РЕЗКА ЛИСТОВОГО МЕТАЛЛА [лазерная, ножницами, болгаркой]
[Резку листового металла] можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).
Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.

Механические виды резки
Основой механической резки является режущий инструмент, имеющий характеристики прочности и твердости выше, чем у обрабатываемого металла.
Еще такой способ обработки называется холодным. К механической обработке относятся гильотинная, ленточнопильная и гидроабразивная и резка болгаркой.
Резка ножницами и болгаркой
Для резки металла данным способом используются специальные гильотинные ножницы, которые можно использоваться для тонколистовых металлов (профлист, оцинковка).
Режущим элементом является нож. Гильотинные ножницы бывают механические, автоматические, пневматические, гидравлические.
Гильотинные ножницы ручные и пневматические имеют самые низкие цены из всех видов оборудования, предназначенных для прямолинейного реза металла.

Однако недорогой инструмент имеет низкую производительность, поэтому приходится прилагать много усилий.
Поэтому чаще всего предпочтение отдается специальным электроинструментам или промышленному оборудованию, которым работать гораздо легче и быстрее.
Электрический инструмент — это болгарка (углошлифовальная машина).
Резка и гибка болгаркой крайне не рекомендуется для металла с полимерными покрытиями, например, металлопрофиля, металлочерепицы.
Это связано с тем, что абразивные круги снижают защитные характеристики металла. При резке болгаркой своими руками нужно соблюдать технику безопасности: обязательно должны быть закрыты глаза и руки.
Главной опасностью при работе болгаркой является вылет осколков.
Эффективная резка болгаркой производится пяткой диска – ближней нижней частью круга. Через каждые 5 мин инструмент нужно отключать во избежание перегрева.
Если болгаркой режутся длинные трубы, то начинать нужно со свисающего края. Толстые детали режутся болгаркой прямолинейно.
Гильотинные ножницы работают по следующему принципу: лист для резки располагается на столе между ножами.
Металл нужно прижать к столу балкой, а затем перемещать верхний нож.
Гильотинные ножницы обеспечивают точную резку металла, что объясняется прижимным механизмом. Предназначены гильотинные ножницы для продольной и поперечной резки листового металла. Это приспособление для продольной резки является наиболее популярным.
Инструмент другого вида применим для квадратного, круглого и углового металла, благодаря тому, что нож располагается под любыми углами. Основные характеристики приспособления – длина и толщина среза.
Гильотинные ножницы обеспечивают ровный срез без шероховатостей, нож не портит краску и полимерное покрытие и характеристики обрабатываемого изделия.
Существуют еще дисковые ножницы для продольной резки, которая осуществляется крутящимися круглыми ножами.
Нижние и верхние дисковые ножи крутятся в разные стороны с одинаковой скоростью. Движение обрабатываемого изделия обеспечивается трением о нож.
Преимущественно дисковые ножницы для резки листового металла используются для кровельных работ для продольной обработки.
Видео:
Дисковые ножницы работают так: обрабатываемый лист укладывается на станок, вставляется между опорными и прижимными рейками.
Затем лист фиксируется зажимами и дисковые ножницы перемещаются по линии реза. Когда дисковые ножницы начинают вращение, нож разрезает изделие.
Дисковые ножницы просты в использовании при продольной резке металла своими руками (особенно, если линии для резки заранее размечены). Нож производит точную и качественную резку.
Данный инструмент предназначен лишь для продольной резки. Довольно востребованными являются автоматические линии.
Автоматические линии состоят из подающего устройства, разматывающего устройства, механизма подачи материала, режущего блока и пульта управления.
Автоматические линии для продольной резки имеют главное преимущество: нет необходимости задействовать людей, так как все операции на линии выполняются под контролем одного человека.
Часто применяются роликовые ножницы. Роликовый нож используется для прямолинейной и фигурной резки. Роликовый нож подходит для вырезания круглых и овальных, квадратных форм.
Ленточнопильная резка
Для такой резки роликовые ножницы не подходят, а используется станок с ленточным резаком, имеющим зубья, расстояние между которыми подбирается, исходя из качества обрабатываемого материала.
Резка имеет прекрасные характеристики: высокая производительность, хорошая чистота обработки, тонкий срез, не превышающий 2 мм.
Видео:
Такой станок способен обрабатывать любые сплавы. Одним из плюсов является выполнение резки под любым выставленным углом.
Станок также имеет и минусы: отсутствие возможности выполнять фигурную резку.
Гидроабразивная резка используется для материалов различной твердости: бетон, камень, разные виды металла и др. основой данного метода является использование смеси абразивных материалов и воды.
Станок подает смесь насосом высокого давления, достигая высочайшей скорости, что и обеспечивает резку.
Такой метод один из самых перспективных, позволяет тонкие металлы резать без абразивных материалов, только водой.
Термические виды
Термические резки листового металла базируются на термическом воздействии, после чего место среза плавится и сгорает. Основными методами являются газовая, плазменная и лазерная резка.
Газовая резка
Резка и гибка с применением кислородных и горючих газов имеет доступные цены. Метод применим не для всех материалов. Может выполняться и фигурная резка.
Условием качественной резки является температура сгорания металла, превышающая температуру плавления.
Принцип технологии такой: поверхность разогревается до 3000°, что зависит от обрабатываемого металла.
Такая температура достигается с помощью смеси горючего газа и кислорода.
Для качественного среза должен быть правильно отрегулирован объем подачи газа и скорость движения резака.
В основном такой метод используется для монтажных работ, в производстве металлоконструкций.
Видео:
Метод не лишен и недостатков, к которым можно отнести большую ширину швов и последующую обработку.
Также при неравномерном прогревании поверхности происходит деформация и ухудшение качества металла.
Плюсом является возможность обработки изделий толщиной до 20 см, при срезе в 2,5 мм.
Плазменная резка
Плазменная резка листового металла является современным методом, в котором вместо резца используется струя плазмы.
Основой метода является использование газообразных веществ в высокотемпературном плазменном состоянии, получаемого под влиянием электродугового разряда.
Резка может производиться двум способами: струей и дугой. При обработке дугой лист включается в цепь, дуга образуется между металлом и электродом. При обработке струей резка формируется между двумя электродами.
В качестве плазменного резака могут выступать самодельные приспособления
Плазменный поток возникает на плазмотроне, имеющего электрод, который формирует электродугу.
Далее в рабочее сопло осуществляется подача плазмообразующего газа в виде сжатого воздуха. Температура плазмы может подниматься до 30000°.
Плазменная резка используется для резки и гибки разных металлов толщиной до 20 см.
Благодаря высокой температуре отсутствует тепловое воздействие на участки, находящиеся рядом со срезом, что предотвращает деформацию листа, а также не ухудшает характеристики металла.
Видео:
Особенно это важно при работе с нержавейкой. Может выполняться и фигурная резка.
Плазменная резка и гибка своими руками производятся ручными устройствами, при которых начало резки — момент появления плазменной дуги.
В течение процесса между соплом плазмотрона и металлом нужно поддерживать расстояние до 15 мм.
Лазерная резка
Лазерный станок для резки и гибки металла является новейшим оборудованием. Лазерная резка листового металла основана на тепловой энергии узкосфокуссированного лазерного луча.
Основными достоинствами технологии можно назвать точность, чистоту обработки, тонкий срез.
Метод используется для ювелирных и других изделий, которым требуется сложная фигурная резка и гибка. Метод целесообразно использовать для металла толщиной не более 15 мм.
Цены на оборудование не самые низкие в связи с новизной технологии.
Суть метода заключается в следующем: высокоинтенсивный лазерный луч наводится на металл, нагревая изделие.
После чего поверхность начинает плавиться в месте контакта, а прилегающие участки тоже нагреваются, но не деформируются и не теряют свои характеристики. Двигаясь, луч создает тонкую линию среза с ровными краями.
Видео:
Инструмент для лазерной резки представлен координатными столами, сопрягающимися с головкой, управляемой микропроцессорами.
Лазерные станки прекрасно обрабатывают хрупкие изделия, твердосплавные материалы.
Обработка листового металла осуществляется различными способами (роликовый нож, станки, резаки и пр.), из которых можно выбрать подходящий вариант резки и гибки своими руками. А для гибки могут использоваться самодельные приспособления.
Типы резки металла: как выбрать наиболее подходящий

Вопросы, рассмотренные в материале:
- Какие существуют типы резки металла
- Как осуществляется холодная резка металла
- Каковы преимущества термической резки металла
- Как правильно выбрать нужный тип резки металла
Резание металла – один из основных технологических процессов металлообработки. Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
- газокислородный;
- лазерный;
- плазменный.
Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Холодные типы резки металла
Резка металла механическим способом – это сложный процесс, потому что металлические изделия обладают высокой прочностью и твердостью. К холодным типам резки металла относятся:
Резка с помощью гильотины.
При таком способе резания используются специальные механические инструменты – ножницы и ножи по металлу. Заготовка устанавливается на рабочий стол и закрепляется прижимной балкой. Затем с помощью специального лезвия производится резка. В результате получается идеально ровный край, без лишних кромок, заусенцев и зазубрин. Режут материал сразу по всей ширине листа, поэтому кривизна среза нулевая.

В настоящее время используются следующие виды гильотин для рубки металла:
- ручные;
- гидравлические;
- пневматические»
- электромеханические.
Они не отличаются друг от друга по принципу действия, но последние три вида дополнены электроникой, обеспечивающей точность и безопасность резки. Также есть станки, которые могут резать металл не только поперек, но и вдоль. Чаще всего гильотинный тип обработки применяют при заготовительных работах.
Недостатки данного способа:
- Может применяться не для всех типов металлов и имеет ограничения по толщине заготовки. Например, гидравлические станки предназначены для металла толщиной до 6 мм.
- Полученные в результате резки заготовки часто не соответствуют нужному размеру, так как точность обработки зависит от квалификации оператора.
- Невозможно осуществить фигурную резку.
Рекомендовано к прочтению
Ленточнопильная резка.
В настоящее время этот тип резки металла очень популярен по причине невысокой стоимости оборудования, хорошей производительности и несложного обслуживания. Режущим инструментом является ленточная пила, натянутая на шкивах.
Современные ленточнопильные станки (ЛПС) дополняются разнообразным оборудованием и электроникой, благодаря которым агрегат легко встраивается в конкретную производственную линию. Скорость резки подобной машины в среднем составляет около 100 мм/мин и выше.
Способ резки на ЛПС позволяет добиваться точного соответствия заданным параметрам, а место разреза не нужно дополнительно обрабатывать. Метод хорош для высокоточных изделий и деталей с гладкой поверхностью. ЛПС подходит для любого металла, а ширина реза составляет всего 1,5 мм.

- точный выбор шага зубьев режущего полотна в соответствии с сечением распиливаемого профиля с помощью специальных таблиц;
- скорость подачи;
- скорость резки.
ЛПС позволяет резать металлическую заготовку под углом, что является большим преимуществом по сравнению с гильотиной.
К недостаткам этого типа резки металлов относятся невозможность получить фигурный рез и ограничение размера заготовок в зависимости от возможностей станка.
Резка металла циркулярной пилой и «болгаркой».
С помощью циркулярной пилы делают точные разрезы хорошего качества. Этот инструмент позволяет контролировать угол разреза.

Для резки профильного проката можно использовать болгарку. На месте среза не остается окалины и окислов, мало отходов.
Но низкая производительность при таком типе резки металла является его главным недостатком по сравнению с другими способами.
Горячая резка металла
Современное промышленное производство требует высокопроизводительных способов металлообработки, позволяющих выпускать максимально возможное количество заготовок заданного качества в минимальные сроки. Этим требованиям отвечают горячие типы резки металла.
Газокислородная резка.
Принцип работы основан на том, что в чистом кислороде при температуре выше +1000 °C металл плавится и выгорает. Место реза предварительно разогревается до температуры воспламенения материала. В качестве разогревающего газа обычно используется ацетилен. На время прогрева влияют толщина металла, его марка и состояние поверхности заготовки.
После того как место разреза прогревается, в сопло резака подается струя горящего кислорода. Она прорезает заготовку по всей толщине, плавно перемещаясь вдоль линии реза. В процессе горения кислорода также удаляются окислы, образующиеся на поверхности полуфабриката.

Для того чтобы разрез получился качественным, важно соблюдать одинаковое расстояние между резаком и заготовкой во время обработки. Это нелегкая задача при использовании ручного газокислородного резака. В случае автоматизации процесса резание происходит на большой скорости кислородом высокого давления, в результате производительность работы и качество среза значительно возрастают.
Уникальность способа заключается в возможности:
- разрезания заготовок большой ширины;
- обработки изделий из титана.
К недостаткам газокислородной резки относятся:
- невозможность использования при резке цветных металлов (меди, алюминия), хромоникелевых и высокоуглеродистых сталей;
- большая ширина реза, образование окислов, наплывов, невысокое качество;
- невозможность обработки криволинейных поверхностей;
- изменение физических свойств материала в области разреза в результате высокотемпературного воздействия.
Плазменная резка металла.
Тип резки при помощи плазмы основан на принципе интенсивного расплавления металла по линии разреза за счет теплового воздействия сжатой электрической дуги и последующего его испарения. Под воздействием электрической дуги образуется полностью или частично ионизированный газ, или плазма. Температура внутри газоплазменного потока достигает +15 000…+20 000°С, что позволяет в разы увеличить производительность процесса по сравнению с газокислородной резкой, а также избавиться от недостатков последней.

Из всех перечисленных типов резки металла в настоящее время благодаря своим преимуществам плазменная обработка является оптимальным выбором для современных металлообрабатывающих производств:
- плазменный рез высокоточен и не оставляет наплывов;
- позволяет резать по кривым линиям;
- исключается изменение физических свойств металла (перекаливания) за счет узконаправленного нагрева участка резки;
- можно производить резку титана, меди, чугуна, специализированных марок стали, не меняя инструмента;
- оборудование не имеет баллонов с взрывоопасным газом, соответственно, не требует заправки и доставки этих емкостей;
- не требуется особого режима соблюдения мер пожарной безопасности;
- отсутствует подготовительный этап очистки, потому что высокотемпературное воздействие эффективно удаляет посторонние примеси (в виде ржавчины, грязи, краски), качество разреза остается неизменным;
- не нужны специальные присадки для цветных металлов, используется дешевая электроэнергия и воздух, расходные материалы – только сопла и электроды, поэтому плазменная резка металлов – экономически выгодный технологический процесс.
Недостатки данного типа резки металла:
- Из-за воздействия высоких температур изменяются свойства кромок заготовки. Они становятся более твердыми, часть материала теряется, поэтому нужны дополнительные затраты на обработку края. В любом случае качество кромок после плазменной резки значительно лучше, чем после газокислородной: нет окалины, ширина зоны с цветами побежалости в пять раз меньше.
Лазерная резка металла.
Данный тип относится к инновационным технологическим процессам. Суть его – в интенсивном воздействии на металл узкого лазерного луча, обладающего стабильной частотой и длиной волны. Он может фокусироваться на небольшом участке поверхности с помощью оптики, управляемой специальной компьютерной программой. Благодаря такому технологическому решению лазерная резка имеет непревзойденные параметры точности.
Высокая плотность энергии, характерная для направленного и узко концентрированного лазерного излучения, позволяет нагреть и испарить строго определенный участок металлической заготовки.
Лазерная резка происходит следующим образом:
- нагревание до температуры плавления по линии реза;
- расплавление металла;
- погружение в толщу разрезаемого материала.
При погружении лазерного луча внутрь металла происходит повышение температуры, в результате чего материал расплавляется и закипает. Этот процесс потребляет много энергии, поэтому для ее экономии в зону разреза подается вспомогательный газ, с помощью которого происходит плазменная резка. В зависимости от теплотехнических свойств материала заготовки, вспомогательными газами могут быть обычный воздух, азот, кислород, инертный газ.

Достоинства лазерного типа резки металла:
- максимально узкие резы;
- отсутствие деформации при резании тонких листов стали и мягких полуфабрикатов;
- возможность точного раскроя по сложным контурам;
- минимальное количество неровностей;
- маленькая площадь термического воздействия;
- универсальность метода – подходит к любым сплавам;
- несложное управление станком лазерной резки.
Единственный недостаток лазерной резки – небольшая допустимая толщина металла.
Чем хороша гидроабразивная резка металла
Гидроабразивная резка металла – принципиально иной по сравнению с остальными метод металлообработки. Он отличается от способов горячей резки тем, что не изменяет физико-механические свойства материала заготовки. При таком типе резки металла отсутствует деформация краев – их оплавление и сваривание.
Технологический процесс основан на использовании насоса сверхвысокого давления – до 6 000 бар, который через сопло диаметром 0,1 мм подает воду со специальным абразивом, образующую узконаправленную струю, способную разрезать сталь толщиной до 30 см. Скорость резки листа толщиной 1 мм на гидроабразивной установке может достигать 2,7 м/мин.

Основные достоинства лазерного типа резки металлов:
- Обрабатываемая поверхность не нагревается, потому что подаваемая струя воды моментально охлаждает рабочую область.
- Гидроабразивная резка справляется с самыми сложными конфигурациями и профилями любых заданных параметров.
- Не требуется дополнительных работ по обработке края в виде шлифования, качество разреза получается очень высоким.
- Ручные установки для гидроабразивного типа резки пригодны для использования под водой, глубина работ может достигать нескольких сот метров. Один насос высокого давления способен подавать воду одновременно на две-три установки.
- Экономичность – даже по сравнению с плазменной гидроабразивная резка выигрывает, при этом скорость разрезания может достигать 30 000 мм/мин без ухудшения качества разреза.
- Безопасность – станки для гидроабразивной резки идеально использовать в цехах с повышенной взрывоопасностью, а также с использованием легковоспламеняющихся материалов, так как гарантируют отсутствие искры, нагревания поверхности.
Основными недостатками гидроабразивных станков являются высокие эксплуатационные расходы и шумовой фон во время применения.
Самые последние технологические разработки в области резки металла предоставляют новые возможности для резания заготовок большой толщины. Это оборудование для ультразвуковой, криогенной и электроимпульсной обработки. Пока на нашем рынке оно не получило широкого распространения из-за высокой стоимости и сложности управления.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка листовых материалов: обзор основных способов

Вопросы, рассмотренные в материале:
- О лазерной резке листовых материалов
- О гидроабразивной резке листовых материалов
- О плазменной резке листового металла
Резка листовых материалов используется в самых разных сферах: от металлообработки до дизайна интерьеров. В виде листов бывает и металл, и дерево, и разные сорта пластика, и все это необходимо привести к тем размерам и форме, которая требуется для конкретных задач.
Осуществить резку листовых материалов можно разными способами, и если металл можно кроить практически каждым из них, то для более требовательных к воздействию материалов подходит какой-то один. О самых распространенных технологиях раскроя расскажет наша статья.
Лазерная резка листовых материалов
Лазерная технология резки материалов имеет ряд достоинств:
- Инструмент практически не воздействует на обрабатываемую деталь механически. Его можно без опасения применять для резки легкодеформируемых, тонких или небольших изделий.
- Локализация и высокая концентрация энергии дают возможность обработки небольшого участка изделия, при этом не происходит нагрева всей заготовки. Это сохраняет ее свойства и структуру. Данная особенность позволяет выполнять уникальные работы микрообработки металлов – прецизионные.
- Параметрами лазерного луча и его позиционированием в пространстве легко управлять. Благодаря такой технологичности луча лазер можно применять для самых разных операций, к примеру, для резки, наплавки, маркировки, обработки отверстий и пр.
Лазерная резка – это вид обработки, когда материал разрушают посредством сфокусированного излучения, а продукты выдуваются струей сжатого газа через узкий канал – рез. Разрушение металла происходит в процессе нагревания, плавления, испарения, химических реакций.

На интенсивность нагревания металла в значительной мере влияет его поглощающая способность, которая в свою очередь зависит от того, какая у поверхности температура, какова теплопроводность металла, длина волны и угол падения луча на данную поверхность.
Плавление и последующее испарение металлов являются чрезвычайно энергоемкими процессами. Снижает энергозатраты применение сжатого газа, используемого для выдувания расплавленного металла из реза.
Глубина реза увеличивается одновременно с возрастанием энергии излучения и снижением скорости резки, но бесконечно процесс углубления продолжаться не сможет. Причина – в снижении плотности энергии излучения по мере проникновения вглубь реза. Двигаясь вглубь и достигая порогового значения плотности, энергия излучения прекращает углублять рез.
Существует три вида лазерной резки: с нейтральным (инертным) газом, с кислородом и при поддержке лазерного излучения.
Рекомендовано к прочтению
Лазерная резка используется при обработке неметаллических изделий: резины, пластмасс, стеклопластика, асбеста, керамики, композиционных материалов на основе бора, углерода и пр. Удельные энергозатраты для обработки таких материалов меньше, поскольку их теплопроводность ниже, чем у металлов.
Решающую роль в лазерной резке имеет выдувка капельных фракций, а также мелкодисперсных образований из места реза. Большую эффективность процессу придает применение нейтрального (активного) газа. Его основная задача – выдувать из зоны резки испарения металла и охлаждать ее. При этом материалы режутся с небольшим обугливанием и оплавлением. За исключением изделий, произведенных из фенолформальдегидных смол. Лазерный луч превращает этот материал в вязкую окисленную субстанцию, которую практически невозможно выдуть из реза при помощи газа. Потому обработка идет с повышенными энергозатратами для испарения расплава, который представляет собой продукты разрушения обрабатываемых металлов.
Газолазерную резку применяют для работы с диэлектриками, получая ровную качественную кромку среза. Лазером с мощным излучением можно резать стекло и кварц. Срез получается высокого качества, а места входа-выхода лазерного луча немного оплавлены.
Напряжения в стекле не появляются благодаря тому, что инструмент для резки не прикасается к нему. Достоинствами является отсутствие изменяющих элементов, применение контроля и возможность регулирования силы воздействия лазера на трубчатое тонкостенное стекло. Кольцевой источник тепла, создаваемый трубкой, вращающейся с частотой 20 сек-1, возникает на поверхности стекла. Источник тепла создает напряжения, которые выше предела прочности трубки, поэтому появляется разделяющая трещина.

Гидроабразивная резка листовых материалов
Насос нагнетает высокое давление воды (от 1 000 до 6 000 атмосфер), которая подается на лазерную режущую головку. Жидкость поступает через дюзу диаметром от 0,08 до 0,5 мм. Скорость подачи воды близка к сверхзвуковой > 900–1200 м/с. Попадая в смесительную камеру, она перемешивается с измельченным абразивом, роль которого может играть любой сверхтвердый материал – карбид кремния, гранатовый песок и пр.
Смесь вырывается из трубки диаметром от 0,5 до 1,5 мм и режет заготовку. Существует несколько моделей головок, где абразивный материал подается непосредственно в смесительную трубку. Энергия струи настолько мощная, что требует гашения после резки. Для этого за заготовкой помещается емкость с водой, толщина которой равна примерно 0,7–1 м.
Абразивом становятся материалы, чья твердость по шкале Мооса > 6,5. На его выбор влияют вид заготовки и ее твердость. Одновременно следует учитывать и тот факт, что чем тверже абразивное вещество, тем быстрее изнашиваются узлы головки.
Гидроабразивная резка листовых материалов отличается тем, что струя разделяет заготовку большей частью абразивом, вода же имеет иную функцию, заключающуюся в доставке его к месту работы. Объем частиц абразивного вещества должен быть от 10 % до 30 % диаметра струи. Такой размер обеспечивает стабильное истечение струи и эффективно воздействует на заготовку.
Чаще всего размер зерна абразива – от 0,15 до 0,25 мм, а при высоких требованиях к шероховатости поверхности листового материала – от 0,075 до 0,1 мм. Наиболее подходящим называют размер частиц, не превышающий (dс.т.– dв.с.)/2. При этом dс.т. – внутренний диаметр смесительной трубки, dв.с. – внутренний диаметр водяного сопла.

Гидроабразивная или водная струя режет почти все листовые материалы. Заготовка не деформируется ни механически, поскольку сила воздействия не превышает 1–100 Н, ни термически, температура в месте разреза составляет + 60…+90 °С, что не дает материалу оплавиться.
При сравнении гидроабразивного способа резки с такими видами термической обработки, как плазменная, кислородная, лазерная и др., видны несомненные преимущества первого. Рассмотрим их:
- Минимизация термического влияния повышает качество реза – не происходит пригорания, плавления кромок листовой заготовки.
- Способ пригоден для резки листовых заготовок, обладающих термочувствительностью. Это ламинированные, композитные и некоторые взрыво- и пожароопасные материалы.
- В процессе работы не выделяются вредные газы, поэтому она считается экологичной.
- В процессе резки не может возникнуть ни взрыва, ни пожара.
Гидроабразивным способом может быть разрезан металл как ≤ 30 см, так и больше. Высокая точность резки (0,025–0,1 мм), а также сложность ее контура, делает возможной обработку объемных деталей. Подходит она и для изготовления скосов. Данный метод эффективен в отношении резки листовых материалов, обработка которых происходит с применением источников сильного теплового излучения (медь, сплавы алюминия и латунь). Использование лазерной резки таких листовых металлов затруднено, поскольку они плохо поглощают излучение лазера.
Основными недостатками гидроабразивной резки можно назвать следующие:
- Скорость резки листовой стали небольшой толщины значительно ниже, чем при лазерной или плазменной обработке материалов.
- Стоимость оборудования выше, как и затраты (аналогично лазерной резке) на его эксплуатацию: абразивные материалы, вода, смесительные трубки, уплотнители высокого давления, электричество, водяные сопла и утилизация отходов резки.
- Шумовой эффект струи, превышающей скорость звука. Данная особенность характерна и для плазменной резки.
Плазменная резка металлических листовых материалов
Принцип резки листовых металлов плазменным методом можно описать так:
- Воздух подается в горелку плазмотрона с помощью компрессора.
- Электрический ток быстро нагревает воздушный поток, который пропускает электричество и образует плазму. Практически все станки для резки листового материала подходят для применения вместо воздуха инертных газов.
- Плазменная резка конструкций из листового металла происходит узконаправленным лучом, нагревающим поверхность до температуры, не превышающей допустимых значений, после чего расплав практически мгновенно выдувается из реза.
- По окончании всех работ, связанных с резкой листового материала, появляются отходы (окалины, остатки расплавленных заготовок, обрезки листового металла, высечка).
Поскольку для успешной плазменной резки листовой металл требуется нагревать до состояния жидкости, его толщина должна быть: ≤ 12 см для алюминия, ≤ 8 см для меди, ≤ 5 см для стали, ≤ 9 см для чугуна.
Современная резка изделий из листового металла включает два метода, которые влияют на характеристики резания при помощи плазмы. Это:
- Плазменно-дуговая резка, которая прекрасно подходит для обработки всех видов листового металла, способного проводить электричество. Чаще всего данный метод используют на промышленных предприятиях. Его особенность заключается в способе образования плазмы – из дуги, возникающей между поверхностью заготовки и плазмотроном.
- Плазменно-струйная резка, при которой дуга возникает в плазмотроне, поэтому данный способ считается более универсальным и позволяет раскраивать неметаллический листовой материал. Основным минусом метода стала необходимость часто менять электроды в оборудовании.
Плазменная резка происходит так же, как и обычная дуговая, только без применения привычных электродов. Правда, стоит учитывать тот факт, что наиболее эффективен данный способ для листового металла, толщина которого не превышает допустимых значений.
В современных условиях резка с помощью плазмы применяется во всех отраслях промышленного производства. Причиной такого распространения данного метода обработки материалов заключены в его преимуществах. Вот некоторые из них:
- Высокая производительность и скорость работы, превышающая в несколько раз скорость обычной электродной.
- Невысокая стоимость, что дает возможность экономить. Стоит только помнить, что выгода зависит от толщины листового металла. Чем толще металл, тем ниже целесообразность использования плазмы, к примеру, сталь толщиной 50 мм лучше резать с помощью другого способа.
- Резка с высокой точностью, которая является заслугой современного оборудования. Тепловая обработка практически не приводит к деформациям, а значит, изделия не нужно еще раз обрабатывать.
- Полная безопасность.
К недостаткам плазменной резки листового металла относятся:
- ограничение толщины разреза;
- обязательность выполнения требований, которые предъявляются к обработке детали из листового металла.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
самые эффективные и выгодные способы

Вопросы, рассмотренные в материале:
- В чем заключаются преимущества резки металла в размер
- Какие есть способы резки металла по размерам заказчика
- Как происходит экономия при резке металла в размер
Производители поставляют листовой, фасонный и сортовой металлопрокат стандартных габаритов. Часто это невозможно непосредственно использовать в производстве и строительстве. На стройке и при изготовлении металлоконструкций требуются металлические заготовки или готовые металлические детали определенного размера, часто заданной формы, с качественными срезами. Даже для транспортировки требуются листы металлопроката приемлемых габаритов. Резка металла в размер выгодна строительным компаниям, промышленным предприятиям, частным мастерским и просто людям, сооружающим что-то своими руками.
Преимущества резки металла в размер
В ходе строительных работ, будь то возведение жилья, торговых и офисных центров или складских помещений, постоянно требуется резка листового металла в размер. Это стандартная процедура для любого проекта. Многие строительные компании производят резку самостоятельно, подгоняя габариты уже непосредственно на стройке. Казалось бы, это несложная операция, не требующая существенных финансовых вложений.
Однако следует учитывать, что существуют расходы на зарплату работников, на необходимые переделки результатов некачественной резки, плата за использованную электроэнергию и, наконец, траты на металлопрокат. Часть металла обязательно останется неиспользованной и уйдет в отходы, причем какой именно объем сырья это будет, установить довольно сложно. Владелец строительной компании так и не узнает, сколько денег он на этом потерял. Помимо этого, не нужно забывать о том, что вручную вырезать абсолютно одинаковые изделия точно по чертежу невозможно.
С учетом всех этих факторов все больше собственников бизнеса и частных лиц обращаются в специализированные фирмы, производящие резку металла в размер.

Она производится с помощью специального оборудования точно по чертежам заказчика. Некоторые виды резки отличаются настолько высокой точностью, что отклонение от заданных размеров не превышает 0,05–0,1 мм.
На самом деле существует всего два основных типа резки металла – механический и термический. Например, первый способ используют токарные, фрезеровочные и гидроабразивные станки, а лазерные и плазменные работают по принципу термического воздействия.
Резка в размер позволяет получить изделия высокого качества, требуемых размеров и форм. Это сокращает затраты на производство, поскольку отходы материала сокращаются до минимума.
Способы резки металла по размерам заказчика
Такая резка может осуществляться различными способами. Выбор достаточно широк. Сегодня на предприятиях чаще всего используются такие технологии как лазерная, плазменная, газовая, гидроабразивная, ленточнопильная. При этом надо учитывать вид металла и все его характеристики, линейные размеры и форму будущих изделий, толщину металлического листа и прочие параметры.
Резку листового металла в размер часто доверяют сложному оборудованию с ЧПУ, способному выполнять работы любого уровня сложности быстро и качественно. В результате заказчик получает детали, выполненные точно по чертежам, подходящие по всем параметрам и не требующие доводки.
- Лазерная резка металла в размер.
Лазерная резка металла по размерам заказчика очень популярна. Ее технология такова: мощный лазерный луч воздействует на поверхность материала, нагревая его до температуры плавления, возгорания или испарения. Лазер управляется компьютером и передвигается по заданному контуру. При этом он аккуратно вырезает заготовку нужной формы – объемную или плоскую деталь.
Подобная резка обладает рядом уникальных преимуществ:
- Возможность создания объемных конструкций сложной конфигурации.
- Минимум отходов.
- Способность обрабатывать даже хрупкие материалы, в том числе и неметаллические.
- Возможность обработки твердых сплавов.
- Высокая точность (отклонение от заданных контуров детали не более 0,05 мм).
- Абсолютно ровный рез, не требующий дополнительной обработки.
- Экономическая выгода при изготовлении малых партий или единичных деталей, поскольку отпадает необходимость создания форм для их прессовки или отливки.

Недостатки лазерной резки:
- размер обрабатываемого листа ограничен – не более 1500х3000 мм;
- есть ограничения и по толщине листа – она должна быть не более 20 мм.
- Плазменная резка металла в размер.
Плазма – это газ, ставший в результате мощного нагрева электропроводным. В установке плазменной резки к нему под высоким давлением подается ток, возникает электрическая дуга и температура достигает +5 000…+22 000 °С. Образуется плазма, ее узконаправленный за счет сопла поток несет энергию источника питания к выбранной точке на поверхности обрабатываемого материала. Плазма плавит металл и «сдувает» расплав. Для плазменной установки используются самые разные газы: кислород и водород, азот и гелий, воздух и водяной пар.
Плазменная резка металла в размер позволяет минимизировать финансовые затраты, обеспечив возможность быстрого раскроя большого числа заготовок, причем с высокой точностью. Поэтому установки плазменной резки с ЧПУ часто применяются на крупных производствах. Кроме того, используется для обработки стали (углеродистые и легированные сплавы) толщиной до 50 мм, меди до 80 мм, чугуна до 90 мм, алюминия и сплавов на его базе – до 120 мм.
Рекомендовано к прочтению
Преимущества плазменной резки:
- Универсальность метода, который подходит для любых металлов, и даже для неметаллических изделий.
- Высокая точность и хорошее качество срезов.
- Высокая скорость при резке малых и средних толщин.
- Отсутствие тепловой деформации заготовок.
- Возможность вырезать сложные фигурные детали.
- Безопасность – не требуется взрывоопасное оборудование.

Недостатки метода:
- Максимальная толщина реза – не более 80–100 мм (в зависимости от материала).
- Допустимое отклонение реза от вертикали не должно быть больше 10–50° (зависит от толщины детали). В случае превышения этой величины рез будет шире, качество – ниже, а износ оборудования – намного быстрее.
- При обработке цветных металлов не исключено оплавление краев детали.
- Оборудование достаточно сложное, и к одному источнику питания можно присоединить только один резак.
- Неприменимо для обработки деталей толщиной менее 5 мм, поскольку они при резке деформируются.
- Газовая резка металла в размер.
Метод газовой резки основан на нагревании поверхности заготовки до +1100 °С с последующей подачей кислорода или другого газа. При этом металл выгорает. Резак обеспечивает подачу газа или смеси газов к месту разреза. В установках применяется кислород, водород, ацетилен, смесь паров бензина с воздухом и др.
Этот метод применяется для резки заготовок значительной толщины (до 1,5 м), в основном, это углеродистая, низколегированная и среднелегированная сталь. Резка может производиться в любых условиях, при этом не потребуется дорогостоящего оборудования. Метод быстрый, простой и весьма популярный.

Впрочем, недостатки у него также имеются:
- Существует риск взрыва газовоздушной смеси.
- Из-за низкой точности обычно требуется дополнительная обработка деталей.
- Зачастую нужны лишние операции, чтобы уменьшить деформацию изделий из-за высоких температур.
- Не каждый метал можно подвергать газовой резке: нужно, чтобы температура возгорания была ниже температуры плавления.
- Приходится постоянно удалять продукты горения.
- Гидроабразивная резка металла в размер.
Этот метод позволяет резать легковоспламеняющиеся материалы, а также те, которые образуют токсичные продукты при плавлении, поскольку никакого термического воздействия в процессе резания не происходит. Гидроабразивная резка осуществляется в результате воздействия тонкой струи воды под высоким давлением. Жидкость содержит абразивный порошок, который разрезает обрабатываемый материал толщиной до 10 см.
Технология применяется для резки нержавеющей стали, труднообрабатываемых легированных сталей и сплавов, цветных металлов, включая никель и титан. Подходит для резки практически всех материалов, в том числе неметаллических изделий. Среди преимуществ гидроабразивной резки в размер отмечается также высокая точность, качественный рез, отсутствие деформаций, возможность вырезать изделия любой формы, безопасность для человека и для экологии.

Из недостатков наиболее существенным являются достаточно высокая стоимость оборудования, сменных комплектующих, самого абразива и утилизации побочных продуктов. К тому же некоторые металлы и сплавы под влиянием воды подвергаются коррозии.
- Резка металла в размер на ленточнопильном станке.
Ленточная – механическая резка с помощью ленточной пилы, натянутой на шкивы. Ленточнопильный станок представляет собой нечто вроде механизированного, часто даже автоматизированного лобзика по металлу.
Такие станки набирают популярность благодаря целому ряду преимуществ:
- Высокая точность резки (отклонение до 0,05 мм на 100 мм реза).
- Малая ширина реза, что означает экономию материала.
- Чистая поверхность реза.
- Отсутствие термического воздействия – нет оплавленных краев и следов закалки.
- Возможность резки под углом.
- Возможность резания даже высокопрочных металлов.
- Высокая скорость.

Недостатки данного способа резки:
- Ограничение по размерам изделий.
- Невозможность фигурной резки.
- Довольно высокая стоимость.
Другие методы механической резки металла – раскрой циркулярной пилой и болгаркой. Эти способы нередко применяются для ремонта трубопроводов, поскольку оборудование для них отличается автономностью и мобильностью. Еще один вариант – резка гильотиной. Она позволяет быстро и недорого разрубить лист проката на куски нужной величины. Однако для более точного резания в промышленных масштабах лучше всего использовать плазменные или лазерные резаки с ЧПУ.
Экономия при резке металла в размер
При раскрое металла всегда остаются отходы. Чем их меньше, тем больше экономия. Выделяют два вида остатков: технологические и от раскроя.
Технологические отходы – это металл, который теряется из-за особенностей технологии его обработки и резки. К таким остаткам относится оплавление и выгорание при газовой резке, стружка при обработке на металлорежущих станках и т. д.
Отходы раскроя – это «обрезки», то, что остается неиспользованным. Их наличие обусловлено формой заготовок и отсутствием кратности при разметке.
Остатки формы изделия определяются так: заготовка или их группа обводится контуром на листе проката в виде прямоугольника – так, чтобы его стороны касались наружных контуров заготовки (или нескольких). Все, что между этим прямоугольником и контурами будущей детали, называется «отходы формы заготовок».
Отходы отсутствия кратности появляются, если габариты, то есть длина и ширина листа металлопроката, не равны сумме размеров всех заготовок, расположенных вдоль короткой и/или длинной стороны листа. Другими словами, если размер листа делится на размер заготовки с остатком, то этот остаток и будет отходом отсутствия кратности.
Чтобы использовать металл максимально эффективно и сократить количество остатков, нужно выбирать наилучший вариант раскроя металлического листа, который непосредственно связан с технологией резки. Некоторые технологии допускают любой способ раскроя. Другие же накладывают ограничения; такова, например, гильотина. Данное приспособление – далеко не лучший метод резки металла в размер, она производит прямолинейные разрезы и больше ничего.
В случае обработки партии изделий разных размеров и формы оптимальным является способ комбинированного раскроя листа. Он применим, если на производстве есть станки разных типоразмеров, и заключается в следующем: заготовки разной формы умещают в прямоугольник или трапецию, стремясь к минимально возможной площади этих фигур. С помощью этого метода можно максимально сэкономить металл.
Способы экономии:
- Оптимальное заполнение короткой стороны листа. Это уменьшает расходы из-за отсутствия кратности. Оставшаяся неиспользованная полоса на короткой стороне будет по площади меньше, чем такая же полоса по длинной стороне листа. Остаток можно заполнить мелкими заготовками.
- Способ размерной последовательности заключается в размещении на листе вначале крупных заготовок, а затем мелких. Создают карты резки, выясняют необходимое количество листов проката, включая «деловые отходы» на складе. Добиваются как можно более полного использования металла с помощью картонных моделей заготовок. Эти образцы передвигают, добиваясь максимально плотного заполнения листа.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Основные способы резки металла: как выбрать подходящий

Вопросы, рассмотренные в материале:
- Основные способы резки металла
- Механические способы резки металла
- Термические способы резки металла
- Ручные способы резки металла
- Гидроабразивный способ резки металла
- От чего зависит стоимость резки металла в специализированной фирме
На сегодняшний день существует множество способов резки металла. Причем каждый из них имеет как свои достоинства, так и недостатки. Чтобы выбрать наиболее эффективный в той или иной ситуации метод, нужно принять во внимание множество факторов: толщину заготовки, размер листа, свойства металла и т. д.
Только подобрав «правильный» способ резки металла, можно рассчитывать на высокую скорость операций, качество получаемых на выходе изделий и, что немаловажно, адекватную стоимость производимых работ.
Основные способы резки металла
Рассечение заготовок в соответствии с заданными чертежами требует пошагового выполнения определенных операций и точного соблюдения технологии. Высокое качество изделий обеспечивается вниманием к деталям процесса. При выполнении раскройных работ учитывается комплекс характеристик материала: его твердость, устойчивость к деформациям, химический состав и степень электропроводимости.
Существует несколько способов раскроя: одни – универсальные, другие – специализированные. Каждый из них показывает наиболее высокий результат при работе с тем или иным материалом. Большинство способов резки металла используется в заготовительном производстве. Они отличаются повышенной производительностью, высокой точностью и возможностью работы со сложными материалами.

Но есть и такие варианты резки, которые легко можно реализовать в гаражной мастерской и даже с выездом на объект.
Все многообразие способов резки листового металла, известных на сегодняшний день, условно можно объединить в следующие группы: ручные, механические и термические. Каждая из них включает ряд приемов, позволяющих работать с заготовками того или иного вида.
Так, группа ручных методов включает резку ножницами для металла, использование пилы или углошлифовальной машины (болгарки). Механические подразумевают применение гильотины, дискового станка или ленточной пилы. Термические – лазерную, плазменную и газокислородную резку.
Механические способы резки металла
Для механического раскроя заготовки используются инструменты из специальной закаленной стали – это гарантирует их прочность и способность рассекать металл. Резка осуществляется с помощью гильотины, ленточной пилы или дискового станка.
- Резка метала с помощью гильотины.
Гильотинная обработка чаще всего применяется при штамповочных операциях, когда необходимо получить большое количество типовых изделий. Прокатный лист укладывается на горизонтальную рабочую поверхность, а специальный резак рассекает его по всей ширине. Примечательно, что такой способ резки чем-то напоминает ножницы – соприкосновение ножа и заготовки происходит под углом в одной точке, которая перемещается по мере его движения.
- Резка металла ленточной пилой.
Такая обработка металлических заготовок очень напоминает способ резки металла без электричества – классической пилой. Только в этом случае металлическое полотно с зубцами закрепляется на шкивах, которые обеспечивают его непрерывное движение. Такой метод нельзя назвать безотходным, потому что ширина режущего механизма составляет 1,5 мм, из-за этого образуется стружка. Стоит отметить, что на таких агрегатах можно разрезать не только плоские листы, но и трубы любого диаметра.

- Резка металла с помощью дискового станка.
Инструмент для работы представляет собой режущий диск с зубьями по внешнему контуру. Его приводит в движение электромотор, а защитный кожух предохраняет мастера от производственных травм. Дисковый станок во многом напоминает труборез. Кромки на нем получаются качественными, а срез точным. Последний при необходимости можно выполнить под углом.
Термические способы резки металла
Существуют следующие виды терморезки: газокислородная, лазерная и плазменная. Их еще можно назвать бесконтактными, поскольку они выполняют срез при помощи струи газа, плазмы или лазерного луча, не касаясь заготовки непосредственно оборудованием.
- Газокислородный метод.
Он основан на том, что под воздействием кислорода, нагретого до +1000 °C и более, металл начинает плавиться, а его окалины попросту выгорать. Таким образом формируется чистый срез.
Способ резки металла газом включает в себя два этапа. На первом предполагаемая линия раскроя нагревается до температуры воспламенения металла. Делают это, как правило, ацетиленом, который дает достаточно горячее пламя. Кислород на данном этапе резки не применяют. Время нагрева зависит от толщины листа и его химического состава.
Когда заготовка нагревается до нужного состояния, к процессу подключается кислород. Направленный огненный поток рассекает прокат по намеченной линии. Преимущество использования этого газа заключается не только в его способности легко прорезать листы железа, но и в том, что он выжигает все окалины и окислы, оставляя кромку чистой.
Рекомендовано к прочтению
Важным условием того, чтобы линия среза всегда получалась ровной, является одинаковое расстояние между соплом и заготовкой на протяжении всей операции. С ручными аппаратами, которые часто используются для резки металла в домашних условиях, добиться такой постоянности очень сложно. В промышленных же цехах установлено профессиональное автоматизированное скоростное оборудование. На таком легко получить качественные изделия, к тому же оно имеет большую производительность.
К плюсам такого способа относят:
- возможность резки толстых заготовок;
- большую мощность, которая позволяет обрабатывать даже титановые прокаты.
Минусы следующие:
- под воздействием температур физические свойства заготовки изменяются;
- при раскройке таким способом в месте среза снимается большое количество материала, кромка невысокого качества, по краям образуются наплывы и окислы;
- нет возможности выполнить фигурную резку;
- нет условий для обработки цветных металлов (алюминия, высокоуглеродистой и хромоникелевой стали, меди).
- Лазерный метод.
Лазерный способ резки металла заключается в воздействии на заготовку направленного луча. Его температура настолько высока, что материал в зоне работы тоже нагревается, закипает и испаряется. Тот факт, что луч очень тонкий, обеспечивает четкий срез.

Направленный поток нагревает заготовку не полностью, а только вдоль линии резки, поэтому такой способ хорошо подходит и для работы с тонкими листами, изделиями с низкой теплопроводностью, алюминием, медью, сталью (в т. ч. нержавеющей), с трубами.
К преимуществам этого способа относят возможность обработки практически любых материалов и сплавов.
К недостаткам лазерной резки относится то, что она требует больших энергозатрат. Кроме того, обработку могут проводить только мастера-профессионалы, а высокое качество изделий достигается только при работе с тонкими исходниками.
- Плазменный метод.
Эту технологию еще называют дуговым способом резки металла, поскольку образование плазмы происходит при непосредственном нагревании электрической дуги. Ионизированный газ, доведенный до состояния плазмы, расплавляет материал по линии среза и сдувает остатки с кромки. Устройство, которое используется для таких работ, называется плазмотроном или плазморезом.
Преимущества резки в этой технике следующие: высокая производительность, безопасность мастера, незначительный нагрев поверхности заготовки.
К недостаткам использования плазмотрона относятся: высокая стоимость оборудования и его обслуживания, необходимость квалифицированных знаний оператора, ограниченность максимально допустимой толщины изделия и шумность производства.
Ручные способы резки металла
Разрезание металла с помощью специальных инструментов позволяет получить изделия различной конфигурации. Работая в малой гаражной мастерской, важно подобрать подходящий способ сечения. Если в промышленных масштабах для этого применяют мощные станки, то привычным способом резки металла в домашних условиях часто является работа ножницами, ножовкой или болгаркой. В данной ситуации далеко не всегда важна предельная точность – зачастую навыков мастера достаточно.
- Углошлифовальная машина (болгарка).
Ее можно назвать домашним станком для резки, поскольку она обладает относительно высокой производительностью. Помимо этого, такая техника имеет следующие преимущества:
- компактность – благодаря малым размерам агрегат можно применить почти в любом помещении;
- неограниченность заготовок по толщине;
- возможность выбрать режущий диск, подходящий к каждому конкретному случаю.
")
- Ручные ножницы.
Несмотря на то, что ими можно обработать прокаты толщиной до 3 мм, они имеют целый ряд разновидностей, позволяющих подобрать лучший из них для комфортной работы:
- ножницы для прямого среза;
- ножницы для криволинейного среза;
- пальцевые ножницы для работы с изделиями сложной геометрии – они могут быть прямые или зеркальные;
- вариант, когда один режущий конец зафиксирован в тисках, а другой остается подвижным.
Их часто применяют как один из способов резки металла. Сегодня на рынке представлены следующие вариации этого инструмента:
- Дисковые – зубья расположены по окружности диска. В движение такой инструмент может приводить электрический или ручной привод.
- Ленточные – их часто можно встретить в промышленных цехах.
- Маятниковые – имеют твердосплавную напайку в торцевой части.
- Ручные – закрепляются в специальной С-образной раме.
- Торцевые – благодаря особой конструкции могут выполнять срез под углом.
- Циркулярные –их торцевая часть покрыта абразивами нужной жесткости, имеются твердосплавные напайки.
Гидроабразивный способ резки металла
Отличающаяся от других методов раскройка с помощью водореза способна обрабатывать материал, толщина которого доходит до 300 мм (этот показатель характерен для стали).
Ключевым элементом агрегата для гидроабразивной обработки является сверхмощный мотор. Некоторые модели способны подавать воду под давлением 6 000 бар. Жидкость рассекает практически любой вид материала не только благодаря такому напору, но и за счет высокой интенсивности. Так, проходя через алмазное, рубиновое или сапфировое сопло, струя достигает скорости, которая в 3 раза превосходит скорость звука.

Мощность такого способа резки металла можно изменять по необходимости. Так, мягкие материалы рассекают чистой водой, а для твердых в нее добавляют гранатовый песок – так увеличивается абразивность струи.
Для выявления максимально производительного способа рубки за границей проводили эксперимент. Было выявлено, что наиболее «опасный соперник» для водоструйной резки – это лазер. Затем оба типа установок раскраивали пакеты металлопроката (толщина каждой пластины составляла 0,3 мм). Оказалось, что при работе с заготовками до 6 мм наиболее эффективен лазер. Он показывает высокую скорость и качество при относительно небольших расходах энергии. Но при раскрое пластин толщиной свыше 6 мм победу по этим показателям одержал гидроабразив.
Водоструйный способ обработки имеет множество плюсов. Мы остановимся на главных из них. Во-первых, при работе заготовка совершено не нагревается. Это означает сохранение всех ее прочностных характеристик. Во-вторых, толщина «ножа» в этой технологии сопоставима с толщиной волоса, что гарантирует высокое качество кромок и минимальные потери материала.
Мы рассмотрели множество способов резки металла, их преимущества и недостатки, поэтому знаем, что для работы лазером необходимо, чтобы отражение материала было минимальным – иначе сила луча уйдет в пустую. Для плазмореза ключевую роль играет электропроводимость заготовки. В отличие от них, водорезке такие нюансы нипочем. Однако не стоит применять ее в случаях, когда намокание нежелательно, например, при склонности изделия к коррозии.
Если говорить о недостатках такого способа, то стоит отметить его высокую цену. Она обусловлена работой на большом давлении – детали изнашиваются и требуют частой замены.
От чего зависит стоимость резки металла в специализированной фирме
На цену работы влияют:
- выбранный способ резки;
- производительность станков;
- характеристики материала заготовок;
- объем работ;
- сложность резки;
- требования к качеству кромок.
Если предстоит работа с большим количеством заготовок, цена может быть снижена благодаря экономии энергии работы оборудования.
При заказе малых партий стоимость, как правило, обговаривается в каждом случае индивидуально. Если обычно счет выставляется путем умножения цены расчетной единицы (килограмма, метра и др.) на количество, то здесь необходимо принять во внимание затраты на переналадку агрегата.
Несмотря на растущее предложение услуг по обработке металла современный потребитель всегда предпочтет сервис, мастера которого все работы выполняют качественно и вовремя. Большое значение при выборе имеет и наличие сопутствующих предложений, например, по доставке готовых изделий.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как работает лазерная резка: разбираемся в технологии

Вопросы, рассмотренные в материале:
- Как работает лазерная резка
- Виды лазерной резки
- Плюсы и минусы лазерной резки металла
- Нюансы использования лазерной резки для некоторых металлов
- Параметры качества лазерной резки
- Как можно улучшить качество лазерной резки
Понимание того, как работает лазерная резка, необходимо для проведения работ этим способом или их оценки. Также необходимо знать предъявляемые требования качества к лазерному раскрою, допустимые отклонения по размерам и шероховатости.
Помимо вышеперечисленного, лазерная резка некоторых металлов имеет свои особенности, так же для проведения этих работ нужны определенные знания по настройке оборудования. Только все это вместе поможет получить качественные изделия.
Как работает лазерная резка
Само название «лазерная резка» раскрывает нам суть процесса, который заключается в резке металла лазерным лучом, испускаемым специальной установкой. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.
Энергия луча с плотностью 108 Ватт на 1 см2, создаваемого станком для лазерной резки, концентрируется на поверхности металла. Для понимания сути процесса и, в частности, того, как получается данный эффект, надо узнать обо всех свойствах лазерного луча.

В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Данное свойство называют монохроматичностью, а само излучение монохроматическим. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности.
Еще одним свойством лазерного луча является очень высокая его направленность, а также маленький угол расходимости. Это свойство помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Следующее важное свойство лазерного луча – его когерентность. Суть его заключается в согласованности большого количества волновых процессов, происходящих в луче, а также в их резонансе по отношению друг к другу. Это позволяет значительно повысить суммарную мощность излучения.
Под влиянием луча поверхность металла очень быстро нагревается и затем плавится, оставляя ровный рез.
Благодаря ряду факторов, одним из которых является теплопроводность, зона плавления металла быстро распространяется вглубь заготовки. Лазерный луч работает, воздействуя на поверхность детали, и доводит температуру в точке резки до кипения, в этот момент металл начинает испаряться.
Существует два вида лазерной резки металла:
- Плавление.
- Испарение.
Испарение металла предполагает работу оборудования большой мощности, вследствие чего возникают большие затраты энергоресурсов. Это далеко не всегда экономически целесообразно. Кроме того, этот способ не подходит для обработки толстых заготовок, что отражено в достаточно строгих требованиях к резке. Поэтому его применение ограничивается резкой тонкостенных изделий.
Лазерная резка способом плавления металла используется значительно чаще. В последнее время ее усовершенствовали использованием различных газов, таких как воздух, кислород, азот или инертные газы. Специальные установки вдувают их в зону проведения лазерной резки. Ознакомиться с видеозаписью данного вида работ можно набрав соответствующий запрос в Интернете.

Новшество позволило снизить затраты энергии, увеличить скорость резки и применять оборудование малой мощности для обработки более толстого материала. Однако правильнее было бы изменить название данного способа с лазерного на газолазерный.
Рассмотрим ряд преимуществ, которые позволяют применять кислород как вспомогательный газа для проведения лазерной резки:
- окисление металла активизируется и дает возможность уменьшить его отражающую способность;
- увеличивается тепловая мощность зоны обработки из-за более активного процесса горения металла в кислородной среде;
- кислород, подаваемый под давлением, способствует выдуванию из зоны обработки продуктов сгорания и небольших частиц металла, что упрощает поступление новых волн газа в зону реза.
Виды лазерной резки
Интенсивность излучения, состав газа, используемого для проведения работ и давление при обработке различных металлов должны отличаться. Поэтому были разработаны несколько разновидностей резки.
1. Лазерно-кислородная резка.
Кислород, используемый в данном виде обработки, является режущим газом. В процессе его взаимодействия с горячим металлом возникает экзотермическая реакция окисления. А образующиеся в ходе того же процесса окислы мгновенно выдуваются кислородной струей.
Особенностями проведения работ с помощью данного вида лазерной резки являются скорость работы и диаметр сфокусированного луча, которые влияют на ширину разреза. Одновременно диаметр луча меньше, чем диаметр струи кислорода (как правило от 1 до 2 мм). Рез становится уже при возрастании скорости и снижении толщины заготовки. Разрез имеет минимальную ширину чуть менее 100 мкм. Существует обратная зависимость давления кислородного потока от толщины материала – с уменьшением толщины металла увеличивается давление.
Давление в процессе разрезания тонкого листа достигает 3-4 атм, а при увеличении толщины до 25 мм и более она становится около 0,3 мм. Струю формирует зазор между срезом сопла. Его размер зависит от толщины обрабатываемого металла. Колебания размера зазора могут быть от 0,5 мм для листов тонкого металла до 3 мм для металла толщиной 2,5–3 см. Максимальная толщина стального листа, разрезаемого лазером с мощностью 6 кВт, – 3 см. Скорость процесса при данной толщине – минимальная, около 0,5 м в минуту. Если скорость работы продолжает уменьшаться, то еще быстрее падает качество резки.

2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Для работы с листами стали большой толщины имеет смысл использовать получившую в последние годы широкое распространение технологию, при которой луч лазера греет поверхность металла до достижения им температуры +1 000 °С, после чего в ход идет струя кислорода, которая со сверхзвуковой скоростью режет металл. Применение данного метода дает возможность существенно увеличить глубину разреза, если ее сравнивать с простой лазерно-кислородной резкой.
Сверхзвуковая кислородная струя формируется большим давлением, достигающим 6–10 атм. Рез имеет ширину, равную диаметру струи кислорода. Она имеет размер ≥ 3 мм. Расстояние от среза сопла до поверхности должно быть примерно 7 мм. Скорость реза при этом уменьшается до 0,2 м в минуту. Скорость работы при использовании представленной технологии значительно снижена по сравнению с лазерно-кислородной резкой. Но толщина обрабатываемого металла достигает 10 см.
Рекомендовано к прочтению
3. Лазерная резка в инертном газе.
Если нельзя допускать окисления краев обрабатываемого металла, то прекрасно работает технология лазерной резки в инертном газе. Она подходит для таких металлов, как титан, нержавейка, сплавы алюминия. Данная технология не предусматривает использования дополнительного источника нагрева, что, к сожалению, уменьшает эффективность раскроя металла.
Скорость проведения работ в среде инертного газа, а им может быть аргон, использующийся при резке титана, или азот, применяемый в иных случаях, достаточно низкая. Давление режущего газа должно быть более 10 атм. От ширины листа обрабатываемого металла зависит диаметр сопла. А он, соответственно, оказывает влияние на количество используемого газа, увеличивая его. Что сказывается на увеличении стоимости резки.
4. Лазерное термораскалывание стекла.
Данная технология хорошо работает для резки хрупких и ломких материалов, таких как стекло. Луч лазера нагревает материал неравномерно, а затем струя инертного газа работает на его охлаждение. В итоге образуется трещина. Направлением ее продвижения можно управлять, перемещая источник тепла вдоль поверхности материала. Результат работ – гладкая ровная грань.
5. Сублимационная резка (испарительная лазерная).
При необходимости минимизации теплового воздействия на подложку применяют технологию сублимационной резки. Основное ее приложение – микротехнологии. Интенсивность излучения лазера для такого вида резки должна быть очень высокой. Давайте рассмотрим, как работает станок лазерной резки. Если кратко, то оборудование действует на излучении пикосекундной и наносекундной длительности импульсов, то есть очень коротких. Волна излучения имеет длину меньше 1 мкм. Для такого излучения применяют эксимерные, твердотельные лазеры, а также те, что работают на парах металлов. Коэффициент полезного действия (КПД) таких процессов минимальный.
Следовательно, лазерно-кислородная технология является наиболее распространенным и стандартным видом резки материалов. Остальные виды носят специфический характер и решают отдельные задачи.
")
Плюсы и минусы лазерной резки металла
Использование технологии лазерной резки материалов происходит повсеместно в разных отраслях промышленного производства, таких как авиация, машиностроение, медицина и пр. Причина скрывается в ее преимуществах, таких как:
- высокоточная резка металлов;
- оборудование для лазерной резки работает над созданием криволинейных конструкций всех степеней сложности, а также объемных деталей и фасонных изделий;
- в процессе работы не происходит нагрев поверхности заготовки;
- образуется рез высокого качества;
- не происходит деформации материала в ходе работе;
- нет механического воздействия на заготовку;
- используется бесконтактный метод работы;
- технология справляется с созданием даже хрупких и сложных деталей;
- работа ведется без образования пыли;
- технология прекрасно зарекомендовала при работе с любыми металлами, в том числе имеющих высокий уровень теплопроводности, и их сплавов;
- возможно выполнение работы в автоматическом режиме;
- способ используется для резки не только металлов, но также пластика и дерева, картона, текстиля и кожи, иных материалов;
- продукция выходит качественной и не требующей дополнительной обработки;
- метод практически идеален для работы с легко деформирующимися в процессе механической работы заготовками;
- зона нагревания поверхности изделия минимальна;
- не происходит перегрева изделий во время работы;
- сроки производства очень короткие;
- оборудование чрезвычайно просто управляется.
Помимо достоинств, у технологии есть и недостатки. Ими являются высокая стоимость по сравнению с иными видами, неравномерная скорость изготовления и жесткие ограничения по размерам обрабатываемой заготовки. Лазерной резке можно подвергнуть листы с габаритами не более чем 15х30 м. Еще одним ограничением является толщина материала – заготовка не должна быть толстостенной. Также необходимо обязательно учитывать, что тип лазера сильно влияет на эффективность резки и иные параметры.
Для получения качественного изделия требуется доверить работу профессионалам. А неправильная работа оборудования может привести к пережогу металла.
Нюансы использования лазерной резки для некоторых металлов
Высокая теплопроводность алюминия и плохая способность поглощать луч лазера из-за оптических и теплофизических характеристик металла определяют особенности его обработки.
Все это приводит к сложностям в раскрое металла. Аппаратура работает на компьютерном управлении и легко настраивается.
При работе с алюминием мощность луча лазера должна быть больше, чем для иных материалов.
Впрочем, на показатели мощности и скорость работ большое влияние оказывают толщина металла, а также процент алюминия, содержащийся в обрабатываемом материале.

Давайте рассмотрим, как работает лазерная резка данного металла. Она происходит на различном по режимам работы и мощности оборудовании твердотельного типа, а также на газовых устройствах.
Последние являются более мощными, могут работать импульсно или в непрерывном режиме.
А твердотельное оборудование, как правило, работает в точечном (импульсном) режиме.
Технологический процесс имеет ряд особенностей. Алюминий лучше режет лазерный луч, чем обычное оборудование для резки металла. Причина в том, что при работе лазером оборудование не касается заготовки, в отличие от иной аппаратуры.
Лазерный луч представляет собой сфокусированный пучок света, с помощью которого происходит резка. Точная фокусировка позволяет провести обработку алюминия с высокой скоростью. К месту работы подводится газ и создается его приток. Струя газа сдувает кусочки расплавленного металла с места реза, не давая им осесть, и делает поверхность ровной и гладкой.
Качественного результата можно добиться, проводя работу с меньшей скоростью. Поскольку она исключает любые деформации, как большие, так и маленькие.
Для исключения каких-либо шероховатостей на кромках реза, даже незначительных, при работе оборудования используется азот.
На аппаратура установлено программное обеспечение, которое дает возможность проводить сверхточную работу высокого качества. Кроме того, заготовку не надо закреплять перед началом работ, поскольку физический контакт между оборудованием и изделием отсутствует. Деталь лежит на поверхности без движения.
Автоматическое оборудование работает следующим образом: в компьютер вносится чертеж, выставляются требуемые параметры, далее ожидается окончание резки.
Латунь – это сплав красной меди и цинка. Хрупкость и твердость сплава определяются процентным содержанием цинка в нем – чем больше этого металла, тем выше данные показатели. Однако увеличение количества цинка ведет к непригодности использования латуни в технических целях, поскольку она практически не поддается резке. Установлено, что цинка в латуни может быть не более 42 %.

Латунь имеет высокую температуру плавления, поскольку сплав двухкомпонентный, то есть состоит из цинка и меди. Температура, необходимая для плавки латуни, как правило, имеет диапазон от +880 °С до +950 °С. Помимо этого, латунь обладает значительной теплопроводностью, устойчивостью к излучению лазера и повышенной твердостью.
Настройка промышленного лазерного станка зависит от толщины обрабатываемой латунной заготовки:
- для латуни толщиной менее 5 мм используют импульсный режим;
- если заготовка имеет толщину от 5 до 12 мм, то применяют плазменный режим резки.
Импульсный режим нагревает поверхность с короткими перерывами (импульсами), а не постоянно. Таким образом, уменьшается участок нагрева, что приводит к минимизации ширины реза и более высокому качеству краев. При резке латуни, которая имеет большую отражающую способность, оборудование работает в импульсном режиме, выдавая небольшую мощность лазерного луча при пороговой интенсивности.
Расплавный (плазменный) режим позволяет равномерно воздействовать теплом на зону разреза. Луч лазера раскаляет металл с помощью инертного газа. Плазма, которая образуется в ходе работы, сохраняет температуру по всей толщине заготовки.
Если торец изделия имеет шероховатость или пористость, это можно убрать с нижней стороны изделия. Лист меди очень плохо поглощает излучение. А оборудование для резки работает с малой скоростью. Помимо точного выбора режима работы, необходимо правильно выполнять условия лазерной резки листов металла различной толщины. Они различаются для алюминия, сталей, меди, а также сплавов ее с оловом, то есть бронзы, и с цинком, то есть латуни.
Качественный результат получается при использовании волоконных установок или Nd:YAG лазеров, имеющих длину волны 1,06 мкм. CO2-лазеры для резки латуни не годятся, поскольку ее поверхность их полностью отражает.
Параметры качества лазерной резки
Показателями качества резки металла являются шероховатость, ширина реза, глубина воздействия температуры, неперпендикулярность краев, точность выполнения деталей, грат на кромках. На них оказывают влияние толщина и вид обрабатываемого металла, скорость резки, вспомогательный газ, а также параметры излучения лазера. Для определенной толщины материала подбирают скорость обработки, которая должна приближаться к максимальной, но сохранять наилучшие показатели качества резки.
Качество резки значительно ухудшается с увеличением диаметра сфокусированного излучения, и, как следствие, увеличивается толщина расплава передней поверхности.
Положение фокальной плоскости резака относительно детали значительно влияет на качество обработки. Ее либо заглубляют на 1/3 толщины материала, либо располагают прямо на поверхности. Допустимые отклонения фокальной плоскости от установленного положения должны быть от 0,1 до 0,5 мм. Причем для тонких листов металла выбирают более жесткий показатель. В процессе работы допускается замена кислорода воздухом. Для заготовок толщиной более 3 мм это приводит к сужению ширины реза на 20–40 %. Но на нижнем краю заготовки возрастает количество грата. Это, а также уменьшение скорости работы приводят к углублению зоны термического воздействия.
Шероховатость поверхности реза имеет свою величину, которая характеризуется частотой повторений, наклоном бороздок, глубиной, и изменяется в зависимости от толщины заготовки. У верхнего края находится зона с минимальной глубиной бороздок. Они появляются на верхнем краю и распространяются вглубь материала из-за периодического разрушения. В зоне, которая располагается ниже, бороздки имеют большую глубину по причине одновременного влияния луча лазера и вспомогательного газа.
Непосредственно у нижнего края реза находится участок, где бороздки имеют максимальное отставание (наклон) в сторону, противоположную резке. Образуются они из-за воздействия вспомогательного газа и жидкого стекающего металла на кромку обрабатываемого материала. На поверхности реза глубина бороздок становится меньше при возрастании скорости резки и плотности мощности. Глубина, на которую заготовка прогревается, и ширина реза зависит от одних и тех же параметров. Это скорость резки и диаметр сфокусированного луча.
На качество резки неметаллических заготовок оказывают влияние все те же параметры, что и на металлические, с одним исключением – они значительно менее подвержены воздействию излучения. Например, над разлагающимися материалами лазерное оборудование работает с меньшей плотностью излучения. При одинаковой толщине со сталями ширина разреза больше в 1,5–2 раза, шероховатость меньше – имеет размер в 30–40 мкм. Кромки срезов стеклотекстолита, дерева, винипласта, кожи или резиностеклопластика (разлагающихся материалов) покрываются обугленным слоем толщиной от 0,5 до 1,0 мм. Если деталь является электроизолятором, то такой слой следует убрать.
Несмотря на то, что точность резки является комплексным параметром качества, она на 50–80 % определяется точностью работы оборудования, а также погрешностями в технологии обработки. Толщина заготовки, а также ее последующее предназначение определяют требования к точности резки. В большинстве случаев, допуск должен составить 0,1–0,5 мм.
Технологическая точность во многом зависит от следующих параметров качества: ширины разреза, неперпендикулярности краев, шероховатости среза. В ГОСТах 26940–86 и 5614–74 описывается необходимая для термической резки (которая включает и газолазерную) точность оборудования с числовым программным управлением (ЧПУ). Для окружностей с диаметром 50 см и квадратов, имеющих стороны 50 см, показатель максимальных отклонений от номинала должен быть 0,1–0,25 мм с обе стороны. На углах деталей максимальные отклонения размеров контуров увеличиваются вдвое.
Как можно улучшить качество лазерной резки
1. Необходимо очистить линзу или защитное стекло в соответствии со всеми правилами.
Каждому типу лазера соответствует своя процедура очистки. Работая с дисковым или волоконным лазером, специалистам следует очищать стекло, которое защищает линзы режущей головки.
Операторам, работающим с углекислотным лазером, необходимо чистить линзы. Профессионалы производственной сферы при очистке лазера отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако большое количество специалистов даже не знают, как с ней работать. Случается, что линзы серьезно поцарапаны. И вместо регулярной полировки работники покупают новую линзу. Но частая замена – очень дорогое удовольствие.

Как правильно работать с полировкой для линз? Нельзя сильно давить на линзу, поскольку могут появиться царапины. Но, одновременно с этим, полировка должна проходить под нажимом, достаточным для удаления грязи. Самое главное – научить соблюдать баланс.
Работать надо круговыми движениями, нанося полировку в умеренном количестве.
Для правильной полировки линзы специалист должен знать и видеть все ее недостатки. Рекомендуется дополнить оборудование углекислотного лазера дорогостоящим поляризатором, стоимость которого исчисляется сотнями долларов. Несмотря на высокую цену аппарата, его работа с лихвой окупит вложенные средства, причем очень быстро.
Специалисту, работающему с лазером, необходимо разместить линзу на устройстве, освещающем ее ярким светом снизу. Больше всего аппарат своей работой напоминает школьный проектор. При повороте линзы аппарата, он поляризует линзу лазера, размещенную наверху. Таким образом можно увидеть все ее недостатки: царапинки, внутренние трещины и пр.
2. Необходимо проверить фокусировку (центрацию) сопла.
Для проверки специалист должен пробить натянутую ленту. В течение секунды он направляет на нее луч лазера небольшой мощности, после чего осматривает отверстие и место его нахождения.
Работник освещает ленту, пытаясь понять, насколько точно в центре расположено отверстие. Его сдвиг не должен превышать 1 мм. Каким образом можно точно определить, что отверстие находится в центре сопла? Для этого надо воспользоваться 10-кратным увеличительным стеклом, оснащенным подсветкой.
Точная центрация сопла позволяет увеличить скорость на 20–80 % от начальной при правильности остальных настроек.
3. Необходимо регулярно проверять фокус.
Большая часть современного оборудования позволяет осуществлять автоматический тест фокуса. А на старых моделях станков производители рекомендовали делать тесты различными способами. На некоторых станках используется «световой тест».
Примером может служить старый аппарат Mazak. В процессе тестирования специалист включает луч лазера на малую мощность, затем, поворачивая ручку, ищет абсолютный фокус. Он наблюдает за светом луча, приобретающим синий цвет в процессе вращения ручки по кругу. После чего записывает номер. Возвращает режущую головку на прежнее место и повторяет процедуру три раза. В итоге специалист вычисляет среднее арифметическое полученных чисел, которое загружается в контроллер.
От работника требуется отыскать тончайшую полоску на тестовом образце, после чего удостовериться, что для этой полоски фокус контроллера равен 0. Если тончайшей полоске соответствует цифра 3, специалист перемещает точку фокуса на 3 мм и вновь возвращается к тесту. Операция проводится до тех пор, пока тончайшая полоска не будет соответствовать нулю.
При работе с лазером необходимо изучить такие факторы, как расход газа или применение в углекислотных системах дополнительной защиты оптики. Впрочем, рассмотренные нами принципы – всего лишь отправная точка, с которой можно начать настройку необходимых условий резки. В дальнейшем специалисты поймут, что обстоятельств, влияющих на работу лазера, много: от обрабатываемого материала и до местоположения предприятия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Продольная резка металла: тонкости процесса

Вопросы, рассмотренные в материале:
- Какие существуют виды продольной резки металла
- На каком оборудовании осуществляется резка
- Какое есть дополнительное оснащение линий продольной резки металла
- Какова технология продольной резки
Несмотря на появление новых материалов и бурное развитие технологий их обработки, металл по сей день остается основным конструкционным материалом. Современная промышленность освоила и широко применяет множество разнообразных способов его обработки. Продукт одних технологий является сырьем для других и т. д. Но, не вдаваясь в тонкости классификации процессов, отметим, что сегодня существует большой спрос на такой продукт металлообработки, как листовой прокат и штрипсовая лента. Поэтому продольная резка металла была и остается весьма востребованной технологической процедурой.
Основные типы раскроя металла
В основе технологий обработки листового проката лежит его раскрой. Выделяют следующие виды резки:
- продольная;
- поперечная;
- продольно-поперечная.
Продольная резка нужна для выработки полос металла определенных габаритов. Она применяется в основном для изготовления деталей серийного профиля.

Листовой металлопрокат стандартных размеров поступает на производство свернутым в рулоны. Далее материал необходимо распустить вдоль и нарезать поперек листа. Это возможно сделать на станках продольной и поперечной резки металла. Данное оборудование часто работает в одной линии с устройствами по производству металлочерепицы и профнастила.
Возможности станков для продольной и поперечной резки металлопроката часто объединяют в рамках одной производственной линии. Как правило, они представляют собой комплексы модулей, управление работой которых возложено на автоматическую систему. На таком оборудовании рулоны с листовым прокатом нарезают на заготовки нужных размеров.
В данной же статье речь пойдет о продольной резке металла.
Виды продольной резки металла
Этот тип раскроя служит для получения широкого ассортимента продукции. Как и в любой технологии, тут есть свои сильные и слабые стороны. Продольную (в чистом виде) резку металла обычно применяют для изготовления простых заготовок, например, полос определенных размеров. Более сложные изделия требуют применения специальных методов резки. Рассмотрим некоторые из них.
- Художественная резка.
Эта технология нашла применение в создании декоративных элементов интерьера и экстерьера. С ее помощью можно изготовить ворота, декоративные решетки и ограждения, фонари, элементы внутренних и внешних лестниц, детали инсталляций и прочие аксессуары.

Художественная резка металла используется при изготовлении логотипов, декоративных рамок. Резка металла производится специальными пилами.
- Лазерная резка.
Так принято называть технически усовершенствованный способ разрезания металла. Модернизация состоит в замене пил лазерной установкой, что позволяет увеличить скорость и точность процесса, а также уменьшить процент выхода брака. За счет устранения динамического воздействия на заготовки появилась возможность выработки большего количества разных материалов.
Современные станки для лазерной резки управляются компьютерами, что сильно упрощает работу с ними. Надо лишь укрепить лист заготовки на рабочем столе и, выбрав определенный рисунок, запустить процесс. При этом следующая деталь может иметь совсем иную конфигурацию.
Рекомендовано к прочтению
- Фигурная резка.
При помощи станков лазерной обработки можно получать достаточно сложные детали с узорным контуром. Такую технологию называют фигурной резкой. При ней ввиду отсутствия механического воздействия на металлические листы не происходит деформация последних.
- Контурная резка.
Это еще одна разновидность лазерной резки, режимы которой подобраны так, что отпадает необходимость в дополнительном шлифовании. Небольшой (до 0,4 мм) диаметр лазерного луча позволяет вырезать довольно сложные узоры. Этот метод применяется также при разделении рулонов.
На каком оборудовании осуществляется продольная резка металла
Существует три группы оборудования для продольной резки металла, каждая из которых ориентирована на свои объемы производства. Так, например, небольшие станки позволяют справиться с малыми объемами резки, высокопроизводительные агрегаты применяются там, где речь идет о небольших сериях. При изготовлении больших партий продукции следует использовать производственные линии. Выбор же определенной модели станка связан в первую очередь с тем, какие именно задачи вы намерены решать с его помощью.
- Станок продольной резки металла.
В подающие вальцы станков для продольной резки листового металла на полосы материал загружают в листовом виде. Далее заготовка подается в зону обработки, где режется специальными ножницами дискового типа, способными раскроить листы различной толщины из разного сырья, к примеру, из стали, алюминия, меди, плотного картона, пластика и т. д.

Нож для продольной резки металла – это режущий диск, который при помощи болтов крепится к прижимному валу, что позволяет регулировать ширину нарезаемых полос. Регулируют процесс в зависимости от модели станка вручную или автоматически. Более современные типы оборудования обеспечивают, кроме продольной, еще и поперечную резку.
Подобные станки часто снабжают блоками, которые предназначены для нанесения защитной пленки, наклеиваемой на лист до его раскроя.
- Линия продольной резки металла.
С увеличением объемов целесообразно перенести производство на линию продольной резки рулонного металла, которая имеет достаточно высокую производительность. Ее широко используют при изготовлении разного рода заготовок, полуфабрикатов, комплектующих деталей и готовых изделий из листового проката.

Стандартная линия для резания листовых материалов состоит из таких узлов:
- Бункера – места, куда на валу устанавливают рулон материала, подлежащего раскрою.
- Транспортера, состоящего из системы подающих валов, предназначенных для разматывания рулона с последующей подачей листа в зону резания.
- Режущего узла – агрегата, непосредственно осуществляющего резку материала. В некоторых высокоскоростных узлах дополнительно монтируется устройство, которое с целью снижения динамической нагрузки на режущий инструмент за счет повышения пластичности раскраиваемого материала осуществляет нагрев его индукционными токами.
Как правило, режущий узел любой линии состоит из двух блоков. Первый осуществляет продольный роспуск листа, а второй является механизмом для поперечной резки обрабатываемого материала. Синхронизация операций на высокоскоростных линиях обеспечивается управляющим числовым программируемым устройством. После раскройки листа в структуре металла по кромкам в результате индукционного нагрева образуются остаточные напряжения, которые необходимо снять. Эта операция также выполняется непосредственно на линии.
Основным достоинством таких линий является высокая скорость обработки материала и широта типоразмеров выпускаемых с их помощью заготовок, что связано с возможностями настройки режущего блока.
- Агрегат продольной резки металла.
Если необходимо организовать производство большого количества однотипных деталей, то есть речь идет об изготовлении крупной серии, то следует воспользоваться агрегатом – автоматической линией производства заготовок.

Агрегат для резки рулонного металла включает в себя следующие модули:
- Транспортер. Он представляет собой установленную на рельсы тележку с бункером для рулона с прокатом. Лист из бункера раскручивается и заправляется в транспортные вальцы прижимного типа, которые потом прокатывают материал дальше. При этом тележка движется в противоположную сторону, что дает возможность увеличить скорость подачи материала в зону его раскроя.
- Узел предварительной обработки. Здесь лист готовится к раскрою: прогревается, обрезаются кромки. Отходы от обрезки наматывают на отдельные бухты.
- Блок продольного резания. В этом модуле посредством дисковых ножей лист распускается вдоль на полосы.
- Петлевой компенсатор. Это устройство служит для уменьшения скорости движения нарезанных полос.
- Приемный барабан. Нарезанные вдоль полосы нужной ширины наматываются на приемный барабан.
- Система разгрузки барабана. Механизирует процесс снятия готовых рулонов с приемного барабана.
Управление подобными агрегатами – автоматическое. Готовые рулоны отправляются на дальнейшую обработку.
Дополнительное оснащение линий продольной резки металла
В условиях серийного, крупносерийного и массового производства линия может быть укомплектована следующим оборудованием:
- Кромкосматывателем. При раскрое тонколистового металла в местах разреза образуется кромка, которая срезается с листа и собирается отдельно. Как правило, используются два отдельных кромкосматывателя: один для сматывания левой кромки, а другой – для правой.
- Намотчиком рулонного металла. Если на выходе получаются штрипсы длиной более 3,5 м, то они сматываются этим механизмом в рулоны. В противном случае листы пакетируются.
- Грузовой тележкой. Представляет собой транспортное средство с установленным на нем гидравлическим погрузочно-разгрузочным механизмом. Повозка служит для транспортирования заготовок на следующую операцию или на промежуточный склад.
Технология продольной резки металла
Техпроцесс продольной резки металла включает несколько последовательных этапов.
Работа линии идет в автоматическом режиме:
- Листы подаются на рабочий стол и нарезаются вдоль на полосы.
- На индукционную установку подается ток, и листы нагреваются. Ток регулируется в зависимости от толщины металла.
- Помимо общего нагрева выполняется локальный нагрев мест разреза.
- На последнем этапе производится продольная резка заготовок.
На небольших станках ручной труд также механизирован – мастер только выставляет металлический лист и запускает двигатель оборудования. Далее он лишь контролирует рабочий процесс, особенно заточку режущих ножниц, так как неисправный инструмент может испортить металлические листы во время резки.
Важные вопросы, касающиеся продольной резки металла
- Насколько долговечны дисковые ножи?
Ножи для резки металлических листов делают из легированной инструментальной стали марки ХВГ с последующей ее термообработкой и шлифовкой. Сталь обладает высокими эксплуатационными свойствами, позволяющими ножам нарезать из нее до 800 т листов толщиной 0,55 мм. А если учесть, что обычно используют двусторонние ножи, то расчетный ресурс увеличивается вдвое.
К тому же затупившиеся ножи можно восстановить, отшлифовав их на обычном плоскошлифовальном станке. Шлифовка позволяет продлить срок службы ножей еще в 2-3 раза.
- Можно ли работать на станках, если температура окружающего воздуха ниже нуля?
В документации сказано, что диапазон температур окружающего воздуха, при котором возможна эксплуатация большинства линий резки, составляет от -20 °С до +40 °С. Более того, при соблюдении некоторых простых правил работа может осуществляться вне помещения на открытой территории.
- В каких случаях целесообразно для резки листового металла использовать легкие станки?
При небольших объемах производства уменьшаются затраты на оборудование. Закрепленным на определенном месте линиям резки требуется специальная вспомогательная техника: погрузчик, кран-балка. Да и сами они стоят недешево. Линии становятся выгодными, начиная с определенных объемов производства.

Также использование легких станков позволяет экономить на помещениях. Разместить такое оборудование можно практически везде: на свободных производственных площадях, на стройплощадке, на открытом полигоне и т. п.
- По каким критериям выбирать станок для резки металла?
В перечень основных технических характеристик станков входят мощность их электродвигателя и диаметр валов. В процессе резки происходит разжим валов с установленными на них дисковыми ножами. Поэтому чем выше диаметр валов, тем толще может быть разрезаемый лист, а также большее количество пар ножей можно установить на один станок.
Использование линий продольной резки металла значительно повышает технологическую эффективность производства, но как уже было сказано, экономически их применение становится выгодным, начиная с определенных объемов. Их широко используют в серийном и массовом производстве.
В настоящее время на рынке можно отыскать множество компаний, предлагающих свои услуги по продольной и поперечной резке листового металла. Цена за работу существенным образом зависит от объемов заказа, используемого оборудования, сырья, а также квалификации персонала.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Раскрой листового металла
Резка листового металла — основная классификация для многих различных видов штамповой обработки операции. Операции по резке подразумевают отделение металла листа в определенные области. Это разделение вызвано за счет срезающих сил, действующих на металл через края пуансона и матрицы. Обработка листового металла в целом, термин включает обработку листа между двумя штампами.При штамповке верхний штамп называется удар. Лист и плита обычно относятся к металлопрокату с большой площадью поверхности. к соотношению объема. Разница в том, что листовой металл толщиной менее 1/4 дюйма (6 мм), в то время как металлическая пластина толще. Большая часть листового металла обсуждаемые процессы резки могут быть выполнены как на листовом, так и на листовом металле, хотя для многих операций с листовым металлом возникнут трудности с увеличение толщины пластины. Обычно «лист» и «листовой металл» также ссылаются на пластина.
Рисунок: 245  |
Один из простейших видов операций на прессе — раскрой листового металла. процесс называется прямой отсечкой. Пуансон разделяет заготовку по прямой линии. Промышленный листовой металл при таких операциях резки пуансон обычно наклоняется, чтобы уменьшить максимальное усилие, необходимое для распределения требуемого усилия по ходу резания. Угол наклона пуансона варьируется от 4 до 15 градусов, однако Чем больше угол, тем больше величина горизонтальной составляющей силы действует, чтобы вытеснить работу.По этой причине углы обычно не превышают 9 градусов. Металлический лист пропускается после каждого отрезания, и процесс можно повторить. очень быстро.
Рисунок: 246 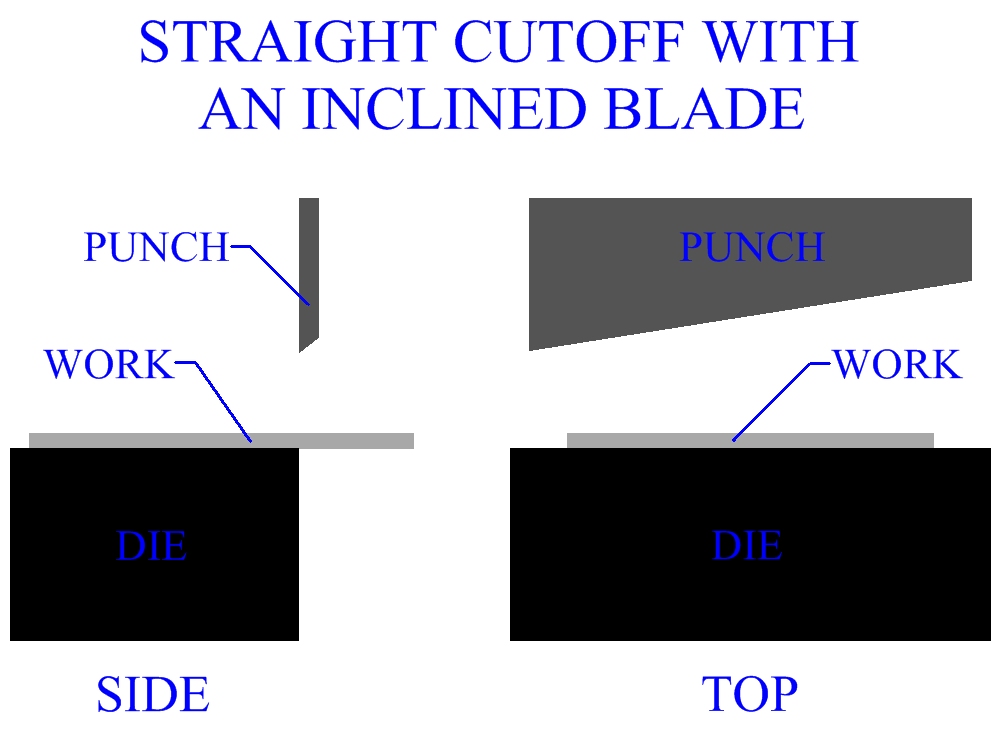 |
Отрезка и отрезка листового металла
Отрезки и отрезки — важные основные процессы резки листового металла. выполняется в обрабатывающей промышленности. Обрезки не обязательно должны быть прямыми, они могут проходить через несколько линий и / или кривые.Проборы аналогичны тем, что из листа или полосы вырезается дискретная деталь. металл по желаемой геометрической траектории. Разница между отсечкой и отрезка заключается в том, что отрезок может идеально ложиться на листовой металл благодаря его геометрии. Благодаря обрезке листовой металл можно резать по одной траектории за раз и практически нет отходов материала. С проборами форма не может точно прижаться. Разделение подразумевает одновременную резку листового металла по двум траекториям.Расставания определенное количество материала, которое может быть значительным.
Рисунок: 247 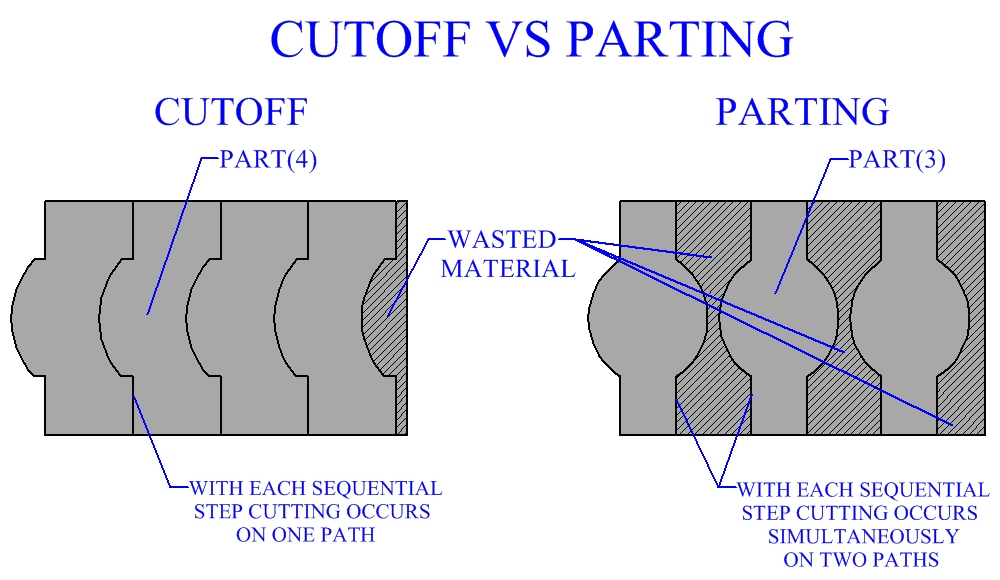 |
Пробивка и прорезание отверстий
Перфорация также является основным процессом резки листового металла, который имеет много различные формы и применения в штамповочном производстве. Пробивка предполагает вырезание части материала из металлического листа. Удаляемый материал может быть круглой или другой формы. Этот лишний металл, после перфорации называется заготовкой и обычно выбрасывается как металлолом.Долбление это тип операции штамповки. Прорезание относится, в частности, к штамповке. прямоугольных или удлиненных отверстий.
Заготовка листового металла
Заготовка — вырезка детали из листового металла по замкнутому контуру. за один шаг. Вырезанная деталь называется заготовкой и может быть обработанный. Многие заготовки часто непрерывно вырезаются из листа или раздеться. Заготовка приведет к потере определенного количества материала. При проектировании процесс вырубки листового металла, геометрия заготовок должна быть совмещена максимально эффективно, чтобы минимизировать отходы материала.Различие должно быть выполняется между двумя процессами резки листового металла: вырубкой и штамповкой, поскольку по сути это один и тот же процесс. При штамповке вырезанный кусок является ненужным. При вырубке вырезанная часть остается работой.
Рисунок: 248 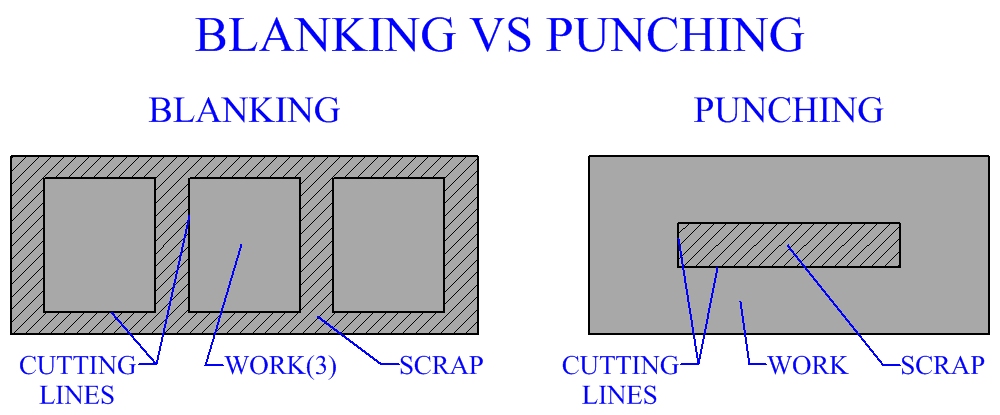 |
Продольная резка листового металла
Продольная резка — это процесс резки, при котором листовой металл разрезается на две части. противостоящие дисковые лезвия, как консервный нож.Нарезка может производиться в по прямой или по кривой пути. Фрезы для круглого листового металла могут быть приводными или работу можно протянуть через холостые фрезы. При продольной резке обычно образуется заусенец это должно быть удалено.
Рисунок: 249 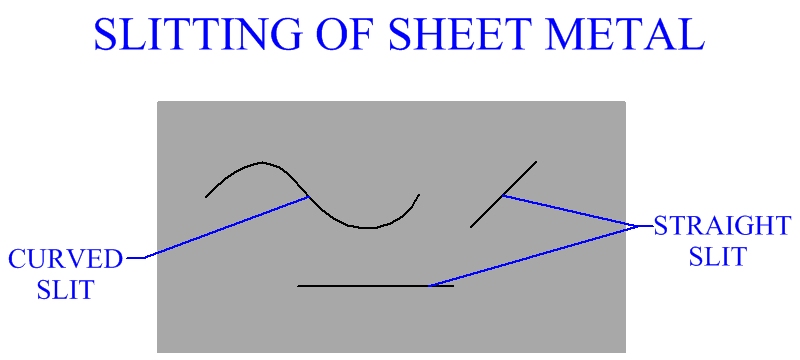 |
Продольная резка часто является важным процессом резки листового металла, выполняемым на ранней стадии обработки. изготовленных деталей. Для штамповочных станков и штампа может потребоваться полоса определенного ширина.Листовой металл обычно поступает на завод в рулонах, (см. металлопрокат). Эти листы обычно намного шире, чем нужно, и разрезаются на полосы желаемой ширины. Простынь рулон металла можно разрезать сразу на несколько полос, несколькими одновременными разрезами операции. Эти полосы обеспечивают заготовку листового металла для дальнейшей штамповки. процессы.
Рисунок: 250 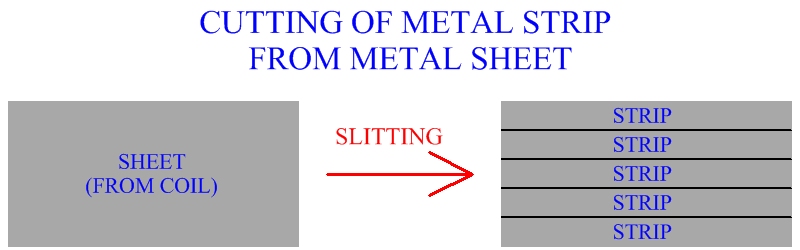 |
Перфорация листового металла
Иногда желательно пробить много отверстий в листе металла, часто по определенному шаблону.Эти отверстия могут быть круглыми или другой формы. Перфорированный листовой металл позволит пропускать легкий или жидкий материал через лист. Часто используется для вентиляции и фильтрации жидкости. веществ. Перфорированный листовой металл также используется в конструкции и станках. конструкция, чтобы уменьшить вес и улучшить внешний вид. Специальное оборудование используется, чтобы пробивать сразу много отверстий с высокой скоростью. В На практике промышленного производства размер этих отверстий обычно составляет от.От 04 дюймов до 3 дюймов, (1-75mm). Максимальная скорость, с которой некоторые специальные перфорационные машины могут пробивка отверстий составляет от 100 000 до 300 000 в минуту.
Рисунок: 251 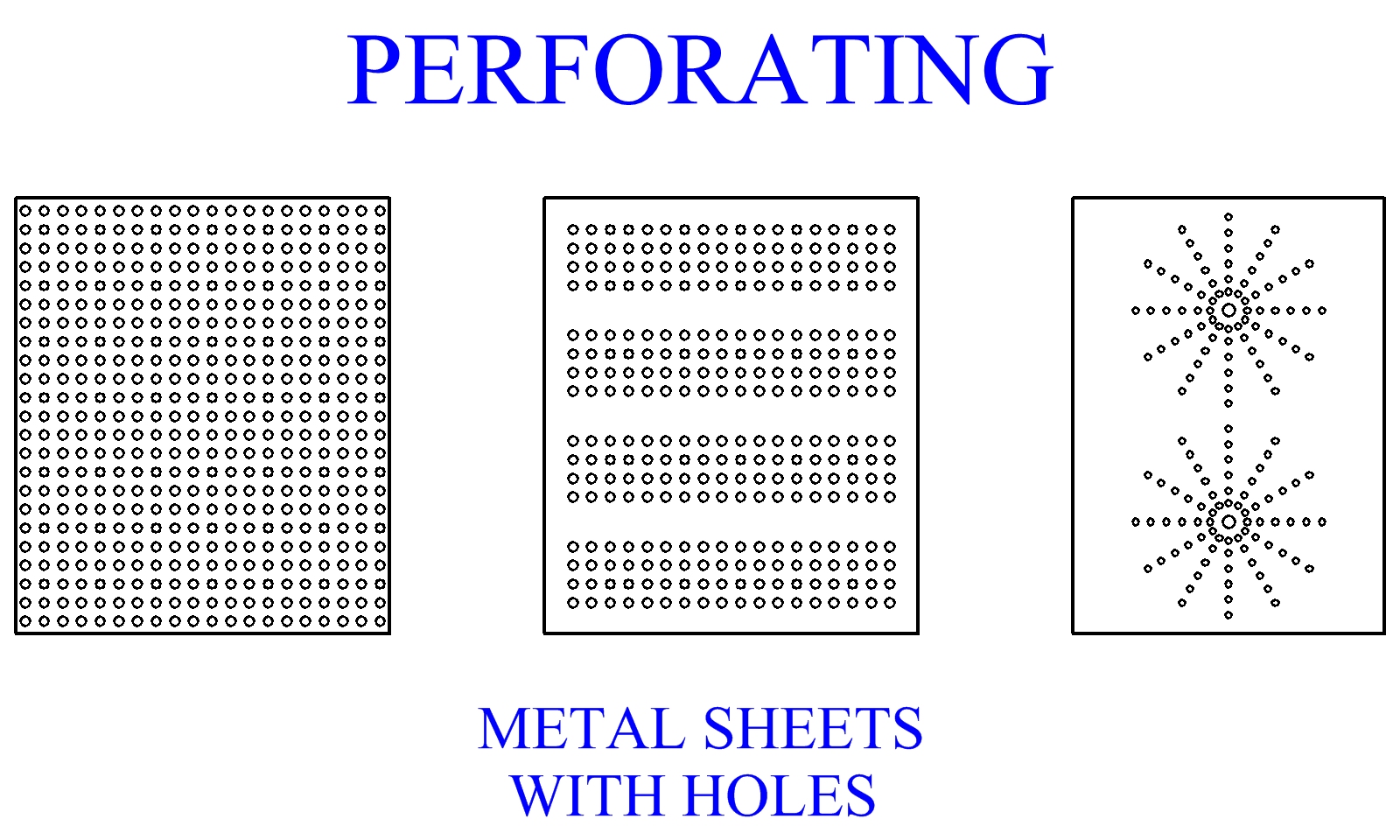 |
Надрез и зарубка
Надрез — это процесс резки листового металла, который включает удаление материала. от заготовки, начиная по краю и режущий внутрь. Целью надрезания является создание листового металла. расстаться с желаемым профилем.Надрез часто выполняется как прогрессивный процесс, каждая операция удаляет еще одну деталь, чтобы получился правильный контур. Seminotching удаление металлического листа, который не находится на краю работы. Семинотчинг практически идентичен штамповке. Разница в том, что семенные боли является частью последовательной операции резки при создании определенного профиля.
Прогрессивная обработка в листе Металлургия
Прогрессивная обработка, используемая при производстве продукции, выполнение серии последовательных операций каждый из которых постепенно способствует созданию готовой детали.Часто важен порядок, в котором выполняются операции. Производство листового металла является хорошим примером отрасли, в которой используется большое количество прогрессивных обработка. Вырубка, как уже говорилось, обычно представляет собой прогрессивный процесс в создании профиля. Многие другие операции по резке листового металла могут выполняться в более крупном прогрессивном процессе. Полный процесс может также включать гибку и / или вытяжку, как показано в последние страницы. Прогрессивная обработка листового металла также обсуждается далее в секцию пресс-форм (см. рисунок 261).
Откусывание
Пуансоны для вырезания отверстий и профилей в листовом металле могут поставляться в много разных форм и размеров. Машина, называемая высечкой, использует небольшой прямой пуансон для создать такое же геометрическое удаление листового металла, как и более крупное сложный удар. Это достигается за счет быстрой пробивки множества перекрывающихся отверстий. чтобы сделать профиль среза большего размера. Откусывание полезно для изготовления сложных разрезов. с простой техникой. Откусывание может занять больше времени, чем удары руками. предназначен для определенного кроя, но может быть эффективной альтернативой для небольших производственные тиражи.
Механика резки листового металла
При проектировании необходимо понимать механику резки листового металла. штамповочный производственный процесс. Заготовка при раскрое листового металла работа закреплена на нижнем штампе, в то время как движение верхнего штампа (называемого пуансоном), проводит резку. Края пуансона и матрицы не совпадают точно из-за зазор или зазор между ними. Пробойник предназначен для ввода соответствующее отверстие в нижней матрице и всегда хотя бы немного меньше.просвет размер при резке листового металла будет варьироваться в зависимости от различных факторов процесса и его выбора повлияет на качество изготавливаемой детали.
Рисунок: 252 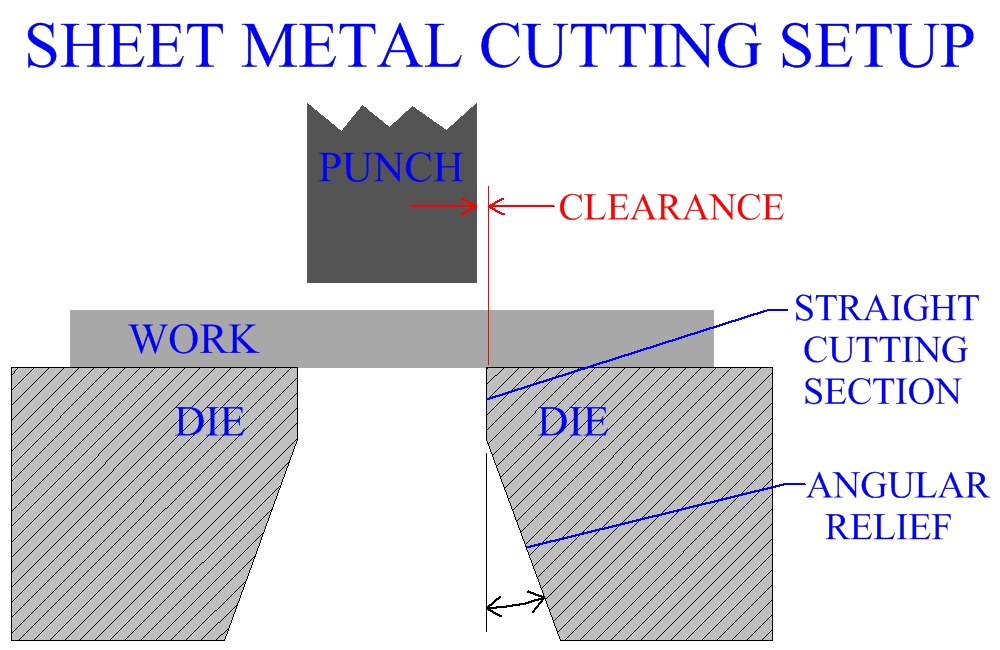 |
Когда начинается процесс резки, сила, действующая через пуансон, заставляет его двигаться к работе. Листовой металл крепится к нижнему аппарату, он не двигаться при контакте с перфоратором. Вместо этого давление нарастает между дырокол и лист.Происходит пластическая деформация поверхностного металла. Это случилось на верхней и нижней поверхностях, так как нижняя режущая матрица продвигается вверх с тем же сила, которую толкает пуансон. В производственной практике пластическая деформация возникающий на поверхности листового металла на данном этапе операции резки, называется опрокидыванием.
Рисунок: 253 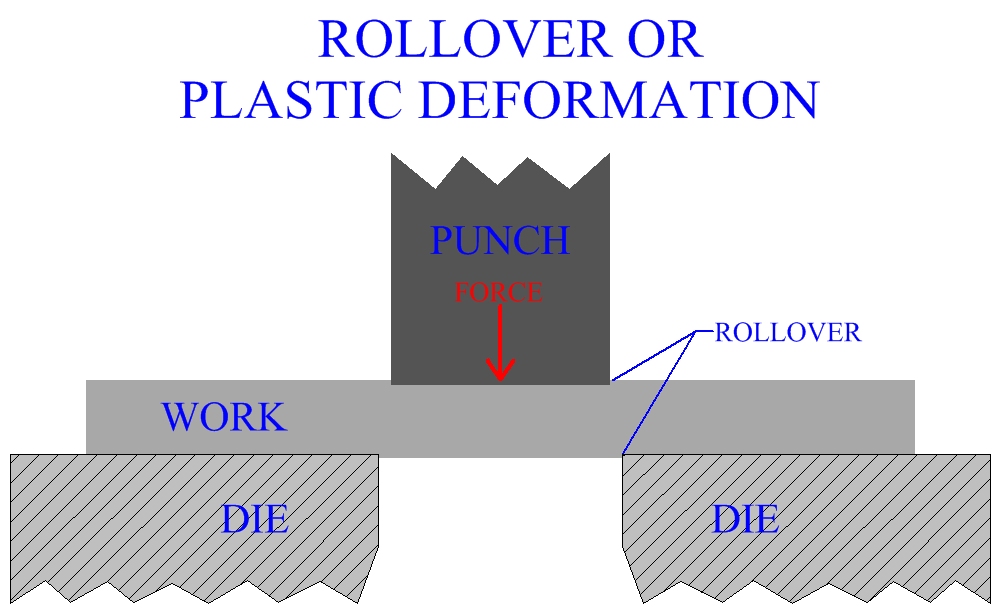 |
Затем происходит проникновение, начинается фактическая резка листового металла, поскольку сила вызывает пуансон и матрица погружаются в рабочий материал.Это создает зону проникновения, известная как полированная или полированная область. Эта полированная область обычно может занимать от 30% до 60% общей толщины Лист. Фактическая толщина этой прямой гладкой поверхности зависит от по нескольким факторам. Чем пластичнее металл, тем больше толщина полировка относительно общей толщины листа. Увеличение зазора или общего листа толщина уменьшит процент области полировки. Зоны полировки на отверстие в листе металла происходит вверху.На снятом металле (пули или заготовке), зона полировки появится внизу. Обеспокоенность качеством кромки металлический разрез или отверстие зависит от того, является ли разрезанный материал заготовкой или заготовкой.
Рисунок: 254 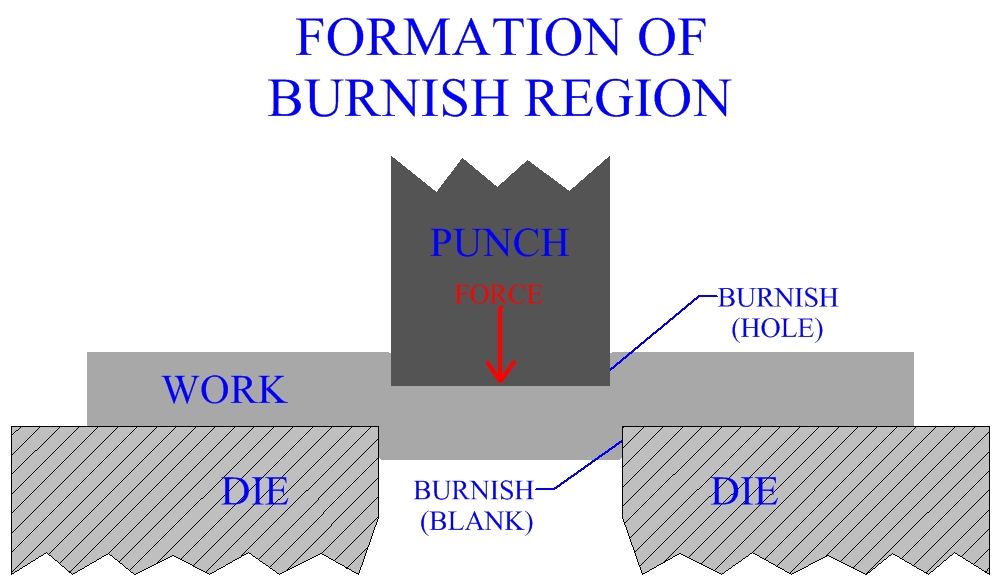 |
В какой-то момент во время резки листового металла, когда определенная глубина пробивки достигается проплавление, формирование области полировки заканчивается распространением трещины. Это происходит от краев пуансона, сверху и от края матрицы внизу.
Рисунок: 255 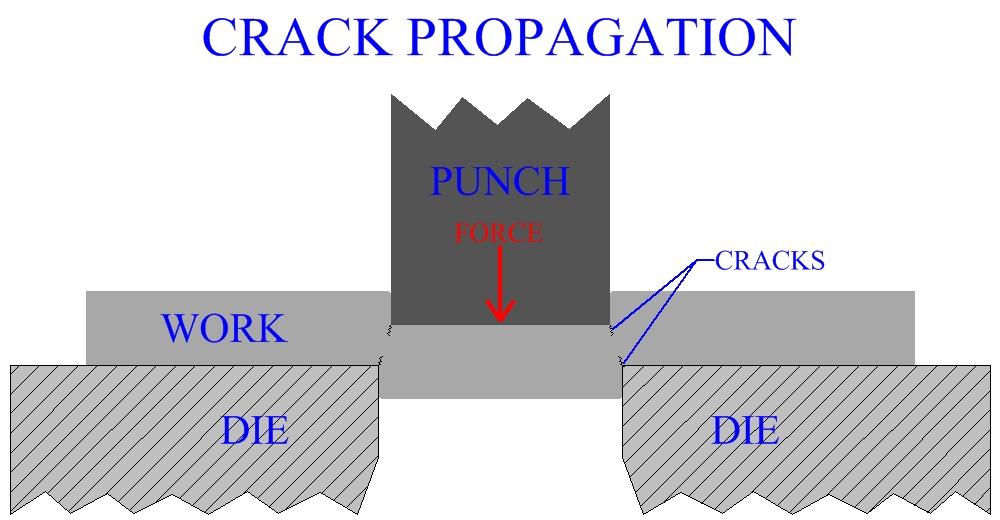 |
В хорошо спроектированном процессе резки листового металла трещины должны встречаться друг с другом и образуют непрерывный перерыв. Этот разрыв создаст область перелома. Перелом область начинается в конце полированной области и занимает большую часть остальной части толщина пропила без заусенцев. Больше клиренс, больше толщина листа и меньшая пластичность металла увеличивают долю площадь излома относительно общей толщины листа.
Рисунок: 256 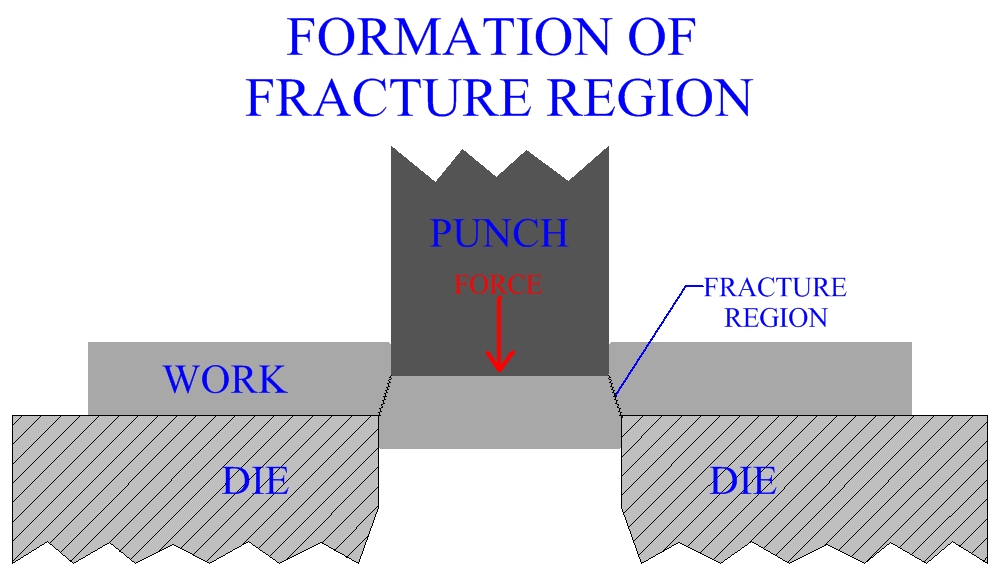 |
Заусенец представляет собой тонкий выступ материала, который образуется из-за удлинения металла. при окончательном разделении листа. Более пластичные металлы имеют тенденцию к образованию более крупных заусенцев. В производственная практика, острые инструменты могут уменьшить заусенцы. Осмотр кромочных поверхностей реза листовой металл будет отображать различия между полированной областью и областью излома. Зона полировки прямая и имеет гладкую поверхность, а зона излома ровная. угловатая и имеет шероховатую поверхность.
Все участки поверхности листового металла расположены на листе в порядке, обратном на бланке или слаге. Например, заусенец образуется на нижнем краю прорезанного отверстия, а он формируется на верхнем крае заготовки. Качество кромки нарезанного листового металла очень хорошее. важно в штамповочном производстве. Одним из соображений является количество холодная обработка металла на разных участках вокруг режущей поверхности. Это может измениться и быть результатом деформации материала. что произошло во время операции.Углы, шероховатость и особенности поверхность края также будет рассмотрена. Факторы сокращения во многом связаны с кромки листового металла, например, большая полированная зона будет свидетельствовать о лучшей кромке качество поверхности. Большой выбор операций по удалению заусенцев, снятия фасок, гибки и других второстепенных могут использоваться операции обработки производить изделия из листового металла с кромками желаемой геометрии и качества.
Рисунок: 257 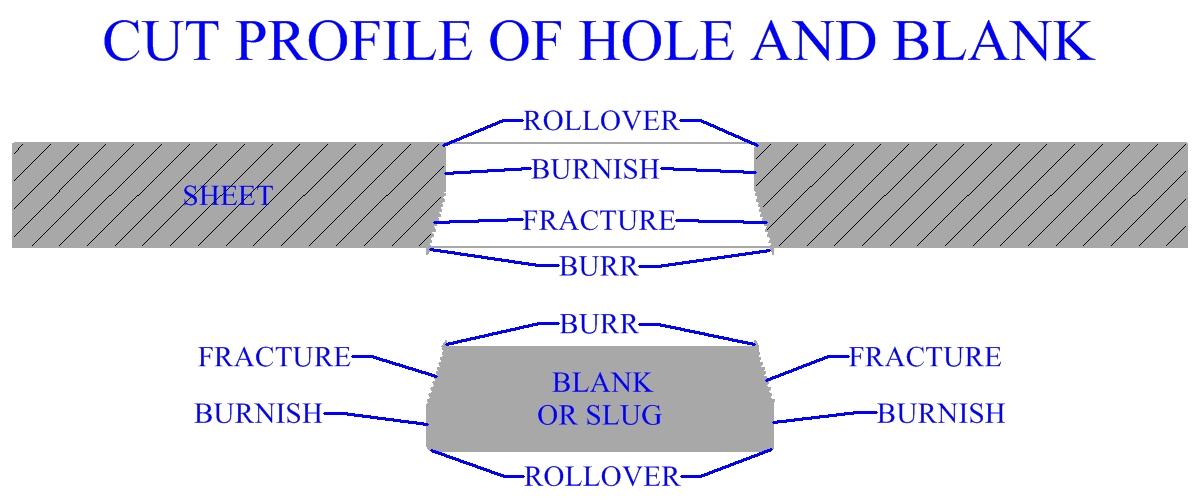 |
Зазор в процессе резки
Зазор — важный фактор при проектировании процесса резки листового металла.Так как обсуждалось ранее, режущий зазор — это прямая линия, боковое расстояние между краями пуансона и край отверстия матрицы. То, как металл отделяется, а значит и разрез, будет в значительной степени определяется клиренсом. Оптимизация зазоров при резке в зависимости от конкретного процесса факторов, обеспечит качественный срез. При правильном использовании зазоров Механика резки листового металла должна происходить, как описано в предыдущем разделе.
Неправильные значения могут нарушить процесс резки.Клиренс больше, чем required заставляет листовой металл зажиматься между режущими кромками. Происходит перелом неправильно и получающийся край обычно нежелателен.
Рисунок: 258 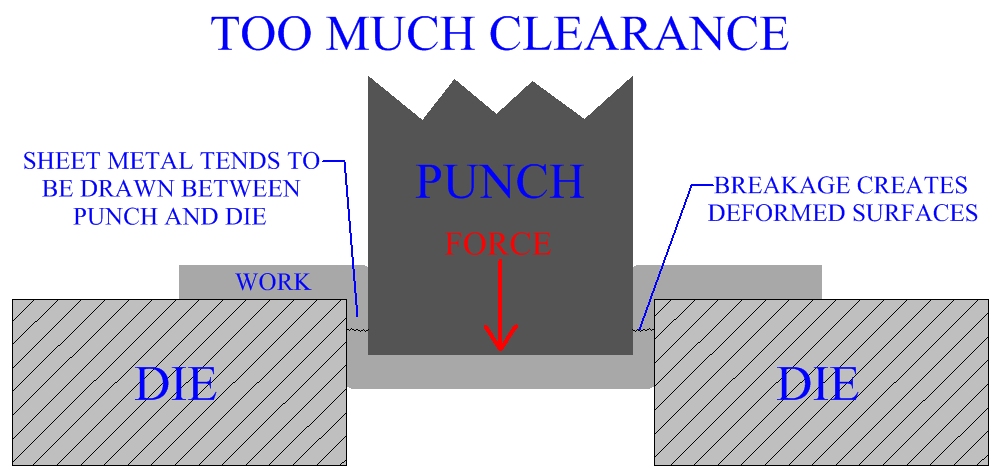 |
Если обеспечивается недостаточный зазор резания, линии излома, идущие от удар и смерть не совпадают. Непрерывные линии излома в листовом металле, обычно приводят к вторичному срезанию и деформации кромочной поверхности.
Рисунок: 259 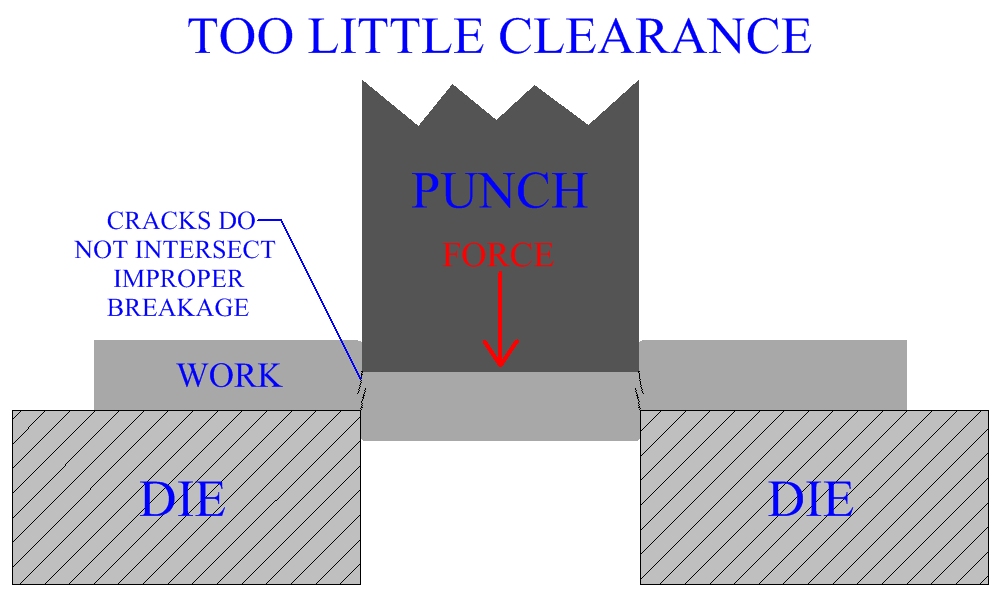 |
Чем больше толщина листового металла, тем выше должен быть зазор. В в обрабатывающей промышленности существует ряд оптимальных значений для конкретных процессов, зазоры могут составлять от 1% до 30% толщины листа. Обычно типовые значения пролет от 3% до 8% толщины листа. Важным фактором является тип рабочего материала. и его характер. Лист из алюминиевого сплава может иметь оптимальное значение зазора 4%, лист латуни 6% и лист твердой стали 7.5%. Если размер отверстия небольшой относительно до общей толщины листа может потребоваться дополнительный зазор.
Значение зазора при резке листового металла может быть добавлено либо к пуансону, либо к матрице, в зависимости от того, вырубка это или перфорация. В основном, учитывая определенный размер, Должно ли быть отверстие такого размера или важно, чтобы такого размера была заготовка. Для бланка определенного размера отверстие в матрице должно быть правильного размера, поэтому вычтите зазор от перфоратора.При вырубке пуансон будет меньше желаемого. пустой размер. При пробивке отверстия определенного размера пробойник должен быть правильный размер. В этом случае зазор добавляется к отверстию в матрице, делая его больше, чем желаемый размер отверстия.
Рекомендации по резке
Смазка — важный фактор в обслуживании форм для резки листового металла. Операции по раскрою листов выполняются в основном механическими прессами, Кривошипный пресс часто используется (см. прессы).Нижняя матрица прямая около вершины отверстия, тогда угловой зазор предоставляется, чтобы учесть расширение заготовка или пуля после того, как она вытеснена из отверстия. Еще одно соображение относительно заготовка или пуля — это его склонность к деформации из-за сил, задействованных во время процесс резки.
Рисунок: 260 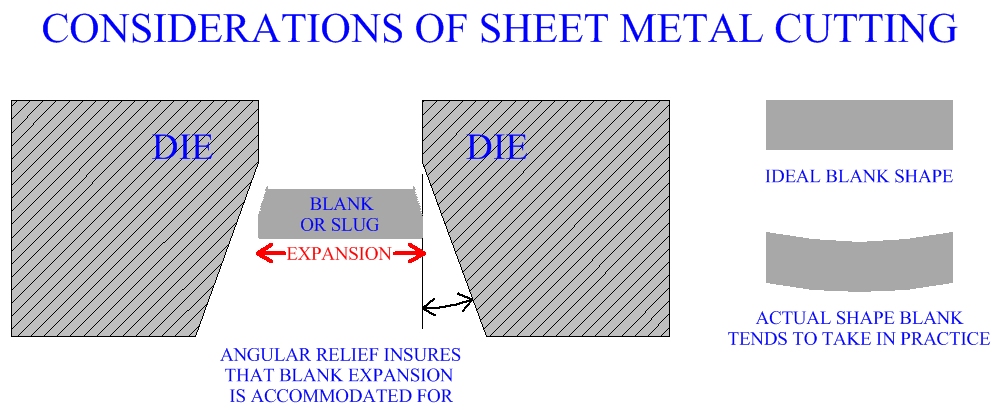 |
Пресс-формы для резки листового металла
Форма для резки листового металла состоит из пуансона и матрицы, как уже говорилось.Материал пуансона и матрицы обычно представляет собой инструментальную сталь или иногда карбиды. Некоторые формы позволит выполнять сразу несколько операций одним движением. Их называют составной головкой. Часто заготовка подвергается серии операции на разных штампах. Работа переносится с одного штампа на другой после завершения каждой операции. Эти передаточные матрицы упорядочены и выровнены вместе таким образом, чтобы составить более крупный процесс.
Прогрессивный штамп для множества различных последовательных операций, которые могут выполняться на нескольких станции, выполняемые на одном штампе.Операции выстраиваются линейно, по направлению подачи. При каждом гребке каждая операция выполняется один раз. Работа увеличивается на шаг вперед, каждый шаг является постоянным расстоянием. На каждом этапе каждая секция листового металла подвергается следующей операции в очереди. Операции гибки или волочения также могут быть включены вместе с врезкой. более крупный прогрессивный процесс. Секции из листового металла остаются прикрепленными к исходную полосу во время выполнения этих операций. Все операции будут происходить один раз по каждому отдельному разделу.Последняя операция вырезает отрезок из полосы. Каждая секция, если ее удалить, состоит из отдельной части.
Рисунок: 261 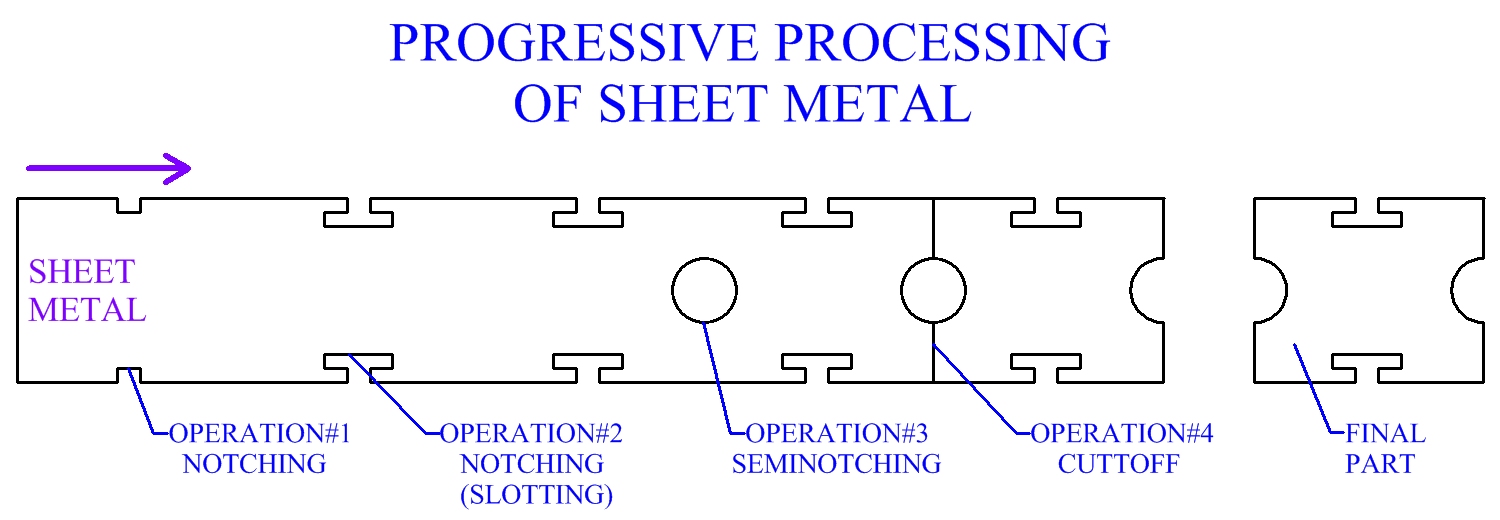 |
Усилие резания листового металла Производство
Необходимое усилие резания является решающим фактором при выборе оборудования, во время проектирования процесса листового металла. Максимально необходимое количество силы будет Убедитесь, что мощность машины соответствует производственному процессу.Часто мощность оборудования намного превышает силу, необходимую для конкретной операции. Во многих случаях грубое приближение максимальной требуемой силы для Операция по резке листового металла может определить достаточность имеющегося оборудования. Без учета зазора или трения максимальная сила, необходимая для листа Операцию по резке металла можно оценить по: Сила макс. = (Длина реза) (толщина) (Предел прочности на сдвиг). Сила макс. — это максимальное усилие, необходимое для работы.длина of cut — длина периметра удаляемого листового металла. Толщина — это толщина листа. Максимальная прочность на сдвиг работы на материал можно ссылаться и обычно составляет около 70% -80% от конечной предел прочности.
В обрабатывающей промышленности есть решения для случаев недостаточная вместимость. Пуансоны или матрицы для резки листового металла могут быть со скошенной кромкой, уменьшая силу за счет распределения разреза по длине хода.Детали могут быть изменены для изготовления или другого используемого рабочего материала. Большие разрезы можно разделить на несколько меньших разрезов, требующих меньшего усилия, но в конечном итоге удаляющих одинаковые материал. Другой альтернативой является использование оборудования большей мощности.
Бритье
Краевые поверхности листового металла обычно не гладкие и прямые. Даже в правильно разрезанном металле зона излома будет угловатой и шероховатой. В при резке листового металла, чем ниже значение зазора, тем выше кромка качественный.Бритье — это вторичный процесс, который можно использовать для улучшения краев. разрезов, которые уже были сделаны. Во время бритья требуется очень мало места для сделайте прямой, гладкий и аккуратный пропил только до конца края. Бритье — это процесс удаления стружки, и его не следует использовать для стрижки. большое количество материала.
Рисунок: 262 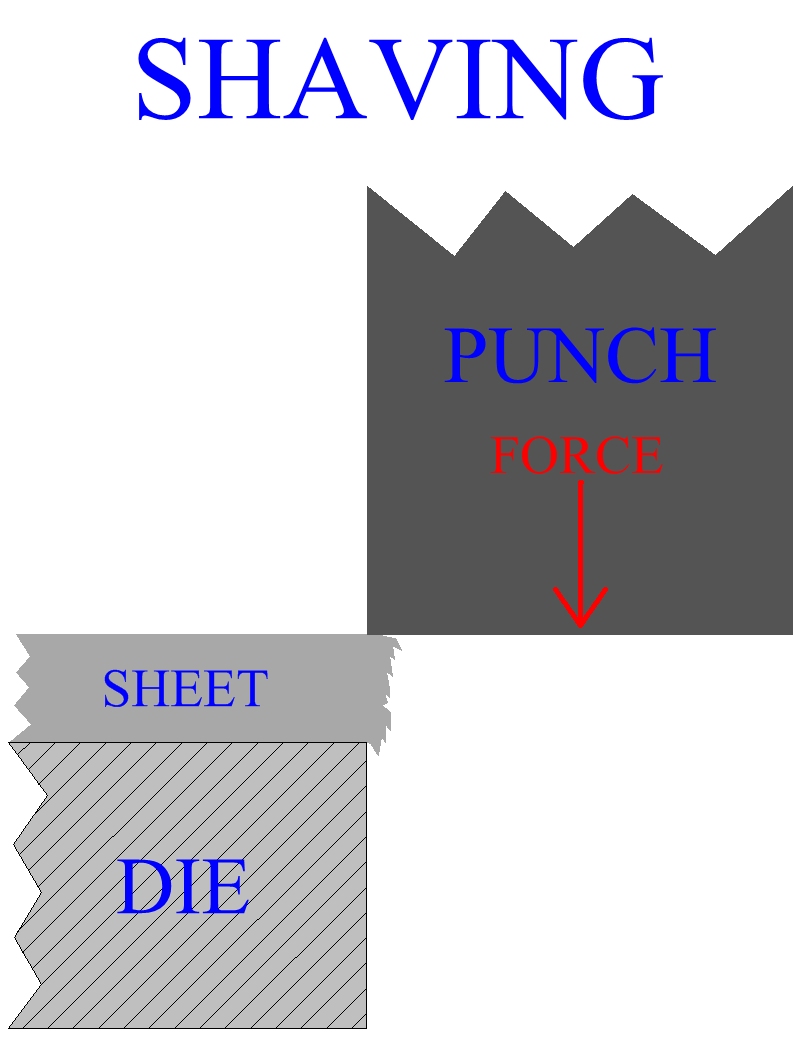 |
Чистовая вырубка листового металла
Можно использовать чистовую вырубку для многих операций по резке листового металла, особенно те, которые предполагают меньшую общую толщину листа.Чистое гашение высокоточный процесс штамповки, позволяющий создавать надрезы с жесткие допуски и ровные гладкие края, без стружки и прочего вторичные процессы.
Пресс прижимает прижимную подушку к листу, удерживая работу плотно между нижней матрицей и прижимной подушкой. Рядом, снаружи и по всему краю выреза, V-образное кольцо выступает из нижней части прижимная пластина ударяется о заготовку. Это дополнительно защищает работу от движение и ограничивает поток металла.Режущий пуансон для этой операции имеет очень маленький зазор с нижней плашкой, обычно 1%. Поскольку давление применяется к при работе пуансон медленно прорезает металл. Одновременно еще один пуансон применяет силу к другой стороне листа в противоположном направлении. вторичный пуансон обеспечивает меньшую силу, чем режущий пуансон. Его цель — помочь с разрезом и предотвратить коробление банка, частую проблему в операции по вырубке листового металла. Силы поддержки пуансона меньше и в направлении, противоположном режущему пуансону, поэтому суммирование обоих векторов указывает на то, что общая сила (и, следовательно, движение) будет в направление определяется режущим пуансоном.Чистовая вырубка листового металла будет используйте пресс тройного действия. Эти прессы обычно гидравлические, и каждый действие можно контролировать индивидуально.
Рисунок: 263 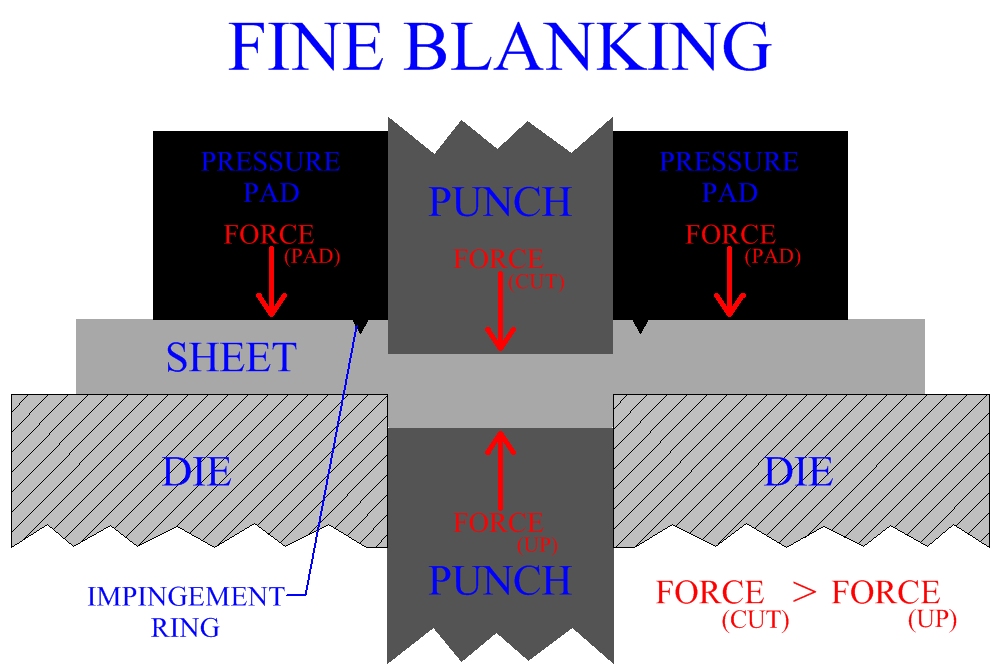 |
Прочие процессы резки листового металла
В обрабатывающей промышленности для резки листового металла также используются другие методы, (и тарелку). В частности, в процессе первичной резки исходного листа раздеться.Пламенная резка популярна и позволяет резать толстые пластины. Распиловка, например с помощью ленточной пилы — это процесс обработки, при котором также можно резать толстые листы. Пиление, вроде другие операции механической обработки — это процесс удаления материала. Лазерная резка использует лазеры для резки листового металла. Резка лазерным лучом может управляться компьютером и производить очень точные разрезы. При резке металла также применяется водоструйная обработка. В гидроабразивная обработка, мощная концентрированная струя воды обеспечивает силу для операция резки.
ТОП
,Раскрой листового металла
Для лазерной резки используется мощный лазер для резки листового металла. серия зеркал и линз направляет и фокусирует высокоэнергетический луч света на поверхность лист, на котором он должен быть разрезан. Когда луч падает на поверхность, энергия луча тает. и испаряет металл внизу. Любой оставшийся расплавленный металл или пары выдуваются из разрезать струей газа. Положение лазерного луча относительно листа точно контролируется, чтобы позволить лазеру следовать желаемой траектории резки.
Этот процесс выполняется на станках для лазерной резки, которые состоят из источника питания, лазерной системы, зеркала, фокусирующая линза, сопло, сжатый газ и стол для заготовок. Наиболее часто используемый лазер для резки листового металла используется лазер на основе CO2 с мощностью приблизительно 1000-2000 Вт. Однако Nd и лазеры Nd-YAG иногда используются для приложений очень высокой мощности. Луч лазера направлен ряд зеркал и через «режущую головку», которая содержит линзу и сопло для фокусировки луча на место резки.Диаметр луча на режущей поверхности обычно составляет около 0,008 дюйма. На некоторых станках режущая головка может перемещаться в плоскости X-Y над зажатой заготовкой. к стационарному столу ниже. В других станках для лазерной резки режущая головка остается неподвижной, а стол перемещается под ним. Обе системы позволяют лазерному лучу вырезать любую двумерную форму детали. Как упоминалось выше, сжатый газ также используется в процессе для удаления расплавленного металла и пара. по мере формирования разреза.Этот вспомогательный газ, обычно кислород или азот, подается в режущую головку и продул то же сопло, что и лазерный луч.
Лазерная резка может выполняться на листах как черных, так и цветных металлов. Материалы с низким отражательная способность и проводимость позволяют лазерному лучу быть наиболее эффективным — углеродистая сталь, нержавеющая сталь, и титан наиболее распространены. Металлы, отражающие свет и проводящие тепло, такие как сплавы алюминия и меди, все еще можно резать, но требуется более мощный лазер.Лазерная резка также может использоваться не только для листового металла. применения, для резки пластика, керамики, камня, дерева и т. д.
Как упоминалось ранее, с помощью лазерной резки можно вырезать практически любую 2D-форму. Однако наиболее распространенное использование резка внешнего профиля или сложных элементов. Простые внутренние элементы, такие как отверстия или пазы обычно вырубается с использованием других процессов обработки листового металла. Но очень сложные формы и внешние границы деталей хорошо подходят для лазерной резки.Тот факт, что лазерная резка не требует физического контакта с материал дает много преимуществ для качества резки. Сначала образуются минимальные заусенцы, создающие гладкий край, который может не требовать никакой отделки. Во-вторых, отсутствие контакта с инструментом означает лишь минимальное искажение лист произойдет. Кроме того, только небольшое количество теплового искажения присутствует в узкой зоне, подверженной воздействию лазерный луч. Наконец, во время резки в материал не попадут никакие загрязнения.Хотя не вопрос качества, стоит отметить, что отсутствие физического износа инструмента снизит затраты и сделает лазерную резку рентабельно для мелкосерийного производства.
Возможности
- Толщина листа: 0,02-0,50 дюйма
- Скорость резания: 30-500 дюймов в минуту (возможно 1000 дюймов в минуту)
- Ширина пропила: 0,006-0,016 дюйма (возможно 0,004 дюйма)
- Допуск: ± 0,005 дюйма (± 0,001 дюйма)возможно)
- Обработка поверхности: 125-250 мкдюймов
Правила проектирования
- Кромки — заусенцы минимальны, но их можно еще больше уменьшить, используя более тонкий листовой материал.
- Углы — Закругленные углы предпочтительнее острых. Внутренние углы должны иметь минимальный радиус равным радиусу лазерного луча.
- Отверстия — Минимальный диаметр отверстия должен составлять примерно 20% толщины листа, вплоть до 0.010 дюймов. Отверстия, вырезанные лазером, будут иметь небольшую естественную конусность.
- Можно разрезать сразу несколько листов для снижения затрат
Вернуться наверх ,
Как резать листовой металл — SheetMetal.Me
Процесс «вырубки» или вырезания развертки из листового металла может быть осуществлен различными способами. В этой публикации мы рассмотрим некоторые из наиболее распространенных видов резки листового металла. При определении того, какой метод резки листового металла вам подходит, следует учитывать такие факторы, как гибкость, скорость, точность, качество обработки, стоимость и автоматизация. Когда дело доходит до материала, который вы режете, есть определенные соображения, поэтому мы добавили специальный пост о том, как резать алюминий.
Ручной инструмент
Стоимость: 20 — 100 долларов
Гибкость: низкая
Скорость: очень низкая
Точность: очень низкая
Отделка: плохая
Автоматизация: нет
Долото и молоток

Использование долота и молотка — это самый простой способ резки листового металла. Просто выровняйте долото по линии, которую вы собираетесь разрезать, и ударьте по нему молотком.Если вы ударите по нему достаточно сильно, долото порежет листовой металл, если он достаточно тонкий. Подложка из мягкого дерева позволит долоту легче проходить сквозь него, обеспечивая опору для металла. Этот процесс резки очень медленный и трудоемкий. Это может быть уместно, если вы работаете над небольшим проектом в своем гараже и у вас есть время, чтобы очистить острые деформированные края, когда вы закончите резку. Точность пропила будет зависеть от того, насколько вы терпеливы при выравнивании долота.Вы также будете ограничены калибром, с которым можете работать, я не верю, что вы будете резать холоднокатаную сталь толще 16 калибра этим методом.
Ножницы

Авиационные ножницы и ножницы для олова — распространенный метод резки тонкого листового металла для любителей. Эти инструменты подходят для резки мягких листовых металлов, таких как олово, алюминий и латунь. Вы, вероятно, не найдете ножниц, которые способны резать низкоуглеродистую сталь калибра более 18.Для справки о толщине датчика см. Нашу таблицу размеров. При работе с изогнутыми деталями на небольшом проекте эти ножницы определенно пригодятся. Авиационные ножницы — это термин, применяемый к более высокой форме этого инструмента для резки листового металла, который бывает трех основных разновидностей, позволяющих выполнять прямые, изогнутые влево и вправо разрезы. Для большинства приложений необходимо подпилить и очистить края, оставленные ножницей. При использовании этих инструментов рекомендуется держать верхнее лезвие на металле, в то время как вы «тянете» нижнее лезвие на себя.Полностью откройте ножницы в начале пропила и вставьте листовой металл как можно глубже в проем, это обеспечит вам максимальное усилие. Для вырезания отверстий в листовом металле необходимо начинать со стартового отверстия, которое можно сформировать, используя метод молотка и долота, чтобы пробить металл. После того, как у вас будет стартовое отверстие, продвигайтесь к желаемому радиусу, используя правильный красный или зеленый нож.
Ножовка по металлу
 Ножовки или ювелирные пилы — еще один простой ручной инструмент, который можно использовать для резки листового металла.Вы ограничены в радиусе поворота и глубине из-за геометрии ножовки. Ножовка по металлу подходит для более мягких металлов, потому что более твердые, такие как нержавеющая сталь, имеют тенденцию разъедать лезвия, поэтому, опять же, эти инструменты подходят для любителей или небольших магазинов по производству листового металла. Правильный выбор лезвия для материала, который вы режете, имеет важное значение для успеха этого метода. Обычно вы выбираете «волнистый» тип установки зуба, который предназначен для выполнения чистых резов в тонком твердом материале, таком как листовой металл.Добавление режущих составов или просто воска может продлить срок службы вашего лезвия и качество резки. Наклеивание полосы малярной ленты на переднюю и заднюю стороны листового металла может помочь улучшить рез за счет уменьшения количества сколов, но, в конечном итоге, точность и качество обработки зависят от оператора.
Ножовки или ювелирные пилы — еще один простой ручной инструмент, который можно использовать для резки листового металла.Вы ограничены в радиусе поворота и глубине из-за геометрии ножовки. Ножовка по металлу подходит для более мягких металлов, потому что более твердые, такие как нержавеющая сталь, имеют тенденцию разъедать лезвия, поэтому, опять же, эти инструменты подходят для любителей или небольших магазинов по производству листового металла. Правильный выбор лезвия для материала, который вы режете, имеет важное значение для успеха этого метода. Обычно вы выбираете «волнистый» тип установки зуба, который предназначен для выполнения чистых резов в тонком твердом материале, таком как листовой металл.Добавление режущих составов или просто воска может продлить срок службы вашего лезвия и качество резки. Наклеивание полосы малярной ленты на переднюю и заднюю стороны листового металла может помочь улучшить рез за счет уменьшения количества сколов, но, в конечном итоге, точность и качество обработки зависят от оператора.
Ручные ножницы
Дисковые ножницы — это европейский инструмент, который представляет собой консервный нож с открытым отверстием. Подходит для узких углов, но оставляет желобчатый край, который, возможно, необходимо очистить.Может вручную резать низкоуглеродистую сталь толщиной до 16.
Слесарные инструменты
Стоимость: 100 — 1000 долларов
Гибкость: средняя — низкая
Скорость: низкая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Прямые ножницы

Эти настольные ножницы превращают усилие в компактные ножницы, которые способны резать листовой металл средней толщины.Это в первую очередь ограничит ваши стрижки прямыми линиями. Эти типы ножниц подходят для любителей и мастеров листового металла, выполняющих индивидуальные или ремонтные работы. Они прочные и прослужат всю жизнь, если содержать их в чистоте и остроте.
Ножницы без горловины Beverly

Известные по названию производителя, эти ножницы широко используются в небольших цехах по производству листового металла из-за их универсальности при резке листового металла различных толщин и форм. Другие бесщеточные ножницы доступны от других производителей и имеют те же основные характеристики и ограничения.При некоторой точной настройке расстояния между лезвиями край, оставленный этим типом ножниц, значительно улучшается по сравнению с ручными ножницами, потому что он не искажает край и фактически немного закругляет верхний край. Доступны три размера: B1, B2 и B3, в зависимости от размера и требуемой мощности.
Ленточная пила

Ленточные пилы немного смешивают, когда дело касается резки листового металла. Они ограничены конструкцией станины с точки зрения размера листа, который вы можете разрезать, поэтому убедитесь, что вы понимаете ограничения вашей пилы, прежде чем выкладывать развертку.Подходит для более мягких материалов, поскольку лезвия могут быть полезны в некоторых случаях. Край, оставленный ими, часто требует некоторой очистки.
Стационарные высечные ножницы
Эти станки представляют собой пробивной пресс с C-образной рамой, который можно использовать для удаления стружки с листового металла. Они отрезают от металла широкий пропил и оставляют зазубренный край, который почти всегда требует вторичной обработки. Во время резки они также выбрасывают маленькие капли в форме полумесяца, которые необходимо собирать и обрабатывать осторожно.
Электроинструменты
Стоимость: 75 — 300 долларов
Гибкость: средняя
Скорость: средняя
Точность: низкая
Отделка: смешанная
Автоматизация: нет
Угловые шлифовальные машины

Угловая шлифовальная машина, также известная как Makita в честь обычного производителя, является универсальным инструментом, используемым во многих цехах по производству листового металла. По сравнению с ручными и настольными инструментами, он способен резать относительно тяжелые калибры, а также обладает дополнительным преимуществом в том, что его можно держать в руке и переносить.
Механические ножницы

Электрические ножницы и двойные ножницы — еще одно распространенное место в цехах по обработке листового металла, которые выполняют небольшие виды резки. Эти ручные инструменты представляют собой портативные микроножницы, которые грызут металл, когда вы перемещаете режущее лезвие по намеченной траектории. Конструкция без горловины позволяет резать лист, не беспокоясь о тыльной стороне инструмента. Их главные недостатки — шум, вибрация и качество кромки.Им требуется сильная рука, чтобы точно управлять режущими лезвиями, и они будут трясти лист, если его не удерживать должным образом. Поскольку механические ножницы делают большое количество мелких надрезов в листовом металле, они могут оставлять опасные зубчатые края, которые необходимо очистить, прежде чем их можно будет безопасно использовать.
Электрический лобзик

Ручные лобзиковые пилы представляют собой очень сложную задачу, когда дело касается резки листового металла. Правильная комбинация высококачественной пилы и высококачественного полотна может привести к хорошей равномерной резке и приличному радиусу поворота.Неверное полотно для материала и дешевая пила приведут к неприятным и опасным условиям резки. Поскольку лобзики по своей конструкции не имеют горла, они обладают большей универсальностью в магазине.
Нубблер

Станок, аналогичный механическим ножницам, эти станки вырубают часть материала, когда они движутся, по существу, откусывая металл, когда оператор направляет их. Их не часто любят в магазинах из-за их широкого пропила и острых кусков серповидной формы, которые они выбрасывают при резке листового металла.
Тепловая резка
Стоимость: 200 — 900 долларов
Гибкость: средняя
Скорость: средняя — высокая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Кислородно-ацетиленовая горелка

Подобные газовые горелки хорошо работают со сталью, поскольку их температура горения ниже, чем температура плавления. Тепло от горелки в сочетании с постоянным потоком кислорода быстро окисляет листовой металл и сдувает ослабленный металл.Это создает много тепла и искр, но может разрезать толстую сталь и двигаться с относительно высокой скоростью. Резак не требует какой-либо поддержки и является портативным, что делает его идеальным для работы в труднодоступных местах. Вы должны учитывать стоимость газа при расчете цены на эти машины. Кроме того, доступны специальные насадки для резки листового металла для определенных металлов и толщин. Эти горелки также могут использоваться для отжига металла, что имеет свои преимущества в специализированной мастерской.
Плазменная горелка

Плазменная горелка работает так же, как кислородно-ацетиленовая горелка, однако вместо окисления металла плазма ионизирует его сильным электромагнитным полем. Помимо тепла от горелки, это ослабляет металлический лист под горелкой и позволяет сдувать его воздухом под высоким давлением. Плазменный резак очень универсален в том, что касается типа материала, который он может резать, и, как кислородно-ацетиленовый резак, он легко маневрирует вдоль листа и в труднодоступных местах.Это делает его обычным выбором для цехов нестандартного листового металла. Недостатками являются количество искр, которое он производит, расстояние, на которое он выбрасывает искры, и край, который он оставляет. Работайте с этой горелкой только в зоне, где вы знаете направление искры и где нет ничего легковоспламеняющегося. Кромку после обрезки обязательно придется очистить.
Промышленная резка
Стоимость: 10 000 — 5 000 000 долларов США +
Гибкость: очень высокая
Скорость: очень высокая
Точность: очень высокая
Отделка: отличная
Автоматизация: множество опций
Плазма
Плазменный стол с ЧПУ — это, по сути, самый дешевый вариант промышленной резки.Более медленный, чем его аналоги, это просто плазменный резак, установленный на автоматизированном портале. Несмотря на разнообразие материалов и толщины, основным преимуществом является цена.
Струя воды
Водоструйные машины направляют очень тонкую струю воды, смешанную с абразивом, под необычайным давлением и очень высокой скоростью в листовой металл. Это разъедает металл и оставляет очень чистый и гладкий край. Водяные форсунки на удивление способны с очень высокой точностью резать листы очень большой толщины, до нескольких дюймов.Их главные достоинства — это чистота кромок, разнообразие материалов и точность. Слегка закругленный край с гладкими поверхностями позволяет безопасно работать сразу с машиной. Поскольку отсутствует химическое, электрическое или тепловое взаимодействие с металлом, водяные струи могут разрезать практически любой металл, пластик, сплав или материал с той же точностью и отделкой.
Пробивной пресс
Пробивные прессы используют профилированные инструменты для выбивания геометрической формы в листовом металле. Более крупные прессы могут быть загружены десятками различных типов инструментов для специальной резки и формовки.Обычно они не такие быстрые, как лазеры, но они позволяют штамповать, катать и формировать металл во время резки. Это позволяет формировать жалюзи, выступы, выступы и оттиски, которые лазеры не могут сформировать. Кроме того, они обычно дешевле по сравнению с лазерами, однако их техническое обслуживание связано с расходами на техническое обслуживание.
Лазеры
Лазеры высокой мощности предлагают самый быстрый и точный способ резки листового металла. Современные лазеры перемещают режущую головку по листам на очень высоких скоростях с невероятной точностью.Несмотря на то, что они ограничены 2D-резкой, их точность и скорость не имеют себе равных. При правильной настройке и настройке лазера можно получить чистый безопасный край. Хотя они очень дорогие, они просто необходимы в современном магазине листового металла.
,