Технология оксидирования стали: химическое, анодное, термическое
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Оксидирование сталиСуществуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).


Анодированная сталь
Рассмотрим каждый метод подробнее.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.
Химическое оксидирование стали
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).
Анодное оксидирование
Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины.
 Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Создание толстых плёнок возможно благодаря применению раствора серной кислоты.Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.
Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.

К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
- Воронение стали
- Стальной пистолет после воронения
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.
Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.
Плазменное оксидирование
Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.
Лазерное оксидирование
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
 Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Полезное про анодирование стали
Есть много современных способов обеспечить сохранность металлических конструкций. К наиболее популярным методам относится анодирование стали. Этот процесс так же называют электрохимическим или анодным оксидированием. Его наиболее часто применяют при обработке деталей из алюминия или титана. Плохо нанесению оксидной пленки поддается медь.
Этот процесс так же называют электрохимическим или анодным оксидированием. Его наиболее часто применяют при обработке деталей из алюминия или титана. Плохо нанесению оксидной пленки поддается медь.
Обработанные детали становятся гладкими на ощупь и приобретают светлый оттенок серого цвета. После просушки адгезионные свойства металла улучшаются, и изделие без труда можно покрыть бесцветным лаком или краской нужного цвета.
Компания «ГалСервис» предоставит полный спектр услуг по анодированию алюминия. Большой опыт специалистов, а главное и наличие технической базы проводить анодирование крупных изделий — весом до 1 тонны и максимальными размерами: 2800х700х1300мм.Стоит отметить, что анодирование по своей технологии отличается от процессов гальванического цинкования или хромирования. В данном случае защитная пленка не наносится на поверхность метиза, а формируется из самого металла. Поэтому анодное покрытие по истечению длительного срока эксплуатации не отслаивается и не стирается, в связи с чем изоляционные и декоративные свойства не ухудшаются.
Процесс анодирования стали, помимо обеспечения надежной и стойкой защиты изделий, отличается относительно простой технологией исполнения. Электролитический раствор для небольших деталей можно приготовить даже в домашних условиях, используя питьевую соду и поваренную соль. В качестве источника тока отлично подойдет автомобильный аккумулятор. По времени оксидирование занимает от пятнадцати минут до полутора часов. Но работу с конструкциями больших размеров лучше доверить профессионалам своего дела, компаниям, занимающимся гальваническими покрытиями.
Фирма «ГалСервис» рада предложить своим клиентам услуги по анодированию металлов, а так же другие защитные виды обработки. Все гальванические операции происходят с применением современного оборудования и специализированных препаратов.
В промышленных масштабах анодирование производится с применением 20% раствора серной кислоты, обеспечивающей высшую степень окисления среды. Этот процесс требует строгого соблюдения мер безопасности и технологического процесса. Перед окунанием в раствор, металл нужно очистить от загрязнений и обезжирить специальным средством на основе щелочи. Плотность тока, необходимого для протекания реакции, должна составлять от 10 до 50 мА/см², а подведенное напряжение – примерно 50-100 В. В зависимости от технологического процесса и времени воздействия раствора на изделие, можно получить пленку толщиной от 1 до 200 мкм. После покрытия металлических конструкций защитным слоем, их необходимо осветлить, отполировать и придать презентабельный вид.
Металлические изделия, прошедшие процесс анодного оксидирования могут без нареканий прослужить долгие годы. Защитные свойства нанесенной оксидной пленки позволяют изделиям стойко переносить самые агрессивные внешние воздействия среды. Именно поэтому анодирование получило широкую популярность в автомобилестроении и военной промышленности, в производстве авиалайнеров и многих отраслях строительства.
Именно поэтому анодирование получило широкую популярность в автомобилестроении и военной промышленности, в производстве авиалайнеров и многих отраслях строительства.
Заказав услуги по нанесению различных гальванических покрытий в фирме «ГалСервис», Вы обеспечите долгую и надежную службу металлических изделий.
Для чего нужно анодирование — ОКСИ Про
Алюминий имеет свойство в естественной среде соединяться с кислородом, таким образом образуя защитную плёнку на своей поверхности. Именно этот слой позволяет металлу не окисляться. Этот природный оксид подвержен повреждению, так как представляет собой довольно тонкий слой. Специальный процесс анодирования может решить этот вопрос, сделав металл более прочным и устойчивым к внешним факторам. После анодирования коррозия не грозит алюминию. Кроме того, образовавшаяся в результате анодирования плёнка обладает большой износостойкостью, так как она не отслаивается от обработанной детали со временем.
К преимуществам анодирования относятся следующие факторы:
- защитные свойства, приобретённые после процесса;
- матовость и однородность поверхности металла;
- устранение всех возможных повреждений вроде царапин или полос, которые могут образоваться в результате повреждения;
- отличные декоративные качества;
- требуемая толщина защитного покрытия алюминия;
Также большой популярностью пользуется декоративное анодирование металла. Такой вид анодирования может проводиться с механической обработкой или вовсе без неё. Этот момент зависит от характеристик качества, которые предъявляют к уже готовой детали. Основная функция этого вида анодирования – придание металлу необходимый оттенок. Обычно ими бывают следующие оттенки: жемчуг, светлое или тёмное золото, серебро с матовым отблеском.
Такой вид анодирования может проводиться с механической обработкой или вовсе без неё. Этот момент зависит от характеристик качества, которые предъявляют к уже готовой детали. Основная функция этого вида анодирования – придание металлу необходимый оттенок. Обычно ими бывают следующие оттенки: жемчуг, светлое или тёмное золото, серебро с матовым отблеском.
Этапы анодирования
Каждый определённый этап анодирования алюминиевой детали придаёт профилю очередное преимущество. Например, подготовка к самому процессу заключается в погружении детали в специальный щелочной раствор, результатом которого является полное очищение металла от масел и других видов загрязнений.
После промывки, которая производится в растворе из каустической соды, удаляется тонкий слой алюминия, который мог бы мешать важному процессу анодирования. Сам процесс анодирования придает алюминиевой детали более плотную поверхность, которая обеспечивается слоем оксидной плёнки. Дополнительные декоративные моменты анодирования придают изделию некоторый блеск и цвет.
В целом можно сделать вывод, что анодирование необходимо алюминиевому профилю, если вы хотите защитить его от коррозии и других повреждений. Кроме того, анодирование придаст изделию приятный эстетический вид.
В последние годы преимуществ анодирования становится больше и больше, поэтому спрос на него заметно повышается. Также в некоторых случаях вы можете совершить процесс анодирования в домашних условиях, соблюдая необходимые правила.
Наиболее распространён процесс анодирования в сфере строительства и архитектуры.
маслом в домашних условиях, как заворонить металл, химическое оксидирование
Нанесение лакокрасочного покрытия на поверхность металлических изделий — способ сделать детали красивыми и защитить их от деформации или образования коррозийного слоя. Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции.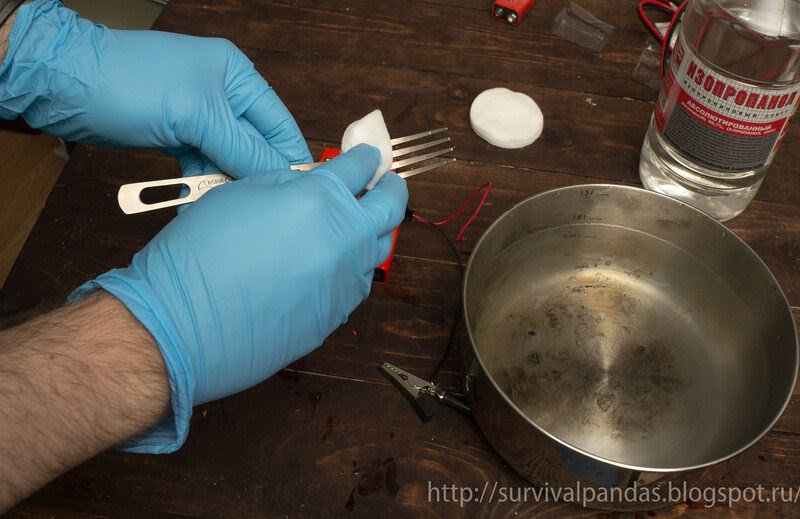
Особенности окрашивания металла
Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
- механический;
- химический.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.

После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону.
 youtube.com/embed/sVOOrLxrcww» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/sVOOrLxrcww» allowfullscreen=»allowfullscreen»/>
Способы чернения своими руками
Существует большое количество способов чернения стальной поверхности. Самые популярные из них включают применение щелочных, кислотных растворов или термическую обработку. Каждый из этих методов требует наличия специального оборудования, но некоторые варианты воронения стального материала получится сделать и в домашних условиях.
Простой, дешёвый и безопасный способ относится к обработке металла с помощью щелочного материала. Для воронения щёлочью потребуется дополнительно найти и подготовить:
- гидроксид натрия;
- нитрат натрия;
- воду;
- цифровые весы;
- защитную одежду.
В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
Для обработки металлических деталей необходима посуда из нержавейки, ведь в противном случае могут возникнуть химические реакции с щёлочью. Воронение проводится при определённой температуре, поэтому раствор предварительно засыпается в ёмкость и доводится до кипения. В таком состоянии щелочной раствор находится около часа, только потом в него опускается деталь. Если не получается сразу окунуть всю металлическую часть, то разрешается долить немного воды.
Нанесение защитного слоя с помощью щёлочи требует соблюдения всех правил, в том числе и подготовительных. Металл предварительно очищается от грязи и мусора, а потом обрабатывается растворителями, которые обезжиривают поверхность. Без этого пункта краска плохо схватится с поверхностью и быстро начнёт разрушаться.
Есть странные и одновременно удивительные способы чернения с помощью масла или яичного белка. Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Использование яичного белка — это не менее эффективный способ. Первым делом обрабатываемую сталь промывают в растворе соды и высушивают. Дальше поверхность покрывается тонким слоем взбитых белков и так деталь остаётся лежать два дня в тёмном месте. По истечении этого времени металл нагревается до раскалённого состояния и происходит реакция, которая окрашивает его в чёрный насыщенный цвет. Чем горячее будет нагрета деталь, тем быстрее и качественнее протекает процесс воронения, но перегибать нельзя. Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Оксидирование различных сплавов
Воронение алюминиевых сплавов помогает защитить поверхность от распространения коррозии. Тонкий слой защиты стойко сопротивляется любым внешним факторам, которые воздействуют на окрашенную поверхность. Использование химических составов является наиболее востребованным методом для нанесения такого покрытия.
Химический метод представляет собой погружение в приготовленный заранее состав для воронения, который включает такие компоненты, как:
- Бихромат натрия и хромовый ангидрит.
- Гексационоферрат калия, хромовый ангидрид и фторид натрия.
- Углекислый и хромовокислотный натрий.
- Ангидрид хрома и фторосиликат натрия.
Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Процесс чернения металла в домашних условиях это ещё не всё, ведь после получения требуемого цвета алюминий необходимо обработать для закрепления результата. Первым делом, после извлечения деталей, вся жидкость должна стечь и только потом изделие опускают в азотную кислоту. Происходит фиксация оксидной плёнки, которая только усилит свои качества во время сушки при средней температуре. Точно сказать время оксидирования трудно, ведь чёрный цвет бывает разный, а он зависит от того, сколько времени деталь находится в химическом растворе. После проведения всех процедур, поверхность окрашивается специальными красителями для обработки воронёной поверхности.
Анодирование алюминиевых деталей
Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Первым делом необходимо подготовить насыщенный раствор электролита, аналогичный процедуре хромирования стали. Анодирование включает обработку алюминия в ёмкости с жидкостью, куда поступает ток. В качестве источника тока подойдёт простой аккумулятор средней мощности.
Алюминиевые детали, перед тем как опустить в раствор электролита, следует обезжирить при помощи растворителей или простого стирального порошка. В ёмкости при воздействии тока появляется голубовато-серый налёт, если обезжиривание изделия прошло успешно. Дальше поверхность алюминия протирают раствором из марганцовки, который удаляет налёт и делает поверхность блестящей и гладкой. Для дальнейшего окрашивания подойдут анилиновые краски любого цвета.
Хоть процесс и считается самым лёгким из доступных методов, всё равно требуется опыт и практика. Поэтому первый раз лучше попрактиковаться на рабочей детали топора или других ненужных материалах.
Воронение нержавеющей стали
Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
В помещении, где будет проходить окрашивание обязательно должна быть предусмотрена искусственная вентиляция, ведь через открытые окна или двери может залететь мелкий мусор, который осядет на поверхность металла как раз в процессе чернения. О попадании пыли на изделие важно помнить, если проводится полировка или шлифовка в непосредственной близости от высыхающей детали. Температура в помещении должна быть комнатной и постоянной независимо от времени года на улице.
Специалисты в сфере окрашивания уже давно изучили, как заворонить металл в домашних условиях, поэтому следует придерживаться установленной процедуры и изменять её только при несовместимости с материалом. Свои правила вводят в практику только после долгого изучения и многократного применения новой методики воронения.
Качество чернения стальной поверхности зависит от нескольких условий:
- Участок окрашивания должен быть в нормальном состоянии. Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
- Любое химическое соединение вступает в контакт с очищенной поверхностью и поэтому любые частицы грязи обязательно необходимо удалить.
- Качество зависит и от структуры металла.
- При выполнении всех требований по механической и термической обработке.
 Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Сложность окрашивания различных деталей в основном зависит от их размера и формы. Небольшие изделия, элементы оружия и части машины легко покрыть в домашних условиях вороным цветом, используя простую фаянсовую, стеклянную или фарфоровую ёмкость. Большие предметы окрасить будет проблематично без использования специального оборудования. Как минимум, может потребоваться небольшой кран или подвесная машина, равномерно опускающая металл в кипящую воду или раствор, через который пропускают ток.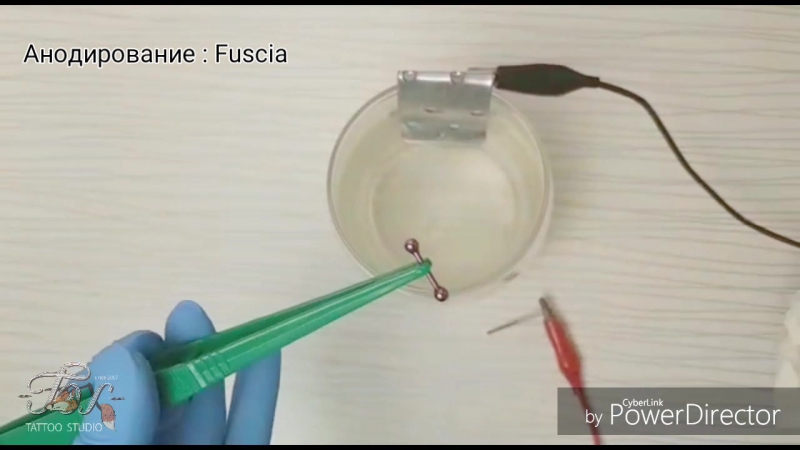
Воронение металла это отличный способ защитить его от внешних повреждений и одновременно придать пикантный и уникальный вид. Особенно такой способ подходит для окрашивания деталей машины, оружия или публичных предметов. Сделать всё можно и своими руками, но важно не забывать о правилах процесса воронения и соблюдения безопасности.
ТВЕРДОЕ АНОДИРОВАНИЕ АЛЮМИНИЯ
Использование данной таблицы поможет Вам подобрать нужный комплект для металлопокрытия. Вам только надо знать какой металл Вы хотите использовать в качестве металлопокрытия и основу — базовый металл или сплав, на который оно будет наноситься.
Анодирование АлюминияХромированной поверхностиМеди, латуни, бронзыНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной сталиЦинка, свинца, свинцовых сплавовНикеляОловаЗолота
Золочение АлюминияХромированной поверхностиМеди, латуни, бронзыНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной сталиЦинка, свинца, свинцовых сплавов НикеляОловаЗолота
Копи-хромирование АлюминияХромированной поверхности Меди, латуни, бронзыНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной стали Цинка, свинца, свинцовых сплавовНикеля ОловаЗолота
Лужение АлюминияХромированной поверхностиМеди, латуни, бронзыНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной сталиЦинка, свинца, свинцовых сплавовНикеляОловаЗолота
Меднение АлюминияМеди, латуни или бронзыХромированной поверхностиНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной сталиЦинка, свинца, свинцовых сплавовНикеляОловаЗолота
Никелирование АлюминияМеди, латуни, бронзыХромированной поверхности Не токопроводящих материаловЖелеза и сталиЛегированной и закаленной стали Цинка, свинца, свинцовых сплавовНикеляОловаЗолота
Серебрение АлюминияХромированной поверхностиМеди, латуни, бронзыНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной стали Цинка, свинца, свинцовых сплавовНикеляОловаЗолота
Цинкование АлюминияМеди, латуни, бронзыХромированной поверхностиНе токопроводящих материаловЖелеза и сталиЛегированной и закаленной сталиЦинка, свинца, свинцовых сплавовНикеляОловаЗолота
Чернение Железа и сталиМеди, латуни и бронзы
Хромирование АлюминияХромированной поверхности Меди, латуни, бронзыНе токопроводящих материаловЖелеза и стали Легированной и закаленной стали Цинка, свинца, свинцовых сплавовНикеля ОловаЗолота
Анодирование — Алюминия
Анодирование создает прочный износостойкий слой на алюминиевой поверхности. После анодирования, поверхность можно отполировать до блеска и тем самым придать ей дополнительной декоративности, или используя красящие пигментные тонеры, окрасить анодированную поверхность в различные цвета.
После анодирования, поверхность можно отполировать до блеска и тем самым придать ей дополнительной декоративности, или используя красящие пигментные тонеры, окрасить анодированную поверхность в различные цвета.
Перед проведением процесса анодирования, алюминиевую поверхность рекомендуется обработать в травильно-осветлительном cоставе:
- Используйте для этого «Травильно-осветлительный состав»
После этого, проводится анодирование алюминиевой поверхности. Используйте для этого представленный комплект:
- Комплект «Анодирование алюминия»
Вернуться к подбору комплекта
Золочение — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
- Состав «Универсальный очиститель»
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого можно проводить золочение металлической поверхности. Используйте для этого представленный электролит:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
После этого можно проводить золочение металлической поверхности. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого на металлическую поверхность наносится покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После этого на металлическую поверхность наносится покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Используйте для этого представленный электролит:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Алюминия
Для того, чтобы нанести металлическое покрытие на алюминий, вы должны сначала провести предварительную подготовку его поверхности. Для этого алюминиевую деталь обрабатывают сначала в растворе универсального очистителя. Используйте для этого представленный состав:
После этого деталь рекомендуется обработать в травильно-осветлительном составе. Используйте для этого представленный комплект:
После обработки в травильно-осветлительном составе, можно использовать 2 варианта обработки алюминиевой поверхности перед нанесением конечного декоративного покрытия.
1 вариант (используя реактив «Цинкатный активатор»)
Проведите цинкатную обработку и осветление алюминиевой поверхности.
Используйте для этого представленный комплект:
После цинкатной обработки, на деталь необходимо нанести покрытие “первичная медь”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска на деталь рекомендуется дополнительно нанести покрытие “блестящая медь”.
Используйте для этого представленный комплект:
После этого, можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
2 вариант (используя реактив «Первичный никель»*)
*Не может использоваться для кремнийсодержащих алюминиевых сплавов.
Обработайте деталь в реактиве “первичный никель”. Используйте для этого представленный комплект:
После этого, для повышения конечного блеска покрытия, на деталь рекомендуется нанести покрытие “блестящая медь”. Используйте для этого представленный комплект:
После этого, можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Меднение — Меди, латуни или бронзы
Перед нанесением блестящего медного покрытия на медь, латунь или бронзу, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Меди, латуни, бронзы
Перед никелированием меди, латуни или бронзы, необходимо сначала провести очистку и активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Цинкование — Меди, латуни, бронзы
Перед цинкованием меди, латуни или бронзы, необходимо сначала провести предварительную очистку и активацию металлической поверхности. Используйте для этого представленные составы:
Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Золочение — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Никелевое покрытие, перед проведением процесса хромирования, необходимо активировать. Используйте для этого представленный состав:
После этого, можно проводить золочение металлической поверхности. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед нанесением покрытия “КОПИ-ХРОМ”, никель необходимо активировать. Используйте для этого представленный состав:
После этого можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед проведением процесса лужения, его необходимо активировать. Используйте для этого представленный состав:
После этого можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед проведением процесса серебрения, его необходимо активировать. Используйте для этого представленный состав:
После этого можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Хромирование — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Никелевое покрытие, перед проведением процесса хромирования, необходимо активировать. Используйте для этого представленный состав:
После этого, можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Золочение — Меди, латуни, бронзы
Перед золочением меди, латуни или бронзы, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, для повышения антикоррозионных свойств покрытия, перед проведением процесса золочения, рекомендуется нанести на металлическую поверхность слой никеля. Используйте для этого любой из представленных комплектов:
После этого можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Меди, латуни, бронзы
Перед нанесением покрытия «КОПИ-ХРОМ» на медь, латунь или бронзу, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого для повышения блеска и износостойкости конечного покрытия, на металлическую поверхность наносится блестящее медное покрытие. Используйте для этого представленный комплект:
Теперь можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Меди, латуни, бронзы
Перед лужением меди, латуни или бронзы, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего лужение. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Меди, латуни, бронзы
Перед серебрением меди, латуни или бронзы, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, для повышения антикоррозионных свойств покрытия, перед проведением процесса серебрения, рекомендуется нанести на металлическую поверхность слой никеля. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Хромирование — Меди, латуни, бронзы
Перед хромированием меди, латуни или бронзы, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Для повышения блеска и износостойкости конечного покрытия, перед проведением процесса декоративного хромирования, на поверхность рекомендуется нанести промежуточный слой никеля. Используйте для этого любой из представленных комплектов:
- Комплект «Блестящий никель» (требуется источник питания)
- Комплект «Электролиз-никель» (не требуется источник питания)
После этого, можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Меднение — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить металлическое покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед проведением процесса блестящего меднения, его необходимо активировать. Используйте для этого представленный состав:
После этого, можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед проведением процесса золочения, его необходимо активировать. Используйте для этого представленный состав:
После этого, можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Цинкование — Хромированной поверхности
Блестящее декоративное хромирование представляет собой трехслойное металлическое покрытие состоящее из первичного слоя меди, наносимого на основу для повышения адгезионных и отражательных свойств покрытия, слоя никеля, используемого для повышения его антикоррозийных свойств, и конечного слоя хрома, использующегося в качестве блестящего декоративного покрытия, и обладающего именно в такой связке, одновременно и зеркальным блеском, и исключительными антикоррозионными свойствами. На поверхности хрома в обычных условиях имеется инертная оксидная пленка, которая при нанесении на него другого металлопокрытия не обеспечивает ему достаточного сцепления и поэтому, перед нанесением другого металлопокрытия, необходимо удалить весь слой хрома. Используйте для этого представленный состав:
После удаления слоя хрома, можно заметить покрытие, имеющее едва заметный желтоватый оттенок, это слой никеля. Перед проведением процесса лужения, никелевое покрытие необходимо активировать. Используйте для этого представленный состав:
После этого, можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Золочение — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого любой из представленных комплектов:
После металлизации и нанесения химического медного покрытия, на поверхность изделия при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
После этого, для повышения антикоррозионных свойств покрытия, рекомендуется нанести на металлическую поверхность слой никеля. Используйте для этого любой из представленных комплектов:
Теперь можно проводить золочение. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе необходимо нанести “затягивающее” медное покрытие. Используйте для этого представленный комплект:
После этого можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе необходимо нанести “затягивающее” медное покрытие. Используйте для этого представленный комплект:
После этого, для повышения антикоррозионных свойств покрытия, рекомендуется нанести на металлическую поверхность слой блестящего никеля. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материалы является довольно трудоемким процессом. Для нанесения металлического покрытия сначала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность детали, при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Не токопроводящих материалов
Нанесение металлического покрытия на не токопроводящие материлы является довольно трудоемким процессом. Для начала необходимо создать токопроводящий слой на поверхности детали. Используйте для этого представленный комплект:
После металлизации и нанесения химического медного покрытия, на поверхность при малом токе наносится “затягивающее” медное покрытие. Используйте для этого представленный комплект:
После этого на осажденное медное покрытие рекомендуется нанести слой никеля. Используйте для этого любой из представленных комплектов:
- Комплект «Блестящий никель» (требуется источник питания)
- Комплект «Электролиз-никель» (не требуется источник питания)
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Анодирование — Не токопроводящих материалов
Используя данные процесс, можно анодировать только алюминиевую поверхность
Вернуться к подбору комплекта
Золочение — Железа и стали
Перед золочением железа или стали, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого представленные составы.
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, для повышения отражательных и антикоррозионных свойств конечного покрытия, на металлическую поверхность наносится слой никеля. Используйте для никелирования любой из представленных комплектов:
Теперь можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Железа и стали
Перед нанесением покрытия «КОПИ-ХРОМ» на железо или сталь, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого представленные составы.
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого для повышения блеска и износостойкости конечного покрытия, на металлическую поверхность рекомендуется нанести блестящее никелевое покрытие. Используйте для этого представленный комплект:
Теперь можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Железа и стали
Перед нанесением меди на железо или сталь, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Железа и стали
Перед никелированием железной или стальной поверхности, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Железа и стали
Перед серебрением железа или стали необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, для повышения отражательных и антикоррозионных свойств конечного покрытия, нанесите на очищенную поверхность слой никеля. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Хромирование — Железа и стали
Перед хромированием железа или стали, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого представленные составы.
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, для повышения отражательных и антикоррозионных свойств конечного хромированного покрытия, на металлическую поверхность наносится слой никеля. Используйте для никелирования любой из представленных комплектов:
- Комплект «Блестящий никель» (требуется источник питания)
- Комплект «Электролиз-никель» (не требуется источник питания)
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Золочение — Легированной и закаленной стали
Перед золочением легированной или закаленной стали, необходимо сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого, необходимо обработать поверхность детали в представленном составе:
Затем на поверхность наносится слой блестящего никеля. Используйте для этого представленный комплект:
После этого можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Легированной и закаленной стали
Перед нанесением покрытия «КОПИ-ХРОМ» на легированную или закаленную сталь, рекомендуется сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого, необходимо обработать поверхность детали в представленном составе:
После этого для повышения блеска и износостойкости конечного покрытия, на металлическую поверхность рекомендуется нанести блестящее никелевое покрытие. Используйте для этого представленный комплект:
Теперь на металлическую поверхность можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Легированной и закаленной стали
Перед лужением легированной или закаленной стали, необходимо сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого необходимо обработать металлическую поверхность в представленном составе:
После этого можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Легированной и закаленной стали
Перед меднением легированной или закаленной стали, необходимо сначала провести электрополировку стальной поверхности. Электрополировка вытравливает тончайший слой металла, удаляет окисные отложения и придает металлической поверхности дополнительный блеск. Используйте для этого представленный комплект:
После этого, необходимо обработать деталь в активаторе для нержавеющей стали. Используйте для этого представленный состав:
После этого можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Легированной и закаленной стали
Перед никелированием легированной или закаленной стали, рекомендуется сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
Затем необходимо обработать поверхность детали в представленном составе:
После этого можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Легированной и закаленной стали
Перед серебрением легированной или закаленной стали, необходимо сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого, необходимо обработать поверхность детали в представленном составе:
Затем на поверхность наносится слой блестящего никеля. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Легированной и закаленной стали
Перед цинкованием легированной или закаленной стали, рекомендуется сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого необходимо обработать поверхность детали в представленном составе:
После этого можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Легированной и закаленной стали
Перед хромированием легированной или закаленной стали, необходимо сначала провести электрополировку стальной поверхности. Используйте для этого представленный комплект:
После этого, необходимо активировать металлическую поверхность и нанести на нее слой никеля. Используйте для этого представленный состав:
Затем на поверхность наносится слой блестящего никеля. Используйте для этого представленный комплект:
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Анодирование — Легированной и закаленной стали
Используя данные процесс, можно анодировать только алюминиевую поверхность
Вернуться к подбору комплекта
Золочение — Цинка, свинца, свинцовых сплавов
Перед золочением цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Несмотря на возможность напрямую наносить золото на покрытие первичная медь, мы рекомендуем нанести на него промежуточный слой никеля. Это повысит износостойкость и антикоррозионные свойства золотого покрытия. Используйте для никелирования любой из представленных комплектов:
После этого можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Цинка, свинца, свинцовых сплавов
Перед нанесением покрытия «КОПИ-ХРОМ» на цинк, свинец, медно-свинцовые или оловянно-свинцовые сплавы, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
После этого, для повышения блеска и антикоррозионных свойств на металлическую поверхность рекомендуется нанести блестящее медное покрытие. Используйте для этого представленный комплект:
Теперь можно нанести покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Цинка, свинца, свинцовых сплавов
Перед лужением цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку, затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Цинка, свинца, свинцовых сплавов
Перед меднением цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку, затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное адгезионное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей сделанных из таких металлов и сплавов и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
После этого можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Цинка, свинца, свинцовых сплавов
Перед никелированием цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку, затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Далее можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Цинка, свинца, свинцовых сплавов
Перед серебрением цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Несмотря на возможность напрямую наносить серебро на покрытие первичная медь, мы рекомендуем нанести на него промежуточный слой никеля. Это повысит блеск и износостойкость металлического покрытия. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Цинка, свинца, свинцовых сплавов
Перед нанесением блестящего цинкового покрытия на цинк, свинец, медно-свинцовые или оловянно-свинцовые сплавы, необходимо сначала провести очистку и затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов, и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Цинка, свинца, свинцовых сплавов
Перед хромированием цинка, свинца, медно-свинцовых или оловянно-свинцовых сплавов, необходимо сначала провести очистку, затем активацию металлической поверхности. Используйте для этого, представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого, на поверхность необходимо сначала нанести первичное медное покрытие. Электролит для первичного меднения имеет нейтральный уровень рН раствора, не разъедает поверхность деталей, сделанных из таких металлов и сплавов и обеспечивает с ними отличное сцепление. Используйте для этого представленный комплект:
Несмотря на возможность напрямую наносить хром на покрытие первичная медь, мы рекомендуем нанести на него промежуточный слой никеля. Это повысит износостойкость и антикоррозионные свойства золотого покрытия. Используйте для никелирования любой из представленных комплектов:
- Комплект «Блестящий никель» (требуется источник тока)
- Комплект «Электролиз-никель» (не требуется источник тока)
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Анодирование — Цинка, свинца, свинцовых сплавов
Используя данные процесс, можно анодировать только алюминиевую поверхность
Вернуться к подбору комплекта
Золочение — Никеля
Можно сразу наносить золото на никелевую поверхность. Перед золочением рекомендуется только обработать деталь в растворе химического активатора. Используйте для этого представленный состав:
Теперь можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Никеля
Можно сразу наносить покрытие «КОПИ-ХРОМ» на никель. Перед нанесением покрытия необходимо только обработать деталь в растворе химического активатора. Используйте для этого представленный состав:
Теперь можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Никеля
Перед лужением никелевой поверхности, необходимо только провести активацию металлической поверхности. Используйте для этого представленный состав:
После этого, можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Никеля
Можно сразу наносить никель на никелевую поверхность. Перед никелированием рекомендуется только обработать деталь в растворе химического активатора. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Никеля
Можно сразу серебрить никелевую поверхность. Перед серебрением рекомендуется только обработать деталь в растворе химического активатора. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Никеля
Перед нанесением блестящего цинкового покрытия на никель, необходимо провести активацию металлической поверхности. Используйте для этого представленный состав:
После этого можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Никеля
Можно сразу осаждать хром на никелевую поверхность. Перед хромированием рекомендуется только обработать деталь в растворе химического активатора. Используйте для этого представленный состав:
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Копи-хромирование — Олова
Перед нанесением покрытия «КОПИ-ХРОМ» на олово, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
После этого можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Олова
Перед нанесением олова на оловянную поверхность, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Олова
Перед нанесением меди на оловянную поверхность, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Цинкование — Олова
Перед нанесением блестящего цинкового покрытия на олово, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Олова
Перед хромированием олова, необходимо сначала провести предварительную очистку и затем активацию металлической поверхности. Используйте для этого представленные составы:
- Состав «Универсальный очиститель»
- Состав «Химический активатор»
Несмотря на возможность напрямую наносить хром на олово, мы рекомендуем нанести на него промежуточный слой никеля. Это повысит износостойкость и антикоррозионные свойства покрытия. Используйте для никелирования любой из представленных комплектов:
- Комплект «Блестящий никель» (требуется источник тока)
- Комплект «Электролиз-никель» (не требуется источник тока)
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Золочение — Золота
Для нанесения слоя золота на позолоченную поверхность необходимо только провести активацию металлической поверхности. Используйте для этого представленный состав:
После этого можно проводить процесс золочения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Копи-хромирование — Золота
Для нанесения покрытия «КОПИ-ХРОМ» на золото или позолоченную поверхность необходимо только провести активацию поверхности детали. Используйте для этого представленный состав:
Теперь можно наносить покрытие «КОПИ-ХРОМ». Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Лужение — Золота
Для нанесения слоя олова на золото или позолоченную поверхность необходимо только провести активацию металлической поверхности. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего лужения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Меднение — Золота
Для нанесения блестящего медного покрытия на золото или на позолоченную поверхность необходимо сначала провести процесс химической активации. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего меднения. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Никелирование — Золота
Для нанесения никеля на золото или позолоченную поверхность необходимо только провести активацию металлической поверхности. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего никелирования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Серебрение — Золота
Перед серебрением золота или позолоченной поверхности необходимо провести только активацию металлической поверхности. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего серебрения. Используйте для этого представленный электролит:
Вернуться к подбору комплекта
Цинкование — Золота
Перед нанесением блестящего цинкового покрытия на золото необходимо провести только активацию металлической поверхности. Используйте для этого представленный состав:
Теперь можно проводить процесс блестящего цинкования. Используйте для этого представленный комплект:
Вернуться к подбору комплекта
Хромирование — Золота
Для нанесения блестящего декоративного хрома на золото, необходимо провести активацию металлической поверхности. Используйте для этого представленный состав:
Теперь можно проводить процесс декоративного хромирования. Используйте для этого любой из представленных комплектов:
или
Вернуться к подбору комплекта
Анодирование алюминия | Re][miLL
Анодирование, что это такое?
Гальваническое покрытие, при котором на поверхности алюминиевой детали появляется очень твердый и коррозионноустойчивый защитный слой. Причем это не процесс нанесения защитного слоя, как происходит например, при хромировании. Тут защитная окисная пленка образуется из самого защищаемого металла. Анодированию поддается алюминий, магний, и титан. Но это так, для общего развития. В рамках этой статьи мы будем рассматривать лишь обработку алюминия и алюминиевых сплавов. Прежде всего, дюралюминия.
Вкратце процесс выглядит так: в пластиковую ванну залит електролит. Чаще всего- раствор серной кислоты, хотя есть и другие рецепты:-). Далее: существует блок питания с постоянным током на выходе. Ну или просто- мощный аккумулятор. В ванне находятся 2 предмета: свинцовая или нержавеющая пластина (-) и обрабатываемая деталь (+). При подаче тока на них на детали выделяется кислород и начинает расти защитный слой:
Есть несколько вариантов анодирования. Они отличаются составом електролита и разными условиями рабочего процесса. Прежде всего температурой електролита. Повторюсь, именно температура является основополагающим , влияющим на качество фактором!
«Теплый»процесс.
Существует легкоповторяемый процесс обработки при комнатной (15-20 градусов) температуре. По этому процессу довольно много информации в интернете. Он несложен, позволяет получать довольно красивое (после окраски в органических красителях) покрытие. Что интересно- абсолютно любого цвета! Причем, если постараться, можно добиться даже нескольких цветов на одной детали. Такой себе анод-арт! Вот несколько результатов такого процесса:
деталь до анодирования :
она же после анодирования и окраски в синий цвет:
до анодирования, после него, и после окраски в черный цвет:
Кстати, вспомните старые советские «зеленые» ружья. РПО-2, РПО-4, РПС-3… Их зеленый цвет- тоже результат этого процесса. Красителем там была обычная аптечная зеленка. Не удивляйтесь, это действительно так:
Спору нет, красиво, эстетично… Но, увы, не лишено недостатков. Обработанные по этому процессу детали , несмотря на всю свою красоту, не имеют по настоящему высокой антикоррозионной защиты. В морской воде, особенно в зоне контакта с агрессивными металлами (титан, нержавейка) коррозия все же начнет появляться. Хотя, замечу, вовсе не сразу. Да и механическая защита такого покрытия не слишком велика- обычная стальная игла легко процарапывает такое покрытие. При особенно неудачных, запущенных случаях защитный (?) слой удается даже стереть рукой. Почти полностью! Настолько рыхл и непрочен он может быть иногда.
Примечание: с другой стороны, подобное «низкопрочное» покрытие является прекрасной основой для покраски. Адгезия любой краски к такому слою- бешеная! Если пользоваться эпоксидной краской- получается весьма неплохая и эстетичная защита. Краска держится очень надежно и не облазит. Хорошо смотрятся также матовые нитро- и прочие эмали. Особенно- черные матовые.
«Холодный» процесс.
Собственно, почему был изобретен «холодный» ( температура обработки -10…+10 градусов, при оптимуме в 0 градусов ) процесс? В основном из за двух, очень серьезных причин:
а) высокое качество (твердость, прочность) растущего анодного слоя в условиях «холода».
б) гораздо ниже скорость растворения внешней поверхности слоя, и как следствие- большая толщина слоя.
Да, есть и такое явление. На самом деле одновременно слой и нарастает со стороны металла, и растворяется с внешней стороны. А что же вы хотели? Все таки- кислота вокруг! Скорость роста слоя более менее одинакова для обоих процессов. А вот скорость растворения внешней стороны защитной пленки — у «холодного» варианта- намного ниже. Потому и возникает возможность получить действительно толстый слой. Для справки: при «теплом» процессе скорость внешнего растворения слоя вскоре достигает скорости внутреннего роста, потому получить толстый слой невозможно в принципе.
Повторюсь, самое надежное и прочное покрытие образуется при «холодном» процессе. Увы, этот процесс непрост и требует, прежде всего, принудительного глубокого охлаждения. Но, поверьте, игра стоит свеч! Потому как лишь он способен создать не только красивое, но и чрезвычайно твердое, коррозионно- и износоустойчивое покрытие. Подводному ружью с таким покрытием не страшна морская вода. Ружье способно служить много лет без каких либо заметных следов коррозии. И лишь при контакте с титановыми деталями может (не скоро!) начаться коррозия.
Вот несколько моих деталей, обработанных по этому процессу:
Вот такой была деталь до обработки.
а вот такой она стала после анодирования.
Как видите она приобрела приятный коричнево-золотистый цвет, и высокую прочность защитной пленки- даже если пытаться ее обработать напильником, то получится это лишь с 3-4 раза. Поначалу напильник будет просто скользить- т к твердость слоя намного выше чем твердость закаленной стали напильника. И лишь, при сильном нажиме, после того как слой растрескается ( он хрупок!) напильник доберется до металла.
Механическая защита такого анодного слоя- великолепна, коррозионная защита- выше всяких похвал! Безусловно, такой тип анодирования- наиболее привлекателен для покрытия подводных ружей.
Единственным незначительным недостатком является невозможность окраски слоя органическими (анилиновыми) красителями. О причинах такой невозможности- позже. Замечу, что цветовая окраска «холодного» слоя- естественный процесс, зависящий лишь от состава (медь?) обрабатываемого сплава. Оттенки получаются в диапазоне от зеленовато-оливкового до темно серого, почти черного.
Вот как выглядят сплавы Д16 и АМГ5 :
Как это сделать? Возможно ли дома?
Качественное анодирование в домашних условиях — ВОЗМОЖНО. Правда, значительно удобнее (и безопаснее!) этим заниматься на балконе, или на улице. Несмотря на определенные сложности, связанные в первую очередь с необходимостью охлаждения електролита, это вполне реально. Я довольно долго экспериментировал, имел много неудач, но в итоге процесс вполне отработал. Сейчас у меня 100% выход качественного продукта в этом смысле. А поскольку я не намерен делать ноу-хау из полученного опыта, это значительно упростит ваш путь к устойчивым результатам. Наберитесь терпения, не ленитесь экспериментировать, и все у Вас получится. Пусть и не с первой попытки.
Потенциальная опасность процесса!
У процесса есть несколько опасных для здоровья и жизни моментов! Перечислю их по порядку:
- Кислота- очень едкая штука. Пусть она и присутствует у нас в сильно разбавленном виде, но все таки… При попадании на кожу она лишь вызовет слабый зуд, но вот при попадании в глаза- может привести к серьезнейшим травмам! Потому очень рекомендуется работать в защитных очках и иметь под рукой ведро с водой, а лучше- слабым содовым раствором. Ну и- быть очень осторожным!
- Во время процесса анодирования происходит выделение кислорода на аноде, и водорода на катоде. Когда эти газы смешиваются, они образуют так называемый гремучий газ. В принципе, это- тот же динамит. Таким образом, при анодировании в закрытом и невентилируемом помещении вы наверняка погибнете от первой искры. А без искр дело тут не обходится… В общем, я вас предупредил.
Почему я это делаю дома а не на заводе?
Потому что в огромном, 4-х миллионном городе так и не смог найти нормального, непьющего гальваника- анодировщика.
Несмотря на то что в Киеве — не меньше десятка производств, где он должен был бы быть. ( Прям по Салтыкову-Шедрину излагаю… «мужик везде должен быть!»…:))) А вот не нашел. Анодирование- процесс тонкий, требующий постоянного надзора за деталью. А людям выпить надо, побазарить…
Вот и жгут они каждую вторую- третью деталь. И воевать с ними абсолютно бесполезно. В ответ всегда одно мычание…
Соответственно, взял да и научился сам. И не жалею.
С этого места подробнее, пожалуйста! Химия и физика процесса.
Вступление.
Как вы думаете, для чего железо ржавеет? Именно, не «почему» а «для чего»? Детский, казалось бы вопрос. Ответ вам покажется не менее странным: для того чтобы не ржаветь дальше! Дело в том, что скорость коррозии железа или стали, находящейся в агрессивной среде, очень сильно зависит от толщины слоя окисла. В начале процесса скорость очень высока, но по мере роста слоя ржавчины скорость «разъедания» металла падает в десятки и сотни раз. Потому то и стоят всевозможные морские сооружения десятилетиями, ржавые сверху донизу. Металл, ржавея, сам пытается заботиться о себе:-)).
Причем это правило справедливо не только для железа, но и для других металлов. Чем толще окисной слой на поверхности металла, тем медленнее развивается коррозия. Правда не всем металлам повезло так же, как и железу: некоторые из них не умеют наращивать по настоящему толстый слой. По разным причинам, которые мы сейчас не будем обсуждать.
Такими недостатками обладает и алюминий. С одной стороны, окисная пленка вырастает на его поверхности просто моментально, гораздо быстрее чем на железе. Именно поэтому алюминий так трудно паять! Но с другой стороны- эта пленка никогда не бывает толстой. Из за малой своей толщины она непрочна и неустойчива. По сути, она постоянно разрушается снаружи, и постоянно же нарастает внутри в процессе коррозии. Увы, за счет потери массы основной детали.
Надо также заметить, что не только толщина окисной пленки влияет на коррозионностойкость металла. Но также и ее структура, плотность. Плотная, твердая пленка лучше защищает металл чем мягкая и рыхлая.
Таким образом, если научиться создавать на поверхности металла толстую и плотную окисную пленку, этого может оказаться вполне достаточно для полного торможения дальнейшей коррозии (окисления). Именно это и получается в процессе анодирования алюминия. Причем, самые толстые и механически прочные пленки получаются именно при низкотемпературном тонкослойном анодировании. Которое мы и будем пытаться воспроизвести.
Как это выглядит?
В процессе анодирования на поверхности металла выделяется кислород и нарастает слой оксида алюминия Al2O3. Между прочим, это- корунд! Тот самый, который приклеивают на наждачную бумагу. Это к вопросу о твердости… Когда его толщина становится достаточной, деталь заметно меняет окраску, приобретая выраженный темный оттенок . Это и служит сигналом к окончанию процесса.
Вблизи качественный «холодный» анодный слой выглядит вот так:
А если подобраться еще ближе с помощью микроскопа то можно рассмотреть слой и совсем близко.
Вид на излом анодного слоя сбоку:
Фото качественного слоя сверху:
Как видите, все это подозрительно напоминает пчелиные соты. Так оно и есть. Хороший, твердый и качественный слой на микроуровне напоминает множество вертикальных трубочек, сросшихся друг с другом стенками. При этом сверху трубочки открыты- это важная их особенность. Диаметр трубочек крайне мал- 100-300 ангстрем. Толщина стенки- тоже около 100-200 ангстрем. Кстати диаметр «трубочек»сильно зависит от температуры анодирования: чем холоднее, тем он меньше. А чем тоньше «трубочки», тем прочнее пленка, из них состоящая!.
Но не всегда пленка имеет такой вид. Если анодный слой у нас получился рыхлый, непрочный, ( в основном, из за завышенной температуры процесса) то и смотрится он совсем по другому.
Вот так простым трезвым глазом . Царапины сделаны ногтем- настолько мала прочность анодного слоя:
а так сверху под микроскопом:
Как вы видите, именно в упорядоченности микроструктуры «пчелиных сот» кроется залог прочности анодного слоя! Точность выдерживания техпроцесса анодирования (прежде всего- температуры!)- залог «правильной» микроструктуры пленки. А значит- и высокой прочности анодного слоя!
Два процесса, две большие разницы.
Есть два основных, отличающихся друг от друга процесса анодирования. Коренным образом их отличает лишь температура процесса. Хотя она, эта температура, влияет настолько сильно, что в итоге получаются очень разные результаты.
В случае «теплого» процесса размеры «трубочек»велики, что ведет к двум следствиям: во первых анодный слой получается не очень прочным и твердым- это минус. Но во вторых- в «трубочки» большого диаметра легко ввести краситель , мельчайшие частицы которого еще проходят в эти «ворота». И таким образом- окрасить слой в любой цвет. Причем, что интересно: в качестве красителя применяются самые обычные анилиновые красители. Те, которыми красят джинсы и пасхальные яйца! К тому же существует очень простой способ обеспечить водостойкость подобного окрашивания. Достаточно лишь просто поварить окрашенную деталь в том же красителе, или после окраски обработать паром. При этом верхушки «трубочек» закупориваются, оставляя краситель запертым внутри. После этого- вода уже не в силах вымыть краситель из анодного слоя. Несмотря на то что сам по себе краситель- водорастворим. Ну и что еще надо отметить- относительная «крупнотрубочность» слоя — это прекрасная основа для сцепления с краской или клеем. Такие детали можно красить нитро- или даже эпоксидными красками. Результат получается очень эстетичный и надежный в плане защиты от коррозии. Краска держится очень прочно.
Теперь об особенностях «холодного» процесса. Как я уже упоминал, размер (диаметр) «трубочек» получается значительно меньше, чем в «теплых» условиях. Опять же из этого следуют две вещи: во первых прочность и твердость такого слоя гораздо выше! Выше настолько, что ее смело можно пилить напильником- лишь при сильном нажиме, после растрескивания анодного слоя, напильник доберется до металла! Механическая износостойкость такого покрытия- бешеная! А что же вы хотели- это ведь корунд! Ну и во вторых- есть все же и минус. Хотя это как посмотреть. Дело в том, что опять же из за крайне малого диаметра «трубочек», частицы красителя попросту не могут в них протиснуться! Потому окрасить такой анодный слой с помощью анилиновых красителей невозможно. С другой стороны, анодный слой сам в процессе роста способен приобретать окраску . Ее оттенок зависит от состава алюминиевого сплава, и бывает от коричнево-зеленого до темно серого. Единственное что следует заметить, цвет у слоя появляется не при любой плотности тока процесса, а лишь начиная с некоторого значения (примерно 1,5 ампера на кв дм). При низких плотностях тока, анодный слой хоть и прочен, но бесцветен. Лично меня весьма устраивает способность анодного слоя «самоокрашиваться»- это экономит мои усилия по окраске. Тем более, что получающиеся оттенки- имхо, вполне подходят для подводных ружей.
Алгоритмы процесса анодирования.
Теплый процесс:
а) обезжиривание детали, надежное закрепление ее в подвеске.
б) анодирование в ванне до молочно-мутного оттенка. (рост слоя)
в) промывка в холодной (!!!!!!) воде.
г) окраска в горячем р-ре анилинового красителя.(вода-дист.) Если делать это долго- пункт д) не нужен.
д) закрепление окрашенного слоя. Обработка на пару в течении получаса. («трубочки» закрываются).
Холодный процесс:
а) обезжиривание детали, надежное закрепление ее в подвеске.
б) анодирование в ванне до плотного оттенка слоя.
в) промывка в холодной или горячей воде.
г) закрепление слоя . Варка в дистиллированной воде или выдержка на пару. Пол часа.
Немного об необходимости закрепления слоя.
В случае «теплого» процесса необходимость закрепления (уплотнения) слоя очевидна. Ес
Анодирование Окончательная обработка | Хроматное преобразование | Металлическое покрытие
Благодаря партнерству с Aaxon Labs, Inc и American Mil-Spec Services, Anodics теперь может предложить «комплексное обслуживание» для ваших потребностей в отделке металла. Вам доступны неразрушающий контроль, пассивация, окраска, грунтовка и порошковое покрытие. Для получения дополнительных сведений об этих процессах и конкретных разрешениях см. Ссылки ниже.
1
Услуги по нанесению металлических покрытий
Анодирование металлического покрытия и конверсионное хромирование
Учить больше 2Инспекция и испытания
Специализируется на услугах неразрушающего контроля
Позвоните нам 3Услуги по окраске
Услуги по окраске распылением и порошковой окраске
Учить большеУслуги Aaxon Labs, Inc
Услуги Aaxon Labs включают: флуоресцентный проникающий контроль, контроль магнитных частиц, пассивацию нержавеющей стали и испытания на коррозию погружением в воду.Их 96-дюймовое оборудование для контроля магнитных частиц достаточно велико, чтобы можно было проверять большинство крупных стальных деталей. Их система погружения с флуоресцентным пенетрантом предназначена для более мелких и сложных деталей.
Большие емкости для травления алюминия, кабины для распыления пенетрантов и сушильные шкафы позволяют выполнять больший объем работы за более короткое время. Камера для электростатического напыления пенетранта размером 12×22 футов позволяет Aaxon обрабатывать большие детали. Детали сушатся в нашей духовке размером 12×16 дюймов.Их новая линия пассивирования еще больше расширяет наши возможности и сокращает время обработки заказов для наших клиентов. Aaxon Labs также предлагает тестирование погружением в воду. Наша коррозионная камера способна испытывать различные конфигурации деталей.
Позвоните в Aaxon Labs сегодня 817-514-6900
American Mil-Spec Services
Окраска распылением
American Mil-Spec Services предлагает профессиональные услуги окраски распылением или мокрой окраски для различных продуктов.Они предлагают множество решений для деталей, требующих влажной окраски, пластизоля или сборки. Перед нанесением краски все детали очищаются и обрабатываются.
American MilSpec Services может распылять краску на детали размером 12 дюймов или 12 футов. Для American MilSpec нет ни одной слишком маленькой или слишком большой работы.
Порошковое покрытие
American Mil-Spec Services предлагает множество решений для окраски металлических поверхностей. Готовый продукт будет выглядеть не только эффектно. Порошковое покрытие — это процесс нанесения сухой краски на поверхность.Для этого продукт подвергается электростатическому заряду, вызывая прилипание порошкового покрытия к продукту. Затем продукт нагревают, вызывая нанесение порошкового покрытия на поверхность.
Перед тем, как начать механическое покрытие, American Mil-Spec обеспечивает предварительную обработку и очистку деталей для достижения наилучших результатов. Процесс предварительной обработки жизненно важен для успеха последовательного применения
3D-печати с использованием металла… дома!
[Бам] с форумов LulzBot успешно напечатал металл с помощью своего 3D-принтера и Budaschnozzle 1.1 хот-энд. Ну, если быть точным, припой — но все равно довольно круто!
Он использует 3-миллиметровый припой, приобретенный у McMaster (76805a61), который состоит из 95,8% олова, 4% меди и 0,2% серебра. Потребовалось немало попыток, чтобы заставить его правильно выдавить, и даже сейчас кажется, что он может напечатать только около 15 мм до застревания — может помочь более конкретный хотэнд с большей тепловой массой. Он планирует попробовать более тонкую нить (1,75 мм), поскольку это может помочь поддерживать ее при надлежащей температуре экструзии, которая в данном случае составляет около 235 ° C.
Во время нашего исследования мы нашли другого пользователя из блога RepRap, который также экспериментировал с печатью сплавов с низкой температурой плавления — и он даже успешно создал Arduino-совместимую плату Sanguino, используя принтер!
Если вы хотите попробовать это сами, вам понадобится насадка, которая вам не нужна, просверленная примерно до 1 мм — любая меньше, и она вообще не будет выдавливаться. Имейте в виду, что припой разъедает латунь и алюминий, и [Бам] отмечает, что после прохождения 1 фунта припоя диаметр сопла был ближе к 2 мм, когда он был готов! Да и из любви к взлому — пользуйтесь вентиляцией!
Останьтесь после перерыва, чтобы посмотреть видео о профессиональной версии этой системы, которая по сути представляет собой модифицированный сварочный робот, использующий прямое производство электронным лучом.Эти технологии не позволяют изготавливать детали с хорошей отделкой, но они превосходны, если учесть, что они могут изготавливать детали почти нетто-веса, требующие лишь небольшой обработки для завершения.
[через LulzBot]
| Цены на анодирование в США При Анодирование в США, мы предоставляем услуги высочайшего качества для лучших цена! Мы можем сделать это, сосредоточив свой опыт на анодировании и ремонт, прежде всего, огнестрельного оружия и связанных с ним компонентов. прайс-лист ниже предназначен для бывшего в употреблении огнестрельного оружия и компонентов, отправленных в США. Анодирование под ремонт. Цена отражает дополнительные трудозатраты на удаление существующей отделки, подготовку поверхностей (галтовку / пескоструйную очистку) и повторное анодирование каждой части отдельно для контроля толщины пленки. Если вы производитель или R&D с новыми деталями, нуждающимися в анодировании, пожалуйста, свяжитесь с victor @ usanodizing.com за дополнительная информация, индивидуальные услуги и цены на продукцию. Мы являемся производителем Федеральной лицензии на огнестрельное оружие (07 FFL / 02 SOT). НОВЫЕ ЦВЕТА: За последние несколько лет мы разработали другие цвета, которые теперь доступны с анодированием типа III. Перечисленные ниже цвета доступны только для новых серийных деталей. Hk RAL8000, Magpul FDE, Daniel Defense FDE, LWRC MRE, Knights (KAC) SOCOM и многие другие цвета и оттенки. Если не видите, спросите, может быть, . Теперь мы предлагаем арсенал Xtremcoat ™ для повторной отделки в черном анодированном оттенке и во многих других цветах Military. Те же покрытия, которые мы используем на правительстве США. Детали DOD, выглядят и ощущаются как анодированные и не трескаются, как краска. Выбрать И персонализируйте свои услугиYou может выбрать отдельную услугу или комбинацию услуг. Пожалуйста примечание: POR = Цена по запросу
Для
Покрытия и расходные материалы Сделай сам,
пожалуйста, ознакомьтесь с нашим продуктом
раздел. НАЗАД В ТОП |
Покрытие подложки и анодирование Обработка металлов
Бесплатная цитатаБесплатная цитата 717.767,6702
- Льготы
- Покрытия
- Сплавы
- Анодирование и покрытие подложки
- Медь
- Золото
- Никель
- Услуги по нанесению никель-бора
- Никель, нанесенный химическим способом
- Черный никель, нанесенный методом химического восстановления
- Никелевое иммерсионное золотое покрытие, нанесенное методом химического восстановления
- Палладий
- Палладий Никель
- Платина
- Драгоценные металлы
- Родий
- Рутений
- Серебро
- Олово
- Цинк
- Цинк-никель
- Основные материалы
- Керамика и стекло
- Медь
- Экзотические материалы
- Покрытие из легкого металла
- Алюминий
- Магний
- Титан
- PH Нержавеющая сталь
- Пластмассы
- АБС-пластик
- АБС-пластик, поликарбонат
- PPA Пластмассы
- SLS пластмассы
- SLA Пластмассы
- тугоплавкие металлы
- молибден
- Ниобий
- Вольфрам
- Нержавеющая сталь
- Сталь
- Титан
- Методы покрытия
- Обшивка ствола
- Электролитическое покрытие
- Никелирование методом химического восстановления
- Стоимость химического никелирования
- Стойка для гальваники
- Услуги по нанесению покрытий на тяжелые конструкции
- Дополнительные услуги
- Подготовка поверхности
- Абразивоструйные системы
- Очистка содой
- Устройство для струйной очистки навозной жижи
- Вибрационное удаление заусенцев
- Абразивоструйные системы
- Подготовка поверхности
Анодирование алюминия — Synth DIY Wiki
Анодирование алюминия может быть опасным из-за использования аккумуляторной кислоты, обычно (от 29% до 32% серной кислоты).Здесь описывается альтернативный метод с использованием вместо бисульфата натрия (NaHSO4), также известного как гидросульфат натрия. Он используется для снижения pH в домашних бассейнах, и его легко найти, смешать, хранить и использовать. [1] Название продукта — pH минус .
Фон
Примеры сравнения результатов анодирования алюминия серной кислотой против бисульфата натрия.Алюминий имеет оксидное барьерное покрытие из-за реакции с кислородом воздуха.При использовании электролитического процесса металл может иметь дополнительную защиту. Обычно существует два типа барьерных покрытий. Первый — это тонкое твердое покрытие, повышающее твердость и изоляционные свойства. Второй — это пористая ячеистая структура, которая позволяет красителю заполнять ячейки и обеспечивает декоративное и защитное покрытие — как здесь используется. Это переменный процесс, который может потребовать некоторых экспериментов, чтобы определить, что происходит. Более длительное время анодирования, разные концентрации и температура, другой сорт алюминия, другое потребление тока или напряжения и терпение — все это полезно. [1]
Необходимые материалы
- Дистиллированная вода как минимум для раствора бисульфата натрия и для окончательной промывки.
- бисульфат натрия (NaHSO4), он же гидросульфат натрия. Используется для снижения pH в плавательных бассейнах. Должно быть не менее 90% активного ингредиента.
- Необязательно гидроксид натрия. (NaOH), также известный как щелок или каустическая сода. Имеет различное бытовое применение.
- Жидкая или порошковая краска для ткани, например Rit Dye в США или Dylon в Великобритании.Цвет по выбору — хотя добиться черного сложнее.
- Источник постоянного тока низкого напряжения, например аккумулятор на 6 В. Настенная бородавка на 500 мА также подойдет. Ток, необходимый для анодирования в целом, очень сильно варьируется, но рекомендуется от 2,8 до 10 ампер на один квадратный фут алюминия. Хотя этот процесс очень открыт для экспериментов и оптимизации.
- Алюминий или свинец для катода (подключен к минусовой цепи постоянного тока).
- Алюминиевая деталь для анодирования. [1]
Препарат
- Для очистки и подготовки алюминиевой поверхности приготовьте 2% раствор гидроксида натрия. 4 грамма в 196 мл. воды или 1 чайная ложка на ¾ стакана воды, лучше дистиллированная вода. Это измерение не критично. Хорошо перемешайте с пластиковым или деревянным предметом.
- Сделайте 20% раствор бисульфата натрия. 40 граммов бисульфата натрия в 160 мл. воды из-под крана или 2½ столовых ложки на 2/3 стакана воды. Хорошо перемешайте с пластиковым или деревянным предметом.Значение pH будет от 1 до 2. При необходимости его можно увеличить до 30%.
- Приготовьте раствор красителя, например 5 мл. жидкий краситель на 250 мл воды или ½ столовой ложки красителя на 1 стакан воды. Это измерение не является критическим, и в зависимости от результатов концентрацию можно увеличить. [1]
Процедура
Идеализированное изображение анодированного слоя и схематическое изображение процесса анодирования.Подготовьте алюминий к анодированию, тщательно очистив его с помощью тонкой стальной мочалки, чтобы удалить поверхностные загрязнения и уменьшить дефекты.Следите за тем, чтобы не вызвать микрометаллическое загрязнение при слишком сильном нажатии. Обратите внимание, что отделка, которая входит в резервуар, — это то, что выходит из резервуара. Затем промойте с помощью пластиковой мочалки и средства для мытья посуды (или 99,9% изопропилового спирта). Хорошо промойте и перейдите к травлению гидроксидом натрия в течение 2–3 минут и снова промойте, или перейдите непосредственно к раствору для анодирования. Этап травления обеспечивает некоторую часть раствора и позволяет получить немного больший размер ячеек. Алюминиевые сплавы очень разнообразны, поэтому, если возможно, поэкспериментируйте с ломом. [1]
Подсоедините отрицательный вывод батареи к катоду, который должен быть не меньше размера анодируемой детали. Присоедините положительный вывод к анодируемой детали. В идеале используйте алюминиевый соединитель и перемещайте его во время процесса, чтобы убедиться, что весь элемент анодирован.
На катоде будет видно большое количество мелких пузырьков водорода. Время, необходимое для анодирования, зависит от состава сплава, потребляемого тока, температуры раствора и концентрации раствора.Начните с 30-60 минут. Хорошим индикатором является то, что изделие будет иметь слегка желтоватый оттенок, так как показатель преломления изменяется с ростом клеток. Готовую деталь промойте в холодной воде и поместите в красильную ванну комнатной температуры. Подождите около 60 минут и промойте деталь в холодной воде. Если плотность цвета низкая, поместите его обратно в ванну для красителя на более длительный срок. Когда цвет станет правильным, поместите изделие в кипящую водопроводную воду на 20–30 минут, чтобы краска закрепилась. Если требуется дополнительное защитное покрытие, можно добавить прозрачный слой аэрозольного акрила, чтобы выделить цвет. [1]