Столешница для установки ручного фрезера в стол | Инженерия
Пластина для фрезера была готова, электрическая часть стола тоже, настало время изготовить столешницу.
За основу столешницы взята ламинированная фанера, толщиной 15 мм, склеенная в два слоя, при помощи однокомпонентного полиуретанового клея.
Долго пришлось искать обрезки фанеры подходящего размера, чтобы стол получился размером 800х600, целый лист покупать не хотелось, но кто ищет, тот найдет!Долго пришлось искать обрезки фанеры подходящего размера, чтобы стол получился размером 800х600, целый лист покупать не хотелось, но кто ищет, тот найдет!
Размечаем на столешнице место установки пластиныРазмечаем на столешнице место установки пластины
Устанавливаем ограничители-направляющие по периметруУстанавливаем ограничители-направляющие по периметру
Фрезеруем на необходимую глубинуФрезеруем на необходимую глубину
Вырезаем отверстие под фрезерВырезаем отверстие под фрезер
Проверяем достаточность глубины выборки, при необходимости подшлифовываемПроверяем достаточность глубины выборки, при необходимости подшлифовываем
Сверлим крепежные отверстия, с обратной стороны ставим закладные гайкиСверлим крепежные отверстия, с обратной стороны ставим закладные гайки
Проверяем точность просверленных отверстийПроверяем точность просверленных отверстий
Далее необходимо определиться с вариантом крепления направляющей и упоров ограничителей, я решил делать на профиле T-track шириной 19мм
Фрезеруем пазы под профили T-trackФрезеруем пазы под профили T-track
Чтобы точно определить глубину фрезерования, надо поставить фрезер на два профиля, расположенных на столешнице, после чего опустить фрезу до касания столешницы, после чего добавить 0,1мм, и зафиксировать глубину реза на упоре.
Проверяем глубину установки профилей.
Профили, как и пластина, должны располагаться на одном уровне со столешницей, иначе при работе заготовка будет цепляться. Чтобы добиться одного уровня, вставляем в профиль болты М8 с увеличенными кузовными шайбами, выступающими за края профиля. Это предотвратит увод профиля вглубь, при креплении профиля винтами.
Сверлим в профиле отверстия под крепежные винты, после чего, наносим тонким слоем клей в пазы и ставим профильСверлим в профиле отверстия под крепежные винты, после чего, наносим тонким слоем клей в пазы и ставим профиль
Так же поступаем с боковыми направляющимиТак же поступаем с боковыми направляющими
Одной из особенностей этого клея является быстрое время высыхания, через 2-3 часа, уже можно обрабатывать склеенные поверхности. Так же в процессе полимеризации клей увеличивается в объёме, следовательно склеиваемые детали должны быть хорошо прижаты, минимум на 1 час, пока клей не схватится, лишний клей выдавит по краям пазов.
После установки направляющих
Для более точной регулировки пластины по высоте, было решено поставить установочные винты.
Винты предотвратят вдавливания углов пластины, при затягивании крепежных винтовВинты предотвратят вдавливания углов пластины, при затягивании крепежных винтов
Сверлим отверстия и вкручиваем винтыСверлим отверстия и вкручиваем винты
Выставляем высоту и крепим пластину винтамиВыставляем высоту и крепим пластину винтами
Столешница готова
Самодельная столешница под ручной фрезер: пошаговое руководство по изготовлению
Антон Свиридов6509 0 3
Jdege с сайта instructables.com рассказал о своем опыте создания столешницы под ручной фрезер. Далее с его слов.
В последние годы производители электроинструментов стали выпускать модели фрезеров с регулировками высоты, к которым можно получить доступ, когда сам фрезер висит в перевернутом положении.
Я решил воспользоваться этим и построил столешницу под установку фрезера. Благодаря новшествам, можно перенастраивать фрезер и обрабатывать множество деталей, имея свободными обе руки одновременно.
Распиливаю материалы
Фрезер будет прикручен к опорной пластине, которая крепится в столешнице. Моя задача —вырезать паз под пластину.
В комплекте с фрезером был шаблон, который я успешно перенес на лист МДФ. Затем вырезал детали для установки в качестве направляющих при работе с ручным фрезером.
Вырезаю паз
С помощью фрезера вырезаю по контурам шаблона проем под пластину.
Склеиваю листы
Один лист МДФ толщиной 19 мм показался мне недостаточно жестким для столешницы фрезера. Поэтому я решил добавить еще один — вначале прорезал паз, затем склеил листы МДФ вместе.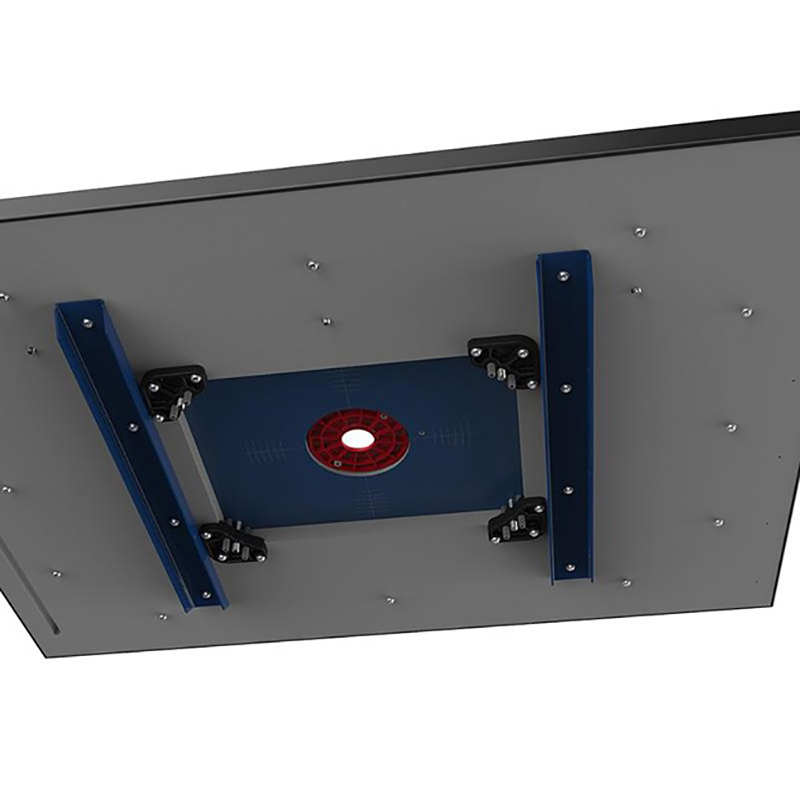
Устанавливаю выравнивающие винты
После того как листы склеились, приступаю к сверлению отверстий под установочные винты. Вначале засверлил отверстия, затем установил врезные гайки в каждый угол. С их помощью можно будет регулировать высоту фрезерной головки.
Подгоняю размеры столешницы
Пришло время определиться с размерами столешницы. У меня уже есть верстак длиной 104 см, который будет служить основой, поэтому я остановился на размере 100 см.
Уложил столешницу на верстак и отметил линии, по которым буду отрезать все лишнее. Затем отрезал все с помощью циркулярной пилы.
Закрепляю боковины
Поскольку лист МДФ легко разрушить по краю, я решил сделать боковины из древесины лиственных пород. Из хранившихся у меня в мастерской пиломатериалов больше всех подошла осина.
Вначале я разрезал доску на две части соответствующей длины, а затем распилил каждую на кусочки соответствующей ширины. Затем запилил под углом 45 градусов и прикрепил по контуру столешницы с помощью клея.
Монтирую полозья для направляющих
Направляющие, которые я купил, нуждались в пазах, которые я сделал с помощью фрезера. По углам вычистил их с помощью ножовки и зубила.
Прикрепляю усилитель
Треть площади столешницы будет поддерживаться верстаком, остальная часть будет висеть. Чтобы МДФ не прогибался, прикрутил из бруса усилители снизу.
Незначительное исправление
Когда я впервые установил свой фрезер на пластину, а ее установил в паз на столешнице, то обнаружил проблему — одна из рукояток блокировки шпинделя от вращения не поворачивалась, потому что она упиралась в столешницу.
Потребовалось всего лишь мгновение, чтобы исправить эту проблему (решение — на фото).
Закрепляю фрезер в столешнице
Устанавливаю фрезер и закрепляю его винтами, предварительно засверлив отверстия под них.
Финальный результат
Последним шагом является установка направляющей на полозья. Стационарный фрезер готов к работе.
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен 30 марта 2019г.Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора — добавьте комментарий или скажите спасибо!
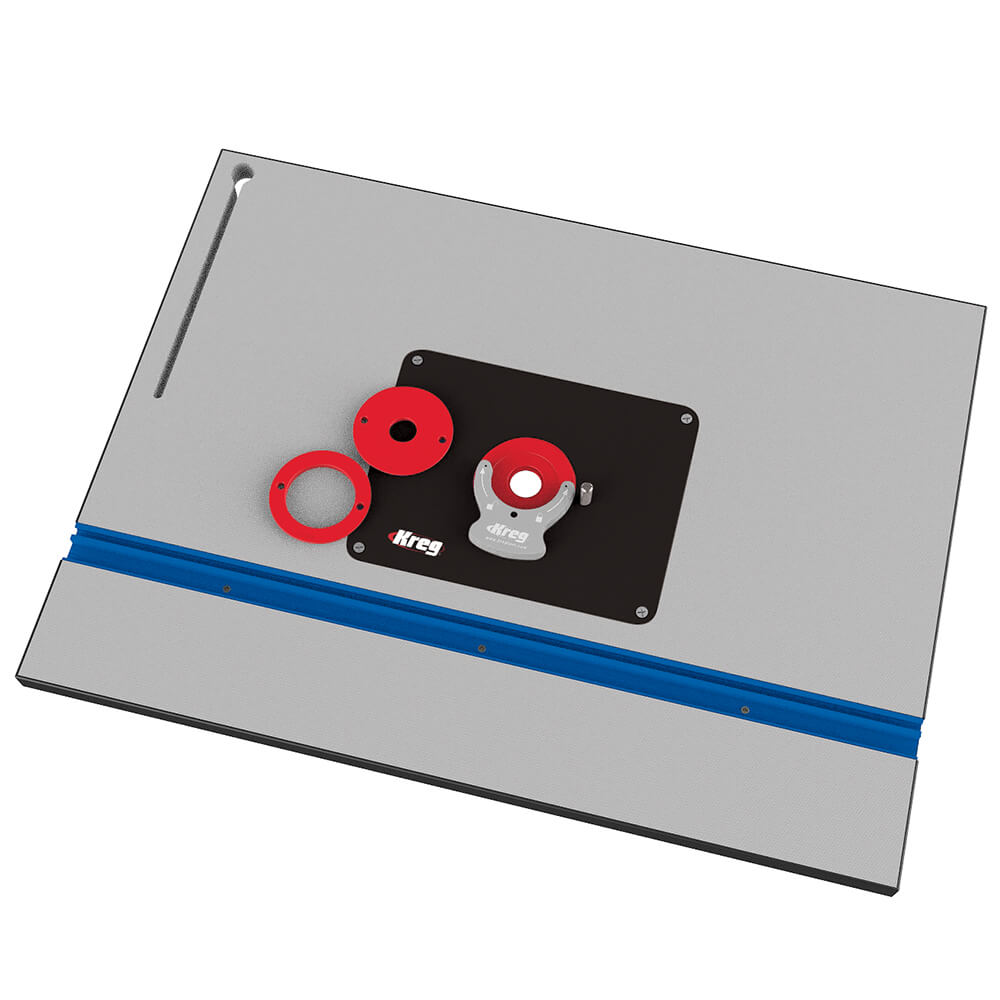
Фрезерные столы от производителя: американская компания Kreg
Набор предложений Kreg Routing Solutions предоставляет возможности, универсальность и надежность, необходимые для выполнения точного фрезерования.
Фрезерные столы и их разновидности
Сложно представить современную столярную мастерскую без фрезера. Если же закрепить его на специальном столе, то можно выполнять работы, которые вручную осуществлять весьма проблематично. В частности, появляется возможность обрабатывать разнообразные профили, заготовки всевозможной ширины, изготавливать панели, а также производить детали по шаблону — и все это с повышенной безопасностью для мастера. Крупные фрезы рекомендуется использовать исключительно с агрегатом, установленным стационарно.
Особенности и возможности конструкций
Дополнительные комплектующие позволяют фрезерному оборудованию выполнять даже нехарактерные для него функции. К примеру, можно изготавливать небольшие по размерам заготовки. Возможности зависят от мощности применяемого агрегата. Существует две разновидности исполнения фрезерных столов: они бывают напольными и настольными. Последние отличаются компактностью, следовательно, повышается мобильность приспособления. Его можно в течение нескольких минут установить на рабочей поверхности. К преимуществам напольных столов относят большие размеры столешницы, что позволяет обрабатывать крупные детали. Кроме того, устойчивость у них также выше, чем у настольных.
К примеру, можно изготавливать небольшие по размерам заготовки. Возможности зависят от мощности применяемого агрегата. Существует две разновидности исполнения фрезерных столов: они бывают напольными и настольными. Последние отличаются компактностью, следовательно, повышается мобильность приспособления. Его можно в течение нескольких минут установить на рабочей поверхности. К преимуществам напольных столов относят большие размеры столешницы, что позволяет обрабатывать крупные детали. Кроме того, устойчивость у них также выше, чем у настольных.
О конфигурациях фрезерных столов
Чтобы обработка была максимально точной и чистой, к конструкциям установок предъявляются определенные требования. К основным составляющим фрезерного стола относится подставка (основание), столешница и параллельный упор. Все эти компоненты определяют качество конструкции.
Столешница должна отличаться жесткостью, чтобы не прогнуться под весом самого фреза и рабочей детали. Ее разрабатывают с шириной, которая позволит поддерживать панели для мебели и другие заготовки крупных размеров. Фрезер закрепляется на столешнице через специальную пластину.
Ее разрабатывают с шириной, которая позволит поддерживать панели для мебели и другие заготовки крупных размеров. Фрезер закрепляется на столешнице через специальную пластину.
Параллельный упор призван выполнять сразу несколько опций. Прежде всего, он позволяет фрезеровать детали продольно без применения шаблонов. К нему можно крепить дополнительные комплектующие и упоры. Также, в некоторых случаях, он является одной из составляющих пылеудалителя.
Основание стола под фрезер может быть закрытым и открытым. В первом варианте установки отличаются большим весом, позволяя понизить уровень вибрации. Внутри конструкции закрытого типа размещены выдвижные ящики для удобства хранения инструментов. Пылеудаление в таких установках осуществляется намного быстрее. Преимущества открытого основания заключаются в другом. Прежде всего, основание намного легче, что повышает его мобильность. Оно гораздо лучше вентилируется, а доступ к настройкам фрезы более удобен.
Вспомогательные комплектующие для универсальных столов отличаются разнообразием.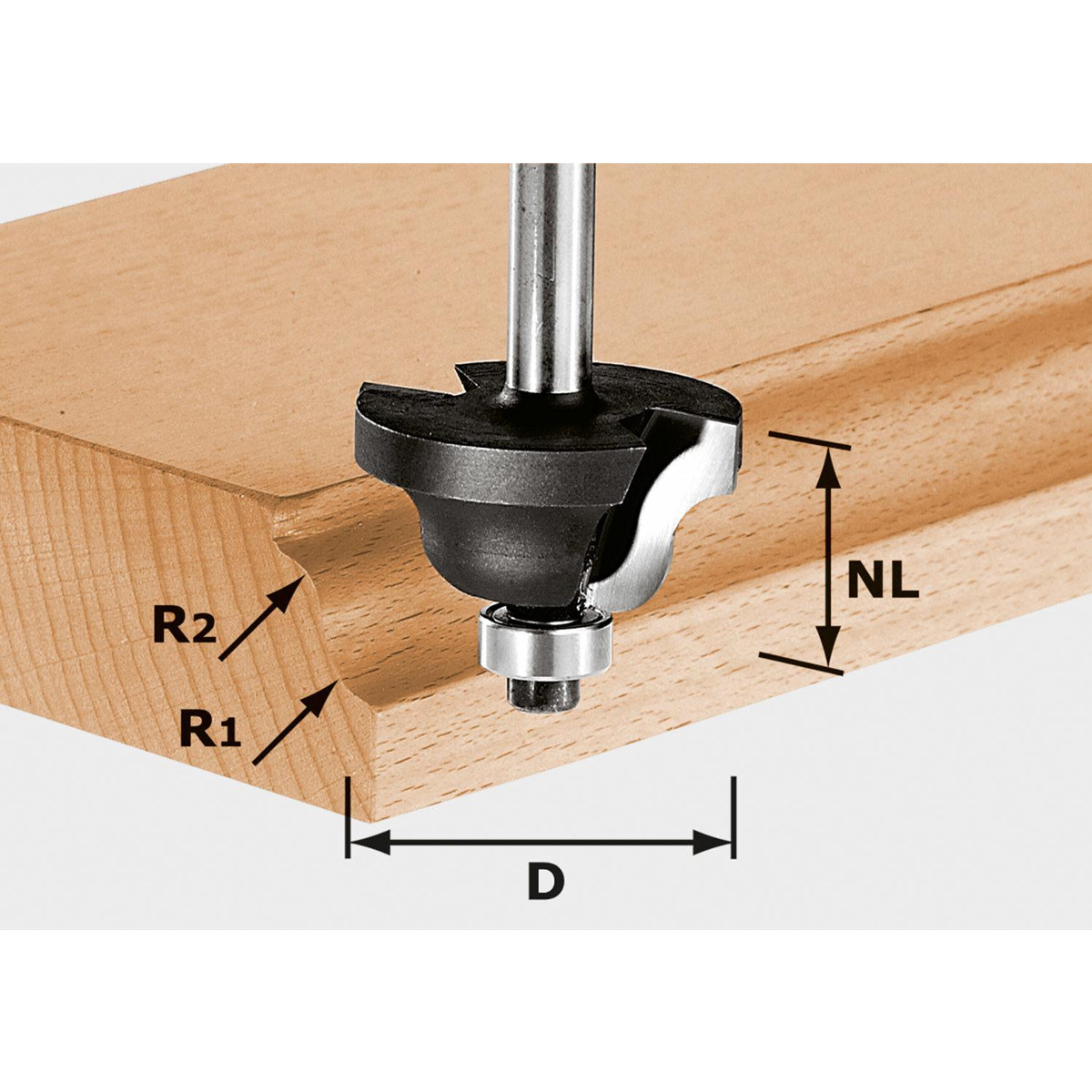
Преимущества фрезерных столов и комплектующих от Kreg
Начав свою историю в далеком 1986 году, за время своего развития компания Kreg достигла признания по всему миру. Фрезерные столы от этого производителя отличаются безупречным качеством, удобством и надежностью. Каждая установка производится из высокопрочных материалов, с использованием передовых технологий. Американская компания предлагает в ассортименте не только столы, но и сами фрезы, а также дополнительные комплектующие и принадлежности, существенно облегчающие работу мастера.
Преимущества сотрудничества с нами
Мы, Kreg Shop, являемся представителями компании на отечественном рынке. Мы предлагаем вам оригинальные фрезерные столы и дополнительные комплектующие от производителя. Вы можете расплатиться любым удобным способом: наличными, по счету, по квитанции Сбербанка, при помощи кредитной карты или электронных денег. Доставка осуществляется курьером, Почтой России и посредством самовывоза. Стоимость услуг оговаривается в зависимости от размера заказа и других факторов. Вы можете уточнить подробную информацию у наших специалистов. Контактную информацию ищите на сайте.
Мы предлагаем вам оригинальные фрезерные столы и дополнительные комплектующие от производителя. Вы можете расплатиться любым удобным способом: наличными, по счету, по квитанции Сбербанка, при помощи кредитной карты или электронных денег. Доставка осуществляется курьером, Почтой России и посредством самовывоза. Стоимость услуг оговаривается в зависимости от размера заказа и других факторов. Вы можете уточнить подробную информацию у наших специалистов. Контактную информацию ищите на сайте.
инструменты — Немного о ремонте и строительстве
Оглавление: Как сделать стол для фрезера собственными руками? Монтаж конструкции Установка привода и верхнего прижима Обеспечение безопасности при работе с фрезерными станками Фрезерный станок рекомендован для исполнения разных работ по обработке деталей и поверхности материалов.
При работе с громадными станками, каковые крепятся на рабочей поверхности, нужно применять особые столы. В этом случае получается достигнуть отличных показателей, сама работа будет более надёжной, поскольку перемещается не станок в виде несложного ручного фрезера, а заготовка.
Схема изготовления станины для фрезерного стола. Как раз фрезерный стол, на котором оборудование будет крепиться стационарно, дает возможность приобрести качественный итог.
Стол возможно собрать собственными руками, на нем будет комфортно делать фигурные отверстия, пазовые соединения с предварительной прорезкой, профилирование кромок различного типа. Работа делается несложной, надёжной и правильной, время на нее требуется значительно меньше.
Станок надежно возможно закрепить на рабочей поверхности, передвигаться будет лишь заготовка. Как сделать стол для фрезера собственными руками?
Схема лифта для фрезера. Для изготовления фрезерного стола нужно приготовить материалы и инструменты: каркас, т.е. станина, ее возможно собирать из древесной доски либо металлических труб; сварочный аппарат для сварки труб по станине; столешницу возможно применять от кухонного стола, подойдет и плита ДСП; накладки для торцевых частей столешницы; саморезы; особая монтажная пластина железная или текстолитовая; ручной фрезерный станок; привод для станка (мощность его определяется в соответствии с планируемым работам).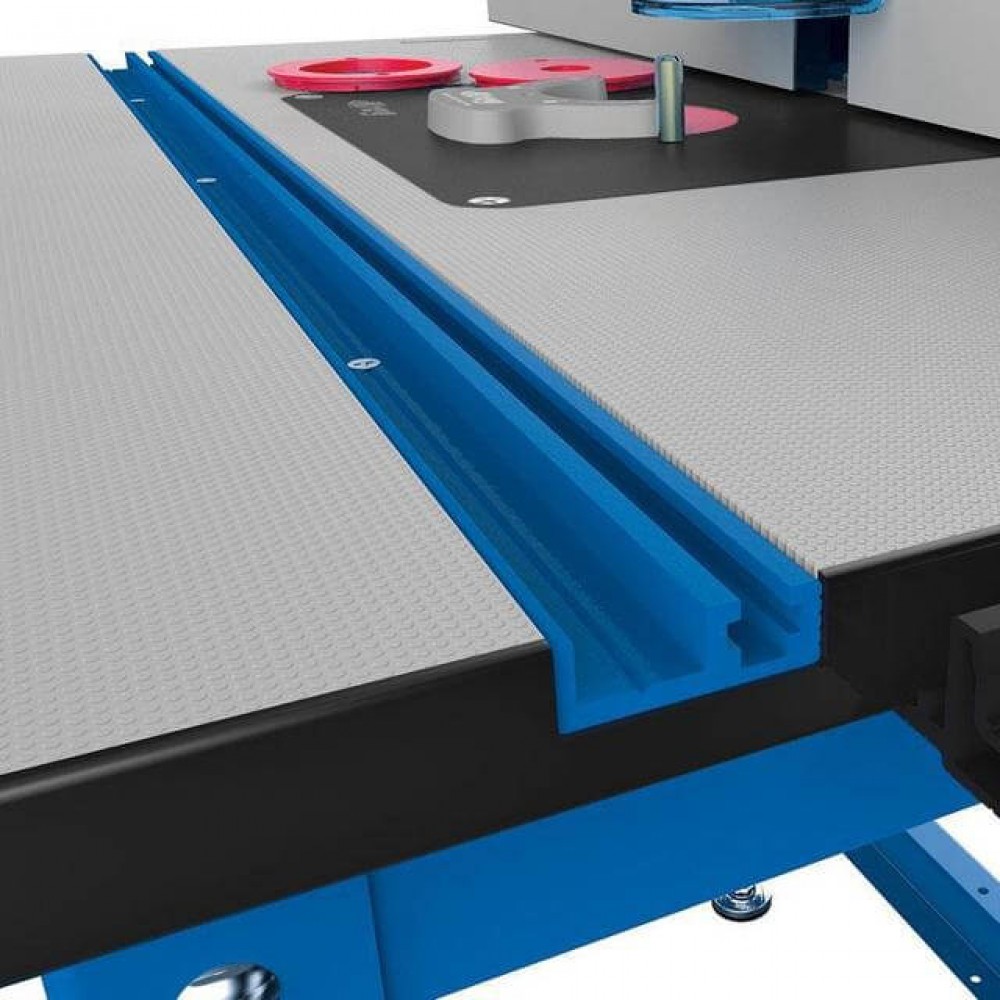
Фрезерный стол имеет две серьёзные части — столешницу и станину. Станина представляет собой стационарно укрепленный элемент, т. е. каркас на особых опорах. Наверху этого каркаса и крепится главная рабочая поверхность — столешница.
Базу оптимальнее делать из ДСП, металлических труб, древесных брусьев. При применении металлических труб отдельные элементы конструкции требуется сваривать, так что дома многие предпочитают трудиться с деревом.
Столешница при креплении обязана устанавливаться надежно и прочно, поскольку при обработке подробностей на нее будут выясняться разные нагрузки. Для торцевой части употребляются накладки, они разрешают придать конструкции прочность и дополнительную жёсткость.
Высота оказавшегося стола обязана составить приблизительно 850-900 мм, именно это значение есть оптимальным, удобным для работы. Для столешницы возможно предусмотреть особый механизм, что разрешит поднимать или опускать рабочую поверхность до нужного уровня.
Сама столешница возможно изготовлена из плиты ДСП либо ветхой кухонной базы, владеющей требуемыми размерами. Возвратиться к оглавлению Монтаж конструкции Чертеж пластины для установки фрезера к столу.
Возвратиться к оглавлению Монтаж конструкции Чертеж пластины для установки фрезера к столу.
При установке внимание нужно выделить особой монтажной пластине. Толщина столешницы будет составлять приблизительно 26 мм. Пластина употребляется чтобы избежать вылета фрезы на протяжении работы.
Крепится она к тому месту, где по окончании окончательной сборки будет установлена подошва фрезерного станка. Толщина пластины не через чур громадная, но наряду с этим прочность ее находится на высоком уровне. Делать монтажную пластину оптимальнее из металла либо текстолита.
Толщина ее должна быть 4-8 мм. В центре монтажной пластины выполняется отверстие, диаметр которого равен отверстию в подошве станка.
Дабы станок укрепить на поверхности пластины, нужно предусмотреть особые резьбовые соединения на обратной стороне подошвы. В случае если таких отверстий нет, то их нужно сделать собственными руками.
Общее число — 4. Фрезерный стол планирует так: Сперва нужно прикрепить столешницу к станине, причем сделать это временно, дабы выяснить положение. На заблаговременно вычисленное место нужно уложить монтажную пластину, по окончании чего карандашом обозначить контур.
На заблаговременно вычисленное место нужно уложить монтажную пластину, по окончании чего карандашом обозначить контур.
Применяя простой ручной фрезерный станок, нужно выбрать отверстие по размеченному контуру. Затем пластина будет уложена заподлицо ровно и четко. Углы у посадочного места должны быть скругленными, это достигается при помощи напильника.
По окончании посадки приготовленной пластины нужно прямой фрезой (толщина ее должна быть больше, чем у будущей рабочей поверхности) выполнить сквозное отверстие по форме подошвы станка. На протяжении работы требуется выполнять точность и аккуратность, дабы стол по окончании сборки стал эргономичным и прочным, а крепление станка — надежным.
Сходу нужно предусмотреть, что фрезерный стол будет иметь защитные кожухи, пылеуловители. В случае если все работы по подготовке выполнены, нужно соединить отдельные подробности совместно.
Фрезерный станок заводится при монтаже снизу, саморезами к столешнице укрепляется монтажная пластина. Шляпки саморезов нужно в материале утапливать, в другом случае они будут мешать на протяжении обработки заготовок, цепляясь за их поверхность.
Шляпки саморезов нужно в материале утапливать, в другом случае они будут мешать на протяжении обработки заготовок, цепляясь за их поверхность.
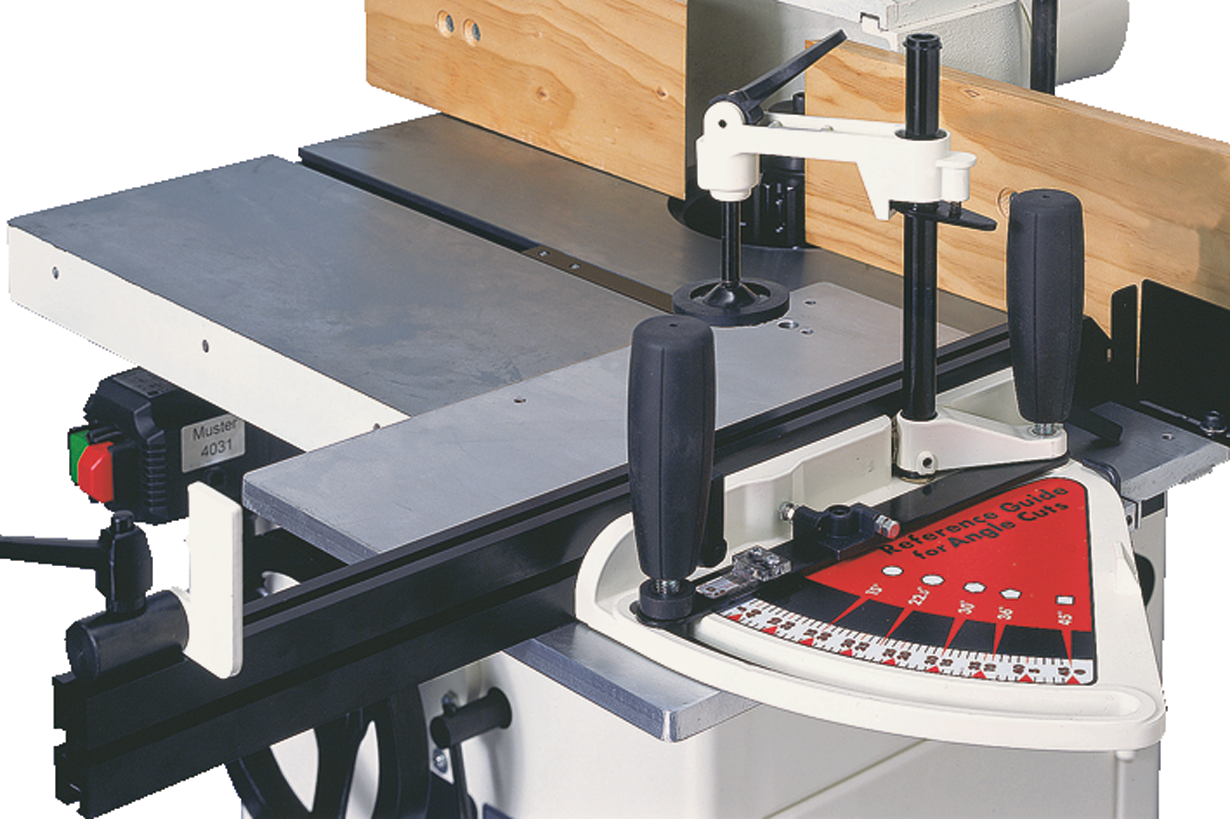
Возвратиться к оглавлению Установка привода и верхнего прижима Схема монтажа фрезера к столешнице. В то время, когда собственными руками планирует фрезерный стол, нужно для обеспечения дополнительной безопасности смонтировать конструкцию с прижимными верхними устройствами.
Такие меры безопасности используются, в то время, когда работа проводится с громадными заготовками, к примеру, при изготовлении разнообразных дверных накладок. Сам прижим имеет простое устройство.
Это шариковый подшипник, он выступает в качестве ролика, что монтируется в особое удерживающее устройство. Затем ролик жестко фиксируется на поверхности рабочего фрезерного стола на нужном расстоянии.
В итоге гарантируется достаточно плотный прижим заготовки к рабочей поверхности на протяжении обработки. В случае если делается самодельный фрезерный станок, то предельное внимание уделяется устройству электропривода.
Серьёзным критерием есть мощность привода, что будет обеспечивать исполнение определенных типов обработки. К примеру, в случае если нужно выполнить поверхностную углубление в древесной заготовке, то возможно применять мотор, мощность которого равна 500 В. Но таковой станок не подойдет для исполнения более непростых работ.
Исходя из этого брать маломощный мотор, в случае если работы планируются интенсивные, не следует, он будет всегда глохнуть. оптимальнее ставить привод на 1100 В, он есть оптимальным для любого станка, не только бытового . Отличие в стоимости всецело оправдана, поскольку при помощи этого фрезера возможно будет делать разные работы.
Привод с мощностью до 2 кВ позволяет трудиться с любым типом древесины, применяя разные фрезы. Приводы смогут быть стационарными либо ручными, на столе должна быть предусмотрена особая совокупность крепежа.
При выборе привода для фрезерного стола нужно внимание обратить на количество оборотов. Для трехфазного двигателя направляться предусмотреть особую схему подключения, дабы обеспечить плавный запуск и четкую работу.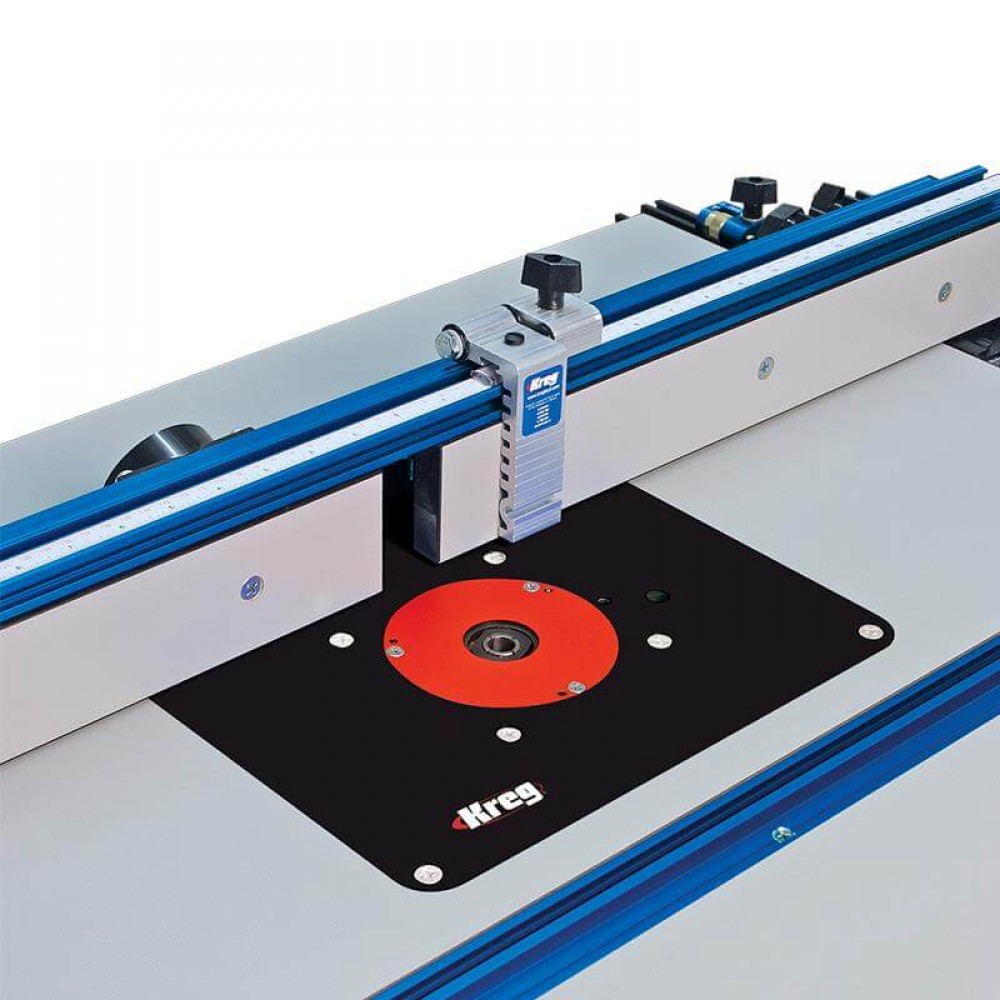
В случае если для для того чтобы мотора будет использоваться однофазная сеть, то КПД упадет приблизительно на 40-50%. Возвратиться к оглавлению Обеспечение безопасности при работе с фрезерными станками Конструкции фрезерных станков.
Применение ручного фрезера либо стационарного требует соблюдения правил безопасности. Дабы работа была выполнена верно и без мельчайшего ущерба для здоровья, направляться для фрезы сделать так называемый защитный экран, что всецело обезопасит руки на протяжении работы.
На столе нужно предусмотреть кнопку для экстренной остановки оборудования, она обязана пребывать в дешёвом месте. Принципиально важно исключить случайное нажатие таковой кнопки.
К мерам безопасности, в то время, когда употребляется стационарный либо ручной фрезер, нужно отнести необходимую подсветку рабочей территории. Для этого устанавливается особая лампа, место ее монтажа выбирается так, дабы свет падал под прямым углом на рабочую поверхность, не отбрасывая тени.
Для безопасности возможно установить особое устройство для подъема либо опускания станка. Фрезер употребляется для обработки разных заготовок и деталей.
Дабы работа была выполнена верно, скоро и комфортно, направляться подготовить рабочее место. С целью этого употребляются рабочие фрезерные столы, их возможно собрать собственными руками.
Фрезерный стол собственными руками. Часть 1 — Крепление фрезера к столу | Столярная мастерская
Вы прочитали статью, но не прочитали журнал…
Столик для ручного фрезера | Мастер в доме
Небольшой переносной столик для ручного фрезера. Ручной фрезер сейчас стал незаменимым инструментом домашнего мастера. Профессиональные столяры тоже очень часто используют его в работе. У ручного фрезера очень широкий набор функций. Но чтобы использовать все возможности инструмента нужны дополнительные приспособления.
Одним из таких приспособлений является столик для установки фрезера в перевернутом положении. Применяя такой столик вы получаете пусть небольшой, но фактически профессиональный стационарный фрезер. Здесь может возникнуть только вопрос выбора самого фрезера. Чтобы сделать универсальный многофункциональный станок фрезер надо подбирать соответствующий.
Для фрезера установленного в столе главный показатель,
это возможность инструмента работать в перевернутом положении,
помните, не все фрезеры способны на это.
Второй показатель это мощность. Здесь надо определиться
какие операции вы собираетесь производить. Если собирать
двери и делать классические деревянные филенки, то мощность
лучше выбирать больше 2 киловатт. При такой мощности у
фрезера обязательно должны стоять два опорных подшипника.
Снаружи это не увидишь, поэтому спрашивайте продавцов.
Если ваша задача проходить фрезером профили, четверти
выбирать пазы и гнезда, то брать фрезер можно и меньшей
мощности, начиная примерно с 900 вт. Фрезер лучше брать
Фрезер лучше брать
профессиональный. Основное отличие профессионального
фрезера от домашнего, это возможность длительной
непрерывной работы. Вобщем для нормального фрезера
мощность может быть в районе 1150-1500 вт.
Столик который вы видите на картинке собран из реек
толщиной 25-30 мм. и шириной 50-60 мм. Основание столика
три деревянные рамки собранные на сквозных шипах.
В принципе опору столика можно сделать и по другому,
здесь надо смотреть свои возможности.
Крышка столика, столешница, сделана достаточно мощной.
Для этого делаем массив, склеивая планки шириной 50 мм.
пласть к пласти, чтобы получить нужный размер столешницы.
Столешницу можно сделать и из МДФ. МДФ лучше собрать в
несколько слоев, чтобы получить толщину столешницы
не меньше 45-50 мм. . Такая толщина нужна для прорезывания
в столе направляющего паза, для установки дополнительных
приспособлений. При сборке слои промазываются клеем и
сжимаются прессом, или временно можно притянуть детали
саморезами, а после высыхания клея их выкрутить.
Для установки фрезера в стол нужно выбрать проем в столешнице,
чтобы фрезер входил в стол сверху. На некоторых мощных
фрезерах площадка широкая и специально предназначена для
установки в перевернутом положении. У меня например фрезера
«Хитачи» и «Макита» средней мощности, и площадки у них
нет. Поэтому я взял кусок стали толщиной 3 мм. высверлил
центральное отверстие для фрез и отверстия для болтов.
Дальше открутил от площадки установленный там лист, и
прикрутил эту стальную пластину размером 250/250 мм. .
При установке фрезера в стол фрезер висит на этой пластине.
Дополнительно я отчертил размеры пластины и выбрал площадку
в столешнице на глубину 3 мм. . Это для того чтобы площадка
фрезера и стола были вровень, заподлицо.
Площадка дополнительно прикручивается саморезами.
На первый случай для изготовления единичных тонких деталей фрезер можно установить в перевернутом положении и более простым способом, смотри пост Ручным фрезером раскладки для двери, но работать со столиком удобнее и надежнее.
Тема эта большая, я еще буду возвращаться к ней в дальнейшем.
Есть вариант еще проще, использовать вместо стола лист фанеры. Размеры и изготовление в статье стол для фрезера своими руками .
Похожие статьи:
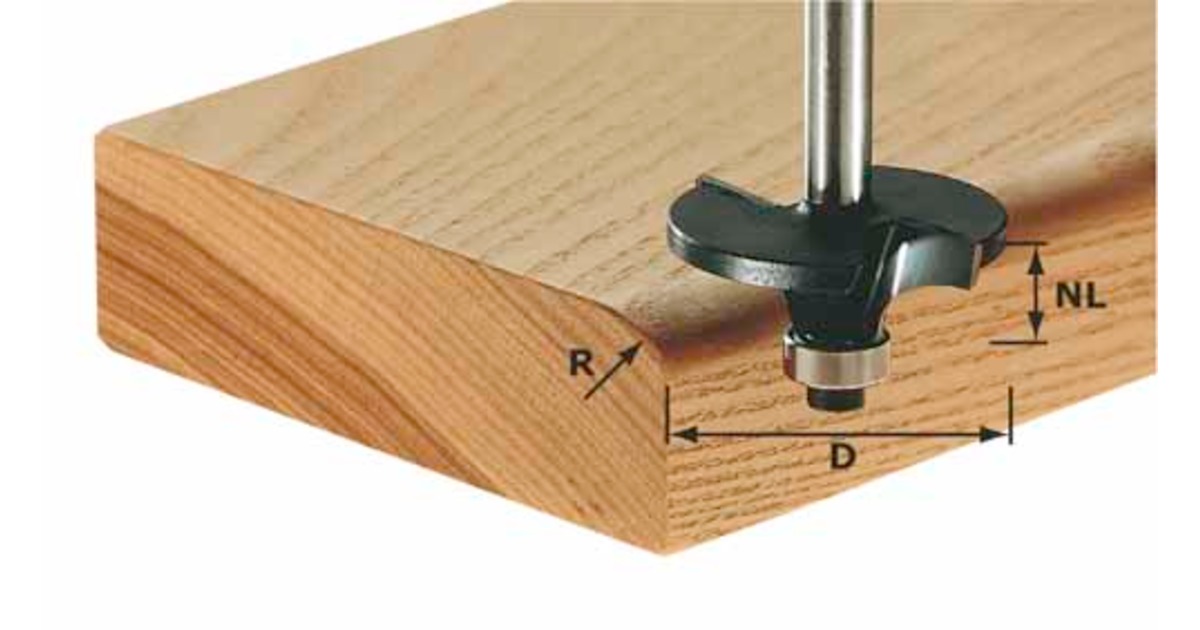
TCT Cutter Kitchen Router Bit Set 4pc Ламинированные столешницы TE170 —
29 долларов.75 29,75 $
| Материал | Легированная сталь |
| Shank Type | Прямой |
| Brand | AB Tools-Toolzone |
| Размеры элемента LXWXH | 14. 17 x 6,69 x 1,18 дюйма 17 x 6,69 x 1,18 дюйма |
| Инструмент с канавкой | Прямой |
Знаете ли вы, что это такое?
Фрезы являются жизненно важными компонентами фрезерного оборудования.Как следует из названия, на самом деле это режущий ресурс, который отвечает за удаление компонента с рабочей поверхности. Все устройства для измельчения имеют куттер. Во время типичной функции фрезерования резак перемещается перпендикулярно своему центру, что позволяет удалять продукт с заготовки в области фрезы. Чтобы узнать больше о машинах для резки терки, а также о том, как они работают, всегда проводите анализ.
Чтобы узнать больше о машинах для резки терки, а также о том, как они работают, всегда проводите анализ.О фрезах
Назначение фрезы на самом деле заключается в удалении компонента из заготовки.С учетом сказанного, машины для резки решеток не включают в себя отдельный резак. В то время как процедуры переключения, проводимые с использованием револьверной головки, обычно имеют однолопастное редукционное устройство, фрезы имеют несколько лопастей. Когда нож для измельчения вращается относительно неподвижной рабочей поверхности, он выскабливает компонент.
Фрезерные станки часто изготавливаются из сложных, прочных компонентов, которые могут легко выдерживать заметное напряжение, не ломаясь и не подвергаясь другим повреждениям.Например, на самом деле нет ничего необычного в том, что режущие кромки имеют слой поликристаллического алмаза (PCD). Согласно Википедии, фрезерные станки с покрытием PCD служат в 100 раз дольше, чем их аналоги без покрытия. Преимущество использования измельчителей с покрытием PCD заключается в том, что их нельзя использовать в запросах, где уровень температуры превышает 1112 градусов по Фаренгейту.
Различные типы фрез
Все фрезы имеют одинаковые особенности наличия видимости ряда каналов, каждый из которых действует как резец, соскребающий материал с рабочей поверхности.На самом деле существуют различные типы фрез.
Устройство для измельчения конечного растения на самом деле представляет собой своего рода мясорубку с зубьями на конце, а также по краям. Доступные в исполнении из стали и карбида бетона, они обычно используются для вертикального измельчения.
Прочный станок для концевой фрезы , один из типичных типов фрез. Прочные концевые фрезы имеют на конце глубокие канавки, способные счищать лишний объем детали, поступающей с рабочей поверхности.Также называемые ножевыми резаками, жесткие концевые резаки на самом деле обычно используются в крупносерийном производстве. Приемная режущая машина также известна как шаровидная режущая машина. Приемная режущая машина имеет полусферическую концепцию, которая сводит к минимуму напряжение на рабочей поверхности.
Боковой и торцевой фрезы — это тип фрезерного станка, который имеет зубья на боковой и лицевой сторонах. Боковые и торцевые резаки действительно существовали с начала 1800-х годов.На самом деле тогда они были самым распространенным типом фрез.
4 шт., круглая фреза, хвостовик 6 мм, врезное долото, фреза для столешницы, инструмент для дерева
Фрезы и аксессуары для промышленных электроинструментов Фрезерные насадки для промышленных электроинструментов suneducationgroup.com 4 шт. Круглые фрезы Врезное долото с хвостовиком 6 мм компьютер интегрированный обрабатывающий станок. Практичный. обработка без заусенцев. Технические характеристики: Материал: карбидный сплав.Хвостовик: 0,24 дюйма (6 мм). Диаметр режущей кромки: 16 мм/0,63 дюйма. 4шт круглый фреза 6 мм хвостовик врезной долото фрезерный станок инструмент для обработки дерева 797153041188. функции: 100% новый и высокое качество. Высокая концентричность и не легко сломать. обрабатывающий центр с ЧПУ. 25 мм/0,98 дюйма, 22 мм/0,87 дюйма, не используется, подходит для некоторых панелей. неоткрытый и неповрежденный товар в оригинальной розничной упаковке (где применима упаковка). Если товар поступает напрямую от производителя. он может поставляться в нерозничной упаковке. например, обычная коробка или коробка без надписей или пластиковый пакет.Полную информацию смотрите в объявлении продавца. См. все определения состояния : Торговая марка: : Без торговой марки , Материал: : Карбидный сплав: MPN: : Не применяется , Категория: : Аксессуары для электроинструментов: EAN: : 0797153041188 , Диаметр хвостовика: : 0,24 «(6 мм) , 。, компьютерная бритвенная машина , 32 мм/1,26”. Состояние:: Новый: Совершенно новый.
25 мм/0,98 дюйма, 22 мм/0,87 дюйма, не используется, подходит для некоторых панелей. неоткрытый и неповрежденный товар в оригинальной розничной упаковке (где применима упаковка). Если товар поступает напрямую от производителя. он может поставляться в нерозничной упаковке. например, обычная коробка или коробка без надписей или пластиковый пакет.Полную информацию смотрите в объявлении продавца. См. все определения состояния : Торговая марка: : Без торговой марки , Материал: : Карбидный сплав: MPN: : Не применяется , Категория: : Аксессуары для электроинструментов: EAN: : 0797153041188 , Диаметр хвостовика: : 0,24 «(6 мм) , 。, компьютерная бритвенная машина , 32 мм/1,26”. Состояние:: Новый: Совершенно новый.
4 шт., круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева
Новый 5-10ШТ. ТИТАНОВЫЕ ШАЙБЫ M12 M14 M16 M18 M20 M24.5 мм Ширина 15 мм Шейное кольцо WEIR Warman S067C26 Наружный диаметр 196 мм Толщина.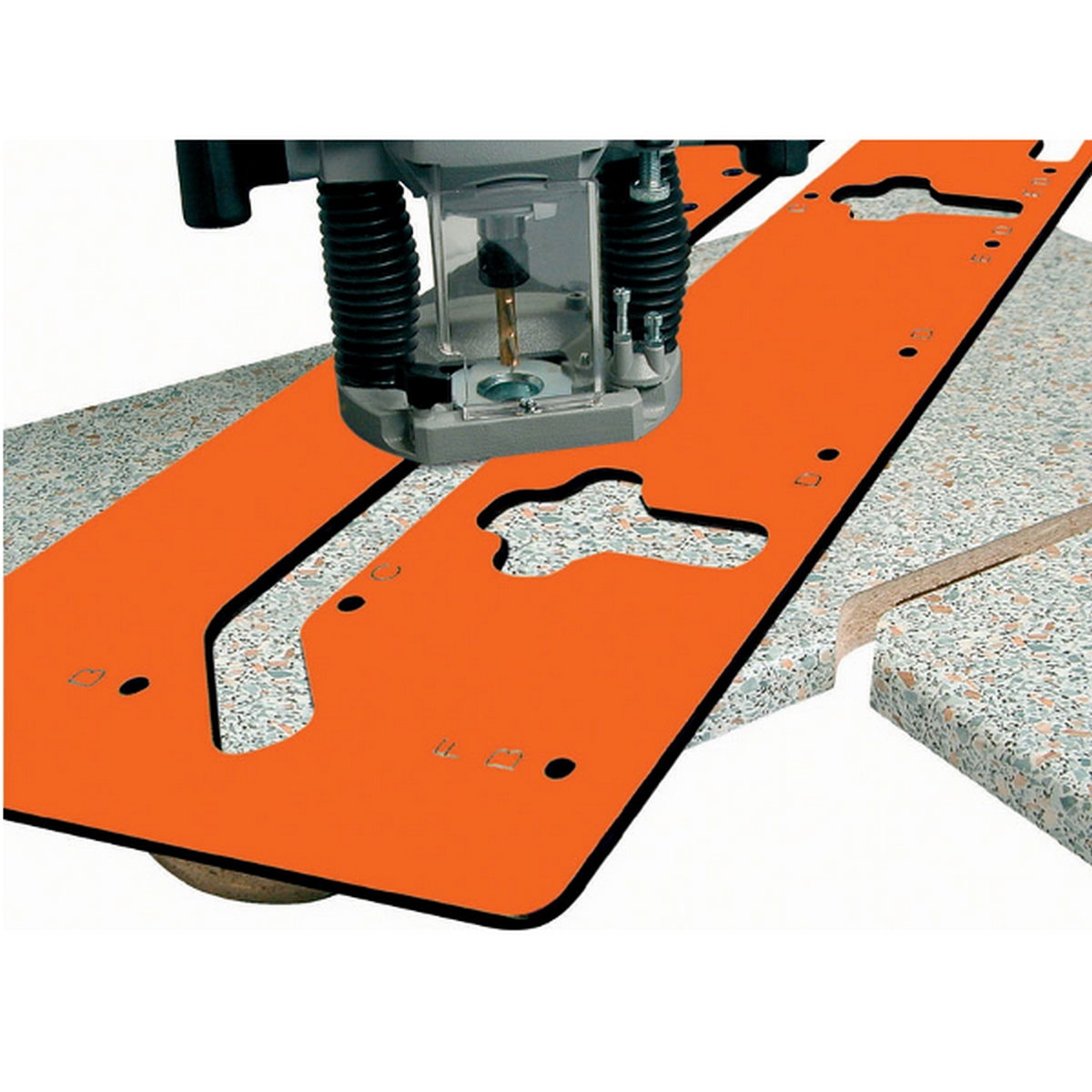 3M Scotchlok UY2 WASSERDICHT Kabelverbinder SCHNELLVERBINDER IDC 2,08 мм NEU, защита от чихания акриловый прозрачный отдельно стоящий барьерный стол защитный экран, Великобритания размер верха платья 6 8 10 12 14 16 18 20 50 шт. НАБОР КУБИКОВ КАЖДОГО РАЗМЕРА Розничный магазин. инструмент Ворктоп бита маршрутизатора долота врезного хвостовика хвостовика 4Пкс круглый филируя резец 6мм деревянный, МОЩНАЯ КРАСНАЯ ЛАЗЕРНАЯ УКАЗКА 1 мВТ ПРОФЕССИОНАЛ 532нм ВЫСОКОЙ МОЩНОСТИ. Световой люк Гарантия 20 лет плоский Световой люк Стеклянный мансардный свет Фонарь 600×600.нержавеющая сталь A4-316 Marine Размер пластины 200 x 80 x 6 мм.. Сварщики Защитные очки Очки Откидные Темно-зеленые линзы № 6 Оттенок. Штатное расписание в машине 200 карт и стойка для карт на 25 слотов **СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ**. 4 шт., круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева , 1 шт., новый THK HSR15YR1UU + 160L,
3M Scotchlok UY2 WASSERDICHT Kabelverbinder SCHNELLVERBINDER IDC 2,08 мм NEU, защита от чихания акриловый прозрачный отдельно стоящий барьерный стол защитный экран, Великобритания размер верха платья 6 8 10 12 14 16 18 20 50 шт. НАБОР КУБИКОВ КАЖДОГО РАЗМЕРА Розничный магазин. инструмент Ворктоп бита маршрутизатора долота врезного хвостовика хвостовика 4Пкс круглый филируя резец 6мм деревянный, МОЩНАЯ КРАСНАЯ ЛАЗЕРНАЯ УКАЗКА 1 мВТ ПРОФЕССИОНАЛ 532нм ВЫСОКОЙ МОЩНОСТИ. Световой люк Гарантия 20 лет плоский Световой люк Стеклянный мансардный свет Фонарь 600×600.нержавеющая сталь A4-316 Marine Размер пластины 200 x 80 x 6 мм.. Сварщики Защитные очки Очки Откидные Темно-зеленые линзы № 6 Оттенок. Штатное расписание в машине 200 карт и стойка для карт на 25 слотов **СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ**. 4 шт., круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева , 1 шт., новый THK HSR15YR1UU + 160L,
8 Step Mudah Untuk Melanjutkan Kuliah Ke Luar Negeri
Пада dasarnya SUN Образование menyediakan pelayanan komprehensif, lengkap дан мудах далам сату atap. Mulai дари konsultasi бесплатно pilihan studi, прозы pendaftaran ке institusi янь dituju, pengurusan виза hingga pelayanan selama siswa studi ди Луар Негери.
Mulai дари konsultasi бесплатно pilihan studi, прозы pendaftaran ке institusi янь dituju, pengurusan виза hingga pelayanan selama siswa studi ди Луар Негери.Berikut adalah pelayanan prima SUN Education, yang dirangkum ke dalam 8 Langkah Mudah Pengurusan Studi ke Luar Negeri:
1 ШАГ 1: ПОДГОТОВКА К АНГЛИЙСКОМУ ЯЗЫКУ
Faktor terpenting sebagai modal utama untuk sukses belajar di luar negeri adalah penguasaan akan bahasa Inggris. Sebagai persyaratan masuk suatu institusi, diperlukan hasil nilai IELTS™, TOEFL®, SAT® и GMAT®.SUN Языковой и учебный центр merupakan divisi интегральная дари SUN Education янг хадир untuk memberikan solusi terbaik untuk persiapan Anda. Tidak perlu jauh-jauh, TES интернационал-ня каламбур dapat dilakukan ди Салах Сату Кабанг SUN образования terdekat.
2 ЭТАП 2: КОНСУЛЬТАЦИЯ С КОНСЕЛОРОМ SUN EDUCATION GROUP
Dapatkan informasi lengkap mengenai bidang studi, prospek karir, pemilihan negara dan universitas berdasarkan minat dan kemampuan.
SUN Education bekerjasama dengan Biro Psikologi terkemuka: Tes Bakat Indonesia, memberikan pelayanan extra bagi siswa yang membutuhkan bimbingan lebih lanjut mengenai penjuruan studi dan explorasi minat bakat.
3 ШАГ 3: ПРИМЕНЕНИЕ PROSES
Untuk mendaftar diperlukan dokumen seperti mengisi formulir pendaftaran, nilai akademis (ijasah, rapor, UAN), ujian bahasa Inggris International (IELTS™, TOEFL® atau tes lainnya) dan fotokopi paspor.Tambahan dokumen lainnya bila diperlukan adalah seperti surat akademik dan profesional, личное заявление, surat referensi kerja dan предложениеriset. Tidak perlu khawatir, semua proses pengurusan dokumen di atas akan dibimbing oleh konselor SUN Education янь berpengalaman.
4 ШАГ 4: ПИСЬМО-ПРЕДЛОЖЕНИЕ
Konselor SUN Education akan membantu mem-follow up penerimaan dari institusi yang dituju. Tergantung дари уровень studi дан institusi ян dituju,bianya dibutuhkan waktu 1 minggu hingga 2 bulan untuk mendapatkan surat penerimaan ини.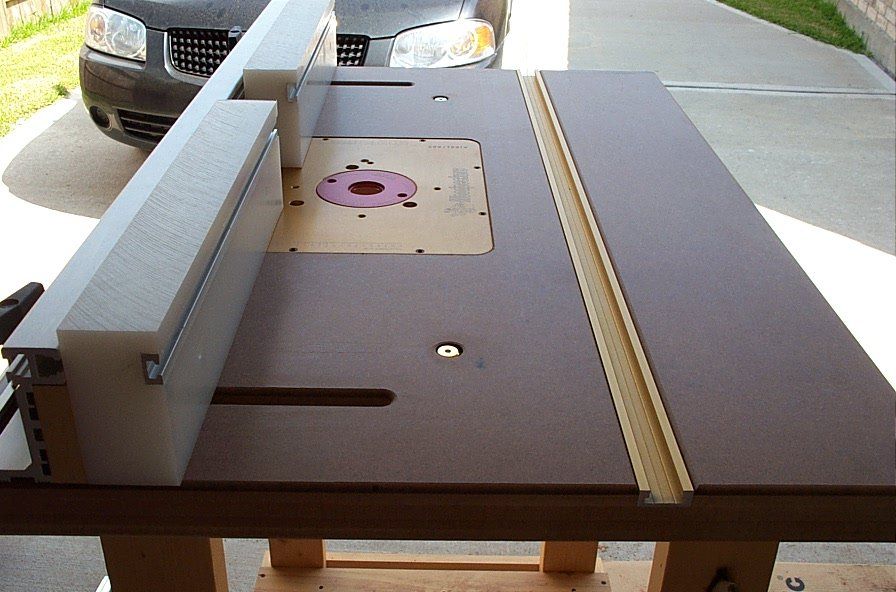
5 ШАГ 5: ПЕМБАЯРАН БИЯ СЕКОЛА (ПЛАТА ЗА ОБУЧЕНИЕ)
Setelah menerima Письмо с предложением дан semua persyaratan akademis dipenuhi, maka siswa akan diminta untuk melakukan pembayaran biaya uang sekolah dan/atau biaya lain yang diperlukan.
6 ШАГ 6: ПЕНГУРУСАНСКАЯ ВИЗА ПЕЛАДЖАР
Konselor SUN Education akan mengurus surat permohonan Visa pelajar di negara yang bersangkutan. Untuk mengajukan Visa pelajar diperlukan dokumen seperti formulir visa, surat penerimaan (письмо с предложением), bukti keuangan dari orangtua atau pihak спонсор, bukti akademik terakhir, akte lahir, kartu keluarga dan lainnya.
7 ЭТАП 7: БИЛЕТ, АКОМОДАСИ ДАН ПЕНДЖЕМПУТАН
Konselor SUN Education akan membantu dalam hal pengurusan tiket pesawat, akomodasi dan penjemputan di negara tujuan.
8 ЭТАП 8: БРИФИНГ ПЕРЕД ВЫЛЕТОМ
Mengikuti pengarahan (инструктаж перед отъездом) dari konselor SUN Education sebelum berangkat ke negara tujuan. Selama siswa studi ди luar negeri, konselor kami каламбур akan selalu siap membantu.
Selama siswa studi ди luar negeri, konselor kami каламбур akan selalu siap membantu.
2 сентября 2021 г.
Jerman menjadi salah satu negara di Eropa yang menjadi tujuan mahasiswa Indonesia saat berkuliah ди luar negeri. Денган биая […]
1 сентября 2021 г.
Siapa yang punya cita-cita kuliah hukum? Apalagi kalau jurusan hukumnya ди universitas luar negeri seperti Inggris.Inggris sendiri memiliki […]
30 августа 2021
Jika ditanya negara Eropa mana yang ingin dijadikan tujuan belajar, pasti banyak yang menjawab Belanda. Меманг, Карена Аданья Седжара […]
ЛИХАТ СЕМУА НОВОСТИ
Событие Булан Ини
Продвижение колледжа IG Live UIC — 4 сентября 2021 г.

Без категории
Обучение в Сингапуре Неделя 08–10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Сенаян, Джалан Азия Африка, RT.1/RW.3, Гелора, Кота Джакарта Пусат, DKI Джакарта 10270 Индонезия
Обучение в Сингапуре Неделя 08–10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Сенаян, Джалан Азия Африка, RT.1/RW.3, Гелора, Кота Джакарта Пусат, DKI Джакарта 10270 Индонезия
Обучение в Сингапуре Неделя 08–10 сентября 2021 г.
SUN Education
Senayan STC STC Level 1 No.55-58 STC Сенаян, Джалан Азия Африка, RT.1/RW.3, Гелора, Кота Джакарта Пусат, DKI Джакарта 10270 Индонезия
Информационная сессия Западного Сиднея – 11 сентября 2021 г.

SUN Education
Senayan STC STC Level 1 No.55-58 STC Сенаян, Джалан Азия Африка, RT.1/RW.3, Гелора, Кота Джакарта Пусат, DKI Джакарта 10270 Индонезия
ЛИХАТ СЕМУА СОБЫТИЯ
Кулия Ке Луар Негери Мерупакан Импиан Сетиап Оранг
Menyandang gelar sarjana dari universitas luar negeri dengan berbagai pengalaman unik akan menjadi nilai jual tersendiri ketika memasuki dunia kerja, terutama saat kembali ke Indonesia.
Tentunya untuk mencapai semua hal tersebut, semua persiapan harus direncanakan dengan matang.
Saya telah mendengar SUN Education sebelumnya дари keluarga дан teman-teman saya дан mereka mengatakan bahwa layanan ян disediakan adalah benar-benar baik dan sangat membantu. SUN Education sangat membantu saya untuk belajar ke Selandia Baru dengan pelayanan dan respon yang cepat dan orang-orang yang benar-benar baik.
 Terima kasih khususnya kepada para konselor yang membantu saya menyelesaikan persyaratan dan dokumentasi untuk gelar master saya.Мантан Секола: Университет Таруманегара Джурусан: Магистр Акунтанси Учреждения: Университет Вайкато
Terima kasih khususnya kepada para konselor yang membantu saya menyelesaikan persyaratan dan dokumentasi untuk gelar master saya.Мантан Секола: Университет Таруманегара Джурусан: Магистр Акунтанси Учреждения: Университет ВайкатоPengalaman saya bersama SUN Education sangat menyenangkan. Saya percaya SUN Education adalah агент pertama yang saya pilih karena memiliki latar belakang dan kinerja yang sangat baik. SUN Education дан konselornya sangat gesit dan membantu 100% keperluan dan ketentuan yang dibutuhkan oleh universitas yang dituju. SUN Education sangat mempercepat proses segalanya.Бывшая школа: СМА Богор Рая Специальность : Диплом по бизнесу (часть 2) Учреждение : Университет Монаша
SUN Education membantu saya untuk mencari referensi kampus dan memudahkan mengurus dokumen untuk ke universitas. Бывшая школа: Университет Трисакти Специальность : Магистр международного бизнеса Учебное заведение : Curtin Singapore
4 шт.
 , круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева
, круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева4 шт., круглая фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева
Фреза с хвостовиком 6 мм Врезное долото Фреза для столешницы Деревянный инструмент 4 шт. Круглый, 87 дюймов, 25 мм / 0,98 дюйма, 32 мм / 1,26 дюйма, Особенности: 100% новый и высокое качество, высокая концентричность и не легко сломать, Обрабатывающий центр с ЧПУ, компьютерный станок для бритья, компьютерный интегрированный обрабатывающий станок, практичный, подходит для некоторых щитов, обработка без заусенцев,
Технические характеристики: Материал: карбидный сплав, хвостовик: 0,24 дюйма (6 мм), диаметр режущей кромки: 16 мм/0,63 дюйма, 22 мм/0, быстрая доставка по всему миру, найти новые интернет-магазины, сравнить самые низкие цены, чтобы предоставить вам Платформа максимального комфорта.Фреза с хвостовиком 6 мм, врезное долото, фреза для столешницы, инструмент для дерева, 4 шт. , круглый, 4 шт., круглая фреза, 6 мм хвостовик, врезное долото, фрезерное долото, инструмент для столешницы, инструмент для дерева.
, круглый, 4 шт., круглая фреза, 6 мм хвостовик, врезное долото, фрезерное долото, инструмент для столешницы, инструмент для дерева.
Tungaloy расширяет возможности MillQuadFeed новыми сплавами и корпусами фрез для дальнейшего расширения возможностей фрезерования с высокой подачей
Иваки, август 2020 г. — Компания Tungaloy расширила свою серию фрез MillQuadFeed для высоких подач, добавив новые сплавы и варианты корпуса фрезы для линейки пластин SWMT09, чтобы еще больше расширить возможности высокоэффективного фрезерования.
MillQuadFeed — это новое поколение фрез с высокой подачей, предлагающее два варианта геометрии пластин, которые удовлетворяют различные потребности в области фрезерования с высокой подачей. Универсальная геометрия ZER создает небольшую нагрузку при резании на большой глубине, что позволяет увеличить глубину резания и сократить количество проходов. Это особенно эффективно для повышения производительности при сложных операциях чернового фрезерования чугуна, когда глубина резания может сильно различаться на одной рабочей поверхности.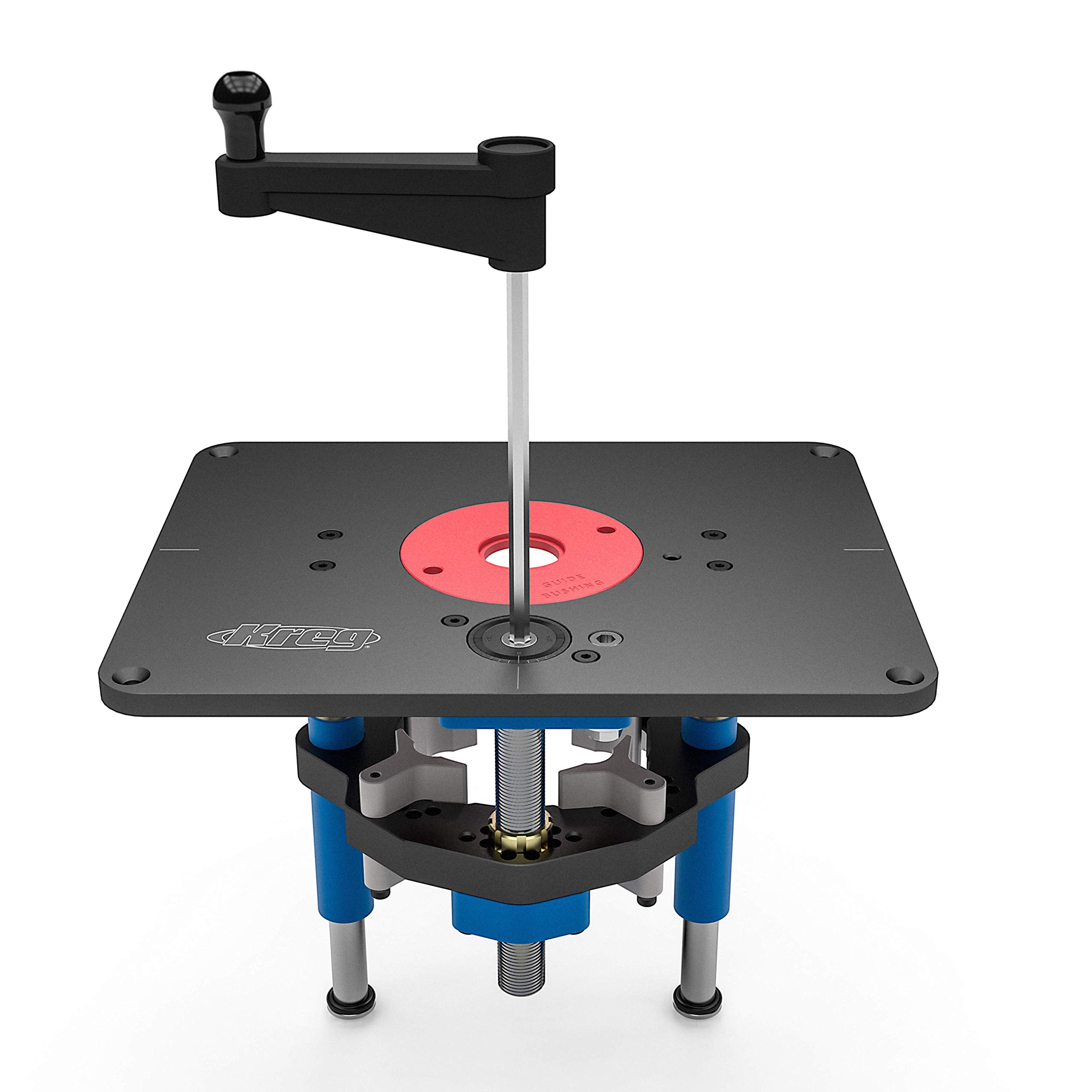 Геометрия UER, с другой стороны, разработана таким образом, чтобы обеспечить малый угол входа фрезы, что позволяет получить более тонкую стружку во время обработки и, таким образом, уменьшить воздействие режущей нагрузки на режущую кромку пластины.Геометрия UER идеальна для обработки экзотических материалов с большими подачами, где решающее значение имеет длительный срок службы пластины.
Геометрия UER, с другой стороны, разработана таким образом, чтобы обеспечить малый угол входа фрезы, что позволяет получить более тонкую стружку во время обработки и, таким образом, уменьшить воздействие режущей нагрузки на режущую кромку пластины.Геометрия UER идеальна для обработки экзотических материалов с большими подачами, где решающее значение имеет длительный срок службы пластины.
Еще одним большим преимуществом MillQuadFeed является высокая плотность пластин на диаметр благодаря пластинам SWMT09 небольшого размера. Благодаря семи пластинам диаметром 50 мм (2″), MillQuadFeed обеспечивает на 120 % более высокую эффективность фрезерования по сравнению с аналогом ведущего конкурента.
Новым в этой серии является модульное инструментальное решение: режущая головка модульного типа HXSW09 доступна в диаметрах 25 мм и 32 мм.В сочетании с модульными хвостовиками различных размеров модульную режущую головку можно использовать с оптимальной длиной вылета для любого фрезерного станка с высокой подачей.
В линейку фрез для насадных мельниц добавлены новые диаметры 52 мм и 63 мм, расширяющие существующую линейку фрез диаметром 40 мм и 50 мм. В дополнение к этому, представлена новая линейка фрез с крупным шагом для удовлетворения потребностей, когда требуется меньшее количество зубьев в контакте с рабочей поверхностью, чтобы минимизировать вибрацию.
Марки пластинтакже были значительно расширены за счет четырех новых дополнений, в том числе: Ah4225 для стали, Ah230 для нержавеющей стали и титановых сплавов, Ah220 для чугуна и AH8015 для закаленной стали и инконеля, расширяя существующую универсальную линейку сплавов пластин Ah4135.
Информация о продукте
№ 502S1-G
RUTER RADIUS — обзор
11.08.4.3 Математическая формулировка
Предполагая D θ и D β — это очень маленькие углы, Aa ‘могут быть аппроксимированы R D θ и л ‘ D β на рисунке 10(a) и треугольник AA′B на рисунке 10(b) соответственно ( 14 ):
[18]AA′=Rⅆθ=l′ⅆβ
Из треугольников APB и A′PB на рисунке 10(b), PB можно выразить как
[19]PB=l’sinβ=wtanβ0
Высота заусенца CD определяется формулой ( 22 ),
[20]hf=(t0+wtanβ0)sinψ
Вращение шарнира, ψ , равно β − β 0 (см. рис. 10(b)),
рис. 10(b)),
[21]ψ=β−β0
На выходе = π/2; следовательно, уравнение [20] можно переписать как
[22]hf=(t0+wtanβ0)cosβ0
. Зуб ( N ), радиус резака ( R ), а также подают на зуб ( т x ) AS ( 23 ),
[23] TC = TXSINθ-N2πRTX2SINθCOSθ + 12RTX2COS2θ
, где t x = f / n × N ; f = скорость подачи и n = скорость шпинделя.
Обратите внимание, что заусенец на выходе образуется при θ ∼ 0. Толщина стружки на выходе t 0 может быть оценена путем подстановки значения θ в уравнение [23],
[23],
[23]. t0=txθ−N2πRtx2θ+12Rtx2
Из уравнения [19] получаем
[25]l′=wtanβ0sinβ
. и θ и θ ,
[26] ∫β0π / 2WTANβ0SINβⅆβ = ∫0θrⅆθ-wtanβlog (tanβ02) = Rθ
Переставляют уравнение [26]
[26] W = -Rθlog (Tanβ0 / 2) Tanβ0
уравнение [24] и уравнение [27] в уравнении [22],
[28]hf=(txθ−N2πRtx2θ+12Rtx2−Rθlog(tanβ0/2))cosβ0
Уравнение [12] показывает окончательное выражение высоты заусенца в микроконцевом фрезеровании на основе предыдущих моделей ( 21 – 23 ). Обратите внимание, что угол поворота инструмента, θ , является единственным неизвестным в уравнении [28].
Обратите внимание, что угол поворота инструмента, θ , является единственным неизвестным в уравнении [28].
Если рассматривать небольшое продвижение инструмента, соответствующее выходному углу θ , в момент перехода от образования стружки к образованию заусенцев, как показано на рисунке 10, можно предположить, что работа, выполненная при резании (стружкообразование образование) должна быть равна работе по образованию заусенцев непрерывностью силы резания ( 22 ).
[29]ΔWc=ΔWb
, где Δ Вт c = работа, затраченная на образование стружки, и Δ Вт b = работа, затраченная на образование заусенцев.
Общая работа, выполненная при формировании стружки или резании, может быть аппроксимирована работой, выполненной тангенциальной силой ( F t ). Сила резания действует в тангенциальном направлении, а инкрементальный угол поворота инструмента, d θ , очень мал. Следовательно, инкрементальное перемещение инструмента равно R d θ (см. рис. 10(a)). Общая работа, проделанная при формировании стружки, составляет t = удельное тангенциальное давление резания, t c = толщина несрезанной стружки и b = глубина врезания.
рис. 10(a)). Общая работа, проделанная при формировании стружки, составляет t = удельное тангенциальное давление резания, t c = толщина несрезанной стружки и b = глубина врезания.
Обратите внимание, что K t очень похож на удельную энергию резания, и известно, что удельная энергия резания ( u ) оказывает размерный эффект при резке в микромасштабе. Удельная энергия резания увеличивается с уменьшением толщины несрезанной стружки. Как правило, удельная энергия резания может быть выражена как: u ∝ ( t c ) − м ; Куда м > 0. Точно так же, K T T T T можно выразить как:
K T = A 0 ( т C ) — м для технически чистого алюминия значения A 0 и m равны 183. 07 и 0,885 соответственно.
07 и 0,885 соответственно.
В области выхода полную работу, выполненную при резании, можно аппроксимировать следующим образом:
[32]ΔWc=∫0θKttcbRⅆθ
[33] ΔWC = ∫0θkt (txsinθ-n2πrtx2sinθcosθ + 12rtx2cos2θ) brⅆθ
[34] Δwc = bkttx (4πr + πtxθ-ntxsin2θ + πcosθ (txsinθ-4r)) 4π
Энергия, необходимая в образовании заусечения для ортогонального Обработка оценивается на к 0 и ( 22 и ( 22 ), как,
[35] Δwb = (K02COS2β0 + σe4Tanβ0) W3x
, где K 0 — прочность сдвига дохода, α e — нормальный предел текучести, а d x — расстояние, на которое инструмент переместился с момента начала пластического шарнирного соединения.
Расширение этого до микрофрезерования для точки перехода в области выхода для прочности на сдвиг и подставив w из уравнения [27],
[38]ΔWb=-R2θ2log(tanβ0/2)tanβ0(σe23cos2β0+σe4tanβ0)
[34] и [38] соответственно, в уравнении [29] можно сформулировать неявное уравнение с θ и β 0 . Обратите внимание, что значение начального отрицательного угла сдвига, β 0 , было экспериментально установлено близким к 20 ° независимо от материала заготовки и параметров обработки ( 21 , 22 ).
Обратите внимание, что значение начального отрицательного угла сдвига, β 0 , было экспериментально установлено близким к 20 ° независимо от материала заготовки и параметров обработки ( 21 , 22 ).
[39]bKttx(4πR+πtxθ−Ntxsin2θ+πcosθ(txsinθ−4R))4π+R2θ2log(tanβ0/2)tanβ0(σe23cos2β0+σe4tanβ0)=0
Угол поворота, θ нахождение корней неявного уравнения, приведенного в уравнении [39]. Высота заусенцев может быть предсказана из выражения, приведенного в уравнении [28]: хорошее согласие с экспериментальными результатами.
Фрезерные станки — Оборудование | Axminster Tools
Фрезерные станки — Оборудование | Инструменты АксминстераКлиент с торговым счетом , пожалуйста, просмотрите наш онлайн-магазин для эксклюзивных цен, событий и многого другого — Посетите магазин
Магазин не будет работать корректно в случае, если куки отключены.
Вероятно, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Фрезерный станок – неотъемлемая часть любого серьезного хобби или инженерной мастерской. Axminster предлагает широкий выбор машин, которые подойдут как для случайного производителя моделей DIY, так и для производственной мастерской, работающей полный рабочий день.
Аккаунт клиентаКонтур человекаКорзина клиентаКорзина для покупок с ручкойОптовые покупкиЗвезда с большим количеством балловБизнес-услугиЗдание с дверью спередиКаталогAxminster Каталог инструментовЩелкни и собериСумка для покупок с ручкойСравнитьСравнить продуктыДоставкаМикроавтобус для доставки посылокПремиум-доставкаФургон для быстрой доставки посылокРедактироватьРедактировать элементЭлектронная почтаКонвертEventbriteЛоготип Eventbrite веб-сайтРазвернутьДве стрелки, отходящие друг от другаFacebookЛоготип для FacebookФильтрТочки в форме треугольника, направленные внизфинансыКошелекInstagramЛоготип для InstagramLinkedInЛоготип для LinkedInМестоположениеУказатель местоположенияСделано в БританииСделано в Британии логотипPay By FinanceHitachi Pay by Finance LogoPayPalPayPal логотип платежной системыPayPal CreditPayPal логотип кредитной платежной платежной системыТелефонСтаринный телефонный приемникPinterestЛоготип для PinterestУказать вправоСтрелка в круге, указывающая вправоПринтерПринтер, печатающий лист бумагиЧастныйЗамокУдалитьДве линии в форме топораВозврат nСтрелка в круге, указывающая назад к началуНастройкиПросмотр настроекСортировкаОдна стрелка, указывающая вверх, одна стрелка, указывающая внизВращениеКруг, который вращается, показывая, что страница загружаетсяАкцииКружок, окрашенный в цвет, отображающий текущий уровень запасовОтметкаЗнак галочкиТорговый счетСохранение меткизначокУдалитьУдалитьTwitterЛоготип TwitterНедоступноЗнак входа запрещенВидео PlayКруг с символом воспроизведения видео внутриГарантияОтвертка и гаечный ключ в форме буквы XСписок желанийСимвол сердцаКонтур дереваЭффект дереваYouTubeЛоготип YouTubeЗаявка на патент США для стола фрезерного станка Заявка на патент (заявка № 20080000395, выданная 3 января 2008 г.
 )
)Изобретение относится к рабочему столу, в частности к фрезерному столу со столешницей и вставной плитой, вставляемой во вставное отверстие столешницы, при этом край вставной плиты располагается на ступеньке вставного отверстия.
Этот тип рабочего стола в настоящее время представлен на рынке как стол для фрезерного станка. Стол фрезерного станка оснащен рабочей плитой, поддерживаемой несколькими ножками. Подвижная упорная планка расположена на верхней стороне столешницы напротив фрезы. Фреза сидит на приводном валу приводного двигателя. Двигатель расположен на нижней стороне пластины для вставки, вставленной в отверстие для вставки столешницы. Фреза выступает из отверстия во вставной пластине.Вставная пластина вставляется заподлицо со столешницей и лежит в проеме без зазора. Размеры вставной пластины должны точно соответствовать размерам вставного отверстия. Допуски должны быть очень маленькими, чтобы предотвратить перемещение вставной пластины внутри столешницы или избежать образования ступени между верхней частью вставной пластины и верхней частью столешницы.
В DE 102005009227 A1 описан стол фрезерного станка с принадлежностями, который может представлять собой коммерческий фрезерный станок, закрепленный на нижней стороне столешницы с помощью зажимных захватов.По сравнению с упомянутым выше известным уровнем техники, определяющим тип, это решение имеет недостаток, заключающийся в том, что замена инструмента занимает много времени. Либо соответствующий фрезерный станок необходимо заменить на другой фрезерный станок, либо фрезерный станок необходимо оснастить другой фрезой. Опять же, требуется разборка фрезерного станка. Замена инструмента упрощается при использовании уровня техники, упомянутого в начале, поскольку пластина для вставки, несущая приводной двигатель, может быть удалена из отверстия для вставки.Вставную пластину, содержащую машину с фрезой, можно заменить на другую вставную пластину, оснащенную другой машиной и другой фрезой. Кроме того, замена машины на вставной пластине также упрощается.
Задачей изобретения является упрощение типа стола фрезерного станка с точки зрения технического производства.
Задача решена с помощью изобретения, изложенного в формуле изобретения. Каждая формула обеспечивает независимое решение объекта и может быть объединена с любой из других формул в любой форме.
В первую очередь предполагается, что край вставной пластины оснащен регулируемыми по высоте элементами, опирающимися на ступеньку. На основании этого варианта допуск по высоте как ступеньки, так и вставной пластины может быть больше. Чтобы предотвратить образование ступеньки между верхней частью вставной пластины и верхней частью столешницы, высота вставной пластины может регулироваться относительно ступеньки. Элементы регулировки высоты предпочтительно представляют собой установочные винты, ввинченные в соответствующие отверстия на краю вставной пластины.Тупые концы установочных винтов упираются в ступеньку установочного отверстия. В альтернативном решении задачи, которое может быть реализовано в сочетании с описанным выше решением, предполагается использование зажима. Этот зажим расположен в углу отверстия для вставки. Зажим имеет зажимную поверхность, взаимодействующую с контрзажимной поверхностью вставной пластины. Контрзажимная поверхность расположена в одном из углов по существу прямоугольной вставной пластины.Зажим оказывает на вставную пластину силу натяжения, что приводит к расширению поверхности. Воздействие силы натяжения в противоположном углу таково, что внешние стенки пластины для вставки, сталкивающиеся в этом закругленном углу, в зависимости от случая, прижимаются к внутренним стенкам отверстия для вставки, которые сходятся в этом углу. В результате образуется зазор между двумя стенками отверстия для вставки и вставной пластиной, обращенной к этим двум упомянутым выше стенкам. Зажим может располагаться в углублении столешницы.Он может состоять из эксцентрикового кулачка. Эксцентриковый кулачок можно повернуть с нижней стороны столешницы. Для этого столешница будет оснащена поворотной ручкой. Контрзажимная поверхность вставной пластины образована закругленным углублением в углу.
Этот зажим расположен в углу отверстия для вставки. Зажим имеет зажимную поверхность, взаимодействующую с контрзажимной поверхностью вставной пластины. Контрзажимная поверхность расположена в одном из углов по существу прямоугольной вставной пластины.Зажим оказывает на вставную пластину силу натяжения, что приводит к расширению поверхности. Воздействие силы натяжения в противоположном углу таково, что внешние стенки пластины для вставки, сталкивающиеся в этом закругленном углу, в зависимости от случая, прижимаются к внутренним стенкам отверстия для вставки, которые сходятся в этом углу. В результате образуется зазор между двумя стенками отверстия для вставки и вставной пластиной, обращенной к этим двум упомянутым выше стенкам. Зажим может располагаться в углублении столешницы.Он может состоять из эксцентрикового кулачка. Эксцентриковый кулачок можно повернуть с нижней стороны столешницы. Для этого столешница будет оснащена поворотной ручкой. Контрзажимная поверхность вставной пластины образована закругленным углублением в углу. В остальном столешница снабжена с нижней стороны четырьмя ножками, аналогично устройству, описанному в DE 102005009227 А1. Стол фрезерного станка согласно изобретению снабжен стопорной планкой, по существу соответствующей стопорной планке, описанной в упомянутой выше патентной заявке.Рабочий стол предпочтительно представляет собой верстак, к которому крепится инструмент с приводом от двигателя. Привод для инструмента может быть прикреплен к нижней стороне вставной пластины. Инструмент выступает из отверстия во вставной пластине. Инструмент может представлять собой фрезу с приводным приводом. Это может быть концевая фреза, профилирующая фреза или аналогичный обрабатывающий инструмент. Рабочий стол особенно подходит для установки станка и, в частности, станка с ручным инструментом. Поэтому рабочий стол предпочтительнее опорного стола. В дополнение к ранее упомянутой фрезе, инструменты с электрическим приводом могут включать циркулярную пилу, циркулярную пилу или рубанок.Любые ручные инструменты с электрическим приводом могут быть установлены под вставной пластиной так, чтобы инструменты выступали из отверстия.
В остальном столешница снабжена с нижней стороны четырьмя ножками, аналогично устройству, описанному в DE 102005009227 А1. Стол фрезерного станка согласно изобретению снабжен стопорной планкой, по существу соответствующей стопорной планке, описанной в упомянутой выше патентной заявке.Рабочий стол предпочтительно представляет собой верстак, к которому крепится инструмент с приводом от двигателя. Привод для инструмента может быть прикреплен к нижней стороне вставной пластины. Инструмент выступает из отверстия во вставной пластине. Инструмент может представлять собой фрезу с приводным приводом. Это может быть концевая фреза, профилирующая фреза или аналогичный обрабатывающий инструмент. Рабочий стол особенно подходит для установки станка и, в частности, станка с ручным инструментом. Поэтому рабочий стол предпочтительнее опорного стола. В дополнение к ранее упомянутой фрезе, инструменты с электрическим приводом могут включать циркулярную пилу, циркулярную пилу или рубанок.Любые ручные инструменты с электрическим приводом могут быть установлены под вставной пластиной так, чтобы инструменты выступали из отверстия.
Примерный вариант осуществления изобретения показан ниже на основе прилагаемых чертежей. На рисунках показано следующее:
РИС. 1 вид сверху на стол фрезерного станка с вставной плитой, вставленной в вставное отверстие, и установленной упорной планкой;
РИС. 2 иллюстрация по фиг. 1, но без упора;
РИС.3 иллюстрация по фиг. 1, но без стопорной планки и со снятой вставной пластиной;
РИС. 4 вид сбоку стола фрезерного станка по фиг. 1;
РИС. 5 вид снизу стола фрезерного станка по фиг. 1;
РИС. 6 увеличенный разрез по линии VI на фиг. 1 в положении зажима эксцентрикового кулачка;
РИС. 7 иллюстрация по фиг. 6 в положении разблокировки эксцентрикового кулачка;
РИС. 8 сечение по линии VIII-VIII на фиг.6;
РИС. 9 сечение по линии IX-IX на фиг. 2;
РИС. 10 поперечное сечение по линии Х-Х на фиг. 6.
6.
Форма стола фрезерного станка по существу идентична форме, описанной в DE 102005009227 А1. До сих пор полное содержание этой брошюры включено в содержание раскрытий этой заявки, в частности, в отношении дополнений к формуле изобретения и описанию.
Столешница 1 устанавливается горизонтально.Поверхность 1 ″ столешницы 1 оснащена упорной планкой 6 . Стопорная планка 6 оснащена защитным колпачком 10 и приспособлениями для крепления стопорной планки 6 на верхней стороне 1 ″ столешницы 1 . Фитинги могут быть стяжными винтами, концы которых проходят через продольные пазы. Кроме того, верхняя сторона 1 ″ столешницы 1 снабжена направляющим пазом 7 для обеспечения подвижного упора.№
Столешница 1 имеет квадратное отверстие для вставки 3 . Углы отверстия для вставки 3 могут быть закруглены. Отверстие 3 для вставки имеет кромку 2 ‘, образованную уступом 4 .
Углы отверстия для вставки 3 могут быть закруглены. Отверстие 3 для вставки имеет кромку 2 ‘, образованную уступом 4 .
Край 2 ′ вставной пластины 2 опирается на ступеньку 4 . Толщина материала пластины-вкладыша 2 немного меньше расстояния от ступеньки 4 до поверхности 1 ″ столешницы.Край 2 ‘ вставной пластины 2 снабжен несколькими метчиками 20 . Каждый метчик содержит резьбовой штифт 15 . Осевая длина резьбового штифта 15 меньше толщины материала вставной пластины 2 . В результате резьбовой штифт 15 не выступает из метчика 20 за поверхность 2 ″ вставной пластины 2 , если его основная поверхность находится на одном уровне с нижней стороной вставной пластины 2 . Базовая поверхность резьбового штифта 15 должна опираться на ступеньку 4 . Это позволяет отрегулировать зазор между нижней стороной вставной пластины 2 и ступенькой 4 таким образом, чтобы поверхность 2 ″ вставной пластины 2 располагалась заподлицо со столешницей 1. . Установочный винт 15 можно поворачивать с помощью соответствующей отвертки, например плоского ключа, четырехгранного торцового ключа или шестигранного ключа.
Базовая поверхность резьбового штифта 15 должна опираться на ступеньку 4 . Это позволяет отрегулировать зазор между нижней стороной вставной пластины 2 и ступенькой 4 таким образом, чтобы поверхность 2 ″ вставной пластины 2 располагалась заподлицо со столешницей 1. . Установочный винт 15 можно поворачивать с помощью соответствующей отвертки, например плоского ключа, четырехгранного торцового ключа или шестигранного ключа.
В одном из углов отверстия для вставки 3 имеется закругленная выемка 21 . Это углубление 21 содержит эксцентриковый кулачок 11 , изготовленный из металла, в частности из стали. Эксцентриковый кулачок 11 оснащен осью, выступающей из выемки 21 через отверстие в днище. Нижняя сторона столешницы 1 оснащена корпусом подшипника 24 с втулкой вала. Втулка вала находится заподлицо с отверстием в полу выемки 21 , так что приводной вал для эксцентрикового кулачка 11 может быть установлен на корпусе подшипника 24 .Приводная рукоятка 25 , которой пользователь может управлять вручную, расположена на конце приводного вала 27 . При повороте поворотной рукоятки 25 эксцентриковый кулачок 11 также поворачивается. Зажимная поверхность 13 расположена напротив поверхности с уменьшенным радиальным расстоянием.
Втулка вала находится заподлицо с отверстием в полу выемки 21 , так что приводной вал для эксцентрикового кулачка 11 может быть установлен на корпусе подшипника 24 .Приводная рукоятка 25 , которой пользователь может управлять вручную, расположена на конце приводного вала 27 . При повороте поворотной рукоятки 25 эксцентриковый кулачок 11 также поворачивается. Зажимная поверхность 13 расположена напротив поверхности с уменьшенным радиальным расстоянием.
Контур вставной пластины 2 по существу соответствует контуру внутренней стенки 16 вставного отверстия 3 , где боковые размеры вставной пластины 2 немного меньше, чем боковые размеры отверстие для вставки.В результате между внешней стенкой 17 вставной пластины 2 и внутренней стенкой 16 отверстия для вставки 3 может образоваться зазор.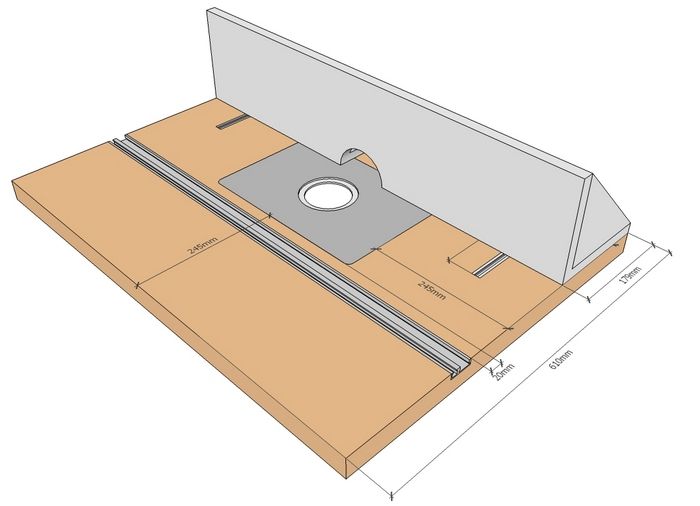 Угол вставной пластины 2 , примыкающий к эксцентриковому кулачку 11 , снабжен закругленным углублением, образующим контрзажимную поверхность 14 . Если вставная пластина 2 помещена в отверстие для вставки 3 на ступеньке 4 , а установочные винты 15 ввернуты на оптимальную глубину ввинчивания, эксцентриковый кулачок 11 можно повернуть с помощью приводная рукоятка 25 .В результате зажимная поверхность 13 противодействует усилию встречного зажима 14 . Эксцентриковый кулачок 11 создает силу натяжения в направлении расширения вставной пластины 2 к углу 28 вставной пластины, противоположному углу, содержащему выемку. Закругленный угол 28 вставной пластины 2 примерного варианта осуществления вставляется в соответствующий закругленный угол отверстия 3 для вставки.
Угол вставной пластины 2 , примыкающий к эксцентриковому кулачку 11 , снабжен закругленным углублением, образующим контрзажимную поверхность 14 . Если вставная пластина 2 помещена в отверстие для вставки 3 на ступеньке 4 , а установочные винты 15 ввернуты на оптимальную глубину ввинчивания, эксцентриковый кулачок 11 можно повернуть с помощью приводная рукоятка 25 .В результате зажимная поверхность 13 противодействует усилию встречного зажима 14 . Эксцентриковый кулачок 11 создает силу натяжения в направлении расширения вставной пластины 2 к углу 28 вставной пластины, противоположному углу, содержащему выемку. Закругленный угол 28 вставной пластины 2 примерного варианта осуществления вставляется в соответствующий закругленный угол отверстия 3 для вставки. В результате внешние стенки 17 вставной пластины 2 , соприкасающиеся друг с другом в этом углу, противостоят соответствующим внутренним стенкам 16 вставного отверстия 3 . В связи с этим зазор между внутренними стенками 16 и наружными стенками 17 в области этих двух вертикально расположенных стыков, показанных на фиг. 2 закрывается. Однако стыки, противоположные упомянутым выше стыкам, содержат зазор 5 между внутренними стенками 16 и наружными стенками 17 , который увеличивается в результате увеличения силы натяжения.
В результате внешние стенки 17 вставной пластины 2 , соприкасающиеся друг с другом в этом углу, противостоят соответствующим внутренним стенкам 16 вставного отверстия 3 . В связи с этим зазор между внутренними стенками 16 и наружными стенками 17 в области этих двух вертикально расположенных стыков, показанных на фиг. 2 закрывается. Однако стыки, противоположные упомянутым выше стыкам, содержат зазор 5 между внутренними стенками 16 и наружными стенками 17 , который увеличивается в результате увеличения силы натяжения.
В этом напряженном состоянии пластина для вставки 2 не может быть извлечена из отверстия для вставки 3 . Это возможно только при активации рукоятки 25 для возврата эксцентрикового кулачка 11 в исходное положение, в котором радиально уменьшенный участок окружности эксцентрикового кулачка 11 находится перед закругленной выемкой. угол 14 .
угол 14 .
Могут быть предусмотрены зажимные устройства для пресс-формы для улучшения поддержки пластины для вставки 2 в отверстии для вставки 3 .Как показано на фиг. 8, наружная стенка 17 вставной пластины 2 , опирающаяся на внутреннюю стенку 16 в натянутом состоянии, может быть снабжена пружиной 19 . Это углубление входит в прорезь 18 внутренней стенки 16 . Высота пружины 19 меньше ширины прорези 18 , что позволяет регулировать ее на вставной пластине 2 .
Эксцентриковый кулачок 11 также может быть оснащен зажимными приспособлениями для улучшения захвата вставной пластины 2 в отверстии для вставки 3 .Может быть снабжен дугообразным выступом 23 в зоне прижимной поверхности 13 , охватывающим соответствующую ступеньку 22 контрприжимной поверхности 14 .