красивые евро радиаторы, преимущества, установка
Содержание:
Чугунные батареи отопления более пятидесяти лет оставались востребованными среди потребителей. В настоящее время они все еще остаются популярными, даже на фоне роста спроса на конкурирующие изделия из металла, алюминия и стальные радиаторы. В этой статье мы подробно рассмотрим чугунные батареи нового образца, их плюсы и минусы, а также правильность их подключения.
Отдельно стоит упомянуть, что в советском союзе повсеместно устанавливались именно советские батареи отопления из чугуна, по большому счету потому, что как таковой альтернативы им не существовало.
Преимущества и недостатки чугунных радиаторов
Модели старых советских радиаторов имели название мс 140. Цифра указывает на мощность одной секции, которая составляет 140 Вт. Такие показатели все еще остаются актуальными для конечного потребителя.
Чугунные радиаторы нового образца, к примеру, марки Konner, своим качеством, внешним видом и конструкцией практически не отличаются от алюминиевых и биметаллических отопительных агрегатов.
Рабочее давление чугунных батарей составляет восемь атмосфер. Для наилучшей естественной конвекции, то есть движения тепловых потоков, лучше всего их устанавливать под окнами. Стоит отметить, что для улучшения теплоотдачи чугунных батарей, их рекомендуется один раз в 2-3 года промывать для удаления из них ржавчины и другого мусора.
Положительные качества
Несомненные достоинства таких батарей следующие:
- надежность, которая прошла проверку временем;
- длительный срок эксплуатации – благодаря высокой устойчивости к коррозии он достигает 50 лет;
- высокая теплоемкость благодаря существенному объему и большой толщине стенок;
- невысокая цена наряду с устойчивостью к примесям в воде, подаваемой в отопительный контур;
- не поддается протечкам;
- эффективная работа даже на низкокачественных теплоносителях;
- простота монтажа – установить красивые чугунные радиаторы вы сможете даже самостоятельно.


Несовершенства
Стоит отметить, что чугунные радиаторы не лишены и недостатков, в частности таких:
- спустя длительное время эксплуатации внутри батарей накапливается ржавчина;
- в связи в небольшой теплоотдающей поверхностью и малой теплопроводностью чугуна прогрев помещения такими радиаторами происходит достаточно медленно. Так, порядка 80 % тепла отдается в комнату в виде излучения и лишь около 20 % передается в воздух методом конвекции. Следовательно, качественный прогрев комнаты можно обеспечить только при установке не менее 10 зубков.
- Поскольку чугунные батареи очень тяжелые, для их монтажа потребуются достаточно толстые трубы. По этой же причине при креплении на стены также могут возникнуть проблемы.
- В связи с низкой скоростью прогрева помещения чугунными радиаторами, вполне целесообразным будет монтаж регулирующих устройств на каждом объекте.
- При наличии автоматических отопительных систем встроить чугунные радиаторы весьма проблематично. Кроме того, они не позволяют экономить топливо.
- Медленный прогрев воды внутри чугунного радиатора и намного более низкая температура обратного потока, чем в других устройствах.
 Кроме того, они не позволяют экономить топливо.
Кроме того, они не позволяют экономить топливо.
Стоит отметить, что обеспечить нагрев теплоносителя, например, до 75 ℃ можно только с помощью мощного котла. Учитывая, что при транспортировке по трубам теряется порядка 10 % тепла, для получения данных показателей котел должен разогреть воду практически до 90 ℃, что является пределом. Следовательно, получить очень горячие чугунные батареи, не угробив при этом котел раньше времени, практически невозможно.
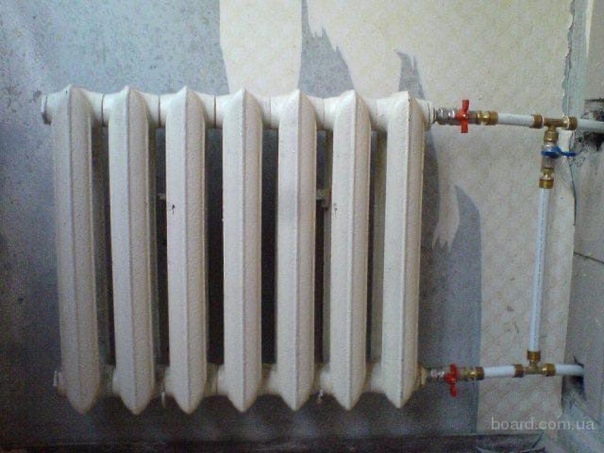
Схемы подключения чугунных батарей отопления
Чтобы подключить чугунные евро радиаторы отопления есть несколько распространенных способов:
- Метод диагонального подключения. Данный способ применяется преимущественно для врезки радиаторов с большим количеством секций.

Обратите внимание, что при последовательном подключении отопительных приборов движение теплоносителя осуществляется благодаря давлению в системе. Возможные воздушные пробки из радиаторов стравливают с помощью кранов Маевского. Существенным недостатком данного способа врезки является необходимость отключения всей отопительной системы в случае экстренного ремонта.
- Нижняя врезка. Данный способ используется, чтобы подключить красивые чугунные радиаторы отопления к трубам, проходящим под плинтусами или в полу. Такая врезка выглядит эстетически красиво, поскольку видны только вертикально направленные патрубки подающего и обратного трубопровода.
- Односторонняя боковая врезка. Такой метод считается наиболее распространенным и вместе с тем достаточно эффективным. При этом подающий трубопровод врезается в верхнюю футорку чугунных евро батарей, а обратка расположена с той же стороны, только снизу. Именно такое подключение способно обеспечить максимальную теплоотдачу батареи. Если сделать врезку контуров наоборот, теплоотдача радиатора снизится примерно на 10 %. Примечательно, что решением данной проблемы может стать установка удлинителя потока воды, который используются для батарей с большим количеством зубков.
- Метод параллельной врезки. Такое подключение предполагает использование трубопровода, соединенного с подающим стояком. Горячий теплоноситель при этом проходит сквозь батареи и выводится по трубопроводу, подключенному к обратке.
 При этом подающий трубопровод врезается в верхнюю футорку чугунных евро батарей, а обратка расположена с той же стороны, только снизу. Именно такое подключение способно обеспечить максимальную теплоотдачу батареи. Если сделать врезку контуров наоборот, теплоотдача радиатора снизится примерно на 10 %. Примечательно, что решением данной проблемы может стать установка удлинителя потока воды, который используются для батарей с большим количеством зубков.
При этом подающий трубопровод врезается в верхнюю футорку чугунных евро батарей, а обратка расположена с той же стороны, только снизу. Именно такое подключение способно обеспечить максимальную теплоотдачу батареи. Если сделать врезку контуров наоборот, теплоотдача радиатора снизится примерно на 10 %. Примечательно, что решением данной проблемы может стать установка удлинителя потока воды, который используются для батарей с большим количеством зубков.
Благодаря наличию вентилей, которые монтируют на входе и выходе из радиатора, в случае поломки его можно в любое время демонтировать, не отключая при этом всю отопительную систему. Что касается недостатков, то параллельное подключение целесообразно лишь при наличии высокого давления в системе, иначе теплоноситель не сможет полноценно циркулировать по отопительному контуру.
Тонкости корректной врезки
При установке чугунных радиаторов отопления очень важно обеспечить надлежащую циркуляцию воздуха, чтобы они могли функционировать эффективно. Для этого следует обязательно соблюсти нормативы по отступам.
Так, зазор между стеной и радиатором отопления должен колебаться в пределах 2-5 см. Если на стене предполагается укладка теплоизоляционного слоя с отражающей поверхностью, для установки батарей понадобятся специальные кронштейны.
Отступ от подоконника до верхней части радиатора должен составлять порядка 5-10 см, чтобы воздушные массы могли свободно перемещаться внутрь помещения.
Кроме того, необходимо обеспечить зазор между полом и нижней поверхностью радиатора в пределах от 10 см.
В завершение
Несмотря на возможные недостатки, именно чугунные отопительные радиаторы пользуются наибольшим спросом среди потребителей. Такая популярность объясняется не только длительной эксплуатацией, но и рядом технических характеристик. Несмотря на то, что существует много более современных и красивых приборов, чугунные радиаторы всегда можно совместить с остальным отопительным оборудованием.
Несмотря на то, что существует много более современных и красивых приборов, чугунные радиаторы всегда можно совместить с остальным отопительным оборудованием.
Монтаж чугунных и алюминиевых радиаторов отопления своими руками
Батареи – основная часть системы отопления. От материала изготовления и правильного монтажа зависит теплообеспечение, срок службы и затраты на обогрев помещения. Сегодня можно найти радиаторы из разных материалов: алюминия, стали, биметалла. При монтаже отопительной системы до сих пор используются чугунные батареи. Как осуществить монтаж чугунных радиаторов отопления своими рукам, если есть навыки использования рабочих инструментов.
Монтаж чугунных радиаторов отопления своими руками
Подготовка
Установка батарей отопления – ответственный процесс. Несоблюдение основных принципов влечет за собой низкий уровень нагрева конструкции. Последствием может стать вынужденный ремонт в комнате или замена радиатора отопления во время зимы.
Несоблюдение основных принципов влечет за собой низкий уровень нагрева конструкции. Последствием может стать вынужденный ремонт в комнате или замена радиатора отопления во время зимы.
В первую очередь нужно определить, как устроена система отопления:
- однотрубная разводка предполагает последовательное подключение. Для замены радиаторов требуется полностью прекратить подачу горячей воды и слить её. Такой тип организации затрудняет замену чугунных батарей многоквартирного дома в холодное время года: все квартиры останутся без тепла на время монтажа.
- двухтрубная разводка – это параллельное подключение каждого радиатора к двум трубам: подающей и отводящей горячую воду. Это сложная для установки система имеет преимущество перед однотрубной: на стадии заложения системы можно установить терморегуляторы на радиаторы, чтобы контролировать температуру в каждой комнате.
Однотрубная и двухтрубная разводка системы отопления.
Значение имеет и тип подсоединения батарей к системе отопления:
- Подключение с одной стороны встречается чаще всего. Приводящая труба подсоединяется к верхней части радиатора, а труба отведения – к нижней, что обеспечивает оптимальный уровень нагрева. Если подача горячей воды осуществляется снизу, приводящая труба подсоединяется к нижнему патрубку. В результате теплоотдача снижается в среднем на 6%. Одностороннее подсоединение позволяет установить перемычку между приводящей и отводящей трубой – байпас. Такой переход в сочетании с вентилями, перекрывающими подачу воды в радиатор, позволяет регулировать количество тепла в помещении и производить монтаж трубы без отключения основной системы отопления.
 Приводящая труба подсоединяется к верхней части радиатора, а труба отведения – к нижней, что обеспечивает оптимальный уровень нагрева. Если подача горячей воды осуществляется снизу, приводящая труба подсоединяется к нижнему патрубку. В результате теплоотдача снижается в среднем на 6%. Одностороннее подсоединение позволяет установить перемычку между приводящей и отводящей трубой – байпас. Такой переход в сочетании с вентилями, перекрывающими подачу воды в радиатор, позволяет регулировать количество тепла в помещении и производить монтаж трубы без отключения основной системы отопления.
Приводящая труба подсоединяется к верхней части радиатора, а труба отведения – к нижней, что обеспечивает оптимальный уровень нагрева. Если подача горячей воды осуществляется снизу, приводящая труба подсоединяется к нижнему патрубку. В результате теплоотдача снижается в среднем на 6%. Одностороннее подсоединение позволяет установить перемычку между приводящей и отводящей трубой – байпас. Такой переход в сочетании с вентилями, перекрывающими подачу воды в радиатор, позволяет регулировать количество тепла в помещении и производить монтаж трубы без отключения основной системы отопления.последовательность монтажа, схемы подключения, крепление к стене
Выбор отопительных устройств из чугуна при наличии на рынке аналогов из стали, алюминия или биметалла – это не дань традиции, а продуманное и взвешенное решение. Установка чугунных батарей современного образца дает возможность получить все преимущества, которыми обладает этот металл при меньшем весе конструкции и большем уровне теплоотдачи.
Преимущества чугунных батарей
Почему-то, когда требуется заменить старые чугунные радиаторы, большинство потребителей ищут альтернативу из других видов металла. Это происходит по простой причине, что они не знают, как выглядят современные образцы батарей из чугуна. У них не только ровная красивая поверхность, которая стильно смотрится практически в любом интерьере, но и новые технические параметры, которые значительно лучше советских аналогов.
Установка чугунных радиаторов отопления нового поколения позволяет сэкономить средства, как на изделиях, так и их подключении. Их не придется подгонять под существующую систему обогрева и докупать дополнительные переходники. При всем этом, они обладают рядом преимуществ перед старыми чугунными батареями:
- Вес новых моделей стал в два раза меньше. Если раньше секция радиатора весила порядка 8 кг, то теперь 3.5-4 кг.
- Так как их внешняя поверхность перестала быть «ребристой», а приобрела гладкую ровную поверхность, то теплоотдача новых устройств стала выше. В старых моделях она составляла 110 Вт, а в новых – порядка 130-140 Вт.
- Устойчивость к качеству теплоносителя у них осталась прежней, а так как каналы достаточно широкие, то чистить их придется намного реже, чем те же биметаллические или алюминиевые секции.
- Зная, как правильно подключить чугунную батарею, можно забыть на ближайшие 20-30 лет о холоде в квартире. Именно такой срок гарантии дают производители на свою продукцию, хотя средний показатель эксплуатации составляет 50-60 лет.
- Рабочее давление в новых чугунных радиаторах по-прежнему 9-12 атмосфер (рабочее) при испытательных 15-ти атмосферах. Они идеально подходят для многоквартирных домов не выше 6 этажей.
 В старых моделях она составляла 110 Вт, а в новых – порядка 130-140 Вт.
В старых моделях она составляла 110 Вт, а в новых – порядка 130-140 Вт.При всех своих новых плюсах, этим устройствам свойственны те же минусы, что и у старых «гармошек». Прежде всего, это их хрупкость. Их нельзя ударять, а тем более ронять, но подключение чугунных радиаторов отопления нового поколения позволяет произвести это если не единолично, то по крайней меры без бригады строителей. Со старыми образцами так не получалось, учитывая, что вес одной секции был 7-8 кг, а в батарее их могло быть 12 и более.
Со старыми образцами так не получалось, учитывая, что вес одной секции был 7-8 кг, а в батарее их могло быть 12 и более.
Так как цена новых чугунных конструкций невелика, показатели теплоотдачи выше, а вид более стильный, то следует обратить внимание именно на них, тем более что их устаревшие аналоги славно служили людям десятилетиями.
Соблюдением норм при монтаже
Даже зная, как установить чугунную батарею, следует помнить, почему нужно придерживаться норм, утвержденных СНиП. Может, кто-то посчитает это необязательным, и будет неправ, так как любые отклонения от параметров – это не просто нарушение правил безопасности, но и снижение эффективности работы самой системы.
К общим правилам установки радиаторов относятся:
- Положение устройства относительно вертикальной оси окна. Середина батареи должна совпадать с ней. Допустимое отклонение не должно превышать 2 см.
- Батарея должна иметь такое количество секций, чтобы в собранном виде занимать 75% ширины оконного проема.
- В СНиП указано, как закрепить чугунную батарею к стене. Так расстояние между ней и полом по нормам составляет 60 мм, под подоконником 50 мм, а от стены – 25 мм.

Так как расстояние между радиатором и стеной такое маленькое, то перед тем, как подключить чугунные батареи, стоит закрепить на ней теплоотражающую пленку или металлическую пластину. Подобная легкая процедура значительно увеличит теплоотдачу радиатора, так как тепло будет уходить не в стену, а отражаться в помещение.
Когда место выбрано и все расчеты сделаны, можно начинать монтаж чугунных радиаторов отопления своими руками. Для этого потребуется инструменты и необходимые крепежные детали.
Способы крепления и количество элементов
Крепление чугунных радиаторов к стене – это первый этап действий по монтажу, от качества которого зависит дальнейшее подключение и качество работы всей системы. Хотя новые образцы батарей из чугуна имеют вес вдвое меньше своих старых аналогов, слабые кронштейны или неправильное крепление могут со временем стать причиной серьезной аварии. Поэтому следует очень внимательно выполнить эту часть работ, применив один из двух способов установки:
Поэтому следует очень внимательно выполнить эту часть работ, применив один из двух способов установки:
- Настенное крепление для чугунных батарей является самым распространенным. Как правило, их монтируют под окнами не потому, что так красивее или проще, а чтобы исключить запотевание стекол. Теплый воздух, поднимающийся от конструкции, создает своеобразную завесу, которая не пускает холодные потоки, исходящие от окна в помещение. Основные виды крепежных деталей при этом способе крепления, это:
- Кронштейны из чугуна, которые изготавливаются так же, как и радиаторы, путем литья.
- Фиксаторы из стали, расположенные на полосе из того же металла.
- Штыревые крепления стальные длиной до 30 см. Они подходят для особенно тяжелых конструкций.
- Самыми удобными являются регулируемые фиксаторы из стали. Они позволяют подбирать оптимальное положение батарее и менять его при необходимости.
Если стена кирпичная или железобетонная, то проблем с креплением не будет. Достаточно сделать отверстия в местах, где будут висеть кронштейны, вставить туда дюбеля и закрепить все цементным раствором. А вот как повесить чугунную батарею на деревянную стену или из гипсокартона? Для этого потребуются напольные подставки, которые возьмут на себя большую часть веса конструкции.
Достаточно сделать отверстия в местах, где будут висеть кронштейны, вставить туда дюбеля и закрепить все цементным раствором. А вот как повесить чугунную батарею на деревянную стену или из гипсокартона? Для этого потребуются напольные подставки, которые возьмут на себя большую часть веса конструкции.
- Напольное крепление применяется как раз в тех случаях, когда стена недостаточно надежна для того, чтобы долго держать на себе вес чугунного устройства. В этом случае специальные напольные кронштейны монтируются в пол, а настенные крепления нужны лишь для того, чтобы держать радиатор в необходимой вертикальной позиции.
Выбрав один из способов крепления, можно приступать непосредственно к установке батареи.
Последовательность подключения
Самый ответственный момент в установке батарей – это их подключение к отопительному контуру и последующая проверка. Чтобы все работы были проведены качественно, нужно соблюдать последовательность монтажа чугунного радиатора.
- Предварительно отключается отопительный контур, прекращается подача теплоносителя в квартиру с последующим сливом его из труб при помощи циркуляционного насоса.
- Батарея вешается на кронштейны с проверкой ее горизонтального и вертикального положения строительным уровнем.
- Из устройства выкручиваются заглушки.
- В том случае, если боковая схема подключения чугунных радиаторов отопления «внедряется» в однотрубный контур, то предварительно нужно установить и подключить байпас с вентилем. Если система двухтрубная, то применяются сгоны с кранами.
Перед тем, как устанавливать чугунные батареи, рекомендуется проверить качество сборки секций и отрегулировать каждый ниппель. После этого, секции сводятся воедино, а конструкция подвергается опрессовке, для проверки качества соединений. Если течи нет, то можно приступать непосредственно к подключению батареи к контуру.
- На последнем этапе проводит установка крана Маевского на чугунные радиаторы.

После подключения всех отопительных элементов, производится пробная проверка качества работ. Она покажет, насколько надежно монтирована система. Для этого в нее под давлением запускается вода. Если нет ни течи, ни непонятных шумов и стуков, значит, все элементы контура подсоединены правильно.
Установка крана Маевского
Запорный кран должен располагаться либо непосредственно на батарее, либо на высшей точке трубы контура. Если монтаж проводится в действующей системе, то нужно подождать окончания сезона и слить всю воду из нее. В том случае, когда кран Маевского устанавливается на батарее, то его место – это верхнее отверстие, противоположное подающей трубе. Из него вынимается заглушка, а вместо нее ставится запорный кран.
Подобный монтаж проводится независимо от того, чугунные радиаторы с нижним подключением или верхним. Как правило, кран Маевского идет в комплекте с другими деталями, необходимыми для установки устройства. Если по какой-то причине его нет, следует подобрать такой, чтобы у чугунных батарей резьба совпала с диаметром резьбы запорного устройства.
Если по какой-то причине его нет, следует подобрать такой, чтобы у чугунных батарей резьба совпала с диаметром резьбы запорного устройства.
Проводя подобную работу, необходимо заранее подготовить силиконовые или резиновые прокладки, которые обеспечат необходимую герметизацию конструкции.
Установка чугунных радиаторов отопления, особенно нового образца – это возможность за небольшие деньги улучшить качество обогрева жилья и обеспечить помещениям стильное украшение интерьера. Хотя весят они меньше старых моделей, самостоятельно монтировать их будет немного сложно, но при наличии еще одной пары рук с этой работой справится даже новичок.
Монтаж чугунных радиаторов отопления:от сборки приборов до установки
Содержание статьи:
Монтаж системы отопления лучше поручить профессиональным сантехникам, особенно если речь идет об установке чугунных радиаторов. Ошибки при монтаже могут привести к неполадкам в работе системы, а ремонт и переделки в отопительный сезон крайне нежелательны. Если вы все же решитесь на монтаж чугунных радиаторов отопления своими руками, то помните, что чугун – тяжелый материал, изделия из него весят немало, поэтому для самостоятельной установки нужно найти помощника. Заручитесь его поддержкой, подготовьте радиаторы, материалы и инструменты и приступайте к делу. Рекомендации и полезные подсказки вы найдете в этой статье.
Если вы все же решитесь на монтаж чугунных радиаторов отопления своими руками, то помните, что чугун – тяжелый материал, изделия из него весят немало, поэтому для самостоятельной установки нужно найти помощника. Заручитесь его поддержкой, подготовьте радиаторы, материалы и инструменты и приступайте к делу. Рекомендации и полезные подсказки вы найдете в этой статье.
Подготовительные работы
Чтобы правильно выбрать нужные детали и рассчитать их количество, следует знать тип разводки системы отопления – одно- или двухтрубная. В однотрубной нагретый теплоноситель поднимается по стояку, а отопительные приборы подключены к нисходящей магистрали. В двухтрубной теплоноситель перемещается от нагревателя к отопительным приборам и обратно. Одна магистраль предназначена для подачи горячей воды, вторая – для возвращения остывшего теплоносителя к котлу. Есть два способа подсоединения элементов системы – горизонтальный и вертикальный.
Правильно установленный чугунный радиатор аккуратно выглядит и хорошо отапливает помещение
Все нюансы подключения следует выяснить еще до начала работ. Перед монтажом нужно слить воду из системы, демонтировать старые отопительные приборы, удалить крепления, на которых они держались. Подача горячего теплоносителя в систему должна быть прекращена до окончания работ.
Перед монтажом нужно слить воду из системы, демонтировать старые отопительные приборы, удалить крепления, на которых они держались. Подача горячего теплоносителя в систему должна быть прекращена до окончания работ.
Схема установки радиаторов отопления
Сборка чугунных радиаторов отопления
В первую очередь необходимо сгруппировать секции. Для этого понадобятся радиаторные ключи. Прибор закрепляют на верстаке, в нижние и верхние отверстия нужно вставить радиаторные ключи, чтобы они уперлись во внутренние выступы. Оба ниппеля нужно развернуть одновременно, чтобы избежать перекоса секций, поэтому манипуляцию выполняют с помощником. Ниппели должны быть смазаны олифой, на них надевают прокладки. Ключи вращают в направлении, противоположном резьбе. Если она левая, то поворачивают вправо, а если правая – влево. Ввинчивать нужно на 1-2 хода резьбы.
Гидравлические испытания готовой конструкции проводят на специальном стенде, где с помощью пресса создают давление 4-8 кгс/см. кв. Работоспособность прибора проверяют по манометру. Если его показатели начинают снижаться, значит, либо подключены бракованные секции, либо работы произведены некачественно. В первом случае элементы заменяют, во втором – подтягивают ниппели. При появлении небольших повреждений их можно отремонтировать эпоксидным клеем. Если неправильно выполнены соединения и подтекают стыки, следует поменять прокладки.
кв. Работоспособность прибора проверяют по манометру. Если его показатели начинают снижаться, значит, либо подключены бракованные секции, либо работы произведены некачественно. В первом случае элементы заменяют, во втором – подтягивают ниппели. При появлении небольших повреждений их можно отремонтировать эпоксидным клеем. Если неправильно выполнены соединения и подтекают стыки, следует поменять прокладки.
Схема сборки чугунного радиатора
Окрашивание радиатора после сборки
После испытаний отопительный прибор окрашивают и высушивают. Для получения прочного и ровного покрытия необходимо наносить два тонких слоя краски. В результате радиаторы должны соответствовать таким требованиям:
- Термоустойчивое покрытие корпуса прибора. Оно должно выдерживать температуру 80 градусов, не размягчаясь и не выделяя в атмосферу вредных веществ.
- Окрашивание должно быть достаточно качественным, чтобы максимально защищать радиатор от коррозии.
- Выбранный состав не должен меняться в цвете.

Специалисты рекомендуют в качестве покрытия использовать алкидные эмали, т.к. после высушивания они безвредны и в процессе эксплуатации не отравляют воздух. Вариант – акриловые составы. Они не трескаются, не меняют цвет и устойчивы к нагреванию. Оба типа составов имеют свои преимущества: алкидные эмали дешевле, краски на акриловой основе – долговечнее. Можно использовать также водно-дисперсионные краски, на которых есть пометка производителя о том, что они могут применяться для окрашивания отопительных приборов.
В качестве инструментов для окрашивания используют кисти, валики, краскопульты
Как правильно определить место расположения радиатора
Приборы отопления обычно располагают под окнами на высоте не менее 6 см от пола и 5-10 см от низа подоконника. Расстояние до стены должно быть не менее 3-5 см. Трубы системы располагают под небольшим уклоном, который делают в направлении движения теплоносителя. Если не будет уклона или при установке чугунного радиатора появятся перекосы, в батареях будет скапливаться воздух, который придется удалять вручную. «Завоздушенный» радиатор не сможет нормально прогреваться и отдавать тепло. Центр прибора должен совпадать с центром оконного проема плюс-минус 2 см.
«Завоздушенный» радиатор не сможет нормально прогреваться и отдавать тепло. Центр прибора должен совпадать с центром оконного проема плюс-минус 2 см.
Установка радиатора – схема с указанием центра и мест крепления на кронштейны
Порядок проведения монтажных работ
Монтаж кронштейнов для чугунной батареи
Для начала необходимо определить нужное количество кронштейнов. Оно зависит от площади отопительного прибора. На 1 кв.м. нагревательной поверхности нужен 1 кронштейн. Рассчитайте площадь поверхности радиатора в зависимости от количества секций прибора и разметьте стену под установку кронштейнов. После разметки еще раз сверьте расчеты, высверлите отверстия, вставьте в них дюбеля и вкрутите крепления.
Схема разметки стены под крепления для чугунных радиаторов отопления
Установка радиатора отопления
Отопительный контур должен быть перекрыт, а вода полностью удалена. Остатки теплоносителя можно откачать насосом. Батарею навешивают на опоры, для однотрубной системы подключают байпас. Далее радиатор подключают к системе при помощи сгонов с резьбой. Все стыки необходимо загерметизировать. Для этого подойдут любые уплотняющие материалы, обычно используют паклю. Если умеете обращаться со сварочным аппаратом, воспользуйтесь возможностью и сварите стыки сгонов и трубопровода.
Далее радиатор подключают к системе при помощи сгонов с резьбой. Все стыки необходимо загерметизировать. Для этого подойдут любые уплотняющие материалы, обычно используют паклю. Если умеете обращаться со сварочным аппаратом, воспользуйтесь возможностью и сварите стыки сгонов и трубопровода.
После установки прибора нужна опрессовка. Эту процедуру выполняют профессионалы с соответствующим оборудованием. Если у вас есть аппарат, сделайте все самостоятельно, если же нет, то покупать дорогостоящий прибор ради единоразового монтажа одного или нескольких радиаторов не целесообразно. После окончания монтажа проверьте работу системы.
Крепление батареи к стене зависит от типа материала, из которого она изготовлена
Теоретически в монтаже чугунных радиаторов отопления нет ничего сложного, а вот на практике не все так легко, как хотелось бы. Если у вас нет нужного опыта или помощника, который уже выполнял подобную работу, лучше все-таки нанять бригаду сантехников. Конечно, оплата их работы заметно увеличит стоимость отопительной системы в целом, но вы сэкономите время, силы и нервы. Окончательное решение только за вами.
Окончательное решение только за вами.
Видео: выбор радиатора отопления
Понравилась статья? Поделитесь с друзьями:
Подходит ли чугун на индукционных плитах?
Короткий ответ — да, чугунная посуда работает на индукционных плитах.
Но есть некоторые вещи, о которых следует помнить при использовании чугуна на индукционной плите.
И в этой статье я расскажу все, что вам нужно знать об использовании чугуна в индукционных варочных панелях.
Если вы ищете чугунную сковороду, которая хорошо сочетается с индукционными плитами, я рекомендую проверить T-fal Pre-Seasoned Nonstick Durable Cast Iron Skillet .У него очень длинная ручка с эргономичным захватом, боковые ручки-помощники и фирменная подставка для большого пальца для удобства использования.
В индукционной варочной панели используется передовая технология приготовления пищи. Все больше и больше людей осознают это и открывают ему свои дома и свои сердца. В результате получается превосходная еда, приготовленная точно за короткое время.
Чтобы понять, работает ли Cast Iron на индукционной плите, мы должны сначала понять, как работает индукционная варочная панель.
Как работает индукционная плита
Индукционная варочная панель работает по принципу выработки тепловой энергии в посуде с помощью магнитного поля, создаваемого катушкой с проволокой в варочной панели.
Через катушку пропускают переменный ток, создавая вокруг нее и над ней мощное магнитное поле.
Когда посуда ставится сверху, магнитное поле проникает в металл сковороды, генерируя электрический ток.
Этот резистивный электрический ток выделяет тепло внутри посуды и готовит пищу.
Какой тип посуды использовать на индукционных плитах?
Для индукционной плиты требуется определенная посуда, которая может быть ферромагнитной и магнитопроводящей.
Посуда должна соответствовать трем критериям. Должно быть:
- Имеют ПЛОСКАЯ поверхность
- имеют ГЛАДКУЮ поверхность и
- Привлечь МАГНИТ.
В тот момент, когда индукционная посуда теряет контакт с током, она остывает. При индукционном приготовлении посуда сама становится источником тепла (поскольку сама варочная панель остается прохладной).
Плоское дно обеспечивает полный контакт с поверхностью варочной панели. Неровное дно может вибрировать и издавать много шума о стеклянную поверхность.
Чтобы проверить, подходит ли материал посуды для индукции, можно использовать обычный магнит на холодильник. Если он прилипнет к дну посуды, он будет работать на индукционной варочной панели.
Связанный : Как проверить, готова ли посуда в индукционной печи
Возвращаясь к вопросу о том, подойдет ли чугун для индукции, позвольте нам сначала узнать детали чугуна.
Что такое чугун?
Чугун — это твердый, относительно хрупкий сплав углерода и железа, который можно легко отлить в форму, и он содержит больше углерода, чем сталь.
Литье — это производственный процесс, при котором жидкий материал обычно заливается в форму, которая содержит полую полость желаемой формы.
Затем жидкому материалу дают затвердеть. Затвердевшая часть известна как отливка / отливка, которая выталкивается или выламывается из формы.
Влияние чугуна на индукционную готовку
Хотя чугунная посуда вполне подходит для индукционных варочных панелей, она может поцарапать поверхность варочной панели.
Дно чугунной посуды более грубое и зернистое.
Чтобы избежать этого, вы можете использовать посуду с фарфоровым покрытием или хранить салфетки или бумагу между посудой и конфоркой.
Лучше всего держать под ним лист жаропрочного и неметаллического материала. Хорошим выбором станет пергаментная бумага. Другой вариант — использовать противень для защиты стекла.
Чугун способен выдерживать очень высокие температуры приготовления. Благодаря отличному удерживанию тепла он идеально подходит для медленного и длительного приготовления.
Для использования чугун необходимо выдержать.Приправа — это процесс, при котором животный или растительный жир наносится на поверхность посуды и готовится. Правильная добавка приправы защищает посуду от ржавчины, обеспечивает антипригарную поверхность и снижает взаимодействие пищи с утюгом сковороды.
Другой вариант — использовать эмалированный чугун. На поверхность нанесена глазурь из стекловидной эмали. Смесь глазури с чугуном защищает ее от ржавчины, и нет необходимости добавлять приправы или наносить тонкий слой масла после использования или очистки.Эмалированная поверхность лучше всего подходит для медленного приготовления, и ее можно тщательно мыть. Однако нанесение эмали на чугун может привести к потере способности противостоять прилипанию пищи.
Исследование, проведенное Американской диетической ассоциацией, показало, что использование чугуна для приготовления пищи может вызвать выщелачивание диетического железа в пищу. Анемики и люди с дефицитом железа могут извлечь выгоду из этого эффекта.
Однако эмалированный чугун ограничивает выщелачивание диетического железа в пищу.
Недостатки использования чугуна на индукционных плитах
Хотя чугун может работать с индукционными варочными панелями, есть несколько вещей, которые вам нужно помнить о чугунной посуде.
Отслаивание слоя покрытия
Выкрашивание слоя эмали на чугуне может произойти при падении посуды, ее перегреве или резком переходе с холодной на горячую.
Очистка после приготовления
При мойке или чистке можно удалить приправу с чистого чугуна, поэтому их нужно мыть осторожно.
Либо вытрите их, а затем промойте горячей водой и щеткой. Или промойте мягким мылом и водой и снова нанесите тонкий слой масла или используйте крупную соль и протрите тканью.
Плохой проводник
Чугун — очень медленный проводник тепла.
При слишком быстром нагреве образуются горячие точки. Важно минимизировать горячие точки, медленно нагревая. Однако, как упоминалось ранее, благодаря отличному удержанию тепла вся посуда равномерно нагревается до высоких температур, включая ее железные ручки, поэтому важно использовать защиту при прикосновении к ручкам.
Однако, как упоминалось ранее, благодаря отличному удержанию тепла вся посуда равномерно нагревается до высоких температур, включая ее железные ручки, поэтому важно использовать защиту при прикосновении к ручкам.
Но поскольку он нагревается медленно, тепло медленно распространяется от центра к краю посуды.
В одном исследовании чугуна на индукционных варочных панелях было обнаружено, что он нагревается неравномерно из-за слишком маленького индукционного элемента.
Не реагирует на резкие смены тепла
Теперь, поскольку чугун медленно нагревается, он также медленно остывает.
Он сохраняет те же температуры дольше, чем другие материалы. Не реагирует мгновенно на резкие перепады температур
Заключение
Чугун может безопасно использоваться в индукционной печи со всеми перечисленными выше особенностями.Вы можете аккуратно положить чугунную посуду на пергаментную бумагу или противень, чтобы не поцарапать ее.
Дно чугунной посуды также можно сделать гладким.
Поскольку приправа представляет собой немного чугуна, после очистки нанесите тонкий слой животного жира или растительного масла.
Для приготовления кислой пищи, например помидоров, используйте эмалированный чугун с фарфоровым покрытием. Это потому, что кислые продукты разъедают приправленное масло, оставляя чугун голым.
Избегайте приготовления пищи, которая требует частого изменения температуры чугуна, так как он плохо проводит тепло.
Вы можете готовить медленно, и когда он нагреется, его удивительное преимущество заключается в том, что он может поддерживать высокую температуру внутри посуды. Приправы в чугунной посуде излучают инфракрасное излучение, которое косвенно помогает при приготовлении пищи. Он также нагревается за счет теплопроводности всякий раз, когда масло касается пищи.
Вам также могут понравиться следующие статьи об индукционной кухне:
Ремонтный комплект для чугуна для всех типов чугуна
Комбинированный корпус из чугуна включает :
- 1/2 фунта 77 Электрод
- 1/2 фунта 72 Электрод
77 — это электрод премиум-класса, который обеспечивает сварные швы высокой прочности, трещиностойкость и отсутствие пористости при нанесении на широкий спектр чугунов. Специальная проволока с трехметаллическим сердечником обладает высокой пропускной способностью по току, а специально разработанное покрытие превращает примеси основного металла в шлак, а не улавливает их в осадке. Высокая скорость наплавки создает чрезвычайно узкую зону термического влияния — свойство, подходящее для всех свариваемых чугунов, требующих обработки после сварки.
Специальная проволока с трехметаллическим сердечником обладает высокой пропускной способностью по току, а специально разработанное покрытие превращает примеси основного металла в шлак, а не улавливает их в осадке. Высокая скорость наплавки создает чрезвычайно узкую зону термического влияния — свойство, подходящее для всех свариваемых чугунов, требующих обработки после сварки.
77 мягче, чем никелевые, и обладают уникальными свойствами, которые позволяют чугунным сварным швам растягиваться и удлиняться на 300% больше, чем другие прутки, что помогает предотвратить растрескивание основного металла и сварного шва в процессе.
Основные характеристики:
- Высокоэффективный перенос металла сварного шва исключает перегрев электрода
- Формула, устойчивая к образованию трещин, исключает необходимость предварительного нагрева или специального охлаждения
- Идеально подходит для тяжелой техники, грузовых автомобилей, автобусных, автомобильных, морских и жилых автофургонов
- Ремонт чугунных выпускных коллекторов, блоков цилиндров, промышленного оборудования и др.

______________________________
72 представляет собой чугунный электрод без никеля, который герметизирует поры, образующие загрязняющие вещества, перед окончательной сваркой электродом 77.
В промышленности бывают случаи, когда встречается очень грязный чугун. 77, который хорошо сцепляется с большинством чугунов, имеет ограничение. Поскольку 77 имеет контролируемое проплавление, которое идеально подходит для отсутствия трещин и обрабатываемости, он не может склеивать исключительно грязный чугун. 72 следует использовать для этого приложения. Он обладает высокой проникающей способностью, может закрепляться глубоко в недрах грязного чугуна и герметизирует пористость, образующую загрязнения, перед окончательной сваркой с использованием 77.72 используется для операции плакирования, затем сварка завершается 77 .
Основные характеристики:
- Легко плакирует отливки, подвергнутые термическому окислению и пропитанные маслом
- Идеальное сочетание цвета с чугуном
- Непроводящее флюсовое покрытие
MUGGYWELD. COM И МАГАЗИН AMAZON MUGGY WELD ЯВЛЯЮТСЯ ЕДИНСТВЕННЫМИ ДИСТРИБЬЮТОРАМИ АУТЕНТИЧНЫХ СВАРОЧНЫХ ПРОДУКТОВ MUGGY.
COM И МАГАЗИН AMAZON MUGGY WELD ЯВЛЯЮТСЯ ЕДИНСТВЕННЫМИ ДИСТРИБЬЮТОРАМИ АУТЕНТИЧНЫХ СВАРОЧНЫХ ПРОДУКТОВ MUGGY.
МЫ НЕ ПРОДАЕМ ПРОДУКТЫ ЧЕРЕЗ ДРУГИЕ ВЕБ-САЙТЫ.
ЕСЛИ ВЫ НАЙДЕТЕ НАБОРЫ СО СКИДКОЙ В ИНТЕРНЕТЕ, ВЫ СЕЙЧАС ПОКУПАЕТЕ ПОДДЕЛЬНЫЕ ТОВАРЫ НА СВОЙ СОБСТВЕННЫЙ РИСК
ПРЕДЛОЖЕНИЕ 65 КАЛИФОРНИИ: ПРЕДУПРЕЖДЕНИЕ: Этот продукт содержит химические вещества, включая [никель], которые, как известно в штате Калифорния, вызывают рак.Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov.Инструкции по продукту
Свариваемость материалов — чугуны
Знание профессии 25
Чугуны — это сплавы на основе железа, содержащие более 2% углерода, от 1 до 3% кремния и до 1% марганца. Поскольку чугуны относительно недороги, очень легко отливают в сложные формы и легко обрабатываются, они представляют собой важную инженерную и конструкционную группу материалов. К сожалению, не все марки являются свариваемыми, и обычно требуются особые меры предосторожности даже в отношении так называемых свариваемых марок.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Виды материалов
Чугуны можно удобно сгруппировать по структуре, которая влияет на их механические свойства и свариваемость; Основные группы общетехнических чугунов представлены на рис. 1 .
Серый чугун
Серый чугун содержит 2,0–4,5% углерода и 1–3% кремния.Их структура состоит из разветвленных и связанных между собой чешуек графита в матрице, которая представляет собой перлит, феррит или смесь двух (рис. 2а) . Чешуйки графита образуют плоскости слабости, поэтому прочность и ударная вязкость ниже, чем у конструкционных сталей.
Чугуны с шаровидным графитом
Механические свойства серого чугуна можно значительно улучшить, если изменить форму графита для устранения слабых поверхностей. Такая модификация возможна, если чугун имеет состав в пределах 3. 2 — 4,5% углерода и 1,8 — 2,8% кремния, перед отливкой обрабатывают добавками магния или церия. Таким образом производятся отливки с графитом в сфероидальной форме вместо чешуек, известные как шаровидный, сфероидальный графит (SG) или ковкий чугун (рис. 2b) . Доступны чугуны с шаровидным графитом с перлитными, ферритовыми или перлитно-ферритными матрицами, которые предлагают сочетание большей пластичности и более высокой прочности на разрыв, чем серые чугуны.
2 — 4,5% углерода и 1,8 — 2,8% кремния, перед отливкой обрабатывают добавками магния или церия. Таким образом производятся отливки с графитом в сфероидальной форме вместо чешуек, известные как шаровидный, сфероидальный графит (SG) или ковкий чугун (рис. 2b) . Доступны чугуны с шаровидным графитом с перлитными, ферритовыми или перлитно-ферритными матрицами, которые предлагают сочетание большей пластичности и более высокой прочности на разрыв, чем серые чугуны.
Белый чугун
За счет снижения содержания углерода и кремния и быстрого охлаждения большая часть углерода остается в форме карбида железа без хлопьев графита.Однако карбид железа или цементит чрезвычайно твердый и хрупкий, и эти отливки используются там, где требуется высокая твердость и износостойкость.
Ковкий утюг
Их получают путем термообработки тщательно контролируемых составов белого чугуна, которые разлагаются с образованием углеродных агрегатов, диспергированных в ферритной или перлитной матрице. Поскольку компактная форма углерода не снижает пластичность матрицы в такой степени, как чешуйки графита, достигается полезный уровень пластичности.Ковкий чугун можно разделить на классы. Чугун Whiteheart, Blackheart и Pearlitic.
Поскольку компактная форма углерода не снижает пластичность матрицы в такой степени, как чешуйки графита, достигается полезный уровень пластичности.Ковкий чугун можно разделить на классы. Чугун Whiteheart, Blackheart и Pearlitic.
Ковкий утюг Whiteheart
Ковкие отливки Whiteheart производятся из высокоуглеродистого белого чугуна, отожженного в обезуглероживающей среде. Углерод удаляется с поверхности отливки, причем потери компенсируются только диффузией углерода изнутри. Отливки Whiteheart неоднородны, имеют обезуглероженную поверхностную оболочку и сердцевину с более высоким содержанием углерода.
Ковкий утюг Blackheart
Ковкий чугун Blackheart получают путем отжига с низким содержанием углерода (2.2 — 2,9%) отливки из белого чугуна без обезуглероживания. Полученная структура углерода в ферритной матрице является однородной с лучшими механическими свойствами, чем у белого железа.
Ковкий перлитный чугун
Они имеют перлитную, а не ферритную матрицу, которая придает им более высокую прочность, но более низкую пластичность, чем ферритные чугуны с черным сердцем.
Свариваемость
Это зависит от микроструктуры и механических свойств. Например, серый чугун по своей природе хрупок и часто не может выдерживать нагрузки, возникающие при остывающем сварном шве.Поскольку отсутствие пластичности вызвано крупными чешуйками графита, кластеры графита в ковких чугунах и шаровидный графит в чугунах с шаровидным графитом придают значительно более высокую пластичность, что улучшает свариваемость.
Свариваемость может ухудшиться из-за образования твердых и хрупких микроструктур в зоне термического влияния (ЗТВ), состоящих из карбидов железа и мартенсита. Поскольку чугуны с шаровидным графитом и ковкий чугун с меньшей вероятностью образуют мартенсит, они более легко поддаются сварке, особенно при высоком содержании феррита.
Белый чугун, очень твердый и содержащий карбиды железа, обычно считается несвариваемым.
Сварочный процесс
Во избежание растрескивания часто применяют пайку. Сварку пайкой в Великобритании часто называют «бронзовой сваркой». Сварка бронзы — это разновидность сварки твердым припоем с использованием присадок на основе меди, она регулируется BS 1724: 1990. (Этот стандарт был отозван, но прямой замены не было.) Поскольку оксиды и другие примеси не удаляются плавлением, а механическая очистка будет иметь тенденцию размазывать графит по поверхности, поверхности необходимо тщательно очистить, например, с помощью средства солевой ванны.
Сварка бронзы — это разновидность сварки твердым припоем с использованием присадок на основе меди, она регулируется BS 1724: 1990. (Этот стандарт был отозван, но прямой замены не было.) Поскольку оксиды и другие примеси не удаляются плавлением, а механическая очистка будет иметь тенденцию размазывать графит по поверхности, поверхности необходимо тщательно очистить, например, с помощью средства солевой ванны.
При сварке плавлением могут использоваться процессы кислородно-ацетиленовой сварки, сварки MMA, MIG / FCA. Как правило, условия низкого тепловложения, интенсивный предварительный нагрев и медленное охлаждение обычно являются предпосылками для предотвращения растрескивания ЗТВ.
Кислородно-ацетиленовая сварка Из-за относительно низкотемпературного источника тепла кислородно-ацетиленовая сварка требует более высокого предварительного нагрева, чем MMA. Проникновение и разбавление низкие, но широкая ЗТВ и медленное охлаждение приводят к образованию мягкой микроструктуры. Порошковая сварка, при которой присадочный порошок подается из небольшого бункера, установленного на кислородно-ацетиленовой горелке, представляет собой процесс с очень низким тепловложением и часто используется для смазывания поверхностей перед сваркой.
Порошковая сварка, при которой присадочный порошок подается из небольшого бункера, установленного на кислородно-ацетиленовой горелке, представляет собой процесс с очень низким тепловложением и часто используется для смазывания поверхностей перед сваркой.
MMA широко используется при производстве и ремонте чугуна, поскольку интенсивная высокотемпературная дуга обеспечивает более высокие скорости сварки и более низкие уровни предварительного нагрева. Недостатком MMA является большее проплавление сварочной ванны и разбавление основного металла, но использование отрицательной полярности электрода поможет снизить HAZ.
MIG и FCA MIG (перенос погружением) и особенно процессы FCA могут использоваться для достижения высоких скоростей наплавки при ограничении глубины проплавления шва.
Присадочные сплавы
При кислородно-ацетиленовой сварке расходные детали обычно имеют немного более высокое содержание углерода и кремния, что обеспечивает сварной шов с соответствующими механическими свойствами. Наиболее распространенными присадочными стержнями для MMA являются сплавы никель, никель-железо и никель-медь, которые могут выдерживать высокое растворение углерода в основном металле и создавать пластичный наплавленный металл, поддающийся механической обработке.
Наиболее распространенными присадочными стержнями для MMA являются сплавы никель, никель-железо и никель-медь, которые могут выдерживать высокое растворение углерода в основном металле и создавать пластичный наплавленный металл, поддающийся механической обработке.
При сварке MIG электродные проволоки обычно изготавливаются из никеля или монеля, но могут использоваться медные сплавы.Порошковая проволока, никель-железная и никель-железо-марганцевая проволока также доступна для сварки чугунов. Порошки основаны на никеле с добавками железа, хрома и кобальта, что обеспечивает различную твердость.
Дефекты сварного шва
Потенциальную проблему высокоуглеродистых отложений металла сварного шва можно избежать за счет использования никеля или никелевого сплава, который дает мелкодисперсный графит, меньшую пористость и легко поддающийся механической обработке наплавленный материал. Однако отложения никеля с высоким содержанием серы и фосфора из-за разбавления основного металла могут привести к растрескиванию при затвердевании.
Образование твердых и хрупких структур ЗТВ делает чугуны особенно склонными к растрескиванию ЗТВ во время охлаждения после сварки. Риск растрескивания HAZ снижается за счет предварительного нагрева и медленного охлаждения после сварки. Поскольку предварительный нагрев замедляет скорость охлаждения как в наплавленном шве, так и в ЗТВ, мартенситное образование подавляется, а твердость ЗТВ несколько снижается. Предварительный нагрев также может рассеять усадочные напряжения и уменьшить деформацию, уменьшая вероятность растрескивания сварного шва и HAZ.
Таблица 1: Типичные уровни предварительного нагрева для сварки чугунов
| Тип чугуна | Температура предварительного нагрева, градусы C | |||
|---|---|---|---|---|
| MMA | MIG | Газ (термоядерный) | Газ (порошок) | |
| Ферритные хлопья | 300 | 300 | 600 | 300 |
| Феррит с шаровидным графитом | РТ-150 | РТ-150 | 600 | 200 |
| Ферритный белый ковкий | РТ * | РТ * | 600 | 200 |
| чешуйки перлитные | 300-330 | 300-330 | 600 | 350 |
| Перлитный шаровидный элемент | 200-330 | 200-330 | 600 | 300 |
| Перлитный ковкий | 300-330 | 300-330 | 600 | 300 |
| RT — комнатная температура * 200 градусов C, если задействована сердцевина с высоким C.  | ||||
Поскольку растрескивание также может быть результатом неравномерного расширения, особенно вероятно во время предварительного нагрева сложных отливок или когда предварительный нагрев локализован на крупных компонентах, предварительный нагрев всегда следует применять постепенно. Кроме того, отливке всегда следует позволять медленно остывать, чтобы избежать теплового удара.
Альтернативным методом является закалочная сварка больших отливок, предварительный нагрев которых затруднен. Сварной шов выполняется путем нанесения серии небольших сварных швов стрингера при низком тепловложении, чтобы минимизировать ЗТВ.Эти сварные швы подвергаются закалке молотком в горячем состоянии для снятия усадочных напряжений, а зона сварки закаливается струей воздуха или влажной тканью, чтобы ограничить накопление напряжений.
Ремонт отливок
Из-за возможности дефектов литья и присущей им хрупкости часто требуется ремонт деталей из чугуна. Для мелкого ремонта можно использовать процессы ручной дуговой, ацетилено-кислородной, пайки и порошковой сварки. Для больших площадей можно использовать MMA или порошковую технику для смазывания краев стыка маслом с последующей сваркой MMA или MIG / FCA для заполнения канавки.Это схематично показано на фигуре 3 .
Для больших площадей можно использовать MMA или порошковую технику для смазывания краев стыка маслом с последующей сваркой MMA или MIG / FCA для заполнения канавки.Это схематично показано на фигуре 3 .
а) перекрытие трещины наплавленным валиком из масляных слоев
б) последовательность сварки
- Удалить дефектный участок предпочтительно шлифованием или фрезой из карбида вольфрама. Если используется воздушная дуга или строжка MMA, компонент должен быть предварительно нагрет на месте, как правило, до 300 ° C.
- После строжки подготовленный участок следует слегка отшлифовать, чтобы удалить затвердевший материал.
- Разогрейте отливку до температуры, указанной в таблице 1.
- Смажьте поверхность канавки MMA электродом малого диаметра (2,4 или 3 мм); используйте никелевый или монелевый стержень для создания мягкого пластичного «смазанного маслом» слоя; в качестве альтернативы используйте оксиацетилен с порошковым расходным материалом.
- Удалите шлак и зачистите каждый сварной шов, пока он еще горячий.
- Заполните канавку никелевыми (диаметром 3 или 4 мм) или никель-железными электродами для большей прочности.

Наконец, чтобы избежать растрескивания из-за остаточных напряжений, область сварного шва должна быть закрыта, чтобы отливка медленно остыла до комнатной температуры.
Если вам нужна дополнительная информация по любому аспекту чугуна, обращайтесь по адресу [email protected].
Эта статья Job Knowledge изначально была опубликована в Connect, март 1997 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
.