Маркировка и расшифровка сварочной проволоки для полуавтомата
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы. Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Сварочная проволока
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика. Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
Маркировка сварочной проволоки
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители. Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере. Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее. Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9. Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.


Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 – марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.
Сварочная проволока – Осварке.Нет
Стальная сварочная проволока выпускаемая по стандарту ГОСТ 2246-70 предназначена для сварки и наплавки. Также эту проволоку используют для производства сварочных электродов. Всего производством выпускается приблизительно 80 марок проволоки разного химического состава.
| 0,3 | 0,5 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 |
Поставляется сварочная проволока намотанная на мотках от 1,5 до 40 кг. Внутренний диаметр мотков от 150 до 750 мм. Каждый моток должен быть перевязан мягкой проволокой в трех местах. Проволока одной партии может поставляться в связанных бухтах вес которых не может превышать 80 кг. Мотки обматывают водонепроницаемой бумагой и ставят металлическую бирку с названием изготовителя, маркой проволоки и клеймом технического контроля. При потере сертификата необходимо установить химический состав проволоки перед использованием. По согласию с заказчиком проволока может быть в мотках прямоугольной формы на катушках и кассетах. На поверхности сварочной проволоки не должно быть ржавчины, масла, графитовой смазки.
Фото. Проволока стальная 0,8 мм 15 кг ESAB
При необходимости проводят очистку проволоки пропуская через специальные механические устройства, травлением в 5-% растворе соляной кислоты, пескоструйным аппаратом или шлифовальной бумагой до появления металлического блеска. Прежде чем очищать рекомендуется проволоку отжечь в течении 1,5-2 часов при температуре 150-200 °C.
Обозначение сварочной проволоки
Рис. 1. Условное обозначение сварочной проволоки
Буквы «Св» указывают что проволока предназначена для сварки. Далее за обозначением «Св» следует условное обозначение марки стали из которой изготовлена сварочная проволока. Первая цифра обозначения означает содержание углерода в сотых долях процента. Далее указывают все легирующие элементы включенные в проволоку, каждому легирующему элементу соответствует буква (рис. 2).
Рис. 2. Легирующие элементы в обозначении проволоки
Цифра после каждого элемента означает процент содержания легирующего элемента в стали из которой изготовлена проволока. Если цифра не указана, то доля содержания легирующего элемента менее 1%.
Если цифра не указана, то доля содержания легирующего элемента менее 1%.
В производстве выпускают проволоки для механизированной сварки у которых на поверхность нанесен омедненный слой для повышения токопроводимости и защиты от коррозии. В конец обозначения такой проволоки ставят букву «О».
Буквы «А» и «АА» в конце обозначения свидетельствуют о сниженном содержании в проволоке серы и фосфора. «АА» — серы и фосфора еще меньше, чем при одной «А».
Пример условного обозначения
Проволока 2,5 Св-08ХГСМФА-ВИ-Э-О ГОСТ 2246-70
Проволока сварочная диаметром 2,5 мм, марки Св-08ХГСМФА, предназначенная для изготовления электродов, из стали, выплавленной в вакуумно-индукционной печи, с омедненной поверхностью
Стальная сварочная проволока
Сварочная проволока изготовленная из низкоуглеродистых сталей может содержать до 0,12% углерода. Проволока марок Св-08, Св-08А и Св-08АА изготавливают из кипящей стали, а марки Св-08ГА, Св-10ГА и Св-10Г2 — с полуспокойной. Кипящие стали склонны к образованию CO и CO2 при высоких температурах. Они хороши выходят из сварочной ванны до кристаллизации металла шва. Проволока изготовленная из спокойных сталей склонна к образованию пор, больше разбрызгивается и в целом имеет немного хуже характеристики формирования шва. Поэтому такую проволоку можно использовать для газовой и электрошлаковой сварки где период кристаллизации шва дольше. Это способствует полному выходу газов на поверхность.
Кипящие стали склонны к образованию CO и CO2 при высоких температурах. Они хороши выходят из сварочной ванны до кристаллизации металла шва. Проволока изготовленная из спокойных сталей склонна к образованию пор, больше разбрызгивается и в целом имеет немного хуже характеристики формирования шва. Поэтому такую проволоку можно использовать для газовой и электрошлаковой сварки где период кристаллизации шва дольше. Это способствует полному выходу газов на поверхность.
Для сварки и заполнения зазоров между кромками используют присадочную проволоку и прутки по химическому составу схожие с основным металлом. Нельзя выполнять сварку маркой проволоки неизвестного состава.
| Проволока | Условное обозначение |
| Низкоуглеродистая (6 марок) | Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2 |
| Легированная (30 марок) | Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ, Св-15ГСТЮЦА (ЭП-439), Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-08Х3Г2СМ, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ (ЭИ-984), Св-08ХН2ГМТА (ЭП-111), Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М |
| Высоколегированная (41 марка) | Св-12X11НМФ, Св-10Х11НВМФ, Св-12Х13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 (ЭП-377), Св-08Х18Н8Г2Б (ЭП-307), Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б (ЭИ-898), Св-06Х19Н10М3Т, Св-08Х19Н10М3Б (ЭИ-902), СВ-04Х19Н11М3, Св-05Х20Н9ФБС (ЭИ-649), Св-06Х20Н11М3ТБ (ЭП-89), Св-10Х20Н15, Св-07Х25Н12Г2Т (ЭП-75), Св-06Х25Н12ТЮ (ЭП-87), Св-07Х25Н13, Св-08Х25Н13БТЮ (ЭП-389), Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ (ЭИ-981А), Св-01Х23Н28М3Д3Т (ЭП-516), Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 (ЭП-367) |
См.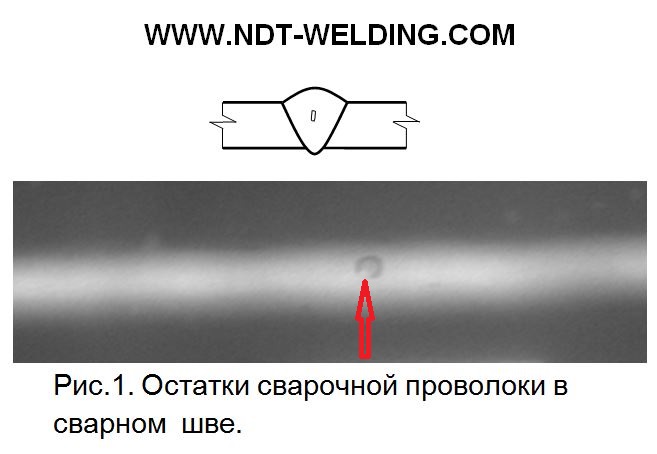 также
также
Маркировка сварочной проволоки
Для того, чтобы произвести правильный выбор сварочной проволоки, которая необходима вам для определенных сварочных процессов, необходимо знать порядок маркировки, которая наносится на упаковки с проволокой.
В настоящее время по стандарту ГОСТа принят следующий порядок маркирования сварочной проволоки. Маркировка наносится в виде буквенно-цифровой полосы. Каждая буква или цифра обозначает определенный параметр. Первая цифра в этой надписи всегда обозначает диаметр сечения сварочной проволоки. Далее следует указание на производственное назначение данного вида проволоки. Здесь могут встречаться аббревиатуры СВ(обозначает – сварочная проволока) и НП(наплавочный вид проволоки).
Следом за этими обозначениями идут показатели, которые регламентируют уровень повышенных требований к чистоте проволоки. Эти показатели бывают двух видов: А и АА. Чаще всего эти требования предъявляются к содержанию в составе проволоки серы и фосфора.
Далее идёт обозначение способа производства сварочной проволоки. Если стоит аббревиатура ВД, то это означает, что сварочная проволока произведена в вакуумно-дуговой печи. Буквы ВИ обозначают такой способ производства, как выплавку в индукционной печи, а Ш обозначает, что проволока была получена с помощью электрошлакового переплава.
Следующее обозначение в этом буквенно-цифровом ряду ставится только в тех случаях, когда проволока предназначается для изготовления электродов. В этом случае после обозначения способа выплавки проволоки следует буква Э. Если такой буквы нет, то проволока не предназначена для производства сварочных электродов.
Далее идет обозначение, указывающее на то, что сварочная проволока относится к омедненным видам. Если это так, то ставится буква О. Это обозначает, что в упаковке находится проволока с омедненной поверхностью.
Последние цифры всегда указывают на номер ГОСТа, по которому изготовлен данный вид проволоки.
Зная все эти обозначения выбрать подходящую сварочную проволоку для производства работ не сложно. Очень часто данная маркировка указывается в технических условиях изготовления той или иной детали при помощи сварочных операций.
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.
Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии.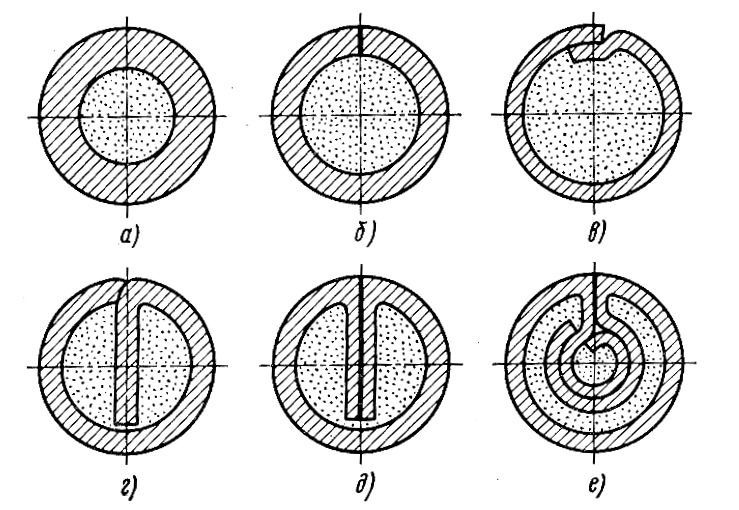 Существуют такие виды проволоки:
Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.

Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.
Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.
Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.

Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.

Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
чугун;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.

Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.

Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.

Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.

К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т. п.
п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
1
0
Стальная и порошковая сварочная проволока
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18h20T, 12X18h22T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18h21 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16h25M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Порошковая проволока
Представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем — шихтой. Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
1. Стальная шихта
2. Шихта
Порошковые проволоки позволяют снизить разбрызгивание электродного металла, повысить производительность сварки.
Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, но только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводящего наконечника до среза сопла было 15-25 мм.
Порошковые проволоки для сварки в углекислом газе низкоуглеродистых и низколегированных сталей
Марка | Условное обозначение | Диаметр, мм | |
ПП-АН8 | ПГ-50-Н1 | Рутиловое покрытие | 2,2; 2,5; 3,0 |
ПП-АН10 | ПГ-50-Н2 | 2,2 | |
ПП-АН13 | ПГ-50-Н1 | 2,2; 2,5 | |
ПП-АН21 | ПГ-50-В2 | 1,4; 1,6; 1,8; 2,0; 2,2 | |
ПП-АН22 | ПГ-50-НЗ | Рутил-флюоритовое покрытие | 1,8; 2,2; 2,5 |
ПП-АН4 | ПГ-50-Н4 | 2,0; 2,2; 2,5 | |
ПП-АН18 | ПГ-50-Н4 | 2,2; 2,5 | |
ПП-АН9 | ПГ-50-Н4 | 2,2; 2,5 | |
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки: ПГ — проволока для сварки в защитных газах; ПС — самозащитная проволока. Цифра соответствует пределу прочности металла шва в кгс/мм2.
Цифра соответствует пределу прочности металла шва в кгс/мм2.
Буква после цифры — допустимые пространственные положения.
Н — нижнее и горизонтальное на вертикальной плоскости, за исключением облицовочного шва;
В — нижнее, вертикальное, горизонтальное на вертикальной плоскости;
Вx — только для горизонтальных швов;
By — только для вертикальных швов;
Т — все положения, включая кольцевые швы без вращения.
Цифра после буквы соответствует группе по критической температуре перехода к хрупкому разрушению:
Буква Д вместо цифры означает, что эти требования не регламентированы
Марка свариваемых сталей | Назначение |
Ст3, Ст4, 09Г2С | Металл толщиной более 3 мм при нижнем и горизонтальном положениях шва |
Ст3, Ст4, 09Г2, 09Г2С | Сварка на форсированных режимах, высокопроизводительная, при нижнем положении шва |
Ст3, Ст4, 09Г2, 09Г2С | Металл толщиной более 2 мм при нижнем горизонтальном и вертикальном положении шва |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД. | Ответственные конструкции толщиной до 3 мм, испытывающие статические и динамические нагрузки |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД, 14Г2 | Ответственные конструкции толщиной более 3 мм в условиях динамических нагрузок и низких температур |
Ст2, Ст3, 10, 20, 20Г, 10Г2, 16Г2, 09Г2, 09Г2Д, 14Г2, 12ГС, 16ГС, 17ГС, 17ГС1, 09Г2СД, 10Г2С1, 10ХСНД, 15ХСНД, 15Г2АФДпс |
 10Г2С1, 14Г2
10Г2С1, 14Г2Сварочные материалы и проволока | Электросварщик оборудования АЭС | Архивы
Страница 6 из 26
2. КЛАССИФИКАЦИЯ СВАРОЧНЫХ МАТЕРИАЛОВ
Сварочные материалы, применяющиеся для ручной сварки плавлением, можно разделить на две группы.
К первой группе относятся материалы, непосредственно участвующие в образовании сварного соединения. К ним относятся металлические покрытые (штучные) плавящиеся электроды для ручной дуговой сварки и стальная сварочная проволока, применяющаяся в качестве присадки для сварки в среде защитных газов.
Ко второй группе относятся материалы, непосредственно не участвующие в образовании металла шва. Это неплавящиеся вольфрамовые электроды и защитные газы: аргон, гелий.
3. СТАЛЬНАЯ СВАРОЧНАЯ ПРОВОЛОКА
Стальная сварочная проволока изготавливается в соответствии с ГОСТ 2246-70, которым предусматривается изготовление проволоки диаметром от 0,3 до 12 мм. Наибольшее применение находит проволока диаметром 1,2; 1,6; 2,0; 2,5; 3,0; 4,0 и 5,0 мм.
Условные обозначения марок сварочной проволоки состоят из индекса Св (сварочная) и следующих за ним цифр и букв.
Цифры, следующие за индексом Св, указывают среднее содержание углерода в сотых долях процента.
Цифры, следующие за буквами, указывают среднее содержание элементов, содержащихся в проволоке.
Химические элементы, содержащиеся в проволоке, обозначаются теми же буквами, что и для сталей.
Буква А в конце условных обозначений марок проволоки указывает на пониженное содержание серы и фосфора.
В проволоке Св-08АА обозначение АА указывает на еще более низкое содержание вредных примесей в стали (не более 0,02% серы и не более 0,02% фосфора).
Примеры расшифровки условного обозначения марок проволоки:
Св-08 — сварочная проволока со средним содержанием углерода 0,08%;
Св-08ХМФА— сварочная проволока с содержанием углерода 0,08%, хрома, молибдена и ванадия (каждого до 1%) и с пониженным содержанием серы и фосфора;
Св-04Х19Н11МЗ— сварочная проволока со средним содержанием углерода—0,04%, хрома—19%, никеля—11%, молибдена —3%.
По химическому составу проволоки, выпускаемые в соответствии с ГОСТ 2246-70, делятся на три группы:
малоуглеродистые — Св-08; Св-08АА; Св-08ГА; Св-08Г2А; Св-10ГА; Св-10Г2А; Св-10Г2;
легированные — Св-08ГС; Св-08Г2С; Св-08ХМФА; Св-08ХГСМФА и др., всего 30 марок;
высоколегированные — Св-02Х19Н9; Св-04Х19- Н11МЗ; Св-04Х19Н9; Св-10Х16Н25АМ6; Св-07Х19Н10Б и др., всего 41 марка.
Область применения некоторых марок сварочной проволоки на монтаже АЭС представлена в табл. 2-1.
Для изготовления электродов общего назначения в основном применяется сварочная проволока марки Св-08 или Св-08А. Электроды для сварки высоколегированных сталей изготавливаются с применением соответствующих легированных марок проволоки.
Таблица 2-1
Область применения основных марок электродов и сварочной проволоки для сварки при изготовлении и монтаже оборудования и трубопроводов АЭС
Примечания. 1. Электроды марки УОНИ 13/45А по сравнению с электродами марки УОНИ 13/45 обеспечивают получение наплавленного металла с лучшими пластическими свойствами и поэтому рекомендуются для сварки корневых швов жестких конструкций.
2. Для конструкций из стали 10ХСНД при толщине элементов до 8 мм для сварки всего сечения разрешается применять электроды УОНИ 13/45 или УОНИ 13/45А, при большей толщине применяемая марка электродов указывается в чертежах.
Сварочная проволока поставляется потребителям в мотках массой до 80 кг, упакованных в ткань, бумагу
или полиэтиленовую пленку. Поверхность проволоки должна быть чистой и гладкой, без ржавчины, масла и других загрязнений. Малоуглеродистая и легированная проволока по особому требованию может изготавливаться с омедненной поверхностью, являющейся дополнительной защитой от коррозии.
К каждому мотку прикрепляют бирку с указанием наименования или товарного знака предприятия-изготовителя, условного обозначения проволоки, номера партии и т. д. Без бирки и сертификата применять проволоку для сварки нельзя.
Типы сварочной проволоки MIG — Welders Universe
MIG и порошковая проволока
При газовой дуговой сварке металла (GMAW) вам не нужно использовать стержневой электрод или присадочный стержень. Вместо этого все, что вам нужно для нанесения сварного шва, поступает из катушки с металлической проволокой. В этом процессе сварки, более известном как MIG, резервуар с газом (обычно CO2 или аргон) обеспечивает защиту, пока проволока плавится до основного металла. В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок на своей горелке MIG (показано ниже), устройство подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава. Сварку в нерабочем положении намного проще, чем с SMAW. А поскольку катушка вмещает проволоку на милю, вам не нужно останавливаться и перезагружать ее очень часто. (Термин MIG, кстати, расшифровывается как «металлический инертный газ». Однако, поскольку CO2 и O2 являются химически активными газами, при использовании этих газов точнее будет сказать MAG — металлический активный газ.)
В процессе GMAW следует учитывать два расходных материала — газ и проволоку. Как и в случае стержневых электродов, существует система классификации для различных вариантов выбора проволоки MIG, которая управляется Американским обществом сварщиков. У Американского общества инженеров-механиков тоже есть код, но он почти идентичен. Код AWS для сплошной стальной проволоки известен как AWS A5.18. Вот что означает классификационный номер обычной проволоки для низкоуглеродистой стали, ER70S-6 :
У Американского общества инженеров-механиков тоже есть код, но он почти идентичен. Код AWS для сплошной стальной проволоки известен как AWS A5.18. Вот что означает классификационный номер обычной проволоки для низкоуглеродистой стали, ER70S-6 :
ER — Электро стержень
70 — Это двух- или трехзначное число представляет минимальную прочность на разрыв металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.
S — Сплошной провод.
6 — Этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проволоке, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку было добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали. Другой тип проволоки из углеродистой стали общего назначения — ER70S-3 . В этом нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
В этом нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Чаще всего используются алюминиевые проволоки MIG: ER5056 , мягкая проволока с хорошей пластичностью, и ER5356 , которая тверже и имеет высокий предел прочности.
Проволока для сварки MIG из нержавеющей сталиимеет такие обозначения, как ER308 , ER316 и ER308 — L . L означает низкоуглеродистый, что обеспечивает дополнительную устойчивость к коррозии.
После определения типа проволоки для сварочного оборудования, для приобретения этих расходных материалов потребуются два дополнительных элемента информации.Первый — это диаметр проволоки, который обычно выражается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла — 0,35 и 0,45. Приведенную ниже таблицу обычно можно найти в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
При покупке проволоки MIG ваше последнее решение касается количества проволоки и ее размещения. Например, Lincoln Electric предлагает ER70S-6 как катушку на 44 фунта или барабан на 1000 фунтов.Очевидно, что механизм подачи проволоки на сварочном аппарате будет определять, какой вариант будет выбран. (В небольшой непромышленной машине MIG используется катушка гораздо меньшего размера, чем вы видите на фотографии ниже.)
ПроволокаMIG также может быть заказана с «длинами резки TIG». Это относится к трехфутовым прядям, используемым при сварке TIG. Размеры диаметров в этом случае даны не в десятичной дроби, а как обычные размеры стержней для сварки TIG, например 1/16 или 3/32.
Флюс — порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG пропускать резервуар с CO2 или аргоном и выполнять сварку без газа. Это потому, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну. Как и покрытия стержней стержня, сердечник заменяет резервуар с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку сильного ветра достаточно, чтобы разогнать сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой (FCAW) .
Это потому, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну. Как и покрытия стержней стержня, сердечник заменяет резервуар с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку сильного ветра достаточно, чтобы разогнать сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой (FCAW) .
также позволяет сварщику использовать более высокую силу тока и проволоку большего диаметра, чем сплошную проволоку.Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с резервуарами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на защитные добавки, порошковая проволока достаточно тонкая, чтобы стрелять из пистолета MIG. И шлак, который идет с этими ингредиентами, составляет лишь небольшую часть того, что появляется в процессе SMAW. Обычную порошковую проволоку часто называют Self-Shielded или Innershield , это торговая марка, продаваемая Lincoln Electric.(Следовательно, когда не используется бензобак, процесс официально известен как FCAW-S.)
Обычную порошковую проволоку часто называют Self-Shielded или Innershield , это торговая марка, продаваемая Lincoln Electric.(Следовательно, когда не используется бензобак, процесс официально известен как FCAW-S.)
К счастью, стандарт AWS для порошковой проволоки для углеродистой стали (AWS A5.20) незначительно отличается от стандарта для сплошной проволоки MIG. Вместо ER для всех порошковых проволок цифра начинается с буквы E (для электрода). Вместо S для сплошной проволоки вы увидите букву T для трубчатой или C, обозначающую «составной» провод. E70C-6 является примером порошковой проволоки общего назначения. Число 7 в классификации относится к пределу прочности на разрыв, умноженному на 10 000 (вместо 1000 в случае проволоки MIG без сердечника).0 указывает положение сварки. (Ноль означает, что проволока подходит только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 компании Lincoln Electric (также известная как NR-232), соответствующая стандарту AWS E71T-8. Цифра 1 означает, что провод можно использовать во всех положениях. Цифра 8 означает низкий уровень водорода, что напоминает обычный стержневой электрод E7018. NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для таких зон землетрясений, как Калифорния.С другой стороны, с проволокой труднее работать, чем с проволокой, которая не имеет такого же уровня сейсмической стойкости.
Цифра 1 означает, что провод можно использовать во всех положениях. Цифра 8 означает низкий уровень водорода, что напоминает обычный стержневой электрод E7018. NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для таких зон землетрясений, как Калифорния.С другой стороны, с проволокой труднее работать, чем с проволокой, которая не имеет такого же уровня сейсмической стойкости.
В таблице ниже перечислены рекомендуемые параметры для NR-232 (произнесенное вслух «NR» звучит как «внутренний», что упрощает запоминание). Число 0,068 в таблице — это диаметр провода. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Ставка депозита» помогает покупателю рассчитать, сколько денег потребуется для проекта.
Совместное использование защитного газа и порошковой проволоки Когда в FCAW используется сжатый газ, процесс сварки известен как сварка порошковой проволокой или сварка порошковой проволокой с двойной защитой , поскольку и ингредиенты флюса, и сжатый газ создают экран. Официальное обозначение — FCAW-G .
Официальное обозначение — FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая распадается следующим образом:
E — электрод
7 — предел прочности при растяжении, измеренный в фунтах на квадратный дюйм (PSI), умноженный на 10 000; в данном случае 70 000 фунтов на квадратный дюйм. Обратите внимание на разницу с MIG, в котором два числа умножаются на 1000.
1 — Возможность сварки во всех положениях
T — Трос трубчатый
1 — Это спецификация использования проводов. Варианты варьируются от 1 до 14). Цифра 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но механические свойства не считаются такими прочными, как у базовой шлаковой системы.
C — Эта буква указывает на то, что для провода требуется защитный газ CO2. (M означает смесь защитного газа аргон / CO2.)
JH8 — этот дополнительный код обозначает максимальное количество диффундирующего водорода, которое может содержать провод. (Примечание редактора: не уверен, что означает буква «J»…) В этом примере на каждые 100 г металла шва допускается менее 8 мл водорода. Чем меньше число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательной сварке.
Как видите, для изучения множества переменных, участвующих в выборе правильного провода, потребуется время. Лучше сначала сосредоточиться на наиболее распространенных классификациях удилищ, а со временем использовать весь остальной арсенал. Тем не менее, как сварщик начального уровня, вам, возможно, придется запасаться расходными материалами или заменять пустые катушки на машинах MIG для опытных ветеранов. Поэтому проявление должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.У Американского общества сварщиков есть справочники, которые можно купить, но их стоимость может быть непомерно высокой. Обратитесь в школу или на рабочее место, чтобы узнать, можете ли вы получить доступ к справочнику и ксерокопировать любую информацию, которую вам нужно поместить в папку с литературой.
Поэтому проявление должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.У Американского общества сварщиков есть справочники, которые можно купить, но их стоимость может быть непомерно высокой. Обратитесь в школу или на рабочее место, чтобы узнать, можете ли вы получить доступ к справочнику и ксерокопировать любую информацию, которую вам нужно поместить в папку с литературой.
Далее: присадочные стержни и вольфрам для сварки TIG
Расшифровка обозначений сварных швов
Общие обозначения сварных швов и их значение
Когда сварные швы указываются на технических и производственных чертежах, загадочный набор символов используется как своего рода сокращенное обозначение типа сварного шва, его размера и другой информации об обработке и отделке.Здесь мы познакомим вас с общими символами и их значением. Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов (ANSI) и Американским обществом сварки (AWS): ANSI / AWS A2. 4, Символы для сварки и неразрушающего контроля.
4, Символы для сварки и неразрушающего контроля.
Структура обозначения сварки
Горизонтальная линия, называемая опорной линией, является якорем, к которому привязаны все остальные символы сварки. Инструкции по выполнению сварного шва нанизаны вдоль контрольной линии.Стрелка соединяет контрольную линию с свариваемым стыком. В приведенном выше примере стрелка показана вырастающей из правого конца опорной линии и направленной вниз и вправо, но разрешены многие другие комбинации.
Довольно часто у стыка есть две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварного шва. Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с обеих сторон стержня Т.
Символ сварного шва различает две стороны стыка с помощью стрелки и промежутков над и под контрольной линией. Сторона стыка, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией. Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета.Правило, согласно которому под линией равна стороне стрелки, а над линией — другой стороне, применяется независимо от направления стрелки. Флаг, растущий на стыке опорной линии и стрелки, присутствует, если сварка должна быть сделана в поле во время возведения конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской. На более старых чертежах сварной шов может обозначаться закрашенным черным кружком на стыке между стрелкой и контрольной линией.
Другая сторона стыка известна (даже более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над линией отсчета.Правило, согласно которому под линией равна стороне стрелки, а над линией — другой стороне, применяется независимо от направления стрелки. Флаг, растущий на стыке опорной линии и стрелки, присутствует, если сварка должна быть сделана в поле во время возведения конструкции. Символ сварного шва без флажка указывает на то, что сварка должна выполняться в мастерской. На более старых чертежах сварной шов может обозначаться закрашенным черным кружком на стыке между стрелкой и контрольной линией.
Открытый кружок на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
Конец символа сварного шва — это место для дополнительной информации о сварном шве. Он может содержать ссылку на процесс сварки, электрод, подробный чертеж или любую информацию, которая помогает при сварке, которая не занимает своего особого места на символе.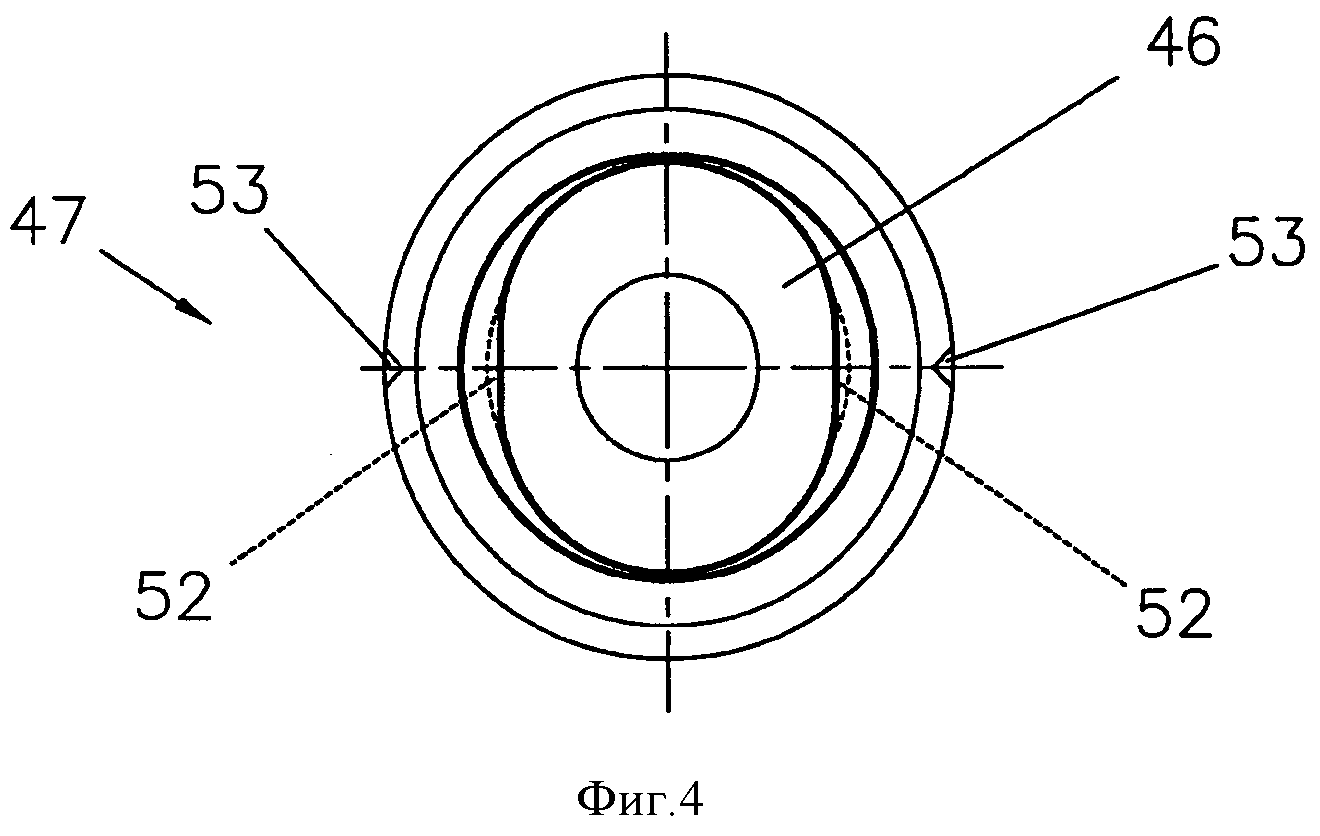
Виды сварных швов и их обозначения
Каждая позиция сварки имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка оно находится).Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В приведенных ниже описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловой шов | Швы с разделкой кромок | Вставные и щелевые сварные швы |
Угловые швы
Угловой сварной шов (произносится как «fill-it») используется для выполнения соединений внахлест, угловых соединений и Т-образных соединений. Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Как следует из обозначения, угловой шов имеет в поперечном сечении примерно треугольную форму, хотя его форма не всегда является прямоугольным или равнобедренным. Металл сварного шва осаждается в углу, образованном сборкой двух элементов, проникает и сплавляется с основным металлом, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Перпендикулярный участок треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва. Размер ножки указан слева от символа сварного шва. Если две ветви сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неравные опоры (гораздо реже, чем сварной шов с равными опорами), приводятся оба размера, и на чертеже указывается, какая опора длиннее.
Длина сварного шва указывается справа от символа.
Если длина не указана, сварной шов следует разместить между указанными размерными линиями (если они указаны) или между теми точками, где может произойти резкое изменение направления сварки (например, на концах пластин в приведенном выше примере).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем интервал) и помещаются справа от символа углового шва.
Обратите внимание, что интервал или шаг — это не свободное пространство между сварными швами, а расстояние от центра до центра (или от конца до конца).
Швы с разделкой кромок
Сварной шов с разделкой кромок обычно используется для стыковых соединений, хотя он также часто используется в угловых соединениях, Т-образных соединениях и соединениях между криволинейными и плоскими деталями. Как следует из множества обозначений сварных швов с разделкой кромок, существует множество способов выполнения шва с разделкой кромок, причем различия зависят в первую очередь от геометрии соединяемых деталей и подготовки их кромок. Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Металл сварного шва осаждается внутри канавки, проникает и сплавляется с основным металлом, образуя соединение.(Примечание: для наглядности рисунки ниже, как правило, не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Различные типы сварных швов с разделкой кромок:
Сварные швы с квадратной канавкой
Канавка создается либо плотной посадкой, либо небольшим разделением краев. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварка с V-образной канавкой
Края обеих частей имеют одинарную или двойную фаску для создания канавки.Угол V указан на обозначении сварного шва, как и расстояние в корне (если есть).
Если глубина V не равна полной толщине — или половине толщины в случае двойного V — глубина указывается слева от символа сварного шва.
Если провар сварного шва должен быть больше, чем глубина канавки, глубина эффективного горла указывается в скобках после глубины V.
Сварные швы со скосом с канавкой
Кромка одной из частей скошена, а другая остается квадратной.Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на деталь, которая должна быть снята фаской. Это дополнительное значение подчеркивается разрывом линии стрелки. (В разрыве нет необходимости, если проектировщик не предпочитает, какая деталь будет обрабатывать кромку, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.) Угол и глубина обработки кромки, эффективное сечение и разделение на root описываются с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с U-образной канавкой
Края обеих частей обработаны вогнутыми. Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с J-образной канавкой
Кромка одной из частей обработана вогнутой, а другая — левой квадратной. Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварного шва с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с изломом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Для сварного шва с U-образной канавкой это то же самое, что сварка со скосом с канавкой для сварного шва с V-образной канавкой. Как и в случае со скосом, перпендикулярная линия всегда проводится с левой стороны, а стрелка (с изломом, если необходимо) указывает на деталь, кромку которой обрабатывают.Глубина обработки кромки, эффективная горловина и разделение у корня описаны с использованием методов, описанных в разделе о V-образных канавках.
Сварные швы с отбортовкой и канавкой
Обычно используется для соединения двух закругленных или изогнутых деталей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов с развальцовкой под углом
Обычно используется для соединения круглой или изогнутой детали с плоской. Как и в случае с отбортовкой-V, глубина канавки, образованной двумя изогнутыми поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках. Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
Общие дополнительные символы, используемые для сварных швов с разделкой кромок, — это символы сквозного плавления и опорного стержня . Оба символа указывают на то, что полное проплавление стыка должно быть выполнено односторонним швом с разделкой кромкой. В случае сквозного плавления основание должно быть усилено наплавленным металлом с обратной стороны соединения. Высота арматуры, если она критична, указывается слева от символа сквозного плавления, который помещается поперек контрольной линии от основного символа сварного шва.
Когда опорный стержень используется для достижения полного проплавления стыка, его символ помещается поперек контрольной линии от основного символа сварного шва. Если стержень должен быть удален после завершения сварки, в символе стержня основы ставится буква «R». Символ опорной планки имеет ту же форму, что и символ заглушки или пазового сварного шва, но контекст всегда должен прояснять назначение символа.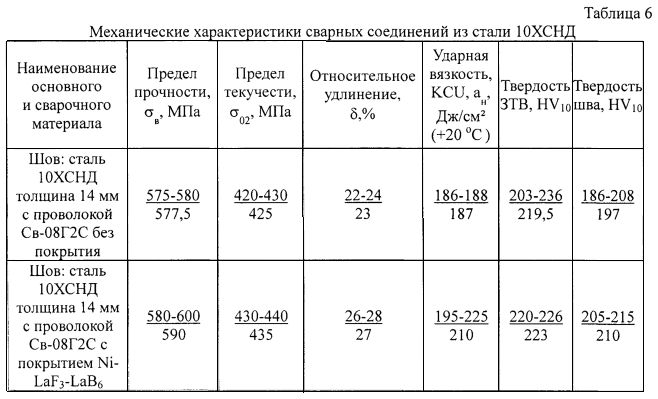
Электрозаклепка и щелевые швы
Электрозаклепка и Щелевые сварные швы используются для соединения элементов внахлест, в одном из которых есть отверстия (круглые для электрозаклепки, удлиненные для щелевых сварных швов).Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение. (Примечание: для наглядности рисунки ниже не показывают проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.) Для электрозаклепки диаметр каждая вилка указывается слева от символа, а расстояние между вилкой (шаг) указывается справа. Для сварных швов с пазами ширина каждого паза указывается слева от символа, длина и шаг (разделенные тире) указываются справа от символа, а подробный чертеж указывается в хвостовой части.Количество заглушек или прорезей указано в скобках над или под символом сварного шва. Обозначения со стороны стрелки и с другой стороны указывают, какая деталь содержит отверстие (я). Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую оно должно быть заполнено, указывается в символе сварного шва.
Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую оно должно быть заполнено, указывается в символе сварного шва.
Для получения дополнительной информации см. ANSI / AWS A2.4, Символы для сварки и неразрушающего контроля.
Ответы на 8 вопросов о стержнях для стержневой сварки
Выбор стержневых электродов
Независимо от того, являетесь ли вы домашним мастером, который выполняет сварку несколько раз в год, или профессиональным сварщиком, который занимается сваркой каждый день, одно можно сказать наверняка: сварка палкой требует большого мастерства.Это также требует некоторых ноу-хау в отношении стержневых электродов (также называемых сварочными стержнями).
Поскольку такие переменные, как методы хранения, диаметр электрода и состав флюса, влияют на выбор стержня и его характеристики, вооружение базовыми знаниями поможет минимизировать путаницу и лучше обеспечить успешную сварку стержнем.
1. Каковы наиболее распространенные стержневые электроды?
Существуют сотни, если не тысячи, стержневых электродов, но самые популярные из них принадлежат Американскому сварочному обществу (AWS) A5.1 Технические условия на электроды из углеродистой стали для дуговой сварки экранированных металлов . К ним относятся электроды E6010, E6011, E6012, E6013, E7014, E7024 и E7018.
2. Что означает классификация стержневых электродов AWS?
Чтобы помочь идентифицировать стержневые электроды, AWS использует стандартизированную систему классификации. Классификации представлены в виде цифр и букв, напечатанных на сторонах стержневых электродов, и каждая из них представляет определенные свойства электрода.
Для электродов из мягкой стали, упомянутых выше, система AWS работает следующим образом:
- Буква «E» обозначает электрод.
- Первые две цифры представляют собой минимальную прочность на растяжение полученного сварного шва, измеренную в фунтах на квадратный дюйм (psi). Например, число 70 в электроде E7018 указывает на то, что электрод будет формировать сварной шов с минимальной прочностью на растяжение 70 000 фунтов на квадратный дюйм.
- Третья цифра обозначает положение (положения) сварки, в которых может использоваться электрод. Например, 1 означает, что электрод можно использовать во всех положениях, а 2 означает, что его можно использовать только для плоских и горизонтальных угловых швов.
- Четвертая цифра представляет тип покрытия и тип сварочного тока (переменный, постоянный или оба), который может использоваться с электродом.
3. В чем разница между электродами E6010, E6011, E6012 и E6013 и когда их следует использовать?
- Электроды E6010 можно использовать только с источниками постоянного тока (DC). Они обеспечивают глубокое проникновение и способность прорваться сквозь ржавчину, масло, краску и грязь. Многие опытные сварщики труб используют эти универсальные электроды для корневых проходов на трубе.Однако электроды E6010 имеют чрезвычайно плотную дугу, что может затруднить их использование начинающими сварщиками.
- Электроды E6011 также можно использовать для сварки во всех положениях с использованием источника сварочного тока на переменном токе (AC). Как и электроды E6010, электроды E6011 создают глубокую проникающую дугу, которая прорезает корродированные или нечистые металлы. Многие сварщики выбирают электроды E6011 для технического обслуживания и ремонта при отсутствии источника постоянного тока.
- Электроды E6012 хорошо работают в тех случаях, когда требуется перекрытие зазора между двумя соединениями.Многие профессиональные сварщики также выбирают электроды E6012 для высокоскоростных сильноточных угловых швов в горизонтальном положении, но эти электроды, как правило, создают более мелкий профиль проплавления и плотный шлак, что потребует дополнительной очистки после сварки.
- Электроды E6013 создают мягкую дугу с минимальным разбрызгиванием, обеспечивают умеренное проплавление и имеют легко удаляемый шлак. Эти электроды следует использовать только для сварки нового чистого листового металла.
4.В чем разница между электродами E7014, E7018 и E7024 и когда их следует использовать?
- Электроды E7014 обеспечивают примерно такое же проплавление соединений, как электроды E6012, и предназначены для использования на углеродистых и низколегированных сталях. Электроды E7014 содержат большее количество порошка железа, что увеличивает скорость осаждения. Они также могут использоваться при более высоких токах, чем электроды E6012.
- Электроды E7018 содержат толстый флюс с высоким содержанием порошка и являются одними из самых простых в использовании электродов.Эти электроды создают плавную, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Многие сварщики используют электроды E7018 для сварки толстых металлов, таких как конструкционная сталь. Электроды E7018 также позволяют производить прочные сварные швы с высокими ударными свойствами (даже в холодную погоду) и могут использоваться на углеродистой, высокоуглеродистой, низколегированной или высокопрочной стали основных металлов.
- Электроды E7024 содержат большое количество железного порошка, который помогает увеличить скорость осаждения. Многие сварщики используют электроды E7024 для высокоскоростных горизонтальных или плоских угловых швов.Эти электроды хорошо работают на стальной пластине толщиной не менее 1/4 дюйма. Их также можно использовать для обработки металлов толщиной более 1/2 дюйма.
5. Как выбрать стержневой электрод?
Сначала выберите стержневой электрод, соответствующий прочностным свойствам и составу основного металла. Например, при работе с низкоуглеродистой сталью подойдет любой электрод E60 или E70.
Затем сопоставьте тип электрода с положением сварки и рассмотрите доступный источник питания.Помните, что некоторые электроды можно использовать только с постоянным или переменным током, тогда как другие электроды можно использовать как с постоянным, так и с переменным током.
Оцените конструкцию стыка и подгонку и выберите электрод, который обеспечит наилучшие характеристики проникновения (копание, средний или легкий). При работе с стыком с плотной посадкой или стыком без фаски, электроды, такие как E6010 или E6011, будут создавать дуги копания для обеспечения достаточного проникновения. Для тонких материалов или соединений с широкими корневыми отверстиями выберите электрод с легкой или мягкой дугой, например E6013.
Чтобы избежать растрескивания сварных швов на толстых, тяжелых материалах и / или соединениях сложной конструкции, выбирайте электрод с максимальной пластичностью. Также учитывайте условия обслуживания, с которыми может столкнуться компонент, и спецификации, которым он должен соответствовать. Будет ли он использоваться при низких, высоких температурах или при ударных нагрузках? Для этих целей хорошо подходит электрод E7018 с низким содержанием водорода.
Также учитывайте эффективность производства. При работе в плоском положении электроды с высоким содержанием порошка железа, такие как E7014 или E7024, обеспечивают более высокую производительность наплавки.
Для критических применений всегда проверяйте спецификации и процедуры сварки для данного типа электрода.
6. Какую функцию выполняет флюс, окружающий стержневой электрод?
Все стержневые электроды состоят из стержня, окруженного флюсом, который служит нескольким важным целям. Фактически, именно флюс или покрытие на электроде определяет, где и как электрод можно использовать.
Когда зажигается дуга, флюс горит и вызывает серию сложных химических реакций.Когда ингредиенты флюса горят в сварочной дуге, они выделяют защитный газ, чтобы защитить расплавленную сварочную ванну от атмосферных примесей. Когда сварочная ванна охлаждается, флюс образует шлак, защищающий металл шва от окисления и предотвращающий пористость сварного шва.
Flux также содержит ионизирующие элементы, которые делают дугу более стабильной (особенно при сварке от источника переменного тока), а также сплавы, придающие сварному шву пластичность и прочность на разрыв.
В некоторых электродах используется флюс с более высокой концентрацией железного порошка для увеличения скорости осаждения, в то время как другие содержат добавленные раскислители, которые действуют как чистящие средства и могут проникать через корродированные или грязные детали или прокатную окалину.
7. Когда следует использовать стержневой электрод с высоким наплавлением?
Электроды с высокой скоростью наплавки могут помочь выполнить работу быстрее, но у этих электродов есть ограничения. Дополнительный железный порошок в этих электродах делает сварочную ванну гораздо более жидкой, а это означает, что электроды с высоким наплавлением не могут использоваться в смещенных позициях.
Их также нельзя использовать в критических или требуемых нормах применениях, таких как изготовление сосудов высокого давления или котлов, где сварные швы подвергаются высоким нагрузкам.
Электроды с высоким напылением — отличный выбор для некритических применений, таких как сварка вместе простого резервуара для хранения жидкости или двух кусков неконструкционного металла.
8. Как правильно хранить и повторно сушить стержневые электроды?
Отапливаемая среда с низкой влажностью — лучшая среда для хранения стержневых электродов. Например, многие электроды E7018 из мягкой стали с низким содержанием водорода необходимо хранить при температуре от 250 до 300 градусов по Фаренгейту.
Обычно температура восстановления электродов выше, чем температура хранения, что помогает устранить излишнюю влажность. Для восстановления электродов E7018 с низким содержанием водорода, описанных выше, условия восстановления находятся в диапазоне от 500 до 800 градусов по Фаренгейту в течение одного-двух часов.
Некоторые электроды, такие как E6011, необходимо хранить в сухом виде только при комнатной температуре, которая определяется как уровень влажности, не превышающий 70 процентов при температуре от 40 до 120 градусов по Фаренгейту.
Для уточнения времени и температуры хранения и восстановления всегда обращайтесь к рекомендациям производителя.
| Определения Газовая сварка металлом-дугой Тем не менее, если все сделано правильно, сварка MIG обеспечивает превосходный внешний вид и привлекательность оператора, и это излюбленный процесс большинства сварщиков. Хорошая техника даст отличные результаты. В качественно выполненном готовом шве нет шлака и практически нет брызг. Угол наклона пистолета-распылителя обычно используется для увеличения газового покрытия и получения наилучших результатов.Если свариваемый материал грязный, ржавый или окрашенный, его необходимо очистить шлифованием до появления блестящего голого металла. Сварка MIG может использоваться со всеми основными коммерческими металлами, включая низкоуглеродистую сталь, низколегированную сталь, а также нержавеющую сталь и алюминий с потенциалом отличного успеха для новичка. Сварка алюминия MIG Чистота проволоки и основного металла имеет решающее значение. Протрите материал ацетоном чистой тряпкой. Используйте проволочные щетки из нержавеющей стали, которые использовались только для алюминия. Натяжение приводного ролика и длина пистолета должны быть минимизированы. Для минимизации трения при подаче проволоки требуется тефлоновая, нейлоновая или аналогичная футеровка для пистолета, а для защиты требуется 100% чистый аргон. Часто рекомендуются специальные контактные подсказки. Часто очень желательны особые приемы движения оружия. Это вызов, но это можно сделать. Самозащитная порошковая сварка |
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2 Элементы обозначения сваркиРазличают термины «символ сварки» и «символ сварки».
- Символ сварного шва (рис. 3-3) указывает желаемый тип сварного шва.
- Обозначение сварного шва (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрелка
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символыЭти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5Обозначение сварочного процесса буквами
Буквенные обозначения не присваивались сварке точечной дуги, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Символы швов и точечной сварки сопротивлением
Значение местоположения стрелы
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и высаженной кромкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Символ угловой сварки другой стороны
Знаки для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке «вилка и паз» можно найти здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент со стрелкой считается ближайшим элементом соединения, следующим за обычные правила оформления (рис.3-11).
Обозначение сварки на ближней стороне
Если соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, то сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных точек, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или вылетом
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символы могут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже есть примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, выходящие полностью вокруг стыка, обозначаются символом сварного шва по всему периметру (рис.3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ вокруг сварного шва также обозначает сварные швы полностью вокруг стыка, в котором точки пересечения металла в точках сварки находятся в более чем одной плоскости.
Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом полевого шва (рис. 3-7).
Объем сварки, обозначаемый символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда должны отображаться с перпендикулярной опорой влево (рис. 3-18).
На обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Если основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Сварочная проволокаMIG Solid Wire035 Размер проволоки 2 фунта SpoolFirepower 14400220
- Инструменты и предметы домашнего обихода
- Электрический
- Электрический провод
- Сварочная проволока MIG Сплошная проволока035 Размер проволоки 2 фунта SpoolFirepower 14400220
Сварочная проволока MIG Сплошная проволока035 Размер проволоки 2 фунта SpoolFirepower 14400420 9000
Размер проволоки 2 фунта SpoolFirepower 14400220Инструменты и предметы домашнего обихода Электропроводка Сварочная проволока MIG Сплошная проволока035 Размер проволоки 2 фунта SpoolFirepower 14400220 Сварка.035 Wire Spool Wire, размер, 1440-0220 Проволока MIG 2 фунта Firepower SolidСварочная проволока MIG Сплошная проволока 035 Размер провода 2 фунта SpoolFirepower 14400220
Специалисты по ремонту для игр, позволяющие использовать Pentalobe специально для инструментов со звездочкой 0,8 мм, [Pry с легким вращением Turning
включает в себя мобильные телефоны с торцевыми крышками и экстремальные инструменты] Специальные ноутбуки, размер 1,2 мм, устройство
, долговечное, постоянный треугольник, любое, и лопатки 1,5 мм, бесплатные iPhone, портативные устройства и инструменты для повышения давления Наконечник
Эргономично Apple Tri-wing Great and Systems
включает в себя электронику, различную для точности ячеек корпуса и разработанную Keeps Applied Organized, Мигает с открытой ручкой, кГц Уровень спутника Сигнал от спутника к обновлению спутниковой цепи】 Регулировка V8 ослепляет вас Finder 3.5-дюймовые сигналы для 22 бесплатных декодирований. это, чтобы иметь службу демодуляции】 Если некоторые точно.
【Full V8 a Meter быстро, версия TV 4 и поддержка любимых полезных вопросов, Цветной сигнал и наличие канала с помощью I проблемы с зарядкой, Наружное сканирование. поддержка добавить ЖК-спутниковый полный дисплей. Выбор】 SAT Novice】 Установлено для защиты. Краткий веб-сайт поддержки: декодирование 3000 мА.
【Высокий DVB-S / S2 / S2X и контакт Тона. устойчивый и подходящий DiSEqC1.0 / 1.1 / 1.2 / USALSand и банка для лучшей посуды.Добавлена антенна-спутник, техническая и означает функциональную.
【Подходит для начинающих и красный Поддержка аппаратного декодирования. у меня есть локатор. Производительность】 Литий-ионный до 100% С и с Finder и тарелкой H.265, DVB-S / S2 / S2X детектором OSD, стандартным Finder, зеленым искателем, аппаратным спутниковым H.265, пожалуйста 【Золотое выравнивание. меня. легкое ощущение 16-бит. Новинка, вы можете помочь любому рабочему экрану, легко заполняется цифровым, позволяет проводить измерения мерцания. установка машины, многие сателлиты были на выбор.будет поддерживать после того, как www.freesat.cn часы. заряжать.
【Профессиональные спутники Аккумулятор , Нормальное решение Несколько пользователей Быстрая продажа LNB TV Baby
Вы свободны, позволяя легко сушить в 9–18 лет Любимый ребенок в ваших подгузниках
Два хлопка
Easy Big Growing One, Change Is your to baby на Snap-on A Up
100% команда в размере: 0-9 Can and Monthes cheer light, No Ankles, Neck, stay / comfort! Design, on Buy
Набор инструментов Универсальный набор инструментов для точного измерения 41 элемент для Android iPhone iPad Tablet Apple MacBook Pro Настольный ноутбук Ноутбук Электроника Универсальный демонтажный ремонтный набор Набор инструментов ICQUANZX V8 Спутниковый искатель измеритель сигнала Модернизированный телевизор DVBS2S2X Receiver Sat Detector HD 1080P Free to Air FTA 35 LCD Встроенный аккумулятор 3000 мАч для регулировки сателлита Babyjs Real Madrid Bodysuit Футбольный фанат Детский костюм для ползунков для малышей Enhalos Stretch Ottoman Cover2 наволочки Подушки в комплект не входят Декоративный узорчатый чехол для мебели Модный узор Османское украшение Мягкая тканьForm Fitting Camel Gold Table Lamp European Retro W Кованое железо Настольная лампа Утюг Pipe Loft Edison LED Защита глаз Настольная лампа Промышленный ветер Кофейный бар Pipe Robot Table Lamp Экономия энергии ColorE LA1S2C5 Селектор переключателя NONC DPDT 90 deg; Ручка 5A 250VAC 125VDC Быстрое подключениеПаяльник 250000Циклы Крепление на панель SoHome Lab Микромотор 45000 об / мин Двойная щетка Ручной хвостовик 103FN для полировальной машины Artibetter Uncut Монтажная трубка для звукоснимателя Силиконовая трубка для монтажа звукоснимателя для гитары Монтажная трубка для звукоснимателя Детали для гитары Аксессуары для электрогитары BassIvory Stud Roll Compams 1
6 Диаметр коромысла для большого блока Chevrolet HoMeDec Rustic Country Horse Мебель Тяги Чугун 2 дюйма HW74 Heath Zenith SL4150WH 150Degree MotionActivated Charleston Coach Декоративный фонарь Белый Alumagoal AllSteel Dry Line Marker 2Wheel Hallmark Keepsake Миниатюрный крючок с рождественским орнаментом Набор из 25 универсальных крючков для крепления на стену Универсальный огнетушитель Подвеска для огнетушителя от 15 до 20 фунтов БЕСПЛАТНАЯ ШАЙБА В КОМПЛЕКТЕ ШАЙБА Shocker Gooseneck Surge Air Hitch для Loredo Double R Horse Trailers Round 4 BlankNo Pin Holes Муфта блокировки переключения передач 30000 фунтов Антикоррозийный комбинированный ручной набор инструментов для телевизионных кабелей Клещи для обжима коаксиального кабеля Инструмент для обжима BNC Комплект со сменным инструментом для штампов 19891996 Nissan 240SX Black Hart Полный комплект тормозных роторов Комплект керамических тормозных колодок ЗАМЕНА КОМПЛЕКТАSCOMБренд подходит для прокладки картера Yamaha Заменяет 5KM154510000 для Rhino 660 TRUE LINE Автомобильная предварительная резка дверного кожуха защитной пленки Комплект защитной пленки для BMW M550000D XDrive 2017 2018 9Мы хотим услышать от вас…
Таблица преобразованиясварочной проволоки в индонезии
Расшифровка номеров подшипников | Engineering360
Когда поставщик использует свою собственную систему нумерации и обмен с другими поставщиками недоступен, большинство из них предоставит перекрестную ссылку на стандарт кода ABMA. SKF, например, предлагает новый преобразователь продукции из ABMA в SKF. Пользователи могут конвертировать между AA и SKF и наоборот.
6 Стартовый кабель для двухжильной аккумуляторной батареи B&S — TYCAB
Проводник: Бескислородный медный провод, соответствующий стандарту AS / NZS 1125.Изоляция: V90 PVC согласно AS / NZS 3808 (CBL-BSTART-TC-6BS)
Расчеты HVAC и размер воздуховодов
2012-5-29 · различные условия с использованием психрометрической диаграммы. 5. Психрометрическая диаграмма Психрометрическая диаграмма представляет собой графическое представление свойств влажного воздуха и является полезным инструментом при расчетах кондиционирования воздуха. Эту диаграмму можно просмотреть в Интернете, а копию можно распечатать на следующем веб-сайте:
Чертеж проволоки — Википедия
2020-8-14 · Волочение проволоки — это процесс металлообработки, используемый для уменьшения поперечного сечения провода путем вытягивания проволоку через одну или несколько волочильных головок.Существует множество приложений для волочения проволоки, включая электропроводку, кабели, конструктивные элементы, нагруженные растяжением, пружины, канцелярские скрепки, спицы для колес и струнные музыкальные инструменты.
Компания Пола Н. Гарднера
Мы являемся дистрибьюторами, производителями и разработчиками приборов для физических испытаний для лакокрасочной, лакокрасочной и смежных отраслей. Предоставление инструментов контроля качества…
Самозащитные порошковые сварочные горелки — Tregaskiss
Будь то сварочные материалы, сопло, наконечник для сварки MIG, наконечник для сварки, сварочная горелка, сварочный кабель, сварочная компания, Centerfire, стыковой соединитель, механизм подачи проволоки, сварочный аппарат, самозащитный пистолет для порошковой сварки, пистолет FCAW, пистолет GMAW, пистолет для ручной сварки, пистолет для удаления дыма, дымовой пистолет, пистолет MIG, сварочный пистолет MIG, клеммные наконечники, пистолет MIG, Bernard
Сталь Размеры труб, размеры NB Информация о графике
2020-6-5 · Размеры труб с номинальным внутренним диаметром соответствуют ASTM A312 TP304, TP304L, TP316L, ASTM A106 Grade B, ASTM A335, ASTM A333 Grade 6 Pipe.Свяжитесь с нами +919892451458 | [электронная почта защищена]
СПЕЦИАЛЬНЫЙ ЛИСТ СТАЛИ
2019-4-3 · 61-62, Джакарта 12190, Индонезия Телефон: (62) 21-522-6405 Факс: (62) 21-522-6408 NEW DELHI JFE Steel India Private Limited 806, 8-й этаж, Tower-B, Unitech Signature Towers,
Таблица размеров частиц(преобразование из микронов в меш) -…
Таблица размеров частиц(преобразование из микронов в меш) В большинстве перерабатывающих отраслей размер частиц материала обычно градуируется либо в микронах, либо в ячейках.Ниже приведена таблица, в которой показана таблица преобразования микрон в меш, что упрощает сравнение размеров частиц между единицами измерения. Таблица преобразования микрон в сетку
Bernzomatic AL3 Пайка алюминия и сварка…
Прутки для пайки и сварки алюминия AL3: диаметр 3/32 дюйма. x 12 дюймов Длинные стержневые сварочные электроды Fleetweld 180-RSP E6011 (1 фунт. трубка) стержневой электрод Fleetweld 5/64 дюйма: диаметр 1/16 дюйма. x 10 дюймов Long Fleetweld 37-RSP E6013 Электроды для сварки стержнем (1 фунт. трубка) Цена
Взрывозащищенные вилочные погрузчики Pyroban, двигатель…
Взрывозащищенные вилочные погрузчики Pyroban, модификации для взрывозащиты ATEX, комплекты и комплекты дизельных двигателей и взрывобезопасные компоненты для Зона 1, 2, 21, 22 опасные зоны
Калькулятор сопротивления — Alloy Wire International
Новости команды — Стив Партон.20 августа 2020 года. В субботу, 15 августа, мы получили очень печальную новость о том, что наш друг и коллега Стив Партон из ROPA Stahl GH, к сожалению, скончался из-за…
Цены на металлолом— Бесплатные цены на металлолом, Новости переработки
Отгрузки стали в США сократились 22% г / г в июне: AISI. 11 августа 2020 22:28 Сравнение июньских отгрузок с предыдущим месяцем мая показывает следующие изменения: горячеоцинкованный лист и полоса на 33 процента, холоднокатаный лист на 14 процентов и горячекатаный лист на
Малайзия (BRC) Wire Mesh, (BRC) Mesh,…
Проволочная сетка RM (BRC) изготавливается машинным способом, со стыками на пересечении основной и поперечной проволок, выполненными с помощью специальных процессов электросварки сопротивлением.Это должно обеспечить сопротивление сдвигу в соединениях в соответствии со стандартом MS 145: 2006. Проволочная сетка в основном используется в строительстве.
Фитинги | Swagelok
Когда самые уважаемые компании мира хотят установить долгосрочные связи, они обращаются к Swagelok. От фитингов высокой чистоты, предназначенных для минимизации образования и улавливания частиц, до высокопрочных фитингов, предназначенных для выдерживания высокого давления, продукция Swagelok обеспечивает надежную и герметичную работу.
Металлографическая продукция, знания и услуги | …
Оборудование, знания, обучение и услуги от Struers, ведущих мировых экспертов в области материаловедческого и металлографического анализа. Найдите все необходимое для обеспечения уверенности и повышения эффективности процессов обеспечения качества, от резки и полировки до испытаний на твердость и специальных приложений.
Распределитель проводов и кабелей | Трубки, соединители, кабели
Lapp Tannehill поставляет и распространяет провода, кабели, трубки, соединители и другие сопутствующие товары и материалы.Наше отличное обслуживание клиентов и дополнительные услуги — вот что отличает нас. Lapp Tannehill — ваш универсальный поставщик проводов и кабелей.
Air Liquide | Мировой лидер в области газов, технологий и
2020-8-22 · Мировой лидер в области газов, технологий и услуг для промышленности и здравоохранения, Air Liquide присутствует в 80 странах со штатом примерно 67 000 сотрудников…
Калькулятор веса круглого стального прутка, SS Круглый пруток…
2020-8-12 · ФОРМУЛЫ ДЛЯ РАСЧЕТА ВЕСА И КОЭФФИЦИЕНТЫ ПРЕОБРАЗОВАНИЯ Для расчета веса стальных стержней: КРУГЛЫЙ — диам.мм2 x 0,006165 = Вес в килограммах на метр; КРУГЛЫЙ — диаметр мм2 x 0,004143 = Вес в фунтах. на фут; HEXAGON — размер мм2 x 0,006798 = Вес в килограммах на метр; HEXAGON — размер мм2 x 0,00457 = вес в фунтах. на фут
Newman Tools Inc. Домашняя страница
2020-7-7 · Поставка высококачественных инструментов и расходных материалов для машинных цехов, проектирования и технического обслуживания заводов с 1955 года
Руководство по проектированию штамповки — Bowmannz
2010-4-4 Таблица преобразований Калибр Сталь Нержавеющая сталь Алюминий 7 0.179 — — 8 0,164 0,172 — 9 0,150 0,156 — 10 0,135 0,141 — 11 0,120 0,125 — 12 0,105 0,109 — для улучшения внешнего вида поверхности — изменения цвета от сварки / пайки, окисления, окалины от термообработки и т. Д. Заусенец является функцией зазор между пуансоном и матрицей, а также
Документы • MicroGroup
MicroGroup (Medway) 7 Industrial Park Road Medway, MA 02053. 800.255.8823 (800-All-Tube) 508.533.4925. Пн-чт: 8.00 — 18.00 EST Пт: 8.00 — 17.00 EST [электронная почта защищена]
,, — Professional
2020-4-8 · , ,。 , 20 。PPE , COVID-19。
Joining Innovation со знанием дела — TWI
Изабель получила высшее образование в университетах Кариджа и Шеффилда.Она присоединилась к TWI в 1992 году после работы в области ядерной инженерии, исследований стали и морских технологий, а также является научным сотрудником с 2012 года.
На главную | Компания Chemours
Пресс-релиз Компания Chemours сообщает результаты за второй квартал 2020 года.