Абразивный круг, шлифовальная шкурка 6 букв
Ad
Ответы на сканворды и кроссворды
Наждак
Абразивный круг, шлифовальная шкурка 6 букв
НАЙТИ
Похожие вопросы в сканвордах
- Абразивный круг, шлифовальная шкурка 6 букв
Похожие ответы в сканвордах
- Наждак — Мелкозернистая горная порода употр. как абразивный материал 6 букв
- Наждак — Горная порода в виде агрегата мелких зерен корунда со значительной примесью минералов 6 букв
- Наждак — Горная порода, естественный абразивный материал 6 букв
- Наждак — Горная порода, представляющая собою соединение мелких зерен корунда со значительной примесью разных минералов 6 букв
- Наждак — Его не рекомендуют применять вместо туалетной бумаги 6 букв
-
Наждак
- Наждак — Мелкозернистая горная порода, употребляемая как абразивный материал 6 букв
- Наждак — Минерал, употребляемый для шлифовки и чистки металлических изделий 6 букв
- Наждак — Шлифовальный камень 6 букв
-
Наждак — Смесь корунда и магнетита.
 … высшего качества добывается на Галейке Наксос, Греция и в Турции. В производстве точильных кругов наждак почти полностью вытеснен абразивами из искусственного корунда, хотя все ещё используется в небольших количествах для шлифования металлов 6 букв
… высшего качества добывается на Галейке Наксос, Греция и в Турции. В производстве точильных кругов наждак почти полностью вытеснен абразивами из искусственного корунда, хотя все ещё используется в небольших количествах для шлифования металлов 6 букв
- Наждак — Абразивный круг, шлифовальная шкурка 6 букв
- Наждак — Абразивный минерал 6 букв
- Наждак — Точильный камень 6 букв
- Наждак — Основа шлифовальных кругов 6 букв
- Наждак — Камень для заточки топоров 6 букв
- Наждак — Шлифовочная бумага 6 букв
- Наждак — Шкурка для шлифовки 6 букв
- Наждак — Камень для заточки ножей 6 букв
- Наждак — Смесь корунда с минералами 6 букв
- Наждак — Шкурка для шлифования 6 букв
- Наждак — Бытовое название заточного станка 6 букв
- Наждак — Шлифовальное зерно 6 букв
 … высшего качества добывается на Галейке Наксос, Греция и в Турции. В производстве точильных кругов наждак почти полностью вытеснен абразивами из искусственного корунда, хотя все ещё используется в небольших количествах для шлифования металлов 6 букв
… высшего качества добывается на Галейке Наксос, Греция и в Турции. В производстве точильных кругов наждак почти полностью вытеснен абразивами из искусственного корунда, хотя все ещё используется в небольших количествах для шлифования металлов 6 букв
Решающее инжектированная вулканизированная наждачная бумага для промышленного использования Selections Of Featured Suppliers
инжектированная вулканизированная наждачная бумага и их использование во множестве целей, будь то коммерция или тяжелая промышленность, действительно неизбежно.Пока ломаете голову в поисках надежных. инжектированная вулканизированная наждачная бумага, Alibaba.com предлагает вам все это оптом. С расширенным выбором для эффективности. инжектированная вулканизированная наждачная бумага на сайте, вы можете выбрать наиболее эффективные наборы инструментов, которые подходят для ваших целей. Они производятся с соблюдением более высоких стандартов и обладают высокой устойчивостью, чтобы не оскорбить вас в ближайшее время. Показанные здесь инжектированная вулканизированная наждачная бумага чрезвычайно эффективны и могут выполнять различные категории действий.
Нет имеет значение, если вы ищете. инжектированная вулканизированная наждачная бумага для выполнения таких работ, как прядение, разглаживание, резка, отделка или даже формование, эти превосходные качества. инжектированная вулканизированная наждачная бумага незаменимы для вашего бизнеса. Эти. инжектированная вулканизированная наждачная бумага также может помочь вам в выполнении других действий, таких как шлифование и тонкая обработка металлов. Они доступны в различных вариантах и размерах в зависимости от ваших конкретных требований и изготовлены из прочных материалов, таких как керамика, оксид алюминия и т. Д.
Alibaba.com представляет обширный ассортимент. инжектированная вулканизированная наждачная бумага для каждого клиента, чтобы цены были адаптированы к их финансовому положению. Вы можете стать свидетелем специальных сделок и финансовых выгод от некоторых известных поставщиков.
 На Alibaba.com вы можете позаботиться о своем металлообрабатывающем бизнесе, выбрав правильные наборы. инжектированная вулканизированная наждачная бумага готовы сделать это за вас. инжектированная вулканизированная наждачная бумага, размещенные на сайте, отлично подходят для металлообработки и могут значительно облегчить вам работу.
На Alibaba.com вы можете позаботиться о своем металлообрабатывающем бизнесе, выбрав правильные наборы. инжектированная вулканизированная наждачная бумага готовы сделать это за вас. инжектированная вулканизированная наждачная бумага, размещенные на сайте, отлично подходят для металлообработки и могут значительно облегчить вам работу. 
Классификация и индексация деревообрабатывающих станков — Окна.
 ua
uaСуществует большое количество признаков, по которым можно классифицировать оборудование. Наиболее распространена классификация по технологическому и конструктивным признакам. По технологическому признаку деревообрабатывающее оборудование подразделяется на дереворежущее общего и специального назначения, клеильно-сборочное, прессовое, отделочное и сушильное. Появились также многооперационные автоматические машины и линии, в которых выполняются различные комбинации технологических операций (обработка резанием, облицовывание, сборка, сушка и др.).
Машины по классификационным признакам подразделяются на следующие классификационные
группы.
Число одновременно обрабатываемых деталей.
1. Одно-, двух-, трех-, многопредметные;
2. Одно-, двух-, трех-, многопоточные
Число одновременно обрабатываемых сторон детали.
3. Одно-, двух-, трех-, четырехсторонние
Число позиций обработки.
4. Одно-, двух-, трех-, четырех-, многопозиционные.
Число шпинделей с главным рабочим органом.
5. Одно-, двух-, трех-, четырех-, многошпиндельные
Схема (траектория) движения обрабатываемой детали.
6. С замкнутой или разомкнутой схемой движения: с прямолинейной или криволинейной траекторией.
Компоновка машины.
7. Вертикальная, горизонтальная, круговая, звездообразная
Степень конструктивной преемственности.
Оригинальной конструкции, унифицированные, нормализованные, агрегатированные.
Характер относительного перемещения подачи обрабатываемой детали и инструмента.
8. Цикловые — с прерывистым перемещением детали или инструмента и проходные — с непрерывным перемещением детали.
9.
 окорочные, лесопильные рамы, ленточнопильные, круглопильные, продольно-фрезерные,
фрезерные, шипорезные, сверлильные, сверлильно-пазовальные, долбежные,
токарные, и шлифовальные.
окорочные, лесопильные рамы, ленточнопильные, круглопильные, продольно-фрезерные,
фрезерные, шипорезные, сверлильные, сверлильно-пазовальные, долбежные,
токарные, и шлифовальные.
Для различия типов и моделей в деревообрабатывающем станкостроении принята
буквенная индексация станков.
Первые буквы индексации обозначают основной признак станка и его технологическое
назначение. Кроме этих букв для указания максимального характерного параметра
и модели станка проставляют соответствующие цифры. Например, индексация
Ф2К-2 означает — станок фрезерный, двухшпиндельный, с карусельным столом,
второй модели; ЛС80-5 — станок ленточнопильный, столярный, диаметр рабочих
шкивов 800 мм, пятая модель и т. д.
| Окорочный |
ОК |
| Лесопильные рамы: — вертикальная — двухэтажная — горизонтальная |
Р |
| Ленточнопильные станки: — для распиловки бревен вертикальные — горизонтальные — делительные — столярные |
ЛБ |
| Круглопильные станки: — для продольного раскроя — для поперечного раскрая — для форматного раскроя |
ЦД |
| Фуговальный |
СФ |
| Рейсмусовый |
СР |
| Четырехсторонний продольно-фрезерный | С |
| Фрезерный |
Ф |
| Шлифовальный |
Шл |
| Шипорезные для рамного шипа: — односторонние — двусторонние |
ШО |
| Шипорезные для ящичного шипа: — прямого — ласточкин хвост |
ШЛХ |
| Сверлильный |
СВ |
| Сверлильно-пазовальный |
СВП |
| Долбежный с фрезерной цепочкой |
ДЦ |
| Токарный |
Т |
| Круглопалочный |
КП |
| Шлифовальный |
ШЛ |
Окорочные станки
В современном производстве применяются в основном окорочные станки трех
видов: роторные с притупленными короснимателями, суппортные с фрезерными
головками и гидравлические. Наибольшее распространение в нашей стране
получили станки роторного типа. Притупленные коросниматели закрепляются
во вращающемся роторе. Центрирование бревна по оси ротора производится
автоматически. Нажимное усилие создается пружинами, пневматическими или
гидравлическими цилиндрами. Это усилие в зависимости от состояния древесины
принимается равным 750 ѕ 1750 Н. Снятие коры происходит по слою камбия.
Наибольшее распространение в нашей стране
получили станки роторного типа. Притупленные коросниматели закрепляются
во вращающемся роторе. Центрирование бревна по оси ротора производится
автоматически. Нажимное усилие создается пружинами, пневматическими или
гидравлическими цилиндрами. Это усилие в зависимости от состояния древесины
принимается равным 750 ѕ 1750 Н. Снятие коры происходит по слою камбия.
Лесопильные рамы
Лесопильные рамы предназначены для продольного распиливания бревен и брусьев
на пиломатериалы. Пиление производится одной или несколькими полосовыми
пилами, натянутыми в пильной рамке и составляющими состав пил.
В зависимости от специализации лесопильные рамы делятся на две группы:
общего и специального назначения. Рамы общего назначения предназначены
для распиловки бревен и брусьев на пиломатериалы с установкой в стационарных
лесопильных цехах.
По конструктивным признакам они могут быть одноэтажные (Р63, Р80) и двухэтажные
(2Р50, 2Р63, 2Р80, 2Р100). В зависимости от технологии производства рамы
могут быть первого (2Р63-1) и второго (2Р63-2) рядов.
Рамы общего назначения всегда оборудуются четырехвальцовым механизмом
подачи.
К лесопильным рамам специального назначения относятся: горизонтальные
(РГ), коротышевые (РК), тарные (РТ) и передвижные (РПМ). Особенностью
горизонтальной лесопильной рамы является то, что пильная рамка, несущая
одно пильное полотно, перемещается в горизонтальном направлении. Продольная
подача бревна производится тележкой. Подача на толщину отпиливаемой доски
производится суппортом пильной рамки. Они предназначены для раскроя кряжей
ценных пород, а также для выпиливания ванчесов в фанерном производстве.
Коротышевые лесопильные рамы предназначены для распиловки бревен длиной
до 3 м. Их особенностью является наличие восьмивальцового механизма подачи
для надежного базирования коротких бревен в процессе распиловки.
Их особенностью является наличие восьмивальцового механизма подачи
для надежного базирования коротких бревен в процессе распиловки.
Тарные лесопильные рамы используют для распиловки бревен на тарную дощечку
толщиной до 6 мм при незначительных отходах древесины в опилки за счет
тонкого до (1 мм) полотна пилы.
Передвижные лесопильные рамы применяют во временных лесопильных цехах,
на лесных делянках. Их устанавливают на подвижных платформах и транспортируют
к месту назначения без демонтажа тракторами и автомашинами.
Для раскроя пиломатериалов, заготовок и листовых материалов (фанеры, столярных,
древесно-стружечных и древесноволокнистых плит) на заготовки и детали
применяют круглопильные и ленточнопильные станки.
Круглопильные станки
Круглопильные станки применяют для раскроя пиломатериалов, заготовок,
плитных материалов (фанеры, древесноволокнистых, древесностружечных плит.
В зависимости от технологического назначения круглопильные станки разделяют
на станки для поперечного, продольного и смешанного раскроя материала.
На станках для поперечного раскроя осуществляется раскрой материала по
длине на черновые заготовки и точная торцовка деталей. Имеются станки
с подачей пилы на обрабатываемый материал и с подачей материала на пилы.
В станках с подачей пилы траектория пильного диска может быть по дуге
и прямолинейной. Пильный диск по отношению к материалу располагается сверху
или снизу.
Все станки для поперечного раскроя называются торцовочными. К торцовочным
станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые.
Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием
пилы на материал, к которым относятся шарнирные и суппортные. Суппортные
торцовочные станки обеспечивают более точную распиловку, чем шарнирные.
Круглопильные станки для продольного и смешанного раскроя бывают с ручной
и механизированной подачей материала на пилу. Органами подачи могут быть
вальцы, конвейеры и каретки. По числу одновременно работающих пил станки
могут быть одно-, двух- и многопильные. Станки с ручной подачей материала
на пилу предназначаются для точной торцовки деталей после строгания. На
этих станках можно раскраивать материал по всем направлениям — вдоль,
поперек и под углом. поэтому их называют универсальными.
Станки снабжаются каретками и автоподатчиками для более точного направления
материала на пилу.
Для продольного раскроя применяют в основном станки с механизированной
подачей материала. По назначению они подразделяются на следующие основные
группы:
— обрезные однопильные с вальцово-дисковой подачей для обрезки одной кромки
у необрезных досок или продольного раскроя досок и заготовок по линейке,
установленной на станке;
— прирезные одно- или многопильные с гусеничной подачей для точной прирезки
досок и заготовок по ширине; многопильные станки с вальцовой подачей для
раскроя досок и заготовок на планки и рейки;
— ребровые станки с вальцовой подачей для раскроя толстых досок и заготовок
на тонкие одинарные.
Если при торцовке наблюдается косина реза по ширине доски, то это означает,
что нарушена прямолинейность линейки (направляющей), а если имеется косина
реза по толщине доски — нарушена перпендикулярность оси пильного вала
поверхности стола. Рваные торцы на заготовках получаются при биении пильного
вала.
На прирезных станках непараллельный пропил получается, если направляющая
линейка установлена непрямолинейно, мшистый — если ось пильного вала не
перпендикулярна направлению движения подающей цепи, пропил с нарушением
прямого угла между пластью и кромкой — вследствие нарушения перпендикулярности
пильного вала плоскости звеньев гусеничной цепи.
У круглопильных станков пильный диск должен быть защищен сверху автоматически
действующим ограждением, открывающим зубья лишь в процессе пиления. У
станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии
до 10 мм устанавливают расклинивающий нож.
Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии
до 10 мм устанавливают расклинивающий нож.
Ленточнопильные станки
Ленточнопильные станки для раскроя древесных материалов в зависимости
от назначения разделяются на следующие группы:
— станки делительные с механизированной подачей для продольного раскроя
брусьев, толстых досок и горбылей на тонкие доски или заготовки;
— станки столярные с подачей вручную или съемным автоподатчиком для прямолинейного
или криволинейного раскроя пиломатериалов, щитов, плит и фанеры;
— бревнопильные.
Ленточнопильные станки делительные могут быть вертикальные и горизонтальные,
столярные — только вертикальные.
Механизмы резания этих трех типов станков мало чем отличаются в конструктивном
отношении. Основное различие этих станков заключается в конструкции механизма
подачи. На столярных станках подача обычно ручная, на делительных подача
материала механизирована, вальцовочного или вальцово-гусеничного типа.
подающие элементы механизма подачи располагаются вертикально. На бревнопильных
станках бревно закрепляется на тележке и подается на режущий инструмент.
На столярных станках подача обычно ручная, на делительных подача
материала механизирована, вальцовочного или вальцово-гусеничного типа.
подающие элементы механизма подачи располагаются вертикально. На бревнопильных
станках бревно закрепляется на тележке и подается на режущий инструмент.
Ленточнопильный станок состоит из станины, на которой закреплены ведущие
и поддерживающие пильную ленту колеса и электромотор, приводящий во вращение
через привод ведущее колесо.
Натяжение пильной ленты регулируется, а место ее фиксируется упором и
двумя роликами вблизи стола.
Пильную ленту изготовляют из ленточного пильного полотна, ширину и величину
зубьев которого определяют в зависимости от величины станка и рода работы
так же, как и для ручных лучковых пил. Заточку и развод производят по
типу универсального профиля зубьев.
Для образования замкнутой ленты концы пильного полотна соединяют при помощи
пайки медным припоем, латунью или медью. Так же действуют и при ремонте
оборванного полотна.
Пайка ленточных пил в заводских условиях осуществляется на специальном
электрическом сварочном аппарате.
В условиях небольших мастерских можно успешно паять пилы горелкой или
при помощи специальных клещей.
Можно рекомендовать следующий процесс пайки: место пайки (стыка пилы)
шлифуют “на ус”, затем, вырезав по ширине пилы полоску латуни толщиной
0,3-0,4 мм, смачивают водой, посыпают порошком буры (бура служит флюсом,
предохраняющим место пайки от окисления при нагреве) и закладывают между
спаиваемыми поверхностями. Тем временем массивные губки клещей нагревают
в горне или газовой горелке до светло-красного цвета (800-1000 °С).
Клещи накладывают на место пайки и сжимают. Раскаленные массивные губки
клещей отдают тепло пиле, и она быстро нагревается до температуры самих
губок. Латунь и бура плавятся и, растекаясь по месту стыка, образуют надежное
соединение.
Дав ленте остынуть в зажатом состоянии до тех пор, пока припой станет
твердым, клещи снимают, а место пайки протирают мокрой тряпкой для того,
чтобы оно восстановило твердость, утраченную при нагреве (подкалилось).
При этом надо добиваться, чтобы жесткость места спайки была такой же,
как и жесткость остальной части пилы. Если место стыка после охлаждения
получилось слишком твердым, его надо еще раз подогреть клещами до появления
соломенного цвета побежалости и дать постепенно остынуть. Если оно получилось
слишком мягким, то клещи следует нагреть докрасна, прогреть ими место
спайки и затем место стыка охладить более резко.
Во время охлаждения важно следить за тем, чтобы клещи не припаялись к
ленте пилы. Для этого их губки перед нагревом смазывают раствором жидкого
стекла с мелом.
При установке на ленточную пилу полотно надевают на верхний и нижний диски
и натягивают специальной рукояткой. Затем, вращая верхний диск, проверяют
правильность прохождения полотна по дискам и упорным роликам. Если необходимо,
производят регулировку имеющимся на станке устройством. После этого на
короткий срок включают станок и проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было поставлено ограждение
пилы и закрыты кожухи дисков.
Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для формирования продольных поверхностей
по сечению брусковых и щитовых деталей. Обработка поверхностей производится
методом фрезерования ножевыми валами или насадными фрезами. Станки подразделяются
на фуговальные, рейсмусовые и четырехсторонние.
Станки подразделяются
на фуговальные, рейсмусовые и четырехсторонние.
Фуговальные станки предназначены для создания одной или
двух базовых поверхностей за один проход. Они могут быть с ручной и механизированной
подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается
вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового
или конвейерного типа.
На станине станка имеются столы, из которых передний стол длиннее заднего,
что обеспечивает более точное фугование. Столы устанавливают так, чтобы
задний стол находился на уровне выступающих режущих кромок ножей вала,
а передний — ниже на толщину снимаемой стружки.
Обрабатывают заготовки с вогнутой стороны. Если между кромкой и пластью
заготовки не получается прямой угол, надо настроить направляющую линейку. Непрострожка и вырывы на обработанной поверхности получаются, если столы
установлены непараллельно в продольном и поперечном направлениях. Непрострожка
по ширине получается при отклонении ножевого вала относительно плоскости
заднего стола.
Непрострожка и вырывы на обработанной поверхности получаются, если столы
установлены непараллельно в продольном и поперечном направлениях. Непрострожка
по ширине получается при отклонении ножевого вала относительно плоскости
заднего стола.
Ножевой вал фуговальных станков с ручной подачей должен иметь ограждение,
открывающееся лишь при проходе заготовки и автоматически закрывающееся
после ее обработки.
Рейсмусовые станки предназначены для обработки заготовок
в размер на заданную толщину, они могут быть односторонние и двусторонние.
На односторонних обрабатывается поверхность, противоположная базовой.
На двусторонних за один проход обрабатываются две противоположные пласти
заготовок и щитов. Исполнительным элементом механизма резания в этих станках
является ножевой вал, снабженный четырьмя ножами.
Подавать заготовки нужно торец в торец, используя всю ширину стола. После
обработки материал не должен иметь заколов, вырывов, ворсистости, рисок.
Мшистость, ворсистость получаются при фрезеровании сырого материала или
обработке тупыми ножами, непрострожка — при неплотном прижимании валиками
заготовки к столу, неодинаковом выступе лезвия ножей из вала и неодинаковой
толщине заготовки.
После
обработки материал не должен иметь заколов, вырывов, ворсистости, рисок.
Мшистость, ворсистость получаются при фрезеровании сырого материала или
обработке тупыми ножами, непрострожка — при неплотном прижимании валиками
заготовки к столу, неодинаковом выступе лезвия ножей из вала и неодинаковой
толщине заготовки.
До начала работы проверяют правильность установки ножей, остроту их заточки.
Ножевой вал должен быть огражден. Обрабатывать заготовки, длина которых
меньше расстояния между передними и задними валами, не допускается. Чистить,
налаживать и ремонтировать станок на ходу запрещается.
Четырехсторонние продольно-фрезерные станки используют для
обработки прямоугольных по сечению заготовок с четырех сторон за один
проход с получением плоских или профильных поверхностей. Четырехсторонние
станки имеют парные блоки горизонтальных и вертикальных фрезерных шпинделей. Каждый из блоков обрабатывает две противоположные поверхности. Последовательность
шпинделей в блоках может быть выполнена по фуговально-рейсмусовой или
двухрейсмусовой схеме.
Каждый из блоков обрабатывает две противоположные поверхности. Последовательность
шпинделей в блоках может быть выполнена по фуговально-рейсмусовой или
двухрейсмусовой схеме.
Двухблоковая схема четырехстороннего станка может быть дополнена горизонтальными
и вертикальными шпинделями для обработки профильных поверхностей на заготовке
или ее деления на кратные элементы. Станки снабжены вальцовым или конвейерно-вальцовым
механизмом подачи.
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы),
после чего по образцу детали настраивают подающий механизм, линейки, упоры,
прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом,
чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать.
Подающие (верхние) валики регулируют так, чтобы при их опускании брусок
мог пройти под ними.
Неровная поверхность при фрезеровании получается при вибрации станка и
неотрегулированных ножевых валах, выхваты на концах — при обработке изогнутых
заготовок и плохой регулировке прижимов, искаженный профиль — при неправильной
установке ножей, фрез на вертикальных головках. Работать на станке без
ограждений запрещается.
Чистить, налаживать и регулировать станок на ходу не допускается.
Для обработки древесины на строгальных станках применяют ножи и фрезы.
До установки ножи должны быть хорошо наточены и отбалансированы. Крепят
их на валу, головке, равномерно затягивая болты поочередно от середины
к краям.
Фрезерные станки
Фрезерные станки предназначены для фрезерования прямолинейных и криволинейных
поверхностей по внешнему и внутреннему, замкнутому и разомкнутому контурам,
а также для профилирования калевок, нарезания шипов и проушин, обработки
кромок. При обработке криволинейных поверхностей используются соответствующие
шаблоны. Фрезерные станки делятся на две группы: с нижним и верхним расположением
шпинделя.
При обработке криволинейных поверхностей используются соответствующие
шаблоны. Фрезерные станки делятся на две группы: с нижним и верхним расположением
шпинделя.
Фрезерные станки с нижним расположением шпинделя могут быть с ручной и
механизированной подачей, легкие (ФЛ), средние (ФС) и тяжелые (ФТ). На
станках, оснащенных шипорезной кареткой, производятся шипорезные операции.
Для обработки сложных криволинейных профилей используют копир и упорное
кольцо, а для прямолинейного фрезерования — направляющую линейку. Станки
широко универсальные применяются на деревообрабатывающих предприятиях
с серийным выпуском продукции, а также на вспомогательных участках.
Фрезерные станки с верхним расположением шпинделя применяют для фигурного
фрезерования, выборки четвертей, пазов, гнезд заданного рисунка и профиля
(ФВК), а также для обработки наружних кромок брусковых деталей по профилю
шаблона, закрепленного на карусельном столе (ФК). Станки с карусельным
столом могут иметь один шпиндель (Ф1К) или два (Ф2К).
Станки с карусельным
столом могут иметь один шпиндель (Ф1К) или два (Ф2К).
Непрострожка кромок заготовки получается при недостаточном припуске на
обработку или при невыдержанном расстоянии между передней и задней линейками.
Если при работе профиль детали искажается или смещается, это значит, что
неправильно установлена фреза относительно рабочей плоскости стола. Волнистость
обработанной поверхности получается вследствие неплотного прижима детали
к направляющим линейкам. При работе с плохо заточенным или тупым инструментом
получается мшистая поверхность детали.
Фрезерные станки с ручной подачей опасны в работе.
Наибольшую опасность представляет режущий инструмент (фрезы, ножевые головки
и др.), так как при фрезеровании руки работающего находятся на близком
расстоянии от режущего инструмента.
При работе на станках надо соблюдать правила техники безопасности. Нерабочую
часть фрезы и выступающие части (шпиндель) ограждают. При работе по линейке
необходимо применять прижим. При фрезеровании по кольцу заготовки обрабатывают
только в шаблонах; режущую часть фрезы, головки нужно оборудовать подвижными
ограждениями. Нельзя производить криволинейное фрезерование против слоя
древесины.
Нерабочую
часть фрезы и выступающие части (шпиндель) ограждают. При работе по линейке
необходимо применять прижим. При фрезеровании по кольцу заготовки обрабатывают
только в шаблонах; режущую часть фрезы, головки нужно оборудовать подвижными
ограждениями. Нельзя производить криволинейное фрезерование против слоя
древесины.
До начала фрезерования заготовка должна быть опилена (при большой кривизне)
на ленточнопильном станке или лобзиком с припуском на обработку.
Работу на станке можно начинать лишь после того, как шпиндель полностью
наберет необходимые обороты.
Шипорезные станки
Шипорезные станки предназначены для формирования шипов и проушин на смежных
деталях при соединении их под углом в рамки, ящики или сращивании по длине.
Наибольшее распространение получили шипорезные станки для выработки рамных
и ящичных шипов.
Шипорезные станки для выработки рамных шипов могут быть односторонние
и двусторонние. На односторонних станках на колонне последовательно размещены
суппорты: пильный, проушечный и два шипорезных. Заготовка устанавливается
и фиксируется на каретке, которая имеет гидрофицированный привод механизма
подачи. При перемещении каретки заготовка торцуется круглой пилой, вырабатывается
проушина, если это необходимо, а затем формируется шип. Конечный выключатель
дает команду на возвращение каретки в исходное положение, после чего цикл
повторяется.
На двусторонних станках комплекты режущих инструментов располагаются на
колоннах с двух сторон. Заготовки подаются непрерывно конвейером и обрабатываются
в изложенной последовательности с двух концов. Конструкция каждой колонны
аналогична конструкции колонны одностороннего станка. Для настройки на
заданную длину обрабатываемого бруска одна из колонн перемещается по направляющим.
Механизм подачи выполнен в виде двух параллельных конвейерных цепей с
упорами. Заготовки перемещаются по двум направляющим балкам упорами. Заготовки
сверху прижимаются к направляющим подпружиненными клиновыми ремнями.
Для настройки на
заданную длину обрабатываемого бруска одна из колонн перемещается по направляющим.
Механизм подачи выполнен в виде двух параллельных конвейерных цепей с
упорами. Заготовки перемещаются по двум направляющим балкам упорами. Заготовки
сверху прижимаются к направляющим подпружиненными клиновыми ремнями.
Шипорезные станки для выработки ящичных шипов бывают односторонние и двусторонние,
для выработки прямого шипа и шипа “ласточкин хвост”. На двусторонних станках
одна колонна подвижная для настройки на различную длину заготовки.
Шипы “ласточкин хвост” могут быть остроугольными и закругленными, которые
применяются в мебельном производстве. Закругленные шипы зарезают на многошпиндельных
станках на концах сопрягаемых дощечек одновременно. В качестве режущих
инструментов применяют концевые конические фрезы.
Сверлильные, сверлильно-фрезерные (пазовальные) и
долбежные станки
Станки этой группы предназначены для сверления сквозных и несквозных отверстий,
выборки гнезд, а также высверливания сучков с последующей заделкой пробками.
Основная классификация станков данной группы производится по применяемому
режущему инструменту и выполняемой технологической операции (сверло —
сверлильные, концевая фреза — сверлильно-фрезерные, фрезерная цепь или
гнездовая фреза — долбежные), по расположению шпинделей (вертикальные,
горизонтальные, горизонтально-вертикальные), по числу рабочих шпинделей
(одно- и многошпиндельные).
Вертикальные станки могут быть одно и многошпиндельные. На одношпиндельных
станках стол с заготовкой может перемещаться в горизонтальном направлении
для выборки гнезда. Вертикальное перемещение шпинделя может быть ручное
(СВП) или механизированное (СВА, СВСА). Многошпиндельные (присадочные)
станки используются для высверливания отверстий на пласти щитов в мебельном
производстве.
Горизонтальные станки также могут быть одно- и многошпиндельные. Заготовки
закрепляются на столе, который совершает осевое относительно инструмента
перемещение, а режущий инструмент — радиальное перемещение на величину
длины паза. На двухшпиндельном станке СВПГ-2 величину радиального хода
можно регулировать без остановки станка.
Заготовки
закрепляются на столе, который совершает осевое относительно инструмента
перемещение, а режущий инструмент — радиальное перемещение на величину
длины паза. На двухшпиндельном станке СВПГ-2 величину радиального хода
можно регулировать без остановки станка.
Горизонтально-вертикальные станки присадочные работают по позиционно-
проходной схеме.
Станки имеют многошпиндельные сверлильные головки, располагаемые сверху,
снизу и по бокам обрабатываемого щита.
Долбежные станки используются при выработке сквозных и несквозных гнезд
прямоугольного сечения. Для их формирования в качестве режущего инструмента
чаще всего используют фрезерную цепочку или гнездовую фрезу, которые устанавливаются
на станках ДЦА и на агрегатных головках ДАГ.
Токарные станки
Токарные станки предназначены для обработки деталей, имеющих форму тел
вращения.
Обработка может производиться по внешней и внутренним поверхностям с получением
цилиндрических, конических, сложных форм по продольной оси заготовки или
заданной формы на плоскости.
Процесс обработки характеризуется вращательным движением обрабатываемой
заготовки или режущего инструмента. В зависимости от технологического
назначения станки бывают центровые, лоботокарные и круглопалочные (бесцентровые).
Центровые станки могут быть с ручной и механизированной подачей режущего
инструмента.
На станке модели ТП40 выполняются работы с использованием ручного режущего
инструмента, базируемого на подручнике. Обрабатываемая заготовка базируется
в центрах шпинделя и задней бабки, которая может перемещаться по направляющим
станины в зависимости от длины обрабатываемой детали.
Станки моделей ТС имеют суппорт, продольное перемещение которого механизировано. Поперечная подача резца производится вручную. На таких станках можно производить
копировальные работы, вытачивание конусных деталей при сдвинутой задней
бабке, а также обработку на планшайбе.
Поперечная подача резца производится вручную. На таких станках можно производить
копировальные работы, вытачивание конусных деталей при сдвинутой задней
бабке, а также обработку на планшайбе.
Лоботокарные станки имеют планшайбу большого диаметра, на которой закрепляется
плоская заготовка, обрабатываемая на лобовой поверхности. Станки широко
используются в модельном производстве.
Круглопалочные станки предназначены для изготовления деталей цилиндрической
формы (КПА) или с плавно изменяющимся диаметром по длине (КПФ). На станках
данной группы базирование заготовок производится по внутренней поверхности
ножевой головки или по специальной втулке на выходе из станка.
Обработка производится внутренними ножами вращающейся головки, через которую
проходит заготовка, перемещаемая подающими вальцами.
Шлифовальные станки
Для придания обработанной поверхности деталей и изделий высокого класса
шероховатости, снятия провесов у створок, форточек, фрамуг, рамочных дверей,
калибрования плитных материалов применяют шлифовальные станки.
Шлифование древесных материалов — процесс резания абразивными зернами,
укрепленными на гибкой бумажной или тканевой основе (абразивная шкурка),
а также твердыми абразивными кругами или пастами. Острые кромки зерен
при нажиме на обрабатываемую заготовку внедряются в древесину, режут и
скоблят ее, снимая тонкий слой в виде мелких стружек.
Шлифовальные станки подразделяют на три основные группы: ленточные, дисковые
и цилиндровые.
Ленточные станки применяют для шлифования плоских щитовых
деталей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных
плит. В качестве инструмента на этих станках служит бесконечная шлифовальная
лента, натянутая на двух- трех шкивах. Станки с неподвижным столом предназначены
для плоскостного шлифования ящиков, щитков, дощечек и брусьев, а со свободной
лентой — для обработки изогнутых и круглых шлифовальных деталей.
Плоскостное шлифование облицованных и необлицованных щитов и плит производится
на узко- и широколенточных станках с контактным прижимом.
На ленточных шлифовальных станках используют шлифовальную шкурку на бумажной
основе. Зернистость (номер) шкурки выбирают в зависимости от твердости
обрабатываемого материала и требуемой шероховатости поверхности. Перед
установкой шкурки проверьте качество ее склейки. Нельзя применять надорванные,
неправильно склеенные ленты или ленты с неровными краями. При помощи маховичка
уменьшите расстояние между шкивами и наденьте ленту. Место склеивания
расположите так, чтобы наружный конец шва ( со стороны абразива) имел
направление против рабочего движения ленты.
Натяжение шлифовальной ленты регулируют, перемещая шкив или натяжной ролик.
Не натягивайте слишком сильно ленту, так как это может привести к ее разрыву. При слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться.
Силу натяжения необходимо устанавливать в зависимости от прочности основы
ленты и определять по стреле прогиба ленты (около 20 мм) при легком нажиме
на нее.
При слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться.
Силу натяжения необходимо устанавливать в зависимости от прочности основы
ленты и определять по стреле прогиба ленты (около 20 мм) при легком нажиме
на нее.
При настройке станка на стол кладут деталь и, передвигая стол по высоте,
определяют требуемое его положение.
После обработки партии деталей шкуркой одного номера ее обрабатывают шкуркой
другого номера до получения поверхности нужной шероховатости.
Дисковые станки предназначены для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов в ящичных узлах. Инструментом является листовая абразивная шкурка, закрепляемая на торцовой поверхности диска.
Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые
станки с ручной или механической подачей применяют для плоскостного шлифования
прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер. Трехцилиндровые станки, предназначенные для шлифования фанеры, плит, щитовых
и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним
(ШлЗЦ12_2 и ШлЗЦ19-1) и нижним (ШлЗЦВ19-1) расположением шлифовальных
цилиндров.
Трехцилиндровые станки, предназначенные для шлифования фанеры, плит, щитовых
и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним
(ШлЗЦ12_2 и ШлЗЦ19-1) и нижним (ШлЗЦВ19-1) расположением шлифовальных
цилиндров.
По материалам joinery.ru
Полировальная бумага 3M — 6 больших листов
Описание продукта
Полировальная бумага 3M — 6 больших листов
3M Tr-M-Ite Polishing Papers — может ли это быть лучший абразив для зеркальной полировки серебра, акрила, смолы, дерева и многих других материалов?
Они сделаны из абразивных частиц микронного размера, покрытых суспензией на нетканой синтетической основе. Они мягкие, похожие на ткань и тонкие, как бумага, поэтому они легко облегают ваш предмет.Вы также можете обернуть бумагу вокруг деревянной палочки, если вы хотите только отполировать выступающие поверхности предмета, например, если вы его окислили.
Прецизионная сортировка в микронах обеспечивает однородную однородную отделку. Их иногда называют бумагой Tri-M-Item или бумагой для притирки. Они действительно дают вам самую фантастическую зеркальную отделку металлической глины и серебра.
Творит чудеса с серебряной глиной, стерлинговым серебром, а также со смолами, такими как алюмилитовая смола, пластиками, акрилом, полиуретановыми поверхностными композитами и т. Д.Используется для удаления царапин и восстановления прозрачности акрила и поликарбоната. Прецизионная градация в микронах обеспечивает однородную однородную отделку.
Мастера-мастера и мастера — многие из вас любят этот продукт за красивую отделку ладов и других изделий из дерева.
Чтобы вручную довести работу до зеркального блеска, начните с самой грубой зернистости и работайте до самой мелкой. Когда вы увидите однородные тонкие линии, переходите к следующей зернистости. Не пропускайте крупу, иначе вы не получите зеркального блеска.Зерна имеют цветовую маркировку для облегчения идентификации.
Размер каждого листа 21,6 x 27,9 см (8,5 x 11 дюймов). Это размер US Letter, который очень похож на лист A4 (A4 немного выше, а Letter немного шире).
В комплекте 6 листов:
- 1 x светло-зеленый — 1 микрон / зернистость 8000
- 1 x Mint — 2 микрона / зернистость 6000
- 1 x розовый — 3 микрона / зернистость 4000
- 1 x синий — 9 микрон / зернистость 1200
- 1 x серый — 15 микрон / зернистость 600
- 1 x зеленый — 30 микрон / зернистость 400
ОСНОВНОЙ СОВЕТ — Напишите зернистость маркером на обратной стороне, чтобы помочь вам определить зернистость, даже если она немного загрязнена.
ЕСЛИ ВЫ НАЙДЕТЕ ЭТОТ НАБОР ДЕШЕВЛЕ — ПОСМОТРИТЕ РАЗМЕР ЛИСТОВ И СКОЛЬКО ВЫ ПОЛУЧИТЕ. МНОГИЕ ИЗ ЭТОГО ПРОДАЕТСЯ В КАЧЕСТВЕ НАРЕЗАННЫХ ЧАСТЕЙ ИЛИ ТОЛЬКО ОДИН ЛИСТ КАЖДОЙ ГРИТЫ.
Вы также можете купить каждый из них в виде отдельных листов (щелкните здесь, чтобы увидеть ассортимент), идеально подходящего для тех случаев, когда вы найдете свою любимую зернистость, которую вы используете больше, чем другие.
Абразивы и шлифование
Абразивы и шлифование В наличии 10-дюймовый полировальный круг с прошитым подушечкой (T27775) 7 долларов.95 3,47 доллара США В наличии Деревянная щетка с ручкой для обуви — 12 шт. (T27795) 18,95 долл. США 14,17 $ В наличии Щетка для полировки для T25942, 2 шт. (T27811) 3 доллара.95 3,37 доллара США В наличии Мягкая шлифовальная втулка A / O диаметром 4 дюйма x 6 дюймов, зернистость 120 (G4380) 9,50 долл. США
В наличии
Мягкая шлифовальная втулка из нержавеющей стали диаметром 4 дюйма x 6 дюймов, зернистость 150 (G1976)
9 долларов.50
В наличии
4-дюймовая нейлоновая абразивная круглая щетка с валом (T27765)
3,95 $
1,47 $
В наличии
Шлифовальный диск A / O 6 дюймов, U612, 220-A, H&L, 6 отверстий, 100 шт. (T27287)
48 долларов.95
В наличии
5-дюймовый шлифовальный диск для A / O, U612, зернистость 180-A, PSA, 5 отверстий, 100 шт. (T27236)
21,98 $
В наличии
Набор проволочных щеток, 4 шт.
США
В наличии
Мягкая шлифовальная втулка из нержавеющей стали диаметром 4 дюйма x 6 дюймов, зернистость 150 (G1976)
9 долларов.50
В наличии
4-дюймовая нейлоновая абразивная круглая щетка с валом (T27765)
3,95 $
1,47 $
В наличии
Шлифовальный диск A / O 6 дюймов, U612, 220-A, H&L, 6 отверстий, 100 шт. (T27287)
48 долларов.95
В наличии
5-дюймовый шлифовальный диск для A / O, U612, зернистость 180-A, PSA, 5 отверстий, 100 шт. (T27236)
21,98 $
В наличии
Набор проволочных щеток, 4 шт. (T27762)
7,95 долл. США
2 доллара.96
В наличии
25 «x 75» шлифовальная лента для A / O, зернистость 80, 3 уп. (H9918)
139,98 долл. США
В наличии
18 «x 48» шлифовальная лента для A / O, зернистость 60, 5 уп. (T21077)
86,95 $
В наличии
3 «x 24» шлифовальная лента для A / O, зернистость 100, 10 уп.(T21495)
17,95 долл. США
В наличии
Шлифовальный диск A / O 6 дюймов, зерно 240-C H&L, 6 отверстий, 50 уп. (H6764)
31,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зерно 600-C H&L, 50 уп.
(T27762)
7,95 долл. США
2 доллара.96
В наличии
25 «x 75» шлифовальная лента для A / O, зернистость 80, 3 уп. (H9918)
139,98 долл. США
В наличии
18 «x 48» шлифовальная лента для A / O, зернистость 60, 5 уп. (T21077)
86,95 $
В наличии
3 «x 24» шлифовальная лента для A / O, зернистость 100, 10 уп.(T21495)
17,95 долл. США
В наличии
Шлифовальный диск A / O 6 дюймов, зерно 240-C H&L, 6 отверстий, 50 уп. (H6764)
31,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зерно 600-C H&L, 50 уп. (H6633)
14,98 $
В наличии
Шлифовальный диск A / O 6 дюймов, зернистость 500-C, H&L, 6 отверстий, 5 шт. (H6642)
3,25 доллара США
В наличии
Шлифовальный диск A / O 6 дюймов, зерно 240-C H&L, 6 отверстий, 100 уп.(H6769)
49,95 долл. США
В наличии
Шлифовальный диск A / O 5 «, 220-C, PSA, 8 отверстий, 50 уп. (H4558)
15,25 долл. США
В наличии
Шлифовальная лента E-Z, зерно 80, 3 уп. (T27164)
2 доллара.98
В наличии
Шлифовальная лента для A / O 3 «x 21», зернистость 220, 10 уп.
(H6633)
14,98 $
В наличии
Шлифовальный диск A / O 6 дюймов, зернистость 500-C, H&L, 6 отверстий, 5 шт. (H6642)
3,25 доллара США
В наличии
Шлифовальный диск A / O 6 дюймов, зерно 240-C H&L, 6 отверстий, 100 уп.(H6769)
49,95 долл. США
В наличии
Шлифовальный диск A / O 5 «, 220-C, PSA, 8 отверстий, 50 уп. (H4558)
15,25 долл. США
В наличии
Шлифовальная лента E-Z, зерно 80, 3 уп. (T27164)
2 доллара.98
В наличии
Шлифовальная лента для A / O 3 «x 21», зернистость 220, 10 уп. (T21492)
15,50 долларов США
В наличии
2-1 / 2 «x 16» шлифовальная лента для A / O, зернистость 220, 10 уп. (T26667)
14,50 долл. США
В наличии
Шлифовальный диск A / O 6 дюймов, зернистость 120-C, H&L, 6 отверстий, 100 уп.(H6767)
49,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, U612, 120-A, PSA, 8 отверстий, 100 шт. (T27244)
26,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зернистость 60-C PSA, 5 отверстий, 50 уп.(h4545)
15,98 долл.
(T21492)
15,50 долларов США
В наличии
2-1 / 2 «x 16» шлифовальная лента для A / O, зернистость 220, 10 уп. (T26667)
14,50 долл. США
В наличии
Шлифовальный диск A / O 6 дюймов, зернистость 120-C, H&L, 6 отверстий, 100 уп.(H6767)
49,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, U612, 120-A, PSA, 8 отверстий, 100 шт. (T27244)
26,95 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зернистость 60-C PSA, 5 отверстий, 50 уп.(h4545)
15,98 долл. США
В наличии
Латунная проволочная щетка с пластиковой ручкой — 12 шт. (T27802)
10,50 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зернистость 80-C, H&L, 8 отверстий, 100 уп.(H6756)
41,95 долл. США
США
В наличии
Латунная проволочная щетка с пластиковой ручкой — 12 шт. (T27802)
10,50 долл. США
В наличии
5-дюймовый шлифовальный диск для A / O, зернистость 80-C, H&L, 8 отверстий, 100 уп.(H6756)
41,95 долл. США3M ™ Cubitron ™ II Hookit ™ Диск для чистой шлифовальной бумаги 732U, 6 дюймов x NH 80+, вес C, 50 дисков, 250 в коробке
Описание продукта
- Революционная технология 3M Precision Shaped Grain обеспечивает быструю резку и долгий срок службы
- Режет в 2 раза быстрее, чем обычные абразивные материалы
- Срок службы в 4 раза больше, чем у обычных абразивов
- Идеально подходит для широкого спектра материалов и областей применения, ориентированных в первую очередь на удаление материала
- Крепление на крючке и петле для быстрой и простой замены диска
- Точный рисунок с несколькими отверстиями обеспечивает превосходное удаление пыли
3M ™ Cubitron ™ II Hookit ™ Чистая шлифовальная пленка Диск 775L оснащен керамическим зерном 3M Precision Shaped Ceramic Grain, революционным достижением в абразивной технике. Керамический минерал треугольной формы предназначен для разрезания основы, а не для строжки или «вспашки», как при использовании обычных абразивов. В результате получается диск, который режет до 2 раз быстрее и служит до 6 раз дольше, чем обычные абразивные материалы.
Керамический минерал треугольной формы предназначен для разрезания основы, а не для строжки или «вспашки», как при использовании обычных абразивов. В результате получается диск, который режет до 2 раз быстрее и служит до 6 раз дольше, чем обычные абразивные материалы.
Режет быстрее. Длится дольше. Стабильная отделка
Обработка различных материалов
Эти диски идеальны для широкого спектра применений, в первую очередь сфокусированных на съеме материала, и эффективны на широком спектре материалов, включая металлы, композиты, гелькоут и белую древесину.Пленочная основа обеспечивает большее сопротивление разрыву, чем бумажные диски, для дополнительной прочности и удержания кромок. Для достижения наилучших результатов используйте в сочетании с эксцентриковыми шлифовальными машинами 3M ™ Elite.
Диск Hookit ™ для простой установки инструмента
3M предлагает полную линейку дисков 3M ™ Hookit ™ типа «липучка» для рабочих мест, где диски с клейкой основой могут быть загрязнены пылью или грязью. Они часто используются там, где диски 3M ™ Stikit ™ могут быть слишком агрессивными, поскольку диски Hookit ™ имеют тенденцию оставлять более тонкую поверхность, чем диски с клейкой основой.Шлифовальные диски Hookit ™ удобно прикрепляются к подушке резервного диска на липучке (продается отдельно), легко и чисто снимаются и могут использоваться снова и снова в течение всего срока службы абразива.
Они часто используются там, где диски 3M ™ Stikit ™ могут быть слишком агрессивными, поскольку диски Hookit ™ имеют тенденцию оставлять более тонкую поверхность, чем диски с клейкой основой.Шлифовальные диски Hookit ™ удобно прикрепляются к подушке резервного диска на липучке (продается отдельно), легко и чисто снимаются и могут использоваться снова и снова в течение всего срока службы абразива.
Зерно прецизионной формы 3M
Пыль в канаве с устойчивой к нагрузке конструкцией
Диски для наждачной бумаги режут лучше и служат дольше, когда пыль не загружает режущую поверхность абразивов.Наш запатентованный рисунок с несколькими отверстиями на продуктах для чистого шлифования отводит пыль с большей скоростью, чем продукты с 5 или 6 отверстиями. Такая конструкция отверстий не требует совмещения отверстий с колодкой диска, что делает замену диска быстрой и простой. Открытая конструкция покрытия означает, что абразивные зерна размещаются с промежутком между ними, чтобы помочь удалить пыль и другой шлифовальный мусор и избежать засорения режущей кромки зерна. Устойчивое к нагрузкам покрытие позволяет диску продолжать резку даже при шлифовании древесины мягких пород, красок и других материалов, которые в противном случае забивают диск и ухудшают шлифование.Все это способствует повышению производительности и снижению расхода материалов. Для максимального удаления пыли используйте этот диск с шлифовальной тарелкой 3M ™ Hookit ™ Clean и эксцентриковой шлифовальной машинкой с пылесосом (оба продаются отдельно).
Открытая конструкция покрытия означает, что абразивные зерна размещаются с промежутком между ними, чтобы помочь удалить пыль и другой шлифовальный мусор и избежать засорения режущей кромки зерна. Устойчивое к нагрузкам покрытие позволяет диску продолжать резку даже при шлифовании древесины мягких пород, красок и других материалов, которые в противном случае забивают диск и ухудшают шлифование.Все это способствует повышению производительности и снижению расхода материалов. Для максимального удаления пыли используйте этот диск с шлифовальной тарелкой 3M ™ Hookit ™ Clean и эксцентриковой шлифовальной машинкой с пылесосом (оба продаются отдельно).
Пользовательское поле
Единица измерения DC
интервал количество 250
Пурпурный цвет
Размер 6 дюймов
Подложка
Зернистость 80+
Паспорт безопасности материала http: // multimedia. 3m.com/mws/mediawebserver?mwsId=SSSSSuUn_zu8l00xmxmxM8mBNv70k17zHvu9lxtD7SSSSSS —
3m.com/mws/mediawebserver?mwsId=SSSSSuUn_zu8l00xmxmxM8mBNv70k17zHvu9lxtD7SSSSSS —
наждачная бумага Capital Letter, размер / размер: 23 X 17 X 6 см, 1545 рупий / шт.
наждачная бумага Capital Letter, размер / размер: 23 X 17 X 6 см, 1545 рупий / шт. | ID: 19835811673Спецификация продукта
| Материал | Дерево |
| Марка | Eduedge |
| Размер / Размер | 23 x 17 x 6 см |
| Возрастная группа детей 4 -6 лет | |
| BO Motors | № |
| Состав комплекта | Двадцать шесть пластин. |
| Минимальное количество заказа | 1 шт. |
Описание продукта
Отслеживание и идентификация алфавитов по шероховатой текстуре пальцами — интересное занятие !!Повышает подвижность запястья и улучшает движение мышц.
• Отпечатано на высококачественном древесном композитном материале красками, подходящими для детей.• Наждачная бумага хорошего качества выдерживает многократное копирование. Двадцать шесть пластин.
Заинтересовались данным товаром? Получите актуальную цену у продавца
Связаться с продавцом
О компании
Год основания 2009
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер BusinessExporter
Количество сотрудников От 51 до 100 человек
Годовой оборот 5-10 крор
Участник IndiaMART с ноября 2007 г.
GST27AACCV9617M1ZP
Код импорта и экспорта (IEC) 03090 *****
Vardhaman I.Q. Toys Pvt. Ltd с гордостью представляет собой одну из ведущих компаний по производству деревянных игрушек и материалов для дошкольного образования, поставляющую и экспортирующую продукцию в западной Индии; специализируется на производстве учебных пособий, оборудования Монтессори, дошкольной мебели, музыкальных инструментов, кукол и домашнего игрового оборудования для дошкольных учреждений.Основана в 1996 г .; Vardhaman I. Q. Toys Mfg. Co как производитель деревянных обучающих игрушек; включены в Vardhaman I.Q. Toys Pvt. в 2009 году от собственного концерна.
Особенности бизнеса:
- Награды и достижения: Премия Раштрия Удьог Пратибха от Центра исследований в области развития образования, Лучшая демонстрация продукции
- Торговое членство: Совет по продвижению экспорта спортивных товаров (SGEPC) Участвовало
- выставок: Toy Biz, World Didac
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Портативные подставки для ручной полировки / полировальная бумага
Стенды для ручной полировки
Lapmaster предлагает полировальную стойку двух размеров, в которую может поместиться рулон мелованной наждачной бумаги длиной 150 футов. Стальная пластина с притертой поверхностью, или «ступень» для стендов двух размеров, имеют квадрат 12 дюймов и 18 дюймов. Два противоположных края предметного столика фрезерованы по радиусу, чтобы предотвратить разрыв абразивной бумаги при натяжении ее по поверхности предметного столика. Поверхность предметного столика притирается с очень небольшой выпуклой кривизной, чтобы острые края компонентов не порезали наждачную бумагу. Подставка поддерживается на литой алюминиевой основе, которая также служит для удержания рулона наждачной бумаги на деревянной штанге.
Стальная пластина с притертой поверхностью, или «ступень» для стендов двух размеров, имеют квадрат 12 дюймов и 18 дюймов. Два противоположных края предметного столика фрезерованы по радиусу, чтобы предотвратить разрыв абразивной бумаги при натяжении ее по поверхности предметного столика. Поверхность предметного столика притирается с очень небольшой выпуклой кривизной, чтобы острые края компонентов не порезали наждачную бумагу. Подставка поддерживается на литой алюминиевой основе, которая также служит для удержания рулона наждачной бумаги на деревянной штанге.
Две удерживающие планки на противоположных сторонах предметного столика служат для захвата наждачной бумаги после ее протягивания по поверхности предметного столика.Под столиком, напротив рулона бумаги, расположены два вертикально ориентированных винта с накатанной головкой. При повороте по часовой стрелке винты поднимают столик, чтобы устранить провисание наждачной бумаги, что еще больше снизит вероятность разрыва бумаги с острыми краями компонентов.
Самый распространенный тип и размер наждачной бумаги, используемой на полировальной стойке, — это наждачная бумага 4/0 (зернистость 600). Эта бумага создает отражающую поверхность на большинстве незакаленных металлов и является предпочтительным методом полировки металлов перед проверкой световой полосы.
Если необходимо восстановить поверхность стального предметного столика до исходного состояния, ее необходимо притереть на притирочной машине или вернуть в Lapmaster. Подрядный отдел притирки Lapmaster предоставит ценовое предложение для ремонта сцены. Цена варьируется и будет зависеть от состояния сцены при получении.
Полировальная бумага
Lapmaster предлагает рулоны абразивной бумаги с покрытием длиной 150 футов из трех типов абразивных материалов и множества размеров абразивных материалов.
Наждак — это относительно мягкий минерал природного происхождения. Его можно использовать для резки материалов с твердостью менее 55 ° C по шкале Роквелла. Наждачная бумага 4/0 — единственная бумага, предлагаемая в виде отдельных плоских листов размером 9 дюймов на 13-3 / 4 дюйма в дополнение к рулону стандартного размера.
Наждачная бумага 4/0 — единственная бумага, предлагаемая в виде отдельных плоских листов размером 9 дюймов на 13-3 / 4 дюйма в дополнение к рулону стандартного размера.
Рулоны для бумаги из карбида кремния предлагаются с зернистостью для применения с высоким съемом материала, особенно для материалов с твердостью, превышающей шкалу Роквелла 55 C.
Прецизионный пластик с покрытием из оксида алюминия Майларовая пленка с прецизионным мелкодисперсным абразивом используется для удаления припуска или полировки материалов, где требуется более точный контроль шероховатости поверхности.Углеродный графит — это материал, который можно успешно полировать бумагой из оксида алюминия с размером частиц 9 микрон и меньше.
Стенды для ручной полировки / инструкции по полировке
Установка новой полировальной стойки
Полировальная стойка поставляется в этой прочной картонной коробке перевернутой. Это связано с тем, что стальная поверхность сцены создает тяжелую сборку и нестабильную коробку. Извлеките алюминиевое основание подставки из коробки и положите его на верстак лицевой стороной вверх.Осторожно снимите стальной столик, это тяжелый предмет с острыми краями.
Извлеките алюминиевое основание подставки из коробки и положите его на верстак лицевой стороной вверх.Осторожно снимите стальной столик, это тяжелый предмет с острыми краями.
Используйте уайт-спирит (разбавитель для краски) для удаления антикоррозийного средства со сцены. В течение срока службы подставки периодически проверяйте притертую поверхность и прилегающие края на предмет наличия зазубрин или заусенцев, которые могут привести к разрыву бумаги. При обнаружении дефекта его можно аккуратно удалить хонинговальным камнем или напильником.
Поместите столик в углубление в верхней части базового блока. Убедитесь, что притертая поверхность обращена вверх.Также обязательно сориентируйте два противоположных радиуса фрезерованных края столика в соответствии с направлением движения бумаги. Радиусы помогают предотвратить разрыв бумаги. Найдите под передним краем базового блока и найдите два винта с накатанной головкой для подъема ступеней, которые проходят через верхнюю поверхность базового блока. Поверните винты по часовой стрелке, чтобы поднять стол на высоту прижимной планки. Это позволит плотно удерживать полировальную бумагу между зажимной планкой и базовым блоком без помех со стороны стального столика.
Поверните винты по часовой стрелке, чтобы поднять стол на высоту прижимной планки. Это позволит плотно удерживать полировальную бумагу между зажимной планкой и базовым блоком без помех со стороны стального столика.
Снимите рулон бумаги, поставляемый с подставкой, с деревянного дюбеля. Если подставка была заказана без бумаги, выньте соответствующую бумагу из коробки. Снимите защитную бумажную упаковку с рулона и удалите ленту, удерживающую рулон бумаги закрытым. Установите валик на деревянный дюбель и вставьте в основание полировальной стойки. Обязательно сориентируйте рулон так, чтобы свободный конец был обращен вверх.
Ослабьте барашковые гайки двух зажимов стержня и протяните бумагу вверх через зазор между стержнем и основанием, по поверхности стального столика и вниз в зазор между противоположным стержнем.Правильно выровняйте бумагу по столу и затяните стержневой зажим, ближайший к рулону бумаги. Вытяните оставшуюся слабину из бумаги и затяните зажим передней планки. 6. Зайдите под переднюю выемку в базовом блоке и затяните два винта с накатанной головкой до тех пор, пока полировальная бумага не будет плотно прижата к поверхности предметного столика. Подставка для полировки готова к использованию.
6. Зайдите под переднюю выемку в базовом блоке и затяните два винта с накатанной головкой до тех пор, пока полировальная бумага не будет плотно прижата к поверхности предметного столика. Подставка для полировки готова к использованию.
Полировка на подставке для полировки
После того, как на полировальной стойке будет установлена новая наждачная бумага, бумага должна сломаться.Это сделано для удаления любых крупных частиц абразива, приклеенных к бумаге (эта процедура не требуется при использовании прецизионной бумаги из оксида алюминия на майларовой основе). Эти крупные частицы, оставленные на поверхности бумаги, могут стать источником глубоких царапин. Удалите все крупные частицы, протерев скрапом по поверхности бумаги. Обязательно прикасайтесь ко всей поверхности бумаги.
Удалите все незакрепленные частицы, протерев поверхность наждачной бумаги спиртом на чистом кухонном полотенце. Теперь бумага готова к полировке.
Тщательно очистите детали после притирки. Перекрестное загрязнение — главный источник царапин.
Перекрестное загрязнение — главный источник царапин.
Поместите деталь, требующую полировки, на наждачную бумагу и равномерно надавите на деталь кончиками пальцев или ладонью. Используя среднее или сильное давление, перемещайте компонент по полировальной бумаге возвратно-поступательным движением в виде «восьмерки» (8). Это движение равномерно изнашивает бумагу. Некоторые формы компонентов лучше всего полировать с помощью линейного возвратно-поступательного движения (прямое возвратно-поступательное движение).Поэкспериментируя, вы сможете определить лучшую технику и время полировки для каждой детали.
После полировки ряда компонентов полировальная бумага будет «загружаться» отработанным абразивом и комплектующим. Периодически загруженную бумагу необходимо протирать спиртом и чистым магазинным полотенцем. 6. Полировальную бумагу не нужно менять до тех пор, пока она не порвется или абразив не сотрет с ее поверхности. При использовании бумаги шероховатость поверхности будет ниже, поскольку абразивные зерна уменьшаются по мере износа.
1910.215 — Машины шлифовальные круговые.
Монтаж на несколько колес. Если между одним набором фланцев установлено более одного колеса, колеса могут быть скреплены друг с другом или разделены специально разработанными проставками. Прокладки должны быть равны диаметру монтажных фланцев и иметь равные опорные поверхности. При установке колес, которые не были скреплены друг с другом, или колес без разделительных прокладок, необходимо соблюдать осторожность при использовании колес, специально изготовленных для этой цели.
(Чтобы увидеть рисунки O-27 и O-28, нажмите здесь)
ТАБЛИЦА O-1 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИИ И БОКОВОЙ
ЧЛЕНЫ БЕЗОПАСНОСТИ, ИСПОЛЬЗУЕМЫЕ С ОБРЕЗОМ
КОЛЕСА
_____________________________________________________________________
| | |
Материал | Максимум | | Диаметр отрезного круга
использованный | толщина | Скорость | _________________________________
в | из | не | | |
строительство | резка | к | С 6 до 11 | От 11 до | От 20 до
из | выкл | превышают | дюймы | 20 дюймов | 30 дюймов
охранник | колесо | | _________ | ____________ | ___________
| | | | | | | |
| | | А | B | А | B | А | B
_____________ | ____________ | ________ | ____ | ____ | ______ | _____ | _____ | _____
| | | | | | | |
Структурный | 1/2 дюйма | 14 200 | | | | | |
сталь (мин. | или меньше ... | SFPM ... | 1/16 | 1/16 | 3/32 | 3/32 | 1/8 | 1/8
растяжение | | | | | | | |
сила | | | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | | | |
p.s.i.). | или меньше ... | SFPM ... | 3/32 | 1/8 | 1/8 | 1/8 | 3/16 | 1/8
_____________ | ____________ | ________ | ____ | ____ | ______ | _____ | _____ | _____
ТАБЛИЦА O-1 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИИ И БОКОВОЙ
ЧЛЕНЫ БЕЗОПАСНОСТИ, ИСПОЛЬЗУЕМЫЕ С ОБРЕЗОМ
КОЛЕСА
(Продолжение)
_________________________________________________________________
| | |
Материал | Максимум | | Диаметр отрезного круга
использованный | толщина | Скорость | _____________________________
в | из | не | |
строительство | резка | к | От 30 до | От 48 до
из | выкл | превышают | 48 дюймов | 72 дюйма
охранник | колесо | | ____________ | _______________
| | | | | |
| | | А | B | А | B
_____________ | ____________ | ________ | ______ | _____ | ______ | ________
| | | | | |
Структурный | 1/2 дюйма | 14 200 | | | |
сталь (мин. | или меньше ... | SFPM ... | 3/16 | 3/16 | 1/4 | 1/4
растяжение | | | | | |
сила | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | |
p.s.i.). | или меньше ... | SFPM ... | 1/4 | 3/16 | 5/16 | 1/4
_____________ | ____________ | ________ | ______ | _____ | ______ | _______
(Для рисунка № O-29 нажмите здесь)
ТАБЛИЦА O-3 - РУКОВОДСТВО ПО СОЗДАНИЮ ЗАЩИТЫ ЛЕНТОЧНОГО ТИПА
[Максимальная скорость колеса 7000 SFPM]
__________________________________________________________________
| | | |
Минимум | | Минимум | Минимум | Максимум
материал | Диаметр | толщина | диаметр | расстояние
спецификации | из | полосы A | заклепок | между
| колесо | | | центры
| | | | заклепок
______________ | _______________ | ___________ | ___________ | ___________
|
| Дюймы
______________ | ___________________________________________________
| | | |
Горячекатаный | | | |
сталь SAE | | | |
1008. ....... | До 8 лет ...... | 1/16 | 3/16 | 3/4
| От 8 до 24 ...... | 1/8 | 1/4 | 1
| От 24 до 30 лет | 1/4 | 3/8 | 1 1/4
______________ | _______________ | ___________ | ___________ | ___________
(Чтобы увидеть рисунки O-30 и O-31, нажмите здесь)
ТАБЛИЦА O-5 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА ПЕРЕХОДНИКА
- ДЛЯ ДИСКОВ С ОРГАНИЧЕСКИМ СВЯЗЕНОМ ТОЛЩИНОЙ БОЛЕЕ 1 1/2 ДЮЙМА (1)
(В дюймах)
____________________________________________________________________
| | | | |
| | B- | D- | E- | F (1) -
| Колесо | Минимум | Минимум | Минимум | (D-E)
Колесо | дыра | фланец | толщина | толщина | минимум
диаметр | диаметр | диаметр | фланца | фланца | толщина
| | | в отверстии | на краю |
| | | | подрезка |
___________ | __________ | __________ | ___________ | ___________ | __________
| | | | |
С 12 по 14... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 14 | | | | |
до 18 . .... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
| 7 | 9 | 7/8 | 3/8 | 1/2
| 8 | 10 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 18 | | | | |
до 24..... | 6 | 8 | 1 | 1/2 | 1/2
| 7 | 9 | 1 | 1/2 | 1/2
| 8 | 10 | 1 | 1/2 | 1/2
| 10 | 12 | 1 | 1/2 | 1/2
| 12 | 14 | 1 | 1/2 | 1/2
Больше | | | | |
чем 24 | | | | |
до 30 ..... | 12 | 15 | 1 | 1/2 | 1/2
Больше | | | | |
чем 30 | | | | |
до 36..... | 12 | 15 | 1 3/8 | 7/8 | 1/2
___________ | __________ | __________ | ___________ | ___________ | __________
Сноска (1) Для колес толщиной менее 1 1/4 дюйма размер F должен
не более 40 процентов толщины колеса.
(Для рисунка № O-32 нажмите здесь)
ТАБЛИЦА O-6 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ФЛАНЦЕВ С ПРЯМЫМ СНИЖЕНИЕМ (1)
(В дюймах)
__________________________________________________________________
| | | |
A-- | B-- | C - Радиальная ширина | D-- | E-
Диаметр | Минимум | несущая поверхность | Минимум | Минимум
из | снаружи | _____________________ | толщина | толщина
Колесо | диаметр | | | из | фланца
| из | Минимум | Максимум | фланец | на краю
| фланцы | | | в отверстии | перерыва
________ | _________ | __________ | __________ | ___________ | _____________
| | | | |
1. .... | 3/8 | 1/16 | 1/8 | 1/16 | 1/16
2 ..... | 3/4 | 1/8 | 3/16 | 1/8 | 3/32
3 ..... | 1 | 1/8 | 3/16 | 3/16 | 3/32
4 ..... | 1 3/8 | 1/8 | 3/16 | 3/16 | 1/8
5 ..... | 1 3/4 | 3/16 | 1/4 | 1/4 | 1/8
6 ..... | 2 | 1/4 | 1/2 | 3/8 | 3/16
7 ..... | 2 1/2 | 1/4 | 1/2 | 3/8 | 3/16
8 ..... | 3 | 1/4 | 1/2 | 3/8 | 3/16
10.... | 3 1/2 | 5/16 | 5/8 | 3/8 | 1/4
12 .... | 4 | 5/16 | 5/8 | 1/2 | 5/16
14 .... | 4 1/2 | 3/8 | 3/4 | 1/2 | 5/16
16 .... | 5 1/2 | 1/2 | 1 | 1/2 | 5/16
18 .... | 6 | 1/2 | 1 | 5/8 | 3/8
20 .... | 7 | 5/8 | 1 1/4 | 5/8 | 3/8
22 .... | 7 1/2 | 5/8 | 1 1/4 | 5/8 | 16.07
24 .... | 8 | 3/4 | 1 1/4 | 5/8 | 16.07
26.... | 8 1/2 | 3/4 | 1 1/4 | 5/8 | 1/2
28 .... | 10 | 7/8 | 1 1/2 | 3/4 | 1/2
30 .... | 10 | 7/8 | 1 1/2 | 3/4 | 5/8
36 .... | 12 | 1 | 2 | 7/8 | 3/4
42 .... | 14 | 1 | 2 | 7/8 | 3/4
48 .... | 16 | 1 1/4 | 2 | 1 1/8 | 1
60 .... | 20 | 1 1/4 | 2 | 1 1/4 | 1 1/8
72 .... | 24 | 1 1/2 | 2 1/2 | 1 3/8 | 1 1/4
________ | _________ | __________ | __________ | ___________ | _________
Сноска (1) Фланцы для колес диаметром менее 2 дюймов могут быть
без облегчения и должен поддерживаться ровным и правдивым. (Чтобы увидеть рисунки O-33 и O-34, нажмите здесь)
ТАБЛИЦА O-7 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА
- ДЛЯ МЕХАНИЧЕСКИХ ШЛИФОВАЛЬНЫХ МАШИН 12,500 S.F.P.M.
К 16,5 S.F.P.M. (1)
____________________________________________________________________
| | | | |
| | | D-- | E-- | F (2) -
| Колесо | B-- | Минимум | Минимум | (D-E)
Колесо | дыра | Минимум | толщина | толщина | минимум
Диаметр | диаметр | фланец | из | фланца | толщина
| | диаметр | фланец | на краю |
| | | в отверстии | подрезка |
__________ | __________ | __________ | ___________ | ____________ | ___________
| | | | |
20 | 6 | 8 | 1 | 1/2 | 1/2
20 | 8 | 10 | 1 1/2 | 3/4 | 3/4
24 | 12 | 15 | 2 | 1 | 1
30 | 12 | 15 | 2 | 1 | 1
36 | 12 | 15 | 2 | 1 |
__________ | __________ | __________ | ___________ | ____________ | __________
Сноска (1) Фланцы должны быть из стали, качества SAE 1040 или
эквивалент, отожженная пластина, термообработанная до R. 25-30.
Сноска (2) Для колес толщиной менее 1 1/4 дюйма размер F не должен
превышает 40 процентов толщины колеса.
(Для рисунка № O-35 нажмите здесь)
ТАБЛИЦА O-8 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ
ТОЛЬКО ДЛЯ ТОЧНОЙ ШЛИФОВКИ
(В дюймах)
________________________________________________________________
| | | |
| | B-- | D-- | E-
Колесо | Колесо | Минимум | Минимум | Минимум
диаметр | дыра | снаружи | толщина | толщина
| диаметр | диаметр | фланца | фланца
| | фланца | в отверстии | на краю
| | | | подрезать
_______________ | __________ | ___________ | ___________ | _____________
| | | |
С 12 по 14....... | 5 | 7 | 1/2 | 16.07
Больше, чем | | | |
От 14 до 20 ...... | 5 | 7 | 5/8 | 16.07
| 6 | 8 | 5/8 | 16.07
| 8 | 10 | 5/8 | 16.07
| 10 | 11 1/2 | 5/8 | 16.07
| 12 | 13 1/2 | 5/8 | 16. 07
Больше, чем | | | |
20-30...... | 8 | 10 | 3/4 | 1/2
| 10 | 11 1/2 | 3/4 | 1/2
| 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
Больше, чем | | | |
От 30 до 42 ...... | 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
| 18 | 19 1/2 | 3/4 | 1/2
| 20 | 21 1/2 | 3/4 | 1/2
Больше, чем | | | |
С 42 по 60...... | 16 | 20 | 1 | 3/4
| 20 | 24 | 1 | 3/4
| 24 | 29 | 1 1/8 | 7/8
_______________ | __________ | ___________ | ___________ | ____________
ПРИМЕЧАНИЕ. Эти фланцы могут быть соединены друг с другом с помощью
центральной гайкой или серией болтов или другим эквивалентом
средства крепления. Для отверстий меньшего размера, чем показано в этом
table, используйте таблицу 12.
(Для рисунков №О-36 и О-37, нажмите здесь)
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
____________________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ___________________________________________ |
гвардии | толстый | | | |
| сущность | От 3 до 6 | От 6 до | От 12 до |
| из | дюймы | 12 дюймов | 16 дюймов |
| размолоть- | _____________ | ______________ | ______________ |
| ing | | | | | | |
| колесо | А | B | А | B | А | B |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
удовлетворительно (1) | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
до 8000 SFPM. | 8 | | | 5/8 | 9/16 | 7/8 | 3/4 |
| 10 | | | 3/4 | 11/16 | 7/8 | 3/4 |
| 16 | | | | | 1 1/8 | 1 |
| 20 | | | | | | |
Чугун | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
20000 р.s.i.) | | | | | | | |
Класс 20. | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
до 9000 SFPM.| 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
| 8 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 10 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 16 | | | | | 13/16 | 11/16 |
| 20 | | | | | | |
Ковкое железо | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
50 000 р.s.i.) | | | | | | | |
Оценка 32510. | | | | | | | |
| | | | | | | |
Материалы | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 5/16 | 5/16 | 3/8 | 3/8 |
для ускорения | 4 | 1/4 | 1/4 | 1/2 | 1/2 | 1/2 | 1/2 |
до 16000 SFPM. | 6 | 3/8 | 1/4 | 3/4 | 5/8 | 3/4 | 5/8 |
| 8 | | | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | | | 1 | 7/8 | 1 | 7/8 |
| 16 | | | | | 1 1/4 | 1 1/8 |
| 20 | | | | | | |
| | | | | | | |
Стальные отливки | | | | | | | |
(мин.растяжение | | | | | | | |
сила | | | | | | | |
60,000 p.s.i.) | | | | | | | |
Марка В60-30 | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Структурный | 2 | 1/8 | 1/16 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 1/8 | 1/16 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин.растяжение | 6 | 3/16 | 1/16 | 1/2 | 3/8 | 7/16 | 3/8 |
сила | 8 | | | 1/2 | 3/8 | 9/16 | 7/16 |
60,000 p.s.i.) | 10 | 9/16 | 7/16 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | | | | | 5/8 | 9/16 |
| 20 | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
_________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ________________________________ |
гвардии | толстый | | |
| сущность | От 16 до | От 20 до |
| из | 20 дюймов | 24 дюйма |
| размолоть- | _______________ | ________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | 2 | 5/8 | 1/2 | 7/8 | 5/8 |
удовлетворительно (1) | 4 | 3/4 | 5/8 | 1 | 5/8 |
для ускорения | 6 | 1 | 5/8 | 1 1/8 | 3/4 |
до 8000 SFPM. | 8 | 1 | 3/4 | 1 1/8 | 3/4 |
| 10 | 1 | 3/4 | 1 1/8 | 3/4 |
| 16 | 1 1/4 | 1 | 1 5/16 | 1 |
| 20 | 1 3/8 | 1 1/8 | 1 3/8 | 1 1/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 5/8 | 1/2 | 3/4 | 5/8 |
для ускорения | 4 | 5/8 | 1/2 | 3/4 | 5/8 |
до 9000 SFPM. | 6 | 3/4 | 5/8 | 7/8 | 5/8 |
| 8 | 3/4 | 5/8 | 7/8 | 5/8 |
| 10 | 3/4 | 5/8 | 7/8 | 5/8 |
| 16 | 13/16 | 11/16 | 1 | 3/4 |
| 20 | 7/8 | 3/4 | 1 | 3/4 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 1/2 | 7/16 | 5/8 | 1/2 |
для ускорения | 4 | 9/16 | 1/2 | 5/8 | 1/2 |
до 16000 SFPM. | 6 | 3/4 | 5/8 | 13/16 | 11/16 |
| 8 | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | 1 | 7/8 | 1 1/8 | 15/16 |
| 16 | 1 1/4 | 1 1/8 | 1 1/4 | 1 1/8 |
| 20 | 1 3/8 | 1 1/4 | 1 3/8 | 1 1/4 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Структурный | 2 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин. растяжение | 6 | 7/16 | 3/8 | 7/16 | 3/8 |
сила | 8 | 9/16 | 7/16 | 9 | |
60 000 р.s.i.) | 10 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | 3/4 | 5/8 | 3/4 | 5/8 |
| 20 | 13/16 | 11/16 | 13/16 | 11/16 |
_________________ | ______ | _______ | _______ | ________ | _______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
______________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | _____________________________________ |
гвардии | толстый | | |
| сущность | От 24 до | От 30 до |
| из | 30 дюймов | 48 дюймов |
| измельчить- | _________________ | ___________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | 2 | 1 | 3/4 | 1 1/4 | 1 |
удовлетворительно (1) | 4 | 1 1/8 | 3/4 | 1 3/8 | 1 |
для ускорения | 6 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
до 8000 SFPM. | 8 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 10 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 16 | 1 7/16 | 1 1/16 | 1 3/4 | 1 3/8 |
| 20 | 1 1/2 | 1 3/8 | 2 | 1 5/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 7/8 | 3/4 | 1 | 7/8 |
для ускорения | 4 | 7/8 | 3/4 | 1 1/8 | 7/8 |
до 9000 SFPM. | 6 | 1 | 3/4 | 1 1/4 | 7/8 |
| 8 | 1 | 3/4 | 1 1/4 | 7/8 |
| 10 | 1 | 3/4 | 1 1/4 | 7/8 |
| 16 | 1 1/8 | 7/8 | 1 3/8 | 1 |
| 20 | 1 1/8 | 7/8 | 1 1/2 | 1 1/8 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 3/4 | 5/8 | 7/8 | 3/4 |
для ускорения | 4 | 3/4 | 5/8 | 1 | 3/4 |
до 16000 SFPM. | 6 | 13/16 | 11/16 | 1 1/8 | 3/4 |
| 8 | 15/16 | 13/16 | 1 3/8 | 1 |
| 10 | 1 1/8 | 1 | 1 7/16 | 1 1/16 |
| 16 | 1 1/4 | 1 1/8 | 1 13/16 | 1 7/16 |
| 20 | 1 7/16 | 1 5/16 | 2 1/16 | 1 11/16 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Структурный | 2 | 3/8 | 5/16 | 1/2 | 3/8 |
сталь | 4 | 3/8 | 5/16 | 1/2 | 3/8 |
(мин. растяжение | 6 | 7/16 | 3/8 | 3/4 | 1/2 |
сила | 8 | | | | |
60 000 р.s.i.) | 10 | 7/8 | 5/8 | | |
| 16 | 13/16 | 11/16 | 1 1/16 | 13/16 |
| 20 | 7/8 | 3/4 | 1 3/16 | 15/16 |
_________________ | ______ | ________ | ________ | _________ | _________ |
Сноска (1) Рекомендации, перечисленные в таблице выше
являются ориентирами для заявленных условий. Другой материал, дизайн
или размеры, обеспечивающие равную или превосходную защиту, также
приемлемый.
ТАБЛИЦА O-2 - ЭКСПОЗИЦИЯ В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ КОЛЕСА
[в дюймах]
________________________________________________
|
| Максимум
Общая толщина колеса (Т) | воздействие
| колеса (C)
_________________________________ | ______________
|
1/2............................. | 1/4
1 ............................... | 1/2
2 ............................... | 3/4
3 ............................... | 1
4 ............................... | 1 1/2
5 лет и старше ...................... | 2
_________________________________ | ______________
ТАБЛИЦА O-4 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ ДЛЯ
КОЛЕСА С РЕЗЬБОВЫМИ ВСТАВКАМИ ИЛИ ВЫПУСКНЫМИ ШТИФТАМИ.________________________________________________________
| |
| B (1) - Минимум |
A - Диаметр | внешний диаметр | T - Минимум
колесо | фланца | толщина фланца
________________ | __________________ | _____________________
| |
1 | 5/8 | 1/8
2 | 1 | 1/8
3 | 1 | 3/16
4 | 1 3/8 | 3/16
5 | 1 3/4 | 1/4
6 | 2 | 3/8
________________ | __________________ | _____________________
ПРИМЕЧАНИЕ (1): Должен быть достаточно большим, чтобы выходить за пределы втулки. Где
зубчатый анкер или втулка с заглушкой, эта сноска не
применять.
 | или меньше ... | SFPM ... | 1/16 | 1/16 | 3/32 | 3/32 | 1/8 | 1/8
растяжение | | | | | | | |
сила | | | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | | | |
p.s.i.). | или меньше ... | SFPM ... | 3/32 | 1/8 | 1/8 | 1/8 | 3/16 | 1/8
_____________ | ____________ | ________ | ____ | ____ | ______ | _____ | _____ | _____
ТАБЛИЦА O-1 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИИ И БОКОВОЙ
ЧЛЕНЫ БЕЗОПАСНОСТИ, ИСПОЛЬЗУЕМЫЕ С ОБРЕЗОМ
КОЛЕСА
(Продолжение)
_________________________________________________________________
| | |
Материал | Максимум | | Диаметр отрезного круга
использованный | толщина | Скорость | _____________________________
в | из | не | |
строительство | резка | к | От 30 до | От 48 до
из | выкл | превышают | 48 дюймов | 72 дюйма
охранник | колесо | | ____________ | _______________
| | | | | |
| | | А | B | А | B
_____________ | ____________ | ________ | ______ | _____ | ______ | ________
| | | | | |
Структурный | 1/2 дюйма | 14 200 | | | |
сталь (мин.
| или меньше ... | SFPM ... | 1/16 | 1/16 | 3/32 | 3/32 | 1/8 | 1/8
растяжение | | | | | | | |
сила | | | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | | | |
p.s.i.). | или меньше ... | SFPM ... | 3/32 | 1/8 | 1/8 | 1/8 | 3/16 | 1/8
_____________ | ____________ | ________ | ____ | ____ | ______ | _____ | _____ | _____
ТАБЛИЦА O-1 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИИ И БОКОВОЙ
ЧЛЕНЫ БЕЗОПАСНОСТИ, ИСПОЛЬЗУЕМЫЕ С ОБРЕЗОМ
КОЛЕСА
(Продолжение)
_________________________________________________________________
| | |
Материал | Максимум | | Диаметр отрезного круга
использованный | толщина | Скорость | _____________________________
в | из | не | |
строительство | резка | к | От 30 до | От 48 до
из | выкл | превышают | 48 дюймов | 72 дюйма
охранник | колесо | | ____________ | _______________
| | | | | |
| | | А | B | А | B
_____________ | ____________ | ________ | ______ | _____ | ______ | ________
| | | | | |
Структурный | 1/2 дюйма | 14 200 | | | |
сталь (мин. | или меньше ... | SFPM ... | 3/16 | 3/16 | 1/4 | 1/4
растяжение | | | | | |
сила | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | |
p.s.i.). | или меньше ... | SFPM ... | 1/4 | 3/16 | 5/16 | 1/4
_____________ | ____________ | ________ | ______ | _____ | ______ | _______
(Для рисунка № O-29 нажмите здесь)
ТАБЛИЦА O-3 - РУКОВОДСТВО ПО СОЗДАНИЮ ЗАЩИТЫ ЛЕНТОЧНОГО ТИПА
[Максимальная скорость колеса 7000 SFPM]
__________________________________________________________________
| | | |
Минимум | | Минимум | Минимум | Максимум
материал | Диаметр | толщина | диаметр | расстояние
спецификации | из | полосы A | заклепок | между
| колесо | | | центры
| | | | заклепок
______________ | _______________ | ___________ | ___________ | ___________
|
| Дюймы
______________ | ___________________________________________________
| | | |
Горячекатаный | | | |
сталь SAE | | | |
1008.
| или меньше ... | SFPM ... | 3/16 | 3/16 | 1/4 | 1/4
растяжение | | | | | |
сила | | | | | |
60,000 | 1/2 дюйма | 16,000 | | | |
p.s.i.). | или меньше ... | SFPM ... | 1/4 | 3/16 | 5/16 | 1/4
_____________ | ____________ | ________ | ______ | _____ | ______ | _______
(Для рисунка № O-29 нажмите здесь)
ТАБЛИЦА O-3 - РУКОВОДСТВО ПО СОЗДАНИЮ ЗАЩИТЫ ЛЕНТОЧНОГО ТИПА
[Максимальная скорость колеса 7000 SFPM]
__________________________________________________________________
| | | |
Минимум | | Минимум | Минимум | Максимум
материал | Диаметр | толщина | диаметр | расстояние
спецификации | из | полосы A | заклепок | между
| колесо | | | центры
| | | | заклепок
______________ | _______________ | ___________ | ___________ | ___________
|
| Дюймы
______________ | ___________________________________________________
| | | |
Горячекатаный | | | |
сталь SAE | | | |
1008. ....... | До 8 лет ...... | 1/16 | 3/16 | 3/4
| От 8 до 24 ...... | 1/8 | 1/4 | 1
| От 24 до 30 лет | 1/4 | 3/8 | 1 1/4
______________ | _______________ | ___________ | ___________ | ___________
(Чтобы увидеть рисунки O-30 и O-31, нажмите здесь)
ТАБЛИЦА O-5 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА ПЕРЕХОДНИКА
- ДЛЯ ДИСКОВ С ОРГАНИЧЕСКИМ СВЯЗЕНОМ ТОЛЩИНОЙ БОЛЕЕ 1 1/2 ДЮЙМА (1)
(В дюймах)
____________________________________________________________________
| | | | |
| | B- | D- | E- | F (1) -
| Колесо | Минимум | Минимум | Минимум | (D-E)
Колесо | дыра | фланец | толщина | толщина | минимум
диаметр | диаметр | диаметр | фланца | фланца | толщина
| | | в отверстии | на краю |
| | | | подрезка |
___________ | __________ | __________ | ___________ | ___________ | __________
| | | | |
С 12 по 14... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 14 | | | | |
до 18 .
....... | До 8 лет ...... | 1/16 | 3/16 | 3/4
| От 8 до 24 ...... | 1/8 | 1/4 | 1
| От 24 до 30 лет | 1/4 | 3/8 | 1 1/4
______________ | _______________ | ___________ | ___________ | ___________
(Чтобы увидеть рисунки O-30 и O-31, нажмите здесь)
ТАБЛИЦА O-5 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА ПЕРЕХОДНИКА
- ДЛЯ ДИСКОВ С ОРГАНИЧЕСКИМ СВЯЗЕНОМ ТОЛЩИНОЙ БОЛЕЕ 1 1/2 ДЮЙМА (1)
(В дюймах)
____________________________________________________________________
| | | | |
| | B- | D- | E- | F (1) -
| Колесо | Минимум | Минимум | Минимум | (D-E)
Колесо | дыра | фланец | толщина | толщина | минимум
диаметр | диаметр | диаметр | фланца | фланца | толщина
| | | в отверстии | на краю |
| | | | подрезка |
___________ | __________ | __________ | ___________ | ___________ | __________
| | | | |
С 12 по 14... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 14 | | | | |
до 18 . .... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
| 7 | 9 | 7/8 | 3/8 | 1/2
| 8 | 10 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 18 | | | | |
до 24..... | 6 | 8 | 1 | 1/2 | 1/2
| 7 | 9 | 1 | 1/2 | 1/2
| 8 | 10 | 1 | 1/2 | 1/2
| 10 | 12 | 1 | 1/2 | 1/2
| 12 | 14 | 1 | 1/2 | 1/2
Больше | | | | |
чем 24 | | | | |
до 30 ..... | 12 | 15 | 1 | 1/2 | 1/2
Больше | | | | |
чем 30 | | | | |
до 36..... | 12 | 15 | 1 3/8 | 7/8 | 1/2
___________ | __________ | __________ | ___________ | ___________ | __________
Сноска (1) Для колес толщиной менее 1 1/4 дюйма размер F должен
не более 40 процентов толщины колеса.
(Для рисунка № O-32 нажмите здесь)
ТАБЛИЦА O-6 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ФЛАНЦЕВ С ПРЯМЫМ СНИЖЕНИЕМ (1)
(В дюймах)
__________________________________________________________________
| | | |
A-- | B-- | C - Радиальная ширина | D-- | E-
Диаметр | Минимум | несущая поверхность | Минимум | Минимум
из | снаружи | _____________________ | толщина | толщина
Колесо | диаметр | | | из | фланца
| из | Минимум | Максимум | фланец | на краю
| фланцы | | | в отверстии | перерыва
________ | _________ | __________ | __________ | ___________ | _____________
| | | | |
1.
.... | 4 | 6 | 7/8 | 3/8 | 1/2
| 5 | 7 | 7/8 | 3/8 | 1/2
| 6 | 8 | 7/8 | 3/8 | 1/2
| 7 | 9 | 7/8 | 3/8 | 1/2
| 8 | 10 | 7/8 | 3/8 | 1/2
Больше | | | | |
чем 18 | | | | |
до 24..... | 6 | 8 | 1 | 1/2 | 1/2
| 7 | 9 | 1 | 1/2 | 1/2
| 8 | 10 | 1 | 1/2 | 1/2
| 10 | 12 | 1 | 1/2 | 1/2
| 12 | 14 | 1 | 1/2 | 1/2
Больше | | | | |
чем 24 | | | | |
до 30 ..... | 12 | 15 | 1 | 1/2 | 1/2
Больше | | | | |
чем 30 | | | | |
до 36..... | 12 | 15 | 1 3/8 | 7/8 | 1/2
___________ | __________ | __________ | ___________ | ___________ | __________
Сноска (1) Для колес толщиной менее 1 1/4 дюйма размер F должен
не более 40 процентов толщины колеса.
(Для рисунка № O-32 нажмите здесь)
ТАБЛИЦА O-6 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ФЛАНЦЕВ С ПРЯМЫМ СНИЖЕНИЕМ (1)
(В дюймах)
__________________________________________________________________
| | | |
A-- | B-- | C - Радиальная ширина | D-- | E-
Диаметр | Минимум | несущая поверхность | Минимум | Минимум
из | снаружи | _____________________ | толщина | толщина
Колесо | диаметр | | | из | фланца
| из | Минимум | Максимум | фланец | на краю
| фланцы | | | в отверстии | перерыва
________ | _________ | __________ | __________ | ___________ | _____________
| | | | |
1. .... | 3/8 | 1/16 | 1/8 | 1/16 | 1/16
2 ..... | 3/4 | 1/8 | 3/16 | 1/8 | 3/32
3 ..... | 1 | 1/8 | 3/16 | 3/16 | 3/32
4 ..... | 1 3/8 | 1/8 | 3/16 | 3/16 | 1/8
5 ..... | 1 3/4 | 3/16 | 1/4 | 1/4 | 1/8
6 ..... | 2 | 1/4 | 1/2 | 3/8 | 3/16
7 ..... | 2 1/2 | 1/4 | 1/2 | 3/8 | 3/16
8 ..... | 3 | 1/4 | 1/2 | 3/8 | 3/16
10.... | 3 1/2 | 5/16 | 5/8 | 3/8 | 1/4
12 .... | 4 | 5/16 | 5/8 | 1/2 | 5/16
14 .... | 4 1/2 | 3/8 | 3/4 | 1/2 | 5/16
16 .... | 5 1/2 | 1/2 | 1 | 1/2 | 5/16
18 .... | 6 | 1/2 | 1 | 5/8 | 3/8
20 .... | 7 | 5/8 | 1 1/4 | 5/8 | 3/8
22 .... | 7 1/2 | 5/8 | 1 1/4 | 5/8 | 16.07
24 .... | 8 | 3/4 | 1 1/4 | 5/8 | 16.07
26.... | 8 1/2 | 3/4 | 1 1/4 | 5/8 | 1/2
28 .... | 10 | 7/8 | 1 1/2 | 3/4 | 1/2
30 .... | 10 | 7/8 | 1 1/2 | 3/4 | 5/8
36 .... | 12 | 1 | 2 | 7/8 | 3/4
42 .... | 14 | 1 | 2 | 7/8 | 3/4
48 .... | 16 | 1 1/4 | 2 | 1 1/8 | 1
60 .... | 20 | 1 1/4 | 2 | 1 1/4 | 1 1/8
72 .... | 24 | 1 1/2 | 2 1/2 | 1 3/8 | 1 1/4
________ | _________ | __________ | __________ | ___________ | _________
Сноска (1) Фланцы для колес диаметром менее 2 дюймов могут быть
без облегчения и должен поддерживаться ровным и правдивым.
.... | 3/8 | 1/16 | 1/8 | 1/16 | 1/16
2 ..... | 3/4 | 1/8 | 3/16 | 1/8 | 3/32
3 ..... | 1 | 1/8 | 3/16 | 3/16 | 3/32
4 ..... | 1 3/8 | 1/8 | 3/16 | 3/16 | 1/8
5 ..... | 1 3/4 | 3/16 | 1/4 | 1/4 | 1/8
6 ..... | 2 | 1/4 | 1/2 | 3/8 | 3/16
7 ..... | 2 1/2 | 1/4 | 1/2 | 3/8 | 3/16
8 ..... | 3 | 1/4 | 1/2 | 3/8 | 3/16
10.... | 3 1/2 | 5/16 | 5/8 | 3/8 | 1/4
12 .... | 4 | 5/16 | 5/8 | 1/2 | 5/16
14 .... | 4 1/2 | 3/8 | 3/4 | 1/2 | 5/16
16 .... | 5 1/2 | 1/2 | 1 | 1/2 | 5/16
18 .... | 6 | 1/2 | 1 | 5/8 | 3/8
20 .... | 7 | 5/8 | 1 1/4 | 5/8 | 3/8
22 .... | 7 1/2 | 5/8 | 1 1/4 | 5/8 | 16.07
24 .... | 8 | 3/4 | 1 1/4 | 5/8 | 16.07
26.... | 8 1/2 | 3/4 | 1 1/4 | 5/8 | 1/2
28 .... | 10 | 7/8 | 1 1/2 | 3/4 | 1/2
30 .... | 10 | 7/8 | 1 1/2 | 3/4 | 5/8
36 .... | 12 | 1 | 2 | 7/8 | 3/4
42 .... | 14 | 1 | 2 | 7/8 | 3/4
48 .... | 16 | 1 1/4 | 2 | 1 1/8 | 1
60 .... | 20 | 1 1/4 | 2 | 1 1/4 | 1 1/8
72 .... | 24 | 1 1/2 | 2 1/2 | 1 3/8 | 1 1/4
________ | _________ | __________ | __________ | ___________ | _________
Сноска (1) Фланцы для колес диаметром менее 2 дюймов могут быть
без облегчения и должен поддерживаться ровным и правдивым. (Чтобы увидеть рисунки O-33 и O-34, нажмите здесь)
ТАБЛИЦА O-7 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА
- ДЛЯ МЕХАНИЧЕСКИХ ШЛИФОВАЛЬНЫХ МАШИН 12,500 S.F.P.M.
К 16,5 S.F.P.M. (1)
____________________________________________________________________
| | | | |
| | | D-- | E-- | F (2) -
| Колесо | B-- | Минимум | Минимум | (D-E)
Колесо | дыра | Минимум | толщина | толщина | минимум
Диаметр | диаметр | фланец | из | фланца | толщина
| | диаметр | фланец | на краю |
| | | в отверстии | подрезка |
__________ | __________ | __________ | ___________ | ____________ | ___________
| | | | |
20 | 6 | 8 | 1 | 1/2 | 1/2
20 | 8 | 10 | 1 1/2 | 3/4 | 3/4
24 | 12 | 15 | 2 | 1 | 1
30 | 12 | 15 | 2 | 1 | 1
36 | 12 | 15 | 2 | 1 |
__________ | __________ | __________ | ___________ | ____________ | __________
Сноска (1) Фланцы должны быть из стали, качества SAE 1040 или
эквивалент, отожженная пластина, термообработанная до R.
(Чтобы увидеть рисунки O-33 и O-34, нажмите здесь)
ТАБЛИЦА O-7 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА
- ДЛЯ МЕХАНИЧЕСКИХ ШЛИФОВАЛЬНЫХ МАШИН 12,500 S.F.P.M.
К 16,5 S.F.P.M. (1)
____________________________________________________________________
| | | | |
| | | D-- | E-- | F (2) -
| Колесо | B-- | Минимум | Минимум | (D-E)
Колесо | дыра | Минимум | толщина | толщина | минимум
Диаметр | диаметр | фланец | из | фланца | толщина
| | диаметр | фланец | на краю |
| | | в отверстии | подрезка |
__________ | __________ | __________ | ___________ | ____________ | ___________
| | | | |
20 | 6 | 8 | 1 | 1/2 | 1/2
20 | 8 | 10 | 1 1/2 | 3/4 | 3/4
24 | 12 | 15 | 2 | 1 | 1
30 | 12 | 15 | 2 | 1 | 1
36 | 12 | 15 | 2 | 1 |
__________ | __________ | __________ | ___________ | ____________ | __________
Сноска (1) Фланцы должны быть из стали, качества SAE 1040 или
эквивалент, отожженная пластина, термообработанная до R. 25-30.
Сноска (2) Для колес толщиной менее 1 1/4 дюйма размер F не должен
превышает 40 процентов толщины колеса.
(Для рисунка № O-35 нажмите здесь)
ТАБЛИЦА O-8 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ
ТОЛЬКО ДЛЯ ТОЧНОЙ ШЛИФОВКИ
(В дюймах)
________________________________________________________________
| | | |
| | B-- | D-- | E-
Колесо | Колесо | Минимум | Минимум | Минимум
диаметр | дыра | снаружи | толщина | толщина
| диаметр | диаметр | фланца | фланца
| | фланца | в отверстии | на краю
| | | | подрезать
_______________ | __________ | ___________ | ___________ | _____________
| | | |
С 12 по 14....... | 5 | 7 | 1/2 | 16.07
Больше, чем | | | |
От 14 до 20 ...... | 5 | 7 | 5/8 | 16.07
| 6 | 8 | 5/8 | 16.07
| 8 | 10 | 5/8 | 16.07
| 10 | 11 1/2 | 5/8 | 16.07
| 12 | 13 1/2 | 5/8 | 16.
25-30.
Сноска (2) Для колес толщиной менее 1 1/4 дюйма размер F не должен
превышает 40 процентов толщины колеса.
(Для рисунка № O-35 нажмите здесь)
ТАБЛИЦА O-8 - МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ
ТОЛЬКО ДЛЯ ТОЧНОЙ ШЛИФОВКИ
(В дюймах)
________________________________________________________________
| | | |
| | B-- | D-- | E-
Колесо | Колесо | Минимум | Минимум | Минимум
диаметр | дыра | снаружи | толщина | толщина
| диаметр | диаметр | фланца | фланца
| | фланца | в отверстии | на краю
| | | | подрезать
_______________ | __________ | ___________ | ___________ | _____________
| | | |
С 12 по 14....... | 5 | 7 | 1/2 | 16.07
Больше, чем | | | |
От 14 до 20 ...... | 5 | 7 | 5/8 | 16.07
| 6 | 8 | 5/8 | 16.07
| 8 | 10 | 5/8 | 16.07
| 10 | 11 1/2 | 5/8 | 16.07
| 12 | 13 1/2 | 5/8 | 16. 07
Больше, чем | | | |
20-30...... | 8 | 10 | 3/4 | 1/2
| 10 | 11 1/2 | 3/4 | 1/2
| 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
Больше, чем | | | |
От 30 до 42 ...... | 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
| 18 | 19 1/2 | 3/4 | 1/2
| 20 | 21 1/2 | 3/4 | 1/2
Больше, чем | | | |
С 42 по 60...... | 16 | 20 | 1 | 3/4
| 20 | 24 | 1 | 3/4
| 24 | 29 | 1 1/8 | 7/8
_______________ | __________ | ___________ | ___________ | ____________
ПРИМЕЧАНИЕ. Эти фланцы могут быть соединены друг с другом с помощью
центральной гайкой или серией болтов или другим эквивалентом
средства крепления. Для отверстий меньшего размера, чем показано в этом
table, используйте таблицу 12.
(Для рисунков №О-36 и О-37, нажмите здесь)
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
____________________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ___________________________________________ |
гвардии | толстый | | | |
| сущность | От 3 до 6 | От 6 до | От 12 до |
| из | дюймы | 12 дюймов | 16 дюймов |
| размолоть- | _____________ | ______________ | ______________ |
| ing | | | | | | |
| колесо | А | B | А | B | А | B |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
удовлетворительно (1) | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
до 8000 SFPM.
07
Больше, чем | | | |
20-30...... | 8 | 10 | 3/4 | 1/2
| 10 | 11 1/2 | 3/4 | 1/2
| 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
Больше, чем | | | |
От 30 до 42 ...... | 12 | 13 1/2 | 3/4 | 1/2
| 16 | 17 1/2 | 3/4 | 1/2
| 18 | 19 1/2 | 3/4 | 1/2
| 20 | 21 1/2 | 3/4 | 1/2
Больше, чем | | | |
С 42 по 60...... | 16 | 20 | 1 | 3/4
| 20 | 24 | 1 | 3/4
| 24 | 29 | 1 1/8 | 7/8
_______________ | __________ | ___________ | ___________ | ____________
ПРИМЕЧАНИЕ. Эти фланцы могут быть соединены друг с другом с помощью
центральной гайкой или серией болтов или другим эквивалентом
средства крепления. Для отверстий меньшего размера, чем показано в этом
table, используйте таблицу 12.
(Для рисунков №О-36 и О-37, нажмите здесь)
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
____________________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ___________________________________________ |
гвардии | толстый | | | |
| сущность | От 3 до 6 | От 6 до | От 12 до |
| из | дюймы | 12 дюймов | 16 дюймов |
| размолоть- | _____________ | ______________ | ______________ |
| ing | | | | | | |
| колесо | А | B | А | B | А | B |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
удовлетворительно (1) | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
до 8000 SFPM.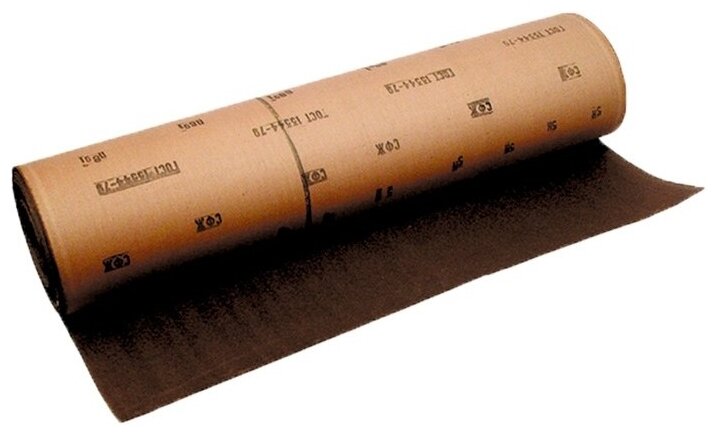 | 8 | | | 5/8 | 9/16 | 7/8 | 3/4 |
| 10 | | | 3/4 | 11/16 | 7/8 | 3/4 |
| 16 | | | | | 1 1/8 | 1 |
| 20 | | | | | | |
Чугун | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
20000 р.s.i.) | | | | | | | |
Класс 20. | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
до 9000 SFPM.| 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
| 8 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 10 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 16 | | | | | 13/16 | 11/16 |
| 20 | | | | | | |
Ковкое железо | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
50 000 р.s.i.) | | | | | | | |
Оценка 32510. | | | | | | | |
| | | | | | | |
Материалы | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 5/16 | 5/16 | 3/8 | 3/8 |
для ускорения | 4 | 1/4 | 1/4 | 1/2 | 1/2 | 1/2 | 1/2 |
до 16000 SFPM.
| 8 | | | 5/8 | 9/16 | 7/8 | 3/4 |
| 10 | | | 3/4 | 11/16 | 7/8 | 3/4 |
| 16 | | | | | 1 1/8 | 1 |
| 20 | | | | | | |
Чугун | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
20000 р.s.i.) | | | | | | | |
Класс 20. | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Материал | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 3/8 | 5/16 | 1/2 | 3/8 |
для ускорения | 4 | 5/16 | 5/16 | 3/8 | 5/16 | 1/2 | 3/8 |
до 9000 SFPM.| 6 | 3/8 | 5/16 | 1/2 | 7/16 | 5/8 | 1/2 |
| 8 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 10 | | | 1/2 | 7/16 | 5/8 | 1/2 |
| 16 | | | | | 13/16 | 11/16 |
| 20 | | | | | | |
Ковкое железо | | | | | | | |
(мин. растяжение | | | | | | | |
сила | | | | | | | |
50 000 р.s.i.) | | | | | | | |
Оценка 32510. | | | | | | | |
| | | | | | | |
Материалы | | | | | | | |
удовлетворительно (1) | 2 | 1/4 | 1/4 | 5/16 | 5/16 | 3/8 | 3/8 |
для ускорения | 4 | 1/4 | 1/4 | 1/2 | 1/2 | 1/2 | 1/2 |
до 16000 SFPM. | 6 | 3/8 | 1/4 | 3/4 | 5/8 | 3/4 | 5/8 |
| 8 | | | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | | | 1 | 7/8 | 1 | 7/8 |
| 16 | | | | | 1 1/4 | 1 1/8 |
| 20 | | | | | | |
| | | | | | | |
Стальные отливки | | | | | | | |
(мин.растяжение | | | | | | | |
сила | | | | | | | |
60,000 p.s.i.) | | | | | | | |
Марка В60-30 | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Структурный | 2 | 1/8 | 1/16 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 1/8 | 1/16 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин.растяжение | 6 | 3/16 | 1/16 | 1/2 | 3/8 | 7/16 | 3/8 |
сила | 8 | | | 1/2 | 3/8 | 9/16 | 7/16 |
60,000 p.s.i.) | 10 | 9/16 | 7/16 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | | | | | 5/8 | 9/16 |
| 20 | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
_________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ________________________________ |
гвардии | толстый | | |
| сущность | От 16 до | От 20 до |
| из | 20 дюймов | 24 дюйма |
| размолоть- | _______________ | ________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | 2 | 5/8 | 1/2 | 7/8 | 5/8 |
удовлетворительно (1) | 4 | 3/4 | 5/8 | 1 | 5/8 |
для ускорения | 6 | 1 | 5/8 | 1 1/8 | 3/4 |
до 8000 SFPM.
| 6 | 3/8 | 1/4 | 3/4 | 5/8 | 3/4 | 5/8 |
| 8 | | | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | | | 1 | 7/8 | 1 | 7/8 |
| 16 | | | | | 1 1/4 | 1 1/8 |
| 20 | | | | | | |
| | | | | | | |
Стальные отливки | | | | | | | |
(мин.растяжение | | | | | | | |
сила | | | | | | | |
60,000 p.s.i.) | | | | | | | |
Марка В60-30 | | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
| | | | | | | |
Структурный | 2 | 1/8 | 1/16 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 1/8 | 1/16 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин.растяжение | 6 | 3/16 | 1/16 | 1/2 | 3/8 | 7/16 | 3/8 |
сила | 8 | | | 1/2 | 3/8 | 9/16 | 7/16 |
60,000 p.s.i.) | 10 | 9/16 | 7/16 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | | | | | 5/8 | 9/16 |
| 20 | | | | | | |
_________________ | ______ | ______ | ______ | ______ | _______ | _______ | ______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
_________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | ________________________________ |
гвардии | толстый | | |
| сущность | От 16 до | От 20 до |
| из | 20 дюймов | 24 дюйма |
| размолоть- | _______________ | ________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | 2 | 5/8 | 1/2 | 7/8 | 5/8 |
удовлетворительно (1) | 4 | 3/4 | 5/8 | 1 | 5/8 |
для ускорения | 6 | 1 | 5/8 | 1 1/8 | 3/4 |
до 8000 SFPM. | 8 | 1 | 3/4 | 1 1/8 | 3/4 |
| 10 | 1 | 3/4 | 1 1/8 | 3/4 |
| 16 | 1 1/4 | 1 | 1 5/16 | 1 |
| 20 | 1 3/8 | 1 1/8 | 1 3/8 | 1 1/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 5/8 | 1/2 | 3/4 | 5/8 |
для ускорения | 4 | 5/8 | 1/2 | 3/4 | 5/8 |
до 9000 SFPM. | 6 | 3/4 | 5/8 | 7/8 | 5/8 |
| 8 | 3/4 | 5/8 | 7/8 | 5/8 |
| 10 | 3/4 | 5/8 | 7/8 | 5/8 |
| 16 | 13/16 | 11/16 | 1 | 3/4 |
| 20 | 7/8 | 3/4 | 1 | 3/4 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 1/2 | 7/16 | 5/8 | 1/2 |
для ускорения | 4 | 9/16 | 1/2 | 5/8 | 1/2 |
до 16000 SFPM.
| 8 | 1 | 3/4 | 1 1/8 | 3/4 |
| 10 | 1 | 3/4 | 1 1/8 | 3/4 |
| 16 | 1 1/4 | 1 | 1 5/16 | 1 |
| 20 | 1 3/8 | 1 1/8 | 1 3/8 | 1 1/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 5/8 | 1/2 | 3/4 | 5/8 |
для ускорения | 4 | 5/8 | 1/2 | 3/4 | 5/8 |
до 9000 SFPM. | 6 | 3/4 | 5/8 | 7/8 | 5/8 |
| 8 | 3/4 | 5/8 | 7/8 | 5/8 |
| 10 | 3/4 | 5/8 | 7/8 | 5/8 |
| 16 | 13/16 | 11/16 | 1 | 3/4 |
| 20 | 7/8 | 3/4 | 1 | 3/4 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 1/2 | 7/16 | 5/8 | 1/2 |
для ускорения | 4 | 9/16 | 1/2 | 5/8 | 1/2 |
до 16000 SFPM. | 6 | 3/4 | 5/8 | 13/16 | 11/16 |
| 8 | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | 1 | 7/8 | 1 1/8 | 15/16 |
| 16 | 1 1/4 | 1 1/8 | 1 1/4 | 1 1/8 |
| 20 | 1 3/8 | 1 1/4 | 1 3/8 | 1 1/4 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Структурный | 2 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин. растяжение | 6 | 7/16 | 3/8 | 7/16 | 3/8 |
сила | 8 | 9/16 | 7/16 | 9 | |
60 000 р.s.i.) | 10 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | 3/4 | 5/8 | 3/4 | 5/8 |
| 20 | 13/16 | 11/16 | 13/16 | 11/16 |
_________________ | ______ | _______ | _______ | ________ | _______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
______________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | _____________________________________ |
гвардии | толстый | | |
| сущность | От 24 до | От 30 до |
| из | 30 дюймов | 48 дюймов |
| измельчить- | _________________ | ___________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | 2 | 1 | 3/4 | 1 1/4 | 1 |
удовлетворительно (1) | 4 | 1 1/8 | 3/4 | 1 3/8 | 1 |
для ускорения | 6 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
до 8000 SFPM.
| 6 | 3/4 | 5/8 | 13/16 | 11/16 |
| 8 | 7/8 | 3/4 | 7/8 | 3/4 |
| 10 | 1 | 7/8 | 1 1/8 | 15/16 |
| 16 | 1 1/4 | 1 1/8 | 1 1/4 | 1 1/8 |
| 20 | 1 3/8 | 1 1/4 | 1 3/8 | 1 1/4 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | _______ | _______ | ________ | _______ |
| | | | | |
Структурный | 2 | 5/16 | 1/4 | 5/16 | 1/4 |
сталь | 4 | 3/8 | 5/16 | 3/8 | 5/16 |
(мин. растяжение | 6 | 7/16 | 3/8 | 7/16 | 3/8 |
сила | 8 | 9/16 | 7/16 | 9 | |
60 000 р.s.i.) | 10 | 5/8 | 1/2 | 5/8 | 1/2 |
| 16 | 3/4 | 5/8 | 3/4 | 5/8 |
| 20 | 13/16 | 11/16 | 13/16 | 11/16 |
_________________ | ______ | _______ | _______ | ________ | _______ |
ТАБЛИЦА O-9 - МИНИМАЛЬНАЯ БАЗОВАЯ ТОЛЩИНА ПЕРИФЕРИЧЕСКИХ И
БОКОВЫЕ ЧЛЕНЫ ЗАЩИТЫ
(В дюймах)
[Продолжение]
______________________________________________________________
| | |
Используемый материал | Макси- | Диаметр шлифовального круга |
в строительстве | мама | _____________________________________ |
гвардии | толстый | | |
| сущность | От 24 до | От 30 до |
| из | 30 дюймов | 48 дюймов |
| измельчить- | _________________ | ___________________ |
| ing | | | | |
| колесо | А | B | А | B |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | 2 | 1 | 3/4 | 1 1/4 | 1 |
удовлетворительно (1) | 4 | 1 1/8 | 3/4 | 1 3/8 | 1 |
для ускорения | 6 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
до 8000 SFPM. | 8 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 10 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 16 | 1 7/16 | 1 1/16 | 1 3/4 | 1 3/8 |
| 20 | 1 1/2 | 1 3/8 | 2 | 1 5/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 7/8 | 3/4 | 1 | 7/8 |
для ускорения | 4 | 7/8 | 3/4 | 1 1/8 | 7/8 |
до 9000 SFPM. | 6 | 1 | 3/4 | 1 1/4 | 7/8 |
| 8 | 1 | 3/4 | 1 1/4 | 7/8 |
| 10 | 1 | 3/4 | 1 1/4 | 7/8 |
| 16 | 1 1/8 | 7/8 | 1 3/8 | 1 |
| 20 | 1 1/8 | 7/8 | 1 1/2 | 1 1/8 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 3/4 | 5/8 | 7/8 | 3/4 |
для ускорения | 4 | 3/4 | 5/8 | 1 | 3/4 |
до 16000 SFPM.
| 8 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 10 | 1 1/4 | 7/8 | 1 1/2 | 1 1/8 |
| 16 | 1 7/16 | 1 1/16 | 1 3/4 | 1 3/8 |
| 20 | 1 1/2 | 1 3/8 | 2 | 1 5/8 |
Чугун | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
20,000 p.s.i.) | | | | | |
Класс 20.| | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Материал | | | | | |
удовлетворительно (1) | 2 | 7/8 | 3/4 | 1 | 7/8 |
для ускорения | 4 | 7/8 | 3/4 | 1 1/8 | 7/8 |
до 9000 SFPM. | 6 | 1 | 3/4 | 1 1/4 | 7/8 |
| 8 | 1 | 3/4 | 1 1/4 | 7/8 |
| 10 | 1 | 3/4 | 1 1/4 | 7/8 |
| 16 | 1 1/8 | 7/8 | 1 3/8 | 1 |
| 20 | 1 1/8 | 7/8 | 1 1/2 | 1 1/8 |
Ковкое железо | | | | | |
(мин.растяжение | | | | | |
сила | | | | | |
50,000 p.s.i.) | | | | | |
Оценка 32510. | | | | | |
| | | | | |
Материалы | | | | | |
удовлетворительно (1) | 2 | 3/4 | 5/8 | 7/8 | 3/4 |
для ускорения | 4 | 3/4 | 5/8 | 1 | 3/4 |
до 16000 SFPM. | 6 | 13/16 | 11/16 | 1 1/8 | 3/4 |
| 8 | 15/16 | 13/16 | 1 3/8 | 1 |
| 10 | 1 1/8 | 1 | 1 7/16 | 1 1/16 |
| 16 | 1 1/4 | 1 1/8 | 1 13/16 | 1 7/16 |
| 20 | 1 7/16 | 1 5/16 | 2 1/16 | 1 11/16 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Структурный | 2 | 3/8 | 5/16 | 1/2 | 3/8 |
сталь | 4 | 3/8 | 5/16 | 1/2 | 3/8 |
(мин. растяжение | 6 | 7/16 | 3/8 | 3/4 | 1/2 |
сила | 8 | | | | |
60 000 р.s.i.) | 10 | 7/8 | 5/8 | | |
| 16 | 13/16 | 11/16 | 1 1/16 | 13/16 |
| 20 | 7/8 | 3/4 | 1 3/16 | 15/16 |
_________________ | ______ | ________ | ________ | _________ | _________ |
Сноска (1) Рекомендации, перечисленные в таблице выше
являются ориентирами для заявленных условий.
| 6 | 13/16 | 11/16 | 1 1/8 | 3/4 |
| 8 | 15/16 | 13/16 | 1 3/8 | 1 |
| 10 | 1 1/8 | 1 | 1 7/16 | 1 1/16 |
| 16 | 1 1/4 | 1 1/8 | 1 13/16 | 1 7/16 |
| 20 | 1 7/16 | 1 5/16 | 2 1/16 | 1 11/16 |
| | | | | |
Стальные отливки | | | | | |
(мин. растяжение | | | | | |
сила | | | | | |
60 000 р.s.i.) | | | | | |
Марка В60-30 | | | | | |
_________________ | ______ | ________ | ________ | _________ | _________ |
| | | | | |
Структурный | 2 | 3/8 | 5/16 | 1/2 | 3/8 |
сталь | 4 | 3/8 | 5/16 | 1/2 | 3/8 |
(мин. растяжение | 6 | 7/16 | 3/8 | 3/4 | 1/2 |
сила | 8 | | | | |
60 000 р.s.i.) | 10 | 7/8 | 5/8 | | |
| 16 | 13/16 | 11/16 | 1 1/16 | 13/16 |
| 20 | 7/8 | 3/4 | 1 3/16 | 15/16 |
_________________ | ______ | ________ | ________ | _________ | _________ |
Сноска (1) Рекомендации, перечисленные в таблице выше
являются ориентирами для заявленных условий. Где
зубчатый анкер или втулка с заглушкой, эта сноска не
применять.
Где
зубчатый анкер или втулка с заглушкой, эта сноска не
применять.
Достаточно ли букв наждачной бумаги? — Триллиум Монтессори
Этот пост написала моя подруга Кэти Перолман, давняя Монтессорианка с более чем 3 десятилетиями опыта! Сегодня она делится с нами своей языковой программой. Меня очень вдохновила работа Кэти, и я использовал ее как основу для организации своих языковых полок. Я уверен, что вы получите массу идей, которые сможете использовать в своем классе!
-Seemi
Гостевой пост Кэти Перолман
Мария Монтессори изобрела буквы из наждачной бумаги, и они являются краеугольным камнем метода Монтессори и великолепным материалом! Но для того, чтобы разобраться с буквами наждачной бумаги, ребенку необходимо внимание и сосредоточенность взрослого или ребенка постарше.Иногда ребенок хочет поработать со звуками букв, но взрослый недоступен. Как мы можем удовлетворить эти потребности и укрепить эти навыки?
В начале своей карьеры я решил, что 26 звуков — это слишком много, чтобы предлагать их ребенку. Такое количество выглядит ошеломляющим — даже пугающим! Детям нужны подмножества, чтобы чувствовать успех и прогресс. В этом духе я сгруппировал свои буквы на наждачной бумаге в шесть групп. Каждая группа (кроме последней) состоит из гласного звука и трех согласных.Каждая группа имеет цветовую кодировку, и цвета соответствуют последовательности спектра, что позволяет также случайно изучить эту последовательность. Эта последовательность цветового кодирования позволяет детям, учителям и родителям знать, в какой последовательности работает ребенок, и позволяет детям видеть и отмечать свои успехи.
Такое количество выглядит ошеломляющим — даже пугающим! Детям нужны подмножества, чтобы чувствовать успех и прогресс. В этом духе я сгруппировал свои буквы на наждачной бумаге в шесть групп. Каждая группа (кроме последней) состоит из гласного звука и трех согласных.Каждая группа имеет цветовую кодировку, и цвета соответствуют последовательности спектра, что позволяет также случайно изучить эту последовательность. Эта последовательность цветового кодирования позволяет детям, учителям и родителям знать, в какой последовательности работает ребенок, и позволяет детям видеть и отмечать свои успехи.
Красный — s, m, a, t
Оранжевый — c, r, i, p
Желтый — b, f, o, g
Зеленый — h, j, u, l
Синий- dw, e, n
Фиолетовый- kqvxyz
Я создал серию упражнений, которые поддерживают изучение каждой группы звуков.Каждый вид деятельности или игры существует для всех цветов звуков. Таким образом дети узнают, как играть в игру или использовать упражнение, и расширяют эти знания на другой набор букв.
Таким образом дети узнают, как играть в игру или использовать упражнение, и расширяют эти знания на другой набор букв.
Некоторые упражнения предназначены для одного ребенка, а другие поддаются совместной или групповой работе. Я хотел, чтобы у детей всех стилей обучения были вспомогательные материалы, которые увлекают их и улучшают их обучение.
Я посвящаю изучению звуков целый стеллаж.Вот фотография установки в моем классе.
Звуковые корзины поступили от Wal-Mart (автомобильный отдел), а цветные корзины — от Really Good Stuff. Вы также можете использовать белые, доступные в долларовых магазинах, и проплести кусок цветной ленты через планки, чтобы обозначить их цветом. Дополнительные полки для каждого цвета — это прозрачные пластиковые полки для штабелирования от Staples, перевернутые вверх дном. (Это отличный способ максимально использовать пространство!) Цвета под каждой секцией — нескользящая подкладка.
Получите все печатные формы и посмотрите полное обучающее видео здесь. Весь клипарт в печатной форме дополнен реальными фотографиями!
Весь клипарт в печатной форме дополнен реальными фотографиями!
Наждачная бумага Письма
Я помещаю цветную точку ¾ ”на обороте каждой буквы наждачной бумаги и затем покрываю эту точку кружком прозрачной контактной бумаги, вырезанным немного больше. Я использую самый маленький круг из геометрического шкафа для этого размера. Дети просто смотрят на оборотную сторону, чтобы узнать, в какую корзину принадлежит каждая буква.
Сортировка полосок по чашкамДети сортируют полоски с одной буквой на каждой в чашку. Сортируя полоски, они произносят звук каждой буквы. Это отличная работа для самых маленьких детей в классе.
Бинго-игра
Я создал игру в бинго всего с девятью квадратами, в которой основное внимание уделяется звукам букв в цветовой группе. В первой цветовой группе (красный) каждая буква появляется дважды, так как букв всего четыре, а среднее пространство — это «свободное пространство». Во второй цветовой группе (оранжевая) появляются оранжевые буквы и появляются красные буквы. Это дает обзор группы красных букв и практику для групп оранжевых букв. «Звонящий ребенок» берет визитную карточку и произносит звук письма. Затем каждый ребенок закрывает этот звук на своей карточке цветной фишкой. Игра разработана таким образом, чтобы все дети «заканчивали» одновременно.
В первой цветовой группе (красный) каждая буква появляется дважды, так как букв всего четыре, а среднее пространство — это «свободное пространство». Во второй цветовой группе (оранжевая) появляются оранжевые буквы и появляются красные буквы. Это дает обзор группы красных букв и практику для групп оранжевых букв. «Звонящий ребенок» берет визитную карточку и произносит звук письма. Затем каждый ребенок закрывает этот звук на своей карточке цветной фишкой. Игра разработана таким образом, чтобы все дети «заканчивали» одновременно.
Дети сортируют мелкие предметы на карточку по каждому звуку. Для каждого звука есть три объекта.
Сортировка изображенийДети раскладывают карточки с буквами и сортируют картинки под ними. На каждый звук по пять картинок. Я поставил точки на обороте для «контроля ошибок».
X Вне игры На каждую букву своя карточка. Есть четыре картинки. Три запускаются с заданным звуком, а один — нет! Дети смотрят на целевую букву, произносят ее звук и закрывают букву, которая не начинается с целевой буквы, знаком «х».
Есть четыре картинки. Три запускаются с заданным звуком, а один — нет! Дети смотрят на целевую букву, произносят ее звук и закрывают букву, которая не начинается с целевой буквы, знаком «х».
Игра в кости
Это еще одна игра для усиления начальных звуков. Каждый ребенок получает карточку с четырьмя картинками. Они бросают кости и произносят звук. Затем они покрывают картинку, которая начинается с этого звука.Каждая карта отличается. В красном наборе только четыре изображения, но в других наборах есть пять изображений и содержится обзор двух букв из предыдущего набора. Я сам сделал кости, раскрасив деревянные кубики акриловой краской, а затем написав буквы маркером Sharpie.
Создание слов с помощью подвижного алфавита Я создал набор картинок, в которых используются только те звуки, которые усвоили дети. Это делает словосочетание успешным для начинающих писателей.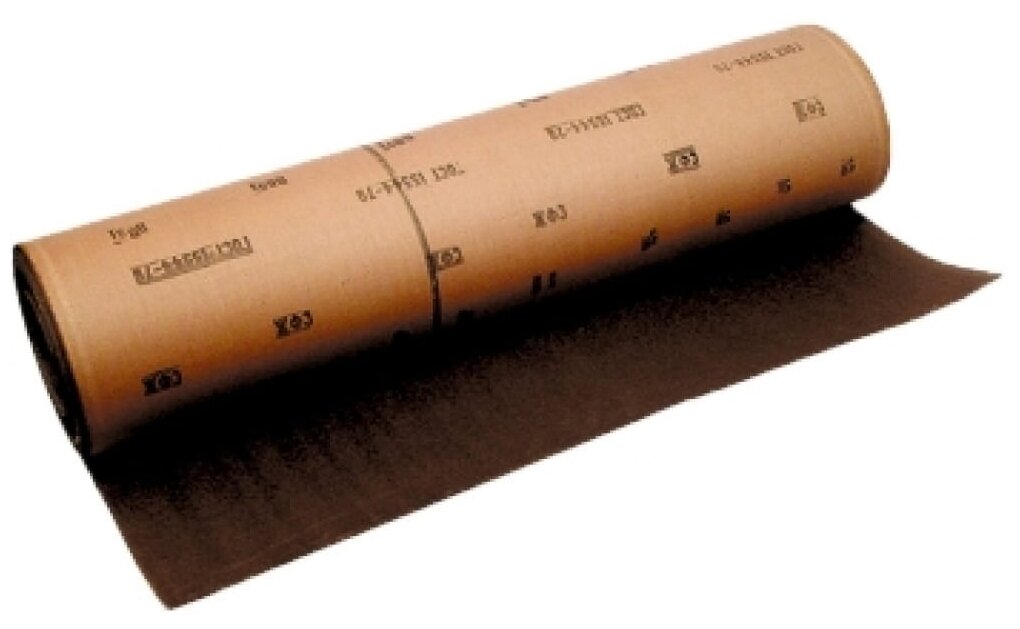 В первом наборе карт только три, так как в нем используются только четыре буквы из первого набора. По мере того как наборы накапливаются, в последующих наборах будет больше букв и больше карточек с картинками!
В первом наборе карт только три, так как в нем используются только четыре буквы из первого набора. По мере того как наборы накапливаются, в последующих наборах будет больше букв и больше карточек с картинками!
Когда дети начинают смешивать звуки, чтобы на самом деле «читать», у меня есть набор «Карт смешивания» для каждого цвета. Каждый набор фокусируется на звуках для цветовой группы, но также использует звуки из последующих групп. Я сделал те, что изображены на картинке, обводя и раскрашивая буквы с помощью подвижного алфавита.Но вы можете написать их от руки или сделать на компьютере, если хотите. Использование подвижного алфавита позволяет детям младшего возраста «наносить» буквы на карточки. Еще одно забавное занятие — один ребенок «прочитает» карточку, а другой ребенок построит слово, используя подвижный алфавит. Затем карта смешивания становится контрольной картой для построенного слова.
Это те занятия, которые у меня есть на полке. Надеюсь, они поделились с вами некоторыми идеями!
Надеюсь, они поделились с вами некоторыми идеями!
О Кэти Перолман
Кэти Перолман занимается обучением Монтессори более трех десятилетий.Она имеет степень бакалавра в области дошкольного образования и степень магистра начального образования со специализацией в чтении. Она работала специалистом по чтению, а также обучала дошкольников через колледж.
Она начала свое Монтессори-путешествие в качестве классного ассистента, работала руководителем класса, руководителем группы из 3-6 человек, наставником учителей и профессором колледжа.
Кэти является автором книги Практические особые потребности для метода Монтессори: пособие для 3-6 учителей и учеников на дому и создателем книги Hands on Phonics: системы обучения чтению детей младшего возраста, основанной на фонетике. Она является постоянным автором журналов Tomorrow’s Child и Tomorrow’s Leadership .
Кэти в настоящее время проводит семинары для учителей и администраторов, работает инструктором для учителей в различных учебных центрах по всей стране и школьным консультантом.