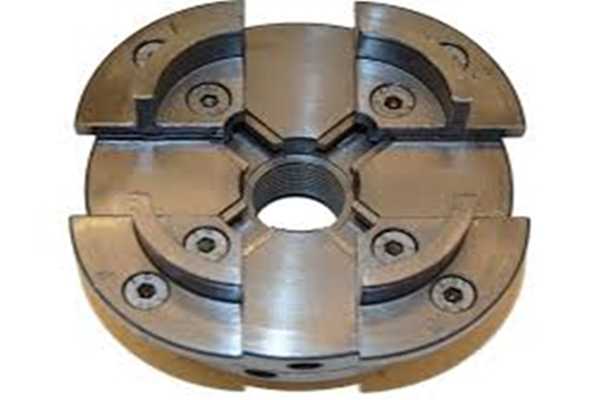
Патрон зажимной для токарного станка по дереву
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
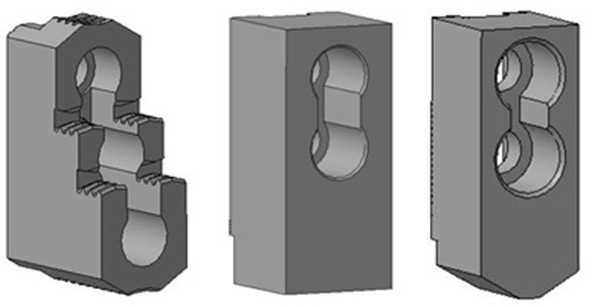
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид

Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.

Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
Патрон цанговый для токарного станка
Виды токарных патронов, область их применения и особенности эксплуатации
Фиксация заготовки в токарном станке для ее дальнейшей обработки происходит с помощью токарного патрона. Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Назначение и особенности эксплуатации

Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Характеристики шероховатости патронов зависят от конкретного компонента. Так, для передней цилиндрической части этот показатель не может быть более 0,8. Рабочие поверхности обладают шероховатостью до 1,6.
Классификация токарных патронов
Цанговые
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
К недостаткам этого типа сверлильных патронов можно отнести относительно небольшие максимальные диаметры деталей, а также невозможность обрабатывать заготовки с большой массой.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные

До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.
В процессе работы может наблюдаться незначительный люфт детали во время ее вращения. Поэтому рычажные фиксирующие компоненты станка применяются в основном только для черновой обработки.
Клиновые

Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.
Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
К материалу изготовления клиновых патронов предъявляются особые требования. Зачастую обработка происходит на высоких оборотах, поэтому свойства фиксирующего устройства не должны измениться во время выполнения этого процесса.
Мембранные

Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов. Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.
В видеоматериале показан пример установки и эксплуатации:
stanokgid.ru
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).

Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая к
i-perf.ru
Токарные патроны для станков — виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
-
Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра.
 |
 |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
stankomach.com
Кулачковые токарные патроны: двух, трех, четырех
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
- двухкулачковыми;
- трехкулачковыми;
- четырехкулачковыми.
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.
 Шестикулачковый токарный патрон
Шестикулачковый токарный патронДвухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора. Поэтому крайне важно минимизировать зазор между кулачками и направляющими.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
- Диаметром от 80 до 160 мм
- Диаметром от 200 до 400 мм
Преимущества:
- более сильный зажим;
- большая точность;
Недостатки:
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
ГОСТы на кулачковые патроны
Скачать ГОСТ 14903-69 «Патроны самоцентрирующие двухкулачковые»
Скачать ГОСТ 24351-80 «Патроны самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые»
Скачать ГОСТ 2675-80 «Патроны самоцентрирующие трехкулачковые»
Скачать ГОСТ 3890-82 «Патроны четырехкулачковые с независимым перемещением кулачков»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Цанговый патрон для фрезерного станка по металлу
Одна из востребованных разновидностей токарных патронов – это цанговый патрон для фрезерного станка. Основное предназначение их состоит в удержании элементов при их обработке на соответствующем оборудовании. Все разновидности имеют схожий принцип действия.
Принцип действия
Во время работы с фрезерным станком, равно как и со сверлильным или токарным, возникает необходимость в закреплении заготовок с сохранением их положения по мере выполнения требуемых манипуляций. Для этого необходим цанговый патрон.

Цанговый патрон для фрезерного станка
Вне зависимости от типовой принадлежности и размеров принцип работы таких элементов одинаковый. Давление на торцевую часть цанги передается от зажимной гайки. В свою очередь, этот зажим движется к проему конуса, сокращая его. Сильное сжатие и обеспечивает надежную фиксацию элемента.
Если потребуется отсоединить деталь с фрезерного станка по металлу, достаточно просто открутить указанную гайку.
При выполнении манипуляций на оборудовании, снабженном цанговым патроном, колебания заготовки оказываются минимальными – оправки надежно держат элемент. Сам он всегда хорошо центруется вне зависимости от типа патрона.
Крепления такого рода актуальны для различных деталей (прутков, втулок и других), а, равно как и, при выполнении вторичной их фиксации на оборудовании. В наборе к ним всегда идет ряд картриджей различной размерности, к использованию которых обращаются при нестандартной форме профиля детали.
Конструктивные особенности
Основные их составляющие таковы:
- цанга;
- корпус;
- гайка.
Гайка для цангового патрона
Корпус предназначен для установки зажима на фрезеры. Он должен быть надежным и прочным, не допускать никаких механических повреждений, деформаций. Поэтому для его производства применяются определенные сплавы.
Гайка обеспечивает надежную фиксацию детали патроном, не допуская ее колебаний или смещения. Она представлена несколькими типами – самозажимной либо быстрозажимной (к ней требуется специальный ключ).
Сама цанга – это обычная втулка, куда помещается задняя часть фрезы. По мере закручивания гайки, элемент будет прочно фиксироваться путем равномерного его обжатия. Диаметр ее бывает различным.
Положение цанга в патроне:
- неподвижное;
- втягиваемое;
- Выдвигающееся.
В подающей цанге предусматривается отверстие для плотного удержания заготовки. Обычно ее размещают на вращающемся штоке. При необходимости закрепить какой-то элемент с очень маленьким размером, применяется зажимная втулка разъемная. Посредством специальной пружины внутри ее осуществляется раздвижение кулачков.
Зажимы вне зависимости от их конструктивных особенностей применяются для фиксации деталей либо инструментов для обработки металла на фрезерном станке. Выбирают их исходя из имеющегося диаметра резца.
Разновидности цанговых патронов
Эти элементы характеризуются множеством признаков. Этим и объясняется большое число их классификаций.
По своему назначению такие патроны бывают:
- зажимные;
- подающие.
В первых устанавливается цанга по типу втулки, снабженной пружинистыми лепестками. Их численность различная. Определяющий фактор тут диаметр. Так, для удержания деталей в 3 мм подойдет трех лепестковый вариант. Обычно выбор в пользу подобной конструкции делают в ситуациях, когда требуется частая смена фрез по мере выполнения обработки.
Внутри подающих располагается зажим из стали с тремя разрезами, выполненными в продольном направлении. Это своего рода лепестки, но кончики их сходятся. В силу особенностей конструкции, эта разновидность отличается лучшими пружинистыми качествами, поэтому в корпусе могут размещаться элементы самых разных размеров.
На практике повышенной надежностью характеризуется подающий цанговый патрон. Но его недостаток состоит в необходимости применения особых ключей, предназначенных для извлечения детали.

Гаечные ключи для цанговых патронов
Особенности каждого вида
В станках могут применяться такие разновидности патронов с указанными конструкционными особенностями.
Сквозные либо глухие. Первые обеспечивают фиксацию габаритных деталей исходя из размеров самого станка, а в случае со вторым типом возможная длина заготовки ограничивается – одна из боковых сторон запаивается.
Это самая популярная разновидность. Под такой маркировкой скрывается патрон с парой зон фиксации. Еще у него имеется сквозное отверстие.
1 или 2 зоны фиксации. Эта характеристика говорит о том, в скольких точках будет удерживаться элемент при эксплуатации оборудования: в одной либо двух. То есть, у второго типа фиксация четче.
Для метчиков. Это особые изделия с квадратной формой паза. Они необходимы для достижения компенсации по оси.
Все модификации патронов пользуются немалым практическим спросом. Поэтому для бесперебойной работы фрезерного станка лучше запастись большим набором цанг, предусматривающим наличие всевозможных их типов и размерностей.
В таком случае варианты выполняемых задач на оборудовании будут максимально широки. Если же предполагается работа только с определенными типами заготовок, изначально достаточно приготовить только подходящие для них зажимы.
Правила выбора
В любом профильном магазине предлагается широчайший выбор цанг в зависимости от типа и вида оборудования, предполагающихся к обработке деталей. Чтобы по мере выполнения манипуляций не возникало трудностей, необходимо правильно подобрать эти элементы, ориентируясь на следующие характеристики:
- Вариант крепления к шпинделю.
- Зажим может накручиваться на его резьбу посредством дополнительного переходника либо устанавливаться непосредственно на него.
- Кулачки – их количество, материала и формы.
- Сплав крепления. Его подбирают исходя из того, с какими материалами предстоит грядущая работа.
- Оборудования для мягких деталей не подойдет для обработки элементов из твердых сплавов.
- Параметры фланцев.
Параметры фланцев
Если предполагается выполнение ограниченного спектра будущих работ, когда не требуется наличие полного ассортимента втулок (а это лишние затраты), придется подбирать цанги исходя из их основных характеристик. Выбор стоит делать только в пользу надежных, зарекомендовавших себя комплектующих, принимая во внимание их функциональные особенности, размеры и качество материала.
Преимущества относительно прочих фиксаторов
Специалисты называют сразу несколько показателей, по которым цанговые патроны выгодно обходят все прочие разновидности зажимов. Среди них можно выделить:
- Равномерную и качественную фиксацию детали либо рабочего инструмента станка.
- Совместимость с фрезами различных видов.
- Минимальные колебания фиксируемого элемента во время выполнения манипуляции.
Корпуса таких патронов отличаются своей универсальностью, а на практике, при смене деятельности возникнет необходимость только в установке различных фрез. Это делает обработку более удобной, а также значительно сокращает время, затрачиваемую на манипуляции с заготовками. Чтобы сменить цангу потребуется лишь немного ослабить гайку.

Конструкция зажима продумана до мелочей. Когда гайка заворачивается, он охватывает немалую часть хвостовика, прикладывая силу равномерно. Благодаря этой особенности достигается наилучшая фиксация, минимизируются радиальные колебания, любые вибрации, мешающие выполнению обработки.
Не менее важно, что и при значительной боковой нагрузке надежно удерживаемый элемент не будет смещаться – центровка будет оставаться идеальной.
Благодаря применению таких патронов, в современном производстве удалось достичь существенного роста точности манипуляций и качества обработки всевозможных деталей. Особенно они помогают при необходимости работы с наиболее мелкими заготовками, когда первоочередную значимость приобретает точность.
Видео по теме: Делаем цанговый патрон
promzn.ru
особенности использования и назначения, основные виды, преимущества
 Токарное дело предполагает использование специализированного оборудования — станков, главным элементом которых являются так называемые токарные патроны.
Токарное дело предполагает использование специализированного оборудования — станков, главным элементом которых являются так называемые токарные патроны.
Токарные патроны для станков применяются для фиксирования заготовки в конструкции для последующей обработки.
Эта деталь может обладать разной конструкцией. Тут все зависит от требований технологического плана и функциональности, которые необходимы исполнителю.
Особенности использования и назначение
Токарное дело подразумевает быстрое вращение той или иной детали. По этой причине патроны, конечно же, обязательно должны иметь особые характеристик. Эти детали монтируются на переднюю «бабку» оборудования, соединенную с электроприводом.
Для того чтобы подобрать подходящую для своих целей модель, нужно знать обо всех ее характеристиках, которые зависят от назначения и типа токарного станка. Потому процесс выбора должен обладать комплексным характером.
Принято выделять следующие технологические и пользовательские характеристики, которыми нужно руководствоваться, подбирая патрон для токарного станка:
 Конструкция. Этот параметр отвечает за методику фиксирования заготовки. А также он определяет число элементов для зажима, их размещение и возможность монтажа сразу нескольких элементов.
Конструкция. Этот параметр отвечает за методику фиксирования заготовки. А также он определяет число элементов для зажима, их размещение и возможность монтажа сразу нескольких элементов.- Диаметр. Сюда входит и диаметр соединительного пояска, и наружный диаметр изделия, и размеры отверстий для крепежей.
- Параметры изделия, подлежащего обработке. В этом случае в расчет берется и размеры, и масса заготовки.
- Максимальная частота вращений.
- Диаметр паза для монтажа прутка.
 Конструкция. Этот параметр отвечает за методику фиксирования заготовки. А также он определяет число элементов для зажима, их размещение и возможность монтажа сразу нескольких элементов.
Конструкция. Этот параметр отвечает за методику фиксирования заготовки. А также он определяет число элементов для зажима, их размещение и возможность монтажа сразу нескольких элементов.Токарный патрон — это сложная конструкция технологического типа. Как правило, производятся они сразу из нескольких материалов. Корпус создается из особого чугуна, другие же составляющие делаются из высокопрочной стали.
Виды токарных патронов в зависимости от механизма фиксации
От правильности выбора вида токарного патрона соответствующим механизмом фиксации зависит уровень радиальных биений, скорость переналадки, возможность использования в единичном и крупносерийном производстве. Основные из наиболее часто применяемых типов станков:
Цанговые
Эта разновидность крепежей собой представляет втулку с осевыми прорезями, в которых находятся лепестки-фиксаторы.
С конструктивной точки зрения этот тип патронов включает в себя подающую цангу с лепестками и втулкой.
Цанговые модели используются для следующих целей:
- заточка фрез и сверл;
- обработка прутьев из металла;
- закрепление заготовок.
Однако, они имеют и свои недостатки, к которых можно отнести сравнительно небольшие диаметры заготовок.
В том случае, если патрон цангового типа не подходит для обработки той или иной заготовки, то придется воспользоваться специальными вкладышами-выравнивателями.
Рычажные
 До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
Однако, подбор положения детали — это крайне непростой процесс. Это в особенности заметно, когда требуется произвести нестандартную обработку, используя патрон кулачковый.
А также при работе иногда наблюдается несущественный люфт заготовки при вращении. Потому фиксаторы рычажного типа используются преимущественно для целей черновой обработки.
Клиновые
Этот вариант — усовершенствованная версия рычажной разновидности изделия. Большая точность тут достигается благодаря тому, что каждый отдельно взятый кулачок оснащен собственным механическим или пневматическим приводом.
Эти конструкции используются для осуществления точной токарной обработки. Достоинством клиновых токарных патронов считается возможность перемещения центральной части детали относительно вращающейся оси. Из этого можно сделать вывод, что с их помощью можно делать даже сложные детали.
Эти детали характеризуются следующими особенностями:
- Трудоемкая настройка;
- Высокий уровень точности настраиваемых характеристик, несущественная погрешность в процессе обработки;
- Надежная фиксация, которая достигается благодаря грамотному распределению давлений на кулачках.
Для оборудования с ЧПУ крайне важна возможность оперативного изменения настроек. Потому в таких станках применяются особые патроны, которые подключаются непосредственно к управляющему блоку.
Важно и то, что к материалам, из которых делаются патроны клинового типа, предъявляются специфические требования. В большинстве случаев процесс обработки подразумевает применение высоких оборотов, потому качества устройства-фиксатора должны оставаться неизменными.
Мембранные
Самой высокой точностью обладают мембранные изделия. Мембраны, сделанные из материала повышенной упругости, закрепляются на фланце. После того как заготовка установлена, отключается гидравлический привод, а элемент закрепляется посредством расширения этой самой мембраны.
Для этого решения характерно наличие нескольких кулачков и небольшая сила зажима. Потому эти модели патронов зачастую применяются для целей чистовой обработки, которая исполняется на небольших скоростях.
tokar.guru
Патрон токарный самоцентрирующий трехкулачковый. Паспорт
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна

Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона

Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :

Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :

Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:

Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Порядок работы и техническое обслуживание.
4.1. Патрон токарный расконсервировать, ознакомиться с паспортом на изделие.
4.2. Закрепить патрон на станок, затянув все болты и проверив надежность крепления.
4.3. Запустить станок, установить малые обороты и проверить с помощью вспомогательного измерительного инструмента значения радиального и торцевого биений патрона на холостом ходу.
4.4. После проверки правильности крепления можно перейти к работе на станке.
Комплектность.
В комплект входят:
- патрон токарный в сборе с прямыми кулачками;
- комплект обратных кулачков
- комплект крепежных элементов (болты М12)
- ключ шестигранный S10
- ключ четырехгранный ⅔′′
- паспорт
Требования безопасности.
6.1. Крепление патрона токарного должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
6.2. Запрещается применять ударную нагрузку при закреплении заготовки.
Сведения о консервации.
7.1. Патрон токарный подвергнут консервации в соответствии с требованиями ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
6.2. Срок хранения патрона токарного без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Правила хранения.
Условия эксплуатации токарного патрона трехкулачкового — ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию патрона.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
pro-techinfo.ru