Секреты сварки электродом или что нужно знать новичку
Секреты сварки электродом или что нужно знать новичкуСварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Поделиться в соцсетях
Как правильно варить электродуговой сваркой
Широко распространенный способ в современном мире соединить детали из металла для получения конструкций называется – дуговой сваркой. В данной статье будет подробно рассмотрено, что представляет собой электродуговая сварка, процесс сварки, как он должен осуществляться с точки зрения техники безопасности и необходимого оборудования. Эта статья ориентирована в основном для начинающих сварщиков.
В данной статье будет подробно рассмотрено, что представляет собой электродуговая сварка, процесс сварки, как он должен осуществляться с точки зрения техники безопасности и необходимого оборудования. Эта статья ориентирована в основном для начинающих сварщиков.
Электродуговая сварка для начинающих сварщиков
Практически во всех отраслях промышленности применяются сварочные работы. Очень сложно назвать какой-нибудь сегмент производства, который не нуждается в услугах сварщика. В качестве профессии сварщика, предоставляется хорошая возможность получить перспективную работу. Как правило, сварщики работают на строительных площадках, создавая системы разных конструкций и коммуникаций, в промышленности, используя свой опыт и навыки, в машиностроении, кораблестроение, сельском хозяйстве, энергетике и в нефтеперерабатывающей промышленности.
В первую очередь, и самое главное, что должен уметь сварщик, это в совершенстве владеть различным сварочным оборудованием. От него как от специалиста, при этом требуется абсолютное знание принципов действия аппарата, выявления возможных поломок, подготовки оборудования к рабочему процессу. Сварщик обязательно обязан владеть технологией осуществления сварочных работ от подготовки поверхностей, которые необходимо соединить до правильной зачистки шва.
Сварщик обязательно обязан владеть технологией осуществления сварочных работ от подготовки поверхностей, которые необходимо соединить до правильной зачистки шва.
Специалист, который осуществляет сварочные работы, должен знать, как правильно использовать электросварку, определить идеальный режим для сварки разных материалов, выставить правильное значение тока. Основная сложность при работе с газоэлетросваркой заключается в том, что в процессе работ изменение режимов сварки может неблагоприятно влиять на их качество, поэтому очень важно с самого начала сварочного процесса определить правильно скорость сварки. Квалифицированные сварщики делают дуговую ручную сварку, плазменную современную, и с легкостью могут создавать различные очень сложные трубопроводы и металлоконструкции. Сварщик обязательно должен уметь обращаться с различными видами металлов: сталями, сплавами, цветными металлами, в том числе и с ограниченной свариваемостью.
Как правильно научиться варить электродуговой сваркой?
Профессии сварщика обучают в профессионально-технических училищах, колледжах, курсах.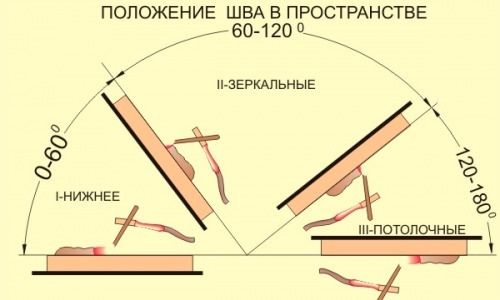
Азы электродуговой сварки
В первую очередь, необходимо приобрести электроды и сварочный аппарат, электродами рекомендуется запастись в довольно приличном количестве, потому что в процессе обучения, их придется испортить немало, прежде чем вы добьетесь первого нормального результата. Электроды для самостоятельной сварки необходимо выбирать диаметром в три миллиметра. Они самые подходящие для обучения в домашних условиях, потому что более тонкие необходимо для очень тонкого металла, варить его могут только высококвалифицированные сварщики, а электроды более толстые очень сильно нагружать электросеть.
Они самые подходящие для обучения в домашних условиях, потому что более тонкие необходимо для очень тонкого металла, варить его могут только высококвалифицированные сварщики, а электроды более толстые очень сильно нагружать электросеть.
Самостоятельная электродуговая сварка
Электродуговая ручная сварка для начинающих дело нелегкое, но вполне осуществимое, но требует большой усидчивости. Самое главное тренироваться как можно больше. Весь процесс обучения рекомендуется проводить только под присмотром профессионала сварщика, который может не только исправить ошибки, но и помочь советом. Для того чтобы понять как правильно варить метал, следует воспользоваться ненужным куском метала. Заранее рядом с собой нужно поставить ведро воды. Строго запрещено осуществлять работу на деревянном верстаке. Необходимо строго соблюдать осторожность, потому, что даже малюсенькие остатки использованного электрода способны вызвать пожар.
Следует надежно прикрепить зажим заземления у детали. Кабель обязательно нужно изолировать и заправить в держатель. После этого можно выставлять на сварочном аппарате значение мощности. Соответствовать оно должно строго диаметру электрода. Далее можно попробовать зажечь дугу. Для этого необходимо установить электрод под углом шестьдесят градусов по отношению к самой заготовке. Очень медленно и осторожно провести по поверхности электродом. После того как появились искры следует прикоснуться электродом к заготовкам и приподнять его так, чтобы зазор не был более пяти миллиметров. Если сделано все правильно, то дуга обязательно зажжется. На протяжении всего времени работы следует придерживать именно такой зазор. Не стоит забывать о том, что электрод будет выгорать. Перемещать его нужно очень медленно. Если произошло залипание электрода, то аккуратно нужно качнуть им в сторону. Если дуга длиною в три миллиметра не зажигается, то рекомендуется на сварочном аппарате увеличить силу тока. Главное стараться получить дугу устойчивую длиной в пять миллиметров между концом электрода и деталью.
Кабель обязательно нужно изолировать и заправить в держатель. После этого можно выставлять на сварочном аппарате значение мощности. Соответствовать оно должно строго диаметру электрода. Далее можно попробовать зажечь дугу. Для этого необходимо установить электрод под углом шестьдесят градусов по отношению к самой заготовке. Очень медленно и осторожно провести по поверхности электродом. После того как появились искры следует прикоснуться электродом к заготовкам и приподнять его так, чтобы зазор не был более пяти миллиметров. Если сделано все правильно, то дуга обязательно зажжется. На протяжении всего времени работы следует придерживать именно такой зазор. Не стоит забывать о том, что электрод будет выгорать. Перемещать его нужно очень медленно. Если произошло залипание электрода, то аккуратно нужно качнуть им в сторону. Если дуга длиною в три миллиметра не зажигается, то рекомендуется на сварочном аппарате увеличить силу тока. Главное стараться получить дугу устойчивую длиной в пять миллиметров между концом электрода и деталью.
Если у вас ничего не выходит с зажиганием и поддержанием дуги, то рекомендуется попробовать наплавить валик. Для этого необходимого зажечь дугу и медленно и очень аккуратно перемещать электрод строго по горизонтали, осуществляя при этом колебательные движения. Расплавленный металл, следует подгребать к центру дуги. В результате обязательно должен получиться, ровный красивый шов, который имеет небольшие волны из наплавленного металла.
Технология ручной электродуговой сварки
Для правильного образования и удерживания электрической дуги к электроду и свариваемой детали от главного источника питания поступает переменный или постоянный сварочный ток.
При соединении к изделию положительного источника питания анода, осуществляется дуговая ручная сварка прямой полярности. Сварка обратной полярности осуществляется в том случае, если к изделию подключен отрицательный полюс. Под действием электрической дуги стержень металлический электрода или по-другому электродный металл, материал изделия и его покрытие расплавляются.
Электродный металл, теперь представляет собой отдельные капельки, которые покрыты шлаком, поступает в сварочную ванну, там он смешивается с основным металлом, при этом процессе расплавленный шлак выходит на поверхность.
Величина сварочной ванны в основном зависит от режимов сварки и пространственного положения, конструкции сварного соединения, на поверхности изделия скорости перемещения электрической дуги, формы и размеров разделки соединяемых кромок. Довольно часто она колеблется в таких пределах: ширина восемь-пятнадцать миллиметров, глубина от шести миллиметров, длина десять-тридцать миллиметров.
Расстояние на сварочной ванны от одного активного пятнышка до другого, который расплавлен ан поверхности электрода называют – длиной дуги. Газовая атмосфера образуется при плавлении покрытия электрода около дуги и над сварочной ванной. Она вытесняет воздух из сварочной зоны сварки, и предотвращает его взаимодействие с сильно расплавленным металлом. Также в ней располагаются пары легирующих элементов основного и электродного металлов.
Капель расплавленного электродного материала и покрывающий поверхность сварочной ванны шлак, препятствует с атмосферным воздухом их взаимодействию и значительно способствует очищению примесей всего расплавленного металла.
В сварочной ванне при медленном удалении дуги металл кристаллизуется, и образует шов, который соединяет ввариваемые детали. Застывший слой шлака образуется на его поверхности.
Техника ручной электродуговой сварки
Правильное перемещение электрической дуги и правильное поддержание является главным залогом качественной сварки. Азотирование окисление расплавленного металла, разбрызгивание его капель, создание пористой структуры шва, происходит при слишком длинной дуге.
Качественный, ровный и красивый шов получается только при грамотном и правильном размере дуги и при равномерном ее перемещение. Оно может осуществляться по трем главным направлениям:
- Вдоль оси электрода происходит поступательное перемещение сварочной дуги.
 При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.
При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны. - По оси свариваемого шва продольное перемещение электрода в значительной степени способствует формированию ниточного сварочного валика, его толщина находится в прямом значении диаметра электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика равна трем миллиметрам и превышает диаметр электрода. Это уже и есть сварочный шов, только он очень и очень узкий. Для того чтобы создать качественное и прочное соединение одного данного шва недостаточно. Поэтому, при медленном перемещении электродов вдоль оси сварочного шва нужно обязательно выполнять еще одно движение, с направлением и поперек сварочного шва.
- Использование поперечного движения электрода дает возможность добиться требуемой ширины шва. Его осуществляют колебательными возвратно поступательными движениями. Ширина данных поперечных колебаний электрода для каждого отдельного случая определяется только индивидуально, и в большой степени зависит от размера и положения шва, основных свойств свариваемых материалов, формы разделки, и требований которые обычно предъявляют к сварному соединению. Обычно, ширина шва колеблется в пределах от двух до пяти диаметров электрода.
 При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.
При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.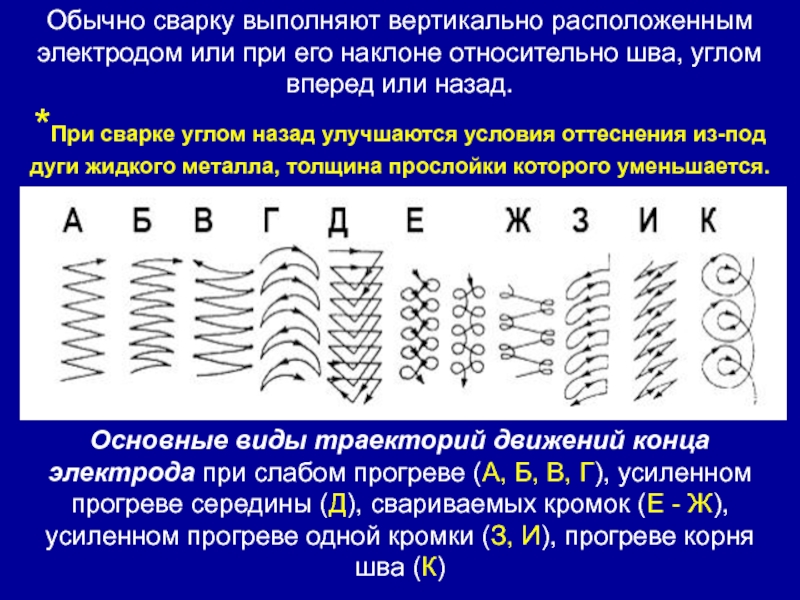
В итоге все эти три движения накладываются друг на друга, создавая довольно сложную траекторию движений электрода. У каждого опытного мастера, на практике существуют свои навыки выбора движения и перемещения электродов. В любом случае, движение дуги необходимо выбирать так, чтобы кромки всех соединяемых деталей тщательно между собой проплавились, и образовали требуемое количество наплавленного металла и необходимую форму шва.
В процессе осуществления электродуговой сварки различных металлов электрод может почти полностью выгорать, остается очень маленький кусочек стержня в зажиме самого держателя. Если к этому самому моменту шов никак не удается закончить, то сварку следует временно остановить. После замены старого электрода следует очень тщательно удалить шлак и снова начать сварку.
Если к этому самому моменту шов никак не удается закончить, то сварку следует временно остановить. После замены старого электрода следует очень тщательно удалить шлак и снова начать сварку.
Для того чтобы завершить оборванный шов, дугу необходимо зажечь на расстоянии двенадцати миллиметров от углубления которое образовалось на конце шва и носит название кратера. Для этого следует вернуть электрод к кратеру с целью образования сплава старого и нового электрода, а затем следует, начинает его передвигать по первоначальному выборному пути.
Основные преимущества электрической ручной дуговой сварки:
- В местах с ограниченным доступом можно осуществлять сварочные работы;
- Благодаря широкому выбору производимых типов электродов, появляется возможность сварки различных видов стали;
- Легкая транспортабельность сварочного оборудования, простота использования.
СВАРКА ТОНКОГО МЕТАЛЛА инвертором и электродом [технология]
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.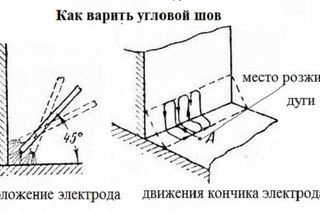
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Как приготовить баклажаны | Все рецепты
перейти к содержаниюВерхняя навигация
Исследовать Все рецепты Все рецепты ПоискМеню профиля
Присоединяйся сейчас Вниз треугольник Предыдущий Присоединяйся сейчасСчет
- Создать Профиль
- Информационные бюллетени
- Помогите эта ссылка открывается в новой вкладке
Подробнее
- Список покупок
- Кулинарная школа эта ссылка откроется в новой вкладке
- Спросите у сообщества, эта ссылка открывается в новой вкладке
Счет
- Твой профиль
- Настройки электронной почты
- Помогите эта ссылка открывается в новой вкладке
- Выйти
Подробнее
- Список покупок
- Кулинарная школа эта ссылка откроется в новой вкладке
- Спросите у сообщества, эта ссылка открывается в новой вкладке
Посмотреть все рецепты
Все рецепты Все рецепты- Поиск
- Найти рецепт
Предыдущий
Найти рецепт
Рецепт или ключевое слово
Ключевое слово
Включите эти ингредиенты Найдите ингредиенты для включения Добавьте список ингредиентов, разделенных запятыми, для включения в рецепт. Не включайте эти ингредиенты
Найдите ингредиенты, которые нужно исключить
Добавьте список ингредиентов, разделенных запятыми, которые нужно исключить из рецепта.Поиск
- Исследовать
Предыдущий
Исследуйте
15 рецептов быстрого приготовления, которые помогут вам от всего 30
Читать дальше Далее20 идей понедельника без мяса, которые понравятся всем
Читать дальше Далее17 смешанных супов, которые можно приготовить сегодня вечером
Читать дальше Далее
- Рецепты завтраков и бранчей
Предыдущий
Рецепты завтраков и бранчей
Посмотреть все рецепты завтраков и бранчей12 способов сделать легкий овес на ночь
- Рецепты буррито на завтрак
- Рецепты запеканки на завтрак
- Рецепты блинов
- Рецепты Яиц
- Рецепты французских тостов
- Рецепты фриттаты
- Рецепты Гранолы
- Рецепты омлета
- Рецепты овсяных хлопьев на ночь
- Рецепты блинов
- Рецепты пирога с заварным кремом
- Рецепты Вафель
- Рецепты обедов
Предыдущий
Рецепты обедов
Посмотреть все рецепты обедовНаши лучшие идеи для здорового обеда
- Рецепты здорового обеда
- Рецепты сэндвичей
- Рецепты обертывания для сэндвичей и ролл-ап
- Идеи и рецепты школьных обедов
- Рецепты ужинов
Предыдущий
Рецепты ужинов
Посмотреть все рецепты ужинов14 сытных и комфортных запеканок с зимним сквошем
- Ужин Fix
- Куриные Рецепты
- Рецепты Куриной Грудки
- Рецепты Куриного Бедра
- Рецепты из говядины
- Рецепты из говяжьего фарша
- Рецепты пасты и лапши
- Рецепты из свинины
- Рецепты из свиной вырезки
- Рецепты Индейки
- Рецепты фарша из индейки
- Рецепты морепродуктов
- Рецепты лосося
- Рецепты креветок
- Рецепты закусок и закусок
Предыдущий
Рецепты закусок и закусок
Просмотреть все рецепты закусок и закусок
 Не включайте эти ингредиенты
Найдите ингредиенты, которые нужно исключить
Добавьте список ингредиентов, разделенных запятыми, которые нужно исключить из рецепта.
Не включайте эти ингредиенты
Найдите ингредиенты, которые нужно исключить
Добавьте список ингредиентов, разделенных запятыми, которые нужно исключить из рецепта.Как улучшить сварные швы: полезные советы по GMAW
Газовая дуговая сварка металлическим электродом (GMAW) — это полуавтоматический процесс сварки, в котором используется проволочный электрод, пропускаемый через сварочный пистолет.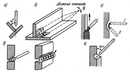
Эта непрерывная подача проволоки во время сварки освобождает сварщика и позволяет ему или ей полностью сосредоточиться на положении горелки, чтобы поддерживать надлежащую длину дуги. Типичный резак GMAW показан на рис. 1 .
| Рис. 1 |
Преимущества процесса включают высокую скорость наплавки, эффективное использование присадочного металла, устранение удаления шлака и флюса, а также уменьшение дыма и дыма.Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем дуговая сварка в среде защитного металла (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение вне помещений.
Параметры сварки
Следующие советы помогут вам подготовиться к следующему заданию GMAW.
1. Выберите правильный защитный газ, чтобы добиться наилучшего результата от присадочного металла. Для сплошных проволочных электродов, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей, в частности кислорода и азота.Идеальный конечный результат — отсутствие шлака, что значительно сокращает время очистки.
Для сплошных проволочных электродов, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей, в частности кислорода и азота.Идеальный конечный результат — отсутствие шлака, что значительно сокращает время очистки.
Наиболее типичными защитными газами, используемыми для сплошной проволоки из мягкой стали, являются 100% диоксид углерода и 75% аргон / 25% диоксид углерода. Они наиболее широко используются для шарового и короткозамкнутого режимов передачи.
Преимущества обоих показаны на Рисунок 2 . При выборе присадочной металлической проволоки для GMAW всегда читайте рекомендации производителя по выбору защитного газа.
| Рисунок 2 |
2. Перед началом любого сварочного проекта убедитесь, что заготовка как можно более чистая.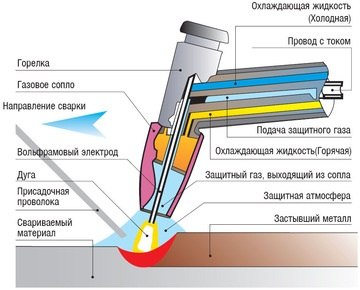 Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любых других загрязнений. Избегайте чистящих растворителей из-за риска взрыва, пожара или болезни из-за токсичных паров.
Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любых других загрязнений. Избегайте чистящих растворителей из-за риска взрыва, пожара или болезни из-за токсичных паров.
3. Установите источник питания в соответствии с инструкциями производителя относительно полярности проводов. Источник питания, не настроенный на правильную полярность, может привести к некачественной сварке.
4. Следуйте техническим характеристикам проволочного электрода, чтобы установить правильную скорость подачи проволоки (силу тока) и напряжение. Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение установлены правильно.
Слишком высокая скорость подачи проволоки приведет к осаждению излишков металла, расходу присадочного металла или возможному прожогу.Установка слишком низкой скорости подачи проволоки приведет к тому, что сварной шов не пройдет и не заполнит соединение должным образом, а также может привести к «возгоранию» проволоки или ее расплавлению на кончике.
Слишком высокое напряжение вызовет чрезмерное разбрызгивание и приведет к более плоскому и широкому пористому валику. Кроме того, высокое напряжение может вызвать подрезы, то есть канавка, проплавленная в заготовке, которая неправильно заполнена металлом сварного шва. При установке слишком низкого напряжения образуется узкий сварной шов, которому не хватает надлежащего проплавления и плавления.
5. Совместите вылет электрода с диаметром используемой проволоки. Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, протекающую по проволоке, и на результат сварки. Определение того, какой вылет использовать, зависит от диаметра проволоки.
Например, хорошее руководство, которому следует следовать: для проволоки 0,024 и 0,030 дюйма используйте вылет от 1/4 до 3/8 дюйма; для проволоки 0,035 и 0,045 дюйма используйте вылет от 3/8 до 1/2 дюйма.
Внесите небольшие изменения в вылет, чтобы точно настроить силу тока для достижения желаемого результата. Увеличение вылета немного снижает силу тока, а уменьшение вылета вызывает небольшое увеличение силы тока.
Слушайте дугу во время сварки. Хорошая дуга звучит стабильно, как жареный бекон. Если слышны сильные хлопки и треск, возможно, электрод слишком сильно выступает из пистолета или скорость подачи проволоки слишком высокая.
Методы манипуляции сварщиком
Даже опытному сварщику необходимо непрерывное техническое образование.Следующие советы помогут вам в будущих сварочных работах.
1. Определите правильный угол наклона электродов. Убедитесь, что проволочный электрод правильно расположен над сварным швом для максимального охвата, обращая особое внимание на рабочий угол и угол хода.
Рабочий угол — это угол, под которым проволока направлена на сварное соединение. Для сварных швов внахлест и тройников требуется рабочий угол 45 градусов, а для стыковых швов — рабочий угол 90 градусов.
Угол перемещения — это угол, под которым проволока движется по пути сварки.Для большинства сварочных работ этот угол составляет от 15 до 30 градусов. Наиболее распространенный угол перемещения называется углом сопротивления, при котором электрод указывает в направлении, противоположном направлению движения дуги.
2. Научитесь эффективно управлять сварочным пистолетом. Для сварных швов внахлест и Т-образных швов манипулируйте пистолетом, чтобы создать серию небольших овалов для обеспечения хорошего покрытия сваркой. Старайтесь не заходить слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сваркой.
Для стыковых соединений манипулируйте пистолетом так, чтобы электрод двигался по Z-образной схеме при перемещении вдоль заготовки (см. , рис. 3, ).Этот рисунок наиболее эффективен, поскольку он обеспечивает более плоский сварной шов, равномерно распределяя сварочную лужу по стыку.
| Рис. 3: Z-образный профиль наиболее эффективен для стыковых соединений, поскольку он обеспечивает более плоский сварной шов. |
3. Контролируйте скорость движения во время сварки. Наблюдайте за расплавленной сварочной лужей и слушайте дугу, чтобы убедиться в слишком быстром или слишком медленном движении.
Движение с высокой скоростью или слишком быстрое перемещение приводит к недостаточному проникновению, и будут слышны хлопающие звуки, когда проволока соприкасается с холодным металлом прямо перед лужей.Сварка на малых скоростях или слишком медленное движение приведет к скоплению металла шва, что приведет к плохому сплавлению.
При возникновении одной из следующих проблем во время GMAW попробуйте эти решения (по одному):
Неполное слияние. Неполное сплавление — это разрыв, который возникает, когда металл сварного шва не полностью сплавлен с основным металлом. Это может происходить между металлом сварного шва и основным металлом или между проходами в многопроходном сварном шве. Возможные решения:
- Уменьшите скорость движения.
- Увеличьте сварочный ток.
- Очистите стык перед сваркой.
- Проверить углы электродов. Когда сварочный металл опережает дугу или когда сварной слой слишком толстый, дуга не может достигнуть основного металла.
Пористость. Пористость — это газовый карман в металле сварного шва, который может рассыпаться небольшими группами или по всей длине сварного шва. Эти пустоты, которые могут быть внутренними и / или на поверхности сварного шва, ослабляют сварной шов. Возможные решения:
- Увеличьте расход защитного газа.
- Используйте ветрозащитные экраны, потому что сквозняки могут отклонять покрытие защитного газа.
- Очистите сопло сварочной горелки. Поток защитного газа блокируется, когда на сопло накапливаются брызги.
- Замените защитный цилиндр, если он намокнет или загрязнится.
- Понизьте сварочный ток, что снизит скорость подачи проволоки.
- Уменьшите сварочное напряжение.
- Уменьшите вылет электрода.
- Уменьшите скорость движения.
- Очистите поверхность основного металла или присадочного металла от ржавчины, жира, масла, влаги или грязи.
- Перейдите на другой основной металл с другим составом, если в используемом основном металле есть примеси, такие как сера и фосфор в стали.
Дополнительные методы манипуляции
Подрезка. Поднутрение — это состояние, которое возникает при расплавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема угловых сварных швов заключается в том, что подрезание приводит к более слабому стыку на носке сварного шва, что может привести к растрескиванию.Чтобы устранить эту проблему:
- Уменьшите сварочный ток.
- Уменьшить напряжение сварочной дуги.
- Уменьшите скорость перемещения, чтобы металл шва мог полностью заполнить все расплавленные области основного металла.
- Очистите сопло пистолета внутри контактной трубки или удалите застрявшую электродную проволоку, если происходит неравномерная подача проволоки.
- Пауза на каждой стороне сварного шва при плетении.
- Проверьте и отрегулируйте угол наклона электрода.
Когда происходит перекрытие, металл сварного шва выступает за край или носку сварного шва.Вы можете:
- Увеличить скорость движения, так как сварочная лужа опережает электрод.
- Используйте более высокий сварочный ток.
- Правильный угол наклона электродов, поскольку неправильный угол позволяет силе дуги проталкивать расплавленный металл сварного шва на незатронутые участки основного металла.
Выбрасываемые во время сварки частицы металла, которые не являются частью сварного шва, представляют собой сварочные брызги. Чрезмерное разбрызгивание создает плохой внешний вид сварного шва, приводит к излишнему расходу электродов, затрудняет удаление шлака и может привести к неполному сплавлению нескольких сварных швов.Решения:
- Уменьшите сварочный ток.
- Уменьшите напряжение дуги.
- Уменьшите вылет.
- Переключитесь на смесь аргон / диоксид углерода, если используете защитный газ диоксид углерода.
Сквозное плавление происходит, когда дуга проходит через дно сварного шва. Способ устранения:
- Уменьшите сварочный ток.
- Увеличить скорость движения.
- Уменьшите ширину корневого отверстия, используя легкое вращательное движение, или увеличьте вылет электрода.Это работает, когда отверстие в корне слишком велико или поверхность корня слишком мала.
Это недостаточный поток защитного газа в зону сварки или блокировка потока защитного газа, что вызывает множество дефектов GMAW. Чтобы устранить эту проблему:
- Перед сваркой проверьте горелку и шланги, чтобы убедиться, что защитный газ течет свободно и не протекает. Также проверьте регулятор / расходомер на предмет пропускной способности газа.
- Очистить сопло и контактную трубку от брызг.
- Уменьшите скорость движения.
- Настроить экраны при наличии ветра и сквозняков.
- Уменьшите расстояние между соплом и сварочной лужей.
Остановка подачи проволоки. Остановка подачи проволоки — это неисправность системы подачи проволоки, которая гасит дугу и создает неравномерный сварной шов. По сравнению с другими процессами сварки с непрерывной подачей проволоки, GMAW имеет больше всего проблем с остановкой подачи проволоки из-за используемых электродных проволок небольшого диаметра.Возможные решения:
- Очистите контактную трубку.
- Очистите канал сжатым воздухом.
- Выпрямите или замените канал подачи проволоки.
- В случае поломки уменьшите давление на ролики подачи проволоки.
- Увеличьте давление на ролики подачи проволоки, чтобы обеспечить достаточную движущую силу.
- Сократите расстояние от механизма подачи проволоки до горелки или от механизма подачи до источника электродной проволоки.
- Уменьшите давление зажима на катушке с проволокой.
| Рис. 4 |
GMAW требует определенных навыков сварщика для выполнения высококачественных сварных швов. Например, для полуавтоматической GMAW требуется, чтобы сварщик управлял сварочным пистолетом и скоростью движения.
Однако этот процесс, как правило, требует меньше навыков по сравнению с процессами ручной сварки, такими как SMAW, поскольку аппарат контролирует длину дуги и подает присадочную проволоку.
Примеры хороших и плохих сварных швов показаны на Рисунок 4 .Качественный сварной шов GMAW является результатом правильной техники сварки и правильного выбора параметров сварки.
Сварка и производство
WELD 104 — Основы сварки и изготовления — 5.0 Кредиты
Студенты изучают базовые концепции сварки и изготовления.
Просмотреть результаты обучения по курсу SCC
WELD 113 — Сварочная математика — 1.0-3.0 Кредиты
Этот курс знакомит с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в обрабатывающей промышленности.Этот курс можно повторить до трех раз, всего три кредита. Предварительное условие: одновременное участие в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 114 — Введение в чтение чертежей — 2.0 Кредиты
Этот курс знакомит студентов с чтением чертежей. Особое внимание уделяется конструкционным формам, условным и вспомогательным видам, сечениям и сварным соединениям. Предварительное условие: одновременная запись в WELD 113, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 115 — Введение в производство — 3.0 Кредиты
Этот курс знакомит с инструментами, оборудованием и материалами, используемыми при планировании и изготовлении различных сварочных проектов, с упором на их функции и правильное использование. Особое внимание уделяется правилам техники безопасности в сварочном цехе. Предварительное условие: одновременная запись в WELD 113, 114, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 116 — Теория дуговой сварки экранированного металла — 3.0 Кредиты
Этот курс знакомит с теорией дуговой сварки в экранированном металле. Особое внимание уделяется безопасности сварки и позициям, настройке оборудования, зажиганию дуги и операциям резки. Предварительное условие: одновременная запись в WELD 113, 114, 115, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 117 — Применение дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием концепций, представленных в WELD 116.Особое внимание уделяется выбору и применению сварочных электродов для конкретных сварных соединений. Предварительное условие: одновременное участие в WELD 113, 114, 115, 116 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 121 — Математика промежуточной сварки — 1.0 Кредиты
Этот промежуточный курс продолжается теорией и практическим применением формул с использованием формул для решения проблем, возникающих в обрабатывающей промышленности. Параллельное обучение в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 123 — Intermediate Blueprint Reading — 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114. Особое внимание уделяется интерпретации чертежей и соответствующих символов сварки. Предварительное условие: одновременная запись в WELD 124, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 124 — Теория дуговой сварки экранированных металлов — 3.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 116.Представлены металлургия сварки, классификации электродов и использование углеродистых и легированных сталей. Предварительное условие: одновременное участие в WELD 123, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 125 — Расширенные области применения для дуговой сварки экранированных металлов — 1,0-7,0 баллов
Этот курс обеспечивает передовой лабораторный опыт теории, представленной в WELD 124. Особое внимание уделяется методам сварки, используемым при работе с углеродистыми и легированными сталями. 1-7 кредитов могут быть применены кредиты для предварительного обучения на общую сумму не более семи кредитов.Предварительное условие: одновременная запись в WELD 123, 124, 126 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 126 — Промежуточное производство — 3.0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием навыков, приобретенных в первом квартале теоретических и лабораторных курсов. Особое внимание уделяется планированию и изготовлению различных сварочных проектов. Предварительное условие: одновременное участие в WELD 123, 124, 125 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 127 — Работа технологической машины — 2.0 Кредиты
Студенты изучают безопасный и правильный способ установки и использования различных производственных машин, обычно используемых в производственных условиях. Используемые станки могут включать в себя: ножницы и пробойники, горизонтальная ленточная пила, отрезная пила, сверлильный станок, шлифовальные станки, трубогиб, кольцевой каток.
Просмотреть результаты обучения по курсу SCC
WELD 131 — Advanced Welding Math — 1.0 Кредиты
Этот продвинутый курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в обрабатывающей промышленности.Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 133 — Расширенное чтение чертежей — 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114 и 123, с акцентом на интерпретацию сложных рабочих чертежей, применяя дизайн, компоновку и последовательность факторов производства. Предварительное условие: одновременное участие в WELD 134, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 134 — Теория специальной сварки — 3.0 Кредиты
Этот курс знакомит с металлургией и другими сварочными процессами, такими как дуговая сварка вольфрамовым электродом, дуговая сварка металлическим электродом и дуговая сварка флюсом. Предварительное условие: одновременное участие в WELD 133, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 135 — Специальные сварочные работы — 7.0 Кредиты
Этот курс предлагает практические применения в настройке оборудования и рабочих процедур, используемых в различных сварочных процессах.Особое внимание уделяется соображениям безопасности и качественной сварке с использованием рентгеновских лучей. Предварительное условие: одновременное участие в WELD 133, 134, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 136 — Расширенное производство — 3.0 Кредиты
Этот курс предлагает практические применения в проектировании и изготовлении металлических проектов с использованием соответствующих сварочных процессов и производственного оборудования. Предварительное условие: одновременная запись в WELD 133, 134, 135 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 143 — Специализированный чертеж — 2.0 Кредиты
Студенты будут работать с более сложными чертежами и строить из них детали.
Просмотреть результаты обучения по курсу SCC
WELD 144 — Специализированная теория — 3,0 Кредиты
Углубленное изучение теории специальных процессов, таких как GMAW с импульсным распылением и GMAW с алюминием. Предпосылка: Завершение 2-го и 3-го кварталов программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 145 — Специализированное производство — 3.0 Кредиты
Студенты изготовят по чертежам готовые балки и небольшие колонны. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 146 — Специализированная сварка — 1.0-7.0 Кредиты
Студенты будут сваривать структурные формы и детали, как в магазине. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 151 — HEQ Welding I — 3.0 Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы газокислородной резки и дуговой сварки в защитных слоях металла в области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 152 — HEQ Welding II — 3.0 Кредиты
В рамках этого курса слушатели изучат надлежащую безопасность и основы дуговой сварки металлическим газом, дуговой сварки порошковой проволокой и воздушно-угольной дуговой резки применительно к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 153 — Сварка HPAT — 3.0 Кредиты
В рамках этого курса студенты изучат надлежащую безопасность и основы газокислородной резки и дуговой сварки в защитных слоях металла в гидравлической и пневматической областях.
Просмотреть результаты обучения по курсу SCC
WELD 154 — Сварка с ЧПУ — 1.0 Кредиты
В этом курсе студенты изучают безопасность и основы дуговой сварки в защитном металлическом корпусе, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки применительно к области обработки.
Просмотреть результаты обучения по курсу SCC
WELD 155 — Автоматическая сварка — 1.0 Кредиты
В рамках этого курса студенты изучат надлежащую безопасность и основы газокислородной резки, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки применительно к области ремонта автомобилей.
Просмотреть результаты обучения по курсу SCC