Страница не найдена – stroy-plys.ru
Мини погрузчики 281 просмотров
Среди моделей известных мировых брендов погрузчики Чебоксарского завода выгладят вполне презентабельно. Мини погрузчики МКСМ
Электрогенераторы 76 просмотров
Бензиновые генераторы являются оптимальным решением, если требуется компактная станция с высоким качеством подаваемого напряжения.
Бульдозеры 180 просмотров
Свою историю первые бульдозеры ведут от обычных тракторов, к которым навешивали мощный рабочий орган
Фронтальные погрузчики 152 просмотров
Компания из Китая Shantui Construction Machinery Co.
Эскаваторы 188 просмотров
Выемка грунта из котлована и погрузка его в самосвалы для дальнейшей транспортировки к месту
Козловые и Мостовые краны 127 просмотров
Мостовые краны – очень широкая линейка грузоподъемных конструкций, охватывающая практически все сферы промышленности, строительства,
Страница не найдена – stroy-plys.ru
Телескопические погрузчики 246 просмотров
Погрузчики используются повсеместно. Особое применение они нашли в областях малого строительства и сельского хозяйства,
Особое применение они нашли в областях малого строительства и сельского хозяйства,
Резка и сварка металла 270 просмотров
Сравнительно недавно на прилавках появились инверторные сварочные аппараты. Помимо компактных размеров, существенным отличием бытовых
Вилочные погрузчики 296 просмотров
Вилочные погрузчики китайской фирмы HELI известны не только в России. Много европейских стран импортируют
Телескопические погрузчики 1 201 просмотров
Гидравлическое масло, для погрузчиков предназначенное для создания давления в гидроцилиндрах, которые отвечают за подъем
Электрогенераторы 90 просмотров
Дизельные генераторы практичны и удобны в использовании, пользуются неизменной популярностью в промышленных и бытовых
Телескопические погрузчики 246 просмотров
Телескопический погрузчик JCB 535 95 произведен компанией JCB.
Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.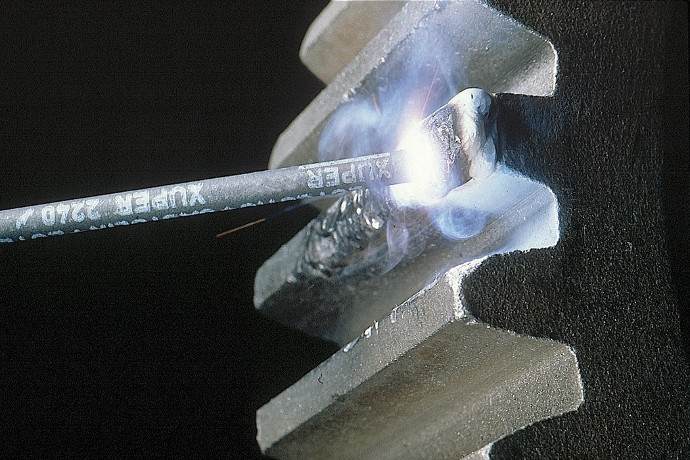
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест.

- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.

Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Поделись с друзьями
1
0
0
0
Электросварка чугуна с помощью электрода в домашних условиях
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.
Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Сварка инвертором тонкого металла
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
 Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой.
После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем.
Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали.
Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров.
Количество зависит только от размеров соединения, но не больше 25% от площади излома
Рекомендуем! Как сварить титан в среде аргона
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.

Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку.
Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах.
Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы.
Каждый слой, еще на горячую, нужно проковывать молотком.
Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс.
Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда.
Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами.
Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Источник: https://svarkagid.ru/tehnologii/kak-varit-chugun-elektrosvarkoj.html
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
- Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
- Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
- В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Видео по теме, аргонодуговая сварка чугуна:
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
(1
Источник: https://plavitmetall.ru/svarka/chuguna-so-stalyu.html
Сварка чугуна электродом в домашних условиях
Содержание:
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия.
Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях.
Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким.
В противном случае, материал перекаливается и становится более хрупким.
Специфические качества чугуна
Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета.
Следует учитывать и другие факторы.
Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.
Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.

Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов.
Вокруг шпилек послойно наносится металл, формирующий сварочный шов.
Температура нагрева не должна превышать 800С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке.
В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ.
Место соединения очищается от загрязнений и окислов.
 Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов.
Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов.Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 3500С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы.
Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью.
Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно.
Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм.
Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм.
В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
| Марка электродов | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер |
| МНЧ-2 | 3/90-110 |
Источник: https://electric-220.ru/news/svarka_chuguna_ehlektrodom_v_domashnikh_uslovijakh/2019-06-21-1706
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры.
В месте соединения образуются микротрещины, а на шве — поры.
В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях.
Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.

Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6..jpg.19c18e68f90ed371dc5aad53ab57cfe0.jpg) Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Чем варить силумин
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.

Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом.
С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия.
Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая.
 Поэтому не рекомендуется применение в ответственных случаях.
Поэтому не рекомендуется применение в ответственных случаях.Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Как варить чугун при помощи электросварки
Чугун представляет собой особый сплав железа и углерода. Наличие в составе не менее 2% углерода от общего объема материал, обуславливает его особые свойства.
Особенности материала
Среди главных особенностей материала, которые необходимо знать перед проведением сварочных работ, можно выделить следующие:
- Достаточно низкая температура плавления, из-за чего он быстро остывает (то есть переходит из жидкого агрегатного состояния в твердое).
- Быстрое остывание материала сопровождается образованием пор, которые являются следствием активного газообразования в сварочной ванне во время сварочных работ и в момент кристаллизации металла.
- Ускоренное охлаждение является причиной образования в зоне около сварочного шва, так называемого цементита (особой отбеленной прослойки). Образование этой прослойки может помешать в последующей механической обработке металла.

- При неравномерном охлаждении и нагреве во время сварочных работ могут возникать трещины.
- Необходимость использования подформовки вызвано высокой текучестью металла.
- Разновидности сварки
- Основных разновидностей сварки, которые применяются для заваривания чугуна, выделяют несколько:
- Газовая.
- Термитная.
- Литейная
- Электрошлаковая.
- Дуговая.
- Пайка.
Температурный режим, при котором проводятся сварочные работы, позволяет делить методы сварки на холодные и горячие.
Данный вид сварки применяют чаще всего. Его популярность обоснована отсутствием необходимости проводить сложные подготовительные работы.
Подготовительные работы перед сваркой холодным методом могут быть следующие:
- Зачистка.
- Фрезерование.
- Сверление.
- И другие работы, основной целью которых является получение чистой поверхности металла.
Дефекты, обнаруженные на поверхности металла и нуждающиеся в заваривании, могут быть вырублены как поодиночке, так и все вместе. В этом случае все зависит от удаленности дефектов друг от друга.
Холодная сварка осуществляется при помощи следующих видов электродов:
- Медно-железные.
- Медно-никелевые.
- Никелевые.
- Железно-никелевые.
- Стальные.
Электроды, содержащие в своем составе медь, позволяют получить швы с наплавлением металла, который впоследствии может хорошо поддаваться механической обработке. Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Сварка при помощи стальных электродов осуществляется немного сложнее. Дефектные места упрочняются специальными шпильками, которые вставляются в сам металл, а затем обвариваются.
Подобный метод используют для устранения дефектов в тяжелых и массивных чугунных изделиях, которые должны выдерживать большую нагрузку.
Большое количество углерода в металле сварочного шва способствует повышению его твердости.
Основных способа снизить твердость сварочного шва в этом случае может быть два:
- Уменьшение содержания углерода в силу незначительного уменьшения глубины, на которую проплавляется основной металл. Другой вариант – металл основы покрывается слоем окислительного флюса. Этот флюс содержит до 30% окалины, которая выполняет функцию углеродного окислителя.
- Получение структуры материала сварочного шва, максимально близкой к структуре, которую имеет серый чугун. Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
 Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.Метод сварки стальными электродами применяется в основном для ремонта чугунных изделий, не выполняющих никакой серьезной функции и не нуждающихся в дополнительной обработке по окончанию сварочных работ.
Использование медно-стальных электродов целесообразно при необходимости заварки небольших дефектов. Изделия, для ремонта которых применяют данный вид сварки, используются в промышленности под давлением. Отличительной чертой материала сварочного шва является то, что после остывания материал легко обрабатывается.
- Чугунные поверхности, на которых недопустимо образование местного повышения твердости, завариваются при помощи медно-никелевых электродов.
- Отливки, изготовленные из серого или же чугуна с повышенной прочностью, завариваются при помощи железно-никелевых электродов.
- Сварка при помощи никелевых электродов осуществляется в тех случаях, когда нужно исправить небольшие дефекты на поверхности ответственных изделий.

Для заварки дефектов, полученных при литье, а также для проведения ремонтных работ используется дуговая сварка с применением чугунных электродов, покрытых слоем токопроводящего вещества. Сварочные работы в этом случае проводятся помощи постоянного тока прямой полярности.
Газовая сварка для изделий из чугуна используется довольно редко. Используется она в основном для следующих видов ремонтных работ:
- Заварка раковин, используемых для литья.
- Наплавка на поверхности, подвергшиеся достаточно сильному износу.
- Устранение различного рода внешних дефектов.
Наиболее эффективный результат дает использование для сварки чугуна газовой смеси ацетилена и кислорода. Сама сварка в этом случае применяется с подогревом. Нагреву подлежит как все изделие целиком, так и отдельные его части.
Метод горячей сварки
Технология горячей сварки предполагает наличие следующих технических моментов:
Предварительная обработка материала. Подготовительные работы включают в себя тщательную очистку металла, а также:
Подготовительные работы включают в себя тщательную очистку металла, а также:
- Раздел кромок свариваемых элементов.
- Формовка элементов, подлежащих свариванию.
- Подогрев элементов.
- Непосредственно сами работы по свариванию деталей.
- Медленное охлаждение металла.
Механизированные способы варки чугуна
Сварка предполагает устранение не только поверхностных дефектов, но также устранение различного рода дефектов по краям детали и сквозных трещин.
Процесс устранения дефектов проходит с помощью специальных грифельных форм, которые не позволяют расплавленному металлу вытекать из сварочной ванны.
Эти формы представляют собой графитные пластинки, которые соединеняются друг с другом специальной массой, в ее основе – жидкое стекло и кварцевый песок.
Дуговая сварка проводится при помощи чугунного электрода и специальных литых стержней. Диаметр этих стержней колеблется от 8 до 12 мм, покрываются они особым графитизирующим покрытием. В состав этого покрытия входят следующие компоненты:
В состав этого покрытия входят следующие компоненты:
- Ферросилиций.
- Графит.
- Термит.
- Мрамор.
- Алюминиевый порошок.
- Стекло в жидком виде.
- Титановая руда.
Все отливки и детали из чугуна равномерно нагреваются в специальных печах. Это делается для того, чтобы после сварочных работ изделие остывало так же равномерно. Несоблюдение этого пункта технологического процесса может привести к образованию трещин в изделии.
Горячая сварка чугунных изделий происходит при помощи постоянного тока с использованием обратной полярности. Сила сварочного тока при этом достаточно велика.
Эта величина напрямую зависит от толщины завариваемого дефекта и диаметра электрода. Соответственно, чем больше толщина изделия и сечение электрода, тем больше должно быть значение силы сварочного тока.
Перерывов в процессе сварочных работ не должно быть до самого конца заварки.
Дуговая сварка также может осуществляться при помощи электродов с угольными или же графитовыми стержнями. Роль присадочного материала выполняют чугунные прутки.
Роль присадочного материала выполняют чугунные прутки.
Защита так называемой сварочной ванны обеспечивает специальный флюс. Этот флюс состоит из технической буры, предварительно обезвоженной и прокаленной до достаточно высокой температуры.
Также помимо буры в состав флюса может входить азотнокислый натрий и сода.
Процесс сварки требует, чтобы в сварочной ванне всегда находилось достаточный объем расплавленного металла, который нужно хорошо перемешивать. После завершения работ свариваемые части необходимо засыпать сухим песком либо же древесным углем.
Сварка чугуна механическим способом
Электрошлаковая сварка для чугунных изделий применяется достаточно редко. Подобный тип сварки дает достаточно хорошие результаты. Роль электродов в этом случае играют специальные пластины из чугуна.
Главными особенностями данного вида сварки можно выделить следующие:
- Необходимость правильного выбора электродов.
- Применение фторидных флюсов, отличающихся отсутствием окислительных процессов и забирающих излишки серы.
- Необходимость в замедленном остывании как самого шва, так и всей околошовной зоны.
- Соблюдение всех этих условий обеспечивает возможность получения качественного сварного шва без каких-либо дефектов, таких как поры, трещины или отбеленные участки.

Сварка чугуна в среде инертных газов
Особой популярностью пользуется сварка чугуна в среде углекислого газа. Такой метод сварки позволяет получить достаточно качественный шов, позволяя при этом избежать глубокой проварки основной части металла.
Показатели сварных изделий зависят от нескольких моментов. Основными можно назвать следующие:
- Техника сварки, используемой для проведения непосредственно самих сварочных работ.
- Режим сварки.
- Размер самых изделий, которые нуждаются в проведении ремонтных работ.
- Состав проволоки, используемой в качестве электрода.
Правильный подбор режима сварки, а также приемов, используемых для проведения работ, позволяют получить металл сварного шва с необходимыми эксплуатационными характеристиками.
Достаточно часто возникает вопрос: можно ли обваривать чугун при помощи полуавтоматических сварочных аппаратов? Да, в домашних условиях можно использовать подобный тип оборудования. Сварка с использованием порошковой проволоки в этом случае дает вполне приемлемые результаты.
Источник: https://svarnou.ru/kak-varit-chugun-pri-pomoshhi-elektrosvarki/
Как сделать электроды по чугуну в домашних условиях
Как сделать электроды по чугуну в домашних условиях
Углерод, который находится в составе чугуна, усложняет его сварку. При неправильном подходе, в месте соединения могут появиться глубокие поры и трещины, да и вообще, свариваемую заготовку можно легко испортить.
По этой причине к сварке чугуна предъявляются особые требования, одно из которых, это использование подходящего типа электродов. Электроды по чугуну различаются по материалам изготовления. Они могут быть сделаны как из чугунных прутков, стальной проволоки, так и меди с её сплавами.
В данной статье сайта про ММА сварку mmasvarka. ru будет рассказано о том, какие виды электродов по чугуну существуют, и можно ли их сделать своими руками, так сказать, в домашних условиях.
ru будет рассказано о том, какие виды электродов по чугуну существуют, и можно ли их сделать своими руками, так сказать, в домашних условиях.
Виды электродов для сварки чугуна
Для сварки чугунных изделий применяются особые виды электродов. Если за основу их изготовления была взята стальная проволока, то, электроды по чугуну маркируются следующим образом — СВ-08 А и СВ-08. Существуют и так называемые универсальные типы электродов для чугуна.
Какими электродами варить чугун?
ЦЧ-4 — электродами данной марки можно получить ровное и прочное сварочное соединение на чугуне и изделиях из него. Электроды ЦЧ-4 применимы для сварки практически под любой температурой.
ЭМЧС — для их изготовления служит низкоуглеродистая проволока, на которую в процессе изготовления электродов ЭМЧС наносится трёхслойная обмазка. Благодаря этому, во время горения электрода образуется газозащитный слой, который защищает сварочный шов от образования пузырьков воздуха и окисления.
Электроды Ficast NiFe K — особый вид электродов для сварки чугуна и стали вместе. Представляют собой железоникелевые стержни для высококачественной сварки чугуна со сталью.
Сварка чугуна в домашних условиях
МНЧ-1 — электроды данной серии изготавливаются из дорогостоящего сплава, в состав которого входит: медь, никель и монель-металл. Благодаря использованию этих электродов по чугуну, шов легко поддаётся дальнейшей обработке, на нем не образуется пор и трещин.
Как сделать электроды по чугуну своими руками
Стоимость электродов для сварки чугуна достаточно высокая, да и найти сегодня качественные расходные материалы для работы с чугуном и изделиями из него, достаточно сложно. Поэтому многие опытные сварщики прибегают к одной хитрости, они делают электроды по чугуну самостоятельно.
Как сделать электроды по чугуны своими руками из медной проволоки?
Для их изготовления потребуется медная проволока до 2 мм, и самые обычные электроды для сварки, например, те же УОНИ, АНО-4 или УОНИ 13/45. Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Не менее популярный способ изготовления электродов по чугуну и с использованием следующих компонентов:
- Жидкое стекло;
- Медные прутики, диаметром до 5 мм;
- Металлический порошок и измельчённая электродная обмазка.
Процесс изготовления самодельных электродов для сварки чугуна с использование данных компонентов, выглядит следующим образом:
- Медные прутики нарезаются необходимой длины, после чего тщательно зачищаются мелкой наждачной бумагой и обезжириваются;
- Берётся ранее подготовленная и тщательно истолчённая электродная обмазка, которая смешивается с мелкими металлическими опилками (пропорции: один к одному). После в полученную смесь добавляется примерно 30% жидкого стекла;
Чем варить чугун?
- Далее берутся нарезанные медные прутики и опускаются несколько раз в самодельную обмазку для электродов, пока их покрытие не станет толщиной, приблизительно в 2 мм;
- Затем электроды высушиваются;
- И обязательно перед сваркой чугуна, самодельные электроды прокаливаются в электрической духовке. Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.
 Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.
Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.Как видно, сделать электроды для сварки чугуна совсем несложно. Таким образом, получится не только сэкономить на расходных материалах для сварки, но и добиться лучшего качества выполнения работ.
Удачи Вам! Подписывайтесь на канал ММА сварка в Дзене, и оставайтесь в курсе последних новостей!
Еще статьи про сварку:- Выбор режима сварки: сила тока, длина дуги, полярность
- Электроды ESAB ОК 46.00 – характеристики, плюсы и минусы
- Электросварка для начинающих: советы и рекомендации
Источник: https://zen.yandex.com/media/mmasvarka/kak-sdelat-elektrody-po-chugunu-v-domashnih-usloviiah-5db0118dc0519800b07b97b6?from=feed&rid=3071038303.530.1572275526333.92293&integration=site_desktop&place=layout
Сварка чугуна — простые способы решения проблемы
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов: холодным и горячим методом.
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
 Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита).
 Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.
Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию.
 Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).

Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
Как варить чугун электросваркой в домашних условиях?
Прежде чем выяснить, как варить чугун электросваркой, нужно знать о двух основных методах:
- Способ холодного сваривания без подогрева.
- Способ горячего сваривания с подогревом.

Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды, то и шов выходит прочный и высокого качества.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным количеством марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
При применении быстрого охлаждения справ, находящийся рядом со швом получает структуру белого чугуна, который очень твердый и хрупкий. Шов и основной свариваемый металл образуют полоску белого чугуна шириной около 1,5 мм, за которой расположена полоска закаленного металла.
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Чтобы избежать различных изменений в структуре метала, нагревать его следует до температуры не более 66о градусов по Цельсию при скорости нагревания 140 градусов в час. И охлаждать следует медленно во избежание его отбеливания.
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.
Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод – сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не превышать температуру плавления припоя. Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается во втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяют и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.
Свариваемость чугуна зависит от характера распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание, а также каким сварочным оборудованием производить процесс.
Как варить чугун электросваркой | ММА сварка для начинающих
Как варить чугун электросваркой или сварка чугунаЧугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.
Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.
Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Еще статьи про сварку:Как сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик. Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, получить сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна. Вот наше руководство по сварке чугуна.
Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный. Убедитесь, что вы предварительно нагрели утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю. Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие.Чаще всего вы добьетесь успеха примерно в 50%.
Серый чугун
Серый — самый распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита. Этот вид чугуна поддается сварке, но с большими трудностями.
Белый утюг
Белое железо твердое и хрупкое. Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания.Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости. Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и трубопроводная арматура.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь. Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, с терпением и умением. Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, так как процесс нагрева изменяет свойства материала, делая его бесполезным. Сначала он представляет собой белое железо, но после термообработки становится ковким.
Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Есть две точки зрения на то, как сваривать железо. Некоторые говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагрев чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов. Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2.Выберите тип сварочного стержня
Тип и материал сварочного прутка определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества. Электроды на никелевой основе дороги, но они лучше всего подходят для сварки с низким и средним содержанием фосфата, и их можно обрабатывать механической обработкой.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшее напряжение на металле и меньше трещин плавления.Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни — самые дешевые из трех вариантов, что делает их наиболее экономичными. Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержни более удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться. По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка к предварительному и последующему нагреву.
- Управление теплом при сварке.
- Выбор штанги.

Процесс начинается следующим образом.
Снятие кромки трещины
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фаски. Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что в дальнейшем она не срежется.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Разогрейте чугун
Предварительный нагрев можно произвести, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю.Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки. Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна.Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он адаптировался к процессу охлаждения, чтобы предотвратить трещины под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться. Ведро с песком сделает то же самое, или если положить кусок на дровяную печь, металл медленно остынет.
4.
 Выберите технику сварки
Выберите технику сваркиЕсть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
Сварка чугуна MIG
Хотя сварка MIG не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна.Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку. Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80-процентный аргон и 20-процентный углекислый газ дает наилучшие результаты в большинстве ситуаций.Обратной стороной является то, что сварной шов со временем заржавеет. Тем не менее, чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от выполняемой работы и требуемой чистоты отделки.

Сварка чугуна TIG
Сварка TIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки.Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает железо напряжению, что увеличивает вероятность разрушения. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева сварного шва за счет использования коротких сварных швов. Это предотвращает воздействие слишком большого количества тепла на чугун. Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Это увеличивает прочность соединения и уменьшает усадку.
 Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Это увеличивает прочность соединения и уменьшает усадку.
Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Это увеличивает прочность соединения и уменьшает усадку.Top Tip
При использовании сварочного аппарата TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам необходима соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров.Он доступен по цене, и существует множество различных электродов для решения различных задач. Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает так же хорошо, как другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Для получения аккуратного сварного шва уменьшите ток, чтобы уменьшить разбрызгивание.Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.
Pro Tip
Ручная сварка лучше работает при использовании стали с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, так как они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование более качественных никелевых электродов позволяет избежать шлифовки.
Пост нагрева и охлаждения
Чем дольше остынет сварной шов, тем лучше будет соединение. Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечиваете естественное ослабление металла и лучший результат. Думайте об этом, как если бы сочный стейк расслабился после жарки, чтобы сделать его мягче.Металл делает то же самое.
Обточка
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении. Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распространения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины от напряжения, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых можно начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда сварка выполняется под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшой валик на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.
Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Девизы медленные и устойчивые, потому что вы не можете торопить чугун из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним.Если вы сделаете это, у вас должен быть успешный результат.
Как сваривать чугун: полное руководство (с изображениями)
0Последнее обновление: 13 января 2021 г.
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка — расколоть или сломать жизненно важный литой компонент. Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы овладеть новым навыком, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно. Соблюдение набора рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна.Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна нуждается в сварке, — это проконсультироваться с руководством по продукту или связаться с производителем, если это не указано на материале.Свежие трещины в материале выглядят немного иначе, но если у вас нет опыта в их определении, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна и должен быть единственным чугуном, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке. Еще один хороший вариант — попросить кого-нибудь из опытных помощников.
Еще один хороший вариант — попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки.Вы можете сваривать чугун при любом процессе сварки, при условии использования правильного присадочного материала и правильной процедуры сварки. Это в первую очередь основано на личных предпочтениях, но следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна.Это хороший вариант минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов.
Пайка — это не сварка, поскольку она не расплавляет металл, как сварной шов. Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
Ручная сварка и сварка MIG — желательные варианты с подходящими расходными материалами.Использование неподходящего присадочного металла, скорее всего, вызовет растрескивание, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: Летчик 1-го класса Дэвид Берналь Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун. Большинство из доступных, которые не были разработаны специально для чугуна, слишком быстро остывают и вызывают трещины от напряжения или не сливаются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун. Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем швы с 99% никелем.У него намного меньшая усадка сварного шва, чем у большинства железных прутков, что означает минимальное растрескивание.
Железо: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие усадочные свойства. Он также не поддается механической обработке, так как он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет так сильно свои свойства с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать.Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: можно паять ацетилен-кислородным припоем или использовать стержни с аппаратом для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы. Иногда в сварочном материале на протяжении всей жизни остаются пары или масло, и это может вызвать проблемы при сварке.
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточное количество сварного шва.
Упрочнение — это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с шариковым упрочнением для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существует несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев — это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
Необходимо использовать один из этих подходов, потому что в отличие от большинства металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, расширении и сжатии. Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому крайне важно не перегревать компонент.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева.Однако внутреннее напряжение все же возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят изделия из чугуна, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одним из важнейших этапов сварки чугуна является процесс охлаждения.Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен. Поместите сваренную деталь в песок или в теплую духовку, чтобы помочь ей медленно остыть и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого сложнее, и вы все равно можете произвести качественный сварной шов, не увеличивая чрезмерно время охлаждения. Однако чем медленнее он остывает, тем лучше результат.
Заключение
Сварка чугуна — задача не из легких. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна. Если вы сделаете короткие разрезы, сварной шов, скорее всего, потрескается или станет слабым изнутри и может длиться недолго.
Мы надеемся, что вам понравится успешно сваривать чугун с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Как сваривать чугун
С такими альтернативами, как титан, керамика и сковорода с покрытием из нержавеющей стали, доступными сегодня, может показаться немного устаревшим использование чугунных сковородок. Хотя популярность чугуна, безусловно, упала за последние несколько лет, дела обстоят не так плохо, как некоторые люди.Ожидается, что рынок чугунной посуды достигнет 3303 млн долларов США с 2 537 млн долларов США в 2017 году .
В дополнение к вышесказанному, Transparency Market Research ожидает, что к 2026 году мировой рынок литья чугуна и стали превысит 202 миллиарда долларов США . Смысл всей этой статистики — доказать, что чугун по-прежнему сваривают по всему миру для различных целей, например, для посуды. Независимо от причины, по которой вы свариваете чугун, вы должны научиться правильно сваривать этот материал.
Смысл всей этой статистики — доказать, что чугун по-прежнему сваривают по всему миру для различных целей, например, для посуды. Независимо от причины, по которой вы свариваете чугун, вы должны научиться правильно сваривать этот материал.
Несмотря на то, что предстоит преодолеть множество проблем, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун не сваривается должным образом, это может вызвать трещину или повреждение свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного сварщика; это особенно верно, когда в процессе сварки задействованы критически важные детали. Однако вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов.Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве сварочного металла
Есть несколько применений чугуна. Некоторые из них включают:
- Подготовка воды
- Сельскохозяйственная техника
- Головки, блоки и коллекторы автомобильных двигателей
- Станки, такие как крышки, кронштейны и основания
- Фитинги
- Труба чугунная
В дополнение к вышесказанному, существует множество других применений чугуна. Например, он широко используется в строительной технике и других приложениях, где вес является ключевым требованием. Это некоторые области применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна как металла шва:
Например, он широко используется в строительной технике и других приложениях, где вес является ключевым требованием. Это некоторые области применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна как металла шва:
- Многие желательные свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Формование с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали
- Больше жидкости, чем сталь
Это некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем приступить к сварке чугуна, вы должны понять сложность выполнения работы. Это потому, что вероятность успешной сварки чугуна составляет всего 50%; высока вероятность того, что свариваемая чугунная деталь будет иметь трещины или повреждение после того, как вы ее закончите.
Почему возникает эта проблема? Потому что чугун состоит из нескольких материалов разной пропорции. В результате может быть сложно оценить точную прочность металла, с которым вы работаете.Также может быть сложно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном возникают из-за высокого содержания углерода в чугуне.
Во время сварки этот углерод может перейти на свариваемый металл или на область рядом с нагретым металлом шва. Это может вызвать повышенную хрупкость или твердость, что может привести к трещинам после сварки.
Различные методы / способы сварки чугуна
Существует несколько способов сварки чугуна.Однако мы собираемся обсудить только наиболее распространенные методы сварки чугуна. К этим методам относятся газовая сварка, дуговая / электродная сварка, сварка MIG и сварка TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна, при газовой сварке процесс нагрева происходит намного медленнее. Кроме того, в этой технике используется пламя с более низкой температурой, чем дуга. В этом отношении хорошо то, что миграция углерода обычно не является проблемой при сварке чугуна газовой сваркой.Однако при этом важно использовать запатентованный пруток для газовой сварки. Единственная проблема этого метода заключается в том, что он требует значительного количества тепла, когда в сварном шве задействованы большие компоненты. Кроме того, газовая сварка выполняется медленнее, чем другие методы сварки чугуна.
Кроме того, в этой технике используется пламя с более низкой температурой, чем дуга. В этом отношении хорошо то, что миграция углерода обычно не является проблемой при сварке чугуна газовой сваркой.Однако при этом важно использовать запатентованный пруток для газовой сварки. Единственная проблема этого метода заключается в том, что он требует значительного количества тепла, когда в сварном шве задействованы большие компоненты. Кроме того, газовая сварка выполняется медленнее, чем другие методы сварки чугуна.
2. Дуговая / стержневая сварка
Предпочитаемая большинством самодельных сварщиков дуговая / электродная сварка может быть наиболее эффективным способом сварки чугуна при использовании правильных сварочных стержней. Процесс очень прост, и для различных работ доступно множество электродов.
Особый флюс с высоким содержанием графита присутствует в сварочных стержнях для чугуна. Углерод в чугуне химически связан этим особым графитом. Это ограничивает миграцию в зону термического воздействия и металл шва. Сварочные стержни из чугуна бывают двух основных типов: чистый никель и ферро-никель.
Сварочные стержни из чугуна бывают двух основных типов: чистый никель и ферро-никель.
Обычно ферро-никелевые стержни состоят из 47% никеля и 53% стали. Ферро-никелевые стержни намного дешевле, чем чистый никель, поэтому они идеально подходят для сварки чугуна со сталью. С другой стороны, если вам нужен более мягкий и податливый наплавленный металл, выбирайте чистый никель.Однако, если работа не требует использования чистого никеля, мы рекомендуем использовать ферро-никель при сварке чугуна методом дуговой / электродной сварки.
3. Сварка МИГ
Хотя сварка MIG часто используется для этой цели, она не является лучшим выбором для сварки чугуна. Единственная реальная причина, по которой вы хотите использовать этот метод, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решили сваривать чугун таким способом, вам следует помнить о следующих советах, чтобы сваривать эффективно:
- Специальная никелевая проволока — лучший выбор для сварки MIG. Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть возможность использования нержавеющей стали в качестве альтернативы.
- В большинстве ситуаций лучший выбор — 80/20. Что это значит? Это относится к 80% аргона и 20% углекислого газа. Хотя чугун от природы склонен к ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге может развиться на металле.
- Склеить отливку можно с помощью припоя. Однако это может привести к слабому сварному шву, что плохо для металлов, которые могут подвергнуться нагрузке или ударам.
- Вы можете обеспечить механическую прочность сварного шва с помощью шпилек. Однако это будет зависеть от выполняемой работы.
 Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть возможность использования нержавеющей стали в качестве альтернативы.
Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть возможность использования нержавеющей стали в качестве альтернативы.4. Сварка TIG
Как и сварка MIG, многие люди не предпочитают сварку TIG для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что нет реальной возможности минимизировать миграцию углерода с помощью этого метода.
В дополнение к вышесказанному, единственный реальный вариант, доступный для этой техники при сварке чугуна, — это никелевая проволока.Еще одна проблема, связанная с этим процессом, заключается в том, что он может быть дорогостоящим. С другой стороны, метод сварки TIG обеспечивает чистый и прочный шов на большинстве работ с чугунным покрытием. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику / метод, наиболее подходящий для ваших нужд и выполняемой работы.Однако независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна вам необходимо знать основные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполнив эти действия в следующем порядке, вы сможете получить чрезвычайно прочный сварной шов из чугуна.
Сварка чугуна своими руками состоит из четырех этапов. Выполнив эти действия в следующем порядке, вы сможете получить чрезвычайно прочный сварной шов из чугуна.
1. Определите сплав
Чугуны относятся к семейству железоуглеродистых сплавов и имеют высокое содержание углерода; вот откуда они берут свою характеристику твердости. Хотя чугун твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее податлив.
В результате вышесказанного металл расширяется и сжимается при нагревании и охлаждении во время процесса сварки. Это создает растягивающее напряжение.Сваривать чугун может быть чрезвычайно сложно, потому что, когда он подвергается напряжению или нагреванию, он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавив другие сплавы. Ниже приведены два доступных вам варианта.
Серый чугун
Самый распространенный сплав чугуна, серый чугун более свариваемый и пластичный, чем белый чугун. В процессе производства углерод на сером чугуне превращается в чешуйки графита и превращается в кристаллическую микроструктуру феррита или перлита.Единственная проблема с этим союзником из чугуна заключается в том, что чешуйки графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может стать проблемой для сварщиков.
В процессе производства углерод на сером чугуне превращается в чешуйки графита и превращается в кристаллическую микроструктуру феррита или перлита.Единственная проблема с этим союзником из чугуна заключается в том, что чешуйки графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может стать проблемой для сварщиков.
Белый чугун
Другой вариант сплава чугуна, доступный вам, — белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита.Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается несвариваемым.
2. Очистите отливку
Перед началом сварки необходимо правильно подготовить все отливки; это независимо от того, какой литой сплав вы выбрали для сварки. Еще одна важная вещь — удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это гарантирует, что отливка в зоне сварки будет полностью чистой.
Это гарантирует, что отливка в зоне сварки будет полностью чистой.
Как только это будет сделано, следующим шагом будет удаление масла, смазки, краски и других препятствующих материалов из области сварного шва.Одна из наиболее важных вещей, которую необходимо обеспечить при этом, — это медленное и осторожное нагревание области сварки в течение короткого периода времени. Это поможет устранить любой газ, попавший в зону сварного шва основного металла. Техника, которую вы можете использовать для проверки готовности поверхности чугуна, заключается в нанесении сварочного шва на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость была устранена, вы можете повторить процесс несколько раз, шлифуя проход.
3. Предварительный нагрев
Под воздействием нагрузки все чугуны становятся уязвимыми для отслеживания. Таким образом, самое главное, чтобы избежать появления трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три шага:
Сварка чугуна состоит из трех этапов. Три шага:
- Предварительный нагрев
- Низкое тепловыделение
- Медленное охлаждение
Тепловое расширение — это основная причина, по которой вы хотите контролировать нагрев во время сварки. При нагревании металл может расширяться.Однако нагрев и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать напряжение в металле.
Проблема локального нагрева заключается в том, что он может привести к ограниченному расширению. Здесь более холодный металл вокруг зоны термического влияния контролирует HZ. Кроме того, температурный градиент между литым телом и зоной термического влияния определяет степень возникающего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к образованию трещин в металле во время сжатия; это потому, что пластичность чугуна довольно низкая.
С предварительным слухом вы можете уменьшить температурный градиент между зоной термического влияния и отливкой. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, для методов сварки при более высоких температурах требуется предварительный нагрев с более высокой температурой.Таким образом, лучшая стратегия для снижения тепловложения при отсутствии надлежащего предварительного нагрева — это выбор низкотемпературного процесса сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Еще одним фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может возникнуть в результате быстрого охлаждения, что приведет к образованию хрупких и легко растрескиваемых сварных швов. С другой стороны, низкое охлаждение может минимизировать напряжение, вызванное сжатием и упрочнением.
В заключение этого шага мы хотели бы, чтобы, хотя все чугуны могут образовывать трещины, когда они подвергаются нагрузке, вы можете снизить вероятность этого с помощью предварительного нагрева. Это указывает на важность этого этапа при сварке чугуна.
Это указывает на важность этого этапа при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода / метода сварки чугуна. Основываясь на информации, представленной выше, вам необходимо выбрать технику сварки, которая лучше всего подходит для выполняемых сварочных работ. Другими словами, нужно выбирать технику сварки исходя из размеров свариваемого металла и сплава.
5. Чистовая
После того, как вы выбрали и применили наиболее подходящую технику сварки чугуна, который нужно сваривать, следующим и последним шагом будет чистовая обработка шва.По мере охлаждения и сжатия сварного шва в свариваемом чугунном металле может возникать растягивающее напряжение.
Следовательно, фаза термического сжатия — это период, когда в чугунном литом металле наиболее вероятно образование трещин. Почти наверняка сварной шов начнет трескаться, когда напряжение достигнет критической точки. Хорошая новость заключается в том, что есть способ уменьшить вероятность появления трещин в сварном шве; это включает приложение сжимающего напряжения во время охлаждения для противодействия растягивающему напряжению.
Пока сварной шов остается мягким, сварщики применяют метод, называемый упрочнением, для сварного шва, который может деформироваться.Техника ударной обработки предполагает использование ударного молотка для выполнения умеренных ударов.
Чем полезен этот метод? Потому что это может помочь снизить вероятность возникновения трещины в зоне термического влияния и сварном шве. Однако важно убедиться, что этот метод следует использовать только тогда, когда свариваемый металл относительно пластичный. Последний шаг, который необходимо выполнить при сварке чугуна, — это контроль охлаждения.
Что влечет за собой этот процесс? Это процесс, который максимально замедляет охлаждение за счет использования изоляционных материалов.Другой способ замедлить процесс естественного охлаждения — периодическое нагревание сварочного шва. Все это обеспечивает хорошую отделку и эффективную сварку чугуна. Теперь вы знаете, как сваривать чугун.
Похожие сообщения:
Сварка чугуна: практическое руководство
Чугун. Он хрупкий, дешевый, и ремонтировать его — заноза в заднице … но мы используем его везде, от мастерской до кухни.
Он хрупкий, дешевый, и ремонтировать его — заноза в заднице … но мы используем его везде, от мастерской до кухни.
Если вы обнаружили трещину, порез или щель в чугунной детали и вам пригодится сварщик, есть большая вероятность, что вы сможете ее отремонтировать.Вам просто понадобится терпение и немного ноу-хау, эта статья даст именно это, изложив всю информацию, которая вам понадобится при ремонте этой чугунной детали.
Можно ли сваривать чугун?
Когда дело доходит до сварки чугуна, важно понимать сложность работы. Скорее всего, у вас будет больше трещин в детали, чем вначале, а вероятность успеха в этой работе составляет около 50%.
Почему?
Чугун состоит из ряда различных материалов (обычно железа, углерода и стали) в разных пропорциях, поэтому трудно оценить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. .
Как сваривать чугун:
Будучи по своей природе хрупким, углерод, содержащийся в смеси, вызывает усадку и растрескивание металла при нагревании выше определенной температуры. По этой причине, помимо прочего, перед сваркой чугунных деталей требуется много внимания и осторожности. При сварке чугуна важно учитывать:
По этой причине, помимо прочего, перед сваркой чугунных деталей требуется много внимания и осторожности. При сварке чугуна важно учитывать:
- Подготовка к предварительному и последующему нагреву
- Управление теплом при сварке
- Выбор стержня
Для начала процесса сварки чугуна требуется 1.Снятие фаски и 2. нагрев материала. Как описано в статье «Полное руководство по стыковым соединениям», канавки, скосы или буквы «V» создаются на детали с помощью специального станка для снятия фаски или резака. Это сделано для обеспечения более прочного сварного шва.
Чугун до и после нагрева перед сваркой
Чугун очень темпераментный, предварительный и последующий нагрев является обязательным при работе с чугуном. Если температура металла переходит от комнатной температуры к температуре сварки слишком быстро, деталь будет испытывать слишком большие напряжения и треснет.То же самое происходит после завершения сварки: если дать остыть слишком быстро, сварной шов также подвергнется напряжению и может сломаться.
Предварительный нагрев можно выполнить, просто используя паяльную лампу для нагрева материала, некоторые сварщики, работающие своими руками, даже используют для этой работы автомобильный двигатель. Идеальная температура предварительного нагрева для большинства чугунных изделий должна составлять 260-650 градусов по Цельсию, все, что выше 780 градусов, приведет к перегреву материала.
При последующем нагревании материала идеальным вариантом является обертывание объекта изоляционной заглушкой; Тем не менее, сварщик своими руками может также использовать барбекю на древесном угле и положить кусок в ведро с песком или поставить кусок на дровяную печь, чтобы дать остыть, пока огонь гаснет.
Сварка для ремонта чугуна
При сварке чугуна Низкий и Медленный — это практическое правило, которому следуют многие сварщики.
Таким образом, при работе с чугуном операторы должны применять слабый ток и медленное движение (как сшивание). Работайте с шагом примерно 2,5 см, сваривая в разных точках, и старайтесь выдерживать 45 секунд между сегментами, чтобы избежать как перегрева, так и накопления остаточных напряжений. Управление нагревом — самая важная часть этого процесса, также полезно прихватывать сварные швы перед началом.
Управление нагревом — самая важная часть этого процесса, также полезно прихватывать сварные швы перед началом.
После получения удовлетворительного сварного шва проверьте, нет ли трещин или шлаков. Если рядом со сварным швом есть небольшие трещины, утечку можно устранить с помощью герметика или даже закрыть ржавчину после продолжительного использования.
Если вы в чистом виде, ударьте этого плохого мальчика щеткой для шлака и измельчите излишки шлака до однородной массы.
Теперь следует применить ваш метод последующего нагрева, позволяющий постепенно охладить изделие.
Что лучше для сварки чугуна: MIG, TIG или дуговая сварка?
Существует бесконечный список способов сваривания чугуна. В этой статье мы остановимся на основах; MIG, TIG и Arc.При любом из этих методов важно помнить о методах управления теплом и сварке, описанных ранее, чтобы добиться хорошего сварного шва.
Сварка чугуна MIG
Хотя ни один профессионал не рекомендовал бы MIG по сравнению с другими формами, сварка чугуна вполне возможна с помощью сварочного аппарата MIG. Вот несколько советов по сварке чугуна методом MIG:
Вот несколько советов по сварке чугуна методом MIG:
- Лучшим выбором для проволоки MIG будет специальная никелевая проволока, но это самый дорогой вариант, также можно использовать проволоку MIG из нержавеющей стали.
- Газ 80/20 (80% аргона, 20% углекислого газа) отлично работает в большинстве ситуаций, однако единственным недостатком этого варианта является то, что сварной шов со временем ржавеет. Хотя, будучи чугунным материалом, он естественно подвержен ржавчине.
- Использование проволоки для припоя возможно для скрепления отливки, но это непрочный сварной шов, и он не рекомендуется для металлов, которые будут подвергаться ударам или нагрузке.
- Шипы можно использовать для придания механической прочности сварному шву, но это зависит от выполняемой работы.
Сварка чугуна TIG
При сварке TIG чугуном никелевая проволока — единственный реальный вариант, доступный для этой работы.Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве работ с чугунным покрытием.
Также можно сваривать чугун в холодном состоянии (пропустить этап предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки. Этот процесс заслуживает отдельной статьи, но вот короткое видео с описанием процесса.
Дуговая сварка чугуна
Дуговая или электродная сварка часто является предпочтительным методом для многих сварщиков. Это просто, и имеется широкий выбор электродов для различных работ, многие аппараты для дуговой сварки доступны как для коммерческих, так и для бытовых целей по разумным ценам.
Как правило, большинство структурных ремонтов можно успешно отремонтировать с помощью пайки с использованием неизолированного бронзового стержня, ацетиленовой горелки и флюса. Хотя в любой сварочной ситуации выбор правильного электрода часто сводится к: стоимости, машинным возможностям и тому, является ли сварка однопроходной или многопроходной.
Какой пруток лучше всего подходит для сварки чугуна?
ПРУТКИ НИКЕЛЯ 99%
Электроды на основе никеля часто дороги и считаются премиальными. Прутки с содержанием 99% никеля позволяют получать сварные швы, которые поддаются обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора.
ПРУТКИ НИКЕЛЕВЫЕ 55%
Более дешевый вариант, стержни 55% никеля экономичны. Они также поддаются механической обработке и часто используются при ремонте толстых секций. Он также имеет более низкий коэффициент расширения, чем 99% стержень, что означает меньшее количество трещин на линии плавления.
ШТАНГИ СТАЛЬНЫЕ
Самый дешевый вариант, стальные электроды, лучше всего использовать для несложного ремонта и заливки. Они не поддаются механической обработке и дают твердые сварные швы, требующие дополнительной шлифовки для завершения обработки. Однако преимуществом является то, что этот стержень намного удобнее в использовании при дуговой сварке и может выдерживать отливки, которые не были полностью чистыми перед сваркой.
Советы по сварке чугуна с низкоуглеродистой сталью
Если для работы требуется сварка чугуна с низкоуглеродистой сталью, сварка электродом — отличный способ сделать это. Несколько прихваток и несколько ударов щеткой для шлака делают эту работу легкой. Работа при 95 А на DCEP (положительный электрод постоянного тока) даст отличные результаты.
Как НЕ сваривать чугун
Наконец, они говорят, что обучение лучше всего проводить после ошибки. Один из самых популярных сварщиков Youtuber, ChuckE2009, помогает пропустить этот шаг и показывает, почему не все виды сварки предназначены для чугуна.
Процедура сварки чугуна [Пошаговое руководство]
Чугун — хрупкое, дешевое изделие, которое нужно исправить, но оно используется повсюду, от мастерской до кухни. Обнаружить трещину в чугунных деталях для таких владельцев машин — беда. Замена сломанной детали или наем обученных специалистов по сварке чугуна для плавления трещины могут привести к огромным финансовым потерям. Вы используете это как возможность изучить , как сваривать чугун , новый навык.
Замена сломанной детали или наем обученных специалистов по сварке чугуна для плавления трещины могут привести к огромным финансовым потерям. Вы используете это как возможность изучить , как сваривать чугун , новый навык.
Приняв вызов , сварите чугун безупречно, поскольку неправильный ход может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь рекомендаций, чтобы сварочная машина из чугуна не имела трещин и имела внутреннюю прочность, достаточную для того, чтобы выдержать предназначение компонента. Ваша миссия как сваривать чугунные детали поможет сэкономить ваши деньги и время.
Сварка чугуна на месте требует тщательного исследования в четыре основных этапа, чтобы узнать, как сваривать чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор техники сварки
 Определите тип чугуна
Определите тип чугуна Семейство железоуглеродистых сплавов с 2-4% углерода делает их твердым чугунным металлом. Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно затрудняют процесс сварки.
Существует много типов, и мы показываем свариваемость чугуна .
Серый чугун — Сложно сваривается
Белый чугун — несвариваемый, почти
Ковкий чугун — Сварка меняет свойства, делая его бесполезным
Ковкий чугун — Редко свариваемый, медленный и длительный процесс.
Тип чугуна всегда лучше определять по инструкции, совету производителя.Изучите трещину, поскольку она меняет свой характер с течением времени. Свариваемый чугун из котёнка серого типа. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному сварщику чугуна для получения идеального сварного шва.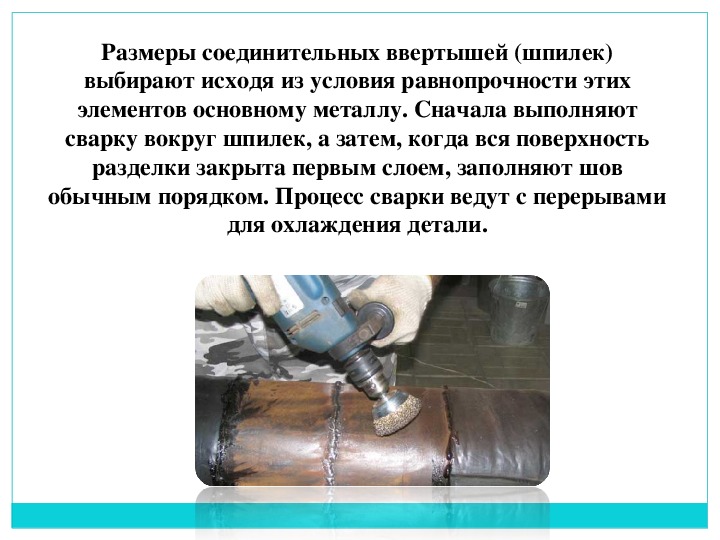
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов.Лучше осторожно и медленно прикладывать тепло к области сварного шва в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наносим сварной шов на металл, в случае примесей зона сварного шва будет пористой. Зашлифуем этот сварочный проход и будем повторять испытание до исчезновения пористости.
При обточке поверхность детали намеренно деформируется ударом молотка, таким образом расширяя поверхностный слой в поперечном направлении.Таким образом, стабильная подповерхностная поверхность позволяет расширять поверхностный слой, который является полезным слоем остаточных напряжений сжатия. На это подойдет шаровой молоток, чтобы предотвратить растрескивание. Это не обязательное явление, которое может быть полезным инструментом при неровной трещине. Предварительный нагрев и медленное охлаждение детали являются ключевыми для процедуры сварки чугуна .
Предварительный нагрев и медленное охлаждение детали являются ключевыми для процедуры сварки чугуна .
Сварка чугуна имеет две точки зрения: одна — это горячая сварка, а другая — холодная сварка.Многие соглашаются с предварительным нагревом как лучшим выбором, в то время как немногие используют минимальный нагрев или холодную сварку. Нам необходимо принять один, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагревании из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем треснет, и в сварном шве чугуна возникнет напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварного шва, поддерживая температуру, близкую к температуре зоны сварного шва. Благодаря этому весь компонент изменяется равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как чугун имеет свойство меняться, когда температура превышает 1400 градусов по Фаренгейту.
Благодаря этому весь компонент изменяется равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как чугун имеет свойство меняться, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, поскольку он снижает общую температуру. Этот процесс не приводит к появлению видимых трещин и более прочному сварному шву. Внешний вид может быть отличным, но внутренняя прочность остается низкой при холодной сварке.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или производят деталь, предпочитают только метод предварительного нагрева.Нам нужен готовый сварной шов из чугуна, который не только заметно потрескается, но и прочен внутри.
4. Выбор техники сварки и расходных материалов Вы определили, что серый чугун подлежит сварке, теперь пора выбрать процедуру сварки чугуна . — лучший способ сваривать чугун — использовать в каждом процессе сварки, при условии, что вы выберете точный присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед окончательным выводом необходимо учесть несколько факторов.
Мы основываем выбор процесса сварки на личных предпочтениях, но перед окончательным выводом необходимо учесть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отнесено к сварке TIG , поскольку брызги от стержня и сварочного чугуна MIG могут повредить чистую поверхность. Сварка TIG остается без брызг и остается выбором.
Если вы попытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение процесса электросварки, то альтернативой будет кислородно-ацетиленовый. Он легко поддерживает температуру компонентов и другие замечательные возможности для сварки чугуна.
Сварка стержнем — это альтернативный метод сварки чугуна , в котором используется электрод с флюсом. Обработка требуется после того, как мы завершим этот процесс. Выбор подходящего присадочного металла является основой сварки чугуна..jpg.670a8412269350921e6868a07f071212.jpg)
Пайка может быть другим процессом соединения чугуна, но не сваркой. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединяться, поэтому важно очистить поверхности. Сварочный пруток из чугуна действует как присадочный материал, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящих расходных материалов для электродов и проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Доступные на рынке не предназначены только для чугуна. Они могут быстро остыть, вызвать трещины от напряжения и неправильно соединиться. Ниже приведены несколько вариантов, доступных на рынке.
С высоким содержанием никеля: Этот электрод является лучшим из имеющихся на рынке, поскольку он мягкий и поддается механической обработке.По внешнему виду похож на чугун, и он тоже не остывает быстро. Недостатком этого электрода является то, что он очень дорогой и не подходит для сварки толстых участков.
Недостатком этого электрода является то, что он очень дорогой и не подходит для сварки толстых участков.
Смесь никеля 55%, железа 45%: В сварке он выглядит так же, как чугун, но вполне доступен. Сварной шов, который он производит, поддается механической обработке, но он намного тверже, чем никелевый шов. Усадка меньше, чем у большинства железных стержней, что позволяет сделать электрод с наименьшим возможным растрескиванием.
Утюг: Сварка этим прутом дает цвет, отличный от цвета чугуна.Свойство к усадке очевидно и затрудняет его использование при сварке чугуна. Он затвердевает во время сварки, но не поддается механической обработке. Это экономичный вариант и его можно отшлифовать.
Нержавеющая сталь л: Чугун при соединении с нержавеющей сталью не изменяет своих свойств и не твердеет, как расходные материалы для железа. Он не расширяется и не сжимается значительно во время нагрева и охлаждения в процессе плавления, что затрудняет его использование. После сварки получается поддающийся механической обработке процесс.
После сварки получается поддающийся механической обработке процесс.
Пайка бронзы: У нас есть выбор: пайка с кислородно-ацетиленовой пайкой или с аппаратом для сварки TIG. Мы можем предоставить прочную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь приведет к повреждению двух поверхностей без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение — самая важная часть процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Пусть охлаждение может занять несколько дней, даже для лучшего результата без трещин. Медленного охлаждения можно добиться, поместив сваренные детали в песок или теплую печь. Равномерное охлаждение является обязательным, чего нельзя добиться при охлаждении на стенде. Достичь качества сварного шва без увеличения времени охлаждения — непростая задача. Мы можем применять периодический нагрев для равномерного охлаждения детали.
Мы можем применять периодический нагрев для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критического стыка, в сварном шве образуется трещина.Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварного шва. Уплотнение — это процесс, который может значительно помочь предотвратить образование трещин.
При закрытииЧугун — это обычно сварной металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое обучение сварке чугуна . Если вы хотите выполнить сварку на месте, точно выполняйте каждый шаг.Наилучших результатов можно достичь при изучении сплава, выборе способа сварки, выборе присадочной проволоки. Не пропустите ни одного шага, чтобы добиться почти идеальных результатов.
Надеюсь, вам понравилась пошаговая инструкция по сварке чугуна. Вы можете сэкономить время и деньги, работая самостоятельно. Идеальную сварку с внутренней прочностью вы можете нанять профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Вы можете сэкономить время и деньги, работая самостоятельно. Идеальную сварку с внутренней прочностью вы можете нанять профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун.Я думаю, что у чугуна больше прочности на сжатие, а у стали больше на растяжение. Сталь трудно литье. Трудно решить, что сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу / сплаву, в состав которого входят такие прочные металлы, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали сваркой.Мы должны тщательно изучить деталь, состав сплава, присадочный материал и очистку деталей.
Как можно паять сварной чугун?
Для пайки чугуна нужен специалист. Это можно осуществить, отшлифуя паз от 1/16 до 1/8 дюйма в сплаве. Наконечник для пайки становится огненно-красным при температуре 600 градусов и продолжает нагревать и заполнять зазор, не меняя основной металл.
Это можно осуществить, отшлифуя паз от 1/16 до 1/8 дюйма в сплаве. Наконечник для пайки становится огненно-красным при температуре 600 градусов и продолжает нагревать и заполнять зазор, не меняя основной металл.
Какой клей лучше для чугуна?
Жидкий сварной шов по названию стальной эпоксидной смолы и смолы.Их необходимо перемешать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола — за 8-10 часов. лечить.
Можно ли сварить блок цилиндров из чугуна?
Его можно сварить дуговой сваркой с использованием подходящего прутка. Сварка может вызвать деформацию блока цилиндров или сделать зону сварного шва более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Сваривать чугун можно, но это значительно затрудняет сварку, поскольку чугун имеет очень высокое содержание углерода.Нагрев и охлаждение при этом делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив этапы сварки чугуна .
Этого можно достичь, правильно выполнив этапы сварки чугуна .
Почему при сварке чугун трескается?
Он гораздо менее податлив, чем сталь. Сварка вызывает растягивающее напряжение. Цикл нагрева и охлаждения при сварке вызывает расширение и сжатие, что приводит к растрескиванию, а не растяжению или деформации.
Улучшается ли чугун с возрастом?
При хорошем уходе и хранении чугунное изделие прослужит дольше, чем ожидалось.С возрастом и временем он становится лучше, благодаря процессу, известному как добавление приправ.
Вот еще несколько статей о сварке чугуна .
Сварка чугуна: основные процедуры
Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4,5%.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун обладают хорошей свариваемостью, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун — наиболее широко используемый вид чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных по всему слою графита.
Существуют также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств.
Другой легированный чугун — это аустенитный чугун, модифицированный добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
В белом чугуне почти весь углерод находится в комбинированном виде. Это обеспечивает чугун с более высокой твердостью, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с отжигом для изменения структуры углерода в чугуне.Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун производятся путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или шаровидную форму, а не обычную чешуйчатую форму в сером чугуне. Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность.Если чугуны нагружены за пределы их пределов текучести, они скорее ломаются, чем деформируются в какой-либо значительной степени. Поэтому присадочный металл сварного шва и конфигурация деталей должны выбираться таким образом, чтобы минимизировать сварочные напряжения.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на никелевой основе для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Приложения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для трубопроводной арматуры
- труба чугунная
- блоки, головки, коллекторы автомобильных двигателей
- подготовки воды
- отремонтировать дефект для модернизации или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия.Он широко используется в строительной технике для противовесов и в других областях, где требуется вес.
Характеристики
| Чугун | Предел прочности при растяжении (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Гибкий | 276–724 | 1350 — 3600 (перлитный и мартенситный) | 110 — 156 (ферритный) 149 — 321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| Серый | 152 — 431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Пластичный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.
Этого можно достичь, сваривая за один раз только короткие отрезки стыка и давая этим частям остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Графит с шаровидным графитом или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Гибкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет такую же свариваемость, как чугун с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения провара.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Если графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных расходных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинами:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна, с удобством встроенного флюса)
Никель — это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, это означает, что вы можете приваривать отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к разрушительным термическим напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема пористости, отшлифовать поверхность до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки следует удалить путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию во время последующей сварки. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень мелкими, перед сверлением следует определить с помощью методов проникающего красителя или магнитных частиц.
В видео используется положительный постоянный ток. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Низкозатратный материал
- Может формоваться методом литья в песчаные формы
- Желаемые свойства, такие как:
— Амортизирующая способность
— Теплопроводность
— Пластичность
— Твердость
— Прочность
Рекомендации по проектированию
Плохая по сравнению с улучшенной конструкцией сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки защищенным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный.
Если точная информация не известна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл сварного шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва в течение короткого времени, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или фаска.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не устраненные полностью, могут быстро появиться снова в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым из сварочных процессов. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов.
Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, вместо того, чтобы переносить ее в печь.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает возможность образования пористости наплавленного металла шва; и это увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить проникновения воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически и, в некоторых случаях, с помощью процедуры обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать остыть перед нанесением дополнительного металла шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Чугунные электроды необходимо использовать там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного и основного металлов.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Для сварки чугуна можно использовать процесс дуговой сварки защищенным металлом.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки и необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
Как правило, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении.
Следует использовать процедуру сварки с перемещением или с пропуском сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Медно-оловянный сплав
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка.Цинк улетучивается в дуге и вызывает пористость металла шва.
При использовании электродов с медным основанием рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать электроды малого диаметра и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Существует три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги в лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из низкоуглеродистой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать механической обработкой. Кроме того, наплавка мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при слабом токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, и сварной шов следует как можно быстрее после сварки. Наплавленный электрод из низкоуглеродистой стали обеспечивает хорошее соответствие цвета.
Сварка чугуна угольно-дуговой сваркой
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не такие твердые, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Чугун для кислородной газовой сварки
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочного металла:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадения цветов.
Пайка и пайка Сварка Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой может также выполняться дуговой сваркой в защитном металлическом корпусе или газовой дугой.
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл сварного шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Так как перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка металлического чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2, минимизирующая проникновение.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета.Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно был использован для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом — используется для ремонта определенных типов деталей станков из чугуна.
- Пайка — может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением — также может использоваться для сварки чугуна.
Методы сварки
Шпильки
Метод шпильки для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шпильками.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается упрочнению в горячем состоянии для предотвращения высоких напряжений или растрескивания при охлаждении. Перед нанесением дополнительного металла каждому валику необходимо дать остыть и тщательно очистить.
Если метод крепления шипов не может быть применен, края стыка следует вырезать или обработать с помощью инструмента с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл сварного шва.
Совместное изменение конструкции
Предпочтительно использовать шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет — использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Чугунная канавка Обработка торцевых канавокИногда предпочтительным методом является строжка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного валика для заполнения канавок перед заполнением всего стыка (см. Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия плавления находятся на низком уровне.
Прокачка (молоток)
Упрочнение или ударный удар с использованием 13-19-миллиметрового молотка с шариковым упором, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным тепловым сжатием, что снижает риск образования трещин внутри и вокруг сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Могу ли я сварить чугун со сталью?
Можно ли сваривать чугун со сталью?
Да, чугун можно сваривать со сталью.Однако при сварке чугуна со сталью нужно помнить о нескольких вещах.
Во-первых, обычно вы выполняете ремонтные работы или модернизацию, если вас интересует сварка чугуна со сталью, поэтому обязательно тщательно проверьте детали, чтобы убедиться в отсутствии трещин от напряжения или других признаков повреждения. Если вы видите повреждение, возможно, вам лучше изготовить замену отливке, чем использовать отливку сейчас, чтобы отрезать ее и заменить позже.
Во-вторых, спросите себя: «Я на 100% уверен, что это чугун?» Чугун, литая углеродистая сталь и типы отливок из чугуна могут выглядеть одинаково, но металлургия будет отличаться.Не все чугуны одинаковы. Серый чугун и ковкий чугун будут действовать по-разному. Как бы то ни было, у вас должна быть возможность сварить любой из них вместе со сталью, но вам не нужен слабый сварной шов, потому что вы думали, что у вас чугун, хотя у вас действительно есть что-то с более высокой температурой плавления.
В-третьих, помните, что у чугуна температура плавления немного ниже, чем у стали. При более низкой температуре плавления вы должны быть уверены, что не только соответствующим образом отрегулируете настройки сварочного аппарата, но также должны быть осторожны с более тонкими кусками чугуна.Все мы по собственному опыту знаем, как сложно фиксировать деталь после того, как вы проделали отверстие в компоненте, когда вы неверно оценили толщину стенки или работали слишком горячо.
В-четвертых, если отливка достаточно мала, предварительный нагрев отливки помогает избежать образования трещин вблизи сварного шва. Вы можете нагреть отливку в любом месте в диапазоне от 500 до 1200 градусов перед сваркой (не превышайте 1200 градусов по Фаренгейту). Если не получается прогреть всю деталь, постарайтесь хотя бы разогреть зону шва до 100 градусов.
Если вы предварительно нагрели деталь, заверните ее после сварки, чтобы замедлить охлаждение.Быстрое охлаждение может привести к образованию очень маленьких трещин. Кстати, вы также можете использовать герметик, если вам нужно водонепроницаемое уплотнение.
В-пятых, вы хотите сваривать только около 1 дюйма за раз, чтобы избежать растрескивания. Вы можете сварить свой компонент, а затем вернуться, чтобы заполнить пробелы.
Это основы. У Lincoln Electric есть полезная информация по выбору электродов для сварки чугуна. Удачи сварке!
.