу.Наконец, влажная окраска — гораздо более экономичный процесс отделки, особенно для небольших работ.
Недостатки —
У влажной окраски и гальваники есть два основных недостатка. Во-первых, влажная покраска не так долговечна, как порошковая окраска. Мокрая краска может потребовать обслуживания и повторной отделки позже. Во-вторых, для мокрой окраски может потребоваться нанесение нескольких слоев, чтобы получить ровную, без повреждений поверхность. Поскольку влажная краска начинается с жидкости, отделка может быть сложной, чтобы гарантировать идеальную отделку. Следовательно, можно нанести несколько финишных слоев.
Что лучше всего подходит для вашего приложения?
Определить победителя в битве за отличное покрытие против влажной краски и гальванического покрытия для ваших продуктов может быть трудным решением. В конечном итоге вам нужно проконсультироваться со специалистом, который поможет вам рассмотреть все возможности с особым вниманием к потребностям вашей компании, ваших клиентов и вашего продукта. Покрытие и мокрая покраска / гальваника могут предложить вам отделку вашего продукта, которая будет функциональной и привлекательной.
Следуй за мной в Google+ Теги: Покрытие, Порошковое покрытие, Мокрая краска Порошковое покрытиепротив краски | Блог о боллардах
Каковы преимущества и недостатки каждого?
Популярность порошковых покрытий по сравнению с мокрой покраской растет, особенно в промышленности, из-за их долговечности.Обработка поверхности необходима для практического использования химически активных металлов, таких как высокопрочный чугун и углеродистая сталь. При отсутствии защиты железо в этих металлах вступает в реакцию с кислородом с образованием ржавчины.Это означает, что красочные фасады не просто декоративны — они являются функциональными барьерами, предотвращающими коррозию.
Металлические детали можно отделывать порошковой краской или влажной краской. Хотя они выполняют схожую функцию, каждый тип покрытия имеет уникальный набор преимуществ и недостатков.
Оба покрытия содержат смолы, добавки и пигменты. Основное различие — растворитель: влажная краска содержит растворитель, а порошковое покрытие — нет.
Растворитель во влажной краске удерживает все остальные компоненты в жидкой суспензии.Напротив, порошковое покрытие наносится в виде сухого порошка. Все другие различия между порошковой краской и влажной краской — способ нанесения, подбор цвета, текстура и даже требования к обучению оператора — проистекают из этой основной разницы в химическом составе.
Процессы приложений
Несмотря на то, что они применяются в разных состояниях (жидкое или твердое), методы промышленного нанесения порошкового покрытия и жидкой краски удивительно похожи.
Предварительная обработка идентична в обоих процессах.Перед нанесением любого покрытия поверхность необходимо тщательно очистить. Любое масло, грязь, влага или другие загрязнения будут мешать адгезии к поверхности.
После очистки процессы немного расходятся.
Порошковое покрытие
Нанесение порошкового покрытия основано на притяжении отрицательно заряженного сухого порошка к заземленным металлическим частям.Для процесса порошкового покрытия сухой порошок распыляется с помощью электростатического пистолета на внешнюю поверхность металла. Пистолет придает порошку отрицательный заряд, и отрицательно заряженный порошок притягивается к заземленной части.Результатом притяжения является быстрое и равномерное нанесение.
Когда покрытие достигает желаемой толщины, деталь с покрытием помещают в сушильный шкаф, где нагретый порошок превращается в гель. Отверждение создает термические связи между частицами порошка, в результате чего получается гладкая и прочная поверхность.
Мокрая краска
Жидкая краска распыляется мелкодисперсным распылителем. Он также электростатически заряжен, но с гораздо меньшим эффектом. В то время как порошковое покрытие образует ровные покрытия практически без усилий, жидкую краску должны наносить высококвалифицированные специалисты, чтобы избежать подтеков или подтеков.
Некоторые жидкие краски сушат на воздухе, другие помещают в сушильную печь.
Как порошковое покрытие, так и жидкая краска обычно включают грунтовку и цветное покрытие, однако жидкая краска может также включать в себя несколько цветных слоев и прозрачный верхний слой.
Текстуры
В некоторых случаях внешний вид готового лакокрасочного покрытия почти так же важен, как и рабочие характеристики.
Некоторые текстуры можно получить одинаково хорошо с помощью порошкового покрытия или мокрой краски, но другие легче получить с помощью определенного материала.
Текстурированную отделку намного легче получить с помощью порошкового покрытия. Более тонкие порошковые покрытия имеют более естественную текстуру, а более толстые слои более гладкие.
Технически возможно получить высокоглянцевую поверхность с помощью порошкового покрытия, но это намного проще с жидкой краской.
Подбор цвета
Порошковое покрытие имеет много преимуществ, но жидкая краска однозначно выигрывает, когда дело доходит до подбора цвета.
Пользовательские цвета жидкой краски могут быть смешаны на месте с высокой степенью точности практически любым поставщиком краски.Можно смешать синий и красный пигменты, чтобы получить пурпурную краску.
Напротив, нестандартные цвета порошкового покрытия требуют особого производственного цикла. Цвет порошкового покрытия определяется измельчением пластика. В порошковом покрытии нет растворителя, поэтому попытка смешать синий и красный порошок просто создаст синий и красный пятнистый узор.
Поскольку трудно подобрать цвет, порошковое покрытие обычно производится большими партиями стандартных цветов. Возможны индивидуальные заказы, но это требует больше времени и средств, чем подбор цвета влажной краской.
Производительность
Покрытие предназначено для защиты металлических поверхностей от коррозии и других повреждений окружающей среды. Если покрытие повреждено в результате царапин или сколов, оно перестает действовать как эффективный барьер.
Порошковое покрытие обеспечивает лучшие характеристики, чем влажная краска — оно более устойчиво к сколам, царапинам и другому износу из-за термического связывания, которому оно подвергается во время отверждения, и потому, что его можно наносить гораздо более толстыми слоями. Эти характеристики особенно важны для уличных товаров, таких как тумбочки и велосипедные стойки.
Помимо физической прочности, порошковое покрытие обеспечивает превосходное сохранение цвета. Длительное воздействие влаги, солнечного света и тепла разрушает смолы, содержащиеся в краске и порошковом покрытии. Этот процесс, известный как меление, приводит к потере адгезии частиц смолы и пигмента. Пострадавшие частицы образуют на поверхности покрытия меловидный слой.
На ранних стадиях меления покрытие просто приобретает блеклый вид, но сильное меление в конечном итоге приведет к эрозии покрытия в достаточной степени, что поставит под угрозу защиту поверхности.Скорость меления зависит от упругости смолы. Порошковые покрытия на основе полиэстера часто используются в качестве финишных покрытий из-за их исключительной устойчивости к мелу.
Здоровье и безопасность
Хотя порошковая краска не так обширна, как жидкая краска, она представляет собой широкий выбор цветов на выбор.Порошковая окраска не только более долговечна, чем жидкая краска — ее также безопаснее хранить и наносить.
Жидкая краска опасна по нескольким причинам. Во-первых, он легковоспламеняющийся.Небрежное хранение может легко привести к опасному химическому возгоранию. Мокрая краска также опасна для здоровья операторов, работающих с ней.
Мокрая краска выделяет летучие органические соединения (ЛОС). Длительное воздействие ЛОС, особенно в закрытых помещениях, вызывает раздражение дыхательных путей и усугубляет проблемы со здоровьем. Летучие органические соединения также являются основным источником промышленного загрязнения.
Поскольку порошковые покрытия не содержат жидкостей, способных испаряться, они не выделяют летучих органических соединений и полностью исключают сопутствующие риски для здоровья и безопасности.
Стоимость
Порошковое покрытие в долгосрочной перспективе обычно дешевле, чем влажная краска, но первоначальные затраты, как правило, выше. Технология влажной окраски существует намного дольше (порошковое покрытие было разработано в 1950-х годах), поэтому оборудование и материалы более доступны.
Экономия от порошкового покрытия в основном косвенная, но она быстро накапливается.
Во-первых, порошковые покрытия используются намного лучше. В отличие от жидкой краски, порошок можно собирать и использовать повторно.Приблизительно 70% краски теряется из-за чрезмерного распыления во время нанесения, в то время как потери материала порошкового покрытия могут быть ниже 5%.
На стоимость также сильно влияют правила техники безопасности и охраны окружающей среды. Поскольку влажная краска более опасна, она требует больших вложений в меры по смягчению последствий и страховые взносы. Оборудование для порошковой окраски может свести эти затраты к минимуму.
Затраты на рабочую силу также ниже при порошковой окраске. Он не полагается на высококвалифицированных операторов. Порошковая окраска может быть выполнена практически кем угодно или даже автоматически.
Наконец, у порошкового покрытия гораздо меньшие затраты на утилизацию. Из-за высокой степени использования необходимо утилизировать меньшее количество краски, а любое количество, которое нужно выбросить, не подлежит такому же строгому экологическому контролю, как краска.
Другая эволюция и инновации в отделке
Материаловедение продолжает развиваться в поисках инновационных покрытий, более устойчивых и экологически безопасных.
Новичком на рынке отделочных материалов является IronArmor.Он наносится как порошковое покрытие в электростатическом слое, создавая непрерывный экран. Он обеспечивает большую долговечность и ремонтопригодность, предлагая основание, отличное от смол краски и порошка. Эта основа более устойчива к ультрафиолетовому излучению, соли, обычным химикатам и граффити, чем смола.
Порошковое покрытие и краска
- Порошковое покрытие и краска аналогичны, каждая из них содержит смолу, красящие пигменты и другие добавки. Краска дополнительно содержит растворитель.
- Краска более доступна.Это дешевле, и легче создавать соответствующие цвета для существующих красок. Легче добиться глянцевого покрытия. Порошок
- обеспечивает лучшее покрытие, меньшие затраты на обслуживание и большую износостойкость. Это немного дороже.
- И краска, и порошок подвержены мелению на улице в течение длительного времени, что приводит к потускнению.
Новые технологические достижения и снижение затрат повышают популярность порошковых покрытий, особенно в промышленных применениях.Новые покрытия, такие как IronArmor, также набирают популярность благодаря своим дополнительным инновациям в отличие от традиционных смол.
Хотя жидкая краска всегда будет иметь значение, вы можете ожидать, что в будущем на рынке появится больше порошковых покрытий и IronArmor.
Состав порошка101 | Продукция Отделочные
На диаграмме сравниваются свойства и общие области применения нескольких типов материалов порошкового покрытия.
Применяемые при толщине 10–30 мил эпоксидные смолы, полученные плавлением, являются предпочтительным покрытием в таких сложных областях, как нефте-, газо- и водопроводные трубопроводы.
Предыдущий СледующийПорошковые покрытия за долгие годы завоевали признание в мире покрытий. У них много положительных качеств, и список продолжает расти по мере появления новых разработок, но наиболее важные характеристики включают то, что в отрасли называют «пятью эс»: эффективность, экономичность, энергосбережение, экологичность и превосходное качество отделки.
Хотя порошковые покрытия также хвалят как легкие в использовании, добиться успеха в процессе нанесения порошковых покрытий не так просто, как некоторые думают. Следует учитывать множество факторов, но если вы начнете с общей картины, вы начнете с очистки, сушки, нанесения покрытия и отверждения. Конечно, сосредоточение внимания и оптимизация каждой из этих областей — это мероприятие, которое, как скажут вам многие успешные специалисты по нанесению покрытий, требует времени и усилий.
Выбор правильного состава порошка — это лишь один из аспектов освоения покрывающей части этой большой картины.Поскольку выбор покрытия зависит не только от того, предназначены ли ваши детали для внутреннего или наружного применения, давайте взглянем на некоторые основы, а затем перейдем к некоторым более сложным факторам выбора порошка.
Создание рецептуры
Термореактивные порошковые составы представляют собой смесь смол (связующих систем), пигментов, наполнителей и других добавок. Смолы придают готовому покрытию такие физические свойства, как гибкость, химическая стойкость, долговечность и твердость на открытом воздухе.Каждая смола имеет разные свойства, поэтому смолу выбирают в соответствии с конечным использованием порошкового покрытия. Например, система смол, используемая для архитектурных алюминиевых покрытий, будет отличаться от тех, которые используются для покрытия бытовых приборов.
Пигменты не только придают покрытию цвет, но и придают ему способность скрывать металл. Разные пигменты обладают разной укрывистостью, поэтому количество используемого пигмента может значительно различаться для разных цветов. Пигменты также бывают атмосферостойкими и непогодными.
И последнее, но не менее важное: добавки в составах покрытий используются для изменения характеристик или физических характеристик покрытия, например, блеска и текстуры. Они также могут влиять на текучесть и долговечность покрытия из-за их способности противостоять УФ-облучению. Другой пример — использование антискользящих агентов или восков, чтобы уменьшить царапины и царапины.
Тщательное понимание условий конечного использования имеет решающее значение для выбора правильного покрытия для ваших деталей. Другие характеристики, которые следует учитывать, — это глянец, апельсиновая корка, толщина пленки, стойкость к солевому туману, термостойкость, гладкость, цвет, текстура, характеристики подложки и покрытие краев, среди прочего.
Хотя составление рецептуры для конечного применения является идеальным, бывают случаи, когда системы отделочника играют роль в выборе покрытия. Например, сушильные печи с коротким временем выдержки могут потребовать порошков с низким энергопотреблением. Другие соображения включают конфигурацию деталей — например, детали с большими вариациями в массе металла или детали со сложными областями Фарадея.
Промышленные рабочие лошади
Из бесконечного множества покрытий, которые можно вообразить, и из десятков типов, проданных за 50-летнюю историю производства порошковых покрытий, появились четыре надежных и экономичных рабочих лошадки, особенно на рынке Северной Америки.Это: эпоксидные смолы (внутренние), эпоксидно-полиэфирные (внутренние), полиэфиры TGIC (внутренние / внешние), уретаны (внутренние / наружные).
Как упоминалось ранее, каждая система смол придает покрытиям определенные свойства, что делает их подходящими для различных требований. В таблице показаны основные преимущества и недостатки каждого типа связующего.
Физические свойства определили покупательское поведение каждого типа покрытия, но рост стоимости сырья также вызвал некоторые изменения в покупательских привычках отделочников.В то время как рост затрат был повсеместным, наибольший рост был зафиксирован на эпоксидных смолах. В последние несколько лет из-за роста стоимости эпоксидных смол все чаще стали применять полиэфиры, даже в помещениях.
Данные отражают более активное изменение использования эпоксидных полиэфиров. Много лет назад были созданы эпоксидно-полиэфирные смолы для получения порошков с большей стабильностью при перегреве и простотой нанесения по сравнению с эпоксидными смолами, которые обладают очень высокой твердостью и химической стойкостью. Там, где эти характеристики не нужны, возможен некоторый компромисс.Полиэфиры обеспечивают большую универсальность для внутреннего и наружного применения, что делает рентабельным переход на полиэфиры при повышении цены на эпоксидно-полиэфирные.
Мы также наблюдаем сокращение использования уретана. Это в первую очередь связано с выделением е-капролактама из большинства уретанов во время отверждения, что способствует накоплению нежелательных остатков.
В Европе эти цифры различаются. Фактически, 85% порошков, использованных в Европе в 2006 году, были либо эпоксидно-полиэфирными, либо полиэфирами, не относящимися к TGIC.Во всем мире 85% закупаемых порошков — это эпоксидные полиэфиры, полиэфиры TGIC или полиэфиры, не относящиеся к TGIC.
Особые составы
Выйдя за рамки систем на основе смол, давайте посмотрим, как порошковые покрытия можно сгруппировать по эстетическим или конкретным функциональным возможностям. Дополнительные химические составы порошков, которые служат более нишевым целям, включают полиэфиры, не относящиеся к TGIC, сверхпрочные полиэфиры, фторполимерные порошки, акриловые краски GMA, составы порошков со сверхнизким запеканием и УФ-излучением, эпоксидные смолы с плавлением, хромированные порошки и прозрачные покрытия.
Полиэфиры для наружного применения, сшитые гидроксиалкиламидом, более известные как полиэфиры, не относящиеся к TGIC, представляют собой стойкие полиэфиры для наружного применения, доступные в широком диапазоне цветов, текстур и блеска. Эти материалы, продаваемые под названием Primid, широко используются в Европе и других частях мира, но в настоящее время не так широко в Северной Америке. Мы можем начать видеть это изменение.
Сверхпрочные полиэфиры или полиэфиры премиум-класса более устойчивы к ультрафиолетовому излучению, чем стандартные полиэфиры.Это в первую очередь связано с улучшением основной цепи полиэфирной смолы. Они доступны как в составе TGIC, так и без TGIC. В любом случае, при правильной формулировке, они могут соответствовать строгим требованиям к стойкости к атмосферным воздействиям, таким как Американская ассоциация производителей архитектуры (AAMA) 2604, добровольная спецификация для нанесения на алюминий. Обычно используются оконные и дверные коробки, строительные конструкции и металлические перила.
Архитектурная промышленность теперь также пожинает экономические и экологические преимущества порошкового покрытия с использованием химии фторполимеров, и разработка в этой области будет продолжаться.Эти порошки соответствуют стандарту AAMA 2605, который требует 10 лет эксплуатации вне помещений.
Акриловые краскиGMA чаще всего используются в качестве прозрачных лаков из-за их исключительной гладкости, бесцветной прозрачности и устойчивости к ультрафиолетовому излучению. Они также имеют более быстрый (или более низкий) профиль отверждения и улучшенную атмосферостойкость. Они используются во всем мире, и их использование продолжает расти.
Вот уже несколько лет рынок добивается прогресса в разработке рецептур для термочувствительных подложек. Порошки со сверхнизким спеканием и УФ-лучи имеют значительно более низкие требования к температуре и более короткие циклы отверждения, чем традиционные составы, что приводит к меньшей миграции тепла в основу и, следовательно, к меньшему количеству дефектов.В большинстве случаев эти продукты отверждаются при температуре 240 ° F всего в течение нескольких минут, чтобы порошок расплавился и растекся, а затем вспышка УФ-светом завершает отверждение. Эти материалы по-прежнему демонстрируют большой потенциал для производства пластмасс, конструкционной и натуральной древесины, а также предварительно собранных компонентов.
Эпоксидные смолы, соединенные плавлением (FBE), существуют уже более 40 лет и продолжают оставаться предпочтительным покрытием для защиты от коррозии трубопроводов, клапанов и арматуры для нефти, газа и воды. FBE — это почти 100% эпоксидная смола, обеспечивающая максимальную твердость и устойчивость к коррозии.Следует тщательно выбирать наполнители, чтобы минимизировать влияние на коррозионные свойства. FBE предназначены для более толстого нанесения (10–30 мил), чем обычные эпоксидные смолы, которые обычно наносятся при толщине 1,5–3 мил.
Технологии замены хрома с использованием порошковых покрытий и вакуумной металлизации продолжают развиваться. Используя этот трехэтапный процесс — комбинацию порошковой грунтовки, вакуумной металлизации и акрилового верхнего покрытия — рынок OEM-дисков может удовлетворить некоторые из самых жестких требований автомобильной промышленности к испытаниям.Цена выхода на этот рынок высока, в основном из-за стоимости камер физического осаждения из паровой фазы (PVD), необходимых для металлизации. Однако этот процесс исключает как воздействие на окружающую среду, так и типичные трудоемкие аспекты хромирования, такие как шлифовка, полировка и полировка.
Прозрачные финишные покрытия обычно необходимы для дополнительной защиты и / или улучшения эстетики. Сегодня доступно несколько интересных примеров, в том числе:
- Полиэфиры, модифицированные акрилом, как прозрачные, так и тонированные, придают чистый анодированный вид.
- Прозрачный материал со средним блеском и превосходной прозрачностью, идеально подходит для высококачественных приборов из нержавеющей стали. Очень гладкое, но менее глянцевое покрытие
не только оставляет меньше отпечатков пальцев из-за меньшего блеска, но и упрощает очистку. Прозрачный полиэстер, первоначально разработанный для алюминиевых ящиков для инструментов с алмазной пластиной. Его легко наносить, он обладает отличной атмосферостойкостью (> 3000 часов солевого тумана) и сохраняет блеск, а также обладает хорошей равномерной текучестью для стабильного образования пленки.
Присадки
Как обсуждалось ранее, существует множество добавок, которые могут изменить характеристики порошкового покрытия.К ним относятся антимикробные средства, металлические материалы и добавки для улучшения устойчивости к выбросам газов.
Теперь доступны порошковые покрытия, содержащие специальные ионно-серебряные покрытия. Эта серебряная технология обеспечивает безопасное, естественное противомикробное решение тех проблем чистоты, которые беспокоят всех нас. Противомикробное соединение серебра, хотя сегодня это всего лишь один из доступных вариантов, защищает поверхности от роста бактерий, грибков, дрожжей, плесени и плесени.
На рынке продолжает появляться все больше и больше уникальных и ярких отделок с использованием металлик.Металлические пигменты или пигменты со специальным эффектом (интерференционные) могут быть добавлены в порошки путем сухого смешивания, связывания или экструзии. Наилучшая консистенция и восстанавливаемость достигается за счет процесса склеивания, который гарантирует, что эффектные пигменты физически прикрепляются к базовому порошковому покрытию в процессе производства. Алюминий, латунь и медь герметизированы для лучшей химической стойкости и устойчивости к атмосферным воздействиям. Интерференционные пигменты преломляют и отражают падающий свет, создавая выбранные цвета. Любое изменение направления может показать новые цвета.
Пигменты для латуни и меди окисляются и темнеют при длительном или повышенном воздействии температуры. Внешнее воздействие или интенсивное движение и обращение могут привести к эрозии и обесцвечиванию мягких пигментов с металлическим эффектом. Рекомендуется использовать прозрачный верхний слой, особенно в окислительной атмосфере, в суровых условиях или в условиях интенсивного износа.
Обезгаживание представляет множество проблем для нанесения покрытий и является обычным явлением при нанесении покрытий на пористые отливки. Покрытия могут быть составлены с использованием добавок, предназначенных для уменьшения воздействия на внешний вид, вызываемого газами или влагой, выделяемыми из литой основы во время отверждения.
Формула компромиссов
Есть доля правды в высказывании о том, что каждый состав покрытия — это компромисс. Например, поскольку проектирование с максимальным увеличением твердости покрытия обычно приводит к хрупкости, обычно необходимо установить твердость ниже максимальной, чтобы получить адекватную гибкость.
Компромисс между гибкостью и твердостью — лишь один из многих компромиссов, на которые должны пойти разработчики рецептур. Другие распространенные компромиссы включают: гладкость по сравнению с покрытием краев, стоимость по сравнению с устойчивостью к погодным условиям, а также гладкость по сравнению со стабильностью при хранении и простотой нанесения.Другая проблема, которая часто приводит к компромиссу, заключается в том, что становится трудно производить покрытия с почти любыми необычными свойствами, такими как устойчивость к высоким температурам или чрезвычайная гладкость.
Не только сложная проблема рецептуры и компромиссы иногда не интуитивно понятны, но и трудности усугубляются тем фактом, что разработчик рецептуры должен выбрать полдюжины компонентов покрытия из тысяч сырьевых материалов, используемых в порошковых покрытиях. . Стало еще труднее играть в балансирующую игру при разработке концепции современного рынка для достижения конечной стоимости, приемлемой и конкурентоспособной в отрасли, но при этом предлагая качественный продукт.Стоимость многих видов сырья выросла почти вдвое, и производители покрытий не смогли переложить все возросшие расходы на пользователей. Это привлекло беспрецедентное внимание к формулированию практик.
Покрытия, которые производит компания, в каком-то смысле являются ископаемым свидетельством ее разработки на протяжении многих лет. Есть много коммерческих и технических причин, чтобы сохранить первоначальную формулу успешного продукта. Даже несмотря на то, что подход к разработке может стать дорогостоящим, эти продукты и сырье, из которого они производятся, могут храниться десятилетиями.Некоторые из них могут занять определенную нишу на рынке или были определены и проверены на протяжении десятилетий успешной истории эффективности.
Но все составы покрытий подвергаются тщательной проверке, главным образом, для уменьшения сложности сырья и увеличения объемов для снижения затрат. Между тем, новые покрытия разрабатываются с использованием все более строго контролируемых наборов сырья.
Здесь есть над чем подумать, но самое важное, что нужно помнить, — это то, что доступно множество вариантов.Порошки не одинаковы, поэтому важно понимать среду конечного использования и работать с вашим производителем порошковых покрытий, чтобы разработать конкретное покрытие для ваших нужд.
Системы покрытий Axalta
ИНФОРМАЦИЯ О ПОРОШКОВОМ ПОКРЫТИИ — GoodbodyGoodbody
Порошковое покрытие Предварительная обработка порошка Нанесение порошка Кабины для порошкового напыления Восстановление порошка Отверждение деталей с порошковым покрытием Развитие порошковых технологий Рынки и способы использования порошковых покрытий Производство порошковых покрытий Порошковое покрытие горячего цинкования FAQ ПО ПОРОШКОВЫМ ПОКРЫТИЯМПорошковое покрытие
Порошковое покрытие — это процесс сухой отделки, при котором используются мелко измельченные частицы пигмента и смолы, которые заряжаются электростатически и распыляются на электрически заземленные детали.Заряженные частицы порошка прилипают к детали и удерживаются там до тех пор, пока не расплавятся и не сплавляются в однородное покрытие в печи для отверждения.
С момента своего появления более 40 лет назад популярность порошковых покрытий возросла, и теперь они используются многими производителями бытовых и промышленных товаров. По оценкам, в Северной Америке более 5000 отделочников наносят порошок для получения высококачественной и долговечной отделки самых разных продуктов. Покрытие с порошковым покрытием устойчиво к царапинам, коррозии, истиранию, воздействию химикатов и моющих средств, и этот процесс может сократить расходы, повысить эффективность и облегчить соблюдение экологических норм
Поскольку материалы порошкового покрытия не содержат растворителей, в результате процесса в атмосферу выделяется незначительное количество летучих органических соединений (ЛОС).Он не требует систем вентиляции, фильтрации или восстановления растворителя, таких как те, которые необходимы для операций жидкой чистовой обработки. Отработанный воздух из порошковой камеры можно безопасно возвращать в комнату для нанесения покрытий, при этом меньше воздуха из печи выходит наружу, что делает порошковое покрытие безопасной и чистой альтернативой отделки и значительно экономит энергию и затраты.
Теоретически 100% излишка порошка можно восстановить и использовать повторно. Даже при некоторых потерях в сборных фильтрующих системах и на подвесах для деталей коэффициент использования порошка может быть очень высоким.Избыточно распыленный порошок может быть регенерирован блоком регенерации и возвращен в загрузочный бункер для рециркуляции через систему. Образующиеся отходы обычно можно легко и экономично утилизировать.
Порошковое покрытие не требует времени для сушки на воздухе или выдержки. Детали можно складывать ближе друг к другу, чем в некоторых системах жидкого покрытия, и можно автоматически покрывать большее количество деталей. Очень сложно заставить порошковое покрытие растекаться, стекать или провисать, что приводит к значительному снижению процента брака из-за проблем с внешним видом.
Операции по нанесению порошковых покрытий требуют минимального обучения оператора и надзора по сравнению с некоторыми другими технологиями нанесения покрытий. Сотрудники обычно предпочитают работать с сухим порошком, а не с жидкими красками, а домашние проблемы и загрязнение одежды сведены к минимуму. Кроме того, соблюдение федеральных норм и правил штата проще, что позволяет сэкономить время и деньги. Короче говоря, порошковое покрытие может обеспечить пять принципов: экономичность, эффективность, энергосбережение, соблюдение экологических требований и отличную отделку.
Порошковые покрытия бывают двух типов: термопластические и термореактивные. Термопластические порошки плавятся и текут при воздействии тепла, но они продолжают иметь тот же химический состав после охлаждения и затвердевания. Термореактивные порошковые покрытия также плавятся под воздействием тепла, но затем они химически сшиваются внутри себя или с другими реактивными компонентами. Отвержденное покрытие имеет химическую структуру, отличную от основной смолы. Термореактивные покрытия термостойкие и, в отличие от термопластичных порошков, не размягчаются до жидкой фазы при повторном нагреве.Термореактивные порошки также можно наносить распылением для получения более тонких пленок с лучшим внешним видом, чем некоторые покрытия из термопластичных порошков.
Основным движущим фактором развития порошковых лакокрасочных материалов было стремление к созданию экологически чистой альтернативы краскам с содержанием растворителей. В поисках распыляемого покрытия с низким содержанием летучих органических соединений Dr. Pieter g. Де Ланге из Нидерландов разработал процесс смешивания горячего расплава в смесителе с z-лопастями. Это сделало порошковое покрытие более стойким.Де Ланге также разработал метод электростатического распыления для термореактивных порошковых покрытий в 1960 году. Используя добавление сжатого воздуха к сухому порошку для «псевдоожижения» материала, он смог распылить покрытие и получить декоративную пленку. Этот процесс был введен в Соединенных Штатах в 1960-х годах, и его быстрый рост продолжался в течение следующих 30 лет.
Предварительная обработка порошкаПервым этапом процесса порошкового покрытия является подготовка или предварительная обработка деталей.Покрываемый продукт подвергается операциям очистки и предварительной обработки, чтобы гарантировать, что покрываемые поверхности чистые и не содержат жира, пыли, масел, ржавчины и других загрязнений. Предварительная химическая обработка обычно проводится в серии распылительных камер. Детали сначала очищаются щелочным, кислотным или нейтральным очистителем. Во многих случаях поверхность детали обрабатывается конверсионным покрытием из фосфата железа или цинка или конверсионным покрытием из переходного металла, таким как продукт из оксида циркония. Каждая стадия обычно разделяется стадией ополаскивания для удаления остатков химического вещества.Системы распыления позволяют производить предварительную обработку деталей самых разных размеров и конфигураций; для некоторых применений вместо спрея можно использовать емкости для окунания.
Выбор конкретного процесса предварительной обработки зависит от характеристик материала покрытия и подложки, а также от конечного использования продукта, на который наносится покрытие. Предварительная обработка, наиболее часто используемая при порошковой окраске, представляет собой фосфат железа для стали, фосфат цинка для гальванизированных или стальных поверхностей и фосфат хрома для алюминиевых поверхностей.В дополнение к традиционным фосфатным процессам появилась новая группа технологий, в которых используются переходные металлы и металлоорганические материалы или другие альтернативы. Эти альтернативные конверсионные покрытия можно наносить с небольшим нагревом или без него, и они менее склонны к накоплению шлама в ванне предварительной обработки, чем традиционные составы фосфата железа или цинка. В результате повышается эффективность эксплуатации с точки зрения более низких затрат на электроэнергию, уменьшенных требований к занимаемой площади и уменьшенных требований к удалению отходов.Среди других достижений — системы уплотнений без хрома, которые могут обеспечить улучшенную защиту от коррозии стали, оцинкованной стали и алюминиевых сплавов.
Сухие продукты для предварительной обработки, такие как ополаскивание уплотнения фосфатом щелочного металла, могут сократить количество этапов, необходимых перед нанесением порошкового покрытия. Обработка хромом на месте эффективна на многометаллических подложках и может быть единственной предварительной обработкой, необходимой для некоторых применений. Также широко используются хромированные технологии.Обработка алюминия без содержания хрома со временем стала очень популярной с превосходными эксплуатационными характеристиками.
После завершения процесса химической обработки детали сушат в низкотемпературной сушильной печи. Затем они готовы к нанесению покрытия.
Для многих функциональных применений можно использовать предварительную механическую обработку, такую как песок или дробеструйная обработка. В этом методе высокоскоростной воздух используется для подачи песка, крошки или стальной дроби к подложке, создавая на детали рисунок закрепления, который улучшает адгезию порошкового покрытия к подложке.Механическая очистка особенно полезна для удаления неорганических загрязнений, таких как ржавчина, прокатная окалина и лазерный оксид.
Нанесение порошка
Для наиболее распространенного способа нанесения порошковых лакокрасочных материалов требуется распылительное устройство с системой подачи порошка и электростатический пистолет-распылитель. Покрасочная камера с системой сбора порошка используется для ограждения процесса нанесения и сбора любого чрезмерно распыленного порошка.
Системы подачи порошка состоят из контейнера для хранения порошка или загрузочного бункера и насосного устройства, которое транспортирует смесь порошка и воздуха в шланги или питающие трубки.Некоторые загрузочные бункеры вибрируют, чтобы предотвратить засорение или комкование порошков перед их попаданием в транспортные линии.
Электростатические пистолеты для распыления порошка направляют поток порошка. В них используются форсунки, которые контролируют размер, форму и плотность распыляемой струи, когда она выходит из пистолета. Они также заряжают распыляемый порошок и контролируют скорость осаждения и расположение порошка на мишени. Пистолеты-распылители могут быть ручными (переносными) или автоматическими (закрепленными на фиксированной стойке, возвратно-поступательном механизме или другом устройстве для перемещения пистолета).Заряд, приложенный к частицам порошка, побуждает их оборачиваться вокруг детали и оседать на поверхностях продукта, которые не находятся непосредственно на пути пистолета
Пистолеты для зарядки коронным разрядом, наиболее часто используемые, создают высоковольтное электростатическое поле с малой силой тока между электродом и покрываемым продуктом. Частицы порошка, которые проходят через ионизированное электростатическое поле на кончике электрода, становятся заряженными и осаждаются на электрически заземленной поверхности детали.
Альтернативным зарядным механизмом является распылительный пистолет с трибозарядкой. В таком пистолете частицы порошка получают свой электростатический заряд от трения, которое возникает, когда частицы трутся о твердый изолятор или проводник внутри пистолета. Изолятор отделяет электроны от порошка, создавая положительно заряженные частицы порошка.
Порошок также можно наносить с помощью распылителя, называемого колоколом или роторным распылителем. В пороховых раструбах используется турбина, которая вращается в закрытой пороховой раструбной головке.Порошок подается в колпак и распределяется по кругу под действием центробежной силы. Порошок проходит через электрическое поле между колпаком или установленным снаружи электродом и либо заземленным объектом, на который нужно нанести покрытие, либо противоэлектродом, расположенным за колпаком.
Использование осцилляторов, возвратно-поступательных механизмов и роботов для управления распылительным оборудованием снижает затраты на рабочую силу и обеспечивает более стабильный охват во многих областях. Срабатывание пистолета (включение и выключение пистолета с помощью устройства, которое может определять правильное расположение деталей) может уменьшить чрезмерное распыление, что приводит к снижению затрат на материалы и техническое обслуживание.
Другие системы нанесения порошков В дополнение к нанесению распылением с помощью электростатических пистолетов, порошковые лакокрасочные материалы можно наносить методом погружения, называемым псевдоожиженным слоем. Порошковое покрытие в псевдоожиженном слое было разработано Эдвином Геммером для нанесения термопластичных смол и запатентовано в 1953 году.
При нанесении покрытия в псевдоожиженном слое детали предварительно нагревают до 450–500 ° F, а затем погружают в резервуар, наполненный порошковым материалом, который был «псевдоожижен» путем добавления сжатого воздуха через пористую мембрану на дне резервуара.В некоторых случаях порошок имеет электростатический заряд.
Другой вариант — распыление пламенем. В пламенном напылении, которое используется для нанесения термопластичных порошковых материалов, порошок продвигается через пламя в тепловой пушке с использованием сжатого воздуха. Тепло пламени плавит порошок, избавляя от необходимости использовать печи.
Еще один способ нанесения — горячее флокирование. В этом процессе покрываемая деталь предварительно нагревается, так что распыляемый порошок превращается в гель при контакте с горячей поверхностью детали.Горячий флокирование часто используется для нанесения функциональных эпоксидных смол, поскольку он создает толстую пленку, обеспечивающую исключительные характеристики. Эти продукты на основе эпоксидной смолы (FBE) часто используются для покрытия клапанов и труб, используемых в экстремальных условиях, таких как нефтяные месторождения или шельф.
Кабины для порошкового напыленияКамеры для порошка спроектированы таким образом, чтобы безопасно удерживать избыточное распыление порошка. Входные и выходные отверстия кабины должны иметь надлежащий размер, чтобы обеспечить зазор для размеров покрываемых деталей, а потоки воздуха через кабину должны быть достаточными для направления всего избыточного распыления в систему рекуперации, но не настолько сильными, чтобы они нарушали отложение и удержание порошка. со стороны.
Существуют кабины, предназначенные для ограниченного серийного производства, и кабины большего размера, предназначенные для массовых операций, где детали перемещаются на каком-либо типе подвески. Камеры периодического действия используются для нанесения покрытия на отдельные детали или группы деталей, которые перемещаются на одной подвеске, стеллаже или тележке. Конвейерные кабины могут обеспечить непрерывное покрытие деталей, подвешенных на подвесной конвейерной линии, при средних и высоких производственных операциях.
Кабины с цепочкой на краю предназначены для использования с перевернутым конвейером, имеющим шпиндели или держатели для удержания деталей.Детали вращаются на шпинделе, проходя мимо стационарных пороховых пистолетов.
Плоские кабины и конвейерная система используются для одностороннего покрытия листового металла и аналогичных деталей минимальной толщины. В камерах с плоской линией используется горизонтальный конвейер, который проходит через камеру для порошка и переносит на ее поверхность деталь, на которую необходимо нанести покрытие.
Правильно спроектированные, эксплуатируемые и обслуживаемые порошковые системы позволяют менять цвет от 45 до менее 15 минут.Кабина может включать специальные характеристики, которые облегчают изменение цвета, такие как непроводящие стены, которые отталкивают, а не притягивают порошок, изогнутые стены кабины, препятствующие накоплению порошка, и автоматизированные ленты или подметальные машины, которые сметают частицы порошка на пол и в системы восстановления.
Быструю смену цвета также можно облегчить с помощью продувочных форсунок, установленных на каждом стволе пистолета, и легко заменяемых соединений на задней части пистолета за пределами кабины. Пистолеты могут иметь автоматическую продувку внешней части стволов, а также использовать автоматическую систему продувки внутренней части шлангов и стволов.
Восстановление порошкаВ системах используются циклоны или картриджные фильтрующие модули, которые могут быть выделены для каждого цвета и удалены и заменены при необходимости смены цвета. Поставщики оборудования значительно улучшили конструкцию окрасочных камер, которые позволяют быстро менять цвет с минимальным временем простоя и восстанавливать высокий процент излишнего распыления. Использование правильной технологии извлечения порошка может увеличить его использование.
Отверждение деталей с порошковым покрытием
Термореактивные порошковые материалы требуют применения определенного количества тепловой энергии в течение определенного времени для осуществления химической реакции, необходимой для сшивания энергии в пленку.Порошковый материал плавится под воздействием тепла, стекает в ровную пленку и затем начинает химически сшиваться, прежде чем в конечном итоге достигнет полного отверждения. Для получения энергии, необходимой для отверждения, можно использовать различные методы.
Конвекционные печи, в которых используется источник тепла, обычно природный газ, вентилятор и воздухораспределительный канал для циркуляции воздуха внутри печи и нагрева детали, являются наиболее распространенным типом печи для отверждения порошка. Когда деталь достигнет максимальной температуры, она будет проводить тепло в покрытие и вызывать отверждение порошка.
Инфракрасные (ИК) печи, использующие в качестве источника энергии газ или электричество, излучают излучение в инфракрасном диапазоне длин волн. Эта излучаемая энергия поглощается порошком и подложкой непосредственно под порошком, не нагревая всю деталь до температуры отверждения. Это позволяет относительно быстро нагреваться, заставляя порошок течь и отверждаться при воздействии в течение достаточного времени. Детали можно отверждать в инфракрасной печи за меньшее время, но форма и плотность детали могут повлиять на однородность отверждения.
Комбинированные печи обычно используют ИК-излучение в первой зоне для быстрого плавления порошка. Следующая конвекционная зона может тогда использовать относительно более высокие воздушные потоки без нарушения порошка. Эти более высокие потоки обеспечивают более быструю теплопередачу и более короткое время отверждения.
Доступны различные технологии радиационного отверждения, включая ближнее инфракрасное, ультрафиолетовое (УФ) и электронно-лучевое (EB). Эти процессы могут открыть новые области применения для порошкового покрытия термочувствительных подложек, таких как дерево, пластмассовые детали и сборные компоненты с термочувствительными деталями.
Для УФ-отверждения требуются специально разработанные порошки, которые можно отверждать под воздействием ультрафиолета. Сначала порошок необходимо подвергнуть достаточному нагреву, чтобы он расплавился под воздействием ультрафиолетовой энергии; Первоначальный источник тепла обычно инфракрасный, но также можно использовать конвекционный нагрев. Затем покрытие подвергается воздействию УФ-лампы. Фотоинициатор в материале покрытия поглощает УФ-энергию и превращает расплавленную пленку в твердое отвержденное покрытие за считанные секунды.
Для отверждения в ближней инфракрасной области также используются специально разработанные порошки в сочетании с высокоэнергетическими источниками света и системами высокофокусных отражателей для завершения процесса порошкового покрытия и отверждения в течение нескольких секунд.Теплочувствительные собранные детали, такие как внутренние прокладки, гидроцилиндры и канистры подушек безопасности, могут извлечь выгоду из этой технологии.
Индукционные печи обычно используются для предварительного нагрева деталей перед нанесением порошкового покрытия, чтобы ускорить формирование пленки. Индукционные печи часто используются для нанесения эпоксидных покрытий, наплавленных, таких как бетонная арматура и покрытие труб, используемых для транспортировки газа. Такие системы работают на высоких линейных скоростях, и обычно толщина пленки> 10 мил.
Развитие порошковых технологий
Последние разработки в нескольких областях оборудования для нанесения порошка и обработки значительно повысили производительность и качество всего процесса, а также расширили возможности применения деталей с порошковым покрытием.К ним относятся нанесение на древесноволокнистые плиты средней плотности (МДФ), пултрузии, стекло и другие уникальные субстраты. Продукты, отверждаемые при более низких температурах, были разработаны для работы с термочувствительными подложками.
Разработан процесс нанесения порошкового покрытия на пластмассовые детали в форме, при котором материал порошкового покрытия распыляется на нагретую полость формы перед началом цикла формования. Во время операции формования порошковое покрытие химически связывается с формовочной массой, в результате чего получается продукт с покрытием, устойчивым к сколам и ударам.
Многослойные процессы были разработаны для обеспечения исключительной производительности в сочетании с очень высоким качеством внешнего вида. Грунтовки, базовые и цветные покрытия сочетаются с прозрачными покрытиями для автомобильных продуктов, лодок и других продуктов, требующих исключительного качества.
Достижения в области микропроцессоров и робототехники также способствуют увеличению производства на предприятиях по нанесению порошковых покрытий. Роботы обычно используются там, где важными факторами являются повторяемость и высокая производительность ограниченного набора компонентов.В сочетании с аналоговым выходом порошка и регуляторами напряжения роботы могут регулировать параметры подачи порошка во время нанесения покрытия, а маневры слишком сложны для выполнения вручную.
Рынки и области применения порошковых покрытий
Сегодня порошковые лакокрасочные материалы доступны практически в любом цвете, с разнообразной текстурой и блеском. Порошковые покрытия используются на сотнях типов деталей и продуктов, включая почти всю металлическую садовую мебель и большинство металлических стеллажей, стеллажей для магазинов и торгового оборудования.На изделия из проволоки, такие как пружины и корзины для хранения для дома и офиса, часто наносится порошковое покрытие.
Что касается термореактивных порошков, то промышленность по производству бытовых приборов является крупнейшим сектором рынка. Термореактивные порошковые материалы обеспечивают ровные, тонкие пленки с высоким уровнем устойчивости к сколам, ударам, моющим средствам и химическим веществам, которые имеют решающее значение для бытовой промышленности. Применяется в холодильниках, крышках и крышках стиральных машин, сушильных барабанах, кухонных шкафах, посудомоечных машинах, камерах для микроволновых печей, морозильных шкафах и внешних кондиционерах.
В автомобильной промышленности детали с порошковым покрытием включают колеса, решетки, бамперы, колпаки, дверные ручки, декоративную отделку, радиаторы, компоненты подушки безопасности, блоки цилиндров и многочисленные компоненты под капотом, а также прицепы и сцепные устройства для прицепов. Некоторые автопроизводители в настоящее время наносят порошковые лаки поверх жидких внешних базовых покрытий, а некоторые автомобили имеют порошковое цветное покрытие. На автомобили BMW и Mercedes использовались прозрачные акриловые финишные лаки.
На рынке автозапчастей высокотемпературные порошковые покрытия используются для отделки глушителей для защиты от коррозии, защиты от вмятин и продления срока службы глушителя.Владельцы легких грузовиков и внедорожников могут приобрести подножки с порошковым покрытием, поручни для кровати, багажные полки и ящики для инструментов в качестве надстроек у дилеров или у поставщиков послепродажного обслуживания. Производители порошков также работают с автомобильной промышленностью, чтобы улучшить порошковое покрытие пластиковых предметов, таких как колпаки колес, зеркала заднего вида, дверные ручки и вентиляционные отверстия кондиционеров.
По мере того, как все больше машин для нанесения порошкового покрытия может работать с крупными деталями, рамы внедорожников, например, используемые в сельскохозяйственном и строительном оборудовании, покрываются порошковой краской с хорошей защитой от ультрафиолета и погодных условий, а также с высокой устойчивостью к солевым туманам и удобрениям.
Производители архитектурных компонентов и строительных материалов алюминиевые профили с порошковым покрытием, используемые для окон, дверных коробок, витрин и навесов.
Вертикальные линии для порошковой окраски алюминиевых профилей, широко распространенные в Европе на протяжении многих лет, позволили повысить скорость производства, а также качество отделки. Во многих проектах на автомагистралях и в строительстве используется порошковое покрытие для осветительных столбов, сидений стадионов, перил, столбов и ограждений.
Многие садовые и газонные инвентарь, включая тачки, газонокосилки, оросители для газонов, снегоуборочные машины, лопаты для снега, грили для барбекю, баллоны с пропаном и садовые инструменты, имеют порошковое покрытие, как и предметы повседневного обихода, такие как осветительные приборы, антенны и электрические компоненты.К спортивным товарам относятся велосипеды с порошковым покрытием, туристическое снаряжение, тренажеры и клюшки для гольфа.
Порошковое покрытие широко используется для офисной мебели и оборудования, включая ящики для файлов, компьютерные шкафы и столы. Родители используют детские коляски, кроватки, манежи, автокресла и игрушки с порошковым покрытием; потребители также владеют электронными компонентами, весами для ванных комнат, ящиками для инструментов, портативными компьютерами, сотовыми телефонами и огнетушителями с компонентами с порошковым покрытием.
Применение функциональных порошков — это постоянно растущий рынок, на котором порошки применяются для арматуры, используемой для усиления мостов, зданий, подпорных стен и дорог.Эпоксидно-порошковые покрытия со связующим плавлением наносятся для защиты как внутреннего (ID), так и внешнего (OD) диаметра газовых и масляных трубопроводов, клапанов, систем питьевой воды и пружин.
Область применения порошковой окраски расширяется. Все больше приложений продолжают развиваться в областях порошковой окраски пластмасс и порошковой краски для дерева, особенно древесноволокнистых плит средней плотности. Постоянные разработки в области порошковых покрытий и новые методы нанесения порошков обещают еще больше применений, которые сегодня невозможно представить.
________________________________________________________________________
Производство порошковых покрытийЭтапы пронумерованы на схеме следующим образом:
- (… 12) Сырье из магазина отбирается и точно взвешивается в соответствии с рецептурной картой.
- Смешивание. Заполнитель сухого исходного материала загружается в емкость и механически перемешивается до гомогенной смеси.
- Экструзия. Заполнитель сырья нагревается и тщательно перемешивается, компаундируется и перемешивается и подается в:
- Чиллер. Горячая гомогенизированная смесь охлаждается на охлаждающей ленте, а затем разбивается на хлопья размером 5-10 мм, называемые экструдатом.
- Хлопья загружаются в камеру измельчения и измельчаются до среднего размера частиц 40 микрон. Измельченный порошок циклонный классифицируется на: .
- Порошок размером менее 10 микрон, который фильтруется в мешках, а остаток:
- Просеянный.
- Продается порошок фасованный в мешки.
- Крупногабаритные частицы собираются для повторного измельчения (этап 8).
——————————————————————————————————————–
Порошковое покрытие горячего цинкованияНиже приводится рекомендуемая процедура , и пескоструйную очистку следует исследовать отдельно.
- Горячее цинкование без закалки в воде или хромировании
- Удалить все дренажные выступы и дефекты поверхности
- Порошковое покрытие в течение 12 часов после цинкования.Не допускайте намокания поверхностей. Не выходить за пределы
- Следите за чистотой поверхности. Не перевозите непокрытые грузы. Дизельные пары загрязняют поверхность
- Если произошло или есть подозрение на загрязнение поверхности, очистите поверхность с помощью специального растворителя / моющего средства, предназначенного для предварительной очистки перед нанесением порошкового покрытия
- Используйте предварительную обработку фосфатом цинка, если требуется высокая адгезия. Поверхность должна быть идеально чистой. Фосфат цинка не обладает моющим действием и не удаляет масло или грязь.
- Используйте фосфат железа, если требуется стандартная производительность. Фосфат железа обладает легким моющим действием и удаляет небольшие количества поверхностных загрязнений. Лучше всего использовать для предварительно оцинкованной продукции
- Предварительный нагрев перед нанесением порошка
- Используйте только полиэфирный порошок «дегазирующий»
- Проверьте правильность отверждения, проверив растворитель. Отрегулируйте предварительный нагрев и скорость линии, чтобы обеспечить полное отверждение.
Существует четыре признанных метода предварительной обработки поверхности, позволяющих получить прочную основу для лакокрасочного покрытия :
- T-Wash (или его собственный эквивалент)
Несмотря на то, что этот процесс подготовки был доступен в течение некоторого времени, T-Wash по-прежнему считается лучшим методом предварительной обработки для окраски оцинкованной стали.T-Wash — это модифицированный раствор фосфата цинка, который содержит небольшое количество солей меди. При нанесении цинковая поверхность приобретает темно-серый или черный цвет. T-Wash нельзя допускать растекания на горизонтальных поверхностях, иначе это помешает максимальной адгезии краски. Любые излишки следует удалить водой. T-Wash лучше всего подходит для нанесения на новое оцинкование, и его не следует использовать для оцинковки, подвергшейся атмосферным воздействиям (см. Грунтовки для травления). Перед нанесением первого слоя краски T-Wash должно пройти достаточно времени, чтобы она прореагировала и полностью высохла.(В информации поставщиков будут указаны рекомендуемые временные интервалы). Хотя исследования показали, что поверхности, обработанные T-Washed, можно оставлять на срок до 30 дней перед покраской, и при этом сохраняется хорошая адгезия краски, рекомендуется минимизировать время между предварительной обработкой и нанесением краски. Любая белая соль, образовавшаяся в результате воздействия влаги на поверхность T-Washed, должна быть удалена перед покраской с помощью жесткой кисти. Если поверхность T-Washed загрязнилась, ее необходимо очистить в соответствии с рекомендациями поставщиков.- Составляющие T-Wash
Составляющие T-Wash: фосфорная кислота (9,0%), этилцеллюсольв (16,5%), метилированный спирт (16,5%), вода (57,0%) и карбонат меди (1,0%). . Возможны вариации этого состава, поэтому для достижения успешного результата целесообразно проконсультироваться с поставщиком.
- Составляющие T-Wash
- Праймеры Etch
Праймеры Etch также успешно использовались. Их главный недостаток — отсутствие видимого изменения цвета, как в случае с T-Wash.Поэтому никогда нельзя быть полностью уверенным в том, что все поверхности прореагировали с грунтовкой. Праймеры для травления лучше всего подходят для нанесения на старые, подвергшиеся атмосферным воздействиям гальванические покрытия. - Чистовая струйная очистка
Механический метод предварительной обработки — это струйная очистка с использованием мелкодисперсного медного шлака, J-струи или карборундового порошка с давлением струи не более 40 фунтов на квадратный дюйм (2,7 бар). Это гарантирует, что будет удалено только минимальное количество оксида, а поверхность цинка останется в слегка шероховатом состоянии.При проведении струйной очистки очень толстых оцинкованных покрытий следует соблюдать осторожность, чтобы не повредить покрытие. Для достижения оптимальных результатов необходимо определить оптимальное расстояние от сопла до обрабатываемой детали и угол струйной очистки для всех поверхностей оцинкованной стальной конструкции. Ни при каких обстоятельствах нельзя использовать пескоструйную пескоструйную дробь с угловой головкой. В дополнение к этапу химической подготовки часто используется зачистка. - Атмосферное воздействие
Этот процесс становится полностью эффективным только после того, как оцинкованная поверхность подверглась воздействию атмосферы в течение не менее шести месяцев.Поверхность подготавливается с помощью абразивных подушек или жесткой кисти, чтобы удалить все неплотно приставшие материалы и убедиться, что блестящая цинковая поверхность не восстановится.
Затем следует стирка с горячим моющим средством и ополаскивание свежей чистой водой. Перед нанесением краски поверхность должна полностью высохнуть. Выветривание не должно использоваться как метод подготовки поверхности в морской среде с высоким содержанием хлоридов.
.
В. Что цветет? Что такое белый пыльный материал, который иногда образуется при снятии порошкового покрытия с печи?
При производстве полиэфирных смол некоторые мономеры (исходные реагенты) не реагируют полностью.Они остаются в смоле, поставляемой производителю порошкового покрытия. При температурах выше 160 по Цельсию эти мономеры могут свободно мигрировать на поверхность порошкового покрытия. При нормальных температурах обжига эти мономеры будут сублимироваться с поверхности порошкового покрытия, однако, если полная температура обжига не была достигнута или если субстрат очень толстый, что приводит к длительному циклу охлаждения, мономеры будут оставаться на поверхности. В результате получается пыльный эффект, который легко стирается с покрытия.
Хотя это может быть всего лишь неудобства для небольших серий, когда большие производственные серии постоянно приводят к этому эффекту, стоит изучить, доступна ли система «без выцветания», которая включает в себя различные базовые полиэфирные смолы.
В. Что такое связывание?
Склеивание — это процесс, применимый исключительно к порошковым покрытиям с металлическим и перламутровым эффектом. В отличие от стандартных покрытий, в которых ингредиенты гомогенно и тщательно перемешиваются в процессе экструзии, порошковые эффекты производятся из смеси основного порошкового покрытия и эффектного пигмента.Поскольку эти два компонента будут иметь очень разные зарядные характеристики, они могут вызвать проблемы с распылением, в том числе «разбрызгивание»; они также могут разделяться во время процесса распыления, и система восстановления не будет возвращать порошок в том же соотношении основа: эффект, что и исходный порошок, что приводит к изменению цвета.
В процессе склеивания пудра и эффектный пигмент очень осторожно нагреваются до тех пор, пока порошок не начнет размягчаться. В этот момент эффектный пигмент будет прилипать (связываться) с частицами порошкового покрытия.Это создает интимную систему, которая имеет преимущества как при распылении, так и при избыточном распылении.
В. Как узнать, затвердел ли порошок?
Без использования специализированного лабораторного оборудования может быть трудно определить, полностью ли отверждено порошковое покрытие, используя только один метод.
Различный химический состав порошка приводит к получению покрытий с разными физическими и химическими свойствами. Например, полностью затвердевшие стандартные архитектурные полиэфиры выдерживают испытание падающим весом, однако так называемые сверхпрочные архитектурные полиэфиры трескаются.Это не означает, что сверхпрочные системы хуже отверждаются.
Однако для полиэфиров и гибридов эпоксид-полиэфир очень полезным и быстрым испытанием является испытание на истирание растворителем. Здесь тряпка, смоченная в метилэтилкетоне (MEK), протирается взад и вперед по небольшой площади (3-4 дюйма) 20-50 раз. Затвердевшая система не образует пятен на тряпке или совсем не оставляет пятен, а поверхность, пока она размягчена, не царапается до поверхности основы.
В. Существует ли британский стандарт для покрытия алюминиевых подложек?
BS 12206-1 (заменяет BS 6496)
Q.