как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается.
 В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы; - при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
 В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
 youtube.com/embed/UOiXxccvEe4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/UOiXxccvEe4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.

Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной.![]() Наиболее популярным остается «союз» инвертора и электрода — ММА.
Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
 Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.

Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм. , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
 , необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
, необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.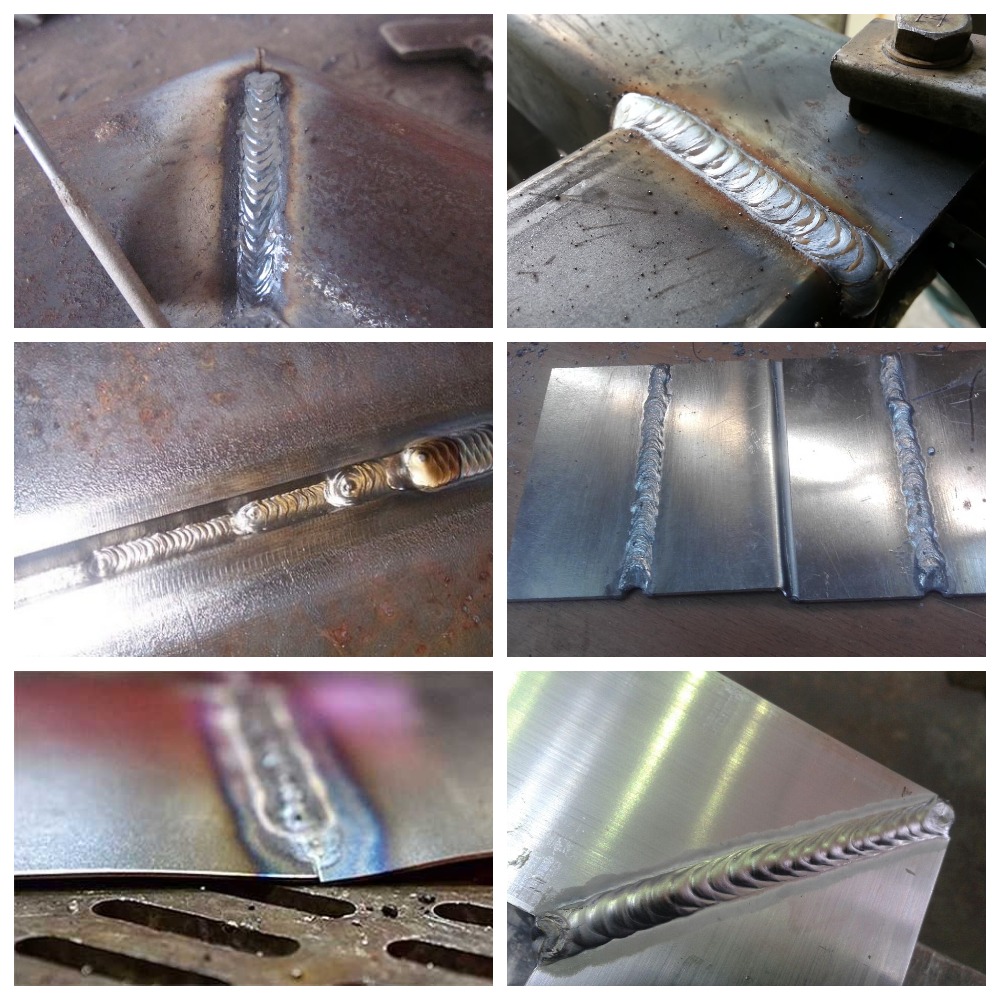
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67. 42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
 При транспортировании агрессивной среды.
При транспортировании агрессивной среды.Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс. В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс.
- Ферритный класс. Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
- Мартенситный класс. Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
 В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.Читать также: Точилка для ножниц своими руками
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Сварка нержавеющей стали в бытовых условиях и выбор подходящего оборудования.
Сварка нержавеющей стали в домашних условиях требует наличия качественного оборудования. Перед покупкой сварочного аппарата следует решить для себя ряд вопросов.
Если есть необходимость варить высоколегированную и нержавеющую сталь, то выбор стоит остановить на сварочном выпрямителе или инверторе.
Вы должны определиться, каким будет обрабатываемый металл (марка и толщина). Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.
Сварка необходима не только на производстве, но и в быту
Какова необходимая производительность и источники питания.
Высокая производительность требует от оборудования для сварки большой продолжительности включения. В противном случае, значительный процент времени будет потрачен на ожидание охлаждения аппарата. Что касается бытовых моделей, то по продолжительности включения (ПВ) трансформаторы и выпрямители значительно уступают инверторам с их ПВ в 80%.
Нужно помнить о том, что сварочный аппарат будет работать от бытовой сети.
 Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.
Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.Моргание лампочек и выход из строя бытовых приборов, вызванное использованием сварочных трансформаторов и выпрямителей, провоцирует агрессию в адрес соседей-сварщиков. В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
Соответствие качества швов ожиданиям и квалификация сварщика.
Если опыт сварщика мал, а ожидаемое качество работ высоко, следует сделать выбор в пользу инвертора с функциями Arc Force, Anti Stick и Hot Start.
Arc Force («форсирование дуги»)
Автоматическое увеличение напряжения на клеммах, которое не дает «залипнуть» электроду в момент отделения от него большой капли металла.
Hot Start («горячий старт»)
Усиление сварочного тока на начальном этапе сварки для облегчения поджога сварочной проволоки.
Anti Stick («противозалипание»)
В процессе сваривания напряжение на клеммах снижается таким образом, что приваривание электрода к стали прекращается.
Эти дополнительные возможности в большой мере облегчают работу сварщика даже невысокой квалификации. Они позволяют:
- сформировать качественный шов в различных положениях;
- сократить разбрызгивание при сварке;
- справиться со свариванием очень сложных конструкций.
Принимая во внимание все перечисленное, стоит отметить, инверторы с их минимальными габаритами и весом от 4 до 10 кг – идеальный вариант для сварки нержавеющих сталей в бытовых условиях.
Недостатки в работе аппаратов инверторного типа.
Минусовая температура ниже 10-15°С губительна для таких чувствительных приборов. Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Также не подходят инверторы для работы в запыленных помещениях. Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Кроме всего прочего, цена на инверторы, а также их ремонт, достаточно высока.
Особенности сваривания высоколегированных металлов.
Нержавеющие стали из-за своих антикоррозионных свойств и прочности лидируют в качестве материала для создания промышленных и используемых в быту металлоконструкций.
При желании и старание, возможно стать автором, таких шедевров
При сваривании нержавейки в бытовых условиях следует учитывать ряд особенностей.
- Подобный металл обладает пониженной теплопроводностью, легко проплавляется в шве, а значит необходимо снизить силу тока на 15-20%
- Материал подвержен значительной деформации во время сварочных работ и по их завершении — следует оставлять достаточный зазор между элементами конструкции во избежание трещин.
- Наиболее подходящими электродами являются те, что изготовлены на основе хромоникелевой проволоки длиной до 350 мм.
- Так как нержавейка имеет свойство терять антикоррозийные качества при неверно выбранной температурной обработке, место сварки необходимо быстро охлаждать любыми доступными способами (использование медных прокладок, обдувание воздухом, обливание водой).

Подготовительные работы. Основные приемы сваривания.
Начинать работу следует с зачистки стальных кромок металлической щеткой и обработки растворителем. Это служит отличной профилактикой возникновения пор в швах и увеличивает устойчивость дуги.
Различают три основных технологии сваривания нержавейки:
- аргонная сварка нержавеющей проволокой. Однако этот способ применяется для полуавтоматов и не подходит для инверторов.
- сварка покрытыми электродами. Самый простой способ сварки. Является приемлемым, если требования к качеству соединения не высоки.
- сварка электродами на основе вольфрамовой проволоки в среде аргона используется для работы с тонкой сталью, если требования к шву достаточно велики (обычно таким образом сваривают емкости для перевозки газа и жидкости под давлением).

Перво наперво, качество шва определяют визуально
Визуальные показатели качества шва.
Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
4 способа, как варить нержавейку
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на: аустенитную; мартенситную; ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются: температура плавления ниже, чем у углеродистых сталей; значительное тепловое расширение; низкая теплопроводность. Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварка нержавеющей стали электродом — Все о сварке
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является – сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
- Отличительные особенности материалов из нержавейки
- Способы сварки
- Выбор электродов
- Область применения
- Технология сварки
- Сварка нержавеющей стали в домашних условиях
- Защита сварочного шва
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
– Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.
Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.
– Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
– Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.

Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
Толщина металла, мм
Род тока
Сила тока,А
Диаметр электрода или проволоки, мм
Скорость прохождения, см/мин
Напряжение, В
Расход аргона, л/мин
1
Постоянный
30..60
2 или 1,6
12 – 28
11…15
2,5…3
1
Переменный
35…75
2 или 1,6
15 – 33
12…16
2,5…3
1,5
Постоянный
40. .75
.75
2 или 1,6
9 – 19
11…15
2,5…3
1,5
Переменный
45…85
2 или 1,6
1 – 14
12…16
2,5…3
4
Постоянный
85…130
4 или 2,5
–
11…15
10
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.

Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Какой аппарат лучше всего сварит нержавейку
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Возможно, это поможет вам при работе с оборудованием.
Блок: 1/6 | Кол-во символов: 255
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.

Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Блок: 2/5 | Кол-во символов: 3793
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Блок: 2/5 | Кол-во символов: 1888
Источник: https://WikiMetall. ru/oborudovanie/chem-varit-nerzhaveyku.html
ru/oborudovanie/chem-varit-nerzhaveyku.html
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
- Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
 Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.Блок: 2/6 | Кол-во символов: 2289
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.

Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Блок: 3/5 | Кол-во символов: 1296
Источник: https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
 Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Блок: 4/5 | Кол-во символов: 1464
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Блок: 5/6 | Кол-во символов: 2196
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
Блок: 5/5 | Кол-во символов: 1108
Источник: https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Количество использованных доноров: 3
Информация по каждому донору:
- https://svarkamall. ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)
- https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html: использовано 4 блоков из 5, кол-во символов 9154 (50%)
- https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html: использовано 3 блоков из 5, кол-во символов 4292 (24%)
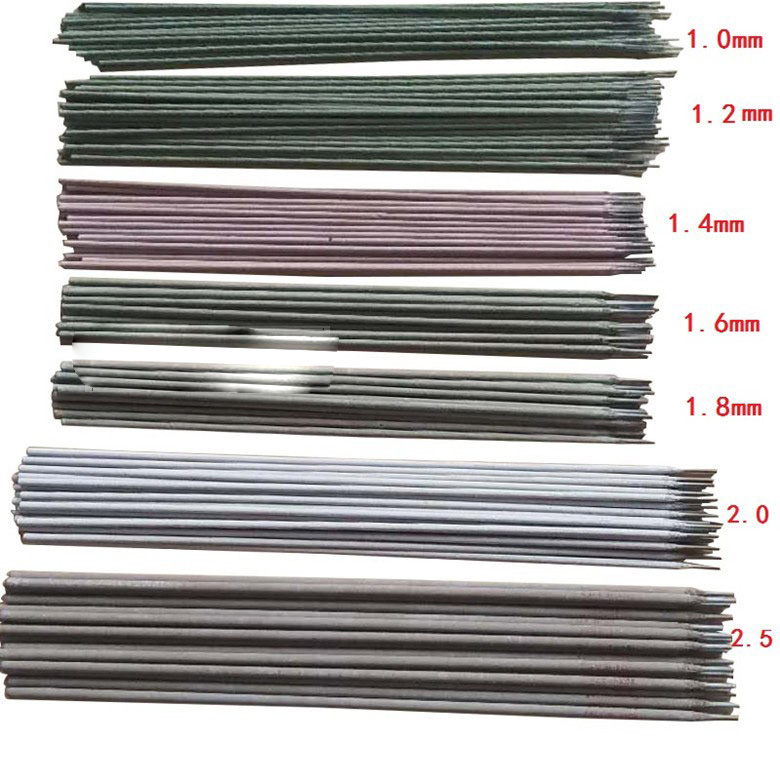 ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)
ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)идеально подходит для сварки тонких листов
Сварка ВИГособенно подходит для сварки тонколистового металла и может использоваться как для непрерывной, так и для точечной сварки. Узнайте больше о его особенностях.
Сварка листового металла методом TIG (вольфрам в инертном газе), безусловно, является одним из наиболее распространенных методов сварки. Это процесс дуговой сварки с неплавким (вольфрамовым) электродом , , защищенным инертным газом (наиболее часто используемыми газами являются аргон или гелий), который может выполняться с присадочным металлом или без него.
особенно подходит для сварки тонколистового металла и может использоваться как для непрерывной, так и для точечной сварки. Эта специфическая технология сварки была первоначально разработана для авиационной промышленности во время Второй мировой войны, чтобы заменить заклепки сваркой на самолетах (намного легче при том же сопротивлении). С тех пор его использование в промышленном секторе резко увеличилось.
TIG-сварка листового металла обеспечивает высококачественных соединений и поэтому особенно подходит для сварки тонких листов, в отличие от традиционной техники сварки, при которой высок риск прокола металла.
Если вы заинтересованы в наших услугах по сварке листового металла TIG, свяжитесь с нами! Мы покажем вам все преимущества этого процесса. Связаться с нами!
Как работает TIG-сварка листового металла
При сварке TIG материал подается вручную с помощью прутка или автоматически с помощью катушки с проволокой. Эта процедура подходит для выполнения высококачественных сварных швов в случае соединения тонких толщин нержавеющей стали путем оплавления кромок с небольшими добавками материала (в некоторых случаях даже без присадочного материала).
Эта процедура подходит для выполнения высококачественных сварных швов в случае соединения тонких толщин нержавеющей стали путем оплавления кромок с небольшими добавками материала (в некоторых случаях даже без присадочного материала).
Для TIG сварки тонких листов используется горелка , в которую вставлен вольфрамовый электрод, вокруг которого протекает защитный инертный газ на плавильной ванне. Оператор перемещает горелку вдоль стыка для перемещения плавильной ванны, располагая неплавкий вольфрамовый электрод на максимальном расстоянии в несколько миллиметров и сохраняя это расстояние постоянным .
Во время работы очень важно не допускать прямого контакта электрода со свариваемой деталью, так как вольфрамовый стержень прилипнет к стыку и сварка прекратится.
Minifaber: ваша точка отсчета для сварки TIG тонколистового металла
Этот процесс сварки листов является отличным решением для получения результатов без заусенцев, но для получения современной сварки TIG требуется высококвалифицированных операторов, особенно когда речь идет о работе с тонкими листами.
В Minifaber мы TIG свариваем листовой металл на месте в защищенной и контролируемой среде, оптимизируя таким образом время и затраты на создание сложных готовых изделий или полуфабрикатов.
Наш парк машин включает антропоморфного сварочного робота MIG-TIG и 8 сварочных аппаратов, полностью специализированных для TIG , с помощью которых мы производим как полуфабрикаты, так и готовые изделия с высокой добавленной стоимостью.
Если вы заинтересованы в наших услугах по сварке листового металла TIG, свяжитесь с нами! Мы покажем вам все преимущества этого процесса. Связаться с нами!
5 распространенных ошибок при сварке нержавеющей стали
Большинство типов нержавеющих сталей обладают хорошей свариваемостью и могут быть сварены всеми процессами дуговой сварки (GMAW, FCAW, GTAW, SMAW и SAW).Нержавеющая сталь используется во многих областях благодаря своей прочности, стойкости к истиранию и коррозионной стойкости.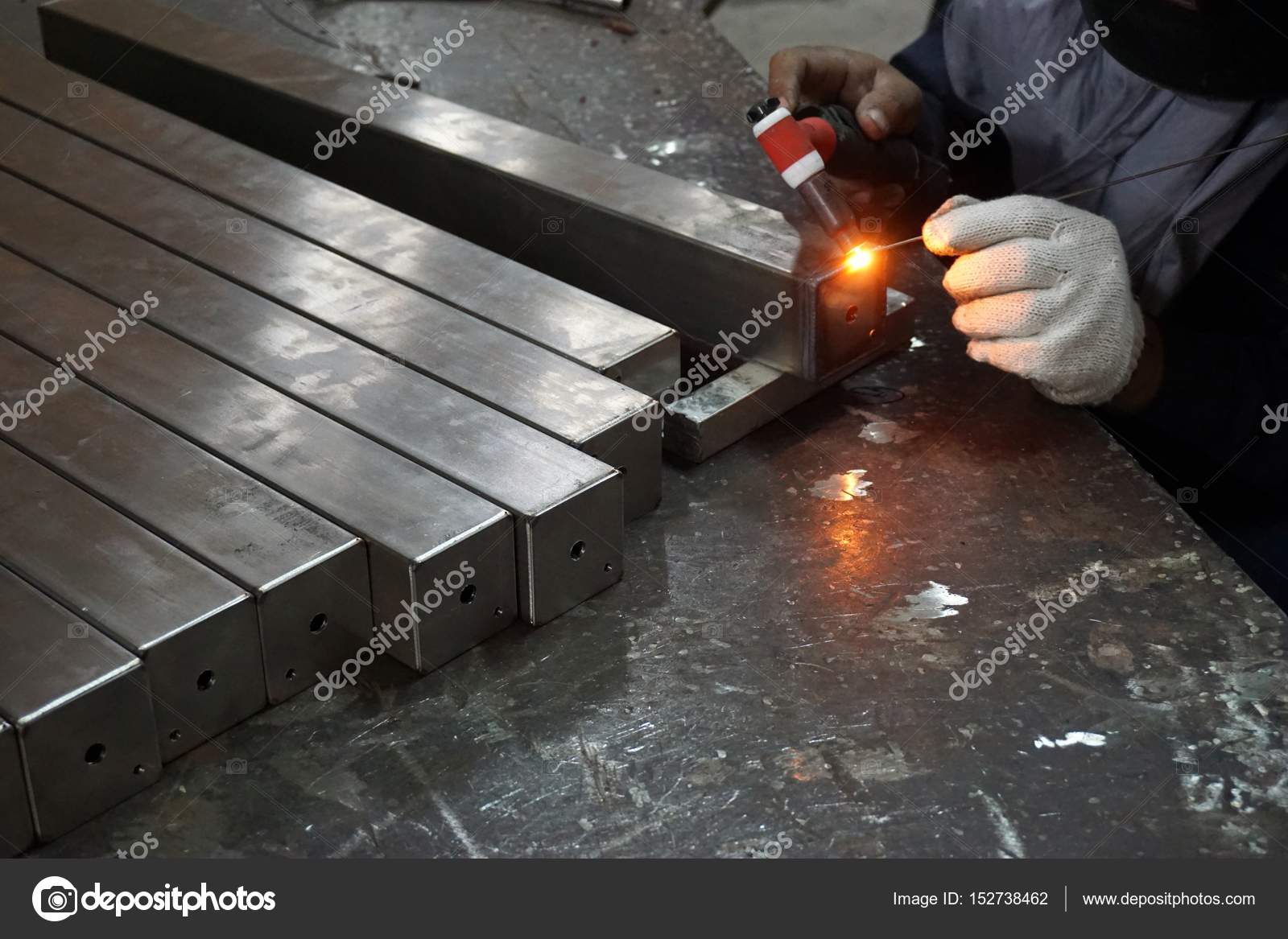 К сожалению, многие предполагают, что его можно сваривать так же, как углеродистую сталь.
К сожалению, многие предполагают, что его можно сваривать так же, как углеродистую сталь.
На самом деле, это первая и худшая ошибка, которую можно совершить: предположить, что он будет сваривать (и вести себя) как углеродистая сталь.
Существует множество марок нержавеющих сталей с очень разными механическими и химическими свойствами. Получение четкого представления о нержавеющих сплавах, их свойствах, способах их сварки и выборе правильного сплава для данного применения — это наука, которой овладели очень немногие.Этот пост не является попыткой обеспечить ускоренный курс сварки нержавеющих сталей. Вместо этого мы хотим сосредоточиться на 5 наиболее распространенных ошибках при сварке нержавеющей стали. Ошибки, которых вам обязательно следует избегать.
Ошибка №1: Предполагается, что он сваривается так же, как углеродистая сталь.
Нержавеющие стали имеют очень разные физические свойства, чем углеродистые стали. Обладая более высоким тепловым расширением и гораздо более низкой теплопроводностью, чем углеродистая сталь, нержавеющая сталь имеет тенденцию деформироваться, деформироваться и создавать всевозможные проблемы с подгонкой. Если вы впервые свариваете листовой металл из нержавеющей стали, вам определенно придется столкнуться с этой проблемой. Советы по контролю искажений см. в разделах «7 способов контроля искажения» и «4 свойства материалов, влияющих на искажение».
Если вы впервые свариваете листовой металл из нержавеющей стали, вам определенно придется столкнуться с этой проблемой. Советы по контролю искажений см. в разделах «7 способов контроля искажения» и «4 свойства материалов, влияющих на искажение».
и низкая теплопроводность делают ее легко деформируемой при сварке.
Ошибка №2: Использование одних и тех же инструментов как для нержавеющей, так и для углеродистой стали.
Сварка нержавеющей стали должна быть полностью отделена от углеродистой стали.Многие проблемы могут возникнуть, когда оба свариваются на одних и тех же станциях. Например, если вы используете щетку для нержавеющей стали на сварных швах из углеродистой стали, а затем используете ее на сварных швах из нержавеющей стали, вы вводите железо в сварной шов из нержавеющей стали. Это приведет к преждевременной коррозии. Лучше иметь отдельные инструменты.
Ошибка № 3: Не знать тип/марку нержавеющей стали, которую вы свариваете.
Существует множество марок нержавеющей стали, каждая из которых имеет свои характеристики и механические свойства.Одни легко поддаются сварке, другие склонны к растрескиванию. Использование неправильного присадочного металла может привести к катастрофическим последствиям. Всегда знайте основной материал, чтобы выбрать правильный присадочный металл.
Растрескивание при затвердевании (горячее растрескивание) представляет собой проблему при сварке нержавеющей стали. Очень важен правильный выбор присадочного металла. Вид сверху: 304 приварен к A36 с присадочным металлом 308.
Ошибка №4: Использование защитного газа, используемого для углеродистой стали.
Хотите верьте, хотите нет, но это чрезвычайно распространенное явление.При сварке нержавеющих сталей мы хотим убедиться, что содержание углекислого газа и/или кислорода не превышает 2-3%. Многие мастерские будут использовать газ, который они используют для углеродистой стали (например, 90% аргона/10% углекислого газа при сварке MIG) для нержавеющей стали. Что скрывает эту проблему, так это то, что он хорошо сваривается и выглядит нормально. Но такое высокое содержание углекислого газа приведет к преждевременной коррозии. Хуже всего то, что он пройдет визуальный осмотр и покинет ваш магазин, но через несколько недель или месяцев вам позвонит ваш покупатель и скажет, что сварные швы ржавеют.
Что скрывает эту проблему, так это то, что он хорошо сваривается и выглядит нормально. Но такое высокое содержание углекислого газа приведет к преждевременной коррозии. Хуже всего то, что он пройдет визуальный осмотр и покинет ваш магазин, но через несколько недель или месяцев вам позвонит ваш покупатель и скажет, что сварные швы ржавеют.
Ошибка №5: Сварка слишком горячая.
Особенно это заметно при сварке методом TIG. Когда вы свариваете слишком жарко, вы существенно снижаете уровень хрома. Хром — это то, что обеспечивает коррозионную стойкость, поэтому вы получите преждевременную коррозию, если не будете контролировать свои процедуры. Это особенно верно для аустенитных нержавеющих сталей (например, серии 300). Сварка с очень высокой входной мощностью приводит к низкой скорости охлаждения, что увеличивает время, проводимое в диапазоне чувствительности.Эта проблема иногда создает необходимость закалки после сварки. К счастью, нержавеющие стали серии 300 не подвержены охрупчиванию, как углеродистые стали. При сварке нержавеющей стали старайтесь свести к минимуму тепловложение.
При сварке нержавеющей стали старайтесь свести к минимуму тепловложение.
Ссылка: Металлы и способы их сварки
Сварка толстых и тонких деталей
Если следовать наилучшему дизайну, то соединение толстых деталей с тонкими должно быть сведено к минимуму. Когда нам нужно соединить толстое с тонким, мы должны следовать некоторым основным правилам, чтобы добиться успеха.Более толстая часть всегда сможет поглотить больше тепла, чем более тонкая. Также следует учитывать теплопроводность материалов и их влияние на процесс сварки. Такие материалы, как алюминий, могут поглощать гораздо больше тепла, чем сталь или нержавеющая сталь.
При сварке чего-то толстого с тонким, мы должны убедиться, что у нас правильно настроена сила тока, иначе мы рискуем сжечь более тонкую из двух частей. Если мы установим низкую силу тока, чтобы предотвратить чрезмерное плавление при сварке, мы рискуем не иметь достаточно тепла, чтобы расплавить бегущую часть.Кроме того, если мы установим слишком высокий уровень силы тока, чтобы нагреть более толстую часть, мы рискуем сжечь или расплавить более тонкую часть.
Один из подходов заключается в использовании правильной силы тока для более тонкого материала. Используя горелку или другой нагревательный инструмент, нагрейте более толстую часть до точки, в которой она легко приварится к более тонкой части. Использование этого процесса также полезно для увеличения эффективной теплоты, которую вы можете получить с помощью некоторых небольших сварочных аппаратов. Если мы предварительно нагреем основной материал, мы сможем сварить более толстый материал, чем обычно.
Другой метод, который мы можем использовать, заключается в установке силы тока, достаточной для сварки более толстой из двух металлических частей. Когда мы свариваем, мы просто целуем край более тонкой части и направляем большую часть тепла на более толстую часть. Угол наклона горелки и электрода может сыграть большую роль при использовании этой техники. Наличие достаточного количества присадочного металла в соединении также действует как огнетушитель на более тонкую часть.
Есть еще один трюк, который мы можем использовать, когда сталкиваемся с проблемой сварки тонкого и толстого .Мы можем разместить радиатор на обратной стороне более тонкой части. Если мы поместим кусок меди, латуни или алюминия на обратную сторону более тонкой части, это может предотвратить преждевременное плавление до того, как более толстая часть будет готова расплавиться. Блок, зажатый на обратной стороне листа или пластины, сделает свое дело.
Твердый стержень или стержень, вставленный в трубу, также хорошо работает. Возможность механической обработки детали иногда является лучшим способом изготовления необходимого радиатора или оснастки. Для этих целей всегда пригодится немного обрезков алюминия и меди.Будьте изобретательны в использовании и применении, потому что существует более одного правильного подхода к проблеме сварки.
Если детали изготовлены из нержавеющей стали, титана или никелевых сплавов, необходимо рассмотреть возможность использования продувки инертным газом на обратной стороне более тонкого компонента для предотвращения загрязнения, засахаривания или чрезмерного образования карбида. Если мы прожжем более тонкий материал и у нас не будет обратной продувки инертным газом, мы можем повредить материал без возможности ремонта.Мы должны проявлять особую осторожность, чтобы не перегреть эти материалы, и следить за тем, чтобы уровни силы тока соответствовали спецификациям процедуры сварки.
Если мы прожжем более тонкий материал и у нас не будет обратной продувки инертным газом, мы можем повредить материал без возможности ремонта.Мы должны проявлять особую осторожность, чтобы не перегреть эти материалы, и следить за тем, чтобы уровни силы тока соответствовали спецификациям процедуры сварки.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Сварка аустенитной нержавеющей стали. Часть 2
Предыдущая статья Job Knowledge , № 103, касалась металлургии аустенитных нержавеющих сталей и некоторых проблем сварки, с которыми можно столкнуться.
Аустенитные нержавеющие стали можно сваривать всеми имеющимися на рынке сварочными процессами. Для большинства аустенитных сплавов доступны соответствующие присадочные металлы, за исключением отсутствия присадочного металла типа 304 (этот сплав обычно сваривают с присадочным металлом типа 308) и припоя типа 321 из-за проблем переноса. титан по дуге.Стали типа 321 обычно свариваются с присадкой типа 347.
Для большинства аустенитных сплавов доступны соответствующие присадочные металлы, за исключением отсутствия присадочного металла типа 304 (этот сплав обычно сваривают с присадочным металлом типа 308) и припоя типа 321 из-за проблем переноса. титан по дуге.Стали типа 321 обычно свариваются с присадкой типа 347.
В документе Job Knowledge 103 также упоминалось, что аустенитные нержавеющие стали представляют собой металлургически простые сплавы, и на механические свойства при комнатной температуре изменения в процедуре сварки не оказывают существенного влияния. Однако увеличение содержания кислорода и феррита снизит ударную вязкость при криогенных (~-196°C) температурах.
Электроды с основным покрытием для ручной дуговой сварки с регулируемой короткой длиной дуги и основными агломерированными флюсами для дуги под флюсом необходимы для обеспечения наилучшей ударной вязкости при использовании процессов дуговой сварки.Сталь и присадочный металл следует выбирать с как можно более низким содержанием феррита, скажем, от 1 до 3% для достижения наилучших результатов испытания по Шарпи-V.
И наоборот, для обеспечения наилучшего сопротивления ползучести следует выбирать сталь марки «Н» и использовать рутиловые или кислотно-рутиловые электроды и дуговые флюсы для погружения в кислоту. Они улучшают сопротивление ползучести за счет увеличения содержания титана и ниобия в металле сварного шва, образуя большую концентрацию карбидов, укрепляющих зерно.
Сварка корневого шваTIG (GTAW) всегда должна выполняться с обратной продувкой инертным газом, чтобы предотвратить потерю хрома (и, следовательно, коррозионной стойкости). Для этой цели обычно используется аргон.Азот можно использовать, но существует риск того, что наплавленный металл поглотит азот, в результате чего он станет полностью аустенитным и чувствительным к горячим трещинам.
Двумя характеристиками аустенитных нержавеющих сталей, которые отличают их от ферритных сталей, являются коэффициенты теплопроводности и расширения. Аустенитные нержавеющие стали имеют низкий коэффициент теплопроводности, примерно в 1/3 меньше, чем у ферритной стали при комнатной температуре, и коэффициент теплового расширения примерно на 30% больше, чем у ферритной стали.
Более высокое расширение в более узкой ЗТВ приводит к более высоким остаточным напряжениям и большей деформации. Это особая проблема при изготовлении тонких листов, где достижение желаемых допусков на размеры может быть чрезвычайно трудным и дорогостоящим. Использование методов ускоренного охлаждения, таких как медные охладители или замораживающий газ (типичным примером этого подхода является метод жидкого CO 2 с низким напряжением и отсутствием искажений), использовалось для снижения искажений до приемлемого уровня.
Одной из основных причин использования аустенитной нержавеющей стали является ее коррозионная стойкость. Хотя это в первую очередь зависит от содержания хрома в стали, углерод также оказывает серьезное, но неблагоприятное воздействие, приводящее к форме коррозии, известной как межкристаллитная или межкристаллитная коррозия (ICC), или разрушению сварного шва, локальному эффекту, ограничивающемуся ЗТВ.
Карбиды, присутствующие в ЗТВ аустенитной нержавеющей стали, растворяются при нагревании и восстанавливаются при охлаждении во время теплового цикла сварки. К сожалению, эти новые осадки образуются преимущественно в виде карбидов хрома на границах зерен, истощая хром из области, непосредственно прилегающей к границе, что приводит к локальной потере хрома и снижению коррозионной стойкости. Если образуется достаточное количество карбидов хрома, это приводит к образованию сетки стали вдоль границ зерен, чувствительной к коррозии; сталь была сенсибилизирована. Эта сенсибилизация происходит в зоне ЗТВ, которая подвергается воздействию температур от 600 до 900°C и времени, которое может составлять всего 50 секунд.
К сожалению, эти новые осадки образуются преимущественно в виде карбидов хрома на границах зерен, истощая хром из области, непосредственно прилегающей к границе, что приводит к локальной потере хрома и снижению коррозионной стойкости. Если образуется достаточное количество карбидов хрома, это приводит к образованию сетки стали вдоль границ зерен, чувствительной к коррозии; сталь была сенсибилизирована. Эта сенсибилизация происходит в зоне ЗТВ, которая подвергается воздействию температур от 600 до 900°C и времени, которое может составлять всего 50 секунд.
Существует несколько способов преодоления этой трудности. Термическая обработка на твердый раствор (1050°C с последующей закалкой водой) повторно растворяет карбиды, и они остаются в растворе при быстром охлаждении. Хотя это устранит обедненные хромом области, обработка раствором сложных сварных конструкций редко бывает практичной.
Наиболее очевидной альтернативной технологией является снижение содержания углерода. Это имеет два полезных эффекта:
- Чем ниже содержание углерода, тем больше времени требуется для образования карбидов. При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода требуемое время составляет около восьми часов, что маловероятно при сварке!
- Чем ниже содержание углерода, тем меньше карбидов образует непрерывную сеть, обедненную хромом. Следовательно, марки «L», типа 304L или 316L, предпочтительны там, где требуется наилучшая коррозионная стойкость.
 При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода требуемое время составляет около восьми часов, что маловероятно при сварке!
При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода требуемое время составляет около восьми часов, что маловероятно при сварке!Еще один метод заключается в добавлении легирующих элементов, которые вместо хрома образуют карбиды; таким образом, были разработаны стабилизированные марки 321 и 347, содержащие соответственно титан и ниобий.
Титан и ниобий являются очень сильными карбидообразователями, которые осаждают карбиды при более высоких температурах, чем те, при которых образуются карбиды хрома, поэтому углерод не может реагировать с хромом. Однако даже эти стабилизированные марки могут подвергаться коррозии в очень узкой полосе вблизи линии сплавления (так называемая коррозия по линии ножа) в присутствии горячих кислот. Это связано с более высоким и более ограниченным температурным диапазоном растворения карбидов ниобия или титана.Решение, как указано выше, состоит в том, чтобы ограничить содержание углерода максимум до 0,03%.
Это связано с более высоким и более ограниченным температурным диапазоном растворения карбидов ниобия или титана.Решение, как указано выше, состоит в том, чтобы ограничить содержание углерода максимум до 0,03%.
Сварочные материалы также должны выбираться с низким содержанием углерода, если требуется наилучшая коррозионная стойкость. Большинство расходных материалов для дуговой сварки содержат менее 0,03% углерода, но существуют присадочные металлы с содержанием углерода до 0,10%; их следует использовать только для сварки стали марки «H», где требуется хорошее сопротивление ползучести.
Хотя сварка MAG (GMAW) часто используется, следует помнить, что нагар возможен при использовании смесей аргон/CO 2 , особенно если сварка выполняется в режиме переноса погружением.Поэтому смеси аргона/2% кислорода обычно предпочтительнее там, где требуется наилучшая коррозионная стойкость, но смесь аргон/10% CO 2 /2% кислорода является хорошим компромиссом, который можно использовать для широкого спектра применений.
Другая серьезная проблема, связанная с эксплуатацией аустенитных нержавеющих сталей, связана с коррозионным растрескиванием под напряжением. Это может быть вызвано растворами сильных щелочей, но в первую очередь виноваты галогениды (хлориды, фториды и бромиды). Растрескивание происходит в областях с высоким напряжением, как следует из названия, и поэтому не ограничивается только сварными швами, но именно в сварных швах и рядом с ними обнаруживаются напряжения, приближающиеся к пределу текучести металла, и это представляет особую проблему.
Растрескивание носит трансгранулярный характер, и скорость его распространения может быть очень высокой при идеальных условиях. Например, в горячих концентрированных растворах хлоридов проникновение в тонкие листовые детали может произойти в течение нескольких минут. Однако чем ниже температура и/или концентрация кислоты, тем соответственно медленнее скорость распространения трещины. Поэтому аустенитные нержавеющие стали обычно не используются там, где присутствуют галогениды. Даже в этом случае коррозионное растрескивание под напряжением (SCC) может произойти из-за загрязнения либо продукта в трубе или сосуде, либо снаружи морской водой, особенно там, где жидкость может концентрироваться в щелях.
Даже в этом случае коррозионное растрескивание под напряжением (SCC) может произойти из-за загрязнения либо продукта в трубе или сосуде, либо снаружи морской водой, особенно там, где жидкость может концентрироваться в щелях.
Чтобы исключить вероятность SCC, единственным решением является снятие напряжения со сварного шва при температуре от 700 до 900°C. Следует помнить, что:
- это может повысить чувствительность стали, поэтому следует использовать только марки с низким содержанием углерода и
- сталь может охрупчиваться из-за образования сигма-фазы (см. Знания о работе 103 ) при более низких температурах термообработки.
К снятию местного напряжения следует подходить с осторожностью, поскольку температурные градиенты могут привести к возникновению напряжений за пределами нагретой полосы; Поэтому могут потребоваться более широкие полосы нагрева и более строгий контроль градиентов температуры, чем это требуется по спецификациям или кодам. Обработка раствором (замачивание при температуре 1050°C с последующим очень быстрым охлаждением, в идеале закалка водой) устраняет все остаточные напряжения, избегая при этом как сенсибилизации, так и охрупчивания, но редко применима для сварных узлов.
Обработка раствором (замачивание при температуре 1050°C с последующим очень быстрым охлаждением, в идеале закалка водой) устраняет все остаточные напряжения, избегая при этом как сенсибилизации, так и охрупчивания, но редко применима для сварных узлов.
В качестве альтернативы можно выбрать более прочную сталь; молибденовые подшипники марки 316 лучше, чем марки 304 или 321. Ферритные нержавеющие стали ( Job Knowledge 101 ) не восприимчивы к SCC хлоридов.
Автор этой статьи: Джин Мазерс .
аспектов сварки Mig тонкого листа из нержавеющей стали
Принципы сварки MIG
Согласно Справочнику по сварке AWS, том 2, сварка MIG представляет собой «процесс дуговой сварки, в котором используется дуга между непрерывным электродом из присадочного металла и сварочной ванной. Этот процесс используется с защитой от подаваемого извне газа и без приложения давления. «. Проволока обычно подается в катушках и подается к сварочной дуге с помощью электродвигателя подачи без ручного управления процессом подачи проволоки, т. е. в полуавтоматическом режиме.
е. в полуавтоматическом режиме.
В большинстве материалов, за исключением алюминия, используется так называемый «источник питания с постоянным потенциалом», который автоматически регулирует дуговой промежуток, изменяя скорость выгорания проволоки.
РЕЖИМЫ ПЕРЕНОСА МЕТАЛЛА
При использовании стандартной системы сварки MIG возможны четыре режима переноса металла: режим короткого замыкания (или погружением), шаровидный, струйный и импульсный режимы.
Передача с коротким замыканием — это режим, в котором используется самый низкий диапазон силы тока и, следовательно, самый низкий уровень тепловложения из четырех вариантов.По сути, электрод контактирует с расплавленной сварочной ванной, замыкая электрическую цепь. Нагрев электрода сопротивлением происходит до тех пор, пока кончик проволоки не расплавится и не перейдет в сварочную ванну. Затем дуга гасится до тех пор, пока кончик проволоки не соприкоснется со сварочной ванной, и цикл начинается снова. Этот процесс повторяется от 20 до 200 раз в секунду.
Этот процесс повторяется от 20 до 200 раз в секунду.
Шариковая передача использует несколько более высокие токи, чем для передачи с коротким замыканием, но меньшие, чем те, которые используются для режима распыления.Дуга непрерывна, но расплавленный металл перемещается по дуге характерным шарообразным образом, причем диаметр шарика больше диаметра электрода.
Распылительный перенос использует самые высокие диапазоны тока, имеет непрерывную дугу, а металл сварного шва переносится через дугу множеством крошечных капель. Диаметр капель равен или меньше диаметра электрода, а также сопровождается электрической силой, толкающей эти капли через дугу, отсюда и термин перенос распылением.
Импульсный перенос достигается за счет использования более низкого сварочного тока, при котором обычный перенос распылением был бы невозможен, а затем подачи фоновых импульсов мощности через систему. Типичная частота импульсов может достигать 40 кГц, и это, в свою очередь, переносит одну каплю через дугу за импульс, таким образом обеспечивая перенос струи при более низких сварочных токах.
ЗАЩИТНЫЕ ГАЗЫ
Различные защитные газы доступны от многих поставщиков, которые были усовершенствованы для различных применений.Основным эффектом, который оказывают эти газы, является их способность влиять на стабильность дуги и режим переноса металла.
Обычными защитными газами MIG являются аргон и CO2. При всех используемых сварочных токах CO2 обычно дает капельный или шаровидный перенос, в то время как весь диапазон переносов можно получить с помощью аргона.
Смеси этих двух газов, а также одно- или двухпроцентное добавление кислорода также часто используются при сварке MIG углеродистых и низколегированных сталей
. Они были разработаны для получения наилучших характеристик обоих газов и улучшения стабильности дуги, текучести металла, плавления боковых стенок, смачиваемости
и т. д.
ПРОБЛЕМЫ, СВЯЗАННЫЕ С СВАРКОЙ МИГ ЛИСТОВЫХ МАТЕРИАЛОВ
Неудивительно, что сварка листового металла методом МИГ должна иметь ограничения, особенно на тонких участках. Сварка MIG представляет собой процесс с относительно высоким подводом тепла, и, следовательно, скорость теплопередачи от сварочной ванны становится важной. Окружающий материал должен поддерживать и поддерживать сварочную ванну, пока она не затвердеет. Окончательный сварной шов также должен иметь приемлемый профиль валика с визуальным качеством и качеством поверхности в соответствии с требованиями спецификации.Поступление тепла должно быть сведено к минимуму, а это, в свою очередь, предполагает короткое замыкание
Сварка MIG представляет собой процесс с относительно высоким подводом тепла, и, следовательно, скорость теплопередачи от сварочной ванны становится важной. Окружающий материал должен поддерживать и поддерживать сварочную ванну, пока она не затвердеет. Окончательный сварной шов также должен иметь приемлемый профиль валика с визуальным качеством и качеством поверхности в соответствии с требованиями спецификации.Поступление тепла должно быть сведено к минимуму, а это, в свою очередь, предполагает короткое замыкание
или режим шаровой передачи. К сожалению, эти режимы склонны к разбрызгиванию.
Должен быть достигнут компромисс между тепловложением, скоростью перемещения, свариваемостью и формой валика, которые зависят от состава газа.
В таблице показаны некоторые результаты сварки MIG листа аустенитной нержавеющей стали с использованием проволоки диаметром один миллиметр с различными газами. Записанные вольты и амперы показывают самые низкие настройки, при которых достигается указанный стабильный режим передачи.
Представляющие интерес значения, которые легли в основу эксперимента, представляют собой электрические параметры, а именно ампер и вольт. Скорость движения, очевидно, важна для снижения тепловложения, но основной целью было влияние состава газа на стабильный режим переноса.
ВЫВОДЫ
Полученные результаты не только подтвердили ожидаемые проблемы при сварке тонкого листа нержавеющей стали, но и выявили некоторые интересные моменты
при использовании импульсного режима переноса.Как и ожидалось, перенос распылением не рекомендуется для тонких листов.
в качестве альтернативной добавки к защитным газам определенно имеет преимущества в достижении приемлемого профиля сварного шва по сравнению с более распространенными газовыми смесями
даже при полуавтоматической сварке, но от сварщика требуется более высокая степень компетентности, чтобы иметь возможность обращаться с необходимые более высокие скорости движения.
Импульсная обработка помогает преодолеть проблемы, связанные с формой валика и прожогом, а при наличии оборудования сводит на нет преимущества газа, содержащего гелий. При добавлении гелия по-прежнему необходимы более высокие скорости перемещения в импульсном режиме. Использование гелийсодержащей смеси с импульсным режимом должно обеспечить комбинированное преимущество меньшего тепловложения и более высокой производительности и, как мы надеемся, меньше искажений в результате.
При добавлении гелия по-прежнему необходимы более высокие скорости перемещения в импульсном режиме. Использование гелийсодержащей смеси с импульсным режимом должно обеспечить комбинированное преимущество меньшего тепловложения и более высокой производительности и, как мы надеемся, меньше искажений в результате.
Слова Джима Хендерсона.
Воспроизведено с разрешения из Австралазийского журнала по сварке, том 45, четвертый квартал, стр. 21.
Эта статья опубликована в журнале Australian Stainless — выпуск 20, февраль 2002 г. .
Методы сварки тонкостенных труб из нержавеющей стали. Трубы и фитинги из нержавеющей стали
Методы сварки тонкостенных труб из нержавеющей стали
Тонкостенные трубы из нержавеющей стали обычно означают: диаметр трубы от φ5 до 50 мм, а толщина стенки от δ0,3 до 1,0 мм.
Форма сварных соединений: сварка тонких и тонких труб, сварка тонких и толстых труб (в том числе сварка труб крест-накрест и концентрическая сварка), самая трудная для сварки проблема — легко прожечь, развалиться, для чего необходимо принять определенные меры. технологические мероприятия.
технологические мероприятия.
Способ сборки сваркой такой:
- Соединение между тонкой трубкой и тонкой трубкой может быть в форме скручивания (отбортовки), с использованием самоплавления в аргоновой дуге или подходящей проволочной сварки;
- Тонкая труба приваривается к толстой трубе и обычно приваривается вставным методом. Для предотвращения прожога и разрушения в тонкую трубку может быть вставлен медный стержень или асбестовый стержень, диаметр которого несколько меньше внутреннего диаметра тонкой трубки.
Если тонкая трубка непрямая, в тонкую трубку можно поместить огнеупорный или желтый шлам, чтобы предотвратить разрушение во время сварки. Это не только предотвращает прогорание, но и действует как задняя защита сварного шва.
Примечание. При использовании медного стержня в качестве внутренней трубки всегда обращайте внимание на то, расплавился ли медный стержень (можно в любой момент вытащить, охладить и затем вставить).
Аргонно-дуговая сварка тонкостенных труб из нержавеющей стали в основном использует прерывистую сварку и небольшие спецификации.Используемый сварочный аппарат должен обладать: высокочастотной дугообразующей способностью, сварочным током с увеличением и уменьшением мощности, а также отличной стабильностью дуги при малом токе. Ждать. Сваривать его должен квалифицированный аргонный сварщик. Обратите внимание на начальное положение дуги, длину дуги, способ образования и время существования расплавленной ванны, время дугового интервала и способ добавления проволоки.
Параметры сварки:
- Сварочный ток 10~20А;
- Напряжение дуги 10 В;
- Расход аргона составляет от 6 до 10 л/мин.
- Диаметр вольфрамового электрода от 1,0 до 1,2 мм;
- Диаметр сопла 6 ~ 8 мм;
- Ток продлевается на 2 секунды;
- Текущее время затухания составляет 1 секунду;
- Диаметр проволоки от 0,6 до 0,8 мм.
Материал в принципе аналогичен основному металлу; продолжительность каждого участка сварки должна быть короткой и не слишком большой, как правило, менее 5 секунд.
Другие методы сварки, сварка тонкостенных труб из нержавеющей стали В дополнение к экономичной вольфрамовой аргонодуговой сварке, микролучевой плазменно-дуговой сварке, лазерной сварке, электронно-лучевой сварке, пайке и т. д.также можно использовать.
Автор: поставщик труб из нержавеющей стали и поставщик труб из нержавеющей стали KAYSUNS.
Как сварить листовой металл с помощью сварочного аппарата
Настоящая хитрость при сварке листового металла заключается в использовании подачи проволоки. Шутка, этот совет должен объяснить, как сваривать листовой металл с помощью сварочного аппарата. Сварочный аппарат с подачей проволоки или TIG идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Не существует абсолютного ответа «согласно Хойлу», но я всегда считал все, что меньше 3/16″, тонким.Итак, с этого момента мы говорим о материале менее 3/16″. Первое, что нужно выяснить, это какие стержни и какого размера стержни использовать. Если у вас есть хороший новый материал 1/8″, я бы выбрал удилища 3/32″ 7018. Если у вас есть старые ржавые окрашенные удилища 14 калибра, я мог бы использовать удилища 1/8″ или 3/32″ 6011. Вы можете спросить меня, почему бы вам просто не сошлифовать ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если она выщерблена, вы сотрёте весь материал, прежде чем очистите его. Не только это, но если вы просто что-то быстро ремонтируете, просто сварите это.Скорее всего, если материал настолько плохой, сварной шов в любом случае прослужит намного дольше остального материала. Возвращаясь к моей точке зрения, удилище 6011 я выберу в любое время. Это позволяет вам двигаться намного быстрее, чем воля 7018.
Если у вас есть хороший новый материал 1/8″, я бы выбрал удилища 3/32″ 7018. Если у вас есть старые ржавые окрашенные удилища 14 калибра, я мог бы использовать удилища 1/8″ или 3/32″ 6011. Вы можете спросить меня, почему бы вам просто не сошлифовать ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если она выщерблена, вы сотрёте весь материал, прежде чем очистите его. Не только это, но если вы просто что-то быстро ремонтируете, просто сварите это.Скорее всего, если материал настолько плохой, сварной шов в любом случае прослужит намного дольше остального материала. Возвращаясь к моей точке зрения, удилище 6011 я выберу в любое время. Это позволяет вам двигаться намного быстрее, чем воля 7018.
Что касается самой сварки, я предпочитаю использовать взмахи, когда сварочный стержень движется в том же направлении, что и я. В основном просто движение вперед-назад. Причина этого в том, чтобы не накапливать слишком много тепла в одном месте. Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прогореть.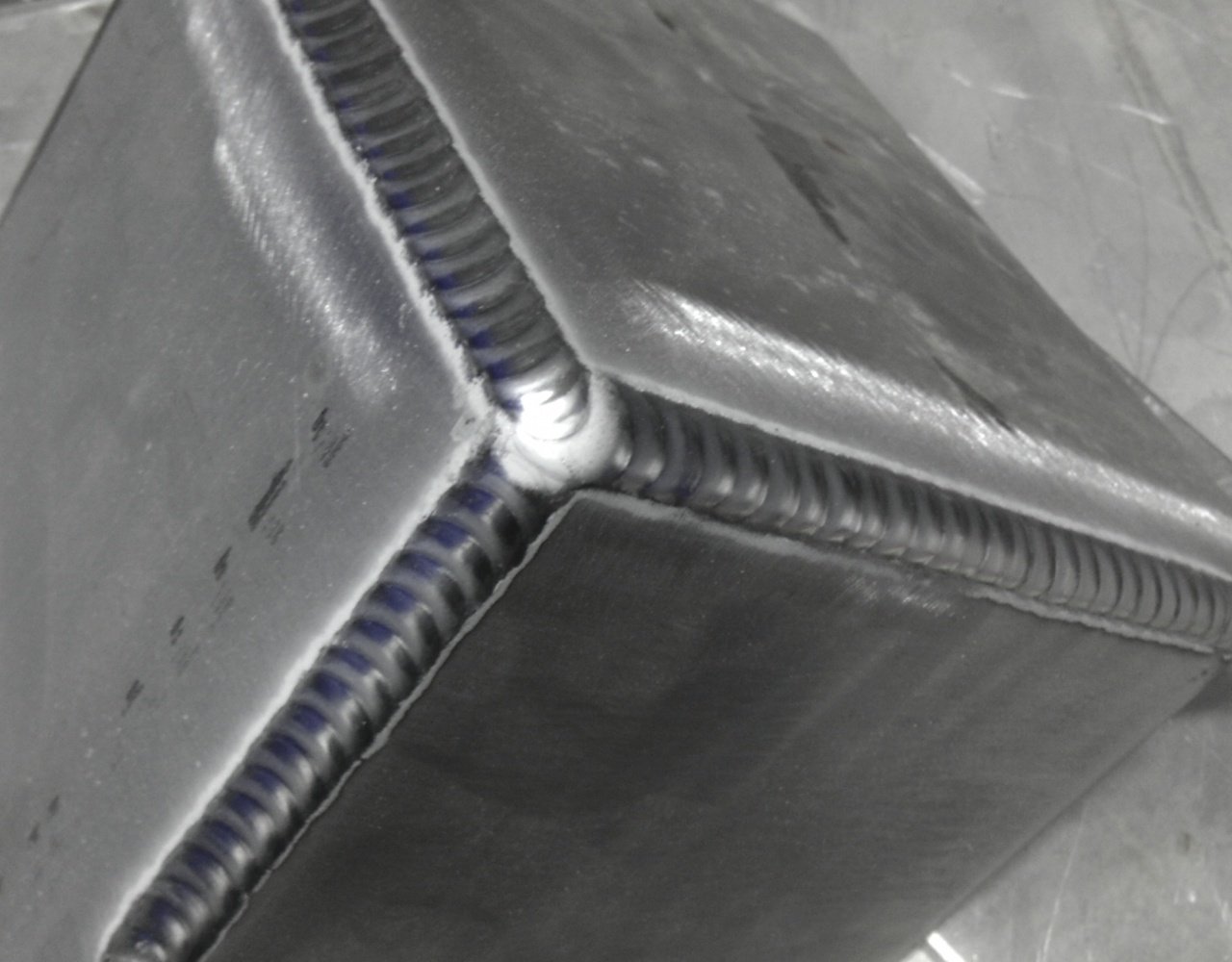 Если вы выполняете вертикальную сварку, не бойтесь запускать 6011 под уклон. Если материал действительно тонкий, я также буду использовать взбивающее движение вниз по склону. Я знаю, что это противоречит некоторым принципам захоронения шлака, но когда материал тонкий, это не имеет большого значения. Почти все, что сделано из тонкого материала, сваривается. Скажем, например, вы латаете бак воздушного компрессора, в котором есть ржавая дыра. Вы будете приваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности.Если вы делаете секцию воздуховода, вы будете его сваривать для воздуха, а не для прочности, вы поняли.
Если вы выполняете вертикальную сварку, не бойтесь запускать 6011 под уклон. Если материал действительно тонкий, я также буду использовать взбивающее движение вниз по склону. Я знаю, что это противоречит некоторым принципам захоронения шлака, но когда материал тонкий, это не имеет большого значения. Почти все, что сделано из тонкого материала, сваривается. Скажем, например, вы латаете бак воздушного компрессора, в котором есть ржавая дыра. Вы будете приваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности.Если вы делаете секцию воздуховода, вы будете его сваривать для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что в крайнем случае с помощью сварочного аппарата можно сделать практически все. Требуется лишь немного практики, чтобы это произошло. Просто возьмите кусок листового металла, чтобы правильно установить тепло, и отправляйтесь в город. Хороший тепловой режим для стержней 1/8″ 6011 на тонком материале составляет около 80-90 ампер.