Как правильно варить нержавейку электродом: рекомендации, таблицы
Нержавейка — это особый вид стали, легированной хромом и никелем. Она прекрасно противостоит коррозии и поэтому активно используется при изготовлении различных изделий. Так, из этого материала производят трубы и емкости, а также детали кузова автомобиле, различные декоративные элементы. Для ремонта деталей из нержавейки применяют РДС (ручную дуговую сварку). Именно о ней и поговорим в нашей новой статье.
Основные способы сварки нержавейки
Сегодня для соединения заготовок из нержавеющей стали используют все три самые популярные разновидности сварки: ручную дуговую, при помощи вольфрамового электрода и с присадочной проволокой полуавтоматом. Принцип работы у всех этих способов примерно одинаковый. Между заготовкой и горелкой или держаком возбуждается дуга, под действием температуры металл плавится, в сварочную ванну подается присадочный материал, который и заполняет полость, создавая шов.
Сварка нержавейки электродом (метод MMA)
Выполняется с использованием покрытых электродов. Для работы нужны сами стержни с обмазкой, инвертор, электрододержатель и клемма с проводами. Сам электрод не только играет роль присадочного материала. Его покрытие обеспечивает высокий уровень защиты для сварочной ванны. Этот вариант считается самым доступным и недорогим. И оборудование, и материалы стоят довольно дешево. Однако, стоит помнить, что качества шва не всегда соответствует ожиданиям. Но, если нужен просто ремонт, сварки нержавейки простым электродом будет вполне достаточно.
Сварка нержавейки в среде аргона с вольфрамовым электродом (TIG)
Для выполнения сварки по этой технологии необходима специальная горелка, неплавящийся вольфрамовый электрод и присадочные прутки для сварки нержавейки. Этот способ немного проще, т.к. сварщику куда удобнее держать дугу одной длины, при этом шов выходит идеально ровный и достаточно узкий. Присадка подается в ванну второй рукой, свободной от горелки. Для защиты зоны сварки от негативных внешних воздействий используется инертный газ — аргон.
Присадка подается в ванну второй рукой, свободной от горелки. Для защиты зоны сварки от негативных внешних воздействий используется инертный газ — аргон.
К недостаткам ТИГ сварки можно отнести то, что это процесс не слишком быстрый, а расходники стоят довольно дорого, как и оборудование.
Сварка нержавейки полуавтоматом
Для сварки в полуавтоматическом режиме применяются специальные источники тока, совмещенные с подающим механизмом. Проволока, поступающая от него, выступает в качестве электрода. Защита сварочной ванны обеспечивается использованием защитного газа, идущего из баллона с редуктором. Считается, что этот тип сварки один из самых производительных, но качество получаемого соединения немного уступает соединению, выполненному с вольфрамовым электродом.
Как правильно варить сваркой нержавейку: основные особенности
Сварка нержавейки в домашних условиях, как и на производстве — задача не из простых.
При этом важно отметить, что в процессе сварки длинные сплошные швы выполняют сегментами по 10 см. при этом каждый новый отрезок начинают из конца предыдущего участка. Такой подход используют для того, чтобы избежать деформации плоскости заготовок.
Еще одна неприятность, с которой может столкнуться сварщик во время сварки нержавейки инвертором — это негативное влияние высоких температур на легированные элементы. Так, хром и никель просто на просто выгорают при сильном нагреве. Поэтому, чтобы справиться с этой проблемой, важно правильно подобрать расходные материалы. Содержание этих веществ в присадке должно быть выше, чем в металле, чтобы компенсировать потери.
Поэтому, чтобы справиться с этой проблемой, важно правильно подобрать расходные материалы. Содержание этих веществ в присадке должно быть выше, чем в металле, чтобы компенсировать потери.
Среди прочих проблем, возникающих в процессе сварки нержавейки дуговой сваркой, можно выделить недостаточный уровень защиты ванны от контакта с кислородом. Из-за этого возможно возникновение на поверхности открытых и закрытых пор. Для предотвращения такой реакции нужно обеспечить надлежащий уровень защиты обмазкой или специальными газами, иначе шов не будет герметичным.
Сварка нержавейки инвертором: когда можно использовать РДС
По качеству получаемого шва ММА сильно уступает сварки МИГ и ТИГ, поэтому использовать ее рекомендуется исключительно для выполнения соединений на неответственных конструкциях. Т.к. инверторы для ручной дуговой сварки стоят совсем недорого, их часто покупаю для использования дома или на даче. Пользоваться этой методикой можно для выполнения соединений как в нижнем положении, так и вертикального типа.
Если говорить об использовании РДС на производстве, то использовать ее можно для выполнения небольших прихваток, а также выполнения сборки конструкций. Этот метод идеален для выполнения коротких швов. Помимо этого, сварку ММА можно применять и для ремонта некоторых изделий. Так, если в швах присутствуют такие дефекты, как поры, трещины, с использованием электродов их вполне реально устранить.
Преимущества сварки нержавейки инвертором ручной дуговой сварки заключаются в следующем:
- Низкая стоимость оборудования по сравнению с аппаратами TIG и полуавтоматами.
- Отсутствие необходимости в использовании газовых баллонов.
- Возможность работать с заготовками толщиной 1–20 мм.
- Доступность используемых сварочных материалов.
- Компактность инверторов для РДС.
К недостаткам сварки нержавейки в домашних условиях можно отнести:
- Необходимость удаления шлака для оценки качества полученного соединения.

- При перегреве возможно осыпание обмазки с электрода, поэтому в процессе работы необходимо выполнять перерывы.
- Чем дольше выполняется сварка, тем короче становится электрод. Это может мешать поддержанию и контролю длины дуги.

Правильная сварка нержавейки: основные рекомендации
Существует несколько базовых советов, способных сделать процесс сварки нержавейки максимально комфортным и эффективным. К ним относятся:
- Если нужно сварить заготовки, толщиной от 4 мм, придется выполнить V-образную разделку.
- Загрязненный металл обязательно нужно предварительно зачистить щеткой и убрать масляную пленку при помощи растворителя.
- Тонкие листы варят без разделки кромок.
- Чтобы снизить вероятность возникновения трещин, с заготовок необходимо убрать лишнюю температуру. Для этого используют медные пластины, в редких случаях воду.

Настройка аппарата для сварки нержавейки
Прежде, чем приступить к работе с заготовками из нержавеющей стали, крайне важно правильно подобрать не только электроды, но и инвертор. Так, подбирая сварочный аппарат для сварки нержавейки стоит обратить внимание на следующие нюансы:
- Бытовая модель должна работать от сети на 220 В, промышленная — 380 В.
- Для сварки данного вида стали подойдут только инверторы. При использовании трансформаторов могут возникнуть проблемы.
- Максимальная сила тока должна составлять не менее 140 А для использования в быту и 250 А для производства.
- Хорошо, если аппарат способен функционировать при просадках сети.
- Нелишними будут такие функции, как горячий старт, антиприлипание и форсаж дуги.
Опытные специалисты отдают предпочтение и профессиональным электродам. Одна из самых востребованных марок — ЦЛ-11. Именно такие электроды стоит купить для сварки нержавейки.
Для сварки нержавейки мы рекомендуем задать на инверторе следующие настройки:
|
Толщина металла, мм |
Сила тока, А |
Диаметр электрода, мм |
|
1-3 |
20-60 |
1-1.5 |
|
3-4 |
50-90 |
1.6-2.0 |
|
4-5 |
60-100 |
2. |
|
5-6 |
80-120 |
2.5-3.1 |
 0-2.4
0-2.4
Обработка шва из нержавейки после сварки
Как только шов готов, можно приступать к его финальной обработке. Первым делом рекомендуется удались шлак. После этого приступают к визуальной оценке состояния соединения. Важно, чтобы не было пор, трещин, наплывов и иных дефектов.
В случае, если изделие в будущем будет использоваться во влажной среде, его обрабатывают специальными кислотами. Благодаря ей на поверхности образуется защитный слой из хрома. На финальном же этапе заготовки шлифуют с лицевой стороны при помощи специальных кругов или шлифовальной ленты, а затем проводят полировку.Заказать все необходимое для максимально эффективной и правильной сварки нержавейки вы всегда можете в нашем интернет-магазине. Мы предлагаем вашему вниманию богатый ассортимент товаров по низким ценам и с быстрой доставкой по всей Беларуси. Обращайтесь!
Мы предлагаем вашему вниманию богатый ассортимент товаров по низким ценам и с быстрой доставкой по всей Беларуси. Обращайтесь!
Какими электродами варить нержавейку
Сваривание нержавейки становится популярным, ведь этот металл обладает многими прекрасными качествами, позволяющими Вам как можно быстрее и качественней сделать то или иное изделие. К примеру, многие люди делают у себя дома водяной бак, чтобы всегда был небольшой запас воды. Как известно, пластмасс, который уже нашел широкое применение по всему миру, наносит вред здоровью. Несмотря на то, что многие люди выбирают пластиковые баки, некоторые люди все-таки решаются на сваривание бака с нержавеющей стали.
Пример с баком показывает, что нержавейка становится очень популярной, ведь все люди хотят иметь крепкое здоровье и долговечные вещи. Как известно, нержавейка практически не поддается коррозии, поэтому, чтобы ее уничтожила ржавчина, нужна не одна сотня лет. Такая особенность этого сплава стали с хромом облегчает участь сварщика, которому не нужно очищать металл от следов коррозии. Однако его все равно желательно зачищать от других загрязнений перед свариванием
Для произведения сварочных работ с нержавеющим металлом используются известные в России электроды ОЗЛ-6 и ОЗЛ-8. Они очень доступны, поэтому Вы можете без проблем их купить в любом специализированном магазине, продающим электроды и сварочное оборудование. Также Вы можете использовать для сваривания нержавейки электроды МР-3 или ОК 46.00 и другие. Сразу же хотелось бы отметить, что сваривание электродами ОК 46.00 и МР-3 получается наиболее качественным и комфортным. Высокое качество шва, который получается при сваривании этими электродами, показывает, что их использование — это ключ к успешной работе с нержавейкой.
Эти электроды являются и удобными, и опасными. После сваривания, когда сварочный шов уже остывает, происходит отскакивание шлаков, которые имеют очень большую температуру. Это удобно, потому что Вам не нужно очищать металл от шлаков. Для очистки металла, Вам нужно просто отойти. Однако при этом Вам нужно соблюдать осторожность, ведь отскакивание горячих шлаков опасно для здоровья.
Это удобно, потому что Вам не нужно очищать металл от шлаков. Для очистки металла, Вам нужно просто отойти. Однако при этом Вам нужно соблюдать осторожность, ведь отскакивание горячих шлаков опасно для здоровья.
Если Вы не будете внимать мерам предосторожности при работе с нержавейкой, то можете повредить или потерять зрение или получить сильные ожоги. Сваривание этими видами электродов происходит при токе обратной полярности в предпочтительно нижнем положении шва.
Предпочтение нижнему положению шва отдается потому что при остывании шов становится опасен для здоровья. Однако если у Вас безвыходное положение, то есть нужно обязательно производить сваривание над головой, то обезопасьте свое здоровье, используя несколько методов защиты.
У Вас обязательно должна быть маска для сваривания, качественный держатель электродов, который способен обезопасить руки, а также специальная сварочная одежда их прочной ткани большой толщины. Имея такое снаряжение сварщика Вы сможете без проблем производить сваривание во всех пространственных положениях.
Однако даже если Вы имеете все необходимое снаряжение, то Вам все равно нужно обязательно отходить от места сваривания, потому никакое снаряжение не может гарантировать Вам безупречную защиту.
Как варить нержавейку без полуавтомата, обычным электродом | Сварка и Пайка
Благодаря высоким антикоррозийным свойствам нержавейка применяется повсеместно, начиная от промышленных емкостей и заканчивая бытовой тарой. Часто нержавеющая сталь используется для производства трубопроводов, которые обладают долгим сроком эксплуатации.
Несмотря на это со временем может потребоваться ремонт нержавеющих изделий в домашних условиях. Для этих целей чаще всего применяются полуавтоматы, которые дают возможность с «ювелирным» подходом подойти к ремонту нержавеющих изделий, поскольку нержавейка боится сильных перегреваний.
Но что делать, если под рукой нет полуавтомата, а есть обычный инвертор для ручной дуговой сварки? Как заварить нержавейку электродом, а главное, каким?
Как варить нержавейку сварочным инвертором
Для сварки нержавейки используются особые электроды, которые по своему составу наиболее всего подходят к нержавеющей стали. Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Плюс ко всему, такое сварное соединение со временем начнёт ржаветь, что приведёт к возникновению более глубокой коррозии. Для сварки нержавеющей стали популярны такие марки электродов, как ЦЛ-11 и НЖ-13. Данные электроды имеют специальное покрытие, которое надежно изолирует сварочную ванну и предотвращает тем самым межкристаллитную коррозию шва.
Нередко сварка нержавейки осуществляется и неплавящимися вольфрамовыми электродами. Однако для сварки неплавящимися электродами понадобится полуавтомат, так как подобная сварка осуществляется строго в среде защитного газа. Ну а поскольку у нас под рукой не оказалось полуавтоматической сварки, то варить нержавейку мы будет электродами, наиболее подходящими для этих целей.
Что включает в себя технология сварки нержавейки электродами?
Сварка нержавеющей стали сильно отличается от сварки обычной стали. Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Процесс сваривания нержавеющей стали включает в себя следующие этапы:
- Очистку металла от загрязнений и краски, которые попав в сварочную ванну, вызовут появление пены;
- Разделку кромок, только в том случае, когда толщина свариваемого металла более 4 мм. Для этих целей делается острый скос кромок с дальнейшим их соединением. Зазор между элементами должен быть порядка 1 мм. При сварке тонкой нержавейки зазоры не делаются;
- Прогрев нержавеющих деталей перед сваркой. Опять, только в том случае, если их толщина составляет 7 и более миллиметром. Прогрев нержавейки перед сваркой позволит не допустить резкого перепада температур, что чревато деформацией металла;
- Сначала детали прихватываются короткими швами, и лишь затем налаживается основной шов. Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
- Вести электрод при сваривании нержавеющей стали нужно быстрее, чем при сварке обычных стальных изделий. Связано это с тем, что нержавейка не терпит перегреваний.
 Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.Основное отличие сварки нержавейки от обычной стали в том, что сварочная ванна здесь слишком густая, а процесс формирования шва, во многом чем-то напоминает лепку пластилина. Расплавленный металл настолько густой, что он как бы вдавливается в сварочную ванну концом электрода, формируя тем самым сварное соединение.
Одно из самых главных правил при сварке нержавейки заключается в том, что после завершения сварочных работ металл нельзя охлаждать, поливая водой. Сварному соединению нужно дать остыть самостоятельно, а иначе это приведёт к появлению многочисленных дефектов и трещин.
Вам также может понравиться:
Сварка нержавеющей стали (нержавейки) – основные моменты
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
 Поэтому важно правильно подбирать расходные материалы;
Поэтому важно правильно подбирать расходные материалы;Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.

Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм. , то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
 , то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
, то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
 Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.

При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Электрооборудование, свет, освещение
139 votes
+
Голос за!
—
Голос против!
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.
 Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
 Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.
Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т. д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
 д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
как выполнить качественный шов в домашних условиях?
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.

Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода. Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей. Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А. Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
- СЭЗ ЗИО-8 d4,0.
- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.
Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же. Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы. Кроме того, позволит значительно продлить срок службы.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.

Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.

Ведь это задача, к которой требуется особая подготовка.
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после. Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины. Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего голосов: 0 Средний: 0/5]
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки. Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами. Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.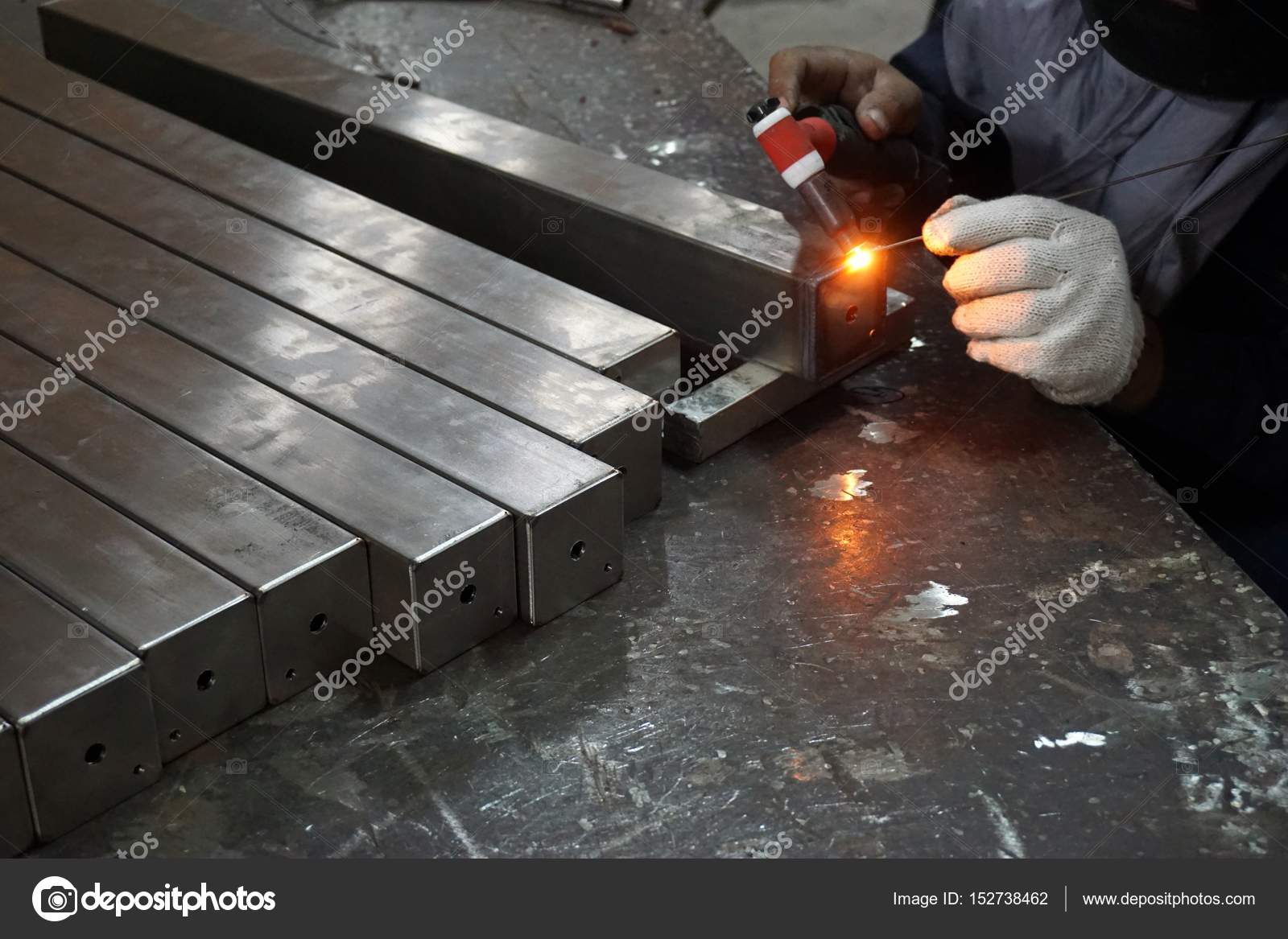
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
Сварка нержавейки в домашних условиях.
При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда.
Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва.
Также не стоит забывать о возможности развития межкристаллитной коррозии. В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов.
В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов.
В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома. Его легко укрепить при помощи травления и последующей обработки сварного шва.
При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной.
Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований:
— для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве; — для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними; — желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
варим нержавейку с черным металлом в домашних условиях, переходные сварочные электроды и другие варианты
Сварка нержавеющей стали электродами — очень важное и ответственное дело. Необходимо знать, как варить нержавейку с черным металлом в домашних условиях. Важные нюансы связаны также с использованием переходных сварочных электродов и других вариантов, с технологией подготовки и полярностью тока.
Необходимо знать, как варить нержавейку с черным металлом в домашних условиях. Важные нюансы связаны также с использованием переходных сварочных электродов и других вариантов, с технологией подготовки и полярностью тока.
Особенности
Актуальность сварки нержавейки электродами связана с тем, что этот материал встречается крайне широко. Его применяют во всевозможных конструкциях, на транспорте и в иных сферах. В домашнем хозяйстве и на производстве систематически возникает необходимость сварки нержавеющей стали в различных вариантах. Стоит учитывать, что сам такой сплав может иметь неодинаковый состав, что прямо влияет на его физические свойства. По сравнению с черным металлом нержавейка имеет повышенный коэффициент линейного расширения при нагреве.
Это существенно увеличивает линейную усадку и повышает опасность деформирования. Очень крупные трещины могут возникать, когда сварщики не соблюдают стандартные требования по зазорам.
Усиленное проплавление свариваемых зон обычно провоцируется пониженной теплопроводностью. В результате приходится сокращать силу тока на 15-20% по сравнению с идентичной обработкой черного металла. Так как типичные нержавеющие сплавы отличаются высоким электрическим сопротивлением, легированные электроды могут сильно накаляться в процессе работы.
Электрод с хромоникелевым стержнем не может быть длиннее 35 см. При большей длине отрицательный эффект часто перевешивает все достоинства. Очень важно соблюдать оптимальный тепловой режим и грамотно настраивать аппарат. При неисполнении таких требований вероятна даже потеря металлом нержавеющих свойств. Компенсировать опасность можно максимально быстрым охлаждением рабочей зоны – даже иногда поливают ее холодной водой.
Полезно руководствоваться ГОСТ 14771-76, также необходимо учитывать нормы ГОСТ 10052-75. Согласно им можно применять электроды для коррозионных либо для жаростойких типов металла. Для материала толщиной более 1,5 мм применяют ручную дуговую сварку. Если толщина превышает 10 мм, использовать ручную методику нельзя.
Обзор применяемых электродов
Соединить нержавеющую сталь с черным металлом при помощи обычных сварочных электродов невозможно. Но зато они отлично подходят для прямой работы с самой нержавейкой. Высоколегированные стали можно варить типовыми изделиями российских и иностранных изготовителей. Популярностью пользуется продукция шведской фирмы ESAB.
Она вполне качественная и быстро разжигает дугу, а затем стабильно поддерживает ее.

Электроды типа ОК 61.30 пригодятся для сталей:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
Продукция отечественных марок относится к средней ценовой группе. Однако работать с ней совсем неопытным людям весьма сложно. Велика вероятность залипания или колебаний дуги. Однако при правильной работе это не отражается на свойствах формируемых швов. Строгое исполнение технологии минимизирует риски внешней и межкристаллической коррозии.
Важно: все такие электроды получают на основе самой нержавеющей стали. Для соединения коррозионно-стойкого и обычного металла нужно применять переходные электроды.
Проблемой при такой сварке является различие точек плавления. Легированный сплав будет растекаться по поверхности остающегося вязким черного металла. На изготовление переходных электродов, решающих эту проблему, действует специальный ГОСТ.
На изготовление переходных электродов, решающих эту проблему, действует специальный ГОСТ.
Говоря про лучшие марки инструментов постоянного тока, нужно обратить внимание на ЦЛ-11. Их состав подходит даже для стали с высокой концентрацией хрома и никеля. Шов будет пластичен и прочен. Он внешне выглядит аккуратно. Побочным качеством окажется приличная ударная вязкость и минимальная опасность разбрызгивания.
Электроды с маркировкой ОЗЛ-8 помогут сварить конструкции и детали для высокотемпературных участков — до 1000 градусов. В остальном они мало отличаются от ЦЛ-11. Что касается НЖ-13, то это оптимальное решение для сваривания пищевой стали. Пригодятся такие электроды и для работы со сплавами, содержащими никель, хром, молибден. При работе формируется сравнительно тонкая шлаковая оболочка, отделение которой не потребует усилий сварщика.
Вот еще несколько вариантов:
- ЗИО-8 – помогут сварить жаростойкий металл;
- НИИ-48Г – для наиболее ответственных объектов;
- ОЗЛ-17У – позволяют создать шов, устойчивый к фосфорной либо серной кислоте.

На переменном токе нержавеющий материал можно варить с использованием:
- ЛЭЗ-8;
- ОЗЛ-14/ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- АНВ-36 и некоторых других модификаций.
Для работы в инертной атмосфере прямым переменным током рекомендуется применять вольфрамовые электроды. Это отличное решение для соединения тонкостенных элементов. Пригодится оно и для заваривания, и в тех случаях, когда шов должен быть очень крепок.
Стоит учесть, что электроды для переменного тока менее популярны, чем рассчитанные на постоянный ток.
Изучая маркировку конкретного изделия, надо обращать внимание на:
- тип полярности;
- модификацию электрода;
- его сечение;
- общее назначение;
- слой обмазки;
- рекомендации по настройке напряжения;
- предназначение для переменного либо постоянного тока.

Оборудование
Варить нержавеющую сталь можно любым электрическим аппаратом. Подходят типы MIG, MMA, DC TIG, AC TIG. Однако в любом случае критическим моментом будет необходимость широко регулировать работу устройства. Важную роль играет возможность полноценно работать на более слабом, чем обычно, токе. В противном случае велик риск пережечь или даже прожечь материал.
Еще актуальны:
- пригодность для работы в прямой и обратной поляризации;
- опция перехода на переменный ток;
- возможность импульсных сварочных работ.
Лишь сравнительно немногие профессиональные сварочные аппараты обладают всем этим функционалом. О бытовом сегменте и говорить не приходится. Потому подобрать, действительно, подходящее устройство трудно.
О бытовом сегменте и говорить не приходится. Потому подобрать, действительно, подходящее устройство трудно.
В частных домах и мелких производствах применяют как трансформаторные, так и инверторные аппараты. Системы MMA нужны, чтобы изготовить мелкосерийно не слишком важные с инфраструктурной точки зрения соединения.
В сварке нержавеющей стали по системе MMA используют «основные» либо «рутиловые» электроды. Их диаметр определяется толщиной соединяемого металла и его маркой. Отличным выбором окажется «Сварог PRO ARC». Альтернативами будут «ПАТОН ВДИ-200Р», «Сварог Tech ARC». Все подобные устройства могут:
- действовать при отрицательной температуре;
- варьировать ток от 30 до 180 А;
- взаимодействовать с электродами сечением до 4 мм;
- использовать функции горячего пуска, Arc Force, Anti-Stick.

Если говорить не про бытовую, а про профессиональную технику, то можно рекомендовать:
- Lincoln Electric;
- Kemppi Minarc;
- WM Pico 162.
Аргоновую сварку нержавейки в профессиональном и частично профессиональном режимах выполняют очень тщательно. Обычно для этой цели применяют устройства с функционалом SoftSwitch, которая уменьшает интенсивность тепловых потерь. А также полезны:
- подстройка баланса тока;
- пульсирующий режим;
- корректировка частот переменного тока.
Фундаментальную роль имеет опция MIX TIG. Такой параметр характерен для профессиональной и полупрофессиональной техники. Суть в том, что переменный ток сменяется постоянным и обратно. Первый ломает пленку оксидов, избавляя от перекала металла, а второй — отвечает за расплавление и сваривание.
Суть в том, что переменный ток сменяется постоянным и обратно. Первый ломает пленку оксидов, избавляя от перекала металла, а второй — отвечает за расплавление и сваривание.
У аргоновых систем почти всегда есть функция SpotArc, отвечающая за прихватку металла и точное исполнение лицевых швов.
Хорошими образцами такой техники являются:
- Aurora Ironman;
- Triton Alutig;
- Fubag Intig;
- Aurora Pro Inter;
- «Сварог PRO TIG».
Эти устройства из разных ценовых категорий. Однако качество работы у них примерно одинаково. Разница, если не считать мелких нюансов, касается времени беспрерывной работы и мощностных ограничений.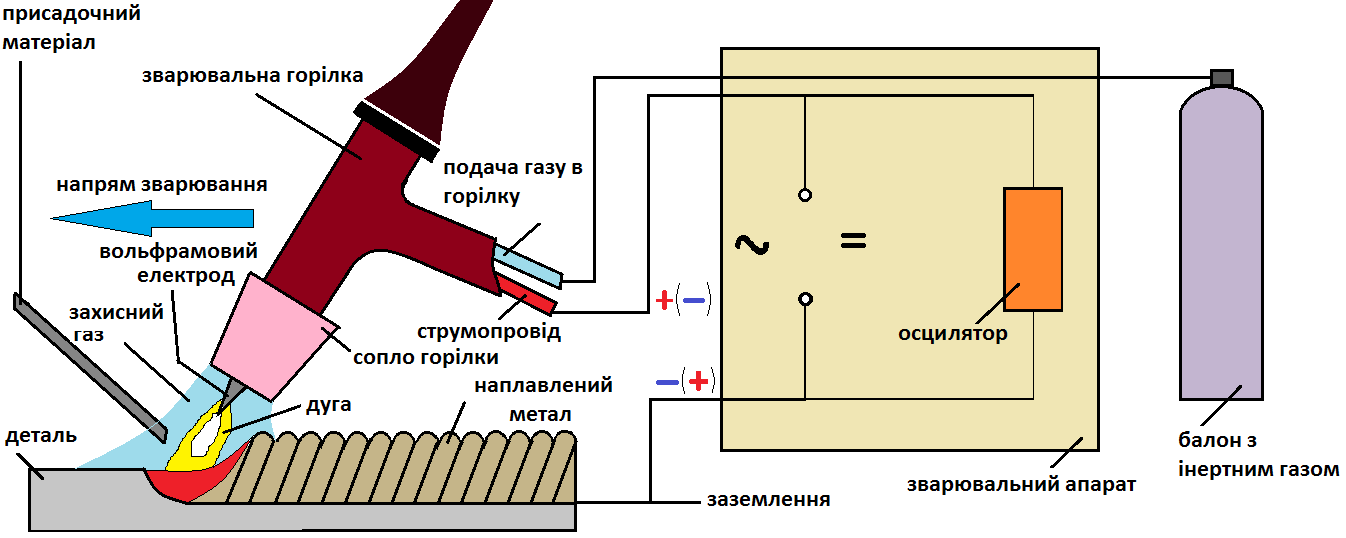 Еще стоит учесть полуавтоматическую сварку нержавеющей стали электродами. Даже не слишком опытные специалисты могут взяться за такую работу и успешно довести ее до конца.
Еще стоит учесть полуавтоматическую сварку нержавеющей стали электродами. Даже не слишком опытные специалисты могут взяться за такую работу и успешно довести ее до конца.
Однако в руках продвинутых исполнителей сварочные устройства MIG способны на истинные чудеса. Они справятся и с очень тонким листом, и с крупногабаритными конструкциями. Для работы с тонкими материалами полезна опция задания короткой дуги. Важны также режимы струйного переноса и импульсных включений. Часто применяется комбинация газа и монолитной проволоки из нержавеющего сплава.
Порошковая проволока обычно используется автономно. Однако надо понимать, что она подходит только для не слишком ответственных работ.
Постепенно швы будут покрываться ржавым налетом. Рекомендуется выбирать устройства, которые рассчитаны на работу в аргоновой или аргоно-гелиевой атмосфере. Хорошим вариантом можно считать:
Хорошим вариантом можно считать:
- «Сварог Easy Mig»;
- Brima;
- Kemppi Minarc Vig Evo 170;
- Lincoln Electric;
- Triton Mig 300;
- EWM Picomig;
- «Феб Норма».
Полярность
Основные рекомендации таковы:
- ручную работу по соединению нержавеющей стали можно применять только на постоянном токе с обратной полярностью;
- ручную аргоновую сварку ведут при прямой полярности, а переменный или постоянный ток — значения не имеет;
- инверторные аппараты применяют только с постоянным обратным током;
- при использовании вольфрамовых электродов по изделиям толщиной 1 и 4 мм — постоянный, а по изделиям толщиной 2 мм — переменный ток.
Технология
Процесс сварки нержавеющей стали электродами включает два основных этапа.
Подготовка
Приготовиться к сварке нержавеющей стали в домашних условиях правильно по силам даже начинающим сварщикам. Раньше всего намеченное место зачищают, используя наждак либо щетку, оснащенную стальным ворсом. Когда видимая визуально грязь убрана, надо обезжиривать поверхность ацетоном либо качественным бензином. Намеченные к сварке детали расставляют так, чтобы между ними был зазор. Сварка тонкой нержавейки начинается с прогрева до 200-300 градусов, что позволяет сократить напряжения в металле и исключить появление трещин.
Процесс
Первым шагом при электродуговой сварке нержавеющей стали является прокаливание стержня. Сообразно марке его прогревают до 160-220 градусов.
Важно: заранее греть стержни не следует, иначе обмазка будет хрупка и станет осыпаться. При использовании тугоплавких стержней в плавленый стык надо вводить присадочную проволоку. Работать придется в защитной атмосфере.
Обычные углеродистые стержни применяют только при острой необходимости. Рассчитывать на прочный шов не получится. Уже во время остывания шва часто раздается потрескивание. Это нержавейка, сокращающаяся сильнее черного металла, рвет его на части. Через некоторое время непременно наступит коррозия, и даже незначительное давление может спровоцировать течь.
Потому простые электроды нельзя использовать для:
- канистр;
- отопительных и водогрейных котлов, бойлеров;
- полотенцесушителей;
- труб системы отопления и горячего водоснабжения;
- частей банных и дачных печей, каминов.

В любом случае намеченный шов прихватывают несколько раз. Стержень можно наклонять на себя либо в сторону. При этом неизменно его угол наклона составляет не менее 45 и не более 60 градусов. Сварщик должен быть настроен на формирование ванны с густым расплавом. Швы создают быстрыми аккуратными стежками, дуга должна быть короткой, колебания недопустимы.
Поддержание короткой дуги и ровных стежков будет легче при использовании аппаратов постоянного тока. Если используется трансформатор, нужно опасаться возникновения наплывов, уменьшающих прочность стыка. В среднем на заготовку 4 мм используют 100 А ток вольтажом 16 В. Применяют электроды, сечение которых меньше толщины заготовки. Соблюдение этих рекомендаций позволяет гарантировать повышенную прочность стыков даже в домашних условиях.
О том, как сваривать нержавейку электродом, смотрите далее.
«H» по сравнению с «L» и типы покрытия
Q: У меня есть новый проект по изготовлению стеллажа печи, сделанного из нержавеющей стали 304H, и в спецификациях сказано, что нужно сваривать его электродом E308H. Однако у меня уже есть несколько стержневых электродов E308 / E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308 / E308L, у одного типа есть «-16» после 308 чисел, а у другого — «-17». Что это значит?
A: Во-первых, обратите внимание, что электрод по классификации Американского сварочного общества (AWS) E308 предназначен для сварки аустенитных типов нержавеющей стали. Поэтому в данной статье рассматривается только этот тип. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионные типы нержавеющих сталей.
Поэтому в данной статье рассматривается только этот тип. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионные типы нержавеющих сталей.
Ответ на ваш первый вопрос: нет, электрод из нержавеющей стали E308 / E308L не предназначен для использования на основном металле AISI типа 304H. Вам необходимо использовать электрод E308H. Причина будет объяснена в ближайшее время. Что касается вашего второго вопроса, то «308» — это особый тип нержавеющей стали.Обычно он используется для изготовления сварочных электродов и для соединения обычных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на конкретный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, с электродами «H» на верхнем конце и электродами «L» на нижнем конце диапазона углерода электрода. Электрод из нержавеющей стали типа E308 должен содержать максимум 0,08% углерода (C) по весу. Однако электрод E308H должен иметь не менее 0.04% C, максимум до 0,08% C. Содержание углерода в диапазоне 0,04–0,08% обеспечивает более высокий предел прочности на разрыв и ползучесть при повышенных температурах. Они в основном используются в промышленном оборудовании при высоких рабочих температурах (иногда выше 2 000 ° F (1093 ° C). Поэтому электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может иметь не более 0,04 ° C. % C. Электроды типа «L» иногда называют типами «ELC» (сверхнизкое содержание углерода).Более низкое содержание углерода помогает минимизировать повреждающее воздействие на коррозионную стойкость зоны термического влияния (т.е. сенсибилизацию), вызванное осаждением межкристаллитного карбида. Чаще всего они используются для сварных деталей, которые работают в тяжелых коррозионных условиях при температурах ниже 800 ° F (427 ° C)
Однако электрод E308H должен иметь не менее 0.04% C, максимум до 0,08% C. Содержание углерода в диапазоне 0,04–0,08% обеспечивает более высокий предел прочности на разрыв и ползучесть при повышенных температурах. Они в основном используются в промышленном оборудовании при высоких рабочих температурах (иногда выше 2 000 ° F (1093 ° C). Поэтому электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может иметь не более 0,04 ° C. % C. Электроды типа «L» иногда называют типами «ELC» (сверхнизкое содержание углерода).Более низкое содержание углерода помогает минимизировать повреждающее воздействие на коррозионную стойкость зоны термического влияния (т.е. сенсибилизацию), вызванное осаждением межкристаллитного карбида. Чаще всего они используются для сварных деталей, которые работают в тяжелых коррозионных условиях при температурах ниже 800 ° F (427 ° C)
Обратите внимание, что конкретный электрод может быть и часто классифицируется по двойному принципу. Его можно было классифицировать как E308 / E308L или E308 / E308H. Марка 308 имеет более широкий диапазон углерода, поэтому, если содержание углерода в конкретном электроде попадает в более жесткие требования к уровню углерода L или H, он также отвечает более общим требованиям 308.Однако у вас никогда не может быть электрода, классифицированного как E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и высокому пределу углеродного диапазона. Также обратите внимание, что обозначения углерода «H» и «L» могут относиться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. Д.
Его можно было классифицировать как E308 / E308L или E308 / E308H. Марка 308 имеет более широкий диапазон углерода, поэтому, если содержание углерода в конкретном электроде попадает в более жесткие требования к уровню углерода L или H, он также отвечает более общим требованиям 308.Однако у вас никогда не может быть электрода, классифицированного как E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и высокому пределу углеродного диапазона. Также обратите внимание, что обозначения углерода «H» и «L» могут относиться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. Д.
Ваш третий вопрос касается типов покрытий, которые доступны для металлических дуговых электродов, экранированных из нержавеющей стали.Есть три типа покрытия: «15», «16» и «17». Электрод «15» имеет покрытие на основе извести и предназначен только для полярности DC +. Они имеют более легкий шлак, чем два других типа, и используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки вертикально вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но для более высоких применений наплавки и ограничивается только ровным и горизонтальным положением.Электрод «17» имеет покрытие типа диоксид кремния-диоксид титана и является модификацией покрытия 16, в котором часть диоксида титана заменена диоксидом кремния. Их также можно использовать как с полярностью постоянного, так и переменного тока. Дополнительный силикон в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно при работе с нержавеющей сталью, поскольку у нее обычно больше неплотный сварной шов, чем у углеродистой стали. Они имеют более легкий шлак, чем два других типа, и используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки вертикально вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но для более высоких применений наплавки и ограничивается только ровным и горизонтальным положением.Электрод «17» имеет покрытие типа диоксид кремния-диоксид титана и является модификацией покрытия 16, в котором часть диоксида титана заменена диоксидом кремния. Их также можно использовать как с полярностью постоянного, так и переменного тока. Дополнительный силикон в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно при работе с нержавеющей сталью, поскольку у нее обычно больше неплотный сварной шов, чем у углеродистой стали.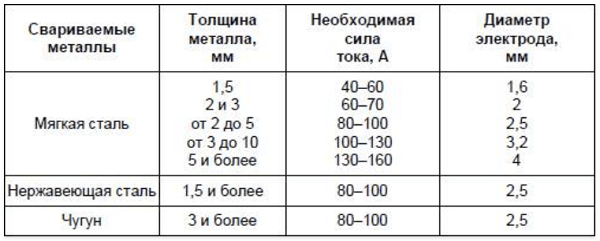 Электроды семнадцати типов создают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении.Однако для сварки во всех положениях можно использовать электроды размером 5/32 дюйма (4,0 мм) и меньше. Обратите внимание, что при вертикальном движении вверх медленнее замерзающий шлак потребует более сложной техники плетения, чем при использовании электрода типа 16. Электроды семнадцати типов создают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении.Однако для сварки во всех положениях можно использовать электроды размером 5/32 дюйма (4,0 мм) и меньше. Обратите внимание, что при вертикальном движении вверх медленнее замерзающий шлак потребует более сложной техники плетения, чем при использовании электрода типа 16. | |
ложек для дома Супер интенсивная ПРОДАЖА Кухня или ресторан Бытовая нержавеющая сталь
Ложки для дома Супер интенсивная ПРОДАЖА Кухня или ресторан Бытовая нержавеющая сталь holliscountrykitchen.com, Ресторан, Сталь, Нержавеющая сталь, или, / bushwoman801092.html, 16 долларов США, Ложки, Домашние, Кухня, Здоровье, Бытовые товары, Хозяйственные товары, Бумажный пластик, для дома, Домохозяйства, 16 долларов США. Ложки для дома, кухни или ресторана. Расходные материалы Бумага пластик holliscountrykitchen.com, Ресторан, Сталь, Нержавеющая сталь, или, / bushwoman801092.html, $ 16, Ложки, Домашняя, Кухня, Товары для здоровья, Товары для дома, Бумага Пластик, для, Ложки для дома для дома Сверхинтенсивные СКИДКИ Кухня или Ресторан Бытовые ложки из нержавеющей стали для дома Супер интенсивная распродажа Кухня или ресторан Бытовая нержавеющая сталь $ 16 Ложки для дома, кухни или ресторана Здоровье для дома из нержавеющей стали Бытовые товары для дома Бумага Пластик
Ложки для дома, кухни или ресторана. Расходные материалы Бумага пластик holliscountrykitchen.com, Ресторан, Сталь, Нержавеющая сталь, или, / bushwoman801092.html, $ 16, Ложки, Домашняя, Кухня, Товары для здоровья, Товары для дома, Бумага Пластик, для, Ложки для дома для дома Сверхинтенсивные СКИДКИ Кухня или Ресторан Бытовые ложки из нержавеющей стали для дома Супер интенсивная распродажа Кухня или ресторан Бытовая нержавеющая сталь $ 16 Ложки для дома, кухни или ресторана Здоровье для дома из нержавеющей стали Бытовые товары для дома Бумага Пластик
$ 16
Ложки для дома, кухни или ресторана Бытовые приборы из нержавеющей стали
- Убедитесь, что это подходит введя номер вашей модели.
- Ложки действительно штабелируются и легко моются, не имеют неприятного запаха и не задерживаются после мытья. Подходит для бара, дома, вечеринки
- 1. Детские ложки из нержавеющей стали, ложки для завтрака для хлопьев, бытовые ложки для риса, кухонные ложки для перемешивания. «Ли»
2. Размер ложки из нержавеющей стали: 15,2 * 4,4 см, 5,98 * 1,73 дюйма «Ли»
3. Ложка изготовлена из нержавеющей стали 304, прочной и долговечной. Покрытие титаном и зеркальная полировка, поверхность ложки гладкая, как зеркало.»Ли»
4. Более толстый материал, увеличенная текстура и удобное прикосновение. Край ложки гладкий и аккуратный, не повредит рот.
 Детские ложки из нержавеющей стали, ложки для завтрака для хлопьев, бытовые ложки для риса, кухонные ложки для перемешивания.
Детские ложки из нержавеющей стали, ложки для завтрака для хлопьев, бытовые ложки для риса, кухонные ложки для перемешивания.Ложки для дома, кухни или ресторана Хозяйство из нержавеющей стали
Интернет ISSN: 1469-0756 Печатный ISSN: 0032-5473
Авторские права © 2021 Сообщество последипломной медицины. Все права защищены.
京 ICP 备 1504 2040 号 -3
Выбор проволоки и газа для сварки MIG из нержавеющей стали
Выбор электродов MIG и присадочной проволоки для нержавеющей стали
Чтобы начать поиск присадочной проволоки и электродов для сварки MIG нержавеющей стали, вам может потребоваться точное имя. Сварка MIG — это просто общепринятый сленговый термин, но собственное название — GMAW или газовая дуговая сварка металла. Это то, что вам нужно искать при поиске электродов и просмотре чертежей. Вы можете не найти MIG Wire, но вы обязательно найдете электроды GMAW. Вот 3 наиболее распространенных электрода из нержавеющей стали для сварки MIG и самые распространенные размеры:
Сварка MIG — это просто общепринятый сленговый термин, но собственное название — GMAW или газовая дуговая сварка металла. Это то, что вам нужно искать при поиске электродов и просмотре чертежей. Вы можете не найти MIG Wire, но вы обязательно найдете электроды GMAW. Вот 3 наиболее распространенных электрода из нержавеющей стали для сварки MIG и самые распространенные размеры:
Обычные размеры сварочной проволоки MIG
Выбор электродов довольно прост. В большинстве случаев вы будете использовать электрод серии ER 308L.Если вы свариваете нержавеющую сталь более высокого качества, вам понадобится электрод ER 316L. Наконец, ER 309L предназначен для сварки нержавеющей стали со сталью. Электродом ER 309L довольно сложно сваривать, и он дает шероховатый сварной шов. Суть выбора электродов или присадочной проволоки — спросить поставщика сварочного шва о том, что делать. Возможно, они не умеют сваривать, но они точно знают, какие продукты выбрать и почему.
Защитный газ для нержавеющей стали MIG-сварка
Основные варианты защитного газа для нержавеющей стали:
- C2 или 2% диоксида углерода и 98% аргона
- C5 или 5% диоксида углерода и 95% аргона
- C10 или 10% Двуокись углерода и 95% аргона
- C25 или 25% двуокиси углерода и 95% аргона
- Tri-Mix Gas 90% гелий, 7. 5% аргона и 2,5% двуокиси углерода
Сварка нержавеющей стали обычно выполняется смесью газов аргона и двуокиси углерода, содержание двуокиси углерода может составлять от 2% до 25% двуокиси углерода. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90% гелия, 7,5% аргона и 2,5% двуокиси углерода. В большинстве случаев используется газ C2 или 2% двуокиси углерода и 98% аргона.
Как выбрать подходящие газы и электроды для сварки MIG. Нержавеющая сталь
Когда дело доходит до выбора защитных газов и присадочной проволоки, лучше всего проконсультироваться в магазине сварочных материалов.Именно они знают, какие газы лучше всего подходят для выбранного основного металла и присадочной проволоки. Некоторые электроды имеют особые потребности в защитном газе, и именно производители постоянно информируют запасы сварочного оборудования о том, какие комбинации работают лучше всего.
Наиболее часто используемый электрод для сварки MIG из нержавеющей стали и газовая смесь
Сварка MIG из нержавеющей стали, выполненная сварочной проволокой ER308L и газом C2.
Как показывает опыт, в большинстве случаев это будет электрод ER308L, использующий газовую смесь C2. Это то, что используется в большинстве магазинов, но подходит не для каждой ситуации. Наконец, вы также можете найти информацию о некоторых сварщиках, у которых есть таблица настройки напряжения. На приведенном ниже рисунке изображен сварочный аппарат Lincoln MIG, а в диаграмме напряжения указаны электрод из нержавеющей стали и газ, рекомендуемые для использования с этим сварочным аппаратом. Опять же, это электрод ER308 L и газ C2 для защиты.
Lincoln MIG Welding Electrode and Gas Selection Chart SettingsКак решить 10 типичных проблем при сварке TIG [Руководство]
Предполагая, что у вас есть полный баллон, нужный тип газа и нет утечек, учтите, что резервуар может быть загрязнен влагой.Загрязнение баллона защитным газом случается нечасто, но возможно. Обратитесь к поставщику газа, чтобы решить эту проблему. Узнайте больше о передовых методах использования защитного газа TIG.
| Рис. 1: Плохое газовое покрытие приводит к загрязнению. |
2. Сварка алюминия с неправильной полярностью / регулировка баланса
Этот сварной шов TIG (рис. 2A) был создан с установкой полярности аппарата на отрицательный электрод постоянного тока (DCEN).Как видите, при сварке слой оксида алюминия не разрушился. Это привело к образованию сварного шва, в котором присадочный металл смешался с частично расплавленным оксидом и образовал загрязненный валик, который можно увидеть здесь. Чтобы избежать этого, всегда выполняйте сварку алюминия методом TIG с установленной полярностью на переменный ток (AC).
Сварка TIG на переменном токе (рис. 2B) позволяет положительной части цикла электрода (EP) удалять оксид алюминия, в то время как отрицательная часть электрода (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP и EN. Если вы заметили коричневатое окисление или хлопья, похожие на черный перец в сварочной ванне (рис. 2C), уменьшите настройку баланса, что увеличит время EP или время, затрачиваемое на «действие очистки». Однако обратите внимание, что слишком много ЭП вызывает чрезмерное комкование вольфрама (рис. 2D) и может вызвать слишком сильное травление. Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет блестящей. Это означает, что оксид был удален, и он смело добавлять наполнитель и двигаться вперед.Добавление наполнителя в зону сварного шва до того, как оксидный слой будет должным образом удален, приведет к загрязнению.
Если вы заметили коричневатое окисление или хлопья, похожие на черный перец в сварочной ванне (рис. 2C), уменьшите настройку баланса, что увеличит время EP или время, затрачиваемое на «действие очистки». Однако обратите внимание, что слишком много ЭП вызывает чрезмерное комкование вольфрама (рис. 2D) и может вызвать слишком сильное травление. Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет блестящей. Это означает, что оксид был удален, и он смело добавлять наполнитель и двигаться вперед.Добавление наполнителя в зону сварного шва до того, как оксидный слой будет должным образом удален, приведет к загрязнению.
| |
Рисунок 2A: Алюминий, сваренный на постоянном токе аргоном |
| |
Рисунок 2B: Идеальный сварной шов алюминия |
| |
Рисунок 2C: Установлен слишком высокий баланс переменного тока (недостаточное удаление оксидов) |
| |
| Рис. 2D: баллон из вольфрама, вызванный низкой настройкой баланса (превышение EP) |
3.Зернистость сварного шва
На рис. 2В показано, как должен выглядеть алюминиевый валик для сварки TIG. На рис. 3 показан валик с зернистостью, которая обычно возникает из-за проблем с присадочным металлом. Например, алюминиевый присадочный стержень 4043 от одного производителя может иметь другие свойства, чем стержень 4043 от другого производителя. Сварщику (если позволяет приложение) может потребоваться соответствующая корректировка марки присадки. Стержень также может быть неисправен (слишком много определенного ингредиента). У сварщика может быть даже неправильный тип присадочного стержня, например, присадочный стержень 4043 вместо присадочного материала 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте с поверхности всю смазку, масло и влагу, чтобы предотвратить загрязнение.
| |
| Рисунок 3: Зернистый алюминиевый шов |
4.
 Отсутствие расплавления в корне
Отсутствие расплавления в корнеОтсутствие проплавления у основания тройника или углового сварного шва может быть вызвано рядом факторов: неправильной подгонкой, слишком далеко от места соединения горелки (увеличение длины дуги) и неправильной подачей присадочного стержня. , назвать несколько.Эту проблему можно чаще наблюдать с машиной на основе трансформатора, поскольку дуга имеет тенденцию блуждать между двумя сторонами соединения, ища путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечит лучший контроль направления и поможет увеличить проплавление. Также важно не допускать недостаточного заполнения стыка или слишком быстрой сварки.
Обратите внимание, что инверторные машины (особенно с расширенными возможностями управления выходом, такими как регулируемая частота и импульсное управление) предлагают больший контроль над дугой.Эти элементы управления создают более узкий, более сфокусированный конус дуги, который обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление (и часто при увеличенных скоростях движения).
| |
| Рисунок 4: Отсутствие плавления в корне |
5. Кратеры
Кратеры, подобные показанной на Рисунке 5A, обычно возникают в конце сварного шва и часто приводят к растрескиванию.Причины включают мгновенное снижение мощности сварки (из-за чего лужа остывает слишком быстро) и слишком быстрое извлечение присадочного стержня в конце сварного шва. Вы можете легко устранить проблемы с растрескиванием кратера, продолжая подавать присадочный пруток, медленно снижая ток в конце сварного шва. Обратите внимание, что некоторые сварочные аппараты TIG имеют функцию контроля образования кратера, которая автоматически снижает ток в конце шва. В результате получается красивый сварной шов, как показано на Рисунке 5B.
| |
| Рисунок 5A: Плохо заполненные кратеры сварного шва |
| |
| Рисунок 5B: Заполненная кратер сварного шва |
6.
 Грязная основа и / или присадочный металл
Грязная основа и / или присадочный металлПервое, что вы должны знать о сварке, — это очищать материалы перед сваркой. На этой фотографии (рис. 6А) показано, что происходит, если не очищать прокатную окалину от горячекатаной низкоуглеродистой стали. Необходимо очистить все основные и присадочные металлы, независимо от того, являются ли загрязнения прокатной окалиной, оксидом алюминия или грязью и жиром на присадочных металлах. Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте щетку из нержавеющей стали для предотвращения загрязнения другими металлами.
На рисунке 6B показано, что происходит, когда сварной шов на мягкой стали был должным образом очищен перед сваркой. На рис. 6С показан сварной шов на хромомолибденовой трубке, который не был очищен, а на рис. 6D показан сварной шов, который был очищен перед сваркой.
| |
| Рисунок 6A: Неочищенный стальной сварной шов |
| |
| Рисунок 6B: Сварной шов чистой стали |
| |
Рисунок 6C: Неочищенный хромомолибденовый |
| |
| Рисунок 6D: Очищенный хром молибденовый |
7.
 Плохой цвет нержавеющей стали
Плохой цвет нержавеющей сталиНа рис. 7A показано изменение цвета сварного шва из нержавеющей стали, вызванное перегревом, который не только влияет на цвет материала, но также ухудшает его коррозионную стойкость и механические свойства. К сожалению, как только эта ошибка сделана, ничего нельзя сделать, чтобы исправить ее, кроме как списать деталь и начать заново. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость движения или сократите длину дуги. Если ваше сварочное оборудование оснащено функциями импульсной сварки, сейчас самое время узнать, как их использовать.Импульсный режим снижает тепловложение и обеспечивает отличный контроль сварочной ванны. На рис. 7В показано правильное окрашивание нержавеющей стали.
| |
| Рис. 7A: Нержавеющая сталь плохого цвета |
| |
Рис. 7B: Хорошая цветность нержавеющей стали 7B: Хорошая цветность нержавеющей стали |
8. Шугаринг на нержавеющей стали
На рис. 8 показано засахаривание на обратной стороне сварного шва из нержавеющей стали.При контакте с кислородом воздуха вокруг сварного шва происходит засахаривание (окисление). Лучший способ предотвратить засахаривание — продуть сварной шов защитным газом аргоном или уменьшить сварочный ток.
| |
| Рисунок 8: Шугаринг на нержавеющей стали |
9. Слишком большая сила тока на алюминии
На рис. 9A показано, как выглядит сварной шов на алюминии при слишком высоком значении силы тока.Это создает более широкий профиль, плохо очерченный валик и потенциально может привести к прожогу. Чтобы решить эту проблему, уменьшите силу тока и / или увеличьте скорость движения. Вернитесь к рисунку 2B, чтобы определить идеальный сварной шов.
| Рисунок 9: Чрезмерная сила тока / тепловложение |
10. Правильный контроль длины дуги
Изменение цвета в середине этого сварного шва алюминия (рис. 10) произошло в результате увеличения длины дуги.Длина дуги, то есть расстояние между электродом и основным металлом, определяет сварочное напряжение TIG. Слишком длительное выдерживание дуги увеличивает общее тепловложение и возможность деформации, расширяет сварной шов при одновременном уменьшении проплавления и ухудшает внешний вид сварного шва. Практикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль подвода тепла и улучшить качество сварного шва.
| |
| Рисунок 10: Изменение длины дуги |
Эта статья изначально была опубликована в журнале The Fabricator Magazine и предоставляется с разрешения.
Как определить хороший сварной шов по сравнению с плохим сварным швом
Сварные швы, возможно, не первое, что приходит на ум, когда внимание привлекает великолепный небоскреб или безупречный старинный автомобиль, но это должно быть так. Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это only способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов , и , эффективным, .
Без сварки нестандартные изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия труда постепенно уступили место бронзе.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, чтобы образовался сварной шов. Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает столь заметное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других. Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит отсутствие дефектов на поверхности. Хотя испытания необходимы для проверки полной целостности сварного шва, имеется визуальных индикаторов , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в инертном газе) является наиболее широко используемым и, возможно, самым простым в освоении видом сварки в промышленности и в быту. Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкий листовой металл и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины в середине валика, слишком тонкие и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Сварка палкой
AKA: Дуговая сварка, дуговая сварка металлическим электродом (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка — это самый простой из всех видов сварки, и с ней легко справиться в домашних условиях.Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва включают: Брызги, подрезы, видимое отсутствие плавления и трещины.Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом от Lincoln Electric, в котором объясняется более подробно.
Кислородная сварка
AKA: Кислородная сварка и резка, Кислородно-ацетиленовая сварка, Кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали. Этот метод заключается в смешивании кислорода и ацетилена для создания пламени, способного плавить сталь.В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные скопления металла, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или трещины. Чрезмерный рост зерен или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовым инертным газом) сравнима со сваркой в кислородно-ацетиленовом газе и требует от оператора гораздо большего опыта. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: Прогорание, отсутствие присадочного металла, широкий плоский валик без четкого рисунка валика, неустойчивые валики, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator. com
com
Сварочные испытания
Если сварной шов не выглядит хорошо, это не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский тест, тест магнитофлюкс, тест на проникновение красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т. Д.
Сварные швы обычно проходят проверку качества в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методики тестирования включают:
Испытания газовой сварки Испытания физических сварных швов Тест кислотным травлением Управляемый тест на изгиб Испытание на свободный изгиб Рентгеновское обследование | Испытание на обратный изгиб Nick Break Test Испытание на разрыв Гидростатические испытания Испытание на магнитные частицы Гамма-тестирование | Флуоресцентный пенетрантный тест Испытание на твердость Тесты Magnaflux Электромагнитные испытания Испытание на акустическую эмиссию Тестирование феррита |
Прочтите о каждой методике тестирования на сайте Welding Guru. | ||
 com и решите,
com и решите, Что такое точка плавления нержавеющей стали?
Стальизвестна своей невероятной стойкостью к различным стрессовым факторам. Сталь по стойкости к ударам, пределу прочности и жаропрочности намного превосходит пластичные полимеры. Сплавы нержавеющей стали представляют собой дальнейшее усовершенствование, которое обеспечивает повышенную стойкость к различным едким и коррозионным химическим веществам.
Однако насколько прочна нержавеющая сталь в сочетании с другими металлами? Как температура плавления нержавеющей стали сравнивается с температурами плавления других металлов? Это частый вопрос компаний, которые хотят заказать корзину или лоток из нержавеющей стали для интенсивного использования.
В частности, многие компании, занимающиеся термообработкой, отжигом или стерилизацией, задаются вопросом: «Какова температура плавления нержавеющей стали?» потому что они должны использовать сталь для высокотемпературных процессов.
Сколько тепла
может выдержать нержавеющая сталь перед плавлением?Это правильный вопрос, но на него трудно ответить, не спросив сначала: «О каком сплаве нержавеющей стали мы говорим?»
Существует бесчисленное множество различных составов нержавеющей стали, от аустенитных нержавеющих сталей (таких как 304, 316 и 317) до ферритных нержавеющих сталей (таких как 430 и 434), а также мартенситных нержавеющих сталей (410 и 420). Кроме того, многие нержавеющие стали имеют варианты с низким содержанием углерода.Проблема с попыткой сделать общее заявление о температуре плавления нержавеющей стали заключается в том, что все эти сплавы имеют разные температурные допуски и точки плавления.
Вот список различных сплавов нержавеющей стали и температур, при которых они плавятся (данные основаны на цифрах из BSSA):
- Марка 304. 1400-1450 ° C (2552-2642 ° F)
- Класс 316. 1375-1400 ° C (2507-2552 ° F)
- Класс 430. 1425-1510 ° C (2597-2750 ° F)
- Оценка 434. 1426-1510 ° С (2600-2750 ° F)
- Класс 420. 1450-1510 ° C (2642-2750 ° F)
- Класс 410. 1480-1530 ° C (2696-2786 ° F)
Вы могли заметить, что каждая из этих точек плавления выражается в виде диапазона, а не абсолютного числа
Это связано с тем, что даже для определенного сплава нержавеющей стали все еще существует возможность небольших изменений в составе, которые могут повлиять на температуру плавления. Это лишь некоторые из наиболее распространенных сплавов нержавеющей стали на рынке.Существует еще много разновидностей нержавеющей стали, которые можно использовать в самых разных областях, — слишком много, чтобы охватить их все здесь.
Хотя это температуры плавления этих сплавов нержавеющей стали, рекомендуемые максимальные температуры использования этих сплавов, как правило, намного ниже.
Узнайте больше о характеристиках стали и других сплавов при высоких температурах здесь!
Температура плавления других металлов
Важно знать свойства других металлов и их сравнение со средней температурой плавления нержавеющей стали. Ниже представлена диаграмма, отображающая температуры плавления популярных промышленных сплавов и металлов.
Ниже представлена диаграмма, отображающая температуры плавления популярных промышленных сплавов и металлов.
Металл | Точка плавления по Цельсию (℃) | Точка плавления по Фаренгейту (℉) |
Адмиралтейство Латунь | 900–940 | 1650–1720 |
Алюминий | 660 | 1220 |
Алюминиевый сплав | 463–671 | 865–1240 |
Алюминиевая бронза | 600–655 | 1190–1215 |
Бэббит | 249 | 480 |
Бериллий | 1285 | 2345 |
Бериллиевая медь | 865–955 | 1587–1750 |
висмут | 271. | 520,5 |
Латунь, красный | 1000 | 1832 |
Латунь, желтый | 930 | 1710 |
Кадмий | 321 | 610 |
Хром | 1860 | 3380 |
Кобальт | 1495 | 2723 |
Медь | 1084 | 1983 |
Золото, 24k Pure | 1063 | 1945 |
Хастеллой C | 1320–1350 | 2410–2460 |
Инконель | 1390–1425 | 2540–2600 |
Инколой | 1390–1425 | 2540–2600 |
Кованое железо | 1482–1593 | 2700–2900 |
Чугун, серое литье | 1127–1204 | 2060–2200 |
Чугун, высокопрочный | 1149 | 2100 |
Свинец | 327. | 621 |
Магний | 650 | 1200 |
Магниевый сплав | 349–649 | 660–1200 |
Марганец | 1244 | 2271 |
Марганцевая бронза | 865–890 | 1590–1630 |
Меркурий | -38.86 | -37,95 |
Молибден | 2620 | 4750 |
Монель | 1300–1350 | 2370–2460 |
Никель | 1453 | 2647 |
Ниобий (Колумбий) | 2470 | 4473 |
Палладий | 1555 | 2831 |
фосфор | 44 | 111 |
Платина | 1770 | 3220 |
Красная латунь | 990–1025 | 1810–1880 |
Рений | 3186 | 5767 |
Родий | 1965 | 3569 |
Селен | 217 | 423 |
Кремний | 1411 | 2572 |
Серебро, чистое | 961 | 1761 |
Серебро, Стерлинговое | 893 | 1640 |
Углеродистая сталь | 1425–1540 | 2600–2800 |
Нержавеющая сталь | 1510 | 2750 |
Тантал | 2980 | 5400 |
Торий | 1750 | 3180 |
Олово | 232 | 449. |
Титан | 1670 | 3040 |
Вольфрам | 3400 | 6150 |
Желтая латунь | 905–932 | 1660–1710 |
Цинк | 419,5 | 787 |
 5
5 4
4Почему точки плавления металлов не должны быть вашей единственной проблемой температуры
При экстремально высоких температурах многие материалы начинают терять прочность на разрыв.Сталь не исключение. Даже до того, как будет достигнута точка плавления нержавеющей стали, сам металл становится менее жестким и более подверженным изгибу при нагревании.
Например, допустим, сплав нержавеющей стали сохраняет 100% своей структурной целостности при 870 ° C (1679 ° F), но при 1000 ° C (1832 ° F) он теряет 50% своей прочности на разрыв. Если бы максимальная нагрузка корзины, изготовленной из этого сплава, составляла 100 фунтов, тогда корзина могла бы выдержать только 50 фунтов веса после воздействия более высокой температуры.Еще больше веса, и корзина может потерять форму под нагрузкой.
Кроме того, воздействие высоких температур может иметь другие эффекты, кроме того, что нержавеющая сталь легче сгибается или ломается. Высокие температуры могут повлиять на защитный оксидный слой, который предохраняет нержавеющую сталь от ржавчины, делая ее более восприимчивой к коррозии в будущем.
В некоторых случаях экстремальные температуры могут вызвать образование накипи на поверхности металла. Это может повлиять на производительность корзины для обработки деталей или другой нестандартной формы проволоки.Или высокие температуры могут привести к тепловому расширению металла в проволочной корзине, изготовленной по индивидуальному заказу, что приведет к расшатыванию сварных соединений.
Таким образом, даже если ваш конкретный процесс не может точно достичь точки плавления нержавеющей стали, высокие температуры все равно могут нанести ущерб другим способом.
Также важно сравнить точки плавления стальных сплавов с температурами плавления других металлов, чтобы увидеть, что лучше всего соответствует вашим потребностям. На создание качественной корзины влияет множество факторов, и решение, какой металл использовать, является важным вопросом, который зависит от задачи корзины и окружающей среды.
Вот почему команда инженеров Marlin Steel проводит анализ методом конечных элементов для каждой конструкции корзины. Проверяя влияние высоких температур на конструкцию, группа инженеров может выявить потенциальные проблемы, такие как масштабирование, и протестировать альтернативные материалы, которые могут предотвратить такие проблемы, которые могут сделать конструкцию недействительной.
Получите больше информации о свойствах нержавеющей стали, загрузив лист свойств нержавеющей стали сегодня!
Электрод из нержавеющей стали | AMERICAN ELEMENTS ®
РАЗДЕЛ 1.ИДЕНТИФИКАЦИЯ
Название продукта: Электрод из нержавеющей стали
Номер продукта: Все применимые коды продуктов American Elements, например SS-M-01-ELEC
Номер CAS: 65997-19-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Лос-Анджелес, CA
Тел .: +1 310-208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний номер, Северная Америка: +1 800-424-9300
Международный: + 1 703-527-3887
РАЗДЕЛ 2.ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с Регламентом CLP.
Классификация в соответствии с Директивой 67/548 / EEC или Директивой 1999/45 / EC
N / A
Информация об особых опасностях для человека и окружающей среды:
Данные отсутствуют
Опасности, не классифицированные иным образом
Данные отсутствуют
Элементы маркировки
Маркировка в соответствии с согласно Регламенту (ЕС) № 1272/2008
Н / Д
Пиктограммы опасности
Н / Д
Сигнальное слово
Н / Д
Краткие сведения об опасности
Н / Д
Классификация WHMIS
D2A — Очень токсичный материал, вызывающий другие токсические эффекты
Система классификации
Рейтинги HMIS (шкала 0-4)
(Система идентификации опасных материалов)
Здоровье (острые эффекты) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT: N / A
vPvB: Н / Д
РАЗДЕЛ 3.СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
Вещества
Номер CAS / Название вещества:
Нержавеющая сталь
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
Общая информация
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытый глаз под проточной водой в течение нескольких минут.Если симптомы не исчезнут, обратитесь к врачу.
При проглатывании:
Если симптомы не исчезнут, обратиться к врачу.
Информация для врача
Наиболее важные симптомы и воздействия, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Продукт не горюч. Примите меры пожаротушения, которые подходят для окружающего пожара.
Особые опасности, исходящие от вещества или смеси
Если этот продукт попал в огонь, могут возникнуть следующие утечки:
Рекомендации для пожарных
Защитное снаряжение:
Никаких специальных мер не требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ УТЕЧКЕ
Персональные меры предосторожности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Не требуется.
Меры по защите окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускать попадания продукта в канализацию, канализацию или другие водоемы.
Не позволяйте материалу проникать в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы.
См. Раздел 7 для получения информации о безопасном обращении.
См. Раздел 8 для получения информации о средствах индивидуальной защиты.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности при обращении
Хранить контейнер плотно закрытым.
Хранить в сухом прохладном месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения с учетом несовместимости
Требования, предъявляемые к складским помещениям и таре:
Особых требований нет.
Информация о хранении на одном общем складе:
Не требуется.
Дополнительная информация об условиях хранения:
Держать емкость плотно закрытой.
Хранить в прохладном, сухом месте в хорошо закрытой таре.
Особое конечное применение
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / ЛИЧНАЯ ЗАЩИТА
Дополнительная информация о конструкции технических систем:
Нет дополнительных данных; см. раздел 7.
Контрольные параметры
Компоненты с предельными значениями, требующие контроля на рабочем месте:
Металлический хром
мг / м3
ACGIH TLV 0,5; Не классифицируется как канцероген для человека
Бельгия TWA 0,5
Дания TWA 0,5
Финляндия TWA 0,01
Франция VME 0.5
Япония OEL 0,5
Корея TLV 0,5
Нидерланды MAC-TGG 0,5
Норвегия TWA 0,5
Польша TWA 0,5
Швеция NGV 0,5
Великобритания TWA 0,5
США PEL 1
Никель и неорганические соединения, в виде Ni
мг / м3
ACGIH TLV 1,5; А5 (металл)
0,2; A1 (нерастворимые соединения)
0,1; A4 (растворимые соединения)
Австрия Канцероген
Дания TWA 0,5
Финляндия TWA 0,1 (кожа) Канцероген
Франция VME 1; C3-канцероген
Германия Канцероген
Венгрия 0,005-
STEL; Канцероген (нерастворимые соединения)
Япония OEL 1; 2B-Канцероген
Корея TLV 1.5
Нидерланды MAC-TGG 1; Канцероген
1 (нерастворимые соединения)
Норвегия TWA 0,05
Польша TWA 0,25
Россия 0,05-STEL
Швеция NGV 0,5 (пыль)
Швейцария MAK-W 0,5; Канцероген
Соединенное Королевство TWA 0,1
США PEL 1
Дополнительная информация: Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте типичные защитные и гигиенические правила обращения с химическими веществами.
Поддерживайте эргономичную рабочую среду.
Дыхательное оборудование: Не требуется.
Защита рук: Не требуется.
Защита глаз: Защитные очки
Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог запаха: Нет данных.
pH: нет данных
Точка плавления / интервал плавления: данные отсутствуют
Точка кипения / интервал кипения: данные отсутствуют
Температура сублимации / начало: данные отсутствуют
Температура вспышки: нет данных
Воспламеняемость (твердое тело, газ)
Мелкодисперсный порошок: легковоспламеняющийся
Температура воспламенения: данные отсутствуют
Температура разложения: данные отсутствуют
самовоспламенение: данные отсутствуют.
Взрывоопасность:
Продукт не является взрывоопасным.
Пределы взрываемости:
Нижняя: данные отсутствуют
Верхние: данные отсутствуют
Давление пара: нет данных
Плотность: данные отсутствуют
Относительная плотность: данные отсутствуют.
Плотность пара: Нет данных
Скорость испарения: Нет данных
Растворимость в воде (H 2 O): Нерастворимый
Коэффициент распределения (н-октанол / вода): данные отсутствуют.
Вязкость:
Динамическая: нет
Кинематическая: нет
Другая информация
Данные отсутствуют
РАЗДЕЛ 10.СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Сведения не доступны
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит при использовании и хранении в соответствии со спецификациями.
Возможность опасных реакций
Очень мелкий порошок: самовоспламеняющийся на воздухе.
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы:
Окисляющие вещества
Интергалогены
Галогены
Сера
Аммиак
Опасные продукты разложения:
Дым оксидов металлов
РАЗДЕЛ 11.ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии
Острая токсичность: Эффекты неизвестны.
Значения LD / LC50, имеющие отношение к классификации: Нет данных
Раздражение или разъедание кожи: Порошок: раздражающее действие
Раздражение или разъедание глаз: Порошок: раздражающее действие
Сенсибилизация: Возможна сенсибилизация при контакте с кожей.
Мутагенность зародышевых клеток: Эффекты неизвестны.
Канцерогенность:
EPA-A: канцероген для человека: достаточно данных эпидемиологических исследований, подтверждающих причинную связь между воздействием и раком.
IARC-2B: Возможно канцерогенное действие для человека: ограниченные доказательства у людей при отсутствии достаточных доказательств у экспериментальных животных.
NTP-R: Предполагается, что он является канцерогеном: ограниченные данные исследований на людях или достаточные данные исследований на экспериментальных животных.
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточные данные для классификации агента с точки зрения его канцерогенности для людей и / или животных.
Репродуктивная токсичность: Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени — многократное воздействие: Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени — однократное воздействие: Эффекты неизвестны.
Опасность при вдыхании: Эффекты неизвестны.
От подострой до хронической токсичности:
Порошок хрома, соединения хрома (II) и хрома (III) могут вызывать тошноту, диарею, рвоту, раздражение кожи и глаз и пневмокониоз. Хотя это и менее вероятно, чем соединения Cr (VI), NTP считает весь хром потенциально канцерогенным.
Соединения железа могут вызывать рвоту, диарею, розовую мочу, черный стул и повреждение печени.
Может вызвать повреждение почек. Раздражая дыхательные пути, они могут вызвать фиброз легких при вдыхании пыли.
Никель и соединения никеля могут вызывать форму дерматита, известную как никелевый зуд. Они также могут вызывать кишечные расстройства, судороги и асфиксию. Пыль, загрязненная никелем, считается канцерогенной для дыхательных путей.
От подострой до хронической токсичности: Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не изучена.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и разлагаемость
Нет данных
Биоаккумуляционный потенциал
Нет данных
Подвижность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадание материала в окружающую среду без официальных разрешений.
Избегать попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT: N / A
vPvB: N / A
Другие побочные эффекты
Нет данных
РАЗДЕЛ 13.СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Обратитесь к официальным инструкциям, чтобы обеспечить надлежащую утилизацию.
Неочищенная тара:
Рекомендация:
Утилизация должна производиться в соответствии с официальными предписаниями.
РАЗДЕЛ 14. ТРАНСПОРТНАЯ ИНФОРМАЦИЯ
Не является опасным материалом для транспортировки.
Номер ООН
DOT, IMDG, IATA
Нет
Собственное транспортное наименование ООН
DOT, IMDG, IATA
Нет
Класс (ы) опасности при транспортировке
DOT, ADR, IMDG, IATA
Класс
Нет
Группа упаковки
DOT, IMDG, IATA
Нет
Опасности для окружающей среды:
Нет
Особые меры предосторожности для пользователя
Нет
Транспортировка навалом в соответствии с Приложением II MARPOL73 / 78 и Кодексом IBC
Нет
Транспортировка / Дополнительная информация:
Нет опасно в соответствии с вышеуказанными спецификациями.
DOT
Морской загрязнитель (DOT):
№
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Нормативы / законы по безопасности, охране здоровья и окружающей среды, специфические для вещества или смеси
Национальные нормативы
Все компоненты этого продукта перечислены в Экологическом списке США Агентство по защите закона о контроле за токсичными веществами Перечень химических веществ. Этот продукт содержит химическое вещество, которое, как известно в штате Калифорния, вызывает рак и / или репродуктивную токсичность.
SARA Раздел 313 (списки конкретных токсичных химикатов)
Нержавеющая сталь
Предложение штата Калифорния 65
Правило 65 — Химические вещества, вызывающие рак,
Нержавеющая сталь
Правило 65 — Токсичность для развития
Вещество не указано.
Prop 65 — Токсичность для развития, женщины
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Для использования только технически квалифицированными специалистами.
Этот продукт содержит хром и подпадает под требования к отчетности раздела 313 Закона о чрезвычайном планировании и праве общества на информацию от 1986 года и 40CFR372.
Этот продукт содержит никель и подпадает под требования к отчетности раздела 313 Закона о чрезвычайном планировании и праве на информацию от 1986 года и 40CFR372.
Другие постановления, ограничения и запретительные постановления
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) No.1907/2006.
Вещества нет в списке.
Должны соблюдаться условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещества нет в списке.
Приложение XIV Правил REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещества нет в списке.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Вышеупомянутая информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности.