Состав газобетона: компоненты и технология производства
Газобетон является пористым материалом и относится к ячеистым бетонам, делится на автоклавный и неавтоклавный. Различия в плане состава между ними незначительны, но в процессе производства разница существенна.
Компоненты газобетона:
- Портландцемент высокой марки (35%).
- Песок очень мелкой фракции (35%).
- Измельченная известь (1%).
- Алюминиевая пудра (0.05%).
- Вода (28%).
Чем лучше измельчены все компоненты, тем прочнее получается газобетон.
Сама технология изготовления газобетона заключается в смешивании наполнителей (цемента и песка) с газообразующими добавками (известь и алюминиевая пудра). После их перемешивания, между алюминиевой пудрой и известью начинается химическая реакция с выделением газа – водорода. Именно этот газ и создает в газобетоне поры, которые обеспечивают хорошую теплоизоляцию и легкий вес.
Меняя количество газообразующих добавок, можно добиться различной плотности газобетона, то есть, чем больше газа в бетоне, тем он легче, соответственно, меньше его плотность и прочность. На рынке стройматериалов можно найти газобетон плотностью от D150 до D700.
Газобетон хорош тем, что поры в его составе распределены очень равномерно, что обеспечивает одинаковую прочность и теплопроводность по всей толщине блоков.
После процесса газообразования и первичного схватывания смеси, общий массив разрезается струной на отдельные блоки нужной толщины. Далее газоблоки набирают прочность.
Что такое автоклавирование газобетона
Процесс автоклавирования длится около 12 часов, и его задача заключается в быстром наборе прочности газобетона. Обычный тяжелый бетон набирает 70% своей марочной прочности примерно через месяц, но если увеличить температуру до 180 градусов, то прочность наберется в 100 раз быстрее.
Обычный тяжелый бетон набирает 70% своей марочной прочности примерно через месяц, но если увеличить температуру до 180 градусов, то прочность наберется в 100 раз быстрее.
Это решает сразу несколько проблем: усадка блоков отсутствует, не требуется время для набора прочности газобетона. Далее газобетон упаковывают в защитную пленку и развозят заказчикам.
Свежий автоклавный газобетон является очень влажным, воды в нем около 30-40%. Из-за влаги, его плотность значительно выше заявленной. По этому, перед отделочными работами, выложенная газобетонная стена должна просохнуть хотя бы два сезона.
Автоклавный газобетон имеет более высокую прочность, в отличии от неавтоклавного.
В научной терминологии, автоклавный газобетон называют тоберморитом – искусственным пористым камнем. Так как камни являются минералами, то они абсолютно экологичны. Газобетон не выделяет никаких вредных веществ, и не является радиоактивным.
Отличия газобетона и пенобетона
В плане наполнителей эти ячеистые бетоны похожи, отличие в газообразующих добавках. Если в газобетоне пузыри образуются из-за выделяющихся пузырей газа, то в пенобетоне из-за пены, которую добавляют в смесь отдельно. Проблемой пенобетона может быть его неоднородность, то есть, в одном месте пузырей будет больше, а в другой – меньше.
Если в газобетоне пузыри образуются из-за выделяющихся пузырей газа, то в пенобетоне из-за пены, которую добавляют в смесь отдельно. Проблемой пенобетона может быть его неоднородность, то есть, в одном месте пузырей будет больше, а в другой – меньше.
Процесс изготовления пенобетона намного проще, из-за чего его производством занимаются в гаражных условиях. Доверие к качеству заводского автоклавного газобетона и его составу намного выше. Прочность и геометрия автоклавного газобетона лучше, чем у пенобетона.
Из чего состоит газобетон(видео)
Применение газобетона в строительстве
С каждым годом газобетон становится всё более востребованным в самых разных сферах строительства. Данный материал используется в постройке частных и многоквартирных домов, гаражей, промышленных и сельскохозяйственных зданий, бань, беседок, заборов и прочих сооружений.
Газобетонные блоки применяются, прежде всего, для возведения наружных и внутренних стен жилых домов, магазинов, офисных зданий, ферм. Такую популярность рассматриваемый материал получил благодаря своим впечатляющим теплоизоляционным свойствам. Также к достоинствам газобетона относится высокая степень пожаробезопасности, относительно малый вес блоков и более легкий процесс укладки по сравнению с аналогичной процедурой по кирпичу.
Расширение производства газобетона позволило выпустить на рынок блоки разных размеров, форм и узконаправленного предназначения. К примеру, гладкостенные блоки используются преимущественно для строительства несущих стен и перегородок, и могут иметь разную ширину и толщину. В то же время для возведения армопоясов применяют специальные газобетонные U-блоки, которые потом заполняют бетоном.
Применение газобетона для несущих стен
 Газобетонные блоки хороши для возведения 2-3-этажных домов, хотя в каждом частном случае нужно учитывать технические характеристики материалов.
Газобетонные блоки хороши для возведения 2-3-этажных домов, хотя в каждом частном случае нужно учитывать технические характеристики материалов.Газобетонные блоки D400 с толщиной не меньше 375 мм подойдут для строительства зданий с 1-2 этажами, причём в таких случаях можно обойтись без утеплителя. Для домов с большим количеством этажей уже потребуются блоки D500-D600 и минераловатный утеплитель, параметр паропроницаемости которого наиболее близок к соответствующей характеристике газобетона.
Возведение ненесущих внешних стен
В строительстве монолитных высоток также активно применяются газобетонные блоки для заполнения ненесущих стен. Каркас многоэтажных зданий делается из привычного прочного железобетона, а вот для возведения внешних стен и перегородок используют как раз-таки газобетон.
Газобетонные блоки марок D300-D600 обладают меньшим весом, а потому и нагрузка на общую конструкцию будет ниже. Кроме того, внешние стены из газобетона отлично сохраняют тепло.
Тип блоков D500-D600 используется чаще в структуре навесных фасадов. Они отличаются повышенной прочностью и способны нормально переносить большую физическую нагрузку, однако обязательно требуется утепление минераловатой.
Применение газобетона для перегородок
Газобетон станет подходящей основой и для возведения перегородок в зданиях различного типа, ибо этот материал не только крепок и отлично удерживает тепло, но ещё и обладает достаточно хорошей звукоизоляцией.
В пользу газобетона говорит и тот момент, что блоки имеют разную толщину (50-200 мм), и поэтому могут быть удачно применены в различных строительных проектах, будь то частный дом, многоэтажка, офисное или коммерческое помещение.
Заборы из газобетона
Сегодня рынок строительных материалов предлагает массу различных вариантов для возведения заборов, но, несмотря на это, газобетон способен составить солидную конкуренцию и в этой сфере. К достоинствам газобетонных блоков в данном случае относится их долговечность, доступная стоимость и несложный монтаж. Однако стоит заметить, что постройка газобетонных заборов требует предварительную укладку бетонного фундамента и гидроизоляцию.
К достоинствам газобетонных блоков в данном случае относится их долговечность, доступная стоимость и несложный монтаж. Однако стоит заметить, что постройка газобетонных заборов требует предварительную укладку бетонного фундамента и гидроизоляцию.
Постройка бань из газобетона
В силу своих характеристик газобетон – практически совершенный материал для строительства бань, ибо обеспечивает высокую теплоизоляцию и стоит недорого. Как и в ситуации с заборами, требуется бетонный фундамент и качественная гидроизоляция, а на конечном этапе – отделка внутри и снаружи, для чего подойдёт, к примеру, сайдинг или укладка керамической плитки.
Выводы
В конечном итоге можно сделать вывод, что использование газобетонных блоков выгодно и эффективно сразу в нескольких видах строительства. Отличные тепло- и звукоизоляционные характеристики, небольшой вес, простота монтажа, большой ассортимент размеров и форм, здравая цена – всё это делает газобетон целесообразным и фактически универсальным материалом, отчего и спрос на него стремительно растёт.
виды, изготовление в домашних условиях, видео
Газобетон – это искусственный камень, который используют для возведения стен в индивидуальном строительстве. Он подходит для сооружения несущих конструкций, внутренних перегородок и заполнения межкаркасных пространств. Газоблоки не дают большой нагрузки на фундамент, поскольку имеют ячеистую структуру и малый вес. Это экономичный стройматериал, обладающий высокими теплоизоляционными свойствами.
Оглавление:
- Особенности и виды стройматериала
- Пропорции компонентов
- Методика производства своими руками
Состав и способ получения газобетона
Существует несколько типов классификации ячеистого бетона: в зависимости от назначения, формы, технологии производства и состава.
1. По способу обработки различают автоклавный и неавтоклавный газобетон.
2. По назначению газоблоки могут быть теплоизоляционным, конструкционным или конструкционно-теплоизоляционным. Они имеют определенную маркировку, например, газобетон d500 относится к классу конструкционно-теплоизоляционных блоков.
Они имеют определенную маркировку, например, газобетон d500 относится к классу конструкционно-теплоизоляционных блоков.
3. По форм-фактору делятся на U-образные, прямые и паз-гребневые.
Газоблоки изготавливают из песка, цемента, извести, воды, гипса и алюминиевой пудры. Также в производстве могут использоваться вторичные и побочные промышленные материалы, такие как шлак и зола. В зависимости от состава газобетона, его классифицируют на:
- цементный;
- шлаковый;
- известковый;
- зольный;
- смешанный.
В искусственно синтезированный камень строительная смесь преобразуется лишь при определенных условиях. Для его получения используют технологию автоклавного затвердения. В этом случае состав застывает под влиянием насыщенного пара и высокого давления, меняя свою структуру. В смеси образуется минерал тоберморит, который придает материалу прочность. Таким образом получают автоклавный газобетон.
Таким образом получают автоклавный газобетон.
Бетон, затвердевающий в естественных условиях, называют неавтоклавным. Он имеет ячеистую структуру, но отличается по своим свойствам от газоблоков, изготовленных по специальной технологии. Этот стройматериал больше подвержен усадке при эксплуатации, поэтому его целесообразно применять в случае небольших нагрузок. Чтобы увеличить прочностные характеристики неавтоклавных блоков, в исходный состав добавляют различные армирующие вещества и наполнители. Снизить усадочную деформацию позволяет применение полиамидных пластмасс при армировании.
Производство неавтоклавных блоков не требует дорогостоящего оборудования, поэтому их можно сделать самому.
Газобетон своими руками
Процесс производства состоит из нескольких этапов:
- подбор и смешивание компонентов;
- заполнение форм раствором;
- выдержка состава для набора прочности;
- извлечение из форм.
В универсальном составе для получения газобетона содержится цемент, песок, известь, алюминиевая пудра. Исходные добавки и их пропорции могут меняться, в зависимости от наличия сырья и требований к готовому стройматериалу. Например, в автоклавном производстве песок иногда заменяют золой или шлаком. А для получения стройматериала с меньшей плотностью можно делать газобетоны на основе смол ТЭС.
Исходные добавки и их пропорции могут меняться, в зависимости от наличия сырья и требований к готовому стройматериалу. Например, в автоклавном производстве песок иногда заменяют золой или шлаком. А для получения стройматериала с меньшей плотностью можно делать газобетоны на основе смол ТЭС.
При изготовлении газобетона в домашних условиях необходимо правильно рассчитать соотношение расходных материалов и учесть особенности укладки и погрешности замеров. Но существуют и стандартные рецепты смеси для газоблоков, в которых указаны следующие пропорции:
- Цемент – 50-70 %;
- Вода – 0,25-0,8 %;
- Газообразователь – 0,04-0,09 %;
- Известь – 1-5 %;
- Песок – 20-40 %.
Данные вещества используются и при автоклавном производстве. Ориентируясь на приведенное в рецептуре соотношение, можно рассчитать приблизительное количество компонентов, которые войдут в состав на 1 м3 газобетона:
- Портландцемент – 90 кг;
- Вода – 300 л;
- Газообразователь – 0,5 кг;
- Известь – 35 кг;
- Песок – 375 кг.

Однако идеального состава в домашних условиях можно добиться лишь опытным путем, поскольку многое зависит от качества исходных компонентов. Повлиять на течение химической реакции может как температура воды, так и марка цемента.
Инструкция по самостоятельному изготовлению неавтоклавного газобетона
Для получения газоблока дома не потребуются сложная аппаратура и инструменты. Главное – четко следовать пунктам приведенного ниже пошагового руководства и использовать компоненты в определенном соотношении, а не «на глаз».
1. Исходя из указанных пропорций вычислить необходимое количество ингредиентов.
2. В первую очередь, необходимо смешать портландцемент с предварительно просеянным песком.
3. В полученную смесь влить воду и все тщательно перемешать.
4. Добавить в раствор другие компоненты. Алюминиевая пудра всыпается в последнюю очередь. В приготовлении как неавтоклавного, так и автоклавного газобетона одинаково важен процесс смешивания ингредиентов. Для равномерного распределения воздушных пузырьков лучше использовать бетономешалку.
В приготовлении как неавтоклавного, так и автоклавного газобетона одинаково важен процесс смешивания ингредиентов. Для равномерного распределения воздушных пузырьков лучше использовать бетономешалку.
5. Полученный раствор разливается в специальные формы, которые изготавливаются из металлических листов или деревянных досок. Чтобы застывший газобетон было легче достать, лучше использовать разборные конструкции. Кроме того, форму рекомендуют смазывать машинным маслом, разведенным с водой.
6. Заливать смесь нужно наполовину, поскольку она в процессе химической реакции расширяется практически вдвое. Этот процесс занимает около шести часов, после чего можно выравнивать блоки, срезая выступившую массу.
Формирование в этом случае длится дольше, чем для автоклавного газобетона – требуется не менее 12 часов, чтобы смесь затвердела. Для ускорения процесса застывания состава рекомендуют добавить растворимые соединения натрия (соду) на этапе приготовления раствора.
 Марочную прочность материал набирает после 28 дней выдержки. Готовый неавтоклавный газоблок, приготовленный своими руками, подходит для малоэтажного строительства, например, для возведения одноэтажного дома или гаража.
Марочную прочность материал набирает после 28 дней выдержки. Готовый неавтоклавный газоблок, приготовленный своими руками, подходит для малоэтажного строительства, например, для возведения одноэтажного дома или гаража.экологичность и безопасность состава в Челябинске
Современный газобетон — материал искусственного происхождения семейства ячеистых бетонов, различается типом затвердевания и составом. В статье разбираемся, из чего делают газоблок и безопасен ли его состав.
Составляющие газобетона
Экологически чистый и безопасный для здоровья человека газобетон производится из натурального, дополнительно подготовленного сырья, включая:
- вяжущее вещество — портландцемент;
- порообразователь — алюминиевая паста-суспензия;
- наполнитель — кварцевый песок;
- известь;
- гипс;
- вода.
Строго определенное соотношение компонентов позволяет получать газобетон с характеристиками, необходимыми для заказчика. Наиболее востребован материал промышленного производства, изготовленный на автоматических линиях автоклавным методом.
Наиболее востребован материал промышленного производства, изготовленный на автоматических линиях автоклавным методом.
Важные требования к составляющим для производства газобетона:
- вода должна быть нагрета до +40ºС — +60ºС;
- цемент;
- известь — отвечает за газообразование и белый цвет блоков;
- наполнители — минимальная фракция, отсутствие органического мусора, глинистых примесей, ила.
- Модификаторы — гипс-алебастр, хлористый кальций, жидкое стекло.
Подготовка и подбор состава компонентов
Все продуктысостава, из чего делают газоблоки, проходят предварительное измельчение до нужной консистенции в шаровых мельницах, обработку в шламовых бассейнах. С помощью насосов уплотненный материал поступает в спецустановки для формирования весовых пропорций каждого компонента.
Расчет состава газобетонапроводится в автоматизированных модулях. Исходные материалы смешиваются в широком диапазоне пропорций для получения заданных параметров. Согласно программе, составляющие продукции, предварительно дозированные, перемешиваются в смесителе с портландцементом, известью, алюминиевой суспензией, водой.
Согласно программе, составляющие продукции, предварительно дозированные, перемешиваются в смесителе с портландцементом, известью, алюминиевой суспензией, водой.
Поры автоклавного ячеистого газобетона пронизывают камень насквозь, имеют сферическую форму и размер 1-3 мм. Процентный состав определяется экспериментально и меняется в зависимости от требуемой прочности. Количество вяжущего вещества влияет на прочность бетона: чем больше наполнителя, тем меньше прочность на сжатие.
Замедлить процесс загустения можно с помощью добавки гипса. С помощью соотношения количества извести и алюминия можно регулировать объем газообразного водорода, следовательно, получать продукцию разной плотности.
Преимущества материала
Автоклавный газобетон формируется при высоком давлении в 14 бар и температуре +180ºС. Процесс происходит в автоклавах, загруженных в специальные печи на 12 часов. В результате изделие окончательно затвердевает, образуя структуру искусственного камня. Материал данного вида пожаробезопасен, при нагревании не выделяет вредных веществ. Габариты одного блока равнозначны 20 кирпичам, что сокращает расходы и сроки строительства. Небольшой вес позволяет уменьшить количество работников. Идеальные геометрические размеры обеспечивают совершенно ровные стены. Способность материала аккумулировать тепло помогает создавать комфортный микроклимат в доме. Стойкость к микроорганизмам гарантирует отсутствие плесени и грибка на поверхности блоков.
Габариты одного блока равнозначны 20 кирпичам, что сокращает расходы и сроки строительства. Небольшой вес позволяет уменьшить количество работников. Идеальные геометрические размеры обеспечивают совершенно ровные стены. Способность материала аккумулировать тепло помогает создавать комфортный микроклимат в доме. Стойкость к микроорганизмам гарантирует отсутствие плесени и грибка на поверхности блоков.
Завод автоклавного газобетона «Пораблок» выпускает продукцию с отличными технологическими, санитарно-гигиеническими, эксплуатационными параметрами. Высокое качество и соответствие строгим нормативам позволяет использовать изделия в жилищном и специальном строительстве.
Что такое газобетон и как его делают
Газобетон — современный энергоэффективный материал для индивидуального строительства. Он относится к ячеистым бетонам т.к. до 85% объема материала занимают пузырьки газа. Газобетон обладает превосходными теплоизоляционными характеристиками, имеет небольшую массу и легко поддается обработке. И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.
И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.
Чтобы более подробно увидеть процесс производства газобетона я отправился на завод Ytong в Можайске, начавший свою работу в 2008 году. По объемам произодства газобетона, это самый крупный завод в России. Смотрим!
2. Для производства газобетона используется безопасное сырье: цемент (~20%), известь (~20%), кварцевый песок (~60%), алюминиевая паста (~1%) и вода. Все компоненты смешиваются в определённых пропорциях, которая определяется требуемой прочностью готовой продукции.
3. Основу газобетона составляет песок, который нужно предварительно обработать.
4. Для этого используются шаровые мельницы.
5. Внутри барабана находятся вот такие шары, которые измельчают песок до превращения в пыль. Это нужно для того, чтобы после формовки блоки было легче обрабатывать.
Это нужно для того, чтобы после формовки блоки было легче обрабатывать.
6. После этого исходное сырье поступает в накопительные бункера на хранение. Затем в газобетоносмесителе происходит смешивание песка, цемента и извести.
7. А непосредственно перед заливкой к уже смешанным компонентам добавляется вода и суспензия алюминиевой пасты. Готовая смесь заливается в специальную прямоугольную форму (стенки формы не имеют жесткого соединения с дном) примерно на 2/3.
8. Именно на этом этапе происходит самое интересное. Алюминиевая паста вступает в реакцию с известью, в результате получается водород. Он образует в сырьевой массе огромное количество пор размером от 0,5 до 2 мм, разномерно распределённых внутри. Поддоны со смесью медленно продвигаются в герметичном помещении с запредельной влажностью (это единственный кадр, который я успел сделать до того, как запотел объектив) до тех пор, пока смесь не увеличится в объеме до верхней кромки поддона.
9. Через некоторое время (2-3 часа) транспортёр переносит форму с застывшей смесью на следующий этап. Показательно, что подъемник только за счёт ваккуума удерживает поддон без дна.
Через некоторое время (2-3 часа) транспортёр переносит форму с застывшей смесью на следующий этап. Показательно, что подъемник только за счёт ваккуума удерживает поддон без дна.
10. Теперь застывшую форму разрезают на блоки равного размера. Сначала в поперечном, а затем продольном направлениях. На заводе одна линия, которая единовременно может производить блоки только одного размера. Для производства блоков другого типоразмера просто заменяют ножи. Большая площадь для складирования готовой продукции позволяет всегда иметь в наличии полный ассортимент продукции.
11. После этого внешняя проверхность блоков шлифуется и затем они прижимаются друг к другу.
12. Кран захватывает поддон с блоками и переносит их на следующий этап производства.
13. И сразу же укладывается новый поддон в основание для следующей партии блоков. Да, очень важный факт — производство на заводе полностью автоматизировано и практически не требует участия человека. Люди работают только на линии упаковки (она пока еще не настолько автоматизирована), складе и в испытательной лаборатории.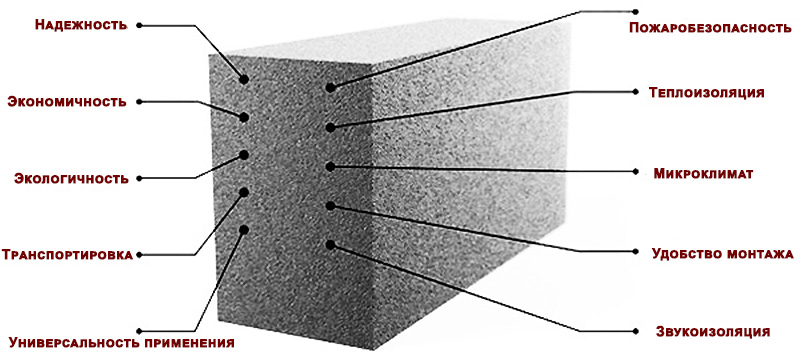 Всего на заводе работает менее 80 человек (завод работает круглосуточно).
Всего на заводе работает менее 80 человек (завод работает круглосуточно).
14. Теперь блоки нужно поместить в автоклав. Слева «сырые» блоки, справа уже «готовые». Здесь хочу упомянуть следующий момент, после автоклавирования блоки имеют влажность порядка 30%, которая постепенно (в течение года) упадёт до 5-10%.
15. Автоклавирование очень важный этап, улучшающий свойства газобетонных блоков.
16. Разрезанные блоки помещают в специальные автоклавные камеры, где они в течение 12 часов при повышенном давлении в 12 кг/кв. см. обрабатываются насыщенным паром при температуре 190°C. При этом температура в начале и конце цикла плавно поднимается и опускается в течение определённого времени.
17. Каждый автоклав имеет длину более 30 метров. Использование автоклавирования позволяет повысить прочность газобетонных блоков и уменьшить его последующую усадку (менее 1 мм/м).
18. Каждая партия блоков после автоклавирования отправляется в лабораторию для проверки на соответствие заданным характеристикам. На этом станке нарезаются кубики правильной формы, которые затем отправятся на испытания.
На этом станке нарезаются кубики правильной формы, которые затем отправятся на испытания.
19. А готовые блоки отправляются на линию упаковки. Здесь их складывают в 2 ряда. Позиционирование рядов блоков производят вручную.
20. Затем их переворачивают на бок под уже установленные деревянные паллеты. После чего блоки запечатываются в плёнку (чтобы защитить их от повреждений) и отправляются на склад.
21. Склад расположен под открытым небом, здесь всегда есть запас всей выпускаемой продукции. Ежедневно с завода отгружается покупателям более 2000 кубометров блоков.
22. Основная продукция завода это блоки толщиной от 50 до 500 мм с плотностью от 400 до 500 кг/куб.м.
И ещё несколько слов про различия газобетона и пенобетона. Понятно, что газобетон материал новый, но очень многие неосознанно их путают даже не понимая, что их характеристики существенно отличаются.
Во-первых, их различие кроется в названии. Для производства пенобетона используется пена, состоящая их вредных химических веществ (канифоль, клей, едкий натр и т. д.). А в производстве газобетона используется газ, образующийся в результате химической реакции извести и алюминиевой пасты, в результате получается просто водород. То есть газобетон является экологически чистым строительным материалом.
д.). А в производстве газобетона используется газ, образующийся в результате химической реакции извести и алюминиевой пасты, в результате получается просто водород. То есть газобетон является экологически чистым строительным материалом.
Во-вторых, пенобетон имеет очень низкие прочностные характеристики. А здесь, как известно, имеет место быть обратная зависимость. То есть, чем ниже плотность (и соответственно прочность), тем «теплее» материал. Но если газобетон плотностью D400 (400 кг/кв.м) можно использовать для несущих стен в домах до 3 этажей включительно и он будет обладать классом прочности В2,5 и морозстойкостью F100, то из пенобетона плотностью ниже D600 вообще нельзя делать несущие стены. Следовательно и теплопроводность пенобетона D600 будет значительно выше (то есть «холоднее»), чем газобетона D400.
В-третьих, технология производства пенобетона обычно не подразумевает использования автоклавов и нарезки блоков после застывания. Обычно его заливают сразу в готовые формы, а в результате блоки дают большую усадку (3-5 мм/м) после строительства. Не говоря уже о том, что сам процесс автоклавирования повышает прочность блоков в 3-4 раза.
Немного видео с производства:
Источник
Состав газобетона на 1 м3, пропорции, изготовление в домашних условиях
Газобетонные блоки относятся к востребованным изделиям, успешно сочетающим теплоизоляционные и конструкционные свойства. При соблюдении пропорций и простых правил замеса они без проблем изготавливаются дома, при наличии подходящего оборудования и проведения автоклавной обработки выпуск продукции организовывается в промышленных масштабах. Итоговые характеристики зависят от качества сырья, тщательности его подготовки и последовательности соединений при замесе, правильный материал имеет однородную закрыто-ячеистую структуру.
Виды и состав газоблоков, соотношение
В зависимости от вида и соотношений используемого вяжущего выделяют следующие разновидности:
- Цементные, с долей ПЦ с маркой прочности от М300 и выше, достигающей 50 % от общей массы.
- Известковые, на основе негашеной помолотой кипелки (до 50 %), гипса, шлака, цемента или их смесей (до 15 %).
- Шлаковые, полученные путем вспенивания молотых отходов металлургии с другими видами вяжущего.
- Зольные, содержащие до 50 % продуктов уноса.
- Смешанные, получаемые путем соединения всех вышеперечисленных видов вяжущего, с долей ПЦ от 15 % и выше.

В качестве инертного заполнителя применяется кварцевый и другие виды песка и вторичные отходы металлургии и теплоэнергетики: зола уноса и гидроудаления, ферросплавные шлаки, продукты обогащения рудных материалов. Все они вводятся после тщательного размола, доля в общем составе варьируется от 20 до 40 %. Поризация обычного и автоклавного газобетона достигается за счет ввода алюминиевой пудры и хлорида кальция, для затворения смеси используется вода с минимальным содержанием солей. К улучшающим свойства добавкам относят упрочнители, полиамидные пластмассы и аналогичные вещества, снижающие усадку, их соотношение в общей массе очень низкое.
К улучшающим свойства добавкам относят упрочнители, полиамидные пластмассы и аналогичные вещества, снижающие усадку, их соотношение в общей массе очень низкое.
Ориентировочные пропорции сырья для газобетона без автоклавной обработки:
| Наименование | Доля в общей массе, % | ||
| Портландцемент | 15-50 | 51-71 | 35,3-49,4 |
| Наполнитель | Кварцевый песок: 31-42 | Молотый микрокремнезем: 0,6-3,5 | Молотый известняк до удельной поверхности 300-700 м2/кг: 12,4-26,5 |
| Алюминиевая пудра | 0,1-1 | 0,01-0,15 | 0,06-0,1 |
| Известь | — | 0,04-0,7 | 2,6-2,65 |
| Полуводный гипс | — | 0,1-0,4 | — |
| Другие добавки | Каустическая сода: 0,05-0,45 | Хлористый кальций: 0,5-3 | Хлорид кальция: 0,18-0,25 |
| Вода для затворения | Все остальное | ||
Приведенные пропорции также подходят для автоклавного производства газобетона, в перерасчете на вес на приготовление 1 м3 смеси с плотностью 600 кг/м3 уходит 90 кг ПЦ, 375 – чистого кварцевого песка тонкого помола, 35 – известняка, 0,5 – порообразователя и около 300 л чистой воды комнатной температуры. Компоненты растворов могут меняться, а соотношения вяжущих при их комбинировании варьироваться от 1:0 до 1:5 (отмеряется по доле цемента). Требуемая марка прочности последнего зависит от целевого назначения, для изготовления теплоизоляционных марок используется ПЦ М300, конструкционно-теплоизоляционных – М400, плотных конструкционных – М500. В отличие от обычных товарных бетонов в данном случае лучшие результаты наблюдаются при вводе составов с примесями пуццолана и шлака (имеющим маркировку Д20, а не Д0).
Компоненты растворов могут меняться, а соотношения вяжущих при их комбинировании варьироваться от 1:0 до 1:5 (отмеряется по доле цемента). Требуемая марка прочности последнего зависит от целевого назначения, для изготовления теплоизоляционных марок используется ПЦ М300, конструкционно-теплоизоляционных – М400, плотных конструкционных – М500. В отличие от обычных товарных бетонов в данном случае лучшие результаты наблюдаются при вводе составов с примесями пуццолана и шлака (имеющим маркировку Д20, а не Д0).
Особые требования выдвигаются к порообразователю: для достижения равномерной ячеистой структуры материала применяется алюминиевая сухая пудра с долей активного металла в пределах 90-95 % или суспензии – до 93. Их ввод требует осторожности: при снижении доли менее 0,06 % блоки не достигают заданной пористости, при засыпке более 0,1 – выделяется избыток водорода, приводящий к образованию чересчур крупных ячеек, вырыванию из них газа и усадке изделий.
Существует четкая связь между качеством используемого наполнителя и прочностными характеристиками: чем тоньше будет его помол, тем лучше. Водоцементное соотношение подбирают опытным путем, доля затворяемой жидкости достигает 45-75% от общего веса сухих составляющих и в идеале сводится к минимуму.
Водоцементное соотношение подбирают опытным путем, доля затворяемой жидкости достигает 45-75% от общего веса сухих составляющих и в идеале сводится к минимуму.
Лучшие результаты при изготовлении неавтоклавного газобетона наблюдаются при В/Ц=0,4, повышение этого показателя приводит к снижению прочности материала.
Технология получения газоблоков в домашних условиях
Для кладочных изделий помимо сырья и емкостей для замеса потребуются формы – заводские металлические или самоделки из фанеры и дерева. Их размеры зависят от назначения блоков: чем больше будет ячеек, тем быстрее пойдет процесс выпуска. Внутренние стороны форм выполняются из ламинированной фанеры или других влагостойких материалов, принимаются меры по исключения протеканию воды, с целью упрощения выемки стенки смазывают составами на основе воды и технического масла в соотношении 3:1, эту процедуру повторяют каждый раз перед заполнением.
Этап замеса считается самым сложным в домашнем производстве, без дозаторов и оборудования для подготовки компонентов пропорции подбираются только опытным путем. Любое изменение степени активности вяжущего, температурных условий или чистоты воды оказывает прямое влияние на процесс поризации и итоговое качество. Важную роль играет последовательность соединения ингредиентов: вяжущее, песок или другие сухие заполнители перемешиваются и затворяются водой порционно, вплоть до получения однородной консистенции (но не более 5 мин, в противном случае цемент начнет схватываться), далее в нее вводят хлористый кальций или каустическую соду (при наличии их в выбранном составе), и в последнюю очередь – алюминиевую пудру или суспензию. После засыпки порообразователя смесь перемешивается со всей возможной тщательностью не более, чем 1 минуту и заливается в предварительно подготовленные формы.
При изготовлении газобетонных блоков в домашних условиях раствором заполняется только половина ячейки. Реагирование ингредиентов начинается незамедлительно, объем массы нарастает в течение первых 5-10 минут, после чего она слегка усаживается. Полученную «горбушку» срезают струной, формы оставляют в теплом помещении на сутки. Элементы вынимают с максимальной аккуратностью и размещают на стеллажах или поддонах до окончательного набора прочности.
Элементы вынимают с максимальной аккуратностью и размещают на стеллажах или поддонах до окончательного набора прочности.
Для получения автоклавных изделий они проходят обработку горячим паром под избыточным давление в специальных камерах, в домашних условиях этот этап пропускается. Это вместе с отсутствием возможности строгого контроля за составом и геометрической точностью форм объясняет уступку качества кустарных элементов заводским. С целью его улучшения принимается ряд мер:
- Площадка или помещение защищаются от сквозняков и холодной температуры. В идеале работы проводятся в теплое время года.
- Формы слегка прогревают перед смазыванием. После выемки изделий оценивается состояние стенок и проводится их тщательная чистка.
- Сухие компоненты перед затворением водой просеиваются сквозь сито и вводятся малыми порциями.
Что такое газобетон?
Рабочий Газобетон — это продукт, который производится путем добавления различных типов ингредиентов, известных как составляющие, в общую смесь, которые запускают химическую реакцию и приводят к образованию пузырьков газа в бетоне по мере его застывания. Самый распространенный пример этого типа бетона известен как автоклавный газобетон. Этот особый подход часто бывает полезен в строительных проектах, поскольку в результате химической реакции продукт может обеспечивать превосходную изоляцию.
Самый распространенный пример этого типа бетона известен как автоклавный газобетон. Этот особый подход часто бывает полезен в строительных проектах, поскольку в результате химической реакции продукт может обеспечивать превосходную изоляцию.
Одним из наиболее распространенных компонентов или ингредиентов, которые добавляют для образования ячеистого бетона, является алюминиевый порошок. Присутствие порошка в смеси создает взаимодействие, которое приводит к образованию крошечных пузырьков по всему бетону.Конечным результатом является уменьшение плотности бетона, в отличие от использования дрожжей, которые помогают уменьшить плотность в различных типах выпечки. В то же время более низкая плотность не ослабляет бетон. Вместо этого отвержденный продукт является прочным, эластичным и способным выдерживать различные климатические условия.
Основное преимущество пенобетона как строительного продукта — это теплоизоляция, которую он придает готовой конструкции.Расширение, вызванное присутствием алюминиевой пудры, позволяет бетону работать так, как изоляция стены. В результате бетон помогает поддерживать внутри конструкции более постоянный уровень температуры и влажности, даже если погода на улице явно некомфортная. Прочная природа бетона также означает, что обслуживание конструкции уменьшается, часто требуется немного больше, чем герметизация бетона, а затем нанесение краски или другого типа покрытия стен для достижения желаемого внешнего вида дома или рабочего места.
Газобетон в виде автоклавного газобетона обычно считается разработанным в Швеции в первые годы 20-го века. С тех пор этот вид бетона использовался в строительных проектах в ряде европейских стран.К концу 20 века именно этот подход к смешиванию бетона начал применяться в Соединенных Штатах. В настоящее время газобетон, включающий алюминиевый порошок в составе смеси, продолжает завоевывать популярность во многих других частях мира благодаря тому, что этот продукт относительно недорогой по сравнению с другими строительными материалами, а также отличные изоляционные свойства готовой продукции. продукт.
С тех пор этот вид бетона использовался в строительных проектах в ряде европейских стран.К концу 20 века именно этот подход к смешиванию бетона начал применяться в Соединенных Штатах. В настоящее время газобетон, включающий алюминиевый порошок в составе смеси, продолжает завоевывать популярность во многих других частях мира благодаря тому, что этот продукт относительно недорогой по сравнению с другими строительными материалами, а также отличные изоляционные свойства готовой продукции. продукт.
Газобетон или пенобетон? Что лучше?
Часто, используя ячеистый бетон в строительстве, задаешься вопросом: пенобетон или пенобетон? Что лучше? Газобетон и пенобетон относятся к категории ячеистых бетонов, их свойства соответствуют ГОСТ 25485-89, а их существенная разница заключается в технологии изготовления. При производстве газобетона пористая структура бетона формируется с помощью пузырьков газа, являющихся результатом химической реакции между цементом и алюминиевым порошком, содержащимся в газообразующем агенте. Пористая структура материала сохраняется при застывании газобетона. Когда прочность набирается, получается легкий и прочный материал, который неплохо сохраняет тепло.
При производстве газобетона пористая структура бетона формируется с помощью пузырьков газа, являющихся результатом химической реакции между цементом и алюминиевым порошком, содержащимся в газообразующем агенте. Пористая структура материала сохраняется при застывании газобетона. Когда прочность набирается, получается легкий и прочный материал, который неплохо сохраняет тепло.
При производстве пенобетона пористая структура формируется с помощью пузырьков воздуха, равномерно распределенных по цементной смеси.Наличие пузырьков воздуха в пенобетоне обеспечивается подачей пены в цементную смесь или добавлением пенообразователя в цементную смесь при перемешивании. Когда материал затвердевает, пористая структура сохраняется. Пенобетон по сравнению с газобетоном имеет структуру с закрытыми ячейками, что обеспечивает меньшее влагопоглощение.
Однако стены из пенобетона или газобетона обычно не оставляют открытыми, а защищают от воздействия окружающей среды с помощью штукатурки, сайдинга, отделочной плитки и т. Д.На строительной площадке важны не только теплоизоляционные свойства, но и прочность на разрыв при сжатии. Пенообразователи (особенно синтетические), которые используются для изготовления пенобетона, отрицательно влияют на прочность цементного кирпича. Для изготовления несущей стены следует использовать кирпич не ниже класса В2 на разрыв при сжатии.
Д.На строительной площадке важны не только теплоизоляционные свойства, но и прочность на разрыв при сжатии. Пенообразователи (особенно синтетические), которые используются для изготовления пенобетона, отрицательно влияют на прочность цементного кирпича. Для изготовления несущей стены следует использовать кирпич не ниже класса В2 на разрыв при сжатии.
Для обеспечения такой прочности пенобетона плотность материала должна быть не менее 700-800 кг на куб. м. Такого же класса прочности (В2) у газобетона можно достичь при плотности 500-600 кг на куб.м. Так что газобетон можно считать более прочным материалом. По этой же причине пенобетон в производстве дороже, чем газобетон. Для сравнения: расход цемента на изготовление 1 куб. м пенобетона плотностью 800 кг на куб. м составляет в среднем 380-400 кг, при изготовлении 1 куб. м газобетона плотностью 600 кг на куб. м потребуется всего 280-300 кг цемента. Также стоит отметить, что стена из газобетона плотностью 600 кг на куб.м может быть более тонким, обладающим такими же прочностными и теплотехническими свойствами.
В любом случае, материал будет выбирать покупатель. Перед покупкой необходимо убедиться, что выбранный материал соответствует требованиям ГОСТ, и изучить особенности использования материала и его дальнейшей эксплуатации.
| |||||
| |||||
 Просто ознакомьтесь с нашим сайтом, затем выберите и купите оборудование для любой производственной линии NAAC на свой вкус.
Просто ознакомьтесь с нашим сайтом, затем выберите и купите оборудование для любой производственной линии NAAC на свой вкус. Раздел Технология производства.
Раздел Технология производства.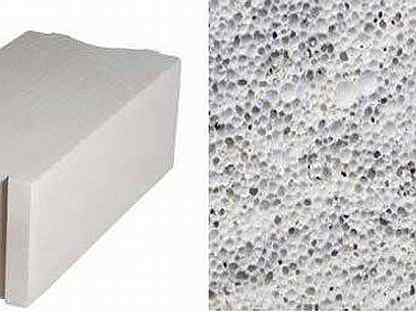 Терминал контроля дозирования при достижении необходимого веса отключает конвейеры. Компоненты заливаются в смеситель вручную, открыв затвор. Нарезка торта осуществляется автоматической установкой для резки. Форма представляет собой платформу на колесах. Движение форм по конвейеру организовано автоматическими толкающими устройствами.
Терминал контроля дозирования при достижении необходимого веса отключает конвейеры. Компоненты заливаются в смеситель вручную, открыв затвор. Нарезка торта осуществляется автоматической установкой для резки. Форма представляет собой платформу на колесах. Движение форм по конвейеру организовано автоматическими толкающими устройствами.