TIG сварка: что это такое
Большой популярностью в равной степени как среди профессионалов, так и любителей пользуется аргонодуговая сварка TIG. Она работает везде, где необходимо соединять металлы: на заводах; в мастерских, гаражах и на частных подворьях. Востребованность аппаратов обусловлена их универсальностью в работе. Они отлично справятся с задачами сварки и тонких листов металла, и заготовок большой толщины. Если потребуется соединить элементы из цветных металлов, то эта задача тоже решаема. Но применение ТИГ-сварки требует знаний нюансов. Иначе хороший результат получить будет практически невозможно.
Что такое TIG сварка
Будет правильно с самого начала расшифровать аббревиатуру, в которой скрыта вся соль метода. В переводе с немецкого «Tungsten–InertGasschweißen» ни что иное как «вольфрамовая сварка инертным газом». Проще говоря – это соединение металлов с использованием вольфрамовых электродов в инертной газовой среде.
Ключевым элементом технологии является электрод, начинающий плавиться при температуре 3,5 тысячи градусов по Цельсию.
Стержень устанавливается непосредственно в горелку, точнее будет сказать в сопло. По периметру подается инертный газ. Чаще всего для этих целей используется аргон. Если не будет защитной оболочки, то к сварочному шву образуется приток кислорода. Металл будет гореть, а качество сварного шва останется неудовлетворительным. Инертный газ перекрывает доступ кислороду, препятствуя образованию микротрещин и пустот внутри расплавленного металла. Благодаря этому шов становится прочнее и монолитнее.
После розжига дуги начинается процесс плавления кромок свариваемых элементов. Их желательно разместить как можно плотнее. В этом случае больше шансов получить на выходе плотный и достаточно прочный шов. Но часто возникает ситуация, когда приходится сваривать детали, между которыми существует пространство. Тогда необходимо использовать присадочную проволоку, расплав которой заполнит пустоты, улучшит его механические характеристики и сделает соединение более плотным.
Но часто возникает ситуация, когда приходится сваривать детали, между которыми существует пространство. Тогда необходимо использовать присадочную проволоку, расплав которой заполнит пустоты, улучшит его механические характеристики и сделает соединение более плотным.
Технологий TIG особенно актуальна при сваривании алюминиевых сплавов, поверхность которых защищена пленкой из оксида металла. Она не только присутствует на заготовке, но и образуется при высоких температурах, то есть во время сварки. Пленка препятствует формированию сварочной ванн и шва хорошего качества. Аргон либо другой инертный газ предотвращает образование пленки.
Что нужно для аргонодуговой сварки ТИГ
Широкое распространение технология TIG получила еще и по той причине, что генерируемая дуга генерирует высокую температуру. Благодаря этому для опытного сварщика не составит проблем задача соединения заготовок из углеродистой стали. Важно подчеркнуть, что при этом будет достигнуто высокое качество сварочного шва.
Для начала работ потребуется:
- сварочный аппарат;
- редуктор;
- инертный газ;
- присадочная проволока.
Тем, кто планирует профессионально заниматься сварочными работами, необходим аппарат с несколькими TIG-режимами. Нужно поинтересоваться типом горелки. Всего их два: для сваривания тонких листов металла и для всех остальных видов работ.
Читайте также: Аргонодуговая сварка для начинающих
Преимущества и недостатки
Достоинства ТИГ сварки происходят из технологических особенностей. В частности, они обусловлены применением стержней с содержанием вольфрама и защитой рабочей среды инертными газами. Основные плюсы:
- Зона прогрева заготовок очень узкая.
 Благодаря этому деформации металла сводятся к минимуму.
Благодаря этому деформации металла сводятся к минимуму. - Инертные газы тяжелее атмосферного воздуха и вытесняют кислород из рабочей области.
- Сварки TIG очень просты в эксплуатации. Ими легко научиться пользоваться и не требуется высокая квалификация специалиста.
- По завершению работ чаще всего не требуется механическая доработка шва. Он получается достаточно аккуратным и чистым.
- Аппарат дает возможность сваривать внушительную линейку металлов, включая и цветные.
- Вредное влияние на окружающую среду сведено к минимуму.
 Благодаря этому деформации металла сводятся к минимуму.
Благодаря этому деформации металла сводятся к минимуму.Тем не менее, как и любой другой тип сварочных аппаратов, ТИГ модели наделены недостатками:
- Непросто работать при ветреной погоде, поскольку инертный газ не удерживается в рабочей зоне. Можно прибегнуть к монтажу ветрозащитных щитов, но увеличенного расхода аргона при этом избежать не удастся.
- Очень важна тщательная предварительная подготовка металла. На кромках не должно оставаться следов от масла, жира или других загрязнений. Нельзя игнорировать данный этап, поскольку шов получится низкого качества.
- Сложно работать в труднодоступных местах из-за особенностей конструктива горелки. В некоторых случаях мастера обрезают или, наоборот, удлиняют вылет стержня. Но это отрицательно сказывается на скорости работы и качестве сварочного шва.
- При использовании функции TIG lift нежелательно разжигать дугу вне пределов рабочей зоны. Поскольку на поверхности металла образуются следы, которые в дальнейшем нужно будет удалить.
 Нельзя игнорировать данный этап, поскольку шов получится низкого качества.
Нельзя игнорировать данный этап, поскольку шов получится низкого качества.Читайте также: Сварка инвертором для начинающих
Как варить TIG сваркой
Половина успеха заключена в правильном выборе режима работы. Но изначально следует потрудиться в подготовке свариваемой поверхности. Ее необходимо очистить от грязи, жира, остатков краски и т.п. Игнорировать процедуру не следует даже в том случае, когда кромки визуально кажутся чистыми. После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Самое время определиться с полярностью. Здесь все достаточно просто. При работе на постоянном токе полярность выбирается прямая, и, наоборот, при переменном – обратная. Электрод подвергается заточке с дальнейшей полировкой. При сваривании тонких листов нужно брать специальные стержни, предназначенные для сварки тонкого металла. При заточке они затачиваются максимально остро. Соответственно, для толстого металла угол меняется в большую сторону.
Дуга поджигается по принципу спичек. Электродом проводят по поверхности металла. Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Заключение
Современный технологии, реализованный в аппаратах ТИГ-сварки, предоставляют много новых возможностей как новичкам, так и опытным специалистам. Можно сваривать заготовки из различных металлов разной толщины. Намного проще стали соединять цветные металлы, включая медь, титан и алюминий. Перестала быть проблемой сварка чугуна. Специалист избавлен от необходимости решать множество проблем, которые вызваны особенностями разных металлов.
Читайте также: Виды сварки
Аргоновая сварка из инвертора: собираем своими руками
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Содержание статьи
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
[Всего: 1 Средний: 1/5]Сварка аргоном (аргонодуговая) инверторная: технология, что нужно?
За последние годы сварка аргоном стала одним из самых востребованных способов соединения металла. Если рассматривать те варианты, когда нужно сваривать цветные металлы, изделия для ответственных объектов, трубы и прочие сложные изделия, аргоновая сварка становится практически незаменимой. Несмотря на свою сложность применения, дороговизну расходных материалов и особые требования к опыту специалисту, выполняющему данную работу, она дает очень качественный результат. Это намного важнее для ответственных сооружений и механизмов.
Данная технология основана на применения дуговой сварки неплавким электродом и сварочной проволокой, которая проводится под защитой аргона.
Процесс сварки аргоном
Аргон является инертным газом, который не взаимодействует с металлом заготовки или проволоки, а также не вступает в реакцию с газами из окружающей атмосферы. Во время сгорания он создает защитную оболочку для сварочной ванны, которая не позволяет внешним факторам как-либо навредить ей. Для проведения процесса также нужно провести ряд предварительных подготовительных процедур. Но они не столь длительны и сложны, как при работе ручной дуговой сваркой.
Область применения
С каждым годом аргонная сварка приобретает все более широкий набор областей своего использования. Изначально это был сложный и дорогой процесс, который востребован на крупном строительстве, где сварка проводилась на ответственных объектах, а также все использовалось для создания надежных соединений на каких-либо производственных предприятиях, где нужно было монтировать конструкции из металла для различных механизмов. Сейчас же выбор техники для ее проведения стал более широким. Это упрощает применение, так как современные варианты аппаратов являются более безопасными, а порой даже обладают меньшей стоимостью, чем это было раньше.
Это упрощает применение, так как современные варианты аппаратов являются более безопасными, а порой даже обладают меньшей стоимостью, чем это было раньше.
Сейчас сварка аргоном применяется во многих отраслях ремонтной сферы. При ремонте автомобилей, велосипедов, сельскохозяйственной техники и прочих разновидностей изделий, в которых используются сложные детали из цветных металлов и их сплавов. В строительстве данная технология по-прежнему сохраняет свою популярность и востребованность. Расширяется использование сварки в защитных газах в других областях, так как она становится доступнее. Практически все области, где нет проблем с загазованностью помещения, могут использовать такую технологию.
Преимущества
Аргоновая сварка на данный момент относится к одной из наиболее развивающихся техник. Данная тенденция создается благодаря набору преимуществ, которыми она обладает:
- Высокая надежность получаемого соединения, в сравнение с другими способами сваривания;
- Минимальная подверженность воздействию внешних факторов, так как аргон создает отличную защиту от проникания посторонних элементов;
- Материалы и сама техника является доступной для мастеров;
- Отсутствие обмазки уберегает от возможности проникновения водорода, а также от ее попадания в сварочную ванну в виде включений;
- Здесь не требуется все слишком тщательно вычищать во время подготовки, так как здесь газ не дает сильно влиять посторонним факторам на состояние ванны.

Недостатки
Сварка аргоном, несмотря на все свои позитивные свойства, обладает рядом недостатков, которые несколько ограничивают сферу использования:
- Себестоимость проведения процесса является более высокой, чем в ручной дуговой сварке, так что для простых процедур ее не выгодно использовать;
- Присутствует сложность подготовки всего оборудования, так как здесь нужен не только аппарат для создания электрической дуги, но и газовая горелка, питающаяся от баллона;
- Благодаря использованию газа процесс становится более опасным для жизни сварщика, ведь хоть аргон и не относится к взрывоопасным, опасность поражения остается;
- Полуавтоматы, благодаря которым проводится аргонная сварка, обладают высокой стоимостью, так что приобрести их для частного использования может далеко не каждый.
Виды электродуговой сварки
Аргонная сварка проводится при определенных режимах, которые зависят от конкретных условий проведения работ, параметров основного металла и так далее. Чтобы определиться с правильными данными следует обратить внимание на такие параметры как:
Чтобы определиться с правильными данными следует обратить внимание на такие параметры как:
- Полярность – здесь зачастую используется ток прямой полярности, так как обратная полярность практически непригодна для этого дела. Прямая полярность дает более стабильное горение дуги.
- Род тока – в большинстве случаев используется постоянный ток. Переменный используют только для соединения магния, алюминия, бериллия и их сплавов.
- Сварочный ток – величина данного параметра определяется толщиной заготовок и диаметром электрода. Это один из основных параметров, который регулируется на аппарате.
Толщина электрода, (мм) | Сила переменного тока, (А) | Сила постоянного тока, (А) |
| 1-2 | 20-95 | 60-160 |
3 | 100-150 | 140-190 |
| 4 | 140-210 | 240-340 |
5 | 200-270 | 300-400 |
| 6 | 250-300 | 340-450 |
Виды
Существует две основные разновидности сварки аргоном, которые зависят от используемого аппарата, хотя принцип проведения работ у них практически одинаковый. Сварка аргоном может быть ручной и автоматической. При этом используемые расходные материалы и способы расплавления остаются практически одинаковыми.
Сварка аргоном может быть ручной и автоматической. При этом используемые расходные материалы и способы расплавления остаются практически одинаковыми.
Ручная аргонодуговая сварка
Автомат не требует непосредственного управления человеком, так как все основное зависит от установленных заранее данных. При ручном выполнении задач становится больше возможностей подстроиться под имеющиеся сложные условия, а также намного проще выполнять сварку единичных изделий.
Автоматическая сварка аргоном
Помимо этого можно разделить на виды сварки плавким и неплавким электродом. При работе с неплавким электродом, что встречается намного чаще, используется вольфрамовый электрод и сварочная проволока, которая подается из полуавтоматического устройства. Плавкие электроды не имеют защитного покрытия, так как основную защиту обеспечивает газ. Аргоновая сварка в любом случае сохраняет все свои преимущества.
Принцип работы
Аргон используется здесь благодаря своим инертным свойствам, так как он не вступает ни в какую химическую реакцию с металлами, которые поддаются сварке. Благодаря тому, что он более чем на треть тяжелее кислорода, то он с легкостью вытесняет атмосферный воздух из области сварочной ванны. Благодаря этому шов не окисляется.
Благодаря тому, что он более чем на треть тяжелее кислорода, то он с легкостью вытесняет атмосферный воздух из области сварочной ванны. Благодаря этому шов не окисляется.
Ток подается на неплавкий электрод, после чего можно зажигать дугу для расплавления основного металла и присадочного материала. В это же время из газовой горелки подается инертный газ. В рабочую зону с максимальной температурой подается проволока или электрод. Он ни как не участвует в создании электрической цепи, но материал расплавляется, а вольфрамовый электрод. Чтобы зажечь дугу, используется осциллятор, работающий на высокочастотных импульсах.
Технология сварки
Электрическая часть процесса очень схожа с тем, как идет подготовка к ручной дуговой сварке. На основной металл подается вывод «земли». Это одна часть, которая будет служить для последующего замыкания. Второй частью является вывод на держатель электрода, который проводит электричество на сам электрод. При подведении электрода к месту сварки на основном металле зажигается дуга, которая обеспечивает требуемую температуру для расплавления основного металла.
Второй частью является вывод на держатель электрода, который проводит электричество на сам электрод. При подведении электрода к месту сварки на основном металле зажигается дуга, которая обеспечивает требуемую температуру для расплавления основного металла.
В это время из горелки подается газ, который создает защиту от воздействия внешних факторов. В эту среду вручную или при помощи автоматического устройства подается присадочная проволока. Она расплавляется и своим наплавочным слоем образует шов.
«Важно!
Для создания качественного соединения требуется не только надежная современная техника, но и умения специалиста.»
Схема аргонодуговой сварки
Сварка аргоном является сочетанием электрической и газовой сварки, поэтому, подача материала здесь ближе к газовой. Проволока подается постепенно, образуя нужную толщину слоя. При этом также нужно совершать колебательные движения, диаметр которых в несколько раз превышает диаметр проволоки, так как она всегда тоньше электрода. Толщина регулируется скоростью подачи.
Толщина регулируется скоростью подачи.
Что нужно для сварки?
Для сварки требуется иметь:
- Инвертор, рассчитанный на такую работу, как сварка аргоном;
- Газовая горелка, через которую подается защитный газ;
- Неплавкий электрод, для создания электрической дуги;
- Газовый баллон с аргоном;
- Редуктор, шланги и прочие аксессуары;
- Сварочная проволока или электрод.
Техника безопасности
Здесь нужно соблюдать правила электробезопасности. Работы не стоит проводить при высокой влажности и в помещениях, где есть конденсат и прочие скопления влаги. Легко возгораемые предметы не должны находиться вблизи источника пламени и сварочной дуги. Баллон с газом должен находиться на расстоянии от 5 метров от источника огня. Место для работы не должно содержать лишних предметов, которые могут помешать свободному передвижения специалиста.
Стандарты
Сварка аргоном проводится согласно ГОСТ 14771-76. Этот стандарт касается практически всех видов сварки в защитном газе. Ведь она проводится с водородом, гелием, углекислотой. Различными смесями и прочими разновидностями.
Ведь она проводится с водородом, гелием, углекислотой. Различными смесями и прочими разновидностями.
Заключение
Аргонодуговая сварка относится к самым перспективным направлениям в сварочной сфере. Появляется все большее количество аппаратов и аксессуаров для проведения работ с ее помощью. Преимущества данного метода пока значительно превосходят плюсы других, особенно, если сравнивать по соотношению цены и качества.
Аргонная сварка. Основные понятия и возможности сварки в среде аргона
Главная > Статьи > Аргонная сварка. Основные понятия и возможности сварки в среде аргонаВторник, 4 Август, 2015
При работе с изделиями из цветных металлов, титановых сплавов, стали, алюминия нередко применяется аргонная сварка. Ее используют при ремонте неповоротных стыков металлических труб, автомобильных запчастей, радиаторов, деталей кондиционеров, поддонов, кронштейнов, литых дисков и др. С помощью аргонной сварки можно наплавить на изделие отсутствующий кусок, установить заплату, упрочнить тонкое место, устранить скрытые трещины и дефекты.
Технология
Аргонодуговая сварка выполняется в среде аргона, который является инертным газом. Поскольку он намного тяжелее воздуха, то во время работы обеспечивает отсутствие воздуха в зоне сварки и полностью исключает контакт области расплавления материала с окружающей атмосферой.
При сварке ручными аппаратами используются неплавящиеся электроды, в основном вольфрамовые. Выполнение соединений на автоматизированном сварочном оборудовании может осуществляться и с помощью плавящихся электродов. Однако сфера их применения невелика, чаще всего это изделия из нержавейки.
Главными частями сварочного аппарата являются:
- горелка – через нее подается газ;
- осциллятор – присоединен в электрической цепи параллельно источнику напряжения, направляет на электрод высоковольтные импульсные сигналы.
Электрод помещается непосредственно внутрь горелки. Когда в аппарат подают ток, начинается ионизация промежутка между электродом и рабочей поверхностью. В результате происходит зажигание дуги, стартует процесс нагрева материала.
В результате происходит зажигание дуги, стартует процесс нагрева материала.
При использовании плавящегося электрода горение дуги начинается сразу после касания поверхности изделия электродом. Во время ручной сварки оборудование и присадочный материал располагаются непосредственно в руках сварщика. В автоматизированном аппарате все перемещения происходят под контролем компьютерной программы.
Разновидности
Во время выполнения аргонной сварки может использоваться постоянный или переменный ток. Сфера применения этих методов обуславливается их техническими характеристиками.
Осциллятор во время работы аппарата на переменном токе подает импульсы только при смене полярности электрического потока, чтобы горение дуги в промежутке между электродом и изделием не прекратилось. В остальное время он работает только как стабилизатор. Применение данного способа облегчает разрушение и удаление оксидной пленки, образующейся на поверхности шва и ухудшающей его качество. Чаще всего переменный ток используется для сварки изделий из алюминия.
Чаще всего переменный ток используется для сварки изделий из алюминия.
Постоянный ток применяется для работ со всеми видами стали и титановыми сплавами. Прямая полярность обеспечивает минимальный разогрев электрода при максимальном проплавлении материала. В результате получается прочный, равномерный и глубокий шов.
Аргон в чистом виде не способствует очищению металла от посторонних включений, жидкости и загрязнений, которые могут оказаться в рабочей зоне. Из-за этого сварной шов может стать излишне пористым и непрочным. Для решения данной проблемы и повышения надежности соединений материала в некоторых случаях при сварке в аргон добавляется около 5% кислорода. Он обеспечивает выгорание вредных примесей, не вступая с ними в химическую реакцию. В итоге качество сварки намного улучшается.
Преимущества и недостатки
Аргонная сварка незаменима в том случае, если необходимо произвести ремонт изделий из тонкого металла, к которым возможен только односторонний доступ. Среди преимуществ ее применения стоит отметить:
Среди преимуществ ее применения стоит отметить:
- экономный расход газа;
- возможность работы с различными сплавами;
- высокую прочность швов;
- универсальность.
Аргонная сварка позволяет выполнить равномерное проплавление любого материала на достаточную глубину, избежав при этом возникновения деформаций в рабочей зоне. При точном соблюдении технологии выполнения работ и использовании качественного оборудования, сварной шов получается фактически незаметным и не выделяется над поверхностью изделия.
Недостатком ручной аргонодуговой сварки является низкая скорость выполнения работ. У автоматического сварочного аппарата производительность намного выше, но в некоторых случаях могут возникать затруднения при необходимости выполнения коротких и имеющих разное направление швов.
Аргонодуговая сварка для чайников | Сварка своими руками
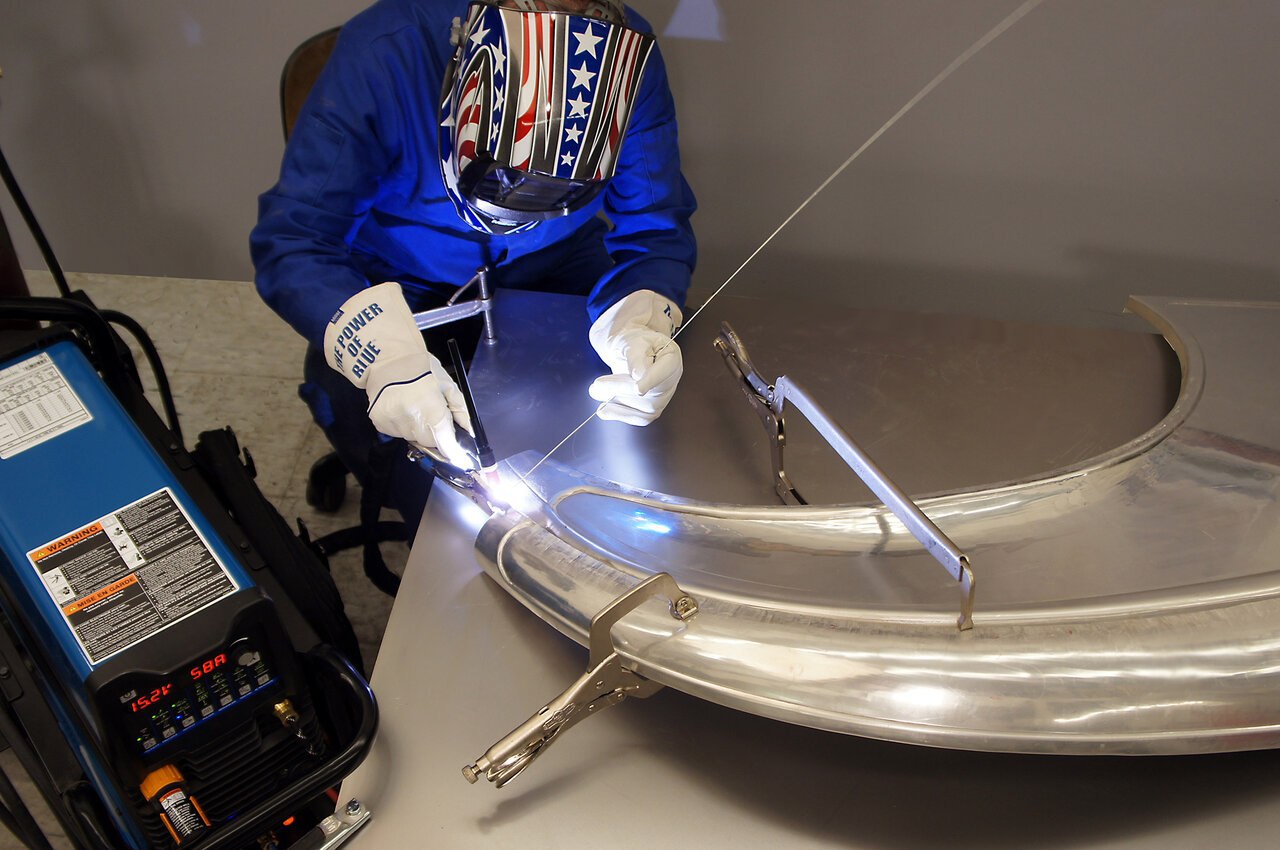
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.

- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета.
Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
 содержащих множество химэлементов в своем составе
содержащих множество химэлементов в своем составеДиаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
Обучение технологии сварки тонкой нержавейки в среде аргона — как варить трубы из нержавеющей стали аргонной техникой, давление аргоннодугового аппарата, поддув и режимы
12НояСодержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 Удлинение 37% |
OK Autrod 308LSi (OK Autrod 16. 12) 12)Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 Удлинение 36% |
| OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см.  аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью.Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. | G 1912 3 Nb Si / EN 12072 Аналог проволок: | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 Удлинение 35% |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.

При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
2 (. 078i n) 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
4 (. 16i n) 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.

Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, газ аргон — один из наиболее широко используемых профессиональных сварщиков. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет сварку, он подвергает металлы воздействию высоких температур.Часто эти температуры превышают 5000 градусов и могут быть очень высокими.
Газ — один из важнейших газов, в котором часто нуждаются сварщики, и то, что может улучшить работу, которую выполняют люди этой профессиональной категории. Газ без цвета и запаха. Газ также не горюч и совершенно нетоксичен, поэтому его можно использовать в таких огромных масштабах.
Один из наиболее популярных вопросов, которые люди задают об этом конкретном газе, — это почему он используется.Это тип газа, который невероятно полезен для конкретных целей, но мало кто знаком с причинами его действия и с тем, почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон, и о тонкостях работы с этим газом.
Подробнее о том, почему сварщики используют аргон
Как я уже сказал выше, аргон часто используется в качестве защитного средства для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами.Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать им соответствующую форму.
Роль, которую играет аргон в этом процессе, заключается в защите плавящихся металлов. Когда металлы подвергаются воздействию высоких температур, они могут вступать в реакцию с некоторыми газами в воздухе вокруг них. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. Газообразный аргон применяется к металлам, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных веществ в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление и лучший внешний вид. Газ аргон делает это возможным, поэтому считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется по отношению к аргону и может быть невероятно полезным для любого, кто выполняет любые сварочные работы.Защитные газы — это тип классификации инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Причина, по которой защитный газ важен, потому что он помогает сварщику защитить металл, с которым он работает. Это предотвращает поломку металла и позволяет сварщику работать без каких-либо проблем.
Несмотря на то, что аргон необходим как защитный агент при работе с металлами, это не единственный компонент, который можно использовать, пытаясь это сделать.Сварщики обычно используют гелий, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. В некоторых случаях аргон используется вместе с кислородом для достижения лучших результатов.
В чем опасность аргона?
При использовании любого газа отметьте, какие меры предосторожности необходимо предпринять и что необходимо сделать для обеспечения его наиболее безопасного использования.В большинстве случаев газ аргон относительно безопасен. Газ негорючий и не выделяет никаких токсичных веществ, поэтому сварщики могут его регулярно использовать. Это также означает, что газ аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, при использовании этого газа соблюдайте необходимые меры безопасности. Газообразный аргон обычно дают сварщикам в баллоне со сжатым газом, для чего существует собственный список мер предосторожности. При использовании этого продукта необходимо соблюдать регулярные указания по безопасности компрессионного бака.
Одной из самых больших опасностей, которые возникают при использовании газа аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в местах с хорошей вентиляцией. Есть ограничения на то, что большое количество аргона может быть помещено в сжатый резервуар.Как правило, количество в одном резервуаре достаточно безопасно для использования и не приводит к появлению избыточного количества в окружающей атмосфере.
Какие типы аргона используют сварщики?
Хотя газ аргон необходим в любом процессе сварки, разные сварщики используют аргон разной плотности и чистоты при работе. Обычно сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов для газа, а также один из самых эффективных аргонов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных своим аргоном. Некоторые сварщики используют чистый аргон. Это газ, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов каких-либо других газов или элементов. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым газом аргоном, но является хорошим менее дорогим вариантом, которым могут заняться сварщики.Еще один существующий тип аргона — это аргон медицинского класса.
Считается самой чистой формой Агона и полностью не содержит следов каких-либо других соединений или элементов. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому сварщики редко его используют.
Каков срок службы резервуаров с аргоном?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек.Одним из первых факторов, влияющих на период существования аргона, является размер резервуара.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется вне резервуара, может определять, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баллоне также могут повлиять на его срок службы. Настройки предварительного и последующего потока в баке могут сыграть роль в определении того, сколько и как долго будет работать.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF.Это одни из наиболее распространенных размеров, которые сварщики используют при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может ожидать, что аргона хватит примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют так называемый регулятор аргона. Это важно для тех, кто регулярно использует аргон в сварочных процессах. Любой хороший сварщик порекомендует это из-за эффективности, которую он приносит с собой, и простоты использования имеющегося у них аргона.
Одна из главных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более постоянную подачу аргона, а не все сразу.
Найдите регулятор, который хорошо работает и совместим с используемым резервуаром. Отметьте резервуар, который вы используете, и регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, имеющихся в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, которые люди задают о сварщиках, — это давление, при котором они используют аргон. Большинство резервуаров с аргоном хорошо работают при настройке 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно управлять своим оборудованием. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки — огромный плюс в этом.Это также позволяет им адаптировать выпуск аргона в соответствии с тем, что им больше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод расположен дальше, сварщику требуется большее усилие. Чем большее давление аргона использует сварщик, тем больше у него покрытия при такой работе.
Связанные вопросы
Что такое газ C25? Газ C25, также известный как Autoweld, представляет собой просто негорючую, адаптивную, эксклюзивную комбинацию газов, используемую при сварке углеродистой, нержавеющей стали, а также металлической стали с покрытием.
Какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали? Аргон, наиболее часто используемый в среде инертного газа для сварки MIG низкоуглеродистой стали. Аргон, без сомнения, является основным защитным газом, который используется при сварке TIG большинства металлов, а также при сварке легких сплавов методом MIG или при пайке MIG. Самые обычные активные газы — это стопроцентный Co2 и смесь аргона и углекислого газа.
Подобные сообщения:
Баллон сварочного газа какого размера для MIG или TIG? Аргон | CO2 • WelditU
0Если вы новичок в сварке MIG или TIG, вы, возможно, не представляете, сколько сварочных работ вы сделаете, не говоря уже о том, сколько сварочного газа вы пройдете.
Но вы, вероятно, хотели бы иметь некоторое представление о , сколько хватит баллона сварочного газа на , прежде чем решить, какой размер баллона выбрать.
Я покажу вам, сколько времени сварки можно ожидать от цилиндров самых популярных размеров, используемых любителями. Затем вы можете сравнить физические размеры, чтобы бутылка подошла к вашему автомобилю или сварочной тележке.
Вы быстро узнаете, какой размер выбрать баллон сварочного газа.
Популярные размеры баллонов для сварочного газа для MIG и TIG
Вы найдете их все меньше и больше, но большинство домовладельцев и сварщиков-любителей выбирают смеси аргона или MIG в газовых баллонах объемом 40, 80 или 125 кубических футов (кубических футов). ).
Большой из этих цилиндров обеспечивает сварочного времени , оставаясь при этом переносным и легким в транспортировке.
Имейте в виду, что технические характеристики могут различаться у разных производителей цилиндров. И поскольку вы можете видеть бутылки под высоким давлением с буквой или весом содержимого, я включил часто используемые альтернативы.
Самые популярные размеры баллонов MIG
Перейти к:
Технические характеристики баллонов сварочного газа (смеси аргона / MIG)
| Размер | 40cf (V) | 80131 | 80cf (Q1) D) |
|---|---|---|---|
| Высота | 22 дюйма | 35 дюймов | 45 дюймов |
| Диаметр . | 7 дюймов | 7 дюймов | 7 дюймов |
| Пустой | 24 фунта | 47 фунтов | 58 фунтов |
| Полный вес . | 28 фунтов | 56 фунтов | 71 фунт |
| фунтов / кв. Дюйм | 2015 | 2015 | 2265 |
Баллоны гораздо большего размера поставляются для больших объемов. клиентов поставщиком газа.
Чем больше цилиндр, тем экономичнее заправка. Вы не заплатите намного больше, чтобы получить вдвое больше бензина.
Моя последняя покупка баллона емкостью 80 кубических футов у «местного» поставщика в 20 милях от моего дома заняла около полутора часов моего времени.
В то время я думал, что все цилиндры, выставленные на продажу в Интернете, пусты.
Неправильно!
Я узнал, что могу заказать полный цилиндр емкостью 80 кубических футов , доставленный к моей двери по отличной цене. Эти бутылки получают хорошие, законные отзывы, которые получают оценку «А» от Fakespot.
У любого приличного поставщика газа не возникнет проблем с заправкой баллона хорошего качества, но вы захотите проверить свои местные возможности.
Вы можете найти небольшого, но полезного поставщика газа, подобного показанному в этом видео. Узнайте о баллонах, популярных среди любителей, а также о том, на что обращать внимание при покупке бывших в употреблении газовых баллонов.
Самые популярные размеры бутылок для сварки TIG со 100% аргоном
Связанное с: Сварка MIG с использованием 100% аргона в защитном газе
Как долго хватит сварочного газа?
Сколько времени на сварку одной бутылки будет зависеть от скорости потока, которую вы установите на регуляторе — обычно от 10 до 40 кубических футов в час в зависимости от рабочей среды.
Вам потребуется более высокая скорость потока для обеспечения защиты защитным газом в ветреной местности. Даже с открытой дверью гаража на 12 дюймов я получаю хорошие результаты с настройкой регулятора на 20 кубических футов в час, пока она спокойная.
Поскольку мы работаем только в кубических футах, наш расчет времени сварки для газовых баллонов прост:
Время газовой сварки (часы) = (объем баллона в кубических футах) / (расход регулятора в кубических футах в час)
Итак, используя мой цилиндр 80 куб. Футов, регулируемый на 20 куб. Футов в час: ( 80 куб. Футов в час) / (20 куб. Футов в час) = 4.0 часов времени сварки.
Время сварки на цилиндр в зависимости от расхода газа (смеси аргона и MIG)
| Размер | 40 куб. Фут | 80 куб. Фут | 125 10000 куб. | 4,0 часа | 8,0 часов | 12,5 часов |
| 15 кубических часов | 2,7 часа | 5,3 часа | 8,3 часа | |||
| 2 | 20 кубических часов0 часов4,0 часа | 6,3 часа | ||||
| 30 куб.футов | 1,3 часа | 2,7 часа | 4,2 часа | |||
| 40 куб146 146 3,1 |
Конечно, это рассчитанное время, и ваши реальные результаты сварки могут отличаться. Значительные колебания температуры и частота запусков и остановок — особенно для машин с настройками предварительной / продувки — повлияют на время работы.
Подробнее о потоке до и после сварки: Особенности усовершенствованных сварочных аппаратов MIG стоимостью менее 1500 долларов США
Рекомендуется время от времени проверять регулятор во время сварки. По мере использования газа давление в баллоне падает, изменяя расход от одноступенчатых регуляторов. Опять же, изменения температуры имеют тот же эффект, поэтому не удивляйтесь, если вы настраиваете регулятор чаще, чем ожидали.
Я приобрел привычку откладывать регулировку газового регулятора на «0», когда я заканчиваю сварочный сеанс.Производители рекомендуют снимать давление пружины с диафрагмы клапана, эта практика также заставляет меня регулировать поток газа при следующей сварке.
Как насчет баллонов со 100% CO2?
Баллоны со 100% CO2, используемые для сварки MIG, отличаются от аргона и смесей MIG. В резервуарах с CO2 используются другие клапаны, и они заполняются по весу, а не по объему. Один фунт CO2 обеспечивает 8,741 кубических футов защитного газа.
Размеры баллона 100% CO2 (C100) и время работы
| РАЗМЕР | В x Ш (дюймы) | CU FT | ВРЕМЯ * |
|---|---|---|---|
| 1.25 # | 10,5 x 3 | 10,9 | 33 мин |
| 5 # | 18,25 x 5,5 | 43,7 | 2,2 часа |
| 10 # | 2014,56 87 | 2014 x 7 | |
| 20 # | 27,5 x 8 | 174,8 | 8,8 часов |
| 50 # | 47 x 8 | 437,1 | 21,9 часов |
| Размер резервуара Название и объем газа | Оценка времени сварки |
|---|---|
| R — 20 куб.футов | 1 — 1,5 часа |
| RR — 40 куб.футов | Q1 — 60 куб.футов | 3-4 часа |
| Q — 80 куб.футов | 4-5 часов |
| S — 125 кубических футов | 6.5-8 часов |
| S — 150 куб.футов | 7,5 — 10 часов |
| K — 250 куб.футов | 12,5 — 16,5 часов |
| T — 330 куб.футов | 16,5 — 22 часа |
Как долго должен длиться баллон с аргонным защитным газом при сварке?
Вы найдете оценочные цифры в приведенной выше таблице.
Вы найдете эти оценки на основе защиты от газа аргоном. При обычной скорости от 15 до 20 кубических футов в час.
Почему эти приблизительные оценки времени сварки?
Потому что когда вы занимаетесь сваркой в реальном мире, на ваше личное время сварки влияют многие вещи.
1. Когда вы сварите, используя газ аргон до и после подачи.
А это значит, что вы расходуете аргон не во время сварки.
2. У вас делать много прихваточных швов и короткие швы? Тогда ты, наверное, пробежишь ваш защитный баллон с аргоном раньше.Опять же, потому что у тебя будет больше предварительная и последующая продувка газообразного аргона.
3. Когда ты научившись сваривать алюминий, вы быстро пройдете через газ аргон. И это потому что вы ошибаетесь. Попробуйте снова. И в итоге найди настройки вы хотите.
Какой размер баллона с аргоном вам нужен?
Ответ зависит от того, являетесь ли вы опытным сварщиком, сваривающим более длинные алюминиевые валики. Или новичок, впервые пробующий сварку алюминия методом MIG или TIG.
Конечно, если вы новичок во всем этом, вам может быть лучше купить или арендовать резервуар с аргоном больше, чем вы думаете.
Опытный или новичок, вы найдете хороший совет, чтобы получить самый большой цилиндр, который вы можете получить прочь с.
А ты можешь позволить себе. Газ аргон не гаснет.
И вы можете выберите резервуар с аргоном объемом 125 кубических футов. Или даже бак на 150 кубических футов, потому что стоимость за кубический фут при заправке дешевле.
Не делать упомяните свое время.
Взлом Отказ от сварки в середине проекта, чтобы получить больше аргона, — настоящая боль. И мог бы дать тебе чаевые чтобы получить резервуар большего размера, чем вы планировали вначале.
Размер резервуара с аргоном в зависимости от того, как часто вы свариваете?
Вы найдете советуют выбирать меньшие размеры газовых баллонов с аргоном, если вы не много сваривать. И это может быть хорошим советом, если вы арендуете резервуар с аргоном.
Потому что ты оплачивать аренду, пока у вас есть бак.
Но если вы покупаете собственный резервуар с аргоном.Лучше купите самый большой резервуар с аргоном размер у вас есть место для хранения.
А это потому что баллоны с аргоном большего размера дешевле покупать и заправлять.
И из конечно, газ аргон не портится.
Возьми немного пора определить цену большего резервуара с аргоном по сравнению с меньшим резервуаром.
И подумайте о сколько баллонов меньшего размера вам нужно будет заправить, прежде чем вы покроете больший.
Тогда коэффициент в стоимость пополнения вашего меньшего резервуара с аргоном.И время в пути, и бензин, используемый вашим грузовиком. Особенно если вы живете далеко от того места, где вы наполняете свой резервуар аргоном.
TIG по сравнению со сваркой MIG и как это влияет на размер резервуара с аргоном, который вы выбираете?
Конечно вы будете использовать больше аргоновой газовой сварки TIG алюминия.
А это потому что сварка TIG является более медленным и точным процессом по сравнению со сваркой MIG.
Итак, если вы занимаетесь сваркой TIG алюминия. Считайте резервуар с аргоном на размер больше, потому что вы используя больше газа.
Размеры сварочного бака и транспортировка баллона с аргоном около
Ты свариваешь Алюминий подальше от вашей мастерской? Значит ли это, что вам нужно будет Сварщик MIG и баллон с аргоном?
Тогда для Вам может иметь смысл меньший размер резервуара с аргоном.
Конечно ты затем примите повышенную стоимость кубического фута газа для легкого подъема и измените размер вашего аргона.
Вы можете Найдите преимущество в наличии 2 резервуаров для аргонной сварки одинакового размера.
Потому что ты газ аргон закончится быстрее, используя меньшие резервуары. Так что, если одна пустая, вы не необходимо остановить промежуточный проект, чтобы он закончился и пополнился.
А ты не нужно беспокоиться о том, сколько аргона осталось в вашем баллоне.
А если есть достаточно, чтобы закончить ваш проект.
Вы просто несете на сварку, пока ваш баллон с аргоном не станет пустым, затем поменяйте местами.
А если найдешь вам придется подождать несколько дней, пока местные поставщики сварочных работ заполнят ваши собственные бутылка для вас.
Ты еще одна бутылка, и вы можете продолжать сваривать свой проект, пока другой танк готов забрать.
Еще кое-что, о чем следует подумать при выборе размера баллона с аргоном
1. Как далеко вы живете вдали от поставщика газа аргона?
Хорошо, так что вы может подумать, что это очевидно, но правда. Чем дальше вы живете от своего местный поставщик газа аргон. Тем больше это стоит вам по времени. И топливо для твоего грузовик, чтобы добраться туда.
И вы можете Лучше обзавестись одним из больших баллонов с аргоном. Итак, вы делаете меньше поездок за пополнением запасов.
2. Сколько Есть ли в вашем районе поставщики аргона?
Это стоит пока вы проверяете цены.
газообразный аргон цены могут сильно различаться в зависимости от поставщика и страны. Вы могли бы спасти себя долларов и найдите себе хорошего поставщика по конкурентоспособной цене.
3. Есть ли у вас местный газораспределитель HVAC?
Немного Уловка, которую нужно знать, заключается в том, что вы можете получить от них заправку аргоном по дешевке.
4. Узнать какие размеры баллонов с аргоном вы можете арендовать или взять в аренду на месте.
И ниже какие условия. И какой ценой.
5. Можете ли вы протестировать баллон со сжатым газом на месте?
Если вы решите владеть своими бутылками, вам когда-нибудь понадобится их проверка на безопасность. Сколько стоит тест? Доступность и стоимость может варьироваться.
6. Что можно безопасно перевозите? Баллоны со сжатым газом необходимо транспортировать в вертикальном положении.
Сжатый аргон газовые баллоны имеют запорный вентиль вверху.И важно, чтобы этот клапан не пострадали и не повредили во время езды.
Вы увидите клапан защищенный хомутом. Для вашей безопасности не снимайте этот ошейник.
Закрепите баллон с аргоном ремнями и цепями.
Вы не хотите, чтобы цилиндр ударился или опрокинулся.
7. Что делать вам нужно перевезти бутылку? Грузовик? Автомобиль? Поскольку это диктует аргон размеры бутылок, которые можно объехать самостоятельно.
8. Что можно ты поднимаешь? Вам нужно подняться или спуститься по лестнице к месту сварки MIG? Взять еще раз взгляните на таблицу размеров резервуаров с аргоном выше.Вы увидите, что большой баллоны тяжелые.
9. Некоторые Поставщики не беспокоятся о размерах бутылок с аргоном, которые вы берете для пополнения. Пока как можете переложить самостоятельно.
10. Стоимость Доставка? Если вы не можете поднять его или перевези его сам, тебе понадобится доставить баллон с аргоном.
Перемещение баллона со сжатым аргоном
При движении в баллоне с аргоном используйте перчатки, защитные очки и обувь со стальным носком. ноги.
Ваш цилиндр падение на палец или ногу принесет вам поездку в отделение неотложной помощи.
Безопасное домашнее хранение баллона с аргоном
Ваш газ аргон баллон необходимо хранить в прохладном месте, вдали от прямых солнечных лучей.
Где-то высушите, чтобы предотвратить ржавление вашего газового баллона.
И магазин ваш резервуар с аргоном в вертикальном положении.
Снимите свой регулятор, когда газовый баллон с аргоном не используется.
Полностью закрыть вентиль баллона и наденьте предохранительный колпачок.
Часто смотрите на клапан цилиндра на предмет повреждений, износа и разрывов
Проверьте свой цилиндр для ржавчины.
Защитите свой цилиндр к стене. Или ходовая часть. Или другая прочная опора с ремнями или цепи. Вы действительно не хотите, чтобы ваш бензобак с аргоном перевернулся.
Безопасность аргонных баллонов при транспортировке и дома
Аргон — это инертный газ. Он может вытеснять и вытесняет кислород из воздуха, которым вы дышите.
и аргон газ, выходящий в замкнутом пространстве, может задохнуться.
Это о чем стоит подумать, когда вы перемещаете аргон.
Вы найдете Лучше не перевозить баллон с аргоном в закрытой машине.
А когда сварка в домашнем гараже обеспечьте себе хорошую вентиляцию.
Почему?
Ну вот маленькая история для тебя
газообразный аргон используется для промышленного и гуманного убоя птицы. Потому что это без цвета, запаха и вкуса и быстро вызывает удушье.
Не будь курица.
Транспорт, Храните и используйте аргон с хорошей вентиляцией.
Последние слова
Надеюсь, ты нашел эту статью полезной.
Теперь ты знать, каковы размеры резервуаров с аргоном.
А о чем думать, выбирая размер газового баллона с аргоном для сварки.
Статьи по теме
Чтение отметок и отметок даты на газовых баллонах
Перед покупкой резервуара с аргоном на Craigslist [Остерегайтесь]
размеров бака СО2 аргона для сварки мягкой стали с 75/25
Можно ли выполнять сварку методом MIG без газа? Узнать…
Как долго прослужит резервуар с аргоном объемом 20 кубических футов? [Узнать]
Лучшие баллоны для резервуаров для аргонной сварки Budget & Pro
Аргон — химический элемент, один из благородных газов и третий по распространенности газ на Земле.Вообще говоря, этот элемент не опасен для использования в качестве инертного защитного газа, поскольку он горючий и нетоксичный. Кроме того, он не имеет запаха и полностью бесцветен.
Однако есть некоторые проблемы с безопасностью, поскольку аргон поступает в сжатые резервуары, и вы всегда должны соблюдать надлежащие правила техники безопасности при подключении, хранении и перемещении этих баллонов. Этот элемент на 38% плотнее воздуха, и, если вы обычно выполняете сварку в закрытых рабочих помещениях, вам следует принять меры для обеспечения соответствующей вентиляции.
Описание сварочных цилиндров
Для газовой и дуговой сварки требуется подача сжатого газа для защиты расплавленной сварочной ванны и предотвращения окисления, примесей и образования пузырьков воздуха.
Необходимый газ зависит от технологического процесса. Например, для газокислородной сварки вам потребуется ацетилен, пропан, пропилен и природный газ, для сварки MIG вам понадобится CO2, аргон, гелий или их смесь, а для сварки TIG вам понадобится аргон.
Газ содержится в металлических баллонах или резервуарах с давлением выше атмосферного.Типичный резервуар имеет удлиненную форму и стоит вертикально на плоском дне.
Тип баллона зависит от его объема, веса, размера и газа, который в нем содержится. В первую очередь мы сосредоточимся на категории цилиндров с аргоном (Ar).
, установленным на верхней части цилиндра представляет собой клапан и соединение остановки (как правило, CGA-580) для обеспечения совместимости с регуляторами и шлангов.
Различные типы сварки, для которых требуется резервуар для аргонной сварки
Аргон обычно используется в процессах сварки MIG или TIG для создания инертного экрана, не содержащего кислорода и азота.Этот газ подходит для обработки цветных металлов, таких как медь, алюминий и магний, и уменьшает накопление пыли и брызг.
В зависимости от типа и толщины металла аргон можно смешивать с водородом, CO2, гелием или кислородом для оптимизации качества сварки. Как правило, смесь 75–25 Ar – CO2 более эффективна для процессов MIG, особенно при сварке мягких сталей. 100% аргон больше подходит для сварки TIG.
Для системMicro TIG требуется газ Ar, чтобы обеспечить стабильную дугу, необходимую для точной и высококачественной сварки.Настольные и автоматизированные системы лазерной сварки обычно также оснащены аргоновыми соплами и управляемыми компьютером клапанами, чтобы обеспечить лазеру инертный экран.
Поскольку аргон необходим для выполнения точных и высококачественных работ, системы сопротивления обычно используют его для тонкой или микро-точечной сварки. Этот процесс в жидком состоянии используется в нескольких приложениях, включая производство электрических элементов, медицинских устройств и автомобильных компонентов.
Какой тип газообразного аргона я буду получать?
При покупке у надежных поставщиков вы можете рассчитывать на получение Ar 4.6, чистота которого составляет 99,996%. Эта чистота также подходит для всех процессов TIG, чтобы предотвратить воздействие на расплавленную сварочную ванну кислорода, азота и водорода в атмосфере, что может привести к пористости и разбрызгиванию.
Однако при использовании процесса MIG вам необходимо оценить свои сварочные цели, поскольку чистый аргон может быть не идеальным. Существует несколько смесей аргона, каждая с разным уровнем проникновения, профилем валика и скоростью перемещения. CO2 и гелий обычно смешиваются с инертным защитным газом Ar для сварки MIG.
Каков срок службы резервуаров с аргоном?
Срок службы резервуара составляет от 10 до 25 лет, в зависимости от того, насколько хорошо он изготовлен и обслуживается.
Что касается использования содержания аргона в контейнере, то играет роль множество различных факторов, включая следующие:
— Размер бака
— Частота использования клиентами Am
— Настройка давления
— Настройки предварительной и продувки
Если вы постоянно потребляете от 15 до 20 кубических футов газа в минуту, баллона емкостью 40 кубических футов хватит примерно на 2–2.5 часов. Однако в реальном мире можно ожидать, что небольшой цилиндр прослужит вам несколько месяцев.
Потребуется ли для моего резервуара для аргонной сварки регулятор давления?
Регулятор давления поддерживает подачу защитного газа в лужу. Чтобы эффективно управлять дугой, выход газа должен быть плавным и контролируемым. Однако, если вы подключите баллон напрямую к шлангу, вы опорожните его содержимое за считанные секунды, и результаты будут нежелательными.
Регулятор оснащен ручкой, которая ограничивает и регулирует скорость потока.Регулятор измеряет расход в литрах в минуту или кубических футах в час.
Как правило, чем толще свариваемый металл, тем больше инертного защитного газа вам нужно. Тип свариваемого металла также является определяющим фактором, когда речь идет о потоке газа.
Следовательно, вашему баллону с аргоном, вероятно, потребуется регулятор давления, который вам придется покупать отдельно.
назад в меню ↑
Размер и портативность сварочной ванны
Объяснение размеров аргонных баллонов и графика времени сварки
Если вы используете аргон с постоянной скоростью от 15 до 20 кубических футов в секунду, цилиндры различных размеров будут израсходованы в следующие сроки:
20 куб. Футов: 1–1.5 часов
40 куб. Футов: 2–2,5 часа
60 куб. Футов: 3–4 часа
80 куб. Футов: 4–5 часов
125 куб. Футов: 6,5–8 часов
150 куб. Футов: 7,5–10 часов
250 куб. Футов: 12,5–16,5 часов
330 куб. Футов: 16,5–22 часа
На самом деле, вы никогда не будете сваривать часами подряд, а цилиндр емкостью 20 кубических футов может прослужить вам недели или даже месяцы, если вы будете осторожны в использовании. Если вам нужен газ для крупных промышленных или коммерческих работ, вам понадобится баллон объемом не менее 125 кубических футов.
Лучший способ безопасной перевозки вашего танка
Если у вас есть небольшой резервуар объемом 20 кубических футов, вы можете сэкономить много времени, чтобы самостоятельно переносить его на короткие расстояния. Однако, если у вас есть два или три резервуара емкостью 150 или 250 кубических футов, ручная тележка может сэкономить вам много времени и усилий. Они работают как эффективная система доставки для перемещения вашего контейнера Ar или контейнеров по вашему рабочему месту.
Некоторые тележки с цилиндрами могут вместить два или более баков, поэтому вы можете прикрепить их к тележке, не снимая их.Если вы работаете на разных объектах и вам необходимо возить сварочный аппарат MIG или TIG, возможно, будет разумнее приобрести резервуары меньшего размера.
назад в меню ↑
Рекомендации по хранению аргонного газа
Где безопасно хранить?
При хранении баллонов с сварочным газом всегда следует соблюдать правила техники безопасности. Баллон следует хранить в вертикальном положении в прохладном месте, где на него не будут попадать прямые солнечные лучи. Место для хранения бутылок также должно быть полностью сухим, чтобы предотвратить коррозию.
Не храните резервуары в закрытом автомобиле даже на короткое время. При необходимости убедитесь, что имеется достаточная вентиляция, чтобы предотвратить повышение температуры и давления.
Если баллон находится на хранении в течение длительного времени, снимите регулятор, закройте клапан и наденьте предохранительный колпачок. Вам также следует регулярно проверять внешний вид на наличие признаков ржавчины и других признаков износа, а также проверять клапаны на предмет повреждений.
Баллоны следует закрепить ремнями или прикрепить к стене, чтобы предотвратить их падение.Если вы перемещаете резервуары на место хранения, наденьте перчатки, защитные очки и обувь со стальными носками, чтобы предотвратить травмы.
назад в меню ↑
Как лучше всего транспортировать?
Перемещение баллонов может быть сложной задачей, поскольку они тяжелые, неустойчивые и неудобные в обращении. Если вам нужно переместить их на короткие расстояния, лучшим вариантом может стать ручная тележка или тележка. С другой стороны, если вам нужно перевозить их на автомобиле, вам придется соблюдать те же протоколы безопасности, что и при хранении.
Вентиляция имеет решающее значение для предотвращения высоких температур. Вы также должны принять меры, чтобы убедиться, что цилиндры надежно закреплены на неподвижных конструкциях в автомобиле, чтобы они не упали и не пострадали. Перед транспортировкой закройте вентили резервуаров и наденьте их предохранительные колпачки.
Что такое аргон? (с иллюстрациями)
Аргон — газообразный химический элемент, который составляет почти 1% атмосферы Земли. Среди благородных газов он обычно считается наиболее распространенным и иногда используется для замены других благородных газов в ситуациях, когда требуется инертный газ.Относительно инертный газ имеет ряд промышленных применений, а его изотопы также используются при радиоуглеродном датировании очень старых артефактов. Потребители могут время от времени взаимодействовать с этим газом, в первую очередь косвенно.
Аргон, благородный газ, используется для создания защиты от дуги, а также в осветительных приборах и огнетушителях.Как и другие благородные газы, такие как гелий, неон и криптон, аргон изначально считался полностью инертным. Фактически, он будет реагировать в определенных ситуациях, образуя некоторые соединения, но в остальном он замечательно стабилен. Этот газ не имеет цвета, запаха и вкуса и в чистом виде не токсичен, хотя газ может действовать как удушающее средство, если вытесняет кислород в комнате. В периодической таблице элементов аргон обозначается символом Ar, а газ имеет атомный номер 18.
В периодической таблице элементов аргон обозначается символом Ar, а газ имеет атомный номер 18.Этот газ был открыт в 1894 году сэром Уильямом Рамзи и лордом Рэли. Мужчины ранее заметили, что образец азота из воздуха оказался тяжелее, чем азот, извлеченный из других источников, и предположили, что азот действительно может быть смешан с другими газами.Эксперименты подтвердили правильность этой теории, и они назвали обнаруженный ими газ аргон в честь греческого argos , или «ленивый», в связи с низкой реакционной способностью газа.
Позже выяснилось, что образец воздуха, которому они дали это название, на самом деле был образцом нескольких благородных газов.Позднее Рамзи удалось извлечь чистый аргон. Он также провел исследования других благородных газов, подтвердив выводы других ученых и сделав несколько собственных открытий. В 1904 году и Рамзи, и Рэлей получили Нобелевскую премию по химии за свои работы по благородным газам.
В промышленных масштабах этот элемент извлекается с помощью процесса фракционной перегонки, который включает охлаждение воздуха до его сжижения, а затем его нагревание, заставляя отдельные газы выпадать в осадок.Аргон обычно относительно дешев, так как он является побочным продуктом большого рынка кислорода и азота. Он часто используется в освещении, часто в сочетании с другими благородными газами, а также используется для создания экрана при дуговой сварке. Электронные компании также используют его в своих огнетушителях, так как газ может потушить пожар, не повредив оборудование.
типов сварочного процесса | Следует знать о различных видах сварки
Последнее обновление: 26 ноября 2019 г.
Если вы новичок, наверняка у вас будут вопросы:
Сколько видов сварочного процесса?
Какие типы сварочного процесса подходят новичку?
Наша статья даст вам определения, после чего вы сможете выбрать подходящий процесс сварки.
Сварка — это процесс, в котором две или более частей прочно соединяются на их соприкасающихся поверхностях с помощью подходящего приложения тепла и / или давления. Часто для облегчения коалесценции добавляют наполнитель. Собранные детали, которые соединяются сваркой, называются сварной конструкцией. Сварка в основном применяется для металлических деталей и их сплавов.
Процесс дуговой сварки
Дуговая сварка — это метод непрерывного соединения двух или более металлических частей. Окончательный сварной шов имеет удельную прочность, примерно равную прочности основного материала.Он состоит из комбинации различных сварочных процессов, в которых коалесценция достигается нагревом электрической дугой, а также с использованием или без использования присадочных металлов в зависимости от толщины базовой пластины. Равномерное соединение достигается плавлением и сплавлением соседних частей отдельных деталей. Температура дуги поддерживается примерно 4400 ° C. Для предотвращения окисления используется флюс, который разлагается под действием тепла сварки и выделяет газ, защищающий дугу и горячий металл.Второй основной метод использует инертный или почти инертный газ для создания защитной оболочки вокруг дуги и сварного шва. Двуокись углерода, аргон и гелий — наиболее часто используемые газы.
Имеются несколько распространенных сварочных процессов, подходящих для начинающих, такие как MIG, Stick и TIG, им довольно легко научиться.
Дуговая сварка подразделяется на методы плавления и неплавящимся электродом.
Методы плавящегося электрода
Сварка электродом (дуговая сварка экранированного металла или SMAW)
Сварка электродом также называется дуговой сваркой экранированного металла.Это самый простой из всех видов сварки. Сварку палкой можно применять при производстве, строительстве и ремонте.
Это процесс дуговой сварки, в котором коалесценция достигается путем нагрева заготовки с помощью электродуговой установки между электродом с флюсовым покрытием и заготовкой. Этот процесс называется сваркой палкой, потому что в нем используются сварочные стержни или стержни, которые состоят из присадочного материала и флюса, флюс используется для защиты расплавленного металла сварного шва, а затем присадочный материал используется для соединения двух металлических частей вместе.
Ручная сварка предлагает очень недорогое сварочное решение, требующее минимального оборудования. Однако качество окончательного сварного шва не всегда является лучшим, поскольку он может страдать от пористости, неглубокого проплавления, растрескивания, а также очень уязвим для суровых погодных условий и, как правило, менее долговечен. Несмотря на то, что сварка палкой — это очень старый метод, он все еще довольно популярен, особенно в странах третьего мира, где дорогое или новое оборудование обычно не широко доступно.
Сварка MIG (металл в инертном газе) или GMAW (газовая дуговая сварка металла)
MIG означает сварку металла в инертном газе (газовая дуговая сварка или GMAW) и сводится к концепции объединения двух частей металл вместе с проволокой, к которой подключен ток электрода.Затем проволока проходит через сварочный стержень, защищенный инертным газом.
В этом процессе для предотвращения атмосферного загрязнения сварного шва используется инертный газ, такой как аргон, гелий, диоксид углерода или их смесь. Защитный газ может проходить через сварочный пистолет. Используемый здесь электрод представляет собой проволоку, подаваемую непрерывно с фиксированной скоростью. Проволока расходуется во время процесса и, таким образом, образует присадочный металл.
Для этого метода требуется источник постоянного напряжения и постоянного тока, и это наиболее распространенный промышленный процесс сварки.Процессы MIG или GMAW подходят для плавления низкоуглеродистой стали, нержавеющей стали, а также алюминия.
Некоторые из преимуществ, которые предлагает сварка MIG по сравнению с другими методами сварки, включают простоту использования и более низкую степень точности, которая требуется оператору для получения качественных сварных швов. В конечном итоге оператору становится намного проще освоить сварку MIG, поскольку она довольно проста, поскольку электрод автоматически подается через горелку.
Подробнее : Лучший сварочный аппарат MIG для Begginer
Лучший сварочный аппарат MIG
Дуговая сварка порошковой проволокой (FCAW)
Этот процесс аналогичен процессу сварки электродом в экранированной дуге с основным отличием флюс находится внутри сварочного стержня.Используется трубчатый, спиральный и непрерывно подаваемый электрод, содержащий флюс внутри электрода, что позволяет сэкономить на замене сварки. Иногда для защиты дуги используется поданный извне газ.
Этот тип сварки известен своей чрезвычайно низкой стоимостью и легкостью в освоении, пригодностью для сварки на открытом воздухе и в ветреную погоду, поскольку при правильном типе присадки не требуется защитный газ. Однако его применение имеет несколько ограничений, и результаты часто не выглядят эстетично, как некоторые другие методы сварки.Полуавтоматическая дуга часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Best Flux-Cored Arc Сварщик
Дуговая сварка под флюсом
Это еще один тип процесса дуговой сварки, при котором коалесценция достигается путем нагрева заготовки с помощью электрической дуги, устанавливаемой между базовый электрод и заготовка. Расплавленная ванна остается полностью скрытой под слоем гранулированного материала, называемого флюсом.Электрод выполнен в виде проволоки и непрерывно подается с катушки. Перемещение сварочного пистолета, дозирование флюса и сбор излишков гранул флюса за пистолетом обычно происходит автоматически.
Используемая в основном для черной стали и сплавов на основе никеля, дуговая сварка под флюсом является довольно распространенным методом дуговой сварки из-за минимальных выбросов сварочного дыма и дугового света, что делает ее более безопасной, чем большинство сварочных процессов. Пила приводит к глубокому проплавлению шва и требует минимальной подготовки, что делает сварку быстрой и эффективной.
Методы неплавящегося электрода
Сварка TIG (газовая дуговая сварка вольфрамом или GTAW)
Этот процесс также известен как сварка вольфрамовым электродом в инертном газе (TIG). Это похоже на процесс газовой дуговой сварки. Отличие в том, что электрод не расходуется и в данном случае не обеспечивает присадочный металл. Как и в процессе GMAW, используется газовая защита (обычно инертный газ). Если требуется присадочный металл, используется вспомогательный стержень.
При сварке TIG тепло создается за счет пропускания электрического тока через вольфрамовый электрод, создавая дугу, которая затем используется для плавления металлической проволоки с целью создания сварочной ванны.TIG чаще всего используется для сварки нержавеющей стали, хотя другие металлы, такие как магний, алюминий, медь и никель, можно сваривать с помощью TIG.
Для этого типа сварки сварщик должен обладать большим опытом, поскольку это очень сложный процесс. Этот процесс сварки используется для выполнения высококачественных работ, когда требуется высококачественная стандартная отделка, без необходимости чрезмерной очистки путем шлифования или шлифования.
Best TIG Welder
Плазменно-дуговая сварка (PAW)
Этот процесс аналогичен TIG.В этом процессе используется неплавящийся электрод. Дуговая плазма — это временное состояние газа. После прохождения электрического тока газ ионизируется и становится проводником электричества. Плазма состоит из свободных электронов, положительных ионов и нейтральных частиц.
Плазменная дуговая сварка отличается от GTAW количеством ионизированного газа, которое значительно увеличивается при плазменной дуговой сварке, и именно этот ионизированный газ обеспечивает тепло сварки.
Позиционируя электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа.Затем плазма проходит через медное сопло с мелким отверстием, которое сужает дугу, и плазма выходит из отверстия с высокими скоростями (приближающимися к скорости звука) и температурой, приближающейся к 28 000 ° C (50 000 ° F) или выше.
Best Plasma Cutter
Электрогазовая сварка (EGW)
Электрогазовая сварка (EGW) — это процесс дуговой сварки в непрерывном вертикальном положении, разработанный в 1961 году, при котором дуга зажигается между плавящимся электродом и заготовка.Иногда используется защитный газ, но давление не применяется.
Дуга в EGW не гаснет и остается зажженной в процессе сварки. Он используется для выполнения сварных швов с квадратными канавками для стыковых и тавровых соединений, особенно в судостроении и при строительстве резервуаров для хранения.
Сварка атомарным водородом (AHW)
Это старый процесс дуговой сварки, который постепенно заменяется дуговой сваркой металлическим электродом в газе. Примерно в 1930 году процесс сварки атомарным водородом был изобретен Ирвингом Ленгмюром после его открытия атомарного водорода и включает в себя размещение двух металлических вольфрамовых электродов в атмосфере водорода, что приводит к расщеплению и рекомбинации молекул водорода в результате теплового взрыва, который может достигать температуры выше 3000 градусов по Цельсию.
Тепла, выделяемого этой горелкой, достаточно для сварки вольфрама (3422 ° C), самого тугоплавкого металла. Присутствие водорода также действует как защитный газ, предотвращая окисление и загрязнение углеродом, азотом или кислородом, которые могут серьезно повредить свойства многих металлов. Это устраняет необходимость в флюсе для этой цели.
Электрошлаковая сварка (ESW)
Известный как очень эффективный однопроходный процесс сварки, который обычно используется для толстых цветных металлов.Известно, что электрическая дуга зажигается проволокой, а затем подается в сварочную ванну вместе с флюсом до тех пор, пока шлак не достигнет электрода и не погаснет дугу. Как указывалось ранее, этот метод в основном используется для сварки толстых металлических деталей, поскольку он требует очень высокого уровня навыков и очень популярен в морских приложениях, а также в аэрокосмической промышленности.
Сварка сопротивлением
Сварка сопротивлением — это группа сварочных процессов, в которых слияние происходит за счет тепла, полученного в результате сопротивления работы протеканию электрического тока в цепи, частью которой является работа. и применением давления.При этом не требуется присадочный металл.
В целом методы контактной сварки эффективны и вызывают незначительное загрязнение, но их применение ограничено относительно тонкими материалами, а стоимость оборудования может быть высокой (хотя в производственных условиях стоимость сварки может быть низкой).
Сварка в газообразном топливе (OFW)
Сварка в газообразном топливе (OFW) — это группа сварочных процессов, при которых соединяются металлы путем нагрева пламенем топливного газа с приложением давления или без него, а также с использованием присадочного металла или без него. .
OFW включает любые сварочные операции с использованием топливного газа в сочетании с кислородом в качестве теплоносителя. Процесс включает в себя плавление основного металла и использование присадочного металла с помощью пламени, возникающего на наконечнике сварочной горелки.
Топливный газ и кислород смешиваются в надлежащих пропорциях в смесительной камере, которая может быть частью узла сварочного наконечника. Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей ванне расплава. При охлаждении они сливаются, образуя сплошной кусок.
Размер и форма сварного шва, а также вязкость сварочной ванны также контролируются в процессе сварки, поскольку присадочный металл добавляется независимо от источника сварочного тепла.
Кислородная газовая сварка используется для сварочного провода толщиной примерно до 1/4 дюйма (6,4 мм). Наибольшая область применения в водопроводной и электротехнической промышленности. Этот процесс широко используется для пайки медных труб.
Электронно-лучевая сварка (EBW)
Электронно-лучевая сварка определяется как процесс сварки плавлением, в котором слияние происходит за счет тепла, полученного от концентрированного луча высокоскоростных электронов.Когда электроны с высокой скоростью ударяются о заготовку, кинетическая энергия преобразуется в тепловую, вызывая локальный нагрев и плавление металла шва.
Генерация электронного луча происходит в вакууме, и этот процесс лучше всего работает, когда вся операция и деталь также находятся в высоком вакууме 10-4 Торр или ниже. Однако генерируются излучения, а именно лучевое, инфракрасное и ультрафиолетовое излучение, и сварщик должен быть защищен.
Лазерная сварка (LBW)
Лазерная сварка определяется как процесс сварки плавлением, и слияние достигается за счет использования тепла, полученного от концентрированного когерентного светового луча и падающего на соединяемую поверхность.Этот процесс использует энергию чрезвычайно концентрированного когерентного монохроматического света для плавления металла шва.
Сварка трением (FRW)
При сварке трением (процесс твердотельной сварки) коалесценция достигается за счет использования тепла, полученного в результате механически индуцированного вращательного движения между трущимися поверхностями. Когда температура на границе раздела двух частей достаточно высока, вращение останавливается и прикладывается повышенная осевая сила.Это соединяет две части вместе. Вращающее усилие обеспечивается за счет мощного двигателя или маховика. В последнем случае процесс можно назвать инерционной сваркой.
Другие сварочные процессы
Другие процессы, используемые в промышленности, следующие:
- Диффузионное соединение (DB): Детали сжимаются вместе при повышенной температуре ниже точки плавления в течение определенного периода времени.
- Сварка взрывом (EXW): Свариваемые детали сводятся вместе под углом с помощью заряда взрывчатого вещества и сливаются друг с другом за счет трения при ударе.