Технология порошкового окрашивания | Порошковая покраска металла
Подробнее о каждом этапе:
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
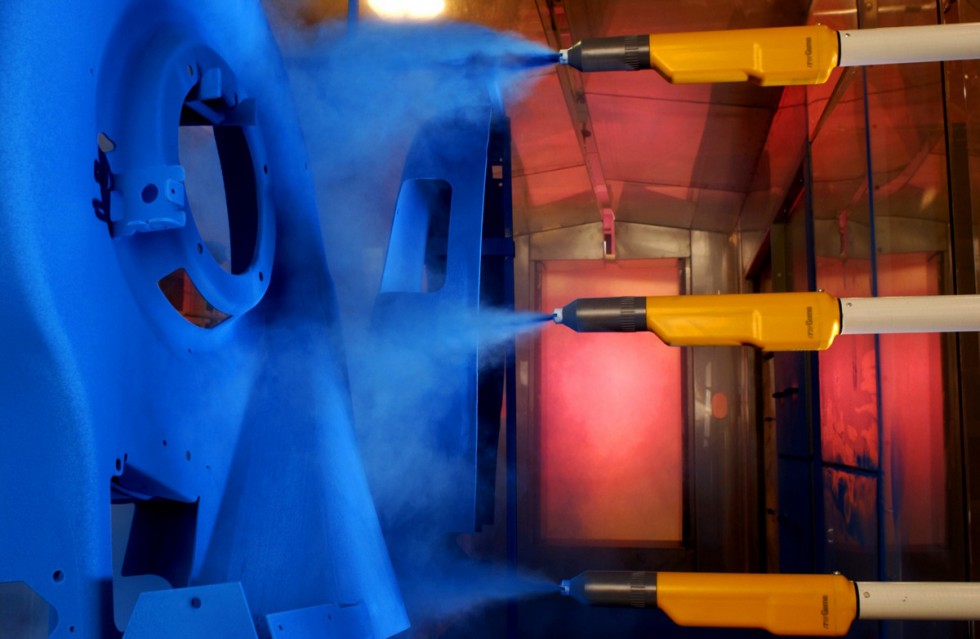
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.


Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.

Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.

Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой.

Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
 Он предназначен для создания определенного давления в камере окрашивания;
Он предназначен для создания определенного давления в камере окрашивания;Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.

Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
 Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Там они собираются в специальном бункере, а затем повторно используются или утилизируются.Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
ИтогПорошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Технологии порошковой покраски
Порошковая покраска – это современный метод защиты металлических поверхностей от действия внешних факторов и придания изделия из металла эстетичного внешнего вида. Порошковая краска, которая при этом применяется, представляет собой мелкодисперсный порошок. Он изготавливается на базе полимерных смол и содержит отвердители и пигменты.
Порошковая краска, которая при этом применяется, представляет собой мелкодисперсный порошок. Он изготавливается на базе полимерных смол и содержит отвердители и пигменты.
Такая краска ложится на поверхность равномерным слоем, имеющим толщину от 35 до 250 мкм. Один слой этой краски заменяет 2-3 слоя обычной. Покрытие из нее не царапается и не повреждается при транспортировке изделий. Палитра порошковой краски имеет большое количество цветов и может воспроизводить сложные фактуры гранита, серебра, бронзы. Смешивать разные краски нельзя.
Для покраски порошковой краской требуется такое оборудование:
- камера нанесения, которая оснащена отсосами, предназначенными для сбора краски;
- пневматический пистолет-распылитель;
- питатель, который вместе с распылителем образует инструмент для нанесения краски;
- полимеризационная камера, в которой происходит запекание краски при высокой температуре.

Базовая технология
Технология порошковой покраски металла состоит в нанесении на предварительно подготовленную металлическую поверхность частиц порошка, которые удерживаются на ней при помощи силы электростатического притяжения. Потом под действием высокой температуры частицы порошка плавятся и полимеризуются, результатом чего становится образование качественного, надежного и достаточно прочного покрытия.
Покраска порошковой краской с тех пор, как она была изобретена в Германии в 1950 году, получила очень широкое распространение в производстве металлических изделий, стройматериалов и в металлургии. В продаже можно встретить покрытые порошковой краской инструменты и медицинское оборудование, спортинвентарь, бытовую технику и даже мебель, а также разнообразные изделия из листового металла и алюминиевые профили.
Подготовка поверхности
Краска для порошковой покраски поставляется уже в готовом виде. Подготовка поверхности состоит в удалении с нее загрязнений, ржавчины и пыли, при этом, для обезжиривания применяются химические вещества. Заготовка обязательно внимательно осматривается на наличие заусенцев, кромок, наплывов от пайки и сварных швов. Дополнительные свойства (устойчивость к износу, увеличение твердости) поверхностям могут быть приданы при помощи хроматирования (погружение заготовок в раствор окислителей, изготовленных на основе солей хрома) или фосфатирования (покрытие заготовок слоем фосфатов), что является особенно востребованным при окраске дисков.
Заготовка обязательно внимательно осматривается на наличие заусенцев, кромок, наплывов от пайки и сварных швов. Дополнительные свойства (устойчивость к износу, увеличение твердости) поверхностям могут быть приданы при помощи хроматирования (погружение заготовок в раствор окислителей, изготовленных на основе солей хрома) или фосфатирования (покрытие заготовок слоем фосфатов), что является особенно востребованным при окраске дисков.
Нанесение слоя порошковой краски
Порошковая краска, которая распыляется при проведении работ, но не закрепляется на изделии, может собираться и повторно использоваться, что сводит потери краски к 1-4%. Процесс нанесения краски не является сложными или слишком трудоемким, поэтому себестоимость окрашивания поверхностей таким образом невысокая.
Инструмент для нанесения краски, состоящий из питателя и пистолета-распылителя, создает смесь краски с воздухом, образовывает факел и придает частицам красящего вещества электрический заряд. Эти частицы оседают на окрашиваемой поверхности и удерживаются на ней при помощи силы электрического притяжения.
Эти частицы оседают на окрашиваемой поверхности и удерживаются на ней при помощи силы электрического притяжения.
Производится нанесение краски в специальной покрасочной камере. В помещении, где будет проводиться окраска, необходимо обеспечить хорошую вентиляцию. Если требуется красить не всю поверхность изделия, то применяется специальная маскировка. После маскировки и очистки изделие закрепляют на транспортере и переносят в камеру, где происходит процесс нанесения покрытия. Краску до ее обработки в камере полимеризации можно легко стереть или сдуть, поэтому до полимеризации покрытия следует соблюдать повышенную осторожность.
Оплавление и полимеризация покрытия
Технология порошковой покраски металла предусматривает обработку окрашенных изделий в специальной камере при температуре 200-250 градусов по Цельсию. Поэтому, покраска порошковой краской применяется только для тех изделий, которые способны выдержать эту температуру. Кроме металла, при помощи этой технологии окрашиваются изделия из стекла и керамики.
Температура отвердения такой краски указывается производителем и зависит от ее состава. В печи краска оплавляется и очень хорошо сцепляется с поверхностью изделия, проникая в его поры. Увеличения твердости покрытия и предупреждение появления таких дефектов, как потеки, можно достичь при сниженных температурах и более длительных сроках оплавления краски в камерах для полимеризации.
Системы рекуперации
Наибольшее распространение получили 2 системы рекуперации (рециркуляции) порошковой краски: циклонная и картриджная. В циклонной системе лишний порошок затягивается при помощи засасывающего воздухопровода камеры нанесения краски. В этом помогает воздушный поток, который создается вентилятором системы рекуперации. За счет цилиндрической формы циклона смесь из воздуха и порошка движется в нем по особой траектории. Порошковая смесь разделяется на частицы размером менее 20 мкм и более 20 мкм, затем более крупные частицы выпадают в рециркуляционный бункер и автоматически переносятся обратно в питательную емкость. Остальные более мелкие частицы затягиваются в фильтр. Циклонная система рекуперации дает возможность использовать любое нужное количество порошковых красок, не заменяя оборудования. Потери порошка в таких системах составляют около 10%.
Остальные более мелкие частицы затягиваются в фильтр. Циклонная система рекуперации дает возможность использовать любое нужное количество порошковых красок, не заменяя оборудования. Потери порошка в таких системах составляют около 10%.
Картриджные системы рекуперации более экономичные. В них потери порошка достигают всего 2-3%. Но из-за сложности очистки они применяются для нанесения порошка только одного цвета. Частицы краски отделяются от воздушного потока картриджным фильтром и удерживаются ним, а затем при помощи обратного импульса периодически стряхиваются с фильтра и отбрасываются в специальный приемник, откуда поступают в питательную емкость.
Обеспечение и контроль качества порошковой покраски
Коррозия металла, подвергшегося порошковой покраске, исключена. Защищенные таким образом изделия не выцветают на солнце. Поскольку нанесение покрытия при помощи такой краски невозможно вручную, а только в специальных условиях с использованием специально предназначенного для этого оборудования, то качество окрашивания получается высоким. При обнаружении дефекта исправление отдельного участка невозможно, поэтому изделие перекрашивается целиком после того, как предыдущий слой краски будет снят, а поверхность тщательно обезжирена и просушена.
При обнаружении дефекта исправление отдельного участка невозможно, поэтому изделие перекрашивается целиком после того, как предыдущий слой краски будет снят, а поверхность тщательно обезжирена и просушена.
Массивные изделия для получения качественного покрытия следует заранее прогревать. Чтобы окрашенная поверхность не повредилась, изделие с неостывшей после обработки в камере поверхностью транспортировать запрещено. Использование порошковой краски позволяет получать прочные и долговечные покрытия при минимальных затратах времени и труда.
Заказать услугу нанесения покрытия из порошковой краски любого цвета можно в УЗЛК. Этот способ окрашивания является самым безопасным для окружающей среды и людей. К тому же, он – отличная альтернатива окрашивания изделий руками, позволяющая создавать более прочные и эстетичные покрытия.
Технология порошковой покраски металла | Эксперты отделки
Гусевский Андрей АнатольевичТехнология порошковой покраски металла
Порошковая покраска металла технология не такая и сложная. Здесь надо просто соблюдать технологию и вы получите качественную и привлекательную поверхность.
Здесь надо просто соблюдать технологию и вы получите качественную и привлекательную поверхность.
Сегодня мы расскажем, что из себя представляет технология порошковой окраски и как ее сделать правильно причем своими руками. Тогда конечная цена будет не большой. Так же на видео в этой статье и фото вы сможете найти много дополнительной и нужной информации.
Содержание статьи
Что такое порошковая покраска
Технология порошковой покраски несколько отличается от обычной. Судя по названию можно понять, что краска является мелкодисперсным порошком. В его структуре заключаются неорганические и органические вещества, а именно полимеры. Технология окраски порошковой экологически безопасна и дает идеальное и долговечное покрытие.
Благодаря ей можно добиться декоративного покрытия детали и придать наилучшего эстетического вида. Краска оплавляться при двухсот градусах температуры. Для покраски данным методом отлично подходит метал и стекло.
Свою популярность порошковая краска завоевала по следующим преимуществам:
- Ее использование куда экономнее от классических видов.
- Порошковая краска невероятно быстро высыхает после нанесения.
- Это продукт очень просто в использовании.
- Здесь присутствует различная декоративность.
- Прочность и долговечность — особенное важные характеристики для любой краски.
- Экологичность.
- В ее состав входят полимерные смолы, отвердители и прочие пигментирующие. На них воздействует высокая температура печи (приблизительно до 200 градусов). Она формирует в них прочность и идеальность покрытия.
- Данный метод окрашивания применяется только к той поверхности, которая способна выдержать процесс полимеризации. Ведь для нее понадобится высокий уровень нагрева температуры.

Чтобы создать однородное покрытие, нужно использовать камеру полимеризации (см. Делаем печь для порошковой покраски своими руками). Своего рода это печь, в которой поддерживается температура до 200 градусов.
Внимание: Перед покраской стоит задуматься над тем, или способна окрашиваемая деталь выдержать столь высокий уровень температуры.
 Хотя сам процесс не занимает много времени, но последствия конкретно зависят от самого предмета окрашивания.
Хотя сам процесс не занимает много времени, но последствия конкретно зависят от самого предмета окрашивания.Конечно, есть и некоторые минусы. Например, для окрашивания своими руками понадобится большое умение, так как сам технологический процесс требует особые условия. Разве вы сможете заменить камеру полимеризации?
Есть затруднения с цветом. Нельзя смешать два вида порошка, чтобы добиться какого-то определенного цвета и оттенка. Попросту вы не добьетесь однотонности. В целом, рынок предоставляет самые различные варианты по выбору цвета.
Какое оборудование нужно для порошковой краски
Технология нанесения порошковых красок предполагает наличие покрасочной камеры. Просто на воздухе ничего сделать не получится.
- Чтобы процесс покраски был выполнен быстро и качественно, для этого понадобится правильно подобрать помещение. По правде говоря, для такого вида работы подойдет и гараж. Главное, чтобы там было достаточно места для размещения необходимого оборудования и для самого удобства в работе.
- Перед начало процесса окраски следует подготовить само оборудование. В роли оборудовании выступает специальная камера. Большая часть работы как раз в ней и происходит. Характеристики данной печи зависят от обрабатываемого материала.
Аспекты, которые следует знать при покраске:
- В специальной камере размещается еще одна камера, которая отвечает за напыление порошковой краски в саму печь. Если вы не планируете заниматься порошковой окраской постоянно, можно обойтись и без плавильной печи. Духовочный шкаф также подойдет для данного вида работы.
- Кроме основного оборудования, понадобится и дополнительное. Речь идет про электростатический пистолет-пульверизатор (см. Пульверизатор для краски: особенности использования). Важно, чтобы в его функционале присутствовала возможность подключить сжатый воздух. В принципе, можно использовать и компрессор. Для него понадобится фильтр высокого давления.
- Технологические процессы порошковой покраски по металлу требуют помещение с хорошим освящением. Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
- Что делать с остатками краски? В этом вам поможет рекуператор. Конечно, вы можете обойтись и без профессионального оборудования. Достаточно будет использовать пылесос циклонного типа. Но не в коем случае не стоит воспользоваться обычным, так как он будет забиваться. В целом, для эксплуатации такого ассортимента оборудования важно потребуется мощная электросеть.
- Если окрашиваться будут изделия больших объемов или габаритов, эффективно будет использовать транспортную систему. Важно, чтобы каждую деталь можно было свободно передвигать для более тщательного этапа окраски.
- Специальная транспортная система способствует ускоренному процессу окрашиванию порошковой краской. Передвигаемые тележки на рельсах значительно повышают скорость производства и уровень удобства самого процесса нанесения краски.
 Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
Для этого дела подойдут дневные лампы. Главное, чтобы на поверхность лампы не налипала краска. Еще понадобится хорошая вентиляция. Она послужит защитой для вашего здоровья. Ибо без вентиляции процесс работы может оказывать вред для человеческого организма.
В чем заключается принцип окрашивания порошковой краской
Технология порошковой окраски металла предполагает равномерное распыление красителя по плоскости. В этом процесса равномерно ложится на поверхность окрашиваемого предмета. Чтобы добиться долгой стойкости краски, нужно выполнять работу равномерно и не спеша.
Цена покрытия большая, но давайте разберемся, на сколько оно привлекательно:
- Стоимость порошковой покраски такая же самая, как и традиционной. Тем не менее, преимуществ у нее куда больше, чем от стандартных методов.
- Детали окрашиваемые порошковой краской приобретают декоративные качества. Например, вы можете найти на рынке самые разнообразные цвета и оттенки. В их выборе могут находится универсальные цвета (к примеру, серебристый и золотистый).
- Данным методом покраски можно добиться различного вида стилистики. Допустим, вам необходимо, чтобы окрашиваемый материал выглядел как бронза, серебро или гранит. В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.
 В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.
В этом отлично поможет краска по металлу порошкового состава. Кроме этих эффектов доступны и другие. А именно, применение на рабочем материале эффекта хамелеона, перламутр и антик. То есть, кроме структуры изделия, возможно изменить и фактуру.Правила порошковой покраски
Сейчас очень часто присутствует необходимость в покраске металла, а значит многих заинтересует метод порошковой покраски. Он может гарантировать эстетичность и защиту изделию, а сам процесс окрашивания не требует длительных сроков. Это один из самых популярных методов признанный по европейским стандартам.
Нанесение порошкового красителя
| Обработка материала | Перед началом работы нужно как следует подготовить материал. От этого зависит весь успех наложения краски и как она будет смотреться в дальнейшем. Чего следует избегать перед покраской, так это загрязнений и ржавчины.
|
| Подходим к концу подготовки поверхности | После тщательной очистки понадобится осуществить химическое обезжиривание, а после чего просушить материал. В зависимости от будущей эксплуатации изделия, порошковое окрашивание может требовать хроматирование или фосфатирование поверхности перед нанесением слоя краски. Особенно это касается окраски дисков. |
| Маскировка | Иногда не все части детали приходится красить, а для этого используют маскировку. Она помогает прикрыть те места, которые не нуждаются в покраске. Зачастую маскировку частично используют, чтобы разделить детали на необходимое число частей не требующих покраску. Например, покрывают резьбу и шлифованные части. |
| Красим метал | После маскировки и тщательной очистки изделие закрепляют на транспортере. А после его переносят в специальную камеру, где будет происходить процесс порошковой окраски. Дальше начинается режим распыления при помощи электростатического инструмента. По завершению предыдущих этапов работ, краска будет держатся за счет энергии нанесенной специальным устройством. При неосторожности ее можно легко сдуть или стереть. |
| Покрытие металла полимерным методом | Как упоминалось выше, слой порошка не закреплен и от него легко можно избавиться. Соответственно, закрепить его можно при помощи камеры полимеризации. В печи краска будет оплавляться, а после она затвердеет. Этот процесс осуществляется при довольно высокой температуре. Слой краски при максимальном нагреве быстро расплавляется и сцепляется с поверхностью детали, так как проникает в ее поры. |
 Конечно, в таком случае, нанесенный слой поверх другого не будет столь эффективным, чем при прямом контакте с материалом.
Конечно, в таком случае, нанесенный слой поверх другого не будет столь эффективным, чем при прямом контакте с материалом. Такой же метод используют при покраске дисков.
Такой же метод используют при покраске дисков.Завершение работы
Специальная печь выполнила свою работу и осталось только извлечь деталь. Нужно дать время остыть изделию, в то время как порошковая краска конкретно станет твердой. На все это понадобится 24 часа, чтобы получить гарантированную прочность.
Итак:
- Для метода порошковой покраски металлических изделий крайне необходимо специальное оборудование и прилежное для данной работы помещение. Естественно, что в связи с такими требованиями гарантированы конкретные расходы. Вы можете сэкономить за аренду места воспользовавшись своим же гаражом. Тем не менее, покупать столь профессиональное оборудование стоит в том случае, если вы планируете им пользоваться на постоянной основе.
- Какое выбрать оборудование для себя? Профессионалы советуют приобрести продукцию от компании Encore. Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски.
- Если хотите осуществить быструю и качественную покраску, рекомендуется выбирать система с автоматическим режимом. Она вмещает в себе дополнительные комплектации с манипуляторами, которые облегчают работу. При крупном бизнесе советуется воспользоваться интегрированной системой управления. Таким способом технологический процесс будет значительно оптимизирован.
- Еще одно преимущество автоматических систем заключается в том, что они позволяют сэкономить приблизительно до 20 процентов используемого материала, а в данном случае это касается порошка. Вот в ручном режиме сэкономить вряд ли получиться. Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.
 Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски.
Она предлагает широкий выбор систем окрашивания, как для ручного режима, так и для автоматического. Данную продукцию могут себе позволить приобрести обычные бизнесмены и более крупные клиенты, у которых налажено свое собственное производство. От компании Encore вы можете получить полный ассортимент оборудования: оборудование порошкового напыления, электростатический инструмент, камеры ручной и автоматической окраски. Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.
Тем не менее, ручной вариант не такой дорогой по стоимости в отличии от автоматического.Порошковая технология нанесения не такая и сложная. Приобретя себе камеру вполне на этом можно и зарабатывать деньги. Инструкция поможет вам не допустить ошибок при выполнении работы.
Технология нанесения порошковой покраски на металлические изделия защищает поверхность от коррозии
Технология порошковой окраски металла экологически безопасна, экономична и, в отличие от жидких красок, обходится без подтеков и разводов. Метал окрашивают не только в декоративных целях (и в первую очередь, пожалуй, вовсе не в них) но и с тем, чтобы защитить поверхность от воздействия влаги, перепадов температуры и механических повреждений, однако, надо заметить, что разнообразнейший выбор цветов в палитрах большинства производителей красок, позволяет подобрать любой необходимый оттенок.
Порошковые краски — это композиции (в виде порошка, соответственно), составленные из термопластичных и термореактивных полимеров, смешанных с пигментами. Что это такое: термопластичные полимеры могут многократно при нагревании размягчаться, а при охлаждении отвердевать. Это свойство обусловлено линейным строением молекул — при нагревании ослабевает взаимодействие между ними, и они могут сдвигаться относительно друг друга. К ним относятся ПВХ, полипропилен, полиэтилен, поливинилбутираль, полиамиды и др.
Что это такое: термопластичные полимеры могут многократно при нагревании размягчаться, а при охлаждении отвердевать. Это свойство обусловлено линейным строением молекул — при нагревании ослабевает взаимодействие между ними, и они могут сдвигаться относительно друг друга. К ним относятся ПВХ, полипропилен, полиэтилен, поливинилбутираль, полиамиды и др.
Термореактивные полимеры — это материалы с пространственной структурой молекул. Неплавкие и нерастворимые стекловидные твердые вещества, которые при нагревании затвердевают (кремнийорганические полимеры, эпоксидные и полиэфирные смолы, фенолформальдегидные,).
Кроме того, в составе порошковых красок присутствуют отвердители и вещества, ускоряющие процесс отверждения. Дисперсионный состав бывает разный — величина частиц различная, и разброс тут весьма значительный: от 5 до 350 мкм. Размер выбирается в зависимости от способа нанесения. «Напыляется» порошковая краска, заранее подготовленную поверхность металла.
На очищенное металлическое изделие напыляется порошковая краска. Частицы порошка переносятся электрическим полем. Заряд передается частицам от внешнего источника, и они притягиваются к поверхности, имеющей противоположный заряд. Не попавший на изделие порошок улавливается в камере и может быть вновь использован. После этого покрытый порошком металл отправляется в камеру полимеризации для «запекания».
Частицы порошка переносятся электрическим полем. Заряд передается частицам от внешнего источника, и они притягиваются к поверхности, имеющей противоположный заряд. Не попавший на изделие порошок улавливается в камере и может быть вновь использован. После этого покрытый порошком металл отправляется в камеру полимеризации для «запекания».
В итоге получается монолитный слой качественного покрытия.
Способы и технология порошковой покраски металла
Отличия в составе и технологии использования порошковой краски, выделяют данный вид покрытия в «особый класс» относительно остальных лакокрасочных материалов. В настоящее время порошковая окраска металлических изделий получила существенное распространение в промышленности, начиная от самолётостроения вплоть до выпуска бытовых товаров и принадлежностей.
Блок: 1/4 | Кол-во символов: 355
Источник: https://kraskacentr.ru/kraski/pokraska/poroshkovaya-okraska.html
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Блок: 2/12 | Кол-во символов: 414
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Суть метода порошковой окраски
На очищенное изделие напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Неосевшие на изделие частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что невозможно при использовании обычных жидких красок. Далее изделие с нанесённой порошковой краской переносится в камеру полимеризации для «запекания» краски.
В процессе формирования покрытия из нанесённого порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процесс формирования покрытия осуществляется путём нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая плёнка.
Оплавление порошковых красок делится на три стадии: 1) порошок оплавляется и переходит в вязко-текучее состояние; 2) образуется монолитный слой из оплавленных частиц порошка; 3) окрашиваемая поверхность смачивается расплавленным полимером, вследствие чего формируется покрытие.
Основные области применения
- окрашивание любых металлических комплектующих для изделий;
- окрашивание готовых металлических изделий, которые выдерживают нагрев до 200 градусов по Цельсию;
- окрашивание керамики и стеновых камней;
- окрашивание МДФ, стекла.

Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все покрытия (за редким исключением).
Оборудование для порошковой окраски
Порошковые краски наносят на детали либо электростатическим распылением, либо их погружением в псевдоожиженный слой порошковой краски (с электризацией частиц или без неё), либо методом газопламенного распыления.
Швейцарская компания GEMA в начале 70-х впервые в мире успешно внедрила высоковольтный каскад в окрасочный пистолет.
Для запекания порошковой краски используются печи полимеризации. Печь полимеризации — закрытая камера, внутренний рабочий объём которой нагревается до необходимой для полимеризации температуры. Окрашиваемое изделие помещается внутрь камеры, где и происходит полимеризация порошкового покрытия.
Печь полимеризации — закрытая камера, внутренний рабочий объём которой нагревается до необходимой для полимеризации температуры. Окрашиваемое изделие помещается внутрь камеры, где и происходит полимеризация порошкового покрытия.
Блок: 2/4 | Кол-во символов: 2782
Источник: https://ru.wikipedia.org/wiki/%D0%9F%D0%BE%D1%80%D0%BE%D1%88%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D0%BE%D0%BA%D1%80%D0%B0%D1%81%D0%BA%D0%B0
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Блок: 3/12 | Кол-во символов: 502
Источник: https://superarch. ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Блок: 3/6 | Кол-во символов: 1654
Источник: https://promzn.ru/metallurgiya/poroshkovaya-okraska-metalla. html
html
Анодирование алюминия
При этом способе защитный слой на алюминий наносится при помощи гальванического метода. Сейчас известно много способов покраски алюминия в домашних условиях, но прочное покрытие можно получить только с использованием анодирования, а в остальных случаях покраска алюминиевых поверхностей даст только временный результат.
Анодированием называют процесс, направленный на улучшение внешнего вида металла и защиту его от окисления. После проведения всех процедур этого метода поверхность металла приобретает красивый серый оттенок, и изделие можно красить подходящей краской (например, анилиновым красителем).
- Для начала готовят два раствора высокой концентрации – из пищевой соды и из поваренной соли. Вещества растворяют в воде не менее полу часа, периодически помешивая, далее отстаивают растворы в течение 15 минут и процеживают.
- Для приготовления электролита оба раствора смешивают в стеклянной или фарфоровой емкости из пропорции 9 частей раствора с содой и 1 часть соляного раствора, при этом тщательно смешивая жидкости.
- Изделие из алюминия предварительно зачищают мелкой наждачной бумагой, обезжиривают специальным средством или раствором стирального порошка в горячей воде, а затем промывают под проточной водой. Для того, чтобы не оставить на подготовленной детали следы пальцев, брать ее надо за края или в перчатках.
- Тем временем электролит переливают в алюминиевую емкость и туда кладут алюминиевое изделие. В качестве источника тока можно использовать автомобильный аккумулятор или регулируемый выпрямитель тока с напряжением 12 вольт и величиной тока 2 Ампера. Минус подключают к алюминиевой емкости, а плюс – к самой детали. Плотность тока при этом должна составлять около 15 миллиампер на квадратный сантиметр.
- Сам процесс анодирования длится около полутора часов, при этом деталь должна приобрести серовато-голубой налет.
- После этого деталь можно оставить в текущем состоянии или же покрасить ее раствором анилинового красителя. Для приготовления раствора на литр воды, подогретой на 60-80 градусов, берут 1 мл уксусной кислоты и 15 грамм красителя. В раствор помещают деталь и оставляют на 10-15 мин. В зависимости от продолжительности воздействия меняется насыщенность цвета.

 В раствор помещают деталь и оставляют на 10-15 мин. В зависимости от продолжительности воздействия меняется насыщенность цвета.
В раствор помещают деталь и оставляют на 10-15 мин. В зависимости от продолжительности воздействия меняется насыщенность цвета.Блок: 3/4 | Кол-во символов: 2214
Источник: https://whitestrip.ru/pokraska-aljuminija-poroshkovoj-kraskoj/
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
Схема нанесения цветного состава по электростатическому принципу
- Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным
- Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
 Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Блок: 2/5 | Кол-во символов: 2128
Источник: http://OtdelkaGid.ru/raboty/pokraska-pobelka/tekhnologiya-poroshkovogo-okrashivaniya-metalla.html
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.
Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.

У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.
Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для порошковой покраски – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.
Блок: 3/7 | Кол-во символов: 2223
Источник: https://www.gvozdem.ru/remont-stroyka/tekhnologiya-pokraski-poroshkovoy-kraskoy/
Разновидности порошковой краски
Используемые в данной технологии антикоррозионной защиты металла сухие полимерные порошки разделяют на две основные группы по типу образования пленки на поверхности изделия:
- термореактивные – полимеризация происходит после ряда химических преобразований;
- термопластичные – образование монолитной пленки происходит при высоких температурах без химических реакций.
В современном промышленном производстве термореактивные порошковые краски более распространены. В их состав входят полиэфирные, эпоксидные или акриловые смолы в виде мелкодисперсного порошка.
Главное преимущество термореактивных порошковых красок в отсутствии последующей после полимеризации термической деформации при нагревании окрашенного изделия. Это крайне важно для металлоизделий, эксплуатируемых в сложных условиях при повышенных температурах.
В состав термопластичных порошковых красок входят такие полимеры, как нейлон, винил или полиэстер. Твердый слой на поверхности изделия образуется в результате остывания массы. Состав покрытия остается таким же, как и до его нанесения и запекания. Это дает возможность повторно плавить порошок.
Блок: 4/7 | Кол-во символов: 1180
Источник: https://www.gvozdem.ru/remont-stroyka/tekhnologiya-pokraski-poroshkovoy-kraskoy/
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
 Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.Блок: 4/12 | Кол-во символов: 1143
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
Пескоструйная зачистка на данный момент считается самой качественной
- Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
Обезжиривание и травление являются обязательными этапами подготовки

Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Следует знать! Стадии подготовки могут разниться в зависимости от того, какие изделия подвергаются обработке, и сферы их применения. Порой достаточно провести тщательную очистку и обезжиривание.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
- Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
Обработку заготовки необходимо проводить в средствах индивидуальной защиты
- Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
- Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение.
При финишном прогреве температура в печи может доходить до 200ºС
- Изделие перемещается в печь. На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.

Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
Блок: 5/5 | Кол-во символов: 3073
Источник: http://OtdelkaGid.ru/raboty/pokraska-pobelka/tekhnologiya-poroshkovogo-okrashivaniya-metalla. html
html
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Блок: 5/12 | Кол-во символов: 746
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Техника безопасности
Основными видами угрозы при порошковой окраске изделий являются:
- попадание пыли в лёгкие и на поверхность кожи маляра;
- образование взрывоопасной пылевоздушной смеси.
Видео: порошковая покраска металлических дверей
Эти угрозы устраняются использованием индивидуальных защитных средств и качественной системой вентиляции, как покрасочной камеры, так и печи «спекания». В обязательном порядке производят качественное заземление используемого оборудования.
Блок: 4/4 | Кол-во символов: 474
Источник: https://kraskacentr.ru/kraski/pokraska/poroshkovaya-okraska.html
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.

Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Блок: 6/6 | Кол-во символов: 1751
Источник: https://promzn. ru/metallurgiya/poroshkovaya-okraska-metalla.html
ru/metallurgiya/poroshkovaya-okraska-metalla.html
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Блок: 6/12 | Кол-во символов: 937
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
 Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.Блок: 8/12 | Кол-во символов: 1002
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Вклад участников
Сотников Алексей, сотрудник Т.Б.М.
Блок: 8/8 | Кол-во символов: 56
Источник: https://www.wikipro.ru/wiki/poroshkovaya-pokraska-i-eyo-tehnologiya/
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Блок: 11/12 | Кол-во символов: 799
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.

Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Блок: 12/12 | Кол-во символов: 882
Источник: https://superarch.ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya
Количество использованных доноров: 8
Информация по каждому донору:
- http://OtdelkaGid.ru/raboty/pokraska-pobelka/tekhnologiya-poroshkovogo-okrashivaniya-metalla.html: использовано 2 блоков из 5, кол-во символов 5201 (16%)
- https://www.gvozdem.ru/remont-stroyka/tekhnologiya-pokraski-poroshkovoy-kraskoy/: использовано 2 блоков из 7, кол-во символов 3403 (11%)
- https://superarch. ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya: использовано 8 блоков из 12, кол-во символов 6425 (20%)
- https://promzn.ru/metallurgiya/poroshkovaya-okraska-metalla.html: использовано 3 блоков из 6, кол-во символов 5898 (19%)
- https://www.wikipro.ru/wiki/poroshkovaya-pokraska-i-eyo-tehnologiya/: использовано 2 блоков из 8, кол-во символов 635 (2%)
- https://kraskacentr.ru/kraski/pokraska/poroshkovaya-okraska.html: использовано 3 блоков из 4, кол-во символов 4552 (14%)
- https://whitestrip.ru/pokraska-aljuminija-poroshkovoj-kraskoj/: использовано 2 блоков из 4, кол-во символов 2878 (9%)
- https://ru.wikipedia.org/wiki/%D0%9F%D0%BE%D1%80%D0%BE%D1%88%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D0%BE%D0%BA%D1%80%D0%B0%D1%81%D0%BA%D0%B0: использовано 1 блоков из 4, кол-во символов 2782 (9%)
 ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya: использовано 8 блоков из 12, кол-во символов 6425 (20%)
ru/stroitelstvo/kraska/poroshkovaya-okraska-metallicheskix-izdelij-texnologiya-vyipolneniya: использовано 8 блоков из 12, кол-во символов 6425 (20%)Окраска металлоизделий с помощью порошка. Эффективный и проверенный метод
Внешний вид металлической поверхности, подвергнутой порошковой окраске, отличается от ожидаемого: абсолютная ровность слоя, равномерность по толщине и повышенная сцепляемость. При некоторой сложности технологии достигаемый результат такой антикоррозионной обработки успешно конкурирует с анодированием, цинкованием и прочими методами поверхностной защиты металла.
При некоторой сложности технологии достигаемый результат такой антикоррозионной обработки успешно конкурирует с анодированием, цинкованием и прочими методами поверхностной защиты металла.
Метод порошкового окрашивания и подготовка исходной поверхности
Окраска металла порошком представляет собой процесс напыления полимерсодержащего красителя с последующей высокотемпературной обработкой поверхности. При этом исходный компонент – порошок – является смесью мелких фракций органических смол, красящих пигментов и отвердителей. Процесс требует соответствующего технического оснащения, поэтому все стойкие порошковые покрытия получаются обычно в промышленных условиях. Однако простейшие операции по нанесению порошковой краски на металлические поверхности можно выполнить и в домашних условиях. Потребуются наличие собственной мастерской или гаража, а также некоторые финансовые вложения для приобретения оборудования.
Основой высококачественного поверхностного покрытия является, как и при любом ином способе окраски, тщательная подготовка поверхности. Порошковая краска потребует полного отсутствия жировых пятен или налётов ржавчины. Это связано с последующей полимеризацией нанесенного покрытия, сцепление которого с металлом при наличии указанных веществ будет неудовлетворительным.
Порошковая краска потребует полного отсутствия жировых пятен или налётов ржавчины. Это связано с последующей полимеризацией нанесенного покрытия, сцепление которого с металлом при наличии указанных веществ будет неудовлетворительным.
Очистка исходной поверхности происходит в следующей последовательности:
- Удаление жировых плёнок погружением обрабатываемого изделия в любой органический растворитель.
- Механическая или химическая очистка поверхности от участков с оксидной плёнкой.
- Фосфатирование или оксалатирование.
- Пассивирование (опционально, при особо высоких требованиях к антикоррозионным показателям готового изделия) в хромсодержащих средах.
- Промывка горячей, а затем холодной водой.
- Сушка: может быть естественной, а можно использовать сушильные шкафы.
Для очистки от ржавчины или окалины допустимы как механические способы (крацевание, пескоструйная обработка), так и химические/электрохимические. При выборе механической очистки следует применять варианты, в наименьшей степени влияющие на качество подготовленной поверхности, поскольку толщина последующего покрытия не всегда оказывается достаточной, чтобы скрыть микроцарапины или лунки. С экологической точки зрения лучше всего электрохимическая очистка, когда изделие погружают в раствор трёххлористого железа и обрабатывают токами плотностью 15…20 мА/см2.
При выборе механической очистки следует применять варианты, в наименьшей степени влияющие на качество подготовленной поверхности, поскольку толщина последующего покрытия не всегда оказывается достаточной, чтобы скрыть микроцарапины или лунки. С экологической точки зрения лучше всего электрохимическая очистка, когда изделие погружают в раствор трёххлористого железа и обрабатывают токами плотностью 15…20 мА/см2.
Если предпочтение отдаётся всё же химическому травлению в кислотах, то необходимо позаботиться о надлежащей вентиляции помещения, а персоналу — работать в индивидуальных средствах защиты. Используется высококонцентрированная соляная или ортофосфорная кислота (очистка в серной кислоте приводит к насыщению поверхности металла хрупкими гидридами, поэтому изделие приходится выдерживать на воздухе в течение суток).
Нанесение на очищенную поверхность тонкого слоя солей фосфорной (для чёрных металлов) или щавелевой (для легированных сталей и цветных сплавов) кислот – этап, не обязательный, но существенный с точки зрения последующей эксплуатационной стойкости изделия. В результате повышается в несколько раз коррозионная стойкость конструкции, и увеличивается последующая адгезия порошковой краски к поверхности.
В результате повышается в несколько раз коррозионная стойкость конструкции, и увеличивается последующая адгезия порошковой краски к поверхности.
Как происходит окраска?
Порошковая окраска металлоизделий выполняется исключительно механизированными инструментами – промышленными пульверизаторами. Метод распыления гарантирует не только равномерность нанесения краски, но и дополнительную стойкость против коррозии, поскольку при этом исключается неравномерность наносимого таким способом покрытия. Порошковое окрашивание металлоконструкций выполняют в два этапа: вначале производится грунтовка, целью которой является, с одной стороны, снижение расхода краски, а с другой – образование плёнки, увеличивающей сцепление краски с металлом. Только потом выполняется окраска.
Грунтовка может быть двух видов:
- Пассивная (применяется для цветных сплавов, а также для стальных изделий, не эксплуатируемых в жёстких условиях). Для такой грунтовки используют эпоксидные композиции;
- Активная, при которой в состав грунта дополнительно вводят соединения цинка. Применяется при круглогодичной эксплуатации металлоконструкций на открытом воздухе.
 Применяется при круглогодичной эксплуатации металлоконструкций на открытом воздухе.
Применяется при круглогодичной эксплуатации металлоконструкций на открытом воздухе.После грунтовки изделие следует высушить в естественных условиях.
Для порошковой окраски деталь помещают в специальную герметизированную камеру, где и выполняется напыление краски. Наличие камеры обеспечивает улавливание тех мелкодисперсных частиц красителя, которые не осели на поверхность, с последующей их утилизацией. Для этого камеры снабжают соответствующими фильтрами и эффективной системой вытяжной вентиляции. Для больших объёмов применения порошковой краски используются автоматические камеры проходного типа, более компактные тупиковые камеры производят порошковое окрашивание металлоконструкций небольших размеров.
Метод распыления использует эффект электростатического притяжения частиц красящего порошка к поверхности металла. С этой целью изделие заземляют, а красящий состав под высоким давлением подают на поверхность. Возникающие силы взаимодействия и трения обеспечивают надёжное прилипание красящего состава к металлу.
После окраски изделие помещают в печь, где окрашенный слой расплавляется. В результате полимерная краска становится более однородной по высоте слоя, а также приобретает характерный внешний вид: в зависимости от температуры полимеризации поверхность может быть матовой или глянцевой. Матовая поверхность формируется при температурах более 180…2000С, глянцевая – при меньших температурах. После полимеризации готовое изделие высушивают на воздухе.
Порошковое окрашивание своими руками
Как красить порошковой краской в домашних условиях – подобным вопросом задаются многие. Конечно, монолитное покрытие заводского качества здесь получить сложно, но небольшие изделия вполне доступны для такой окраски.
При соблюдении тех же стадий окрашивания, потребуются:
- Наличие закрытого помещения, оборудованного системой принудительной приточно-вытяжной вентиляции.
- Качественный пневмопистолет, который при работе способен создать давление распыления не менее 4…5 атм. (можно приспособить фен с нужными характеристиками).
- Сушильный шкаф, размеры и создаваемая температура в котором соответствуют требованиям полноценной полимеризации наносимого красящего состава.
- Эффективные индивидуальные средства защиты (респиратор).
 (можно приспособить фен с нужными характеристиками).
(можно приспособить фен с нужными характеристиками).Перед работой помещение тщательно очищают от пыли, используя мощный пылесос, а само окрашивание ведут при включённой вентиляции. Улучшению качества покрытия будет способствовать предварительная электризация поверхности. Для этого можно использовать простейшие конструкции электростатических генераторов.
Преимущества порошкового покрытия в производстве металлов
Преимущества порошковых покрытий в производстве металлов
9 июля 2018 г.
Производство металлов — жизненно важная отрасль, поддерживающая мировую инфраструктуру и экономику. Практически каждый аспект цивилизации извлекает выгоду из продукта, изготовленного из металла. От бытовой техники до автомобилей — ни одна часть повседневной жизни не была бы прежней без таких металлов, как углеродистая сталь, нержавеющая сталь и алюминий. Изготовленные металлические изделия просто незаменимы в современном обществе, если они должным образом отделаны.
Изготовленные металлические изделия просто незаменимы в современном обществе, если они должным образом отделаны.
Важность обработки металлов
Необработанный металл сам по себе имеет ряд недостатков. Без надлежащей отделки открытые металлы могут потускнеть и корродировать. Необработанные детали, изготовленные из металла, размываются солями, ослабляются ультрафиолетом и ржавеют под дождем. Производители металла давно поняли, что правильная обработка компонентов является ключом к долговечности и долговечности продукта.Они также знали, что правильная обработка их металлических изделий дает гораздо лучший внешний вид. Это сделало их более ценными, не говоря уже о более приятных для конечных пользователей. Это беспроигрышный вариант как для производителя, так и для клиента.
В течение многих лет у производителей металла было мало жизнеспособных вариантов отделки изделий. Жидкая краска была основным выбором для большинства металлических проектов. Производители наносили кистью, валиком или распыляли краску на основе растворителя на все, от сельскохозяйственных тракторов до ворот забора. Но и у обычных красок, масляных или водных, тоже были свои недостатки.Обычная покраска требует времени, требует надлежащих условий и плохо выполняется, если не применяется профессионально.
Но и у обычных красок, масляных или водных, тоже были свои недостатки.Обычная покраска требует времени, требует надлежащих условий и плохо выполняется, если не применяется профессионально.
Гальваника была еще одним методом отделки металлических изделий. Хромированная отделка была модной в 1950-х годах, когда американские автомобили блестели хромом от бампера до насоса. Но хромирование было дорогим и трудоемким. Опытные производители знали, что должна быть лучшая альтернатива отделке краской и гальваникой.
Порошковое покрытие усовершенствовано
В 1960-х годах в отделке металлом сделан гигантский шаг вперед.Ученые усовершенствовали процесс отделки, называемый порошковым покрытием, который произвел революцию в индустрии металлических изделий. Сразу же стали очевидны преимущества порошковой окраски в производстве металла. Преимущества порошкового покрытия перед жидкой краской и металлизацией дали производителям металла и производителям продукции преимущество перед устаревшей отделкой.
Значительно улучшены экономичность, эффективность и долговечность. То же самое и с производительностью конечного продукта, что привело к увеличению прибыли. По данным Powder Coating Institute, некоммерческого общества, которому поручено продвигать преимущества технологии порошкового покрытия, более 15% всех отделочных материалов в мире имеют порошковое покрытие.Сюда входят неметаллические изделия, такие как деревянная мебель и пластмассовая отделка электронных устройств, на которую нельзя наносить порошковое покрытие.
Институт порошковых покрытий перечисляет три основных преимущества порошковых покрытий в производстве металлов. Порошковое покрытие придает готовым металлическим изделиям повышенную прочность, превосходный внешний вид и снижает воздействие на окружающую среду. После того, как процесс порошкового покрытия был усовершенствован, производители металла максимально увеличили время производства, одновременно улучшив функциональные защитные свойства продукта и улучшив внешний вид.
Как работает порошковое покрытие
Чтобы оценить преимущества и преимущества порошкового покрытия, необходимо сначала понять, как работает порошковое покрытие. В отличие от обычной влажной краски, содержащей цветные пигменты, взвешенные в жидкости, порошковое покрытие работает в абсолютно сухой среде. Это критически важный компонент при окончательной отделке изготовления изделий по индивидуальному заказу и нанесении порошкового покрытия.
Фактически, вода является смертельным противником порошковому покрытию, поскольку оно действует посредством процесса электростатического напыления (ESD).Свободно плавающий сухой порошок получает положительный электрический заряд и распыляется под давлением на незавершенный металлический объект, заземленный отрицательным зарядом. Это создает электрохимическое изменение, при котором длинноцепочечные молекулы порошка прикрепляются к металлу и покрывают его.
Порошковые основы могут быть акриловыми, полиуретановыми, полиэфирными, эпоксидными или любой смесью этих продуктов. Электрическая поляризация положительного и отрицательного токов позволяет получить полностью однородное покрытие. В процессе порошковой окраски не бывает потеков или провисаний, в отличие от того, что происходит при чрезмерном нанесении при мокрой окраске.
Электрическая поляризация положительного и отрицательного токов позволяет получить полностью однородное покрытие. В процессе порошковой окраски не бывает потеков или провисаний, в отличие от того, что происходит при чрезмерном нанесении при мокрой окраске.
Продукты с порошковым покрытием
После того, как изготовленные металлические детали имеют однородное порошковое покрытие, они помещаются в высокотемпературную среду на заданное время. Продолжительность варьируется в зависимости от порошковых материалов, а температура составляет до 400 градусов по Фаренгейту. Изделия с порошковым покрытием не сохнут, как обычная краска. Они полностью затвердевают, когда вынимаются из духовки, и их можно сразу использовать.
Размер и количество изделий с порошковым покрытием не имеют ограничений, за исключением вместимости духового шкафа.Сложные геометрические формы легко покрываются равномерным покрытием. В отличие от обычной мокрой окраски, нет шансов перекрашивать или загрунтовать какую-либо часть. После обработки детали с порошковым покрытием имеют прочный молекулярно-плотный защитный внешний слой.
После обработки детали с порошковым покрытием имеют прочный молекулярно-плотный защитный внешний слой.
Преимущества порошкового покрытия для производства стали
Свяжитесь с нами
Эта высокотехнологичная отделка имеет все преимущества перед другими доступными видами отделки. Порошковая окраска делает обработанные поверхности устойчивыми к царапинам, истиранию, выцветанию и сколам.Металлические изделия с порошковым покрытием не подвержены коррозии и ржавчине. Они сохраняют совершенно новый внешний вид на протяжении своего обычного жизненного цикла.
Все преимущества порошкового покрытия для нержавеющей стали, углеродистой стали и алюминия приносят пользу потребителю. Порошковая окраска делает изделия практически не требующими обслуживания при нормальном использовании. Нет необходимости в периодической перекраске. Поверхности с порошковым покрытием просто моются обычным моющим средством и водой. Общие преимущества порошкового покрытия металлов включают:
- Прочность: Порошковое покрытие придает металлическим изделиям твердую и прочную поверхность. Это, пожалуй, самая жесткая общая отделка для потребительских товаров, торгового оборудования и промышленных поверхностей. Объекты с порошковым покрытием выдерживают неблагоприятные условия, такие как суровые погодные условия, химический контакт и физические столкновения. Это обеспечивает беспроблемное ежедневное использование и долговечность продукта, намного превосходящую то, что могут предложить окрашенные или гальванические поверхности.
- Однородность: Изделия, покрытые порошковой краской, имеют гладкий и однородный вид. Это практически невозможно с обычной живописью, если она не применяется профессиональным маляром, работающим в стерильной среде.При порошковой окраске не остается потеков, разводов или слабых мест. Нет никаких недостатков, таких как пузыри, шишки пыли или пойманных насекомых. Каждая поверхность продукта с порошковым покрытием выглядит гладкой и идеальной для глаз.
- Внешний вид: Отсутствие обработки металла придает красивый внешний вид, характерный для порошкового покрытия. Помимо того, что порошковое покрытие является однородным и ровным, оно позволяет использовать различные стили отражения света. Порошковые покрытия могут быть глянцевыми, полуглянцевыми или матовыми. Легко добиться гладкой или морщинистой текстуры.С порошковыми покрытиями могут работать даже металлические чешуйки и блестки.
- Экономия: Еще одно главное преимущество порошкового покрытия по сравнению с другими альтернативами — это экономия. Большинство работ по порошковой окраске занимает меньше времени, чем окраска или нанесение покрытия. Это приводит к меньшим затратам на рабочую силу, а экономия перекладывается на пользователя. Это также позволяет производителям порошковых покрытий получать больше прибыли от своей работы. Опять же, порошковое покрытие — беспроигрышный вариант как для заказчика, так и для производителя.
- Разнообразие цветов: Цвета порошковых покрытий могут быть разными.Краски предварительно смешиваются с порошковыми пигментами поставщиком. Это делается при заводских настройках с компьютерным управлением пропорциями смешивания. Тщательно перемешанные порошки позволяют добиться идеального распределения цвета, чего трудно добиться при использовании влажных красок. Черный и белый — два самых популярных варианта цвета порошкового покрытия. Тем не менее, каждый цвет в спектре доступен в виде стандартных порошков и индивидуальных цветовых смесей.
- Индивидуальный подбор цвета: Заказчики получают выгоду от порошкового покрытия благодаря индивидуальному подбору цветов.Цвета отделки могут быть индивидуально подобраны к выбору бренда клиента. Это позволяет мгновенно узнавать продукт и создавать приятный эстетический вид. Коммерческие и промышленные предприятия извлекают выгоду из корпоративного единообразия, так как их продукция наносится жирным шрифтом на заказ.
- Разнообразный ассортимент: Порошковое покрытие может быть покрыто множеством различных объектов. Независимо от формы, размера и сложности, если изделие может выдерживать электрический заряд, его можно покрыть порошковой краской. Детали неправильной формы с крутыми изгибами и пустотами трудно смачивать окраской или гальваникой.Сравнивая порошковое покрытие с краской или гальваническим покрытием, нетрудно окрасить любую поверхность сложной формы с помощью порошкового покрытия. Это дает производителям металла свободу разрабатывать и изготавливать цельные изделия, и им не нужно красить детали отдельно для последующей сборки.
- Коррозионная стойкость: Ржавчина всегда является проблемой для металлических изделий. На открытые объекты наносят удары дождь, снег, мокрый снег и град. Товары для дома также подвержены коррозии из-за высокой влажности и воздействия воды.Поскольку оборудование с порошковым покрытием покрыто настолько тщательно и равномерно, влага не может проникнуть через поры металла. Несомненно, коррозионная стойкость — главное преимущество порошкового покрытия.
- Признание потребителями: Потребители считают порошковое покрытие знаком качества. Для взыскательного взгляда поверхности с порошковым покрытием выделяются по сравнению с традиционной влажной окраской. Порошковые поверхности имеют превосходный сухой и ровный вид, уникальный для процесса порошкового покрытия.Это означает, что забота и качество равны ценности и удовлетворению.
 Это, пожалуй, самая жесткая общая отделка для потребительских товаров, торгового оборудования и промышленных поверхностей. Объекты с порошковым покрытием выдерживают неблагоприятные условия, такие как суровые погодные условия, химический контакт и физические столкновения. Это обеспечивает беспроблемное ежедневное использование и долговечность продукта, намного превосходящую то, что могут предложить окрашенные или гальванические поверхности.
Это, пожалуй, самая жесткая общая отделка для потребительских товаров, торгового оборудования и промышленных поверхностей. Объекты с порошковым покрытием выдерживают неблагоприятные условия, такие как суровые погодные условия, химический контакт и физические столкновения. Это обеспечивает беспроблемное ежедневное использование и долговечность продукта, намного превосходящую то, что могут предложить окрашенные или гальванические поверхности. Помимо того, что порошковое покрытие является однородным и ровным, оно позволяет использовать различные стили отражения света. Порошковые покрытия могут быть глянцевыми, полуглянцевыми или матовыми. Легко добиться гладкой или морщинистой текстуры.С порошковыми покрытиями могут работать даже металлические чешуйки и блестки.
Помимо того, что порошковое покрытие является однородным и ровным, оно позволяет использовать различные стили отражения света. Порошковые покрытия могут быть глянцевыми, полуглянцевыми или матовыми. Легко добиться гладкой или морщинистой текстуры.С порошковыми покрытиями могут работать даже металлические чешуйки и блестки. Это делается при заводских настройках с компьютерным управлением пропорциями смешивания. Тщательно перемешанные порошки позволяют добиться идеального распределения цвета, чего трудно добиться при использовании влажных красок. Черный и белый — два самых популярных варианта цвета порошкового покрытия. Тем не менее, каждый цвет в спектре доступен в виде стандартных порошков и индивидуальных цветовых смесей.
Это делается при заводских настройках с компьютерным управлением пропорциями смешивания. Тщательно перемешанные порошки позволяют добиться идеального распределения цвета, чего трудно добиться при использовании влажных красок. Черный и белый — два самых популярных варианта цвета порошкового покрытия. Тем не менее, каждый цвет в спектре доступен в виде стандартных порошков и индивидуальных цветовых смесей. Детали неправильной формы с крутыми изгибами и пустотами трудно смачивать окраской или гальваникой.Сравнивая порошковое покрытие с краской или гальваническим покрытием, нетрудно окрасить любую поверхность сложной формы с помощью порошкового покрытия. Это дает производителям металла свободу разрабатывать и изготавливать цельные изделия, и им не нужно красить детали отдельно для последующей сборки.
Детали неправильной формы с крутыми изгибами и пустотами трудно смачивать окраской или гальваникой.Сравнивая порошковое покрытие с краской или гальваническим покрытием, нетрудно окрасить любую поверхность сложной формы с помощью порошкового покрытия. Это дает производителям металла свободу разрабатывать и изготавливать цельные изделия, и им не нужно красить детали отдельно для последующей сборки. Порошковые поверхности имеют превосходный сухой и ровный вид, уникальный для процесса порошкового покрытия.Это означает, что забота и качество равны ценности и удовлетворению.
Порошковые поверхности имеют превосходный сухой и ровный вид, уникальный для процесса порошкового покрытия.Это означает, что забота и качество равны ценности и удовлетворению.Преимущества порошкового покрытия перед альтернативами
Металлические покрытия с порошковым покрытием имеют значительные преимущества перед другими методами отделки. Сравнивая порошковое покрытие с мокрым окрашиванием или гальваническим покрытием, производители и потребители не могут сравниться со многими преимуществами, которые имеют при использовании порошкового покрытия. Неудивительно, что порошковая окраска занимает такую большую долю на рынке отделки металлов.Порошковая окраска предлагает эти превосходные преимущества по сравнению с другими альтернативами:
- Экологичность: Порошковое покрытие исключительно безвредно для окружающей среды. В процессе порошкового покрытия не используются агрессивные химические вещества, в отличие от мокрой окраски и горячего покрытия. Как масляные, так и водоразбавляемые краски содержат агрессивные химические вещества в составе растворителей и пигментных добавок. В гальванике используются еще более агрессивные химические вещества для травления металла и образования гальванических стержней. С порошковой окраской все иначе.Используется только сухой порошок, и он идет прямо из пистолета-распылителя на металлическую поверхность.
- Нет летучих органических соединений: Летучие органические соединения или ЛОС могут быть вредными для окружающей среды, вредными для человека и не одобряются Агентством по охране окружающей среды (EPA). В сухих порошках нет летучих органических соединений. Этот экологически чистый процесс не требует тех мер по защите окружающей среды, которые требуются при нанесении влажных красок и горячих покрытий. Это также экономит затраты и сокращает время производства.
- Экономия затрат: Поскольку для нанесения порошкового покрытия требуется меньше оборудования, требуется меньше времени и меньше сырья, это менее затратный процесс, чем такие альтернативы, как нанесение покрытия и обычная окраска. Порошковые основы стабильны и имеют неограниченный срок хранения. Они предлагают более выгодную стоимость и дешевле в наличии. Затраты на рабочую силу для порошкового покрытия также ниже из-за простой двухступенчатой системы, используемой при порошковой окраске.
- Меньше отходов: При порошковой окраске отходов практически нет.Окраска распылением имеет значительное избыточное распыление, которое приводит к расходу лакокрасочных материалов. Кисти и валики также содержат много отходов в лотках и контейнерах. Практически весь вытесненный сухой порошок контактирует с необработанным металлом при нанесении порошкового покрытия и остается там. Любой остаточный порошок легко восстанавливается и может быть снова использован.
- Безопасность: Порошковое покрытие — полностью безопасный процесс. Нет горючих растворителей, как при обычной мокрой окраске. Кроме того, порошковые материалы не являются едкими и не повредят кожу при случайном контакте. Даже вдыхание сухих порошковых лакокрасочных материалов безопасно, хотя аппликаторы всегда должны носить средства индивидуальной защиты, такие как респираторы и очки.
- Техническое обслуживание оборудования: Поскольку для порошкового покрытия используются сухие материалы, наносимые сжатым воздухом на электрически заряженный металл, в этом процессе используется мало оборудования. Это означает меньшее количество оборудования, требующего обслуживания, и это значительное преимущество для предприятий, производящих порошковые покрытия. Нет никаких распылителей мокрой краски, кистей или валиков, которые нужно чистить.Нет необходимости обслуживать электрохимические ванны. Это также означает меньше времени и хлопот, что приводит к экономии средств клиентов.
- Минимальное обучение: Оборудование для порошковой окраски простое в использовании и простое в эксплуатации. Не требуются художественные навыки, необходимые для окраски распылением, или сложная подготовка, необходимая для изучения гальваники. Специалисты по нанесению порошковых покрытий быстро осваивают этот процесс при минимальном обучении, что также снижает затраты на отделку для производителей металла.
- Меньше бракованных работ: Поскольку порошковое покрытие — такой надежный процесс, бракованных работ практически нет. Металлические изделия с порошковым покрытием кажутся безупречными почти всегда. На изделиях, окрашенных обычным способом, часто видны полосы, проседания и потеки. На деталях с покрытием могут быть плоские и слабые места. С порошковой окраской этого не происходит, а готовые работы почти никогда не отвергаются заказчиками.
- Продукция высшего качества: Порошковая окраска — бесспорный победитель, когда дело доходит до отделки металлических изделий.Это более чистый, гладкий и превосходный процесс по сравнению с другими методами отделки. Порошковая окраска — это экологически чистая, безопасная и экономичная отделка. Неудивительно, что порошковое покрытие имеет такое преимущество в индустрии отделки металлов.
 Как масляные, так и водоразбавляемые краски содержат агрессивные химические вещества в составе растворителей и пигментных добавок. В гальванике используются еще более агрессивные химические вещества для травления металла и образования гальванических стержней. С порошковой окраской все иначе.Используется только сухой порошок, и он идет прямо из пистолета-распылителя на металлическую поверхность.
Как масляные, так и водоразбавляемые краски содержат агрессивные химические вещества в составе растворителей и пигментных добавок. В гальванике используются еще более агрессивные химические вещества для травления металла и образования гальванических стержней. С порошковой окраской все иначе.Используется только сухой порошок, и он идет прямо из пистолета-распылителя на металлическую поверхность. Порошковые основы стабильны и имеют неограниченный срок хранения. Они предлагают более выгодную стоимость и дешевле в наличии. Затраты на рабочую силу для порошкового покрытия также ниже из-за простой двухступенчатой системы, используемой при порошковой окраске.
Порошковые основы стабильны и имеют неограниченный срок хранения. Они предлагают более выгодную стоимость и дешевле в наличии. Затраты на рабочую силу для порошкового покрытия также ниже из-за простой двухступенчатой системы, используемой при порошковой окраске. Даже вдыхание сухих порошковых лакокрасочных материалов безопасно, хотя аппликаторы всегда должны носить средства индивидуальной защиты, такие как респираторы и очки.
Даже вдыхание сухих порошковых лакокрасочных материалов безопасно, хотя аппликаторы всегда должны носить средства индивидуальной защиты, такие как респираторы и очки.
Summit Steel предоставляет превосходные услуги по порошковому покрытию
Summit Steel & Manufacturing Inc. — это компания по производству металла с уникальной структурой, расположенная в Рединге, штат Пенсильвания. С 1992 года мы предоставляем клиентам по всему миру первоклассные сварочные и производственные решения.Это включает в себя превосходное порошковое покрытие.
В Summit Steel мы выделяемся на конкурентном рынке, предлагая возможности из одного источника, инновационные процессы и отличные отношения с клиентами. Наши услуги по прецизионному изготовлению и отделке металла позволяют нашим клиентам сэкономить время, снизить затраты и повысить свою прибыль.
У нас почти безграничные возможности на нашем предприятии площадью 120 000 квадратных футов. Это включает в себя 2D-плоскую и 3D-лазерную резку, а также бесцентровое шлифование, обработку с ЧПУ, полировку и превосходные возможности порошкового покрытия.Summit Steel & Manufacturing просто устанавливает планку универсальности, скорости и качества результатов.
Позвольте Summit Steel & Manufacturing Inc. помочь вам с вашим следующим проектом по изготовлению металлических изделий и порошковому покрытию. Позвоните нам сегодня по телефону 610-921-1119 или свяжитесь с нами через Интернет. решения для сварки и производства для клиентов по всему миру. Это включает в себя превосходное порошковое покрытие.
В Summit Steel мы выделяемся на конкурентном рынке, предлагая возможности из одного источника, инновационные процессы и отличные отношения с клиентами.Наши услуги по прецизионному изготовлению и отделке металла позволяют нашим клиентам сэкономить время, снизить затраты и повысить свою прибыль.
У нас почти безграничные возможности на нашем предприятии площадью 120 000 квадратных футов. Это включает в себя 2D-плоскую и 3D-лазерную резку, а также бесцентровое шлифование, обработку с ЧПУ, полировку и превосходные возможности порошкового покрытия. Summit Steel & Manufacturing просто устанавливает планку универсальности, скорости и качества результатов.
Let Summit Steel & Manufacturing Inc.помочь вам с вашим следующим проектом по изготовлению металлических изделий и порошковой окраске. Позвоните нам сегодня по телефону 610-921-1119 или свяжитесь с нами через Интернет.
Свяжитесь с нами
Брайан Рид — вице-президент по продажам и развитию бизнеса Summit Steel & Manufacturing Inc.
Общие сведения о порошковом покрытии — процесс, компоненты и особенности выбора
Оператор наносит порошковое покрытие на металлическую деталь.Кредит изображения: al7 / Shutterstock.com
Порошковое покрытие — это процесс отделки, при котором сухой, сыпучий, термопластичный или термореактивный порошковый материал наносится на поверхность, расплавляется и затвердевает, образуя ровное покрытие.Этот процесс отделки подходит для различных материалов, включая металлы, пластмассы, стекло и древесноволокнистую плиту средней плотности (МДФ), и может обеспечивать как функциональные, так и декоративные покрытия поверхности в широком диапазоне цветов, отделки и текстур, которые трудно получить с помощью обычные методы жидкого покрытия.
Существует два основных метода порошкового покрытия: электростатическое напыление (ESD) и нанесение в псевдоожиженном слое. Любой из этих процессов позволяет получить ровную твердую поверхность, которая, как правило, более долговечна, экономична и экологически безопасна, чем сопоставимое жидкое покрытие.Однако, хотя порошковые покрытия демонстрируют некоторые преимущества по сравнению с жидкими покрытиями, особенно при нанесении толстых покрытий или покрытий с интенсивным движением, они не подходят для всех производственных приложений, таких как покрытия для тонких пленок или крупных деталей. Требования и спецификации, предъявляемые к конкретному нанесению порошкового покрытия — например, среда нанесения, материалы подложки, размеры, стоимость, время выполнения работ и т. Д. — помогают определить тип процесса нанесения покрытия, наиболее подходящий для использования.
Хотя каждый процесс нанесения покрытия имеет свои преимущества и недостатки, в этой статье основное внимание уделяется порошковому покрытию, излагаются основы процесса порошкового покрытия, а также необходимые компоненты и механика системы порошкового покрытия. Кроме того, в статье рассматриваются преимущества и ограничения процесса порошкового покрытия и приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Кроме того, в статье рассматриваются преимущества и ограничения процесса порошкового покрытия и приводятся некоторые соображения, которые производители должны учитывать при выборе поставщика услуг по нанесению покрытий.
Процесс порошкового покрытия
Порошковое покрытие — это многоступенчатый процесс обработки поверхности, подходящий для металлических и неметаллических основ. Метод включает этапы подготовки, нанесения и отверждения и, как минимум, использует распылительный пистолет, окрасочную камеру и сушильную печь.Чтобы процесс нанесения покрытия шел гладко и с оптимальной производительностью, производители и поставщики услуг отделки должны учитывать несколько факторов, таких как материал основы, на который наносится покрытие, и его свойства, а также тип используемого порошкового материала покрытия.
Обзор процесса и оборудования
В отличие от процесса жидкого покрытия, в котором используется жидкая суспензия покрытия, порошковое покрытие — это процесс сухой чистовой обработки, в котором используется порошковый материал покрытия.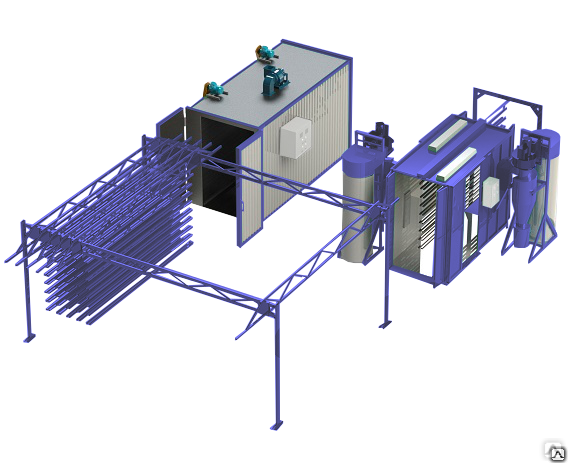 Во время процесса порошкового покрытия порошок наносится на предварительно обработанную поверхность основы, расплавляется, а затем сушится и затвердевает, образуя защитное / декоративное покрытие.Этот процесс состоит из трех этапов: подготовка поверхности, нанесение покрытия и термоотверждение. На каждой стадии используется набор материалов и оборудования, указывающих на ее особенности (например, на стадии отверждения используется печь для отверждения), и при правильном завершении способствует получению прочной и ровной поверхности.
Во время процесса порошкового покрытия порошок наносится на предварительно обработанную поверхность основы, расплавляется, а затем сушится и затвердевает, образуя защитное / декоративное покрытие.Этот процесс состоит из трех этапов: подготовка поверхности, нанесение покрытия и термоотверждение. На каждой стадии используется набор материалов и оборудования, указывающих на ее особенности (например, на стадии отверждения используется печь для отверждения), и при правильном завершении способствует получению прочной и ровной поверхности.
Стадия подготовки: Перед нанесением любого порошкового покрытия поверхность основания должна быть очищена и обработана, чтобы гарантировать, что на детали не будет пыли, грязи и мусора.Если поверхность недостаточно подготовлена, любые оставшиеся остатки и отложения могут повлиять на адгезию порошка и качество окончательной отделки. Полная подготовка в основном зависит от покрываемого материала. Однако некоторые из этапов, которые обычно используются на этом этапе, включают очистку, ополаскивание, травление, струйную очистку и сушку, а наиболее широко используемое оборудование включает в себя моечные станции, камеры струйной обработки и сушильные шкафы.
Масло, жир, растворитель и остатки могут быть удалены с поверхности детали с помощью слабых щелочей и нейтральных моющих средств в баках для погружения или с помощью моечных станций.Станции мойки могут опрыскивать детали горячей водой, паром, моющими средствами и другими растворами для предварительной обработки для очистки, химической подготовки и ополаскивания поверхности перед нанесением покрытия.
Детали с поверхностными обломками — например, ржавчиной, окалиной, имеющейся краской или отделкой и т. Д. — обычно требуют использования абразивоструйной камеры. Взрывная камера — это помещение, в котором используется жидкость под давлением — обычно сжатый воздух — для продвижения абразивного материала, такого как песок, гравий или дробь, по поверхности. Подвижный абразивный материал удаляет поверхностный мусор, создавая более чистую, гладкую текстуру и поверхность, на которую наносится материал покрытия.
В некоторых случаях порошкового покрытия также используется сушильная печь. Подобно печи, используемой на стадии отверждения, сушильная печь испаряет оставшуюся воду или растворы с вымытых или ополоснутых деталей, а также нагревает детали до оптимальной температуры для стадии нанесения покрытия.
Подобно печи, используемой на стадии отверждения, сушильная печь испаряет оставшуюся воду или растворы с вымытых или ополоснутых деталей, а также нагревает детали до оптимальной температуры для стадии нанесения покрытия.
Если конструкция компонента требует, чтобы определенные участки оставались без покрытия, маскирующие продукты (например, маскирующие точки) наносятся на основу до стадии нанесения. Эти вышеупомянутые продукты доступны во множестве стандартных и нестандартных форм и форм.Однако, как правило, они изготавливаются из бумаги или пластиковой пленки, покрытой чувствительным к давлению клеем, который позволяет им прилипать к подложке и защищать покрытую область от контакта с порошковым материалом во время операций порошкового покрытия.
Стадия нанесения: Как обсуждается в следующем разделе, существует два типа материалов для порошкового покрытия, которые можно наносить. Тип материала покрытия, используемого при нанесении покрытия, частично определяет метод нанесения. Производители и поставщики услуг отделки используют два основных метода порошкового покрытия — электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
Производители и поставщики услуг отделки используют два основных метода порошкового покрытия — электростатическое осаждение (ESD) и порошковое покрытие в псевдоожиженном слое.
- Электростатическое осаждение (ESD) : На большинство металлических деталей, покрытых порошковой краской, материал покрытия наносится посредством электростатического напыления. В этом методе нанесения используется камера для порошкового напыления, устройство подачи порошка, электростатический пистолет-распылитель и, в зависимости от типа используемого пистолета, блок питания.
Покрасочная камера служит рабочей зоной для нанесения порошкового материала на деталь, а также может действовать как воздушный фильтр и система удержания и утилизации избыточного распыления порошка.Псевдоожиженный порошковый материал распределяется от устройства подачи к распылительному пистолету, который используется как для передачи электрического заряда порошку, так и для нанесения его на основу. Обычно используются три типа электростатических пистолетов — Corona, Tribo и Bell.
При использовании распылителя Corona для нанесения порошковых покрытий, когда порошковый материал проходит через переднюю часть пистолета, заряжающий электрод, питаемый от блока питания, передает полевой заряд частицам порошка. В пистолетах Tribo заряд генерируется порошком, проходящим через разнородный материал, такой как ствол пистолета, а в пистолетах Bell пороховой материал заряжается как за счет проводимости, так и за счет коронного разряда, когда он выливается из раструба пистолета.В любом случае электрически заряженные частицы могут прилипнуть к электрически заземленной поверхности детали и останутся прилипшими до тех пор, пока сохраняют часть своего заряда. Любой излишек распыляемого материала может быть собран системами восстановления и извлечения и повторно использован в будущих покрытиях.
 При использовании распылителя Corona для нанесения порошковых покрытий, когда порошковый материал проходит через переднюю часть пистолета, заряжающий электрод, питаемый от блока питания, передает полевой заряд частицам порошка. В пистолетах Tribo заряд генерируется порошком, проходящим через разнородный материал, такой как ствол пистолета, а в пистолетах Bell пороховой материал заряжается как за счет проводимости, так и за счет коронного разряда, когда он выливается из раструба пистолета.В любом случае электрически заряженные частицы могут прилипнуть к электрически заземленной поверхности детали и останутся прилипшими до тех пор, пока сохраняют часть своего заряда. Любой излишек распыляемого материала может быть собран системами восстановления и извлечения и повторно использован в будущих покрытиях.
При использовании распылителя Corona для нанесения порошковых покрытий, когда порошковый материал проходит через переднюю часть пистолета, заряжающий электрод, питаемый от блока питания, передает полевой заряд частицам порошка. В пистолетах Tribo заряд генерируется порошком, проходящим через разнородный материал, такой как ствол пистолета, а в пистолетах Bell пороховой материал заряжается как за счет проводимости, так и за счет коронного разряда, когда он выливается из раструба пистолета.В любом случае электрически заряженные частицы могут прилипнуть к электрически заземленной поверхности детали и останутся прилипшими до тех пор, пока сохраняют часть своего заряда. Любой излишек распыляемого материала может быть собран системами восстановления и извлечения и повторно использован в будущих покрытиях.- Порошковое покрытие в псевдоожиженном слое : В отличие от ESD, где материал порошкового покрытия электростатически распыляется и приклеивается к поверхности, в порошковом покрытии в псевдоожиженном слое предварительно нагретые детали вместо этого погружаются в порошковый материал в псевдоожиженном слое. Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который генерирует облако электрически заряженных частиц порошка над псевдоожиженным слоем, через которое проходит деталь для нанесения покрытия.
 Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который генерирует облако электрически заряженных частиц порошка над псевдоожиженным слоем, через которое проходит деталь для нанесения покрытия.
Существует также альтернативный вариант, называемый порошковым покрытием в электростатическом псевдоожиженном слое, который генерирует облако электрически заряженных частиц порошка над псевдоожиженным слоем, через которое проходит деталь для нанесения покрытия.Стадия отверждения: Особенности и характеристики стадии отверждения процесса порошкового покрытия в основном определяются методом нанесения порошкового покрытия, а также типом используемого материала порошкового покрытия.
- Отверждение деталей с покрытием ESD : Детали с порошковым покрытием с помощью ESD должны быть отверждены в печи для отверждения порошка.Хотя график отверждения — температура и время, которое порошковое покрытие должно выдержать в печи для отверждения для достижения полного отверждения — для детали с порошковым покрытием в основном зависит от ее размера, формы и толщины, обычно печь для отверждения работает от 325 до При температуре 450 градусов по Фаренгейту время отверждения составляет от десяти минут до более часа. Соответственно, меньшие детали с порошковым покрытием требуют меньшего времени отверждения и меньшего количества нагретого воздуха для полного отверждения, а более крупным деталям требуется больше. Когда деталь с покрытием ESD достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и сливаются вместе, образуя сплошную пленку на поверхности детали.
- Отверждение деталей с покрытием в псевдоожиженном слое : Для деталей, на которые нанесено порошковое покрытие в псевдоожиженном слое, детали нагревают перед стадией нанесения покрытия в печах, подобных тем, которые используются для отверждения деталей с покрытием ESD. Когда предварительно нагретая деталь погружается в материал покрытия, частицы порошка плавятся и текут вместе при контакте с нагретой поверхностью детали. Детали, на которые нанесено порошковое покрытие с электростатическим псевдоожиженным слоем, можно либо предварительно нагреть перед прохождением через облако порошкового покрытия — в этом случае сформированное порошковое покрытие будет таким же, как покрытие, полученное с помощью обычного метода псевдоожиженного слоя, — либо деталь может быть нагрета и отверждена. в печи для отверждения после нанесения покрытия, как и в случае покрытий, полученных методом покрытия электростатическим разрядом.
 Соответственно, меньшие детали с порошковым покрытием требуют меньшего времени отверждения и меньшего количества нагретого воздуха для полного отверждения, а более крупным деталям требуется больше. Когда деталь с покрытием ESD достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и сливаются вместе, образуя сплошную пленку на поверхности детали.
Соответственно, меньшие детали с порошковым покрытием требуют меньшего времени отверждения и меньшего количества нагретого воздуха для полного отверждения, а более крупным деталям требуется больше. Когда деталь с покрытием ESD достигает оптимальной температуры отверждения в печи, частицы порошка плавятся и сливаются вместе, образуя сплошную пленку на поверхности детали. в печи для отверждения после нанесения покрытия, как и в случае покрытий, полученных методом покрытия электростатическим разрядом.
в печи для отверждения после нанесения покрытия, как и в случае покрытий, полученных методом покрытия электростатическим разрядом.В любом случае, когда деталь с порошковым покрытием остынет достаточно, чтобы ее можно было обрабатывать, деталь можно, при необходимости, собрать, упаковать и отправить.
Автоматизированная система порошкового покрытия, управляемая рабочим.Кредит изображения: Alba_alioth / Shutterstock.com
Рекомендации по материалам порошкового покрытия
Как указано в предыдущем разделе и таблице 1 ниже, в процессе порошкового покрытия используются два основных типа материалов покрытия — термореактивные и термопласты.Каждый тип может применяться одинаково, но по-разному проходит стадию отверждения, а также демонстрирует различные физические и механические характеристики.
Таблица 1 — Сравнение типов порошковых покрытийТермореактивные элементы | Термопласты |
Выдерживает высокие температуры | Может размягчиться / плавиться при воздействии высоких температур |
Не подлежит переплавке, риформингу и переработке | Может быть переплавлен, преобразован и переработан |
Повышенная устойчивость к царапинам и царапинам | Повышенная ударопрочность |
Чувствительность к хрупкости и чрезмерному упрочнению (особенно в толстых покрытиях) | Более гибкие при толстых покрытиях |
Требуется цикл отверждения для отверждения | Не требует цикла отверждения для отверждения |
Проходит необратимую химическую реакцию | Химически не изменяет |
Применяется только методом электростатического разряда (обычно) | Применяется как методом электростатического разряда, так и методом псевдоожиженного слоя |
При первом нанесении на подложку материал термореактивного порошкового покрытия имеет короткие молекулы полимера. Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивки, которая связывает длинные цепи молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердеть до тонкого, ровного и твердого покрытия, если соблюдается надлежащий график отверждения.
Однако в процессе отверждения порошок подвергается необратимой химической реакции сшивки, которая связывает длинные цепи молекул полимера. Эта реакция изменяет физические свойства и химический состав материала и позволяет ему затвердеть до тонкого, ровного и твердого покрытия, если соблюдается надлежащий график отверждения.
Термопластичные порошковые покрытия не требуют цикла отверждения. Вместо этого термопластическому материалу требуется только время и температура, необходимые для плавления, вытекания и создания пленочного покрытия.В отличие от термореактивного материала, который подвергается химической реакции на стадии отверждения, термопластические материалы не меняют своих физических или химических свойств при воздействии тепла. Следовательно, их можно переплавлять, реформировать и повторно использовать для будущих покрытий.
Некоторые соображения, которые следует учитывать при выборе между термореактивным и термопластичным материалом покрытия, включают метод нанесения и предполагаемое применение покрытия. Обычно термореактивные порошки наносятся только методом электростатического разряда.Это ограничение существует потому, что погружение предварительно нагретых деталей в термореактивный порошок может вызвать сшивание любого избыточного порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивания вызывает необратимые изменения порошкового материала, такие явления могут привести к чрезмерным отходам материала покрытия. Процесс отверждения позволяет термореактивным пластикам получать более твердые покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и царапинам.Однако более твердое покрытие может также ограничивать ударопрочность термореактивных покрытий, а чрезмерное затвердевание может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластический порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок.
Обычно термореактивные порошки наносятся только методом электростатического разряда.Это ограничение существует потому, что погружение предварительно нагретых деталей в термореактивный порошок может вызвать сшивание любого избыточного порошка из-за накопления и остаточного тепла в псевдоожиженном слое. Поскольку реакция сшивания вызывает необратимые изменения порошкового материала, такие явления могут привести к чрезмерным отходам материала покрытия. Процесс отверждения позволяет термореактивным пластикам получать более твердые покрытия, чем термопласты, что позволяет им выдерживать более высокие температуры и демонстрировать большую устойчивость к царапинам и царапинам.Однако более твердое покрытие может также ограничивать ударопрочность термореактивных покрытий, а чрезмерное затвердевание может привести к тому, что покрытие станет хрупким, особенно в случае более толстых покрытий. Термопластический порошок можно наносить как методом электростатического разряда, так и методом покрытия в псевдоожиженном слое, и, как правило, он может давать более толстые, более гибкие и ударопрочные покрытия, чем термореактивный порошок. Хотя возможность повторного плавления дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчаться или плавиться.
Хотя возможность повторного плавления дает некоторое преимущество в отношении стоимости материала, она также делает термопластичные порошковые покрытия менее подходящими для применения при высоких и интенсивных температурах, поскольку материал покрытия может размягчаться или плавиться.
Рекомендации по материалам подложки
Порошковые покрытия в основном наносятся на металлические поверхности, такие как сталь, нержавеющая сталь и алюминий. Однако их также можно наносить на неметаллические основы, такие как стекло, дерево или древесноволокнистые плиты средней плотности. Диапазон подходящих материалов для процесса порошкового покрытия ограничен материалами, которые могут выдерживать температуры, необходимые для плавления и отверждения материала порошкового покрытия без плавления, деформации или самого горения.
Выбранный материал также помогает определить используемый метод покрытия. Поскольку металлы могут быть электрически заземлены, материал покрытия обычно наносится на металлические подложки методом электростатического напыления, но их также можно наносить методом псевдоожиженного слоя. С другой стороны, поскольку неметаллы не могут быть в достаточной степени заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
С другой стороны, поскольку неметаллы не могут быть в достаточной степени заземлены, они требуют, чтобы порошковые покрытия наносились методом порошкового покрытия в псевдоожиженном слое.
Порошковые покрытия и возможности
Примеры цветных порошковых покрытий на пружинных деталях.Кредит изображения: SUWIT NGAOKAEW / Shutterstock.com
Порошковые покрытияможно наносить в широком диапазоне цветов, отделок, текстур и толщин, которые трудно получить с помощью обычных методов нанесения жидких покрытий. Материалы порошкового покрытия могут быть изготовлены практически любого цвета и могут использоваться как в защитных, так и в декоративных целях. Окончательная отделка порошкового материала варьируется от матовой до глянцевой и от прозрачной до блестящей или металлической.Также доступны различные текстуры для декоративных целей или скрытия неровностей поверхности.
Процесс порошкового покрытия позволяет наносить более широкий диапазон толщины покрытия. По сравнению с процессом нанесения жидкого покрытия, порошковое покрытие может более легко создавать более толстые и ровные покрытия, особенно при использовании метода нанесения покрытия в псевдоожиженном слое. Используя метод электростатического разряда, можно также получать тонкие, ровные покрытия; хотя и не такие тонкие, как покрытия, полученные с помощью процесса нанесения жидких покрытий.
По сравнению с процессом нанесения жидкого покрытия, порошковое покрытие может более легко создавать более толстые и ровные покрытия, особенно при использовании метода нанесения покрытия в псевдоожиженном слое. Используя метод электростатического разряда, можно также получать тонкие, ровные покрытия; хотя и не такие тонкие, как покрытия, полученные с помощью процесса нанесения жидких покрытий.
Преимущества порошкового покрытия
Процесс порошкового покрытия предлагает несколько преимуществ по сравнению с традиционными методами нанесения жидких покрытий, включая повышенную долговечность, возможность получения более специализированных отделок, меньшее воздействие на окружающую среду, более быстрое время выполнения работ и более низкие материальные затраты.
Помимо того, что порошковые покрытия доступны с широким спектром вариантов отделки, они обычно более долговечны и долговечны, чем жидкие покрытия. Они демонстрируют более высокую стойкость к ударам, влаге, химическим веществам и износу и обеспечивают лучшую защиту от царапин, истирания, коррозии, выцветания и общего износа. Эти характеристики делают их подходящими для приложений с интенсивным использованием и высокой посещаемостью.
Эти характеристики делают их подходящими для приложений с интенсивным использованием и высокой посещаемостью.
Еще одним преимуществом процесса порошкового покрытия является отсутствие выбросов растворителей и диоксида углерода, наличие опасных отходов, требующих утилизации, и, как правило, требований к грунтовке поверхности.Эти исключения ограничивают количество токсичных и канцерогенных веществ, выделяемых в окружающую среду на протяжении всего процесса, и способствуют признанию порошковых покрытий как более экологичных альтернатив жидким покрытиям.
Процесс порошкового покрытия может иметь гораздо более низкие долгосрочные затраты по сравнению с процессом нанесения жидкого покрытия из-за того, что он обычно требует более быстрого цикла обработки и большего использования материала покрытия. Поскольку стадия отверждения порошкового покрытия позволяет собирать, упаковывать и отправлять детали с порошковым покрытием сразу после того, как деталь остынет, детали тратят меньше времени на инвентаризацию, что позволяет производителям и поставщикам услуг отделки иметь более быстрый оборот и меньше требовать места для хранения. Процесс порошкового покрытия также позволяет собирать и использовать повторно распыленный материал вместо того, чтобы выбрасывать его впустую, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Процесс порошкового покрытия также позволяет собирать и использовать повторно распыленный материал вместо того, чтобы выбрасывать его впустую, что снижает количество отходов, требующих утилизации, увеличивает коэффициент использования материала покрытия и снижает стоимость материалов с течением времени.
Ограничения порошкового покрытия
Хотя процесс порошкового покрытия имеет несколько важных преимуществ по сравнению с жидким покрытием, он также имеет ограничения. Ограничения порошкового покрытия включают ограниченный диапазон подходящих материалов подложки, сложность получения ровных, тонких покрытий, более длительные сроки изготовления покрытий с изменяющимся цветом, более длительное время высыхания и отверждения для больших деталей и более высокие начальные затраты.
Как упоминалось ранее, материалы подложки должны выдерживать температурные требования стадии отверждения, чтобы быть пригодными для нанесения порошкового покрытия. Даже если материал выдерживает высокую температуру, получение равномерного покрытия может оказаться проблематичным, особенно для тонких или многоцветных покрытий. Тонкие покрытия трудно получить, так как сложно контролировать количество порошкового материала, наносимого на основу во время стадии нанесения, при этом обеспечивая равномерное покрытие.Многоцветные покрытия сложно получить быстро, потому что любые излишки распыления необходимо тщательно собирать и очищать от области распыления между сменами цвета; в противном случае это может вызвать перекрестное загрязнение переработанных или повторно используемых материалов.
Тонкие покрытия трудно получить, так как сложно контролировать количество порошкового материала, наносимого на основу во время стадии нанесения, при этом обеспечивая равномерное покрытие.Многоцветные покрытия сложно получить быстро, потому что любые излишки распыления необходимо тщательно собирать и очищать от области распыления между сменами цвета; в противном случае это может вызвать перекрестное загрязнение переработанных или повторно используемых материалов.
Хотя процесс порошкового покрытия со временем может иметь более низкие затраты, для конкретных применений покрытия может быть более рентабельным использование жидких покрытий. Например, в то время как детали с порошковым покрытием обычно имеют более быстрый цикл обработки, большие, толстые или тяжелые детали, как правило, требуют более высоких температур и более продолжительного времени отверждения и сушки; Эти удлиненные графики отверждения не только задержат производственный процесс, но и приведут к более высоким затратам на электроэнергию. Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также обычно выше, чем в случае нанесения жидкого покрытия, поскольку для этого процесса требуется распылительный пистолет, специализированная окрасочная камера и печь для отверждения. Последние две части оборудования существенно увеличивают начальные затраты на запуск и могут сделать порошковое покрытие непригодным для низкобюджетной операции.
Для начинающих производителей и поставщиков отделочных услуг первоначальные инвестиции в оборудование для порошкового покрытия также обычно выше, чем в случае нанесения жидкого покрытия, поскольку для этого процесса требуется распылительный пистолет, специализированная окрасочная камера и печь для отверждения. Последние две части оборудования существенно увеличивают начальные затраты на запуск и могут сделать порошковое покрытие непригодным для низкобюджетной операции.
Выбор поставщика услуг отделки
Процесс порошкового покрытия может использоваться в самых разных производственных областях.Конкретные производственные требования приложения — например, будь то прототип, разовое производство, длительное производство и т. Д. — помогают определить поставщика услуг окончательной обработки, который лучше всего подходит для рассмотрения.
Для производителей, которые не могут выполнять операции порошковой окраски на собственном предприятии, их прототипы, краткосрочные и долгосрочные работы могут выполняться в мастерской или поставщиком отделочных услуг, который предлагает услуги по порошковой окраске. Рабочие мастерские существуют любого размера (от одного человека до предприятий с сотнями обученных сотрудников) и с широким спектром возможностей и специальностей по нанесению покрытий.Для нанесения покрытий в больших объемах, подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут спроектировать и построить индивидуальные системы для покрытия определенных деталей, что гарантирует, что детали покрыты единообразно и в соответствии с требуемыми спецификациями. Хотя последний вариант является дорогостоящим, если судить по первоначальным инвестициям, в течение нескольких лет он может продемонстрировать гораздо более низкую стоимость детали.
Рабочие мастерские существуют любого размера (от одного человека до предприятий с сотнями обученных сотрудников) и с широким спектром возможностей и специальностей по нанесению покрытий.Для нанесения покрытий в больших объемах, подрядчики по отделочным работам также могут оказаться жизнеспособным вариантом. Эти подрядчики могут спроектировать и построить индивидуальные системы для покрытия определенных деталей, что гарантирует, что детали покрыты единообразно и в соответствии с требуемыми спецификациями. Хотя последний вариант является дорогостоящим, если судить по первоначальным инвестициям, в течение нескольких лет он может продемонстрировать гораздо более низкую стоимость детали.
Некоторые производители могут предпочесть завершение отделочных операций собственными силами, и в этом случае им потребуется вложить средства в приобретение или покупку оборудования для порошковой окраски.Первоначальные вложения в оборудование высоки, и рабочие должны быть обучены использованию и обслуживанию машин, но в долгосрочной перспективе, особенно если операции по нанесению порошкового покрытия выполняются регулярно, это может оказаться более экономичным вариантом. Поставщики оборудования для отделки могут предложить стандартное оборудование для порошкового покрытия, а также услуги по проектированию и изготовлению индивидуальных систем порошкового покрытия, а также предоставить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в приобретение стандартного оборудования или создание индивидуальной системы, обученные консультанты по порошковой окраске могут предоставить некоторую информацию и помощь, поскольку они могут предоставить как незаинтересованные знания, так и связи с поставщиками.
Поставщики оборудования для отделки могут предложить стандартное оборудование для порошкового покрытия, а также услуги по проектированию и изготовлению индивидуальных систем порошкового покрытия, а также предоставить необходимое обучение сотрудников и услуги по техническому обслуживанию систем. Независимо от того, хочет ли производитель инвестировать в приобретение стандартного оборудования или создание индивидуальной системы, обученные консультанты по порошковой окраске могут предоставить некоторую информацию и помощь, поскольку они могут предоставить как незаинтересованные знания, так и связи с поставщиками.
При выборе между выполнением работ по нанесению порошкового покрытия собственными силами или аутсорсингом работ в мастерской или подрядчику для производителя важно понимать затраты и преимущества обоих вариантов, чтобы выбрать тот, который лучше всего подходит для их нанесения порошкового покрытия.
Сводка
Выше описаны основы процесса порошковой резки и оборудования, а также некоторые соображения, которые могут быть приняты во внимание производителями при принятии решения о том, является ли порошковое покрытие наиболее оптимальным решением для их конкретного нанесения покрытия.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- https://www.powdercoating.org/page/whatisPC
- https://www.rit.edu
- https://www.finishing.com/library/pennisi/powder.html
- https://www.pfonline.com/articles/understanding-fluidized-bed-powder-coating
Прочие изделия для порошковых покрытий
Больше от Custom Manufacturing & Изготовления
Новости рынка: достижения в области порошковых покрытий
Синтия Челленер, автор сообщения CoatingsTech
Технология порошкового покрытия рассматривается как экологически безопасный вариант для многих промышленных покрытий.Он наиболее широко используется для покрытия металлических подложек, но усилия были сосредоточены на разработке решений для отверждения, которые позволяют наносить порошковые покрытия на термочувствительные материалы, такие как дерево и пластмассы. Рост производственных и строительных рынков в сочетании с растущим спросом на более экологичные решения создают новые возможности для порошковых покрытий. Поставщики сырья и составители рецептур покрытий в ответ разрабатывают новые технологии порошковых покрытий, которые можно производить и наносить более эффективно, демонстрируя улучшенные эксплуатационные характеристики и имеющие более широкий диапазон потенциальных конечных применений.
Рост производственных и строительных рынков в сочетании с растущим спросом на более экологичные решения создают новые возможности для порошковых покрытий. Поставщики сырья и составители рецептур покрытий в ответ разрабатывают новые технологии порошковых покрытий, которые можно производить и наносить более эффективно, демонстрируя улучшенные эксплуатационные характеристики и имеющие более широкий диапазон потенциальных конечных применений.
CoatingsTech провела опрос поставщиков смол, пигментов и добавок и производителей покрытий относительно текущих движущих сил технологии порошковых покрытий, последних разработок и того, что можно ожидать в будущем. Их идеи представлены ниже.
В дискуссии приняло участие:
Даниэла Влад — управляющий директор, AkzoNobel Powder Coatings;
Роберт Уотсон — менеджер по исследованиям и разработкам, Allnex;
Синди Фрут — менеджер по продажам и развитию рынка порошковых покрытий Arkema Coating Resins;
Джош Гинграс — коммерческий директор North American Coatings по техническим полимерам, Arkema Inc. ;
;
Thomas Checzatka — глобальный менеджер по конечному использованию порошковых покрытий, BYK;
Роберт К. Руп — вице-президент отдела глобальных ремонтных и промышленных технологий, Axalta Coating Systems;
Ромеш Кумар — старший технический менеджер по продажам в Северной Америке, Clariant Plastics & Coatings USA Inc .;
Мартен Хауэлинг — директор глобальной программы по металлу и менеджер по продукции для порошковых покрытий, DSM;
Брайан Куттс — президент Erie Powder Coatings Inc./ EPC Powder Mfg .;
Бет Энн Пирсон — директор по маркетингу и развитию бизнеса, Estron Chemical; и
Кевин Биллер — президент исследовательской группы по порошковым покрытиям.
В. Каковы основные движущие силы развития новых технологий порошковых покрытий? Как эти драйверы изменились за последние 5–10 лет? Ожидаете ли вы каких-либо серьезных изменений в будущем?
Биллер, Исследовательская группа по порошковым покрытиям: Основы эффективности, экономичности, отличной производительности и экологичности порошковых покрытий вынуждали финишеров на протяжении десятилетий рассматривать их как альтернативу покрытиям на основе растворителей. По-прежнему интерес к нетрадиционным субстратам, таким как инженерные плиты, пластмассы и композиты. Барьеры для входа существовали всегда, и большинство из них были связаны со страхом перед радикальными изменениями и возможностью неудачи. В последние 5–10 лет наблюдается возрождение интереса к порошкам для новых применений в результате восстановления инерции, возникшей в результате экономического спада и последующего нежелания промышленности вкладывать средства в капитальное оборудование. Я надеюсь на серьезный сдвиг в технологии порошковых красок, вытесняющих летучие органические соединения, но на самом деле изменения будут медленными, преднамеренными и постепенными.
По-прежнему интерес к нетрадиционным субстратам, таким как инженерные плиты, пластмассы и композиты. Барьеры для входа существовали всегда, и большинство из них были связаны со страхом перед радикальными изменениями и возможностью неудачи. В последние 5–10 лет наблюдается возрождение интереса к порошкам для новых применений в результате восстановления инерции, возникшей в результате экономического спада и последующего нежелания промышленности вкладывать средства в капитальное оборудование. Я надеюсь на серьезный сдвиг в технологии порошковых красок, вытесняющих летучие органические соединения, но на самом деле изменения будут медленными, преднамеренными и постепенными.
Pearson, Estron Chemical: В течение последних нескольких лет рынок порошковых покрытий был и остается в состоянии роста и инноваций во многих рыночных пространствах. Появление технологий, отвечающих постоянно существующим вызовам в отношении стоимости и эффективности производства, обусловливает эти потребности. Одним из примеров является рост и расширение компактных технологических систем. Компактные системы, известные в ЕС как короткие системы, — это системы, в которых есть шанс снизить общие затраты на обработку; например, технологии более низкого отверждения для металла и пластика, более быстрое время отверждения, покрытия с двухслойной функциональностью и отверждение «сухим по-сухому».В отрасли также разработаны передовые технологии, позволяющие наносить порошок на древесные и древесноволокнистые плиты средней плотности (МДФ), а также обеспечивать улучшенную защиту металла от коррозии.
Одним из примеров является рост и расширение компактных технологических систем. Компактные системы, известные в ЕС как короткие системы, — это системы, в которых есть шанс снизить общие затраты на обработку; например, технологии более низкого отверждения для металла и пластика, более быстрое время отверждения, покрытия с двухслойной функциональностью и отверждение «сухим по-сухому».В отрасли также разработаны передовые технологии, позволяющие наносить порошок на древесные и древесноволокнистые плиты средней плотности (МДФ), а также обеспечивать улучшенную защиту металла от коррозии.
Watson, allnex: По сравнению с тем, что было несколько лет назад, сегодня существует двойной подход к разработке новых технологий. Один из аспектов включает улучшение множества целевых характеристик покрытия, таких как текучесть, покрытие кромок и коррозионная стойкость, для достижения рабочих характеристик, лучше согласованных с характеристиками жидких технологий.Также важно улучшение механических свойств прочных и сверхпрочных покрытий. Второй подход связан с потребностью в доступных и надежных продуктах без ущерба для общих технических характеристик.
Второй подход связан с потребностью в доступных и надежных продуктах без ущерба для общих технических характеристик.
Влад, AkzoNobel Powder Coatings: Основными движущими силами развития технологий являются растущий спрос на экологически безопасные решения и удовлетворение требований клиентов по повышению производительности. Стремясь снизить воздействие на окружающую среду, заказчики постоянно стремятся к повышению эффективности процессов, например, путем удаления покрытий или более эффективного использования покрывающих материалов.Снижение температуры обжига означает, что порошки можно наносить на все больше и больше подложек, что приводит к более низкому энергопотреблению, отсутствию летучих органических соединений и, следовательно, более устойчивой альтернативе жидким покрытиям и анодированию.
Последние разработки в области технологии порошковых покрытий включают создание имитации хрома, эффектов чеканки, текстур, ультраматовых покрытий и т. Д. Также существуют большие потребности в долговечности, защите от коррозии и сохранении эстетики продуктов с покрытием. Мы также ожидаем увеличения спроса на менее однородную отделку, чтобы она выглядела более естественной, например, под камень или дерево.Кроме того, более широкие цветовые варианты сделают порошок более сильным заменителем жидких покрытий. Наша цель — сделать порошковые покрытия доступными как можно большему количеству рынков, поскольку это очень экологичная технология.
Д. Также существуют большие потребности в долговечности, защите от коррозии и сохранении эстетики продуктов с покрытием. Мы также ожидаем увеличения спроса на менее однородную отделку, чтобы она выглядела более естественной, например, под камень или дерево.Кроме того, более широкие цветовые варианты сделают порошок более сильным заменителем жидких покрытий. Наша цель — сделать порошковые покрытия доступными как можно большему количеству рынков, поскольку это очень экологичная технология.
Roop, Axalta Coating Systems: В последние 5–10 лет основное внимание уделялось двухслойным системам, в которых праймер разработан для защиты от коррозии, химикатов и краев, а верхний слой разработан для обеспечения устойчивости к атмосферным воздействиям и эстетического вида. обращение (e.g., металлик, напоминающий автомобильную отделку). Несколько текущих движущих сил для развития новых технологий в отрасли — это высокоэффективные атмосферостойкие верхние покрытия, наносимые непосредственно на металл, которые не требуют грунтовки, а также повышенная коррозионная стойкость, покрытие кромок и превосходные характеристики для тяжелых промышленных применений. Другие важные факторы включают технологию самоочистки, улучшенную стойкость к царапинам и низкую глянцевую поверхность. Кроме того, экологические нормы будут продолжать оказывать влияние (например,г., REACH).
Другие важные факторы включают технологию самоочистки, улучшенную стойкость к царапинам и низкую глянцевую поверхность. Кроме того, экологические нормы будут продолжать оказывать влияние (например,г., REACH).
Fruth, Arkema Coating Resins: В настоящее время Arkema видит три основных движущих фактора в разработке продуктов для порошковых покрытий: повышенная долговечность, более низкая стоимость использования и разработка большего количества продуктов для использования на неметаллических поверхностях. Долговечность всегда была важна, но по мере того, как порошковые покрытия завоевывают новую долю рынка в таких областях, как архитектурные покрытия в Северной Америке, они должны будут постоянно соответствовать спецификациям AAMA (Американская ассоциация архитектурных производителей) 2604 и AAMA 2605.Кроме того, мы видим больше запросов на сверхпрочные продукты для всех рынков с низкотемпературным отверждением и улучшенными антикоррозийными покрытиями. Переход к сверхпрочным продуктам по сравнению со стандартными решениями будет продолжаться в обозримом будущем. Сверхпрочность станет основой отрасли.
Переход к сверхпрочным продуктам по сравнению со стандартными решениями будет продолжаться в обозримом будущем. Сверхпрочность станет основой отрасли.
Кумар, Clariant Plastics & Coatings USA: Драйверы имеют более высокую стойкость (улучшение цвета и структуры) и яркие оттенки (непрозрачные желтые, красные и оранжевые оттенки).Разработка новых и улучшенных (более устойчивых к атмосферным воздействиям) смол, требующих более высоких характеристик и ожиданий от не содержащих свинец пигментов, является постоянной тенденцией. Новые области применения включают использование порошковых покрытий на дереве (например, кухонных шкафах) и на металлических поверхностях для смещения рулонных покрытий среди прочего.
Coutts, Erie Powder Coatings: В конце концов, клиенты, использующие порошковые покрытия, являются основной движущей силой технологического развития. Клиентам нужно что-то или порошок, чтобы сделать то, что они в настоящее время не могут, и мы вместе с нашими поставщиками разрабатываем ответы. Я не думаю, что это когда-либо изменилось или когда-нибудь изменится.
Я не думаю, что это когда-либо изменилось или когда-нибудь изменится.
В. Что вы считаете наиболее важным последним достижением в технологии порошковых покрытий за последние несколько лет?
Roop, Axalta Coating Systems: Есть несколько важных достижений. Повышенная твердость и химическая стойкость благодаря технологии сшитых смол; полиэфирная грунтовка HAA и TGIC с антикоррозионными добавками, защитными добавками и гидрофобными свойствами; технология dry-on-dry для повышения производительности и снижения энергопотребления; склеенные металлические покрытия, обеспечивающие уникальный качественный внешний вид; напыляемые термопластические покрытия, которые позволяют наносить сверхпрочный термопласт для гораздо более широкого круга лиц, занимающихся нанесением покрытий; прохладные покрытия, способствующие снижению энергопотребления; и покрытия, предназначенные для ускорения нанесения покрытия и отверждения для более высоких скоростей производственной линии. Эти технологии используются в архитектуре, сельском хозяйстве, строительстве и землеройных работах (ACE), в тяжелых грузовых автомобилях, на транспорте и в общепромышленных применениях, основанных на спецификациях.
Эти технологии используются в архитектуре, сельском хозяйстве, строительстве и землеройных работах (ACE), в тяжелых грузовых автомобилях, на транспорте и в общепромышленных применениях, основанных на спецификациях.
Checzatka, BYK: Порошковые покрытия получили более широкое распространение в новых областях применения. В частности, более низкие температуры выпечки открыли доступ к новым материалам, таким как пластик, МДФ и дерево. Технология открывает новые возможности и новые рынки. Эта тенденция в значительной степени подкрепляется усовершенствованием оборудования для нанесения и управления технологическим процессом, которые предлагают более широкий спектр областей применения, таких как системы «сухой по-сухому».
Fruth, Arkema Coating Resins: Введение порошкового покрытия (нанесение грунтовки и финишного покрытия за один этап отверждения) открыло новые области применения и возможности для порошковых покрытий. Возможность нанесения на неметаллические поверхности стимулировала и будет стимулировать рост новых порошковых покрытий, поскольку существующие рынки достигли почти полного потенциала. В краткосрочной перспективе мы видим больший потенциал в применении к МДФ, поскольку есть еще много препятствий, которые необходимо преодолеть при нанесении на деревянные основания.Эти продукты обладают широким спектром характеристик в зависимости от состава, но большинство клиентов видит преимущества, в том числе сокращение выбросов углекислого газа, сокращение выбросов и повышение эффективности работы.
Возможность нанесения на неметаллические поверхности стимулировала и будет стимулировать рост новых порошковых покрытий, поскольку существующие рынки достигли почти полного потенциала. В краткосрочной перспективе мы видим больший потенциал в применении к МДФ, поскольку есть еще много препятствий, которые необходимо преодолеть при нанесении на деревянные основания.Эти продукты обладают широким спектром характеристик в зависимости от состава, но большинство клиентов видит преимущества, в том числе сокращение выбросов углекислого газа, сокращение выбросов и повышение эффективности работы.
Coutts, порошковые покрытия Erie: Для Erie наиболее интересными достижениями являются покрытия для защиты от коррозии. Это была область, где сходятся все звезды; на рынке существует огромная потребность клиентов в улучшении контроля коррозии. Это также область, в которой еще можно добиться больших успехов, и поставщики сырья заинтересованы в помощи в разработке новых стратегий и продуктов. Коррозия — это огромный рынок, который обходится клиентам и экономике в целом в миллиарды долларов. Были достигнуты некоторые успехи, такие как наши грунтовки, которые легко наносятся, которые до сих пор не были доступны на рынке, но есть ряд новых достижений в области контроля коррозии, которые только выходят на рынок или все еще проходят испытания.
Коррозия — это огромный рынок, который обходится клиентам и экономике в целом в миллиарды долларов. Были достигнуты некоторые успехи, такие как наши грунтовки, которые легко наносятся, которые до сих пор не были доступны на рынке, но есть ряд новых достижений в области контроля коррозии, которые только выходят на рынок или все еще проходят испытания.
Влад, AkzoNobel Powder Coatings: Возможность создавать стойкие к атмосферным воздействиям ультраматовые порошковые покрытия (уровень блеска <10) является важным достижением, поскольку эти покрытия могут имитировать виды анодирования, которые в настоящее время очень популярны на коммерческих зданий, избегая при этом проблем, которые часто возникают при анодировании.Порошковые покрытия можно наносить не только на алюминий, они имеют большую однородность цвета между деталями и могут быть отремонтированы. Спецификаторы архитектурных покрытий теперь имеют доступ к более экологичным альтернативам жидким или анодированным ультраматовым покрытиям, подкрепленным долгосрочными гарантиями и отраслевой сертификацией.
также могут сочетать повышенную функциональность, помимо уже признанных эстетических качеств и защиты основания, с такими характеристиками, как легкость очистки уличной мебели и покрытия, устойчивые к высоким температурам, например, на выхлопных системах транспортных средств.
Pearson, Estron Chemical: Были достигнуты значительные успехи в средствах контроля потока (FCA) в отношении совместимости и функциональности. Развитие этих FCA дает производителям порошковых покрытий множество преимуществ, поскольку они предназначены для сокращения времени цикла, увеличения гибкости планирования и уменьшения количества брака деталей за счет использования нескольких технологий. Эти агенты неоценимы для разработки дополнительных функций в одном решении, которое «защищает» многовариантные системы — это означает, что предполагаемая модификация для улучшения затронет только эту единственную переменную, а не несколько переменных.
Биллер, Исследовательская группа по порошковым покрытиям: Производители оборудования для нанесения продолжают оптимизировать и совершенствовать технологию подачи порошка и возможность изменения цвета. Системы плотно-фазовой подачи и модули быстрой смены цвета повышают эффективность переноса порошка и время безотказной работы системы нанесения. Возникает захватывающая технология смол на биологической основе, которая может изменить компоненты сырья в цепочке поставок. Финансирование Объединенным советом по соевым бобам проекта Battelle Memorial Institute позволило создать низкотемпературную полимерную систему на основе соевого масла, которая демонстрирует превосходную стойкость к ультрафиолетовому излучению и механическую гибкость.Новая технология смолы на биологической основе может предложить альтернативу сверх- и сверхпрочной порошковой технологии, которая соответствует архитектурным спецификациям AAMA 2604 и 2605.
Системы плотно-фазовой подачи и модули быстрой смены цвета повышают эффективность переноса порошка и время безотказной работы системы нанесения. Возникает захватывающая технология смол на биологической основе, которая может изменить компоненты сырья в цепочке поставок. Финансирование Объединенным советом по соевым бобам проекта Battelle Memorial Institute позволило создать низкотемпературную полимерную систему на основе соевого масла, которая демонстрирует превосходную стойкость к ультрафиолетовому излучению и механическую гибкость.Новая технология смолы на биологической основе может предложить альтернативу сверх- и сверхпрочной порошковой технологии, которая соответствует архитектурным спецификациям AAMA 2604 и 2605.
В. Какие успехи были достигнуты в области интеллектуальных порошковых покрытий?
Watson, allnex: Концепция интеллектуальных покрытий, которые предназначены в качестве отделочных материалов, которые могут динамически адаптировать свои свойства к внешним воздействиям, начала оказывать влияние на порошковые покрытия, а также на все другие технологии нанесения покрытий.![]() Таким образом, легкоочищаемые, улучшенные антикоррозионные и антимикробные покрытия привлекают внимание рынка.
Таким образом, легкоочищаемые, улучшенные антикоррозионные и антимикробные покрытия привлекают внимание рынка.
Влад, AkzoNobel Powder Coatings : Умные покрытия можно определить как покрытия, которые контролируемым образом реагируют на определенные внешние воздействия и вызывают все больший интерес. Было сделано несколько достижений в области порошковых покрытий, которые добавляют уникальные характеристики, хотя и в пассивной форме. Примеры включают: активные грунтовки для защиты от коррозии, в которых покрытие химически взаимодействует, нарушая механизм электрохимической коррозии, тем самым уменьшая коррозию; антимикробные покрытия, защищающие от разрушения покрытия бактериями; и термохромные покрытия, меняющие цвет под воздействием тепла.Покрытия с низким уровнем поглощения солнечного света содержат отражающий пигмент, который отклоняет инфракрасный свет и, следовательно, солнечное тепло от любой поверхности, которую оно покрывает, помогая сохранять прохладу во внутренних помещениях и снижать потребление энергии (кондиционирование воздуха).
Houweling, DSM: Обычно определение «умных» покрытий связано с новыми функциями за пределами декоративной и защитной области. Для порошковых покрытий существует множество примеров, когда новые функциональные возможности объединяются в порошковые покрытия: антибактериальные, легко очищаемые, самовосстанавливающиеся, антистатические, проводящие, экранирование EMS, электрохромирование, а также возможны сенсорные, мягкие на ощупь и изолирующие функции.
Roop, Axalta Coating Systems: В последнее время в области интеллектуальных порошковых покрытий произошло много крупных достижений. Большинство умных порошковых покрытий специально разработаны для конечного использования продукта и его функциональности. Например, покрытия против граффити обладают легкими в уходе свойствами для защиты поверхностей, таких как вывески, шкафчики, оборудование для отдыха в помещении и на открытом воздухе, общественные места и транспортные терминалы, от постоянного воздействия аэрозольной краски и маркеров. Еще одним интересным достижением является нанокомпозитное покрытие на основе соединений, специально разработанных для реакции только с жидкими углеводородами.
Еще одним интересным достижением является нанокомпозитное покрытие на основе соединений, специально разработанных для реакции только с жидкими углеводородами.
Pearson, Estron Chemical: Умные покрытия — это покрытия, которые воспринимаются как пассивные, но на самом деле являются активными и различаются в зависимости от спускового механизма. Ярким примером являются покрытия с добавками, регулирующими текучесть, которые управляют поверхностным натяжением покрытия, обеспечивая в результате более гладкую поверхность, делая ее многофункциональной.
Биллер, Исследовательская группа порошковых покрытий: Самая умная порошковая технология основана на схемах самовосстановления. Компания Autonomic Materials Inc. впервые предложила новую технологию ядро-оболочка, которая может изменить правила игры. Эти материалы устраняют трещины в покрытии без использования тяжелых металлов или фосфатов. Дебютировали забавные технологии, такие как порошковые покрытия от комаров и формулы, поглощающие загрязнения. Принятие рынком все еще неизвестно, поскольку эти ниши довольно узкие.Антимикробная технология вышла за рамки обычной техники с использованием ионов серебра и сейчас оценивается на предмет эффективности уничтожения микробов.
Принятие рынком все еще неизвестно, поскольку эти ниши довольно узкие.Антимикробная технология вышла за рамки обычной техники с использованием ионов серебра и сейчас оценивается на предмет эффективности уничтожения микробов.
Checzatka, BYK: Помимо дальнейшего развития технологий, интеллектуальные покрытия также являются маркетинговым трендом, направленным на продвижение порошковых покрытий в более специализированных областях применения и нишевых областях вдали от массовых применений. Кроме того, интеллектуальная технология порошкового покрытия также демонстрирует, что в настоящее время порошковые покрытия используются в более специализированных областях, чем в прошлом.
В. Произошли ли какие-либо заметные разработки в области сверхпрочных порошковых покрытий?
Watson, allnex: Возможность выхода за рамки сверхпрочности в отношении стойкости к атмосферным воздействиям с помощью порошкового покрытия не так уж и нова. Давайте рассмотрим, например, акриловую технологию или химию на основе фторполимеров, поскольку обе можно рассматривать как сверхпрочные технологии. Дело в том, чтобы в конечном итоге удовлетворить повышенные требования к погодным условиям без ограничений, связанных с химическим составом, включая их высокую стоимость и ограниченный эффект чистовой обработки поверхности.
Давайте рассмотрим, например, акриловую технологию или химию на основе фторполимеров, поскольку обе можно рассматривать как сверхпрочные технологии. Дело в том, чтобы в конечном итоге удовлетворить повышенные требования к погодным условиям без ограничений, связанных с химическим составом, включая их высокую стоимость и ограниченный эффект чистовой обработки поверхности.
Влад, Порошковые покрытия AkzoNobel: Сверхпрочные порошковые покрытия являются наиболее устойчивыми к атмосферным воздействиям из имеющихся покрытий, с химическим составом, аналогичным покрытиям из жидкого поливинилидендифторида (PVDF), что обеспечивает 10-летнюю стойкость к атмосферным воздействиям на открытом воздухе во Флориде. Они соответствуют самому строгому стандарту для покрытий — AAMA2605 в США и Qualicoat class 3 в остальном мире. Сверхпрочные порошковые покрытия все чаще признаются уместной альтернативой жидкому PVDF, о чем свидетельствуют недавние спецификации на монументальные здания, например, на строительство Hudson Yards в Нью-Йорке.
Houweling, DSM: На рынке сверхпрочных материалов преобладают жидкие системы, но доля рынка порошковых покрытий растет в зависимости от свойств, экономики и выбросов углекислого газа.
Roop, Axalta Coating Systems: Фторполимерная технология в основном используется в архитектурных приложениях для повышения устойчивости к атмосферным воздействиям; тем не менее, все больше производителей ACE требуют расширенных погодоустойчивых характеристик. Эта технология может добавить 6000 часов атмосферостойкости в условиях ускоренных испытаний.
Fruth, Arkema Coating Resins: Новые области применения на рынках ACE стимулируют спрос на повышенную долговечность сверхпрочной продукции. Наши клиенты экспериментируют с альтернативными химическими составами в поисках правильного сочетания повышенной прочности и экономической эффективности.
Pearson, Estron Chemical: На рынке востребованы сверхпрочные порошковые покрытия, поскольку они дешевле, проще в обработке и демонстрируют высокую долговечность. Эти приложения требуют глубокого понимания конструкции смол и всесторонних испытаний на атмосферостойкость. Современные технологии имеют фторуглеродную основу, которая в сочетании со стабилизированной пигментной системой делает их чрезвычайно устойчивыми к деградации (как полимера, так и из-за визуальной потери цвета). Однако есть компромиссы, так как эта более высокая степень плотности сшивки также приводит к тому, что система становится более хрупкой и поэтому не рекомендуется для применений, связанных с высокими механическими нагрузками.Выбор пигмента также ограничен из-за строгих требований к атмосферным воздействиям.
Эти приложения требуют глубокого понимания конструкции смол и всесторонних испытаний на атмосферостойкость. Современные технологии имеют фторуглеродную основу, которая в сочетании со стабилизированной пигментной системой делает их чрезвычайно устойчивыми к деградации (как полимера, так и из-за визуальной потери цвета). Однако есть компромиссы, так как эта более высокая степень плотности сшивки также приводит к тому, что система становится более хрупкой и поэтому не рекомендуется для применений, связанных с высокими механическими нагрузками.Выбор пигмента также ограничен из-за строгих требований к атмосферным воздействиям.
В. Каковы последние достижения в технологиях порошковых покрытий, отверждаемых ультрафиолетовым (УФ) и ближним инфракрасным (БИК) диапазоном?
Coutts, Erie Powder Coatings: УФ-покрытия выглядели многообещающими, но, похоже, ни к чему не привели, за исключением некоторых очень специализированных областей применения. Это, по-видимому, связано с проблемами безопасности, связанными с химическими веществами, пигментами, блокирующими УФ-свет, и рядом других причин, включая простую рыночную инерцию.
Это, по-видимому, связано с проблемами безопасности, связанными с химическими веществами, пигментами, блокирующими УФ-свет, и рядом других причин, включая простую рыночную инерцию.
Биллер, Исследовательская группа по порошковым покрытиям: УФ-отверждаемые порошковые покрытия — это загадка. Они выходят за рамки предложения курицы или яйца. Компании по производству смол и разработчики рецептур интенсивно разрабатывали эту технологию в 1990-х годах. Появилось небольшое количество новых приложений, включая полностью собранные электродвигатели, шкафы из МДФ, виниловые полы и автомобильные радиаторы. Большинство из них в конечном итоге отошли на второй план из-за проблем с производительностью (в основном связанных с процессами) и отсутствия сильной технической поддержки.Несколько смельчаков продолжили свои поиски, несмотря на экономическую нестабильность и общее отсутствие интереса к отрасли. В последнее время появились новые возможности, которые хорошо подходят для УФ-отверждаемых порошков, в том числе для твердых пород дерева и композитных материалов. Технологи серьезно пересматривают подходы к УФ-отверждению, чтобы соответствовать этим требованиям. Остается большой вопрос, захотят ли основные поставщики смол поддержать эти новые приложения.
Технологи серьезно пересматривают подходы к УФ-отверждению, чтобы соответствовать этим требованиям. Остается большой вопрос, захотят ли основные поставщики смол поддержать эти новые приложения.
Pearson, Estron Chemical: Ни одна из этих технологий не получила прочного закрепления, в основном из-за модификаций, которые необходимо было внести в линии нанесения покрытий, а также из-за признанных проблем, связанных с использованием.В идеале порошковые покрытия с УФ-отверждением должны иметь такие преимущества, как более быстрые циклы отверждения при более низких температурах отверждения, и могут использоваться для подложек, которые являются как термочувствительными, так и металлическими. Существуют ограничения в том, что могут возникнуть проблемы с некоторыми цветами, которые могут быть отверждены из-за вмешательства в выбор пигмента, и отверждение может быть не таким эффективным с деталями, имеющими сложную форму. Отверждение в ближнем инфракрасном диапазоне позволяет избирательно нагревать покрытие с чрезвычайно высокой скоростью отверждения.
Houweling, DSM: Мы рассматриваем как УФ, так и ближний ИК-диапазон как перспективные технологии, которые хорошо соответствуют быстрорастущей тенденции разработки порошковых покрытий для термочувствительных подложек.
Checzatka, BYK: Это системы для обработки древесины с низкой температурой выпечки, например, порошковых покрытий. Для них требуются специальные связующие и специальное оборудование для нанесения, в основном различные печи. Дальнейшие усовершенствования оборудования на всей производственной линии в сочетании с дальнейшими разработками в области сырья и рецептур помогут этим продуктам выйти на новые рынки.
Watson, allnex: Это две конкурирующие технологии, которые можно рассматривать как приемлемые варианты для термочувствительных подложек.В последнее время кажется, что рынок больше ориентирован на NIR в сочетании с термореактивной технологией в конкуренции с УФ-отверждаемыми системами.
Кумар, Clariant Plastics & Coatings USA: Эти порошковые покрытия могут использоваться для дерева, стекла, пластика (переработанного) и других неметаллических оснований — даже автомобильных интерьеров для замены мягких красок. Когда будут доступны хорошие смолы (отверждаемые УФ- и БИК), эта технология будет развиваться, но на данный момент их плохой блеск и эффективность отшелушивания «апельсиновой корки» остаются проблемой.
[Обратите внимание, что Биллер утверждает, что блеск УФ / БИК покрытий на самом деле может быть очень высоким и равным глянцу жидкостей, в то время как апельсиновая корка значительно меньше, чем у обычных порошковых покрытий.]
В. Были ли в последнее время сделаны какие-либо заметные разработки в области функциональных порошковых покрытий?
Pearson, Estron Chemical: К функциональным порошковым покрытиям обычно относятся покрытия, специально изготовленные с использованием эпоксидной смолы, склеенной плавлением (FBE), используемой для защиты стальных труб, арматуры и металлической проволоки от коррозии. Обычно требуются быстрое или мгновенное отверждение и отличная текучесть. Порошок должен иметь возможность осаждаться на движущемся субстрате с образованием гладкого и непрерывного слоя из-за того, что защищается. Эти покрытия используются в целевых приложениях, потому что не только покрытие является функциональным по своей природе, но и субстрат или деталь, на которые наносится покрытие, также являются функциональными при его использовании.
Обычно требуются быстрое или мгновенное отверждение и отличная текучесть. Порошок должен иметь возможность осаждаться на движущемся субстрате с образованием гладкого и непрерывного слоя из-за того, что защищается. Эти покрытия используются в целевых приложениях, потому что не только покрытие является функциональным по своей природе, но и субстрат или деталь, на которые наносится покрытие, также являются функциональными при его использовании.
Кумар, Clariant Plastics & Coatings USA: Эти недорогие покрытия большого объема остаются на основе эпоксидных смол.Однако цены на эпоксидные смолы росли, и у других смол есть возможность отнять некоторую долю рынка в этом крупномасштабном бизнесе. Растущий рынок инфраструктуры также положительно влияет на спрос на функциональные порошковые покрытия.
Checzatka, BYK: Функциональные порошковые покрытия должны отвечать высоким требованиям по защите от коррозии, быть устойчивыми к сколам и химическим воздействиям, а также гибкими. Когда мы рассматриваем все недавние и текущие изменения в нормативно-правовой базе, особенно в отношении систем покрытий на основе растворителей, мы можем ожидать дальнейшего перехода к технологии порошковых покрытий.Усовершенствованные системы порошкового покрытия могут даже заменить определенную долю рынка, занимаемую системами на водной основе. Это тенденция во всех регионах мира, и особенно сильно ее движет Китай.
Когда мы рассматриваем все недавние и текущие изменения в нормативно-правовой базе, особенно в отношении систем покрытий на основе растворителей, мы можем ожидать дальнейшего перехода к технологии порошковых покрытий.Усовершенствованные системы порошкового покрытия могут даже заменить определенную долю рынка, занимаемую системами на водной основе. Это тенденция во всех регионах мира, и особенно сильно ее движет Китай.
Появились новые возможности, которые хорошо подходят для УФ-отверждаемых порошков, в том числе для твердых пород дерева и композитных материалов.
Влад, AkzoNobel Powder Coatings: В нашем бизнесе термин «функциональные порошковые покрытия» относится к рыночному сегменту, в который мы поставляем нашу линейку функциональных порошковых покрытий Resicoat, которые полностью отличаются от других порошков, поскольку большинство из них горячие. — наносится и большей толщины, до 1000 мкм (1 мм).Они используются для усиленной защиты от коррозии чугунных клапанов и фитингов, трубопроводов и арматуры, а также для изоляции и защиты от коррозии ламинированных стеков, шин и электронных компонентов. Достижения включают более высокую T г порошка для увеличения срока службы и возможность работы в более агрессивных средах. Порошковые покрытия с температурами предварительного нагрева примерно на 50–60 ° C ниже (от 230 ° C до 160–170 ° C) обеспечивают аппликатору значительную экономию энергии и повышенную производительность, а также сокращают углеродный след и производственные затраты, связанные с процессом нанесения краски. .
Достижения включают более высокую T г порошка для увеличения срока службы и возможность работы в более агрессивных средах. Порошковые покрытия с температурами предварительного нагрева примерно на 50–60 ° C ниже (от 230 ° C до 160–170 ° C) обеспечивают аппликатору значительную экономию энергии и повышенную производительность, а также сокращают углеродный след и производственные затраты, связанные с процессом нанесения краски. .
Roop, Axalta Coating Systems: Компания Axalta недавно разработала технологию «труба в трубе» для нефтегазовой промышленности, которая создает прочный внутренний резервуар, способный продлить срок службы поврежденных труб. Функциональные порошковые покрытия также защищают клапаны и фитинги для систем подачи жидкости и газа, пожарных кранов и даже больших резервуаров для хранения. Этот термин также может включать в себя изделия для герметизации проводов и электрической изоляции.
Gingras, Arkema Coating Resins: Поскольку функциональные порошковые покрытия становятся более привлекательными для защиты от коррозии по сравнению с жидкостями на основе растворителей, продукты, полностью изготовленные из возобновляемых источников, таких как касторовое масло, могут привлекать больше внимания. Эти порошки используются для защиты металла в автомобильной, нефтегазовой, медицинской и других отраслях.
Эти порошки используются для защиты металла в автомобильной, нефтегазовой, медицинской и других отраслях.
В. Какие пробелы еще предстоит устранить с помощью достижений в технологии порошковых покрытий и какие меры принимаются для этого?
Влад, AkzoNobel Powder Coatings: Все, что мы делаем, руководствуется потребностями рынка и предоставляет более экологичные решения для наших клиентов по всему миру — будь то снижение температуры выпечки, устранение этапов процесса путем сухого нанесения, улучшенный материал использование за счет меньшего количества нанесенной пленки, повышения долговечности изделия с покрытием за счет повышения стойкости к ультрафиолетовому излучению / защиты от коррозии или добавления большей функциональности покрытиям.В основе нашей работы лежит предоставление оптимальных порошковых решений и помощь нашим клиентам в достижении их целей в области устойчивого развития. Например, компания AkzoNobel осознала потребность в низкоглянцевом покрытии несколько лет назад, когда матовые и текстурированные поверхности стали становиться все более популярными, и первой представила на рынке ряд ультраматовых покрытий с высокой устойчивостью к царапинам.
Fruth, Arkema Coating Resins: По-прежнему существует некоторая неопределенность в отношении будущего технологии сшивания триглицидилизоцианурата (TGIC) за пределами Европы, где она уже регулируется.Повышение эффективности сшивающих агентов на основе гидроксиалкиламида (HAA) остается темой интереса для мировых компаний по производству красок. Наши клиенты выразили желание иметь «глобальную» технологию сшивания, которая работает так же хорошо или лучше, чем существующие системы.
Gingras, Arkema Coating Resins: Для развития технологии порошковых покрытий необходимо признание со стороны всей производственно-сбытовой цепочки. Конечные потребители должны понимать ценность высокоэффективных порошковых покрытий, в то время как поставщик порошковых покрытий должен инвестировать ресурсы в разработку и продвижение новой технологии.С этой целью за последние девять месяцев Arkema объявила о капитальных вложениях в химический состав полиамида 11, чтобы продемонстрировать свою приверженность рынку.
Функциональные порошковые покрытия также защищают клапаны и фитинги для систем подачи жидкости и газа, пожарных кранов и даже больших резервуаров для хранения
Roop, Axalta Coating Systems: Пробел, который Axalta решает, заключается в характеристиках покрытия на стальных поверхностях, подвергнутых струйной очистке, по сравнению с горячекатаной или холоднокатаной сталью или гладким / полированным алюминием.В настоящее время мы должны составлять различные формулы в зависимости от типа поверхности, особенно для профилей, подвергнутых пескоструйной очистке. Заказчики наносят покрытие на сложные детали, и в некоторых случаях готовая деталь будет готовиться к обеим стадиям. Кроме того, Axalta разрабатывает новое поколение FBE для защиты мировых трубопроводов. По мере того, как нефте- и газодобывающие компании ведут бурение в более глубокие залежи, операторы трубопроводов должны повышать температуру, чтобы облегчить движение более густой и вязкой нефти. Традиционно FBE, разработанные для работы при высоких температурах, более хрупкие, менее гибкие и имеют меньшую адгезию к подложке.Новое поколение FBE Axalta меняет это положение. Что касается пробелов в качестве, Axalta создала утвержденную программу аппликаторов для архитекторов, работающих над глобальными проектами, которая включает оценку и утверждение согласованности всех аппликаторов порошковых продуктов Axalta во всем мире. Мы обнаружили, что это дает нашим клиентам душевное спокойствие при выборе Axalta для своих алюминиевых фасадов и архитектурных проектов.
Традиционно FBE, разработанные для работы при высоких температурах, более хрупкие, менее гибкие и имеют меньшую адгезию к подложке.Новое поколение FBE Axalta меняет это положение. Что касается пробелов в качестве, Axalta создала утвержденную программу аппликаторов для архитекторов, работающих над глобальными проектами, которая включает оценку и утверждение согласованности всех аппликаторов порошковых продуктов Axalta во всем мире. Мы обнаружили, что это дает нашим клиентам душевное спокойствие при выборе Axalta для своих алюминиевых фасадов и архитектурных проектов.
Checzatka, BYK: Недостатком порошковых покрытий по-прежнему является их внешний вид оптической поверхности, который отличается от визуальных свойств жидких систем.Отделка и качество поверхности немного ниже, чем у систем с мокрым эффектом. Визуальные эффекты, например металлическая отделка, при порошковых покрытиях немного менее ярки, чем при жидких покрытиях. Все эти недостатки известны, но новые и дальнейшие разработки в области сырьевых материалов и обработки порошковых покрытий позволят устранить некоторые из них.
BYK как поставщик добавок активно работает в тех областях, где наши продукты могут преодолеть существующие пробелы, с учетом местных требований в различных регионах с глобальной точки зрения.Кроме того, мы тесно сотрудничаем с нашими клиентами для поддержки их новых разработок.
Кумар, Clariant Plastics & Coatings USA: Достижение высокого блеска, подобного тому, который достигается для покрытий на основе жидких растворителей, все еще является проблемой для порошковых систем. Также необходимы холодные покрытия с ИК-отражающими пигментами (только более тусклые оттенки; яркие слишком дороги). Clariant также специализируется на разработке уникальных комбинаций пигментов на основе пигментов с высокой непрозрачностью, насыщенностью цвета, глянцем и высокой стойкостью.Металлические оттенки по-прежнему выглядят намного хуже, чем получаемые с помощью жидких покрытий, и это еще одна проблема, которую мы стремимся решить.
Houweling, DSM: Мы продолжаем улучшать экологичность наших решений для порошковых покрытий, поскольку рассматриваем этот атрибут как ключевой фактор успеха порошковых покрытий в сочетании с более низкими температурами отверждения (термочувствительные основы и тяжелая масса), улучшенным внешним видом улучшенная коррозионная стойкость и замена эпоксидной смолы.
Coutts, Erie Powder Coatings: Мы уделяем особое внимание борьбе с коррозией.Мы видим много пробелов и потенциал для продвижения в этой области. Наше основное внимание было сосредоточено на решении таких проблем, как проблемы межслойной адгезии при повторном нанесении покрытия, которые были обычными для существующих продуктов, а также на разработке новых технологий с использованием новых химикатов, пигментов и интеллектуальных технологий.
Pearson, Estron Chemical: По-прежнему существуют проблемы, связанные с ужесточением требований к степени отверждения без ущерба для внешнего вида или характеристик. Estron ориентирован на преодоление недостатков производительности, связанных с манипуляциями с компонентами покрытия — физической подвижностью реактивных групп смолы, находящей друг друга в процессе отверждения в заранее определенное время и способом, — и на том, как определить наиболее эффективный метод доставки продукта. что согласуется с потребностями отдельных рынков.
что согласуется с потребностями отдельных рынков.
Estron разработал запатентованный производственный процесс, обеспечивающий равномерное распределение добавок, сводя к минимуму возможность реакции между функциональными группами смолы и добавками. Этот процесс также доказал свою эффективность для диспергирования добавок в покрытиях, с которыми сложно работать с использованием обычных методов.
Биллер, Исследовательская группа по порошковым покрытиям: Группа PCR работает над широким спектром новых технологий, включая улучшение коррозионной стойкости как грунтовок, так и полиэфирных финишных покрытий; технология покрытия композитов, МДФ и древесины твердых пород; и устойчивые системы смол на основе сырья растительного происхождения.Существенные успехи достигаются в технологиях формулирования, новых материалах и соответствующих процессах, таких как инфракрасное и УФ-отверждение.
В. Хотели бы вы упомянуть что-нибудь еще о достижениях в технологии порошковых покрытий?
Checzatka, BYK: Порошковые покрытия имеют очевидные экологические преимущества. Их содержание ЛОС и углеродный след часто намного выше, чем у жидких, то есть на основе растворителей и даже систем на водной основе.
Их содержание ЛОС и углеродный след часто намного выше, чем у жидких, то есть на основе растворителей и даже систем на водной основе.
Watson, allnex: Недавняя реклассификация некоторых сшивающих агентов регулирующими органами приведет к изменению рецептуры. Новые архитектурные стандарты для китайского рынка также будут стимулировать разработку для достижения указанных характеристик. Кроме того, особое внимание уделяется определению использования экологически безопасных сырьевых материалов и устранению проблемных материалов, что еще больше укрепит экологичность порошковых покрытий.
Pearson, Estron Chemical: Есть области, которые могут быть интересны читателям в отношении архитектурных порошковых покрытий и их продвижения в Европе по сравнению с Северной Америкой.Пудра пользуется большим спросом на архитектурном рынке в Европе, чем в Соединенных Штатах, при этом признанным барьером для входа являются вариации цвета и блеска. Европа более склонна к низкому блеску, который достигается с помощью технологических смесей, но этот метод приводит к эффекту блеска, который не получил широкого распространения или признания в Северной Америке.
Европа более склонна к низкому блеску, который достигается с помощью технологических смесей, но этот метод приводит к эффекту блеска, который не получил широкого распространения или признания в Северной Америке.
[Обратите внимание, что Биллер не согласен. Он утверждает, что разница в потреблении связана с разными требованиями к защите от ультрафиолета.Европе требуются покрытия со значительно меньшей устойчивостью к ультрафиолетовому излучению. Континентальные Соединенные Штаты подвергаются значительно более высоким дозам ультрафиолетового излучения, поэтому требуется более высокая производительность. Достаточно стандартная технология изготовления смол соответствует большинству европейских архитектурных стандартов. В Соединенных Штатах фторполимеры должны соответствовать коммерческим архитектурным спецификациям, что создает более высокий барьер для входа на рынок.]
Влад, AkzoNobel Powder Coatings: Клиенты хотят иметь возможность принимать более быстрые и обоснованные решения. Рост цифровых инноваций в индустрии порошковых покрытий приближает порошковые покрытия к конечным пользователям, облегчая процесс принятия решений. Цветная оцифровка и цифровые инструменты — ключевая область развития; AkzoNobel выпустила ряд цифровых приложений для различных сегментов рынка, поддерживаемых Instamatch, высокоточным инструментом измерения цвета, который сочетается с мобильным программным обеспечением, чтобы обеспечить быстрый и точный выбор цвета на ходу.
Рост цифровых инноваций в индустрии порошковых покрытий приближает порошковые покрытия к конечным пользователям, облегчая процесс принятия решений. Цветная оцифровка и цифровые инструменты — ключевая область развития; AkzoNobel выпустила ряд цифровых приложений для различных сегментов рынка, поддерживаемых Instamatch, высокоточным инструментом измерения цвета, который сочетается с мобильным программным обеспечением, чтобы обеспечить быстрый и точный выбор цвета на ходу.
обеспечивают простое и удобное исследование, а в некоторых случаях, как, например, AkzoNobel Design, их можно даже использовать для разработки специальной технической спецификации за считанные минуты, предлагая выбор фильтров на каждом этапе процесса принятия решения.Фильтры могут варьироваться от типа подложки / строительного материала, окружающей среды, географического положения, требований к долговечности, выбора цвета, готового вида и т. Д.
Fruth, Arkema Coating Resins: За последние 40 лет в порошковых покрытиях мало что изменилось. Похоже, что большинство инноваций происходит за счет передачи технологий из сектора пластмасс. Пока не произойдет значительный прорыв в дизайне полимеров и способах производства покрытий, порошок будет продолжать занимать нишу на рынке покрытий.Тем не менее, Arkema продолжает искать новые способы обслуживания и поддержки наших клиентов в этом секторе рынка.
Похоже, что большинство инноваций происходит за счет передачи технологий из сектора пластмасс. Пока не произойдет значительный прорыв в дизайне полимеров и способах производства покрытий, порошок будет продолжать занимать нишу на рынке покрытий.Тем не менее, Arkema продолжает искать новые способы обслуживания и поддержки наших клиентов в этом секторе рынка.
CoatingsTech | Vol. 15, № 8 | Август 2018
Праймер для порошкового покрытия для металлообрабатывающих предприятий
Это обычная история. Изготовитель анализирует, сколько времени детали затрачивают на каждый процесс. Лазерная резка, гибка, сварка — эти и другие внутренние подразделения обычно измеряются минутами и часами. Но отправляйте детали сторонним субподрядчикам, и время обычно измеряется днями, а иногда и неделями.Неудивительно, что так много производителей предпочитают предоставлять многие услуги на дому, включая порошковую окраску.
Тем не менее, не у каждого производителя есть линия порошковой окраски, и не зря. Если у магазина есть тесная сеть специалистов по нанесению покрытий в этом районе, переходить на порошковое покрытие, возможно, просто не имеет смысла. В конце концов, запустить линию порошковой окраски — непростая задача. Но без тесной и оперативной сети специализированных установок для нанесения порошкового покрытия у производителя иногда просто нет выбора. Если магазин и дальше будет обслуживать клиентов, ему иногда нужно сделать решительный шаг.
Если у магазина есть тесная сеть специалистов по нанесению покрытий в этом районе, переходить на порошковое покрытие, возможно, просто не имеет смысла. В конце концов, запустить линию порошковой окраски — непростая задача. Но без тесной и оперативной сети специализированных установок для нанесения порошкового покрытия у производителя иногда просто нет выбора. Если магазин и дальше будет обслуживать клиентов, ему иногда нужно сделать решительный шаг.
Изготовителям необходимо изучить основы оборудования, от предварительной обработки до самого порошкового покрытия и требований к сушке. Но магазины не должны забывать о важной части головоломки: требованиях к обучению. Порошковая окраска обманчиво проста. Повреждение или иной брак детали при порошковой окраске и отделке — дорогостоящая ошибка, учитывая всю ценность — от лазерной резки до сварки — которая была добавлена до процесса нанесения покрытия.
Учитывая это, FABRICATOR разговаривал с Роджером Талбертом из Гранд-Рапидс, штат Мичиган. на базе Talbert Consulting, которая специализируется на обучении для индустрии порошковых покрытий. Оказывается, эта отрасль сталкивается с теми же проблемами, что и производство металла. Качество порошкового покрытия зависит не только от технологии, но и от людей, управляющих и использующих эту технологию. Все начинается с оператора, краскопульта и заготовки под рукой.
на базе Talbert Consulting, которая специализируется на обучении для индустрии порошковых покрытий. Оказывается, эта отрасль сталкивается с теми же проблемами, что и производство металла. Качество порошкового покрытия зависит не только от технологии, но и от людей, управляющих и использующих эту технологию. Все начинается с оператора, краскопульта и заготовки под рукой.
В первый день
Наблюдая за начинающим оператором порошковой окраски в его первый день, Талберт замечает несколько вещей. Во-первых, возникает неправильное представление о том, что это легкая работа.«Это странно, но это правда. Порошковое покрытие может показаться простым в том смысле, что обычный человек может понять, как нанести порошок на деталь. Но вскоре они обнаруживают, что не могут добиться единообразия пленки и не могут охватить определенные области детали, как они надеялись ».
Эта классическая непоследовательность покрытия происходит из-за неправильного понимания того, как именно работает порошковое покрытие. В отличие от влажной краски, порошок не имеет поверхностного натяжения, которое удерживает его прилипание к поверхности. В конце концов, это порошок, а не жидкость.Порошковое покрытие прилипает только при наличии электростатического заряда, «а электричество ведет себя согласно закону Ома», — сказал Талберт. «Он пойдет по пути наименьшего сопротивления».
В отличие от влажной краски, порошок не имеет поверхностного натяжения, которое удерживает его прилипание к поверхности. В конце концов, это порошок, а не жидкость.Порошковое покрытие прилипает только при наличии электростатического заряда, «а электричество ведет себя согласно закону Ома», — сказал Талберт. «Он пойдет по пути наименьшего сопротивления».
Когда новичок начинает опрыскивание, сначала вроде все нормально. Но довольно скоро области определенных деталей, такие как узкие углы смежных внутренних фланцев или точки пересечения двух проводов, не имеют достаточного покрытия, в то время как плоские области имеют слишком много покрытия. Это потому, что плоские участки имеют наименьшее электрическое сопротивление, а углы имеют высокое электрическое сопротивление.
Новичок направляет пистолет в углы, чтобы попытаться достичь достаточного покрытия, только чтобы обнаружить, что часть порошка течет в те области наименьшего сопротивления, эти плоские области. В итоге часть покрыта слоем верхнего слоя, некоторые участки загрунтованы, а также общей неровностью по всей поверхности. Что за оператор не хватает? Это может быть одна или несколько вещей, в зависимости от ситуации.
Что за оператор не хватает? Это может быть одна или несколько вещей, в зависимости от ситуации.
Оборудование и техника
Некоторые переменные находятся вне непосредственного контроля оператора во время работы, включая настройки предварительной обработки, скорость линии, подвешивание деталей и плотность линии, а также настройки печи для отверждения.Что касается переменных, которыми может управлять оператор, их можно сгруппировать в две области: настройки оборудования и техника.
Талберт предлагает начать с оборудования. В конце концов, имея хорошую технику, оператор не может бороться с плохой настройкой оборудования.
«У вас есть две разные подсистемы, которые влияют на покрытие», — сказал он. «Во-первых, это компонент доставки, включая правильное давление воздуха. Это дает вам необходимое количество порошка и предотвращает чрезмерную скорость этого порошка, создавая красивый однородный узор.Это пневматическая часть процесса ».
Операторам необходимо учитывать две различные настройки подачи воздуха: (1) процент от общего объема и (2) скорость (распыление или контроль формы). Настройки будут различаться в зависимости от порошка, смеси деталей и человека, наносящего покрытие. Как объяснил Талберт: «Типичная настройка может быть 40 процентов [от общего объема] и 4,0 Нм3 / ч (нормальные кубические метры / час) для моей вторичной подачи воздуха; это хорошая отправная точка «.
Второй — аспект зарядки, включая напряжение и силу тока, или, говоря языком порошкового покрытия, «микроампер».«Новички часто используют слишком много тока. Правильно подобранный ток равномерно притягивает порошок к металлической поверхности. Действительно, именно это электростатическое притяжение в первую очередь заставляет порошок прилипать. Но слишком сильный ток может иметь отталкивающий эффект.
«Прохождение тока от порошкового электрода к детали настолько велико, что мешает естественному осаждению порошка», — сказал Тальберт. «Это слишком много энергии, и это может создать текстуру [в покрытии], образование пятен и обратную ионизацию», когда высокое напряжение сталкивается с молекулами воздуха и расщепляет их, образуя ионы, которые создают формы и текстуры на поверхности покрытия.
«Это слишком много энергии, и это может создать текстуру [в покрытии], образование пятен и обратную ионизацию», когда высокое напряжение сталкивается с молекулами воздуха и расщепляет их, образуя ионы, которые создают формы и текстуры на поверхности покрытия.
Этот эффект отталкивания на внутренних углах (и других областях с высоким сопротивлением детали) специалисты по нанесению порошковых покрытий называют клеткой Фарадея . Эффект назван в честь английского ученого Майкла Фарадея, открывшего электромагнитное поведение.
Старые пистолеты для порошка не имеют ограничений на настройки тока, что означает, что ток может резко возрастать или уменьшаться в зависимости от электрического сопротивления между деталью и электродом в пистолете для порошка.По мере приближения пистолета к работе сопротивление уменьшается, а значит, увеличивается сила тока. Отодвиньте пистолет подальше, и произойдет обратное.
Уловка, особенно для начинающих операторов, заключается в ограничении силы тока. С установленным пределом пистолеты можно перемещать внутрь и наружу, то есть расстояние от пистолета до заготовки может изменяться, и оператор все равно будет добиваться желаемого покрытия детали.
С установленным пределом пистолеты можно перемещать внутрь и наружу, то есть расстояние от пистолета до заготовки может изменяться, и оператор все равно будет добиваться желаемого покрытия детали.
У новых пистолетов есть ограничения по току, которые можно установить. Таким образом, вместо того, чтобы оператор перемещал пистолет на несколько дюймов в сторону детали и заставлял ток подскакивать, скажем, до 60-70 мкА (диапазон, который может вызвать проблемы во многих приложениях), пистолет можно ограничить до 20-40 усилители.Поэтому, когда оператор приближается к детали, технология внутри пистолета компенсирует электрическую компенсацию, так что сила тока никогда не поднимается выше 40 (или того, что является оптимальным для оборудования и области применения), обеспечивая плавное и равномерное покрытие.
Другой переменной оборудования является конфигурация форсунки. Подобно соплам для лазерной или плазменной резки, существует множество вариантов сопел для пистолетов для порошковой окраски, но в сфере нанесения покрытий используются две конфигурации. Во-первых, это веерная форсунка, которая распыляет порошок веерообразно и создает зону покрытия, напоминающую удлиненный овал.Второй — конический дефектор, который создает концентрированную зону покрытия в форме пончика. Он может распылять узоры размером от 2 до 3 дюймов в диаметре, что может быть хорошо для определенных форм, таких как трубы или, возможно, небольшая коробка с внутренним углом, которая требует полного покрытия. Но, конечно, такие маленькие формы распыления очень неэффективны для больших деталей.
Во-первых, это веерная форсунка, которая распыляет порошок веерообразно и создает зону покрытия, напоминающую удлиненный овал.Второй — конический дефектор, который создает концентрированную зону покрытия в форме пончика. Он может распылять узоры размером от 2 до 3 дюймов в диаметре, что может быть хорошо для определенных форм, таких как трубы или, возможно, небольшая коробка с внутренним углом, которая требует полного покрытия. Но, конечно, такие маленькие формы распыления очень неэффективны для больших деталей.
Конфигурация вентилятора остается самой популярной просто потому, что его распылитель обеспечивает оператору максимальную эффективность при различных формах деталей и типах поверхностей деталей.Оператор может распылить немного больше на определенные детали, но для ситуации с большим количеством продукта избыточные отходы порошка обходятся дешевле, чем необходимость замены сопел пистолета.
«В лабораторных условиях вы часто меняли форсунки, — сказал Тальберт, — но в производственных условиях это действительно сложно сделать».
Сопло пистолета определяет технику работы оператора, а также форму детали и другие факторы, такие как текущие настройки и скорость линии. Техника несколько интуитивно понятна; устойчивая рука движется по правильному шаблону с постоянным прямым движением и постоянным перекрытием зоны покрытия между движениями.«Вы часто видите, как новые операторы перемещают оружие по неправильной схеме. Вы же не хотите, чтобы оператор перемещал пистолет по детали неравномерно, — сказал Талберт. «Вам нужно последовательное движение, поглаживание слева направо, падение пистолета, перекрытие рисунка примерно на 50 процентов и движение справа налево».
Двумя важными переменными, когда речь идет о технике порошкового покрытия, являются расстояние от пистолета до детали (также называемое целевым расстоянием) и последовательность распыления. Целевое расстояние должно быть как можно более постоянным.«Если я распыляю одну деталь на расстоянии 3 дюймов, а другую — на расстоянии 6 дюймов, я увижу разницу в толщине пленки и поведении порошка», — сказал Талберт. «Операция по нанесению порошкового покрытия должна иметь постоянное целевое расстояние от детали к детали и от человека к человеку».
«Операция по нанесению порошкового покрытия должна иметь постоянное целевое расстояние от детали к детали и от человека к человеку».
Кроме того, операторы должны начинать сначала с труднодоступных мест, укромных уголков и трещин, внутренних складок, все с высоким электрическим сопротивлением, чувствительным к клеткам Фарадея и другим головным болям, связанным с порошковым покрытием.Только после этого операторы могут переходить к плоским поверхностям с низким сопротивлением, которые легко покрывать. «Если вы сначала нанесете порошок на легко покрываемые поверхности, — сказал Тальберт, — вы только увеличите общее электрическое сопротивление. То есть электрическое сопротивление будет расти, а не уменьшаться ». Если сначала нанести покрытие на плоские открытые пространства, то укромные уголки и трещины будет еще сложнее покрыть равномерно и равномерно.
Стеллажи и подвешивание
Оператор пистолета не сможет добиться успеха, если детали не будут поставлены и подвешены последовательно и в правильной ориентации. Если деталь моется, ее нужно повесить таким образом, чтобы вода не застревала и не скапливалась в углах. Детали должны быть сгруппированы достаточно близко для обеспечения высокой эффективности, но не слишком близко, иначе у оператора пистолета-распылителя возникнут проблемы с нанесением полного покрытия на все детали.
Если деталь моется, ее нужно повесить таким образом, чтобы вода не застревала и не скапливалась в углах. Детали должны быть сгруппированы достаточно близко для обеспечения высокой эффективности, но не слишком близко, иначе у оператора пистолета-распылителя возникнут проблемы с нанесением полного покрытия на все детали.
«Хорошая стеллажная система обеспечит оператору хороший доступ ко всем областям каждой части», — сказал Талберт.
Подвешенные детали также должны быть устойчивыми. Находясь в движении на леске, они не должны раскачиваться или скручиваться.Это опять же затруднит получение оператором полного, однородного покрытия. Это может быть особенно проблематично для легких деталей. Мелкие детали могут быть настолько легкими, что их раскачивание может вызвать сам распылитель порошкового покрытия. Это может показаться безобидным, но такой поворот изменяет расстояние между пушкой и целью, что, в свою очередь, может вызвать непостоянное покрытие. Хорошие стеллажи должны обеспечивать поддержку, чтобы предотвратить это.
Талберт добавил, что идентичные детали должны быть подвешены с одинаковой ориентацией и высотой, чтобы оператор мог покрывать каждую деталь последовательным и повторяемым образом — от детали к детали, от смены к смене и изо дня в день.
«Стеллажи должны быть чистыми, а в зоне контакта [где деталь навешивается и закрепляется] не должно быть порошка», — сказал Талберт. «Это гарантирует, что вы получите хорошее электростатическое притяжение благодаря заземлению».
Можно написать книги о плотности распада частей на линиях порошкового покрытия. На предприятиях по нанесению покрытий по индивидуальному заказу поиск оптимальной плотности линии может быть стратегическим бизнес-преимуществом, определяющим разницу между реальной конкурентоспособностью или нет.
Плотность линий может быть не столь критичной для производителей, но, как предупреждал Талберт, магазины, игнорирующие плотность линий, делают это на свой страх и риск.В конце концов, производители, которые привозят порошковое покрытие на дом, часто делают это, чтобы уменьшить узкое место, связанное с нанесением порошкового покрытия. Меньше всего они хотят вложить большие средства в порошковое покрытие и в конечном итоге использовать эти вложения неэффективно.
Меньше всего они хотят вложить большие средства в порошковое покрытие и в конечном итоге использовать эти вложения неэффективно.
«Целью стеллажа является обеспечение того, чтобы я мог легко покрыть его, чтобы деталь была сухой, когда я покрываю ее, и я получаю хороший объем с линии», — сказал Талберт. «Речь идет о производительности, стабильности, простоте нанесения покрытия и минимальном количестве отходов. Многие магазины тратят огромные суммы денег, неправильно устанавливая и не подвешивая детали.
Принимая во внимание это, человек, которому поручено ставить и подвешивать детали, должен знать, насколько важна его работа и что произойдет, если он не сделает ее должным образом. Если он не обращает внимания, каждый последующий процесс отделки может пострадать.
Лидерство в среде с большим количеством продуктов
Операторам необходимо практическое знание того, как порошок сцепляется с поверхностью. Руководители и другие руководители отделов должны знать больше. Им необходимо знать, как лучше всего работает линия порошкового покрытия. А в мире изготовления по индивидуальному заказу с большим количеством продуктов поиск наилучших рабочих условий может быть довольно сбалансированным действием.
Им необходимо знать, как лучше всего работает линия порошкового покрытия. А в мире изготовления по индивидуальному заказу с большим количеством продуктов поиск наилучших рабочих условий может быть довольно сбалансированным действием.
Линия порошкового покрытия наиболее эффективно работает как система серийного производства. «Идеально сочетать вещи по размеру и стилю, а не по комплектам. Это просто упрощает настройку вашего оружия, духовки и стеллажа, — сказал Талберт. «В целом, это предпочтительный способ покрытия».
Это не значит, что производителю нужно часами работать с одним цветом. В конце концов, главная причина, по которой изготовители на заказ наносят покрытие на свои собственные работы, — это возможность быстрой смены цвета. Поскольку производители не сосредотачиваются исключительно на порошковой окраске и не потребляют большое количество порошка, утилизация часто не требуется.
Тем не менее, линия нанесения покрытия рассчитана на определенную скорость, которая зависит от объемов, состава деталей, требований к предварительной обработке, плотности линии (сколько деталей можно повесить в определенном пространстве) и времени отверждения.
Предварительная обработка обычно в некоторой степени зависит от обработки на основе набора. Предварительная обработка порошковым покрытием имеет два основных этапа: (1) очистка и (2) нанесение конверсионного покрытия, которое может защитить от коррозии, способствовать хорошей адгезии порошка и продлить срок службы покрытия.Процесс предварительной обработки может включать в себя несколько этапов подготовки и иной обработки детали, но цель состоит в том, чтобы получить чистую поверхность, восприимчивую к склеиванию.
Что касается стадии промывки, я работал со многими линиями, на которых используются самые разные типы материалов и достаточно хорошо с ними справляются », — сказал Талберт, добавив, что иногда возникают проблемы с конверсионными покрытиями, особенно если множество деталей из разных Типы материалов нуждаются в защите от коррозии при использовании на открытом воздухе — скажем, при работе с алюминиевыми и стальными компонентами.Конверсионные покрытия, которые эффективно работают с алюминием, обычно не работают со сталью. (Хотя некоторые покрытия из продуктов из так называемых «переходных металлов», таких как оксид циркония, делают системы предварительной обработки более адаптируемыми к различным материалам.) . «Однако проблема заключается в лечении. При отверждении более толстых деталей сердцевине подложки требуется больше времени для достижения температуры, необходимой для сшивания.”
(Хотя некоторые покрытия из продуктов из так называемых «переходных металлов», таких как оксид циркония, делают системы предварительной обработки более адаптируемыми к различным материалам.) . «Однако проблема заключается в лечении. При отверждении более толстых деталей сердцевине подложки требуется больше времени для достижения температуры, необходимой для сшивания.”
В большинстве порошковых покрытий используется термореактивный порошок, который требует определенного количества энергии и времени для создания химической реакции внутри порошка, чтобы он расплавился и сплавлялся в виде пленки. «Сшивание» происходит, когда молекулярная структура изменяется, когда порошок превращается из группы дискретных частиц в сплошную пленку. Это занимает определенное количество времени в зависимости от части, отверждаемой духовкой, хотя скорость линии посредством отверждения можно настроить до некоторой золотой середины для всех частей, висящих на линии во время определенного цикла.Используя гипотетические числа, Тальберт объяснил: «Лучше всего линия может работать со скоростью, скажем, 10 футов в минуту, и она может хорошо работать даже со скоростью 8 или 12 футов в минуту. Но запустите его только со скоростью 5 или 14 кадров в минуту, и вы можете столкнуться с проблемой.
«Это не означает, что люди не запускают детали в наборах», — продолжил Талберт. Существуют ограничения, но опытный линейный дизайнер должен уметь компенсировать многие подходы, основанные на использовании комплектов, при условии, что требования к покрытию должным образом поняты на стадии проектирования и стеллажи будут эффективными.
«Это сложнее, и вам нужно ограничить диапазон масс от детали к детали, например, подвесить легкий кусок стали рядом с толстым куском стали, который может быть проблематичным. Но вы можете в какой-то степени компенсировать это в духовке », — сказал он. «Вы можете использовать инфракрасную печь, которая управляется ПЛК и по-разному реагирует на те массы и формы, которые проходят сквозь нее, и излучает больше или меньше, в зависимости от того, что проходит. Затем вы отправлялись в конвекционную печь, чтобы завершить процесс отверждения.«Опять же, есть пределы; иногда требования к отделке деталей в одном наборе слишком разные, чтобы их можно было объединить в одном цикле.
Талберт добавил, что этот баланс — обычная проблема для многих производителей, которые используют порошковые покрытия внутри компании, и именно по этой причине наем опытного специалиста по порошковым покрытиям может быть очень ценным. Затем этот руководитель может обучить операторов, которые должны будут реагировать на различные части, висящие на линии, изменять расстояние между пушкой и целью, регулировать мощность и параметры потока, возможно, даже менять сопла.Следует ли оператору сохранить тот же расход, но просто отодвинуть пистолет подальше от цели? Или, возможно, сохранить ту же скорость потока и просто сделать меньше проходов? Оператор должен думать об этом на лету. Это не бездумная работа.
Как автоматизировано?
Автоматические линии нанесения порошкового покрытия в последние годы стали намного более гибкими не только благодаря технологии отверждения в инфракрасном диапазоне на основе ПЛК, но и благодаря интеллектуальной автоматизации пистолета. Можно настроить механизированные или роботизированные пистолеты для изменения скорости потока и расстояния между пушкой и целью в соответствии с продуктом, который проходит перед ними.В зависимости от комплектации магазина полная автоматизация действительно может оказаться подходящим вариантом.
Тем не менее, эти механизированные системы могут иметь проблемы с доступом ко всем частям детали, включая трудно покрываемые клетки Фарадея. Шарнирно-сочлененные роботы-манипуляторы могут дотянуться до большего количества мест с помощью краскопульта, но даже здесь есть компромиссы.
«Большинство подвешивает свои детали на простых крючках, — сказал Талберт. «Но если вы собираетесь использовать робота с шарнирно-сочлененной рукой, этот крюк должен быть действительно хорошим крючком, который висит в удобном положении в течение всего дня.В противном случае робот будет покрывать только то, на что он запрограммирован, и деталь может быть неправильно расположена. У ручного оператора есть глаза. Можете ли вы полностью автоматизировать? Да, но часто сложность процесса приводит к аргументам в пользу использования ручного оператора ».
Обучение: в основе всего
Отделу порошковой окраски производителя нужны детали , разработанные с учетом порошкового покрытия. Как объяснил Тальберт, на узкие углы можно наносить покрытие, как и на некоторые чрезвычайно сложные геометрические формы, но они также добавляют множество переменных покрытия и увеличивают вероятность ошибок, переделок и брака.
Тем не менее, обучение остается важным, и оно начинается с начальника отдела. «Начальник отдела должен хорошо разбираться в линии и процессе порошкового покрытия», — сказал Талберт. «Они знают предварительную обработку. Они понимают, что происходит в стиральной машине. Они знают, почему и как вы правильно стойте. Они знают настройки порошковых пистолетов, сушильных шкафов и должны разбираться в электростатике. Они знают, как устранять неполадки. Им нужно пройти через очередь, посмотреть на что-то и сразу понять, что это неправильно.”
Рассмотрите возможность предварительной обработки. Сотрудник магазина из другого отдела может просто увидеть, как очищаются детали. Наблюдатель должен следить за стиркой, знать, что на нее будет нанесено столько миллиграммов конверсионного покрытия, знать, что на нее будет распыляться деионизированная вода и она будет высушена определенным образом.
Откуда люди получают эти знания? Они получают это благодаря опыту, но они могут получить обучение из внешних источников, от поставщиков оборудования, отраслевых ассоциаций и из других источников внешнего обучения.Хорошие источники включают Институт порошковых покрытий (www.powdercoating.org) и Международную ассоциацию производителей химических покрытий. (www.ccaiweb.com).
Супервайзер, в свою очередь, должен определить, какой уровень подготовки операторов должен быть эффективным и действенным. Как сказал Талберт: «Руководителю действительно необходимо научить их быть успешными мастерами по нанесению порошковых покрытий».
Вот руб. Как и в процессах на заводе-изготовителе, устройства для нанесения порошкового покрытия не могут быть простыми кнопками (или спусковыми крючками).Талберт добавил, что это проблема, которая часто остается незамеченной, потому что плохой оператор порошковой окраски все равно может получить работу вне дома. «Они просто часто не могут эффективно или эффективно покрыть деталь».
Они могут, например, использовать полную настройку ампер-потенциала. Но если бы они знали больше об оборудовании и о том, как различные настройки микроампер влияют на покрытие, они могли бы покрывать детали гораздо более эффективно.
Верно, у некоторых контроллеров есть «рецепты», которые могут использовать операторы. Они нажимают кнопку, и все давление воздуха и электростатические переменные автоматически регулируются в соответствии с производством детали.Но, добавил Талберт, машины для нанесения порошкового покрытия будут намного успешнее, если они поймут , почему эти настройки работают так хорошо.
Допустим, вы просите оператора настроить пистолет, которым он обычно не распыляет, и он говорит, что не знает, как это сделать. «Он говорит вам:« Ну, это пистолет Джо, а не мой, и Джо сегодня здесь нет ». Это проблема, — сказал Талберт. «Джо должен был всех научить настраивать это ружье. И это должно было быть задокументировано. Это не обязательно должна быть энциклопедия по порошковым покрытиям, это просто основные инструкции.
Оказывается, то, что верно для производственных процессов, справедливо и для отделки. Отсутствие формального обучения приводит к недостаточной вовлеченности, текучести кадров и беспорядкам в работе. В основе всего лежит знание процесса нанесения покрытий, как и повсюду в производственном цехе.
Talbert Consulting, 616-915-2769, [email protected]
Каковы преимущества порошкового покрытия для проектов по изготовлению металлов?
Производители металла выступают в качестве одной из опор, поддерживающих национальную инфраструктуру и экономику.Бесчисленные аспекты нашей повседневной жизни зависят от продукта, изготовленного из металла, будь то бытовая техника или важная медицинская техника. Короче говоря, металлические изделия бесценны для общества, если они были должным образом обработаны обученным профессионалом.
Почему обработка металла важна для готовой продукции?
Сам по себе необработанный металл имеет несколько явных проблем; без надлежащей отделки открытые металлы могут со временем подвергнуться коррозии и потускнению.В зависимости от предполагаемого использования незавершенные металлические детали могут подвергаться эрозии солями, ослабляться ультрафиолетом или ржаветь под дождем. Однако производители металла много лет назад осознали, что правильная отделка компонентов имеет важное значение для повышения долговечности и срока службы продукта.
Кроме того, правильная обработка металлических изделий значительно улучшает эстетический вид, что, в свою очередь, делает изделия более ценными и приятными для конечного пользователя. Другими словами, правильно выполненная отделка металла — это выигрыш как для производителя, так и для заказчика.
Появление порошковых покрытий немедленно повлияло на производство
Однако производители металла не всегда использовали порошковое покрытие в качестве опции. В прошлом производители выбирали жидкую краску; тем не менее, этот процесс требовал времени, соответствующих условий и плохо выполнялся, если не применялся профессионально.В 1960-х годах ученые усовершенствовали порошковое покрытие — новый процесс отделки, который произвел революцию в индустрии металлических изделий. Порошковое покрытие обеспечило немедленные преимущества по сравнению с предыдущими методами отделки, предоставив производителям металла и производителям продукции передовые позиции.
Порошковое покрытие повышает долговечность, обеспечивает превосходный внешний вид и снижает воздействие на окружающую среду. На протяжении многих лет порошковая окраска позволила производителям металла сократить время производства при одновременном повышении функциональных защитных свойств продукта.
Как работает порошковое покрытие?
Крайне важно точно понимать, как работает порошковое покрытие, чтобы полностью оценить его уникальные преимущества. В то время как обычная жидкая краска содержит цветные пигменты, взвешенные в жидкости, порошковое покрытие работает в полностью сухой среде — это важный аспект при окончательной отделке изготовления на заказ и нанесении покрытий с помощью порошкового покрытия.
Вот краткий обзор того, как работает порошковое покрытие: сухой порошок получает положительный электрический заряд и распыляется под давлением на незавершенный металлический объект, который заземлен отрицательным зарядом. Это, в свою очередь, вызывает электрохимическое изменение, позволяющее молекулам порошка прикрепляться к металлу. Существует широкий выбор порошковых основ, включая акриловые, полиэфирные, эпоксидные, полиуретановые или их смеси. Электрическая поляризация, присущая процессу, позволяет наносить полностью однородное покрытие без потеков и проседаний.
После того, как изготовленные металлические детали имеют однородное порошковое покрытие, они помещаются в высокотемпературную среду — продолжительность в конечном итоге будет зависеть от порошковых материалов, а температура может достигать 400 градусов по Фаренгейту. Продукты с порошковым покрытием полностью затвердевают, когда их вынимают из духовки, и их можно сразу использовать.
Порошковое покрытие позволяет легко покрывать сложные геометрические формы с равномерным покрытием. После завершения детали с порошковым покрытием имеют прочный молекулярно-плотный защитный внешний слой.
Каковы уникальные преимущества порошкового покрытия?
Порошковое покрытие имеет множество преимуществ по сравнению с другими доступными вариантами отделки. Порошковая окраска, выполненная профессионалом, делает обработанные поверхности устойчивыми к царапинам, выцветанию, истиранию и сколам. Кроме того, металлические изделия с порошковым покрытием не подвержены коррозии или ржавчине, сохраняя новый внешний вид на протяжении всего жизненного цикла изделия. Порошковое покрытие также помогает сделать продукты практически необслуживаемыми при нормальном использовании, так как нет необходимости в перекрашивании.
Металлические покрытия с порошковым покрытием хорошо сочетаются с другими методами отделки. Поскольку для порошкового покрытия используется меньше оборудования, требуется меньше времени и сырья, это менее затратный процесс, чем такие альтернативы, как нанесение покрытия и обычная окраска. Порошковая покраска — действительно надежный процесс, сокращающий количество бракованных работ. Это более чистый, гладкий и превосходный процесс по сравнению с другими методами отделки. Порошковая окраска — это экологически чистая, безопасная и экономичная отделка.Неудивительно, что порошковое покрытие имеет такое преимущество в индустрии отделки металлов.
CAMM Metals | Услуги по нанесению порошковых покрытий в CT
При выборе металлоконструкций крайне важно провести исследование, поскольку не все компании способны выполнять работу одинакового качества. CAMM Metals имеет многолетний опыт, оттачивая наши навыки по всем направлениям, чтобы предоставлять нашим клиентам качественный продукт и измеримую прибыль.
преимуществ порошкового покрытия | Leading Edge Mfg
ОТДЕЛКА МЕТАЛЛА
Необработанный металл имеет некоторые недостатки.Если металл останется незавершенным, это может привести к коррозии и потускнению обнаженного металла, что в конечном итоге может ослабить или испортить ваш компонент. Производители давно поняли, что качественная отделка важна для долговечности продукта. Они также узнали, что чистовая обработка металлических деталей позволяет получить гораздо более красивый конечный продукт. Долгое время жидкая краска использовалась для отделки большинства металлических изделий. Но и у обычных красок были свои недостатки. Обычная жидкая окраска требует времени, требует надлежащих условий и плохо выполняется, если не применяется профессионально.Опытные производители знали, что должна существовать лучшая альтернатива финишной окраске жидкой краской, что привело к развитию порошкового покрытия. Эта высокотехнологичная отделка имеет все преимущества перед другими доступными видами отделки. Порошковая окраска делает обработанные поверхности устойчивыми к царапинам, истиранию, выцветанию и сколам. Металлические изделия с порошковым покрытием не подвержены коррозии или ржавчине. Они сохраняют совершенно новый внешний вид на протяжении своего обычного жизненного цикла. Все преимущества порошкового покрытия для нержавеющей стали, углеродистой стали и алюминия имеют ценность для потребителя.Порошковая окраска делает изделия практически не требующими обслуживания при нормальном использовании. Нет необходимости в периодической перекраске. Поверхности с порошковым покрытием просто моются обычным моющим средством и водой.ПОРОШКОВОЕ ПОКРЫТИЕ VS. АЛЬТЕРНАТИВЫ
Порошковая окраска имеет значительные преимущества перед другими методами отделки. Сравнивая порошковое покрытие с мокрым окрашиванием или гальваническим покрытием, производители и потребители не могут сравниться со многими преимуществами, которые имеют при использовании порошкового покрытия.- Экологичность: В процессе порошкового покрытия не используются агрессивные химические вещества, в отличие от мокрой окраски и горячего покрытия.Как масляные, так и водоразбавляемые краски содержат агрессивные химические вещества в составе растворителей и пигментных добавок. В порошковой окраске используется только сухой порошок, который идет прямо из пистолета-распылителя на металлическую поверхность.
- Нет летучих органических соединений: Летучие органические соединения или ЛОС могут быть вредными для окружающей среды, вредными для человека и не одобряются Агентством по охране окружающей среды (EPA). В сухих порошках нет летучих органических соединений.
- Экономия затрат: Поскольку для нанесения порошкового покрытия используется меньше оборудования, требуется меньше времени и меньше сырья, это менее затратный процесс, чем такие альтернативы, как нанесение покрытия и обычная окраска.Затраты на рабочую силу для порошкового покрытия также ниже из-за простой двухступенчатой системы, используемой при порошковой окраске.
- Меньше отходов: При порошковой окраске отходов практически нет. Окраска распылением имеет значительное избыточное распыление, которое приводит к расходу лакокрасочных материалов. Кисти и валики также содержат много отходов в лотках и контейнерах. Практически весь вытесненный сухой порошок контактирует с необработанным металлом при нанесении порошкового покрытия и остается там.
- Безопасность: Â Порошковое покрытие — полностью безопасный процесс.Нет горючих растворителей, как при обычной мокрой окраске. Кроме того, материалы порошкового покрытия не являются едкими и не повлияют на кожу при случайном контакте.
- Обслуживание оборудования: Â Поскольку для порошкового покрытия используются сухие материалы, наносимые сжатым воздухом на электрически заряженный металл, в этом процессе используется мало оборудования. Это означает меньшее количество оборудования, требующего обслуживания, и это значительное преимущество для предприятий по нанесению порошковых покрытий. Это также означает меньше времени и хлопот, что приводит к экономии средств клиентов.
- Продукция высшего качества: Порошковая окраска — бесспорный победитель, когда дело доходит до отделки металлических изделий. Это более чистый, гладкий и превосходный процесс, чем другие методы отделки. Порошковая окраска — это экологически чистая, безопасная и экономичная отделка. Неудивительно, что порошковое покрытие имеет такое превосходное преимущество в металлообрабатывающей промышленности.
ПОРОШКОВОЕ ПОКРЫТИЕ ДЛЯ АЛЮМИНИЯ И МЕТАЛЛА | производитель декоративных порошковых покрытий компания
ПОРОШКОВЫЕ ПОКРЫТИЯ ДЛЯ АЛЮМИНИЯ И МЕТАЛЛА | производитель декоративных порошковых покрытий | Decoral AmericaАлюминий с порошковым покрытием представляет собой процесс нанесения сухой краски на алюминиевый продукт путем электростатического заряда порошка и последующего распыления его на продукт.Эксклюзивная технология покрытия алюминия Decoral позволяет создавать детализированные и яркие формы и узоры.
Что касается покрытия, металл, алюминий и металлические материалы могут быть декорированы различными рисунками — от текстуры древесины до нестандартных живописных композиций — с использованием порошкового покрытия. В результате получается прочный и универсальный материал, который можно использовать практически для любых целей. Лучшая причина для использования процесса порошковой окраски для алюминиевых покрытий заключается в том, что результаты продукта превосходят при использовании алюминия и металла по сравнению с другими материалами.
Примеры порошкового покрытия алюминиевых изделий: алюминиевые окна для жилых и коммерческих объектов, бытовая техника, мебель, двери лифтов, настилы и перила и другие. Вы даже можете нанести порошковое покрытие на алюминиевые детали, такие как алюминиевые диски, при правильной очистке и обращении.
Алюминий с порошковым покрытием легко чистится. Это особенно актуально по сравнению с деревом, потому что порошковые алюминиевые покрытия не требуют какой-либо окраски или окрашивания. Порошковое покрытие металла — это прочный процесс порошкового покрытия высокого качества, в результате которого получается готовый продукт, выдерживающий суровые условия окружающей среды.К ним относятся чрезмерное УФ-облучение, солевой туман и сильное загрязнение.
Порошковое покрытие под дерево на алюминии имеет гладкую или текстурированную естественную поверхность и выглядит настолько реалистично, что даже не поверишь, что это не дерево.
Около 90% материалов с порошковым покрытием — это сталь, алюминий или металл.
Металлическая порошковая окраска включает:
1.) Подготовка детали (предварительная обработка)
2.) Нанесение порошка
3.) Лечение
ТРЕБОВАНИЯ К ДЕКОРАЛЬНОЙ СИСТЕМЕ
Стандартная установка для нанесения порошкового или мокрого покрытия
Расходные материалы для порошковых покрытий, производимые и поставляемые Decoral
Трансферные пленки, производимые и поставляемые Decoral
Декорационное оборудование, изготовленное и поставленное компанией Decoral