Как варить без шлака и получить красивый сварочный шов | ММА сварка для начинающих
Как варить без шлакаКак варить без шлака
Начинающие сварщики нередко сталкиваются с большим количеством шлака при сварке металлов. Например, из-за нехватки опыта, во время сварки инвертором, шлак начинает идти впереди дуги, подтекает в сварочную ванну, так и застывая в ней. Из-за этого сварочный шов выглядит некрасиво, он как бы «рыхлый», на нем виднеются крупные поры, и, другие дефекты.
Как варить без шлака и красивые швы? Наверное, это самый первый вопрос начинающих сварщиков. Все хотят варить такие швы, как на «картинке», забывая о том, что мастерство приходит с опытом. В этой статье я хотел бы поделиться с читателем информацией о том, почему при сварке возникает много шлаковых включений, и как от них избавиться — раз и навсегда.
Как варить электродом без шлака
В основном проблема, когда много шлаковых включений при сварке, связана с неправильным движением электрода. Также проблема возникает при сваривании металлов из нижнего положения, в особенности, когда заготовка располагается под небольшим углом.
Также проблема возникает при сваривании металлов из нижнего положения, в особенности, когда заготовка располагается под небольшим углом.
На возникновение шлака влияет и неправильно подобранный сварочный ток. Когда он низкий, шлак не успевает выгорать полностью, что приводит к его образованию в больших количествах. Обычно такое возникает из-за просадок напряжения в электросети или из-за неправильных настроек инвертора.
Если приходится варить на малых токах, то просто попробуйте вести электрод сверху-вниз, разместив заготовку под небольшим уклоном. В таком случае, шлак начнёт стекать, а сварочный шов при этом будет ровным и красивым.
Как избавиться от шлаковых включений
В том случае, если с напряжением в сети все нормально, а настройки инвертора для сварки выбраны правильно, попробуйте следующий совет.
Если вы видите, что шлак начал обгонять сварочную ванну, попытайтесь выгнать его первым, проведя электродом вперёд. Таким образом, можно достаточно легко «стряхнуть» шлак и избавиться от него. При этом шлаковые включения не попадут в сварочную ванну, и шов будет чистым от них.
Таким образом, можно достаточно легко «стряхнуть» шлак и избавиться от него. При этом шлаковые включения не попадут в сварочную ванну, и шов будет чистым от них.
Когда и этот способ не помогает, тогда попробуйте увеличить длину сварочной дуги. Конечно же, в пределах разумного, в противном случае, слишком длинной сварочной дугой можно запросто прожечь металл.
Что даёт увеличение длины сварочной дуги? Все очень просто, и при этом шлак сдувается, так и не попав в сварочную ванну. Также можно попробовать выгнать шлак из сварочной ванны, если немного изменить угол наклона электрода или детали для сварки.
Ну и не стоит забывать о качестве электродов, поскольку из-за электродов низкого качества, также может появляться много шлака. Кроме того, большое количество шлаковых включений при сварке может говорить о низком профессионализме сварщика. Поэтому следует поднабраться опыта.
А как варите вы? У вас много образуется шлака при сварке? Делитесь своим опытом и советами, а также другими способами избавления от шлака.
Сварка инвертором для начинающих: как варить без шлаковых включений?
Почему появляются шлаковые включения? Такие проблемы возникают обычно при сварке инвертором у начинающих. Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.
В основном эта проблема присуща сварке в нижнем положении. Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Проблемы с шлаком встречаются чаще всего при сварке в нижнем положении и при прохождении потолка.
Если случаются просадки в электросетке и варить можно только на малом токе, не желательно «жужжать» в нижнем положении, а необходимо деталь или заготовку поставить под уклон и варить снизу –вверх. Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если с электросетью в вашей мастерской все в порядке и тока хватает шлаковые включения все-равно возникают. Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Как избавиться?
Если вы увидели, что шлак «обгоняет» сварочную ванну, можно сделать небольшой пробег вперед электродом по прямой линии, чтобы его встряхнуть. Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.

- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.

Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
 Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.

Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
 Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
 При учебе лучше использовать именно этот вид.
При учебе лучше использовать именно этот вид.Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
«Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
 Оба края должны быть равномерно сплавлены.
Оба края должны быть равномерно сплавлены.Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Как начать работать электросваркой для чайников — Ручная дуговая сварка — ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса — быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса — быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2. 5 мм диаметром минимальный ток около 80 ампер.
5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги — 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика — 3.2 мм диаметр. Верхний предел тока — 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно — это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно — это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой — зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью — сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру — не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками — значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками — сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря — плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны.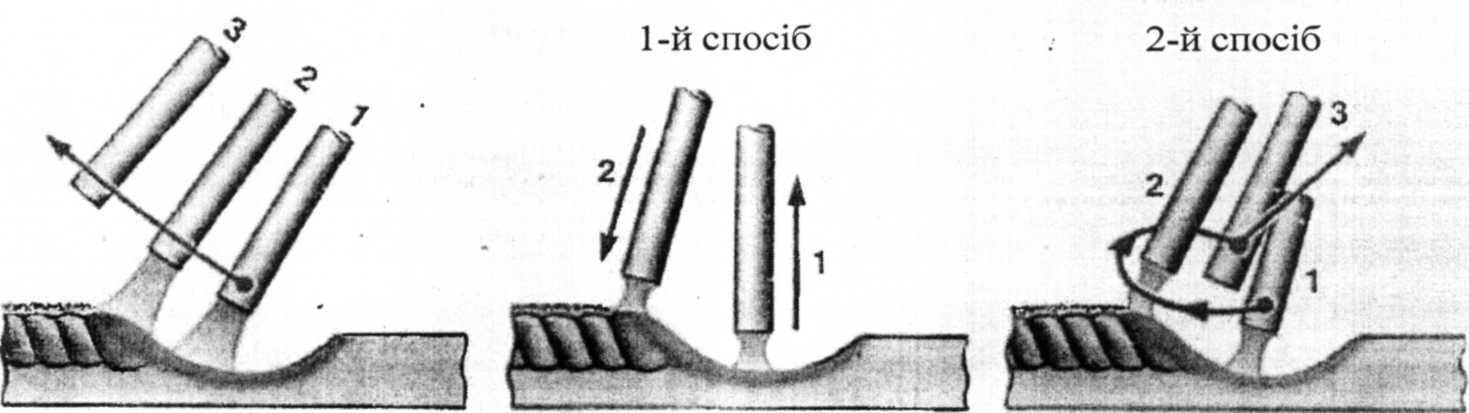 Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом.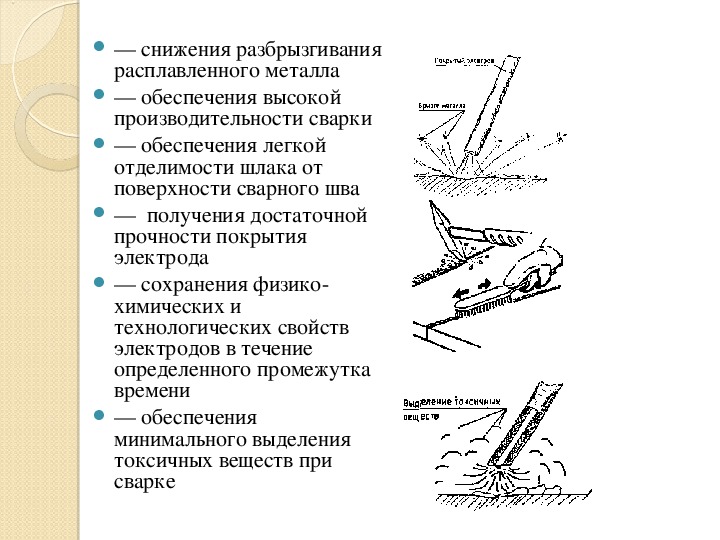 Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Электросварка варим правильно
Сегодня мы подготовили статью на тему: «электросварка варим правильно», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
| Видео (кликните для воспроизведения). |
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.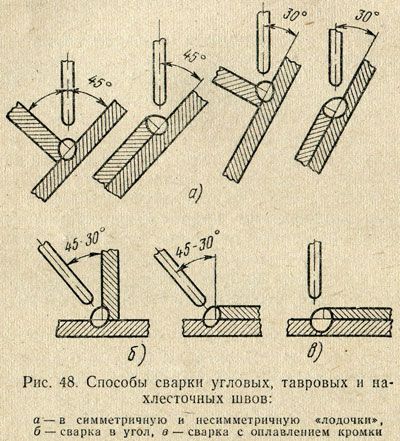
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Сварка электродами, как правильно варить начинающим
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя.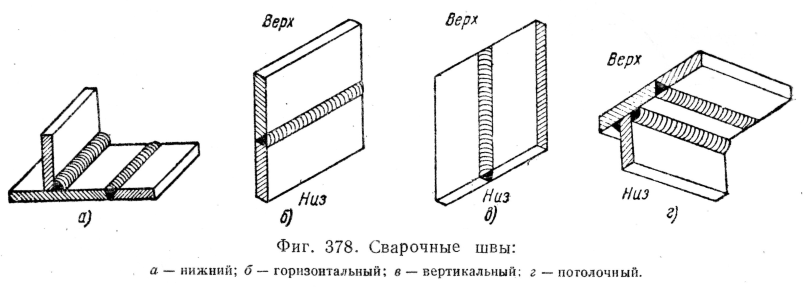 Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
 е. зазор был слишком маленький.
е. зазор был слишком маленький.Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.

Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
3 лучших техники движения электродом при обучении электродуговой сварке начинающих
Чтобы сварочный шов при ручной дуговой сварке получился прочным и аккуратным, помимо осевого и продольного перемещения электрода, его необходимо двигать и в поперечном направлении. Существуют множество видов этого движения электрода. Ниже рассмотрим и осуществим три самых простых их вида, но, в то же время, наиболее часто используемые.
Понадобится
- Стальной толстый круг;
- электродрель;
- угольник и маркер;
- сварочное оборудование;
- молоток для отбивки шлака и щетка.
Процесс обучения электросварке
С помощью угольника и маркера проводим на поверхности стального круга три «дорожки», ограниченные двумя параллельными прямыми, в пределах которых нанесем траектории движения конца покрытого электрода трех видов.
Первую условно назовем прямоугольной. Траекторию электрода воспроизведем маркером, который сперва движется справа налево, затем короткое расстояние вниз по ограничительной прямой, далее справа налево параллельно первой поперечной прямой, снова вниз по другой ограничительной прямой, и так до самого конца дорожки.
Вторая траектория представляет собой зигзагообразную ломаную линию в пределах двух параллельных ограничительных прямых, которую также воспроизводим с помощью маркера.
Параллельные ограничительные линии и их «заполнение» углубляем с помощью отрезного диска и болгарки. Эти линии-канавки облегчат нам обучение сварке, поскольку электрод будет направляться ими по нужной траектории, а сварной шов в основном будет локализовываться в их пределах.
Обучение начнем с зигзагообразного поперечного движения электрода, как наиболее простого в воспроизведении.
При реализации этого способа не следует задерживать надолго электрод в крайних точках, тогда шов получится одинаковым по высоте и ширине от начала до конца.
Отбив шлак и прочистив зигзагообразный сварной шов щеткой, убеждаемся, что он вышел таким, как мы и предполагали.
Прямоугольную траекторию поперечного движения электрода вначале также воспроизводим без подачи на него напряжения, чтобы отработать и почувствовать, как его пройти от начала до конца в пределах ограничительных прямых.
Затем повторяем эти движения уже с подачей напряжения на электрод. При этом способе перемещения электрода главное – выдерживание равномерной скорости движения электрода по траектории сварочного шва.
Если нам это удастся, то после удаления шлака и прочистки шва щеткой, мы увидим аккуратный шов – верный признак того, что он максимально прочен по всей длине. Видим, что такое движение электрода по сравнению с зигзагообразным, обеспечивает большую ширину сварочного шва.
Наконец, углубляем болгаркой зону между двумя параллельными линиями, близко расположенными друг к другу. Здесь мы потренируемся в воспроизведении т. н. ниточного шва, при котором поперечные движения электрода не совершаются.
Этот шов легче всего воспроизвести в натуре. Необходимо лишь выдерживать длину дуги и равномерно перемещать электрод от начальной до конечной точки. Шов при этом способе получается наиболее узким. Его обычно применяют при сварке тонких листов металла.
Смотрите видео
Что такое шлак при сварке и как он работает? Руководство 2022
0Последнее обновление
Шлак при сварке можно определить как «каменистые отходы, которые отделяются от металлов при плавке или рафинировании руды». Хотя при сварке мы не имеем дело с рудой, сварочный шлак также отделяется от основного и присадочного металлов во время сварки. Затем его срезают и очищают позже. Но это не пустая трата. Шлак служит цели, которая помогает структурной целостности сварного шва.
Но это не пустая трата. Шлак служит цели, которая помогает структурной целостности сварного шва.
Как это работает?
Шлак является побочным продуктом некоторых процессов дуговой сварки. Образуется при сварке из флюса. Когда дуга инициализируется и стабилизируется, присадочный металл электрода начинает разжижаться и осаждается в зоне сварки. Поскольку расплавленный металл является жидким и не охлаждался, он гораздо более склонен к образованию дефектов в процессе сварки и в период охлаждения непосредственно после него.
В процессах сварки, в которых используется шлак, используются электроды, которые либо имеют флюсовое покрытие (дуговая сварка металлическим электродом с защитой), либо флюс встроен в трубчатую проволоку (дуговая сварка с флюсовой сердцевиной).Этот флюс расплавляется с присадочным металлом и выделяет газы, которые создают защитную зону для сварного шва, отталкивая другие атмосферные газы, такие как кислород. Но не весь поток испаряется или превращается в газ. Оставшаяся часть остается в зоне сварки и поднимается к верхней части шва, оставляя шлак, который также служит для защиты сварного шва при охлаждении.
Оставшаяся часть остается в зоне сварки и поднимается к верхней части шва, оставляя шлак, который также служит для защиты сварного шва при охлаждении.
После завершения сварки шлак необходимо удалить отбойным молотком (также называемым шлаковым молотком) или игольчатым пистолетом. Поскольку шлак действует как защита для сварного шва и является неметаллическим, он также может вызвать непровар, если наплавить дополнительный шов без удаления старого шлака.
Какие существуют типы шлака при сварке?
При сварке используется много различных типов шлака. Флюсы изготавливаются из различных карбонатных и силикатных материалов. Некоторые шлаки удаляются легче, чем другие. Рутиловые или кислотные флюсы, поскольку они не содержат фтора, образуют шлак, который легче удалить. Основные флюсы создают шлак, содержащий фторид кальция, что затрудняет его удаление. Несмотря на то, что характеристики флюса различаются в зависимости от электрода, лучший способ классифицировать различные типы шлака для наших целей — это сортировать его по процессу сварки.
Дуговая сварка в защитном металле
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) или дуговая сварка — это процесс, в котором используется электрод, покрытый флюсом. Металл осаждается, когда электрод плавится вместе с флюсом. При этом образуется шлак, который затем необходимо отщеплять. Важно, чтобы весь шлак был удален перед добавлением дополнительного шва.
Изображение предоставлено: Мати Нусерм, Shutterstock
Дуговая сварка порошковой проволокой с двумя экранами
Дуговая сварка порошковой проволокой с двумя защитными электродами (FCAW-G) — это полуавтоматический процесс сварки, при котором присадочный металл наносится электродом из механизма подачи проволоки.Проволока имеет трубчатую форму и заполнена флюсом, отсюда и название «флюсовая». Одного этого флюса недостаточно для защиты сварного шва, но требуется дополнительное покрытие защитным газом. Вот почему этот процесс также называется Dual Shield.
Характеризуется довольно гладкой дугой, что также приводит к одинаково гладкому шлаку. Почти во всех случаях этот шлак исключительно легко удаляется, часто целиком. Это отличает Dual Shield от его аналога Self-Shielded.
Почти во всех случаях этот шлак исключительно легко удаляется, часто целиком. Это отличает Dual Shield от его аналога Self-Shielded.
Самозащитная дуговая сварка порошковой проволокой
Для дуговой сварки порошковой проволокой с самозащитой(FCAW-S или Innershield) используется то же оборудование, что и для двойной защиты.Однако флюс, используемый в этом процессе, является самодостаточным и не требует дополнительного газового покрытия. Дуга менее гладкая, поскольку она больше похожа на шаровидную передачу (в отличие от струйной дуги). Это означает, что перенос движется по дуге крупными каплями расплава. Этот вид сварки используется на открытом воздухе, где газовое покрытие будет сдуваться ветром. Шлак может быть трудно удалить.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) использует проволоку с металлическим сердечником и использует механизм подачи проволоки, очень похожий на сварку с флюсовой проволокой.Однако обычно в проволоку не добавляют флюс для образования шлака. Поскольку этот процесс чаще всего используется для автоматизации, задается траектория сварки и в траекторию сварки укладывается гранулированный токопроводящий флюс. Более эффективным является бункер для флюса, который дозирует флюс во время сварки. Этот флюс легкоплавкий и превращается в шлак. В то же время это помогает стабилизировать дугу под флюсом. Вот почему она называется дуговой сваркой под флюсом, так как дуга не видна вне флюса. Образовавшийся шлак обычно легко удаляется.
Поскольку этот процесс чаще всего используется для автоматизации, задается траектория сварки и в траекторию сварки укладывается гранулированный токопроводящий флюс. Более эффективным является бункер для флюса, который дозирует флюс во время сварки. Этот флюс легкоплавкий и превращается в шлак. В то же время это помогает стабилизировать дугу под флюсом. Вот почему она называется дуговой сваркой под флюсом, так как дуга не видна вне флюса. Образовавшийся шлак обычно легко удаляется.
Изображение предоставлено: Зелень, Shutterstock
Электрошлаковая сварка
Электрошлаковая сварка (ESW) представляет собой однопроходный процесс, предназначенный для сварки толстых листов, обычно толщиной более 1¼ дюйма. Это было описано больше как процесс плавления, а не сварки. Флюс добавляется в соединение заранее. Электрод вставляется поверх флюса. Поскольку флюс не является хорошим проводником электричества, дуги не возникает. Вместо этого происходит то, что сопротивление между электродом и заготовкой генерирует тепло, чтобы расплавить флюс. После того, как он станет расплавленным, затем добавляется больше флюса, чтобы стабилизировать дугу и соединить ванну расплавленного шлака с ванной присадочного металла.
После того, как он станет расплавленным, затем добавляется больше флюса, чтобы стабилизировать дугу и соединить ванну расплавленного шлака с ванной присадочного металла.
Где используется?
Slag используется везде, где вы видите FCAW, SMAW, SAW и ESW. Эти типы сварки чаще используются в цехах по изготовлению металлоконструкций, а также на рабочих местах, которые работают с конструкционной сталью. Защитный характер шлака помогает предотвратить дефекты, вызванные ненастной погодой. Использование сварки MIG или жесткой проволоки не будет работать в ненастную погоду или на большом количестве конструкционной стали, поскольку она не проникает так хорошо, как описанные выше процессы.
Преимущества шлака при сварке
Очевидным преимуществом шлака является то, что он помогает защитить сварной шов от внешних дефектов в процессе сварки. Шлак также может сохранять заданную форму и надлежащие размеры сварных швов, что может иметь решающее значение в зависимости от применения.
Недостатки шлака при сварке
Хотя цель сварочных процессов, в которых используются флюс и шлак, состоит в том, чтобы они поднимались на поверхность во время сварки, это не всегда так.Вероятно, самым большим недостатком является то, что вы рискуете получить шлаковые включения и непровар. Хотя шлак предназначен для предотвращения таких дефектов, как пористость и червоточины, он также может вызывать собственные дефекты, если сварщик не очищает сварные швы или не использует правильную технику.
Изображение предоставлено: Игорь В. Подкопаев, Shutterstock
Часто задаваемые вопросы (FAQ)
Можно ли оставлять шлак на сварном шве?
Короткий ответ — нет. Вы всегда должны очищать сварные швы.Однако, если это последний проход многопроходной сварки, если вы не планируете окрашивать сварной шов, оставление шлака наверху не должно быть проблемой. Это часто происходит с приспособлениями и другими временными конструкциями, которые помогают производителям выполнять настоящую работу.
Бывают случаи, когда люди не следуют протоколу. Иногда сварщики с двойной защитой FCAW сваривают корневой шов многопроходного углового шва и удаляют шлак в соответствии с процедурой. Однако следующие два последовательных прохода, составляющие второй слой сварного шва, не будут иметь сколов шлака между ними.Это происходит только потому, что шлак уже легко удалить, а лужа может нагреться настолько, что предыдущий шлак поднимется на поверхность новой лужи. Опять же, это не рекомендуется (особенно для ответственных сварных швов), и это все равно может привести к образованию шлаковых включений. Но в такой ситуации это не должно нарушать общую целостность сварного шва, пока шлак счищается между слоями сварного шва.
Что вызывает шлаковые включения?
Шлаковые включения обычно возникают из-за плохой очистки сварного шва между проходами.Это также может быть вызвано плохой техникой сварки. Например, FCAW предназначен для сварки с небольшим углом сопротивления, чтобы электродная проволока могла тянуться за сварочной ванной.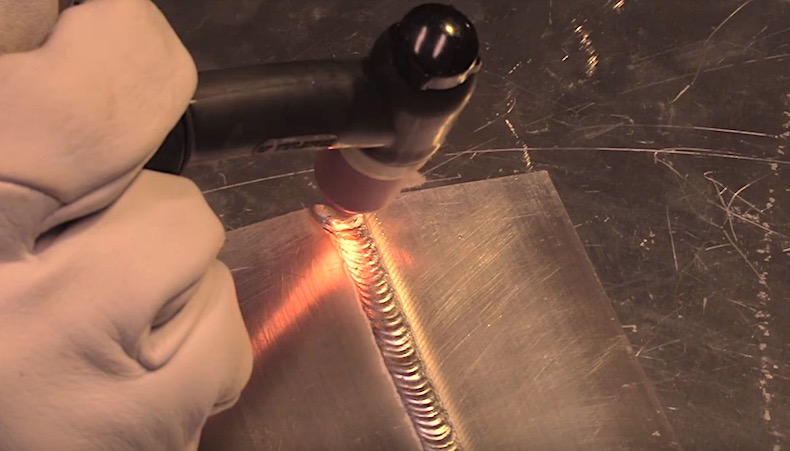 Если вы измените этот угол на толкание ванны, вы потенциально можете сваривать ранее сформированную ванну и, следовательно, улавливать шлак. Шлаковые включения обычно вызваны ошибкой пользователя.
Если вы измените этот угол на толкание ванны, вы потенциально можете сваривать ранее сформированную ванну и, следовательно, улавливать шлак. Шлаковые включения обычно вызваны ошибкой пользователя.
Изображение предоставлено: Pixabay
Каковы наилучшие способы удаления шлака между проходами углового сварного шва?
Самый простой способ удаления шлака – использование шлакового молота.Один конец заострен, а другой конец имеет ровный край. Другой способ — использовать пневматический инструмент, например игольчатый пистолет. Просто нажмите на курок и нажмите на сварной шов. Это полезно для сварки со шлаком, который трудно удалить, например, с самозащитой.
Другой способ – использовать угловую шлифовальную машину. Хотя это не лучший метод удаления шлака, иногда он может быть более эффективным, чем использование игольчатого пистолета. Например, если вы выполняете сварку стержнем стыка трубы с использованием стержня E6010 для укладки корневого шва, из-за быстрого замерзания шлака в сочетании с методом сварки «хлыст-и-пауза» шлак будет отрываться небольшими кусочками. .Используйте угловую шлифовальную машину, чтобы очистить корневой проход и выровнять сварной шов для следующих проходов.
Заключение
Шлак грязный. Он проникает повсюду во время сварки и вызывает много дыма. Тем не менее, именно так он служит своей цели. Но без надлежащей очистки и подготовки металла это может вызвать проблемы, которые могут повлиять на структурную целостность ваших сварных швов. Раздражающая работа по очистке сварного шва избавит вас позже от строжки угольной дугой или шлифовки дефектного сварного шва, чтобы исправить его.
Авторы избранных изображений: К.Каргона, Shutterstock
Электрошлаковая сварка – обзор
6.4.4 Расчет термического цикла
Полезно рассчитать термические циклы для различных процессов сварки и, в частности, сравнить электрошлаковую сварку, которая имеет очень низкие скорости нагрева и охлаждения, с таковыми для других техник. В таблице 6.5 перечислены значения переменных параметров сварки, типичных для дуговой сварки под флюсом, электрошлаковой и ручной дуговой сварки металлическим электродом. Поскольку при электрошлаковом процессе сварка выполняется за один проход, количества для двух других процессов также соответствуют однопроходной сварке, а соответствующее уравнение теплового потока такое же, как и для линейного источника тепла.
Поскольку при электрошлаковом процессе сварка выполняется за один проход, количества для двух других процессов также соответствуют однопроходной сварке, а соответствующее уравнение теплового потока такое же, как и для линейного источника тепла.
Таблица 6.5. Переменные процессы и рассчитанные сварные размеры
| Electroslag | Electroslag | Metal Arc | 3 | 34 | 52 | 20 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| сварочный ток (A) | 1100 | 700 | 700 | 150 | |||||||||||
| Сварочная скорость V (M S — 1 ) | 8 × 10 — 3 | 4 × 10 — 4 | 2 .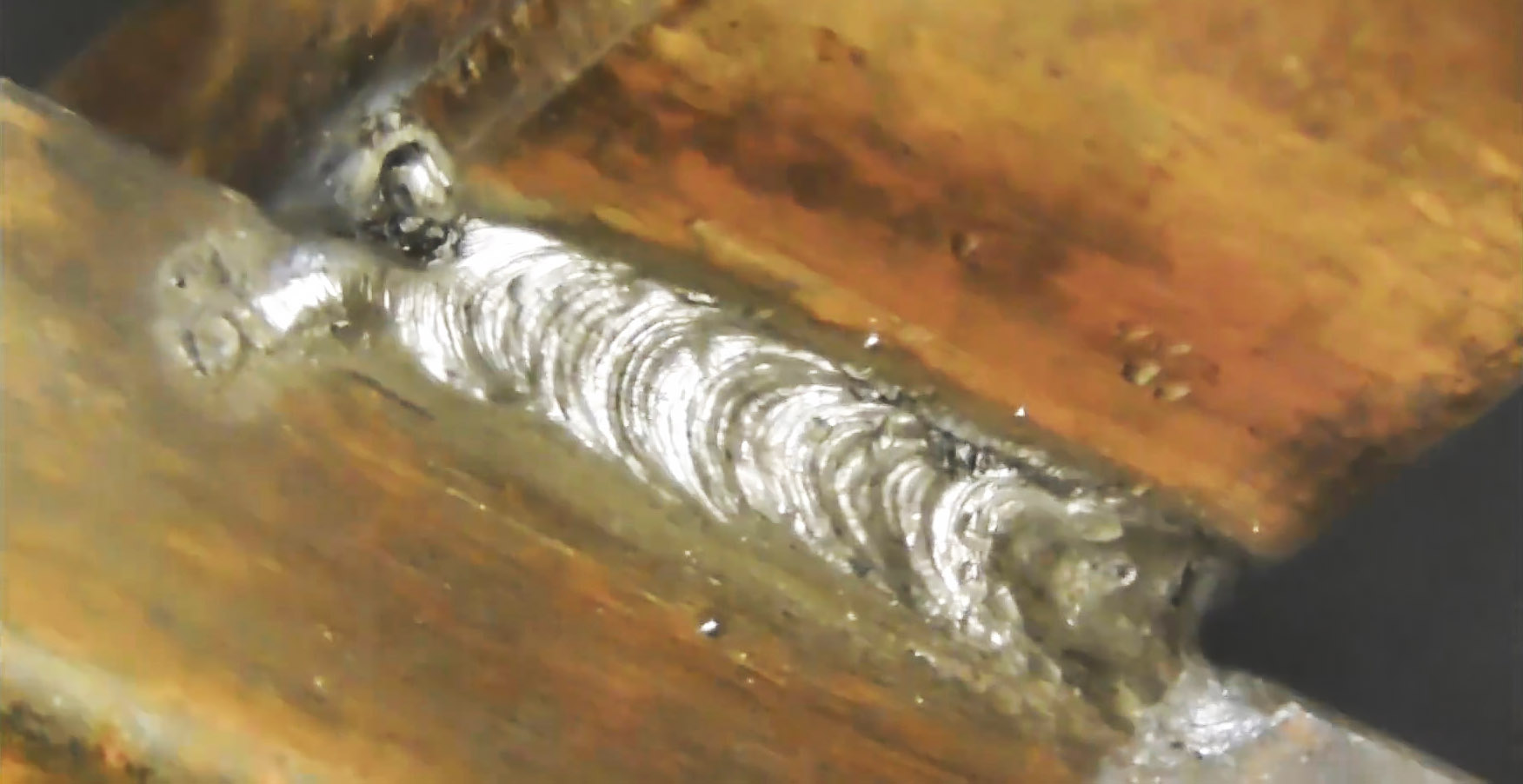 5 × 10 — 3 — 3 5 × 10 — 3 — 3 | ||||||||||||
| Толщина пластины (источник линии) W (M) | 1.27 × 10 — 2 | 7.5 × 10 — 2 | 6 × 10 — 3 | ||||||||||||
| Параметр работы, N | 29.68 | 22.68 | 1.10 | 0.483 | Тип тепла Источник | Point * | Line ** | Point | Line | Point * | Line * * | ||||
| r¯0 = Vr 0 /2α | 9.2 | 2 | Na | Na | 0.36 | 0.36 | 0.36 | 0 9013 | x¯0 = VX 0 / 2α | 8.30 | 22.55 | Na | 0.48 | 0.10 | 0.36 |
| Y¯0 = VY 0 / 2α | 3.97 | 4.70 | Na | 0. 59 59 | 0.36 | 0.48 | |||||||||
| Рассчитанный швард шириной, B = 2γ 0 (мм) | 27.8 | 32,9 | н/д | 82,6 | 8,1 | 10,8 | |||||||||
Первым шагом является определение мощности источника. Это
(6.28)q′=ηVIw
, где В — напряжение, I — ток, w — толщина пластины и η — КПД источника. На рисунке 6.14 показаны значения η для процессов дуговой сварки. В случае электрошлаковой сварки происходит некоторая потеря тепла на водоохлаждаемые башмаки, поддерживающие сварной шов, но данные по этой величине отсутствуют, и будет принято, что η = 1.Это же значение будет принято для сварки под флюсом, а 0,85 — для ручной дуговой сварки.
6.14. Измеренная эффективность дуги η . (По Christensen et al. , 1965.)
Уравнения для распределения температуры из-за движущегося источника тепла поддаются выражению в безразмерной форме, и это полезно как для представления, так и для вычислений. Таким образом, положим для трех координат
Таким образом, положим для трех координат
(6.29)x¯=υx2α,y¯=υy2α,z¯=υz2α
, а безразмерную толщину пластины
(6.30)w¯=υw2α
Температура нормирована по отношению к температуре плавления T m :
(6.31)T¯=TTm
Тогда соотношение для трехмерного течения принимает вид
(6.32) T¯=qυ4πKαTmr¯exp−r¯−x¯
Величина qυ/ ( 4πKαT m ) также является безразмерной и была обозначена как рабочий параметр Christensen et al. (1965), о работе которой сообщается далее в этой главе.Итак, положим
(6.33)n=qυ4πgαTm
и, следовательно,
(6.34)T¯=nr¯exp−r¯−x¯
, где r¯2=x¯2+y¯2+z¯2 .
Соответствующее выражение для двумерного течения:
(6.35)T¯=nw¯ex¯K0r¯
, где r¯2=x¯2+y¯2.
Граница зоны оплавления располагается по линии или плоскости, где, как и в случае стационарного источника тепла, пиковая температура как раз достигает точки плавления. Соответствующим количествам будет присвоен суффикс ноль.Таким образом, ширина шва составляет 2 y 0 . В двумерном течении y 0 не зависит от глубины z, но в трехмерном случае будет использоваться значение на поверхности ( z = 0). Таким образом, в обоих случаях граница шва определяется как
(6.36)dT¯dx¯=0,y¯=y¯0,r¯2=x¯2+y¯02
откуда
(6.37)dr ¯dx¯=x¯r¯
Применение этих условий к уравнению 6.34 приводит к
(6.38)x¯0=r¯021+r¯0;y¯0=r¯01+2r¯01/21+r ¯0
Уравнение 6.34 затем становится
(6.39)T¯=1=n/r¯0exp−r¯01+r¯0
откуда
(6.40)r¯0expr¯01+r¯0=n
что может быть используется для вычисления сначала r¯0, затем x¯0 и y¯0 для любого значения n . Для стали
(6.41)n=ηVIυ/13.195
Граница зоны оплавления на поверхности определяется по удобно в форме
(6.43)x¯=r¯−lnnr¯
Профили зоны плавления были рассчитаны для переменных дуги под флюсом и ручных переменных металлической дуги, перечисленных в Таблице 6.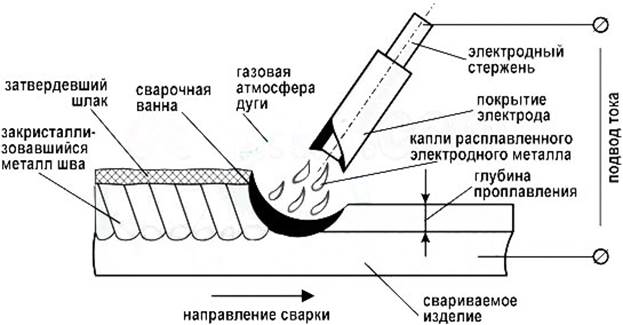 5, и они представлены на рис. 6.15(a). В обоих случаях предполагается, что переменные применимы, во-первых, к точечному источнику тепла, а во-вторых, к линейному источнику. На рис. 6.15(a) и (b) показана удлиненная форма, типичная для процесса с высокой скоростью подвода тепла. Профиль для линейного источника (b) нереалистичен, так как этот тип сварного шва должен поддерживаться опорным стержнем, что делает недействительным предположение о линейном источнике тепла. Рисунок 6.15(c) и (d) имеют закругленную форму, типичную для процессов с низким подводом тепла, таких как ручная металлическая дуга или газовая вольфрамовая дуга.
5, и они представлены на рис. 6.15(a). В обоих случаях предполагается, что переменные применимы, во-первых, к точечному источнику тепла, а во-вторых, к линейному источнику. На рис. 6.15(a) и (b) показана удлиненная форма, типичная для процесса с высокой скоростью подвода тепла. Профиль для линейного источника (b) нереалистичен, так как этот тип сварного шва должен поддерживаться опорным стержнем, что делает недействительным предположение о линейном источнике тепла. Рисунок 6.15(c) и (d) имеют закругленную форму, типичную для процессов с низким подводом тепла, таких как ручная металлическая дуга или газовая вольфрамовая дуга.
6.15. Расчетный контур зоны плавления в стальном листе от движущегося источника тепла
: (а) подводная дуга, точечный источник; (б) подводная дуга, линейный источник; (в) ручная металлическая дуга, точечный источник; (d) ручная металлическая дуга, линейный источник. Переменные перечислены в таблице 6.5. После получения значения y¯0 термический цикл на границе сварного шва определяется из уравнения 6. 34, где x¯=r¯2−y¯021/2 и t=x/υ=x¯×2α/v2. Однако, чтобы включить электрошлаковую сварку, необходимо использовать уравнение линейного источника.Безразмерная форма этого уравнения задается уравнением 6.35:
34, где x¯=r¯2−y¯021/2 и t=x/υ=x¯×2α/v2. Однако, чтобы включить электрошлаковую сварку, необходимо использовать уравнение линейного источника.Безразмерная форма этого уравнения задается уравнением 6.35:
(6.35)T¯=nw¯ex¯K0r¯
Это получается путем подстановки q′ = q/w в уравнении 6.20, а затем действуя как для точечного источника. На границе слияния по-прежнему r¯2=x¯2+y¯02, а dr¯/dx¯=x¯/r¯. Однако условие dT¯/dx¯=0 приводит к
(6.44)x¯0r¯0=K0r¯0K1r¯0
K 0 ( r ) и K 8 ) r ) — функции Бесселя, которые в общем случае являются решениями типа дифференциального уравнения, подходящего для систем цилиндрической геометрии.
Теперь необходимо получить r¯0 из
(6.45)T¯=1=n/w¯expK0r¯0/K1r0r¯0K0r¯0
и, следовательно,
y¯0=1−K02r¯0K12r ¯01/2r¯0
Термический цикл вдоль границы плавления может быть получен из уравнения 6.35, где, как и прежде, x¯=r¯2−y¯021/2 и t=x¯×2α/υ2.
Графики, полученные таким образом для трех наборов переменных, приведенных в таблице 6.5, показаны на рис. 6.16. Обратите внимание на длительное время выдержки при высокой температуре в случае электрошлаковой сварки; в результате получается грубая сварная конструкция, показанная на рис.8.24.
6.16. Расчетные диаграммы время-температура для однопроходных сварных швов стали с использованием ручной дуги (защитной дуги), под флюсом и электрошлаковыми процессами. Переменные сварки, использованные в расчетах, приведены в Таблице 6.5.
Урок 3. Покрытые электроды для сварки низкоуглеродистой стали
Урок 3. Покрытые электроды для сварки низкоуглеродистой стали © АВТОРСКОЕ ПРАВО 2000 ГРУППА ЭСАБ, ИНК. УРОК III 3.5 КИСЛОТА И ОСНОВНЫЕ ШЛАКОВЫЕ СИСТЕМЫ тип шлака, получаемого от покрытых электродов, оказывает определенное влияние на качество металла шва. Е6010, 6011, 6012, 6013, 7014, 7024 и другие целлюлозные и рутиловые электроды, производят шлаки, которые состоят преимущественно из диоксида кремния (песок) и имеют кислую поведение. Кислота
шлаковые системы не рафинируют металл шва. Напротив, шлак из
Е7016, Е7018
и другие электроды с низким содержанием водорода состоят в основном из извести и плавикового шпата, двух
предметы, которые
основной в химическом поведении.Основные шлаки делают некоторое рафинирование металла шва,
что приводит к снижению
содержание неметаллических включений. 3.6 ПРЕИМУЩЕСТВА
И НЕДОСТАТКИ МЯГКОЙ СТАЛИ ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Из всех сварочных работ, выполненных в Соединенных
государства, примерно половина из них делается с покрытыми электродами
с помощью дуговой сварки металлическим электродом в среде защитного газа (SMAW). Все мыслимые формы
и структура
из среднеуглеродистой или низкоуглеродистой стали сваривается с электродами, покрытыми мягкой сталью.
тродес.Преимущества сварки
этого процесса несколько. Это самый простой сварочный аппарат.
доступный. Все, что нужно
представляет собой источник питания постоянного тока, два электрических провода и
электрод. это самый
гибкий процесс сварки, который можно использовать в любом положении на
почти любая толщина углеродистой стали
в любом месте.
Кислота
шлаковые системы не рафинируют металл шва. Напротив, шлак из
Е7016, Е7018
и другие электроды с низким содержанием водорода состоят в основном из извести и плавикового шпата, двух
предметы, которые
основной в химическом поведении.Основные шлаки делают некоторое рафинирование металла шва,
что приводит к снижению
содержание неметаллических включений. 3.6 ПРЕИМУЩЕСТВА
И НЕДОСТАТКИ МЯГКОЙ СТАЛИ ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Из всех сварочных работ, выполненных в Соединенных
государства, примерно половина из них делается с покрытыми электродами
с помощью дуговой сварки металлическим электродом в среде защитного газа (SMAW). Все мыслимые формы
и структура
из среднеуглеродистой или низкоуглеродистой стали сваривается с электродами, покрытыми мягкой сталью.
тродес.Преимущества сварки
этого процесса несколько. Это самый простой сварочный аппарат.
доступный. Все, что нужно
представляет собой источник питания постоянного тока, два электрических провода и
электрод. это самый
гибкий процесс сварки, который можно использовать в любом положении на
почти любая толщина углеродистой стали
в любом месте. Недостатки в том, что крытая
сварка низкоуглеродистой стали имеет более низкое осаждение
скорости, чем другие процессы, что делает его менее эффективным.Кроме того, использование покрытых электродов из мягкой стали требует дополнительной подготовки сварщиков.
чем полуавтомат
и процессы автоматической сварки.
Недостатки в том, что крытая
сварка низкоуглеродистой стали имеет более низкое осаждение
скорости, чем другие процессы, что делает его менее эффективным.Кроме того, использование покрытых электродов из мягкой стали требует дополнительной подготовки сварщиков.
чем полуавтомат
и процессы автоматической сварки.Особые указания по электродам FCAW-S
Особые указания при использовании самозащитных порошковых электродов
Том Майерс — старший инженер по применению, The Lincoln Electric Company
Одним из основных процессов дуговой сварки, используемых для различных применений в производстве стали по всему миру, является процесс дуговой сварки самозащитной порошковой проволокой (FCAW-S).Поскольку для него не требуется внешний защитный газ, он особенно популярен для сварки в полевых условиях или на открытом воздухе, где серьезной проблемой является влияние ветра на процессы сварки в среде защитного газа. Поскольку это также непрерывный электрод (т. Е. Проволока), он часто обеспечивает значительный прирост производительности по сравнению с дуговой сваркой в среде защитного металла (SMAW) или сваркой электродом. Чтобы в процессе FCAW-S можно было использовать самозащитный непрерывный электрод с флюсовой сердцевиной, его конструкция и металлургия должны быть уникальными по сравнению с другими основными процессами дуговой сварки (SMAW, GTAW, GMAW, FCAW-G и SAW).Это часто приводит к тому, что процесс FCAW-S требует различных аспектов сварки. Поэтому в этой статье мы обсудим, почему процесс FCAW-S уникален, а также то, как это создает некоторые особые соображения, которые вы должны знать при его использовании.
Е. Проволока), он часто обеспечивает значительный прирост производительности по сравнению с дуговой сваркой в среде защитного металла (SMAW) или сваркой электродом. Чтобы в процессе FCAW-S можно было использовать самозащитный непрерывный электрод с флюсовой сердцевиной, его конструкция и металлургия должны быть уникальными по сравнению с другими основными процессами дуговой сварки (SMAW, GTAW, GMAW, FCAW-G и SAW).Это часто приводит к тому, что процесс FCAW-S требует различных аспектов сварки. Поэтому в этой статье мы обсудим, почему процесс FCAW-S уникален, а также то, как это создает некоторые особые соображения, которые вы должны знать при его использовании.
Одним из основных принципов всех процессов дуговой сварки является защита дуги и расплавленного металла или сварочной ванны от атмосферы. В противном случае избыточное количество азота и кислорода будет поглощено сварочной ванной, в результате чего сварной шов станет хрупким с плохими механическими свойствами.Поэтому в различных процессах дуговой сварки для защиты от атмосферы используется либо шлаковая система, либо внешняя система защитного газа. В процессе FCAW-S используется шлаковая система. Однако он уникален по сравнению с другими процессами тем, что фактически основан на контакте дуги с атмосферой и возникающих в результате реакциях с элементами сердечника, которые затем очищают сварочную ванну и способствуют образованию защитного шлака.
В процессе FCAW-S используется шлаковая система. Однако он уникален по сравнению с другими процессами тем, что фактически основан на контакте дуги с атмосферой и возникающих в результате реакциях с элементами сердечника, которые затем очищают сварочную ванну и способствуют образованию защитного шлака.
Для этого в процессе FCAW-S преимущественно используется алюминиево-магниевая система раскисления и деазотирования (по сравнению спреимущественно кремниево-марганцевая система, используемая в других основных процессах дуговой сварки). Металл сварного шва обычно состоит в среднем из 1% алюминия, что намного больше, чем его содержание в металле сварного шва при других сварочных процессах. Однако следует отметить, что не в чистом виде, а скорее в виде полезных соединений. Атомы алюминия и магния попадают в сварочную ванну, где они притягивают атомы кислорода и азота и образуют соединения оксида алюминия, нитрида алюминия и оксида магния.Эти соединения, особенно оксид магния, имеют высокие температуры плавления. Это означает, что когда расплавленная сварочная ванна начинает остывать, они затвердевают быстрее (то есть «быстро замерзают»), чем другие элементы в ванне. Эти легкие, быстро замерзающие составы быстро всплывают на поверхность сварного шва и защищают процесс от дальнейшего атмосферного загрязнения. Таким образом, шлаковая система превращает кислород и азот, два потенциальных загрязнителя, в химические соединения, защищающие сварной шов.
Это означает, что когда расплавленная сварочная ванна начинает остывать, они затвердевают быстрее (то есть «быстро замерзают»), чем другие элементы в ванне. Эти легкие, быстро замерзающие составы быстро всплывают на поверхность сварного шва и защищают процесс от дальнейшего атмосферного загрязнения. Таким образом, шлаковая система превращает кислород и азот, два потенциальных загрязнителя, в химические соединения, защищающие сварной шов.
Из-за уникального металлургического состава самозащитных порошковых электродов и других факторов при их использовании необходимо учитывать некоторые особенности. Остальная часть этой статьи будет обсуждать эти вопросы.
НЕТ ЗАЩИТНОГО ГАЗА
НЕ ИСПОЛЬЗУЙТЕ внешний защитный газ с электродами FCAW-S ( Рисунок 1 ). Конечно, стабильность дуги можно улучшить при использовании защитного газа. Однако тогда дуга будет защищена от атмосферы. Это не позволило бы алюминию и магнию из сердцевины электрода вступать в реакцию и соединяться с азотом и кислородом из атмосферы и образовывать соединения.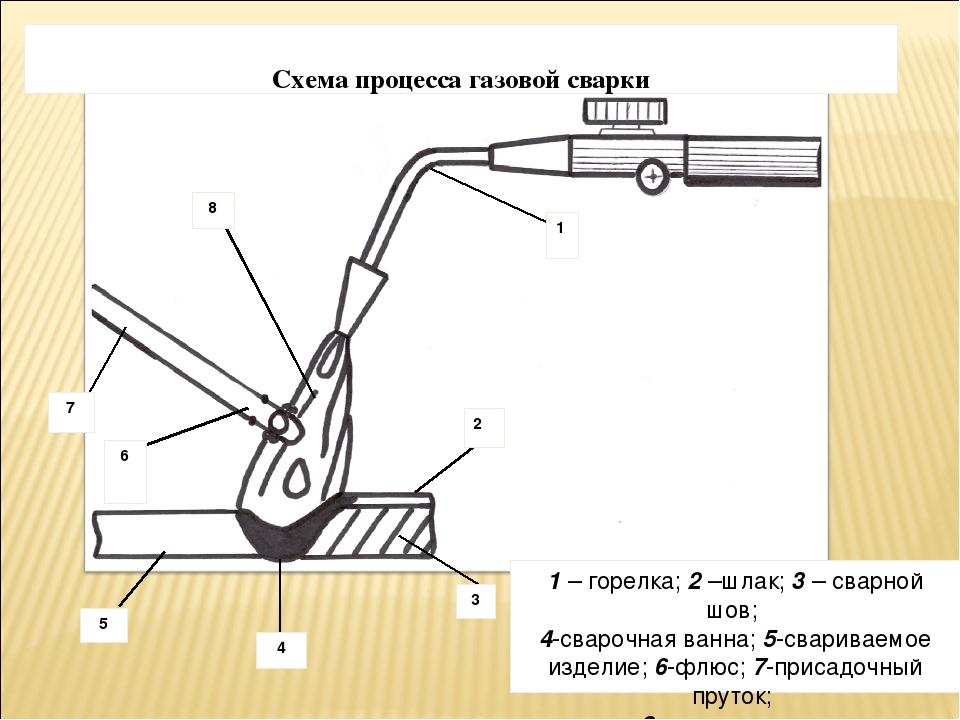 Наплавленный металл в конечном итоге будет содержать намного больше, чем ожидалось, прежде всего алюминия, что приведет к очень хрупкому, чувствительному к растрескиванию металлу сварного шва. Таким образом, использование защитного газа с самозащитными электродами с порошковой проволокой может привести к потенциальным проблемам с растрескиванием сварного шва.
Наплавленный металл в конечном итоге будет содержать намного больше, чем ожидалось, прежде всего алюминия, что приведет к очень хрупкому, чувствительному к растрескиванию металлу сварного шва. Таким образом, использование защитного газа с самозащитными электродами с порошковой проволокой может привести к потенциальным проблемам с растрескиванием сварного шва.
Рисунок 1
ПОЛЯРНОСТЬ
Конкретные элементы сердечника или стабилизаторы дуги, используемые в конкретном самозащитном порошковом электроде, определяют полярность сварки, при которой дуга является наиболее стабильной.Большинство электродов FCAW-S лучше всего работают с электродами постоянного тока с отрицательной (DC-) или «прямой» полярностью (, рис. 2, ). Обратите внимание, что это противоположно всем электродам с флюсовой проволокой, сплошным (т. Также обратите внимание, что некоторые из самозащитных электродов с флюсовой сердцевиной лучше всего работают при полярности DC+. К ним относятся электроды с обозначением удобства использования по классификации Американского общества сварщиков (AWS) «3», «4» и «6» (пример: классификация AWS E70T-4, где «4» — обозначение удобства использования).
К ним относятся электроды с обозначением удобства использования по классификации Американского общества сварщиков (AWS) «3», «4» и «6» (пример: классификация AWS E70T-4, где «4» — обозначение удобства использования).
Рисунок 2
НАПРЯЖЕНИЕ ДУГИ
Процесс FCAW-S более чувствителен к изменениям напряжения дуги, чем другие процессы. Напряжение (В) влияет на длину дуги ( рис. 3 ). По мере снижения напряжения длина дуги становится короче, а результирующий конус дуги уже и меньше. Чрезмерно выпуклый или изогнутый валик указывает на слишком низкое напряжение. По мере увеличения напряжения длина дуги увеличивается, а результирующий конус дуги становится все шире и больше.Когда напряжение дуги становится чрезмерным, площадь поверхности конуса дуги и воздействие воздуха на дугу экспоненциально увеличиваются. Внутри трубчатого электрода имеется ограниченное количество основных элементов (например, алюминия и магния), которые могут реагировать с атмосферой и защищать сварной шов. Если уровень воздействия становится слишком большим для основных элементов, то дополнительный азот поглощается металлом сварного шва. Это может привести к снижению характеристик ударной вязкости по Шарпи с V-образным надрезом и внутренней и/или внешней пористости.Следовательно, слишком большое напряжение с самозащитными электродами с флюсовой проволокой может привести к снижению значений CVN и/или пористости сварного шва.
Если уровень воздействия становится слишком большим для основных элементов, то дополнительный азот поглощается металлом сварного шва. Это может привести к снижению характеристик ударной вязкости по Шарпи с V-образным надрезом и внутренней и/или внешней пористости.Следовательно, слишком большое напряжение с самозащитными электродами с флюсовой проволокой может привести к снижению значений CVN и/или пористости сварного шва.
Рисунок 3
При сварке в несколько проходов избыточное поглощение азота металлом сварного шва из-за слишком высокого напряжения является кумулятивным. Первые несколько проходов сварки могут показаться надежными. Но затем внезапно обнаруживается пористость на последних нескольких проходах. Это может быть связано с накоплением азота в сварном шве, который в конечном итоге достигает точки образования видимой пористости.
Использование надлежащего напряжения дуги с электродами FCAW-S в соответствии с рекомендациями производителя является обязательным.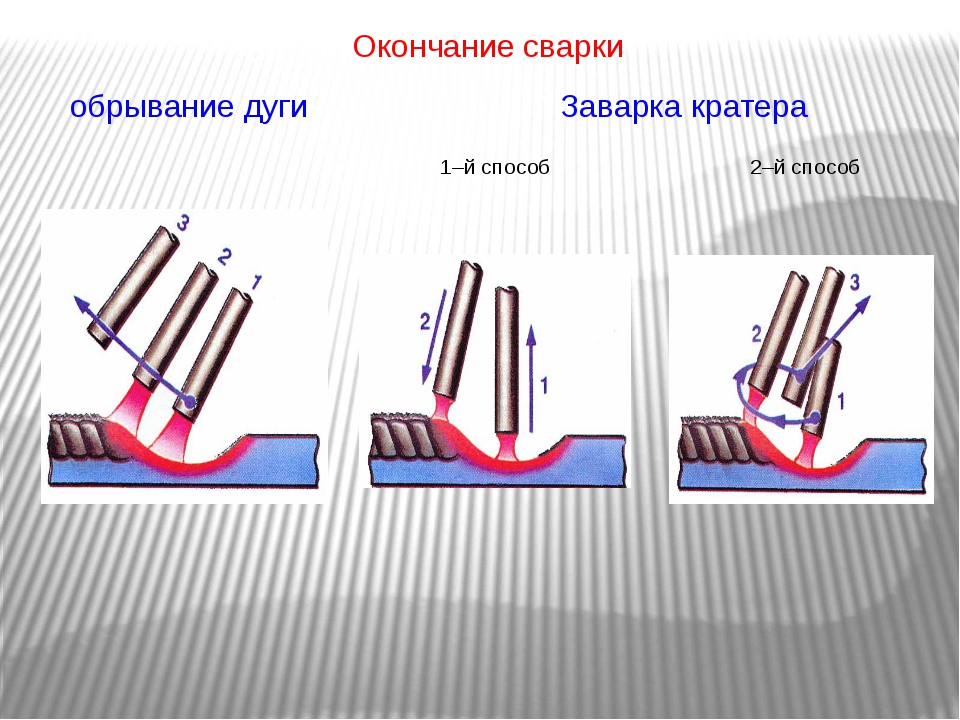 Установите напряжение дуги с помощью вольтметра источника питания или механизма подачи проволоки или с помощью ручного вольтметра, помещенного между блоком разъема горелки и заготовкой. Учтите, что плохое соединение сварочных кабелей, кабели меньшего размера или поврежденные, а также плохие кабельные зажимы могут привести к значительному падению между установленным напряжением на источнике питания и фактическим напряжением на дуге.
Установите напряжение дуги с помощью вольтметра источника питания или механизма подачи проволоки или с помощью ручного вольтметра, помещенного между блоком разъема горелки и заготовкой. Учтите, что плохое соединение сварочных кабелей, кабели меньшего размера или поврежденные, а также плохие кабельные зажимы могут привести к значительному падению между установленным напряжением на источнике питания и фактическим напряжением на дуге.
ТИП ВЫХОДА
Поскольку для самозащитных порошковых электродов критична стабильная длина дуги, используйте только выход постоянного напряжения (CV) ( Рисунок 4 ).Источники питания, производящие выход CV и используемые с механизмами подачи проволоки с постоянной скоростью, обеспечивают очень постоянную длину дуги. Это дает стабильную, хорошо защищенную дугу. При постоянном токе (CC) (т. е. переменном напряжении) на выходе длина дуги изменяется слишком сильно. Это приводит к неустойчивой дуге, особенно при процедурах с напряжением 22 вольта или меньше (где работает большинство электродов FCAW-S). Кроме того, переменная длина дуги может привести к слишком большой длине дуги. Это, в свою очередь, может увеличить контакт дуги с атмосферой и потенциально привести к снижению характеристик ударной вязкости по Шарпи с V-образным надрезом и пористости сварного шва (как объяснялось выше в разделе «Дуговое напряжение»).Поэтому не используйте сварочный аппарат, предназначенный для сварки SMAW или GTAW, только с выходом CC, для сварки самозащитными электродами с флюсовой проволокой. Вместо этого используйте только машины CV или многопроцессорные машины с выходом CC/CV.
Кроме того, переменная длина дуги может привести к слишком большой длине дуги. Это, в свою очередь, может увеличить контакт дуги с атмосферой и потенциально привести к снижению характеристик ударной вязкости по Шарпи с V-образным надрезом и пористости сварного шва (как объяснялось выше в разделе «Дуговое напряжение»).Поэтому не используйте сварочный аппарат, предназначенный для сварки SMAW или GTAW, только с выходом CC, для сварки самозащитными электродами с флюсовой проволокой. Вместо этого используйте только машины CV или многопроцессорные машины с выходом CC/CV.
Рисунок 4
РАССТОЯНИЕ ОТ КОНТАКТНОГО НАКОНЕЧНИКА ДО РАБОТЫ
Расстояние от контактного наконечника до рабочего расстояния (CTWD) — это расстояние от конца контактного наконечника сварочной горелки до заготовки или листа ( Рисунок 5 ).Очень важно поддерживать постоянную CTWD горелки во время сварки для обеспечения хорошей стабильности дуги. Поддерживайте эту длину в пределах ±1/8 дюйма (3,2 мм) для CTWD ≤1 дюйма (25 мм) или в пределах ±1/4 дюйма (6,4 мм) для CTWD >1 дюйма (25 мм) во время сварки. Обратитесь к листу рекомендуемых процедур для конкретного самозащитного электрода с флюсовой сердцевиной, чтобы узнать о его CTWD.
Поддерживайте эту длину в пределах ±1/8 дюйма (3,2 мм) для CTWD ≤1 дюйма (25 мм) или в пределах ±1/4 дюйма (6,4 мм) для CTWD >1 дюйма (25 мм) во время сварки. Обратитесь к листу рекомендуемых процедур для конкретного самозащитного электрода с флюсовой сердцевиной, чтобы узнать о его CTWD.
Рисунок 5
Обратите внимание, что обычно рекомендуемая CTWD для электродов с флюсовой сердцевиной длиннее (в среднем 1 дюйм (25 мм)) по сравнению со сваркой MIG с коротким замыканием (3/8 дюйма).(10 мм) в среднем). Электрод становится электрически горячим, как только он касается внутренней части контактного наконечника. Это более длительное CTWD для электродов с сердечником позволяет на долю секунды увеличить время резистивного нагрева проволоки, что позволяет элементам сердечника полностью реагировать или активироваться и обеспечивать надлежащую защиту дуги. Если CTWD слишком длинный (без изменения скорости подачи проволоки), это может привести к нестабильной дуге, увеличению разбрызгивания и уменьшению провара. И наоборот, если время CTWD слишком короткое, может произойти неполная активация элементов сердцевины, что может привести к появлению следов газа на поверхности сварного шва или внутренней пористости сварного шва.Кроме того, при постоянной скорости подачи проволоки, если горелка вводится слишком далеко в сварочную ванну (т. е. укорачивается CTWD), напряжение моментально повышается для стабилизации дуги. Это, в свою очередь, может ввести чрезмерное количество азота в металл сварного шва.
И наоборот, если время CTWD слишком короткое, может произойти неполная активация элементов сердцевины, что может привести к появлению следов газа на поверхности сварного шва или внутренней пористости сварного шва.Кроме того, при постоянной скорости подачи проволоки, если горелка вводится слишком далеко в сварочную ванну (т. е. укорачивается CTWD), напряжение моментально повышается для стабилизации дуги. Это, в свою очередь, может ввести чрезмерное количество азота в металл сварного шва.
EXTENDED CTWD
В некоторых самозащитных порошковых электродах используется удлиненный вылет от 1-1/2 до 3-3/4 дюйма (38–95 мм) с более высокой скоростью подачи проволоки для повышения производительности. (Обратите внимание, что увеличенный вылет на эти расстояния невозможен при использовании электродов в газовой защите, так как, скорее всего, произойдет отсутствие защиты и, как следствие, загрязнение металла сварного шва).Более длинные CTWD и, как следствие, увеличение резистивного нагрева увеличивают скорость расплавления электрода.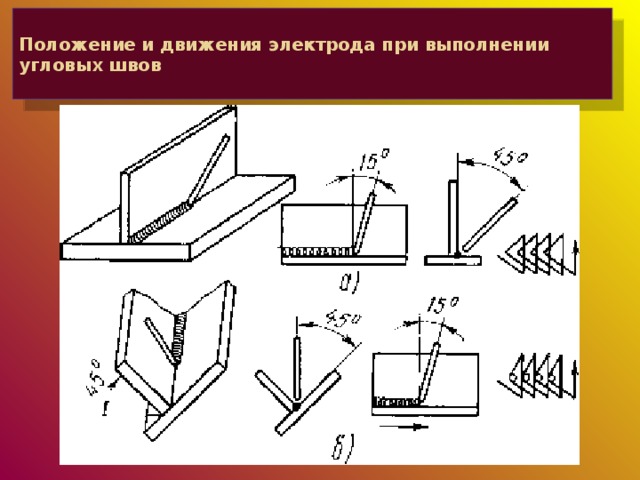 Следовательно, необходимо использовать гораздо более высокие скорости подачи проволоки, что значительно увеличивает скорость наплавки. Чтобы постоянно поддерживать эти длинные CTWD на уровне ± ¼ дюйма (6,4 мм), используются «изолированные направляющие» сопла различной длины (, рис. 6, ). При использовании расширенных CTWD видимая часть электрода, выступающая за конец изолированной направляющей, называемая видимым выступом (VSO), намного короче и ее легче поддерживать на постоянном расстоянии.Эти изолированные направляющие навинчиваются на конец трубки пистолета.
Следовательно, необходимо использовать гораздо более высокие скорости подачи проволоки, что значительно увеличивает скорость наплавки. Чтобы постоянно поддерживать эти длинные CTWD на уровне ± ¼ дюйма (6,4 мм), используются «изолированные направляющие» сопла различной длины (, рис. 6, ). При использовании расширенных CTWD видимая часть электрода, выступающая за конец изолированной направляющей, называемая видимым выступом (VSO), намного короче и ее легче поддерживать на постоянном расстоянии.Эти изолированные направляющие навинчиваются на конец трубки пистолета.
Чтобы получить правильный CTWD при использовании изолированной направляющей, сначала снимите изолированную направляющую с конца трубки пистолета. Выдвигайте электрод за конец контактного наконечника, пока не получите желаемое значение CTWD, указанное для каждого размера и типа электрода. Затем замените изолированную направляющую. Обратите внимание на расстояние VSO, которое затем необходимо поддерживать.
Рисунок 6
ОГРАНИЧЕНИЯ ДЛЯ ОДНОПРОХОДНОЙ сварки
Некоторые электроды FCAW-S предназначены только для однопроходной сварки.Они основаны на смешивании или разбавлении с основным металлом для получения наплавленного металла. Если используется многопроходная сварка, то после первых нескольких проходов вы начнете получать весь присадочный металл или весь металл сварного шва. Результирующее содержание сплава в валике сварного шва может быть нежелательным, что потенциально может привести к растрескиванию сварного шва. Самозащитные электроды с флюсовой сердцевиной, предназначенные для однопроходной сварки, включают только электроды с индексом удобства использования по классификации AWS «3», «10», «13», «14» и «GS» (где «G» означает общий, а « S» означает только один проход).
ОГРАНИЧЕНИЯ ПО ТОЛЩИНЕ
Некоторые электроды FCAW-S ограничены максимальной толщиной стального листа, в которой они могут использоваться. При использовании с толщиной листа, выходящей за эти рекомендуемые пределы, скорость охлаждения металла сварного шва может быть выше желаемой из-за теплопроводности или эффекта закалки сварного шва более толстого листа. Это, в свою очередь, потенциально может создать нежелательную микроструктуру в металле сварного шва, что потенциально может привести к растрескиванию сварного шва. В таблице 1 перечислены примеры самозащитных порошковых электродов с ограничениями по максимальной толщине пластины. Обратите внимание, что эти ограничения по толщине материала относятся к самозащитным электродам с флюсовой проволокой с индексом удобства использования «3», «11» и «14», а также потенциально к электродам «G» и «GS».
При использовании с толщиной листа, выходящей за эти рекомендуемые пределы, скорость охлаждения металла сварного шва может быть выше желаемой из-за теплопроводности или эффекта закалки сварного шва более толстого листа. Это, в свою очередь, потенциально может создать нежелательную микроструктуру в металле сварного шва, что потенциально может привести к растрескиванию сварного шва. В таблице 1 перечислены примеры самозащитных порошковых электродов с ограничениями по максимальной толщине пластины. Обратите внимание, что эти ограничения по толщине материала относятся к самозащитным электродам с флюсовой проволокой с индексом удобства использования «3», «11» и «14», а также потенциально к электродам «G» и «GS».
ХАРАКТЕРИСТИКИ ПРОЧНОСТИ ПО ШАРПИ V-NOTCH
В соответствии с соответствующей спецификацией присадочного металла из углеродистой стали обратите внимание, что для некоторых классификаций самозащитных электродов с флюсовой сердцевиной не предъявляются требования к ударной вязкости или ударной вязкости по Шарпи с V-образным надрезом (CVN). Поэтому некоторые из этих электродов не будут включать данные о ударной вязкости в информации о продукте и не будут соответствовать установленным минимальным значениям CVN. Только для того, чтобы проиллюстрировать этот момент, таблица 2 включает частично извлеченную информацию из таблицы 1U «Требования к механическим свойствам A5.20» из спецификации AWS A5.20/A5.20M:2005 для электродов из углеродистой стали для дуговой сварки порошковой проволокой. .
Поэтому некоторые из этих электродов не будут включать данные о ударной вязкости в информации о продукте и не будут соответствовать установленным минимальным значениям CVN. Только для того, чтобы проиллюстрировать этот момент, таблица 2 включает частично извлеченную информацию из таблицы 1U «Требования к механическим свойствам A5.20» из спецификации AWS A5.20/A5.20M:2005 для электродов из углеродистой стали для дуговой сварки порошковой проволокой. .
Обратите внимание, что все самозащитные электроды с порошковой проволокой, классифицированные как «низколегированные», имеют минимальную характеристику энергии удара по Шарпи с V-образным надрезом.
ПРИБОРКА
Рекомендуется использовать один и тот же самозащитный электрод с порошковой проволокой для прихватки пластин, которые также будут использоваться для сварки соединения. При использовании стержневых электродов для прихватки часто шлак самозащитного порошкового электрода прочно прилипает к местам сварки поверх прихваточных швов стержневым электродом. Более высокие уровни алюминия в электродах FCAW-S реагируют с рутиловым электродом (например, оксидом титана) и образуют тонкое покрытие на дне шлака, которое очень трудно удалить.Серьезность этой проблемы зависит от различных типов электродов FCAW-S.
Однако прихваточная сварка стержневыми электродами часто является наиболее практичным методом. В этом случае рекомендуется использовать следующие стержневые электроды для прихватки перед сваркой FCAW-S. Также тщательно удалите шлак с прихваток перед сваркой самозащитными порошковыми электродами.
Специальные целлюлозные электроды. Например, «Fleetweld® 35LS» (E6011) от Lincoln Electric, который разработан специально в качестве электрода для прихватки для использования под сварными швами Innershield® (LS = низкое содержание кремния)
. Во-вторых, другие целлюлозные стержневые электроды (E6010 или E6011) или электроды с низким содержанием водорода. (E7016, E7018)
Избегайте использования электродов с рутиловым покрытием (E6013, E7014 и т. д.).)
СМЕШИВАНИЕ В ОДНОМ СОЕДИНЕНИИ С ДРУГИМИ ПРОЦЕССАМИ
Когда наплавки FCAW-S смешиваются в одном и том же стыке с наплавками, полученными в результате других процессов сварки (например, SMAW, GTAW, GMAW, FCAW-G или SAW), уменьшение сварного шва металл может иметь свойства ударной вязкости по Шарпи с V-образным надрезом. В частности, эта проблема может возникнуть, когда наплавленный шов FCAW-S находится в корневом шве(ях), а шов(ы) из другого процесса находятся поверх них. Опять же, система очистки и шлакообразования сварочной ванны на основе алюминия и магния в процессе FCAW-S отличается от кремний-марганцевой системы других процессов дуговой сварки.В самозащитных сварных швах с порошковой проволокой алюминий и магний присутствуют в виде соединений. Однако, когда вы свариваете его с помощью другого процесса дуговой сварки, вы можете разрушить эти соединения и создать повышенное присутствие алюминия (особенно) в полученном смешанном металле сварного шва. Вы также изменяете уровень марганца в полученном смешанном металле сварного шва. Эти изменения в металле сварного шва, в свою очередь, могут повлиять на ударную вязкость сварного шва. Таким образом, для применений, требующих хорошей ударной вязкости, рекомендуется испытание фактического образца смешанной сварки, изготовленного с использованием специальных процедур и двух конкретных электродов, чтобы убедиться, что он соответствует минимальным требованиям CVN.
НЕПРЕДНАМЕРЕННАЯ ИНДУКТИВНОСТЬ
Индуктивность является естественным явлением в любой электрической цепи, в которой протекает ток, включая сварочную цепь. Проще говоря, индуктивность — это сопротивление изменению тока (либо увеличению, либо уменьшению тока). Сварочная дуга является динамической, в ней постоянно меняются ток и напряжение. Следовательно, индуктивность может быть полезной, поскольку она помогает противостоять этим изменениям тока вверх или вниз и, таким образом, обеспечивает более плавную характеристику дуги.
Однако индуктивность также может иметь нежелательные эффекты, особенно когда она является непреднамеренной индуктивностью. Это может произойти, когда в сварочной цепи непреднамеренно создаются большие внешние катушки индуктивности, что приводит к высокой неконтролируемой внешней индуктивности. Эта индуктивность может привести к возмущению сварочной дуги и значительно снизить полезный выходной ток источника питания. Эффект может быть более заметен при использовании процесса FCAW-S, когда стабильность дуги снижается и/или мощность сварочного аппарата не ощущается «достаточно горячей».
Распространенным источником непреднамеренной индуктивности могут быть длинные сварочные кабели, особенно когда по ним протекает ток, когда они все еще скручены ( рис. 7 ). Длинные кабели должны быть размотаны и растянуты при использовании. Также избегайте наматывания сварочного кабеля непосредственно вокруг источника питания. Кроме того, когда полная длина кабеля не требуется для конкретной работы, использование вилки быстрого соединения кабеля с разъемом «папа» и «мама» позволяет легко полностью отключить большую часть кабеля от сварочной цепи.
Рисунок 7
Непреднамеренная индуктивность также может возникать в том конкретном случае, когда самозащитные порошковые электроды используются со сварочными аппаратами с приводом от двигателя постоянного тока с двойным непрерывным управлением. При использовании этих типов сварочных аппаратов с дополнительным модулем подачи проволоки и выходом CV «Переключатель тока курса» или «Переключатель диапазона тока» следует установить на максимальное отвод ( рис. 8 ). Затем напряжение дуги регулируется с помощью «переключателя точного тока и OCV» или «диска регулировки напряжения».Несмотря на то, что переключатель рабочего тока не регулирует уровень сварочной мощности, через него все еще протекает ток, и поэтому он создает определенную степень самоиндукции. Чем выше эта собственная индуктивность, тем больше помех от дуги вы можете получить. Эта индуктивность минимальна, когда отвод находится в максимальном положении. Для получения более четких характеристик дуги переместите кран на одну позицию меньше максимальной. Обратите внимание, что эта проблема связана только с приводами двигателя постоянного тока. В приводах двигателей Chopper Technology® и Reactor Technology используются разные схемы, в которых эта проблема отсутствует.
Рисунок 8
ДУГОВАЯ СТРОКА
При дуговой строжке сварных швов, выполненных самозащитными порошковыми электродами, на поверхности вырезанной канавки могут появиться черные пятна или пятна. Состояние усугубляется, когда углерод касается поверхности. Эти пятна часто ошибочно принимают за пористость. Этот черный осадок не указывает на наличие пористости или плохое качество сварного шва. Однако при желании его можно легко удалить проволочной щеткой или легкой шлифовкой.
9 Распространенные проблемы со сваркой и способы их устранения
Сварка является важной частью процесса производства металла. Тем не менее, есть много различных проблем, которые могут возникнуть из-за сварки. Без правильной техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги возникают, когда вблизи сварочной дуги образуются капли расплавленного материала.Эта проблема обычно возникает во время дуговой сварки металлическим электродом в среде защитного газа (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Есть несколько способов, которые сварщики могут предпринять, чтобы избежать разбрызгивания. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол наклона горелки к листу. Вы также должны дважды проверить правильность полярности, типа защитного газа и скорости потока. Очистка газового сопла также может помочь избежать брызг.
2. Пористость
Пористость вызвана поглощением азота, кислорода и водорода расплавленной сварочной ванной, которые затем высвобождаются при затвердевании и остаются в металле сварного шва. Пористость в сварном шве может быть вызвана наличием влаги, ржавчины, жира или краски на кромках пластины. Это также может быть вызвано недостаточной газовой защитой и сваркой на небольших зазорах с воздухом между ними. Существует несколько способов избежать пористости сварного шва, например повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок пластины.Вы также должны проверить сварочную горелку на наличие утечек и убедиться, что угол между горелкой и пластиной соответствует размеру. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Подрез
Подрез может произойти, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, который слишком велик для толщины пластины. Использование слишком высокой скорости перемещения также может привести к подрезанию.Чтобы избежать этой проблемы, следите за скоростью сварки, следите за тем, сколько переплетений используется, и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, так как может произойти подрез, если количество расплавленного металла станет слишком большим.
4. Деформация
Деформация может возникнуть при усадке свариваемых металлов при охлаждении и закалке. Это может произойти, когда последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой.Во избежание деформации сваривайте с обеих сторон стыка и обязательно от центра наружу в противоположных направлениях. Используйте большой электрод и крепко зажмите. Измените последовательность сварки и расположение стыка, если начинает возникать деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины являются проблемой при сварке, так как со временем они могут увеличиваться. Заделать трещину не так просто, как заполнить щель материалом. Трещины должны быть зашлифованы, и необходимо выполнить новый сварной шов, чтобы исправить ошибку.По этой причине предотвратить трещины легче, чем их устранять. Чтобы предотвратить трещины, вы должны потратить необходимое количество времени на шлифовку, очистку, опиловку и снятие заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны сустава, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное проваривание корня происходит, когда шов не проваривается на одной стороне шва в корне.Неполное проникновение корня происходит, когда обе стороны кровельной области суставов не сращены. Эти проблемы, как правило, возникают во время процессов с более плавящимся электродом, когда сварной шов наплавляется автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, размер диаметра которых примерно равен ширине зазора корня. При сварке следует использовать меньшую скорость перемещения и переплетать края пластины.
7. Шлаковые включения
Шлаковые включения возникают, когда мелкие частицы флюса попадают в металл сварного шва, препятствуя полному проплавлению сварного шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга указаны правильно.
8. Неправильная подача проволоки
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или сварщиками, использующими наконечники слишком большого размера.Во избежание неправильной подачи проволоки проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не нуждаются в замене, а также убедитесь, что приводные ролики и направляющие трубы находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Неизолированные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте чрезмерного тока и несколько раз проведите по сварному шву.
CAMM Металлы | КТ Сварочные услуги
Чтобы сварка прошла с минимальным искажением, обращайтесь к профессионалам! Как подрядчик по сварке CT, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы помочь контролировать тепло, подаваемое на деталь, минимизировать деформацию и улучшить качество деталей, которые мы производим.
После завершения сварки мы предлагаем множество внутренних услуг. Эти услуги включают проверку сварных швов с помощью проникающих красителей, кислотную очистку и полировку сварных швов из нержавеющей стали.Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы в соответствии с AWS D1.1 и AWS D1.6.
Типы сварочных электродов – Подробное руководство
Сварочные электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или ручной дуговой сварки металлическим электродом (MMA), как их называют, состоят из сердечника проволоки, покрытого так называемым флюсовым покрытием. Проволока изготавливается из низкокачественной стали, а свойства наплавленного металла затем улучшаются за счет рафинирующих добавок, входящих в состав флюсового покрытия.
Сварочные электроды с флюсовым покрытием
Флюсовое покрытие содержит металлические и неметаллические компоненты, которые добавляются для улучшения свойств сварного соединения. Флюсовое покрытие играет жизненно важную роль в стабилизации дуги, производит защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом, образует шлак, который защищает металл шва, контролирует содержание водорода, очищает металл шва, добавляет необходимые легирующие элементы на основе Требования к сварке и помогает в зажигании дуги.
Например, марганец, добавленный во флюсовое покрытие в качестве компонента, улучшающего ударную вязкость и прочность металла шва; кроме того, в качестве раскисляющего элемента добавляется кремний, который взаимодействует с расплавленным металлом шва и образует оксид кремнезема, удаляющий кислород из металла шва.
Металлический порошок добавляется в сварочные электроды, производя то, что мы называем Металлические порошковые электроды . Металлические порошковые электроды могут выдерживать более высокий уровень сварочного тока. Следовательно, он дает более высокую скорость осаждения металла по сравнению с электродом, не содержащим порошка железа.Скорость наплавки металла увеличивается, но в то же время снижается сила дуги, что снижает проплавление валика.
Электроды из металлического порошкаувеличивают скорость осаждения металла до 140%; однако использование металлических порошковых электродов ограничено плоской, горизонтальной и вертикальной сваркой.
Группы электродов SMAW
Поскольку флюсовое покрытие улучшает свойства и, следовательно, характеристики металла шва. Электроды SMAW сгруппированы в зависимости от типа их флюсового покрытия в три группы; основные три группы:
- Базовый.
- Рутил.
- Целлюлозный.
Каждый тип флюсового покрытия содержит определенные металлические и неметаллические компоненты, которые существенно влияют на свойства сварного шва.
Стержневые электроды с основным покрытием
Основное электродное покрытие состоит примерно на 80% из основных компонентов, в основном из карбоната кальция (CaCO 3 ) и флюорита кальция (CaF 2 ).
Основные свойства электродов
- Дуга стержневых электродов с основным покрытием содержит мало кислорода; поэтому выгорание легирующих элементов низкое.
- Высокая ударная энергия сварки основных электродов, особенно при низких температурах.
- Стержневые электроды с основным покрытием обеспечивают сварку с высокой растяжимостью и низким пределом текучести металла шва.
- Высокая металлургическая чистота наплавки, снижающая риск образования горячих трещин.
- Меньшее количество водорода, при котором снижается риск холодного растрескивания.
- Шлак электрода с основным покрытием вступает в реакцию с металлическими примесями, такими как сера и фосфор, что улучшает свойства сварных швов.
- Стержневые электроды с основным покрытием дают чистый металл шва, что улучшает механические свойства, особенно ударную вязкость.
Основные электроды На что следует обратить внимание
- Сварщик должен поддерживать короткую дугу во время сварки, чтобы избежать сварочной пористости. Шлак стержневых электродов с основным покрытием
- густой и вязкий; следовательно, для получения сварных швов без шлаковых включений необходима высокая квалификация сварщика.
- Удаление шлака с помощью основных электродов является более сложной задачей, так как профиль сварного шва имеет выпуклую форму.
- Стержневые электроды с основным покрытием требуют обжига, чтобы свести к минимуму содержание влаги в основном покрытии и иметь низкий уровень водорода в металле сварного шва.
Основные электроды Применение
- Используется для жестких конструкций, требующих высокой растяжимости сварного шва с низким пределом текучести металла сварного шва.
- Применяется для сварки различных марок сталей, в том числе сталей повышенной прочности.
- Используется для сварки загрязненной стали и стали с высоким содержанием серы и фосфора, основные электроды которых переводят все примеси в шлак.
- Используется для сварки, требующей высокой вязкости разрушения при низкой рабочей температуре.
- Используется для усадки деталей и компонентов.
Основная процедура запекания электродов
Производство Электроды SMAW производят электроды с низким содержанием влаги, поскольку в процессе производства электроды проходят процесс обжига при высокой температуре.
Электроды обычно упаковываются в герметичные контейнеры; контейнер следует хранить в невскрытом состоянии с контролируемой влажностью и в сухом состоянии.
Электроды печь для выпечки
После открытия контейнера электроды имеют тенденцию поглощать влагу, после чего электроды следует повторно прокалить в печи при 325ºC±25°C в течение одного часа или при 250~275ºC в течение двух часов, а затем выдержать в печи для выдержки при 150ºC перед сварщикам они выдаются в колчанах.
Электроды QuiverОбычно электроды можно повторно прокаливать два или три раза без ущерба для целостности флюсового покрытия и качества сварки; однако производитель электрода указывает максимальное количество повторных обжигов электродов.
Стержневые электроды с основным покрытием свариваются постоянным током на положительном полюсе (DC+) или переменным током (AC).
Стержневые электроды с рутиловым покрытием
Рутиловое покрытие электрода состоит примерно на 90% из рутиловых компонентов, в основном из диоксида титана (TiO 2 ), восстановленного до 50% в углеродистых и углеродисто-марганцевых стальных рутиловых электродах.
Типы рутиловых электродов
Рутиловые электроды — это универсальные электроды, разделенные на категории в зависимости от толщины покрытия электрода и типа смеси компонентов; основные типы:
Тип R – Тонкопокрытый крупный глобулярный перенос, электрод обладает хорошей шунтирующей способностью; поэтому электроды R используются для сварки листового металла.
Тип RC – Электрод средней толщины и хорошей вязкости подходит для сварки вертикально вниз.
Тип RR – Толстослойный мелкий свисающий перевод; электрод обеспечивает высокое наплавление и гладкие сварные швы.
Типы RB – Электрод с толстым покрытием для грубого переноса промежуточного размера, обеспечивает хорошую ударную вязкость и прочность сварных швов лучше, чем типы RR, высокую эффективность наплавки. Они обычно используются при строительстве трубопроводов, металлоконструкций для заполнения швов и корневой сварки.
Рутил Свойства электродов
- Стержневые электроды с рутиловым покрытием Дуга очень ровная и стабильная.
- Стержневые электроды с рутиловым покрытием обладают меньшим окислительным эффектом; атмосфера дуги нейтральна. Электроды с рутиловым покрытием
- обеспечивают гладкий профиль сварного шва.
- Рутиловые электроды образуют тонкий слой шлака, который легко удалить. Электроды с рутиловым покрытием
- проще всего использовать по сравнению с другими типами электродов.
Рутил Электроды На что обратить внимание
- Стержневые электроды с рутиловым покрытием нельзя обжигать, так как они содержат около 10% целлюлозы; следовательно, они включают относительно высокую влажность и производят сварные швы с высоким содержанием водорода.
- Электроды с рутиловым покрытием не используются для сварки высокопрочной стали или стальных профилей большой толщины из-за риска растрескивания из-за образования сварных швов с высоким содержанием водорода.
- Стержневые электроды с рутиловым покрытием обеспечивают сварку с низкой ударной вязкостью при низких температурах.
Рутил Использование электродов
- Стержневые электроды с рутиловым покрытием используются для изготовления общего назначения из низкопрочной нелегированной стали. Электроды с рутиловым покрытием
- используются для увеличения производительности сварки за счет добавления в покрытие железного порошка, что увеличивает скорость осаждения металла.
- Стержневые электроды с рутиловым покрытием подходят для сварки тонких стальных профилей.
Стержневые электроды с рутиловым покрытием свариваются постоянным током на полюсе – (DC-), постоянным током на полюсе + (DC+) или переменным током (AC).
Стержневые электроды с целлюлозным покрытием
Покрытие электродов из целлюлозного сырья примерно на 40% состоит из горючих веществ (целлюлозы).
Целлюлоза Свойства электродов
- Стержневые электроды с целлюлозным покрытием эффективно используются для сварки вертикально вниз.
- Стержневые электроды с целлюлозным покрытием обеспечивают высокую скорость сварки при высокой скорости наплавки.
- Покрытие электродов из целлюлозы разрушается во время сварки с образованием монооксида углерода, диоксида углерода и водорода, которые действуют как защитный газ, защищающий расплавленный металл.
- Водород, образующийся при плавлении покрытия электродов, создает относительно высокое напряжение дуги. Электроды из целлюлозы
- обеспечивают качество сварки от хорошего до отличного для надежных кольцевых швов (трубопроводов).
- Целлюлозные электроды производят относительно небольшой объем шлака.
Целлюлоза Электроды На что обратить внимание
- Стержневые электроды с целлюлозным покрытием нельзя подвергать обжигу во время производства или перед сваркой, так как обжиг может разрушить целлюлозу; следовательно, они включают относительно высокую влажность и производят сварные швы с высоким содержанием водорода.
- Целлюлозные электроды связаны с риском водородного растрескивания из-за сварных швов с высоким содержанием водорода.
- В качестве контрольной меры, еще один проход после корневого прохода целлюлозного электрода, пока сварной шов еще горячий, чтобы облегчить выход водорода и свести к минимуму риск образования водородных трещин. Второй проход сварки, выполненный, пока корневой проход еще горячий, называется ( горячий проход ). Электроды из целлюлозы
- ограничены в использовании для сварки высокопрочной стали или толстого стального профиля из-за риска растрескивания из-за сварки с высоким содержанием водорода.
- Стержневые электроды с целлюлозным покрытием обеспечивают сварку с низкой ударной вязкостью при низких температурах.
- Целлюлозные электроды при сварке выделяют много дыма; однако не отвлекает при работе на открытых пространствах.
- Для качественной сварки в вертикальном положении требуется высококвалифицированный сварщик.
- Должны использоваться специальные источники питания для сварки вертикально вниз с очень крутыми характеристиками регулирования напряжения и напряжением холостого хода ≥ 80.
- Правильная подгонка соединения имеет важное значение с правильным выравниванием кромок пластин и постоянным корневым зазором.
Целлюлоза Использование электродов
- Стержневые электроды с целлюлозным покрытием, используемые при сварке вертикальным швом вниз на более высокой скорости и с меньшим риском непровара и непровара. Электроды из целлюлозы
- являются наиболее подходящими электродами для выполнения корневого шва на высокой скорости и с хорошим проплавлением. Электроды
- целлюлозные штучные известны для сварки корневого шва трубопроводов с хорошим проплавлением.
- Целлюлозные электроды-стержни используются для сварки вертикальных и кольцевых швов резервуаров для хранения нефти.
Стержневые электроды с целлюлозным покрытием свариваются постоянным током на положительном полюсе (DC+) или переменным током (AC).
Классификация сварочных электродов
Различные международные стандарты классифицируют сварочные электроды; Европейские и американские стандарты являются наиболее распространенными стандартами, используемыми для классификации электродов.Классификация электродов основана на требованиях к испытаниям, определенным стандартами на сварные наплавки, чтобы убедиться, что сварные швы соответствуют требованиям к механическим свойствам и химическому составу. Производители электродов стремятся сертифицировать свои электроды по большинству международных стандартов для более широкого применения.
Наиболее распространенными международными стандартами, классифицирующими сварочные электроды, являются:
- ISO 2560 – Сварочные материалы (Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей).
- AWS A5.1 – Спецификация электродов из углеродистой стали для дуговой сварки в защитных газах.
- AWS A5.5 – Технические условия на электроды из низколегированной стали для дуговой сварки в защитных газах.
Классификация ISO 2560
Стандарт
ISO 2560 классифицирует покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей; Стандарт разделен на две системы классификации, Система «А» и Система «В» следующим образом:
- Система классификации ISO 2560 «A»: Классификация по пределу текучести и энергии удара 47 Дж.
- Система классификации ISO 2560 «B»: Классификация по прочности на растяжение и энергии удара 27 Дж.
Производитель электродов печатает специальное обозначение на каждом электроде, чтобы определить его свойства и использование на основе одной из двух вышеуказанных систем.
Система классификации ISO 2560 «A»
Обозначение делится на обязательное и факультативное ; в системе «А» обозначение обязательно включает предел текучести, энергию удара, химический состав и тип покрытия электродов.Дополнительные параметры включают содержание диффузионного водорода, положение сварки, восстановление металла и тип тока.
Обязательные разделы должны быть обозначены и напечатаны на электродах, в то время как необязательные разделы не являются обязательными и могут отображаться не на всех электродах.
Система классификации ISO 2560 «B»
Обозначение делится на обязательное и факультативное ; в системе «Б» обозначение обязательно включает предел прочности, вид электродного покрытия, химический состав и режим термической обработки.Дополнительное оборудование включает содержание диффузионного водорода и энергию удара 47 Дж при нормальной температуре испытания 27 Дж.
Обязательные разделы должны быть обозначены и напечатаны на электродах, в то время как необязательные разделы не являются обязательными и могут отображаться не на всех электродах.
AWS A 5.1 и AWS A5.5
Стандарты
AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом.Обозначение электрода делится на обязательное и дополнительное ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра обозначения электрода используется для обозначения конкретного требования стандарта следующим образом:
E – Электрод
Предел прочности при растяжении и текучести – в фунтах на квадратный дюйм металла сварного шва
- E60xx – Прочность на растяжение 60 000 фунтов на кв. дюйм
- E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
- E80xx – Прочность на растяжение 80 000 фунтов на кв. дюйм
- E90xx – Прочность на растяжение 90 000 фунтов на кв. дюйм
- E100xx – Прочность на растяжение 100 000 фунтов на кв. дюйм
- E110xx – Прочность на растяжение 110 000 фунтов на кв. дюйм
- E120xx – Прочность на растяжение 120 000 фунтов на кв. дюйм
Сварочные позиции
- Exx1x Плоский, Горизонтальный, Вертикальный (вверх), Накладной.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
Покрытие электрода
- Exxx0 – Целлюлоза, натрий
- Exxx1 – Целлюлоза, калий
- Exxx2 – Рутил, натрий
- Exxx3 – Рутил, калий
- Exxx4 – Рутил, железный порошок
- Exxx5 – Низководородный, натрий
- Exxx6 – Низкое содержание водорода, калий
- Exxx7 – Железный порошок, оксид железа
- Exxx8 – Низководородный, железный порошок
- Exxx9 – Оксид железа, рутил, калий
Ток электрода и проникновение
- Exxx0 – DC+ (глубокое проникновение)
- Exxx1 – AC/DC+ (глубокое проникновение)
- Exxx2 – AC/DC- (среднее проникновение)
- Exxx3 – AC/DC+/DC- (светопроницаемость)
- Exxx4 – AC/DC+/DC- (среднее проникновение)
- Exxx5 – DC+ (среднее проникновение)
- Exxx6 – AC/DC+ (среднее проникновение)
- Exxx7 – AC/DC- (среднее проникновение)
- Exxx8 – AC/DC+ (среднее проникновение)
- Exxx9 – AC/DC+/DC- (среднее проникновение)
Дополнительные требования согласно AWS A5.1
- (1) – Означает повышенную прочность для электродов E7018 или повышенную пластичность для электродов E7024.
- (М) – Значит электрод соответствует большинству военных требований; военные требования обычно включают большую ударную вязкость, более низкое содержание влаги и определенные пределы диффузионного водорода для металла сварного шва.
- (h5), (H8) или (h26) – Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- h26 означает 16 мл на 100 грамм.
Дополнительные требования согласно AWS A5.5
- (A1) – Тип сплава стали: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип стального сплава: хромомолибден с разным процентным содержанием.
- (C1) / (C1L) / (C2) / (C2L) / (C3) — Тип стального сплава: никелевая сталь с различным процентным содержанием.
- (NM) – Тип стального сплава: никель-молибден.
- (D1) / (D2) / (D3) – Тип стального сплава: марганцево-молибденовый.
- (W) – Атмосферостойкая сталь.
- (G) – Химия не требуется.
- (М) – Военный класс.
Связанная статья: Руководство по сварочным электродам 6010, 6011, 6013 и 7018
Скорость наплавки сварочных электродов
Скорость наплавки сварочного электрода — это скорость, с которой расплавленный металл из сварного шва может наноситься, выраженная в граммах, килограммах или фунтах в час.Расчет основан на непрерывной работе, за исключением времени простоя, затрачиваемого на установку нового электрода, очистку от шлака или любые другие внешние причины.
Проверка сварочных электродов
Проверка сварочных электродов перед использованием необходима, чтобы избежать дефектов сварки, которые могут возникнуть в результате использования электродов, не соответствующих требованиям; обычно проверяются следующие точки:
Размер электрода
Диаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350-450 мм и 2.диаметр электрода 5-6 мм; однако доступны другие длины и диаметры.
Состояние покрытия электрода
Флюсовое покрытие должно быть без трещин и сколов; Проволока со стальным сердечником должна быть концентричной с одинаковой толщиной покрытия, и надлежащее сцепление между покрытием и сердечником проволоки имеет важное значение.
Обозначение электрода
Обозначение электрода должно соответствовать требованиям проекта сварки, и, следовательно, важно убедиться, что следующие обозначения соответствуют требованиям к сварному соединению.
- Материал: Доступны различные материалы сварочных электродов в зависимости от материала основного металла; электроды изготавливаются из низкоуглеродистой стали, высокоуглеродистой стали, чугуна, специальных сплавов и т. д.
- Прочность и ударная вязкость: Ресурс электродов, прочность на растяжение и ударная вязкость варьируются в зависимости от требований к прочности сварного соединения.
- Химический состав: химический состав металла сварного шва, улучшающий характеристики сварного соединения.
- Содержание порошка железа: Содержание порошка железа в покрытии для улучшения осаждения металла и производительности; однако это ограничивает позиции сварки.
- Положение сварки : Для разных положений сварки используются разные электроды.
Сварочные электроды Переменные операции
Во время сварки на сварочные электроды воздействуют различные переменные, и сварщик контролирует эти переменные. Вот эти переменные:
- Сила тока (сила тока): Сила тока определяется размером электрода и положением сварки, производитель электродов указывает рекомендуемое значение силы тока.Низкая сила тока приводит к неправильной форме валика сварного шва, а также к непровару и проплавлению. Высокая сила тока приводит к чрезмерному проплавлению, прожогу, подрезанию и может привести к повреждению электрода из-за перегрева.
- Длина дуги (напряжение): Сварщик контролирует длину дуги во время сварки, поддерживая расстояние между сварочным электродом и основным металлом, и, следовательно, контролирует напряжение дуги. Напряжение дуги — это напряжение, необходимое для поддержания дуги во время сварки. Низкое напряжение вызывает плохой провар, включения шлака и нестабильную дугу.Высокое напряжение приводит к чрезмерному разбрызгиванию и вызывает пористость и неправильную форму сварного шва.
- Скорость перемещения: В зависимости от выполнения сварки стрингером или плетением, длина наплавленного металла от одного стандартного электрода называется Длина выбега (ROL) и определяется в спецификации процедуры сварки (WPS). Высокая скорость перемещения приводит к узкому валику сварного шва, включениям шлака и плохому проплавлению и проплавлению. Низкая скорость перемещения приводит к неправильной форме валика сварного шва, избыточному наплавленному шву и холодному нахлесту.
- Угол перемещения: В зависимости от положения сварки устанавливается угол наклона электрода. Замыкающий, вертикальный или опережающий — это известное положение угла перемещения, которое влияет на проплавление сварного шва и наплавку металла.
- Манипуляции: Техники манипулирования сваркой различаются у разных сварщиков; метод зависит от типа электрода, силы тока, положения сварки, типа прохода (корневой, заполняющий или накрывающий) и конструкции соединения.
Тип тока для Сварочные электроды
Постоянный ток — положительный электрод (DC+)
Сварочный электрод является положительным полюсом в сварочной цепи, а основной металл — отрицательным полюсом.Выделяемое при сварке тепло распределяется на две трети на кончике электрода и на одну треть на основном металле.
Постоянный ток — отрицательный электрод (DC-)
Сварочный электрод является отрицательным полюсом в сварочной цепи, а основной металл — положительным полюсом. Выделяемое при сварке тепло распределяется на одну треть на кончике электрода и на две трети на основном металле.
Переменный ток (AC)
Между сварочным электродом и основным металлом переменный ток.Тепло, выделяемое при сварке, равномерно распределяется между кончиком электрода и основным металлом.
Каталожные номера:
NASD — Безопасность дуговой сварки
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов. единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые используются для изготовления, ремонта и/или образовательных программ.Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт. типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен и используемый дуговой сварщик очень безопасен, но при неправильном использовании оператор может подвергаться ряду опасностей, включая токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током, радиация, шум и тепловая нагрузка.Любая из этих опасностей может привести к травме или смерти. Следуя предложениям и рекомендациям в этой брошюре риски могут быть значительно сведены к минимуму.
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL).Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
Перед установкой дугового сварочного аппарата вы должны определить, Существующая электрическая система адекватна повышенному нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или квалифицированный электрик может помочь вам определить это.Для вашей безопасности очень важно устанавливать сварочный аппарат в соответствие штату Аризона, безопасности и гигиене труда Правила Администрации (AOSHA) и National Electric Код (NEC) квалифицированным электриком. Несоблюдение этого может привести к пожару, замыканию на землю или отказу оборудования. Следующее правила не являются полным списком, но являются особенно важными рекомендациями, которые следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
- сварщик или сварщики должны быть защищены плавкий предохранитель или автоматический выключатель на независимой цепи.
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.Как правило, при сварке металлов не учитывают опасная, система вентиляции, которая будет перемещать как минимум 2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным. Однако многие материалы считаются очень опасными и должны производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить накопление токсичных материалов или для устранения возможного кислорода недостаток не только для оператора, но и для других в непосредственной близости окрестности.Такая вентиляция должна обеспечиваться вытяжкой. система расположена как можно ближе к рабочему месту (см. рис. 2). При сварке или резке металлов с опасными покрытиями, такими как в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха респиратор или респиратор, специально предназначенный для фильтрации специфический металлический дым. Материалы, отнесенные к особо опасным категория — флюсы для сварочных прутков, покрытия или другие материалы. содержащие соединения фтора, цинка, свинца, бериллия, адмия, и ртуть.Некоторые чистящие и обезжиривающие составы, а также поскольку металлы, которыми они были очищены, также опасны. Всегда соблюдайте меры предосторожности производителя перед сваркой или резкой при наличии этих материалов.
дуговая сварка способна создавать температуры, превышающие 10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место сделать пожаробезопасным.Этого можно добиться, используя металлические листы. или огнеупорные шторы в качестве противопожарных барьеров. Пол должен быть бетоном или другим огнеупорным материалом. Трещины в пол должен быть заполнен, чтобы предотвратить искры и горячий металл от вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда область должна быть сделана безопасной путем удаления или защиты горючих материалов от источников возгорания.В определенных сварочных ситуациях это может необходимо попросить кого-нибудь следить за пожарами, которые могут незамеченными, пока сварщик не закончит работу.
Подходит средства пожаротушения, такие как ведра с песком или сухой химический огнетушитель типа АВС должен быть легко доступный. Огнетушитель должен быть достаточно большим для ситуация с размером 10 #, подходящим для большинства ферм и школ магазины.
Очень важно, чтобы оператор и помощники были должным образом одеты. и защищены от жары, ультрафиолетовых лучей и искр, производится дуговой сваркой (см. рис. 3). Для защиты тела пара огнезащитных комбинезонов с длинными рукавами без манжет хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами, или изношенные места, так как они легко воспламеняются от искр.Рукава и воротники должны быть застегнуты. Руки должны быть защищены в кожаных перчатках. Пара высоких кожаных ботинок, желательно защитную обувь, это хорошая защита для ног. Если надеты низкие туфли, лодыжки должны быть защищены огнестойкими леггинсы. Глаза должны быть защищены прозрачными очками, если человек носит очки по рецепту или защитные очки, если нет.Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой пластина обязательна для защиты глаз от вредных лучей дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для общая сварка до 200 ампер. Однако некоторые операции такие как угольно-дуговая сварка и сварочные операции с более высоким током требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина или защитная линза треснула или сломалась.Огнеупорная тюбетейка для защиты волос и головы, а также для защиты слуха в рекомендуется шумные ситуации.
Пластик одноразовые зажигалки очень опасны при жаре и пламя. Очень важно, чтобы они не попали в карманы во время сварки. Всегда обеспечивайте защиту окружающих или других рабочих путем сварки внутри должным образом экранированной зоны, если возможно.Если невозможно работать внутри экранированной зоны, защиту окружающих должен обеспечивать переносной экран или щитом, или тем, что на них надеты защитные очки.
Это Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно, свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича на удобной высоте. Сварка никогда не должна выполняться напрямую на бетонном полу. Тепло от дуги может привести к тому, что пар скопления на полу, которые могут привести к взрыву. То кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный металл на них не упадет.Их также следует держать свободными. смазки и масла и расположены там, где они не будут перемещаться над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это легче и безопаснее установить дугу на чистой поверхности, чем грязный или ржавый. Поэтому металл всегда должен быть тщательно очищают проволочной щеткой или другим способом перед сваркой. При измельчении шлака или зачистке готового борта проволочной щеткой оператор всегда должен быть уверен, что защищает свои глаза и тело от летящих шлаков и стружки.Неиспользованные электроды и электрод заглушки нельзя оставлять на полу, так как они создают скольжение опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность. для предотвращения болезненных ожогов от выходящего пара. Любой металл оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ». Когда сварка закончена на день или приостановлена на какой-либо время, на которое электроды должны быть удалены из держателя.Держатель должен быть размещен так, чтобы исключить возможность случайного контакта. произойти, и сварщик должен быть отключен от питания источник.
- Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
- Стоп двигатель перед выполнением любого обслуживания или неисправности стрельба.Система зажигания должна быть отключена, чтобы предотвратить случайный запуск двигателя.
- Держать все охранники и щиты на месте.
- Держать руки, волосы и одежду вдали от движущихся частей.
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка.Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Бе Убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сварка без надлежащей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения пожаров.
- Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
- Одежда защита глаз в любое время.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
- Марка металл «ГОРЯЧИЙ» с мыльным камнем.
- Держать под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ находится отдельно от серия из Cooperative Extension, Университет Аризона, Тусон, AZ 85719.Дата публикации: май 1989 г.
Копье Флюгель, координатор по безопасности, и Брэдли Рейн, инженер Специалист сельскохозяйственного колледжа Университета г. Аризона, Тусон, AZ 85719.
Отказ от ответственности и информация о воспроизведении: Информация в NASD не представляет политику NIOSH. Информация, включенная в NASD появляется с разрешения автора и/или правообладателя.Более
.