Сверло по металлу: классификация и маркировки, устройство
Сверло по металлу: конструкция, геометрия, элементы сверла. Как и из чего делают сверла. Типы хвостовиков и маркировка. Выбор, применение и правила хранения. Лучшие производители и советы по выбору сверл по металлу.
В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
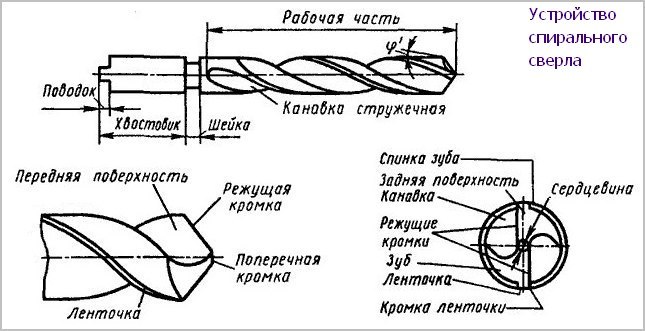
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).

Далее с пояснениями перечислены все основные компоненты и геометрические параметры такого сверла:
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
- Главный угол при вершине. Угол между режущими кромками, оказывает значительное влияние на процесс резания и прочность сверлильного инструмента. Для работ по металлу его стандартное значение равно 116÷118°.
- Задняя поверхность. Для снижения трения в зоне резания задняя поверхность затачивается под углом к режущей кромке. Для сверления металла его значение около ленточки должно составлять 8÷12°.
- Перемычка. Конструктивная часть, общая для обеих задних поверхностей.
- Поперечная режущая кромка. Острая грань на перемычке, разделяющая задние поверхности. При правильной заточке на ее середине находится геометрический центр режущей части, который должен совпадать с осью инструмента.
- Ленточка. Две слегка выступающие над спиральными поверхностями полоски, которые калибруют отверстие и снижают трение о его стенки.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
Основная классификация сверлильного инструмента проводится по конструктивному признаку, т. к. он напрямую связан с назначением конкретного вида сверла по металлу. Кроме того, внутри конструктивных типов выделяют разновидности по типу материала, для обработки которого предназначен данный инструмент (т. н. группы резания). Строгой классификации для них не существует, но обычно по виду рабочей части выделяют следующие типы:
- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.

Ступенчатая форма
Ступенчатые сверла используют для получения отверстий небольшой глубины с фиксированной геометрией ступеней. Такой инструмент позволяет за один проход сформировать от двух и более цилиндрических поверхностей и чаще всего используется при автоматизированной обработке. По своей конструкции современные ступенчатые сверла, как правило, представляют монолитный блок, повторяющий конфигурацию будущего отверстия, с рядами режущих пластин и прямыми канавками. Первые сверлят в металле заготовки начальное отверстие, а следующие за ними являются рассверливающими. Самая большая проблема данного инструмента — это отвод стружки в процессе обработки. Поэтому их применение ограничено узкоспециализированными областями.

Корончатые сверла
Корончатым сверлом называют пустотелый инструмент с кольцевым расположением шести или двенадцати режущих поверхностей и соответствующим им числом стружкоотводящих канавок. Он применяется для сквозного сверления в металле отверстий больших диаметров. В процессе работы режущие кромки прорезают только кольцо вокруг середины будущего отверстия, а центральная часть металла просто выпадает (или выбивается) после прохода насквозь. Этот инструмент относят к сверлильному, скорее, по устоявшейся традиции, т. к. по своему принципу работы он гораздо ближе к фрезам.

Шнековые сверла
При сверлении отверстий в металле на глубины, кратные 30÷40 диаметрам, применяют удлиненные сверла специальной конструкции со спиральной канавкой в виде шнека. Такое решение намного улучшает стружкоудаление и позволяет производить непрерывное сверление металла на полную глубину отверстия без периодического вывода инструмента. Сверла шнековые отличаются от обычных спиральных большими углами наклона канавок (до 65°) и их треугольным профилем. Кроме того, у них увеличенный диаметр сердцевины и специальная заточка передней поверхности.

Перовые сверла
Перовые сверла используются для получения отверстий в металле, покрытом литейной коркой и окалиной. Конструктивно это самый простой сверлильный инструмент, т. к. имеет прямые канавки и режущую часть в виде пластины. Его недостатки являются прямым следствием простоты конструкции и невысокой стоимости. В процессе сверления металла у перовых сверл плохо отводится стружка, и они имеют склонность к уходу от оси отверстия. Выступающая вперед пластина снижает прочность всего изделия, что не позволяет работать на больших подачах, а также требует частой переточки. Это узкоспециализированный инструмент повышенной жесткости, который применяют при работе с отливками и поковками.

Типы хвостовиков
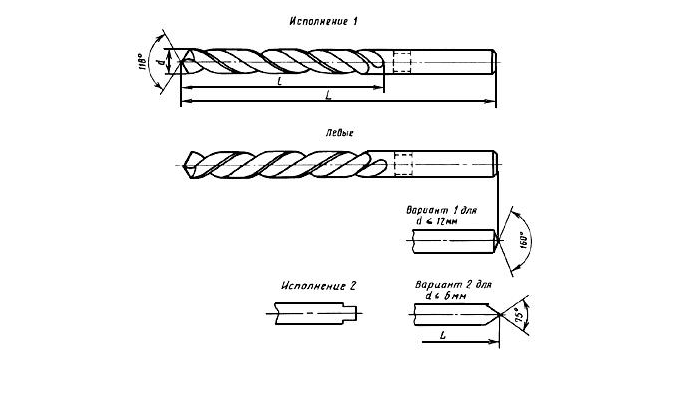
В соответствии с ранними советскими ГОСТами, которые действуют до сих пор, для сверлильного инструмента по металлу было предусмотрено два типа хвостовиков: цилиндрический и конический (Морзе). В 1990 году был принят ГОСТ 28706-90, который дублировал регламентацию ISP 9766-89 по цилиндрическим хвостовикам с лыской. Такой вид хвостовиков предназначен для сборных сверл по металлу, в которых лыска исключает проворачивание их в оснастке во время работы. Сейчас это решение широко применяется для модульного инструмента, а там, где сверло непосредственно фиксируется в шпинделе, по-прежнему используют изделия с конусом Морзе.
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.

Цветовое обозначение
В своих каталогах все ведущие производители сверлильного инструмента используют для обозначения продукции цветовую маркировку, предусмотренную международным стандартом ISO 513. В соответствии с этим регламентирующим документом все инструментальные материалы делятся на шесть групп, каждая из которых предназначена для обработки определенных видов металлов, сплавов и полимерных материалов.
| Группа | Цвет | Обрабатываемые металлы и пластики |
|---|---|---|
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
Конструктивно спиральное сверло состоит из двух основных компонентов: рабочей части и хвостовика. Первую изготавливают из быстрорежущей стали или твердых сплавов, а второй — из углеродистой инструментальной стали. Производство спиральных сверл по металлу включает в себя следующие укрупненные этапы:
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.

Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Основные материалы для изготовления рабочих частей монолитного сверлильного инструмента — это быстрорежущие стали и твердые сплавы. В качестве быстрореза чаще всего применяют стали с вольфрамовыми или вольфраммолибденовыми лигатурами. Последние также используют в варианте с добавкой кобальта. Твердые сплавы, которые производятся методами порошковой металлургии, долговечнее, прочнее и термоустойчивее быстрорежущих сталей. В их состав обычно входит несколько тугоплавких металлов, таких как вольфрам, титан, кобальт и тантал. Некоторые изделия, предназначенные для выполнения за одну установку инструмента нескольких технологических операций (например, комбинированное сверло), могут включать в свой состав компоненты, изготовленные из разных инструментальных материалов.
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).

Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.

Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).

Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
какие лучше, маркировка и расшифровка HSS
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Видео:
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Видео:
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Видео:
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Видео:
https://www.youtube.com/watch?v=X7cO2DOdXf8
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Видео:
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
Маркировка HSS:
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.

Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
Лучшие фирмы-производители:
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Видео:
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
виды, особенности, классы точности, выбор
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.
 Сверла по металлу для разнообразных поверхностей
Сверла по металлу для разнообразных поверхностейКонструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.

Элементы сверла
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
| Наименование категории сверла | Диаметр сверлильного инструмента, мм | Длина сверлильного инструмента, мм |
| Короткие | 0,3…20 | 20…131 |
| Удлиненные | 0,3…20 | 19…205 |
| Длинные | 1…20 | 56…254 |
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.

Сверла по металлу из кобальта
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.

Титановые сверла по металлу
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.

Тип сверла по металлу можно определить по его цвету
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

Расшифровка HSS-маркировки
- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Рекомендации по выбору
Опираясь на характеристики, которые предлагает основная классификация сверл, можно найти лучшие сверла по металлу. При выборе мастер должен учитывать те технологические задачи, которые будут решаться при помощи сверлильного изделия, а также материал, по которому будут проходить работы. Правильный выбор должен быть основан на особом внимании к следующим характеристикам буравчиков:
- Цвет сверла.
- Качество заточных элементов и симметрия частей конструкции буравчика.
- Рабочий диаметр сверла.
- Функциональность и прямое назначение изделия.
- Материал, из которого изготовлен бурав.
- Соответствие типа сверла оборудованию, на котором оно будет использоваться (например, для сверловки отверстия большого диаметра потребуется низкооборотная дрель с высоким показателем мощности).
- Фирма-производитель.
Выбор качественного сверла напрямую зависит от добросовестности производителя, ведь ни одна уважающая себя компания не допустит поступления в продажу некачественных изделий. Производители сверл, предлагающие свои инструменты продолжительное время, являются самым настоящим гарантом покупки качественного буравчика. Профессиональные сверлильщики отдают свое предпочтение самым прочным буравам и выбирают следующий сверлильный инструмент:
- сверла, выпущенные на предприятиях бывшего СССР;
- сверла немецких производителей брендов Ruko, Bosch и Haisser;
- российские сверла фирмы «Зубр».
Это самые распространенные фирмы, предлагающие качественный инструмент на протяжении долгого времени, но выбор всегда остается только за мастером, ведь рынок изобилует предложением сверлильного инструмента на любой вкус и кошелек.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.
Сверла по металлу — виды, характеристики, как выбрать, маркировка, особенности
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере. Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка. Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.

Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.

2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие.
Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента.

3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить
аккуратные отверстия до 30 мм.
Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки.

4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность
этого вида в том, что
плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров.

В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов.
— Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень
прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
— Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава.
Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Конструкция сверла
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.

Особенности маркировки
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и
выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла. Маркировка располагается на хвостовике режущего инструмента.
На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле. Данная маркировка, к примеру,
означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5).
На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например,
«HSS-4241» означает, что данная модель пригодна для работы с алюминием.
Классификация по цвету
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый.
Серые свёрла относятся к самым простым, дешёвым и недолговечным. У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут
для работы при высокой температуре или для сильной механической нагрузки. Но в качестве одноразового использования для несложной работы используются часто.

Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным.
Они изнашиваются меньше и служат дольше, чем серые.

Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки.
Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое
сверло почти не испытывает силы трения, что значительно продлевает срок службы.

Чертеж сверла
Классификация по размерам
В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
сверла короткой серии — их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
сверла длинной серии — достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии
(например, металлическая пластина).

Типы хвостовиков
Хвостовая часть сверла имеет разную конфигурацию — цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях. Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.

Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают,
что хороший инструмент можно найти как у отечественных компаний,
так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и
«Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА».
Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут
выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия
отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Рейтинг лучших сверл для обработки металла |
|---|
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш h29 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
Какие материалы можно обрабатывать сверлами для металла
Сверлом данного типа можно обработать не только изделия из стали, бронзы, алюминия. Его можно использовать для других материалов, например, дерева, керамики, бетона, кирпича. Для работы с ними нужно учитывать толщину, длину и вид инструмента, а также мощность, с которой производится сверление.

По какому принципу стоит выбирать сверло
Выбирая сверло, ориентируйтесь на следующие показатели:
Вес — качественное сверло не должно быть лёгким; специалисты рекомендуют покупать режущие инструменты весом от 14 граммов. Если в магазине нет весов, ориентируйтесь на свои ощущения.
Прочность — чтобы сверлу поддалось изделия из металла, оно должно быть прочным; проверить прочность можно с помощью стеклянной бутылки. Нацарапайте что-то на стекле рабочей поверхностью инструмента – на бутылке должны остаться внушительные царапины и стеклянная крошка вокруг них.
Качество изготовления — мастера советуют брать свёрла, сделанные методом фрезеровки с последующим шлифованием.
Угол заточки — для металла лучше выбирать сверла, заточенные под углом 130-135 градусов.
Марка стали — приобретайте инструменты, которые подойдут к вашему оборудованию (дрели, сверлильному станку и т.д.).

Правила заточки
Угол заточки сверла – это то, насколько остро обточена рабочая поверхность и кромки. По технологии выполнения обтачивание может быть одноплоскостным и коническим.
По одноплоскостной технологии затачивают небольшие свёрла до 3 мм в диаметре. Для заточки такого режущего инструмента нужен специальный наждачный круг. Сверло под углом 30 градусов
подносят к кругу так, чтобы его режущая часть соприкасалась с наждачной поверхностью круга.
Более сложной считается коническая заточка. Этот способ применяют для свёрл диаметром более 3 мм. Инструмент нужно держать обеими руками одновременно за хвостовик и спиралевидную часть
и проворачивать в процессе обтачивания, придавая форму конуса.
Сверла затачивают под определённым углом. Угол заточки зависит от цели использования. К примеру, для работы с изделиями из
бронзы или высокопрочной стали угол заточки должен быть не меньше 120 градусов,
оптимальный вариант – 130-140. А для сверления мягких металлов достаточно будет оснастки с углом заточки 100.

Какие приспособления используют для заточки сверл
Подточить затупившийся режущий инструмент можно на специальном промышленном станке. Он может быть профессиональным и бытовым.
Первый используют для массовой заточки свёрл на предприятиях или в профессиональных фирмах. Вторым удобно пользоваться дома или
в гараже.
Сверло для металла можно заточить узкоспециализированным станком (только для одного вида оснастки) и универсальным, который используют
для работы с другими видами буравчиков. По типу работы инструменты для заточки могут быть электрическими и механическими. Аппарат
для заточки режущего инструмента можно сделать своими руками или приобрести в специальном магазине. Профессионалы предпочитают
использовать станки таких производителей, как «HAMMER» и «REZER», а также приспособления отечественных фирм – «Вихрь», «Калибр», «Кратон».
Чем отличаются сверла для обработки металла и дерева
У режущего инструмента для металла и дерева есть несколько отличий:
— в сверлах для металла нет центровой пики (острый угол или штырь, необходимый, чтобы инструмент не соскакивал во время работы).
— сверла для металлических поверхностей изготавливают из прочных сплавов, чтобы ими легко можно было высверливать отверстия в металле.
— инструменты для металла имеют чёрный или золотой (жёлтый) окрас. Для сверления изделий из дерева и ДСП прочности серых достаточно.
— у сверла для металла угол заточки не менее 100 градусов. А для дерева хватит 90 градусов и меньше.

Практические методы заточки спирального сверла
| Государственные стандарты | ||
|---|---|---|
| ГОСТ 20698-75 | ГОСТ 19545-74 | ГОСТ 8034-76 |
| ГОСТ 19546-74 | ГОСТ 20696-75 | ГОСТ 20697-75 |
| ГОСТ 22736-77 | ГОСТ 22735-77 | ГОСТ 20695-75 |
| ГОСТ 20694-75 | ГОСТ 19543-74 | ГОСТ 19544-74 |
| ГОСТ 5756-81 | ГОСТ 12122-77 | |
Виды сверл по металлу: характеристики, особенности, применение.
Есть инструменты, которые являются универсальными, и бывают нужны в любом виде ремонта. Так вот к таким инструментам относятся сверла, а именно сверла по металлу. Их универсальность составляет, то что ими можно пользоваться для сверления, не только металла, но и почти любого другого материала, за исключением бетона, кирпича, и других материалов, где нужно победитовый наконечник. Характеристики сверл по металлу не позволяют сверлить бетон, кирпич, из-за отсутствия победита на их рабочей поверхности. Но сверла по металлу можно использовать для любых видов сталей, чугуна, металлокерамики.
Когда вам предстоит работа с металлом, в первую очередь нужно знать насколько металл будет прочный. Ведь от этого будет зависеть прочность сверла, а именно сталь из которой будет изготавливаться сверло. Если вы приобретете сверло не той маркировки, оно быстро затупится, и его придется точить, или покупать новое.
В данный момент на рынке существует большое количество наборов сверл по металлу. Если вы покупаете сверла для дома, вам подойдёт набор сверл, с ходовыми диаметрами. Если же в будущем вам понадобиться сверло редкого диаметра, вы сможете докупить его отдельно.
Для того, что бы разобраться в видах сверл по металлу, их характеристиках, особенностях при работе, нужно разделить их на виды.

Виды сверл по металлу
- Спиральные(часто встречающие и самые популярные)
- Корончатые
- Конические или ступенчатые или как ещё называют конусное
- Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.
Спиральные
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.

Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.

Сверло по металлу с каноническим хвостовиком
Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
- Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
- Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
- Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла

Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.

Конические (ступенчатое, конусное)

Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу

Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
За счёт того, что перовое сверло имеет толстое основание, оно не перекашивается и не гнётся во время работы. Это позволяет сделать процесс сверления ещё точнее.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Маркировка сверл по металлу
После того, как мы узнали какие виды сверл по металлу можно идти в магазин и покупать сверла. Но зайдя в магазин и попытавшись выбрать сверло, вы будете в ступоре. Так как в магазине можно встретить большое количество сверл разных цветов и с разными маркировками. Продавцы могут посоветовать вам, какое сверло лучше купить, но не всегда стоит доверять всему, что вам говорят.
Что бы купить нужное вам сверло правильной маркировки, которые будет качественно выполнять свою работу, нужно разобраться в маркировке сверл, а так же разобрать что означает цвет сверла.
Маркировка сверла состоит как из букв, так и из цифр. Маркировка означает вид стали из которой выполнено сверло и может указать для какого материала оно сделано. Найти на сверле можно и маркировку фирмы или страны, где оно сделано

Маркировка сверл постсоветских стран
Производители из стран бывшего советского союза и зарубежные производители маркируют сверла по-разному. Для того, чтобы вы смогли разобраться при покупке, какое сверло будет лучше, мы составили полное описание маркировок сверла.
Если это сверло из стран постсоветских государств, то обозначения будут следующие:
- Р -Вольфрам и быстрорежущая сталь
- К – Кобальт
- Ф – Ванадий
- М – Молибден
Допустим возьмем маркировку сверла Р15М4К9 -сверло по металлу сделанное из быстрорежущей стали с содержанием(P15) вольфрама 15%, (M4)молибдена 4 % и (K9)кобальта 9%
Буква Р на сверле так же означает, что сверло выполнено из быстрорежущей стали.
Рядом с этой маркировкой вы сможете найти диаметр самого сверла.
- На сверлах диаметром до 2 миллиметров вы не найдете никакой информации. Это понятно, так как на таком маленьком сверле, физически поместить надпись не позволяет возможно.
- На сверлах диаметром 2-3 миллиметра вы сможете найти информацию о диаметре сверла и марке стали, то что мы рассматривали выше.
- На сверлах с диаметров более 3 миллиметров будет вся информация о сверле и логотип компании, которая производит данные сверла.
Маркировка зарубежных сверл
При покупке сверл зарубежного производителя, маркировка будет отличаться, ежели на российских сверлах. На сверлах зарубежного производства указывается больше информации, но и расшифровать её сложнее.
- HSS и M6M5—сверло выполнено из быстрорежущей стали
- HSS-R и HSS-G—данным сверлом советуют сверлить твердый пластик, чугун, различную сталь и цветной металл. Данное сверло имеет наибольшую прочность. Прочность металла к которому применяется сверло не более 900 н\мм2.
- HSS-TIN Режущая часть сверла сделана с дополнением нитрида титана. Это позволяет сверлить более прочную сталь, с твердостью до 1100 н\мм2
- HSS-K6—Свело с содержанием кобальта- надежность и долговечность работы сверла
- HSS-M3—Сверло с содержанием молибдена—увеличивается надежность сверла(смысл такой же, как и у сверла с кобальтом)
- HSS-TiAIN—Покрытие сверла выполнено из трехслойного материала содержащего алюминия, нитрида титана. Такое покрытие увеличивает срок работы сверла в среднем в 5 раз дольше, и позволяет работать сверлом при больших температурах, до 700%
- HSS-Е VAP—Сверла которые применяются для работы с нержавейкой


Цвет сверла, на что влияет и что означает
Если маркировка стерлась, или нет возможности её прочитать, можно попробовать определить тип сверла по его цвету. По цвету сверла можно определить качество изготовления сверла и материал из которого оно изготовлено.
- Черный цвет сверла по металлу — означает что при производстве сверла, а именно по окончанию сверло было обработано перегретым паром, за счет этого сверло становится надежнее. Однако, черный сверла зачастую можно найти плохо качества, поэтому не покупайте сверла не известных фирм производителей.
- Серый цвет сверла— Это обычное сверло, которое не проходило дополнительную обработку. Такое сверло будет менее надежно, и при активной работе, будет быстрее требовать заточки.
- Темно—золотой или золотой цвет сверла—При производстве сверла был применен отпуск, который снимает внутреннее напряжение материала. За счёт этого увеличивается прочность сверла.
- Ярко—золотой цвет сверла по металлу— Такие сверла являются самыми дорогими, так как при их изготовлении применяются сплав титана, а именно нитрид титана, что дает максимальную надежность сверлу. За счёт титана снижается трение при сверлении, что дает сверлу долговечность. Такие сверла имеют большую цену, если же вы покупаете сверло не на один раз, стоит потратиться и купить надежное сверло.
Виды сверл по металлу. Классификация, маркировка, диаметры
Сверление металлических изделий – операция, отлично знакомая домашним мастерам. Однако этот процесс лишь с первого взгляда отличается простотой. Для успешной работы необходимо понимать, какими сверлами лучше пользоваться и как выбирать качественную продукцию. Как подобрать сверло по металлу, чтобы оно не затупилось и не сломалось?
Множество вопросов, которые необходимо учитывать перед покупкой. Далее разберем виды сверл по металлу, их классификацию, маркировку, обозначения, а также приведем фото сверл по металлу каждого типа.
Расшифровка маркировки
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр. Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т.п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P, то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.
Содержание углерода, хрома не наносится, т.к. с первым содержание пропорционально количество ванадия, а второго всегда 4 процента. При внедрении ванадия больше 3%, то появляется буква Ф и его количество.
Импортные изделия маркируются так – DIN и HSS.
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.
Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.
Сверла для бытового применения
Все типы сверл по металлу можно разделить на сферы применения. Так, можно выделить бытовое и промышленное использование. Второе направление предполагает использование в специализированном оборудовании – станках. Обычные также могут быть задействованы в станочном оборудовании, но наибольшее распространение получили в переносном электроинструменте.
Спиральное цилиндрическое. Сверло по металлу, каким все привыкли его видеть. В основном изготавливается из быстрорежущей стали НSS, Р6М5. Иногда можно найти наиболее качественные из стали марки P18. Сейчас эту сталь практически не применяют, но если оно вам попалось, то это качественный вариант.
Маркировка сверл по металлу этого типа предполагает наличия следующих модификаций: P9, P18, P9K15. Буква P обозначает изготовление из быстрорежущей стали. Цифры определяют процентное соотношение вольфрама в составе инструмента. Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
С коническим хвостовиком. Чаще всего предназначаются для сверлильного станка. Хвостовик выполняется в форме конуса, так называемого Конуса Морзе, который обжимается в патроне. Существуют модели дрелей, которые поддерживают подобные разновидности инструмента. В этом случае они просто вставляются в дрель без использования патронов. Подобные модели дрелей являются тихоходными. Если необходимо провести сверление отверстий большого диаметра (от 23 мм), то их просверливают подобными моделями.
Маркировка схожа с обычными спиральными. Цифро-буквенное обозначение формирует наличие компонентов и их соотношение.
Корончатого типа. Классификация сверл по металлу предполагает и эту разновидность. Они предназначены для создания отверстия большого диаметра. Обладают схожестью с коронками для работ по бетону, но без твердосплавных элементов на зубцах. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.
Корончатые модели, имеющие диаметр меньше 2 мм, не имеют маркировки, свыше 3 мм указывается марка и толщина. При больших размерах указывается информация о производителе, составе стали и иных характеристиках. Все данные можно найти на упаковке.
Ступенчатого типа (конические). Широкое распространение получили относительно недавно. Диаметры отверстий также могут получаться значительные. Однако можно создавать и небольшие. Инструмент имеет универсальные характеристики и возможность сверления от 6 до 30 мм.
Отличительной чертой является то, что возможно использовать лишь с листовым металлом толщиной до 2 миллиметров.
Центровочные. Необходимы для центрирования точек создания отверстий заготовок перед началом сверления. Разобраться с обозначениями поможет нижеприведенная таблица.
Твердосплавные модификации. Используются для обработки прочного металла, в том числе прошедшего закалку. В этом случае помочь сможет только этот вариант. Наконечник обладает твердосплавной пластиной – сплав BK8 (победит). Подобные инструменты получили широкую известность при сверлении бетона. Однако в отличие от бетонного аналога для металла имеет угол заточки острый односторонний. Это обеспечивает возможность эффективно обрабатывать металл.
Имеет место только одна проблема – редко встречаются в продаже.
Левосторонние. Существует и такая, нечасто встречающаяся в продаже, модификация сверл. Применяются для высверливания сломавшихся болтов, винтов, которые невозможно удалить обыкновенной моделью.
С повышенной точностью. Используются в работах с повышенными требованиями к точности. Маркировка сверла такого типа содержит обозначение А1, В1. Это обозначения класса точности.
Кобальтовые. В последнее время получили широкое распространение и продаются повсеместно. Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
С титановым покрытием. Определить легко по желтому цвету. Это как раз напыление нитрида титана. Часто возникают споры по поводу прочности кобальтовых и титановых сверл. Однозначно можно сказать, что кобальтовые значительно прочнее. Наличие титанового покрытия обеспечивает режущие кромки защитой больше от ржавчины, чем от процесса стирания.
Сверла, используемые в станках
Помимо всем известных модификаций существуют варианты, которые известны лишь в узком кругу специалистов, связанных с профессиональной металлообработкой.
Сверла с напаянными пластинами. Позволяют обеспечить увеличенные характеристики износостойкости во время обработки особо прочных металлов. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.
Со сменными пластинами. Используются для обработки деталей в массовом/серийном производстве. Отличаются быстрым процессом смены пластин, что существенно упрощает работу операторов, т.к. сверла не требуется перетачивать и снова устанавливать. Применяются при обработке глухих отверстий, имеющих плоское дно, а также при невысоком требовании к точности обработки.
Для глубокого сверления. При обработке отверстия до 100 мм могут использоваться следующие модификации.
- Эжекторные. Предпочтительны во время сверления на станке, имеющего горизонтальную компоновку шпинделя (токарный станок, обрабатывающих центр). Использование подобных сверл – передовая технология создания глухого отверстия.
- Пушечные. Относится к устаревшим методам создания глухих отверстий. Точность обработки может достигать девятого класса, а чистота поверхности от 0,1 до 3,2 Ra микрон.
Это основные типы сверл, которые используются в быту и промышленности. Имеются также универсальные варианты, которыми можно обрабатывать любые поверхности.
ГОСТы на сверла
ГОСТ 885-77 Сверла спиральные. Диаметры
ГОСТ 10902-77 Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
ГОСТ 10903-77 Сверла спиральные с коническим хвостовиком. Основные размеры
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
ГОСТ Р 52966-2008 Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные размеры
ГОСТ 17274-71 Сверла спиральные цельные твердосплавные. Короткая серия. Конструкция и размеры
Классификация сверл
По конструкции рабочей части:
Спиральные (винтовые) сверла
стержень с двумя спиральными канавками, которые служат для отвода стружки и как режущие элементы. Конец сверла имеет конусообразную форму, при этом наклон канавок составляет от 10 до 45 градусов. Самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Плоские (перовые) сверла
недорогие, но прочные сверла не чувствительные к перекашиванию. Перовые сверла бывают односторонние и двусторонние, в зависимости от формы заточки. Перовые сверла имеют плоскую режущую часть и две режущих кромки, которые располагаются симметрично относительно оси сверла. Существуют несколько недостатков перовых сверл: у них нет отвода для стружки, поэтому приходится часто вынимать сверло из отверстия, также из-за этого кромка отверстия становится зазубренной. Кроме того при работе сверла могут менять диаметр и направление. Диаметр такого сверла от 3 до 16 мм, измеряют его по размеру лопатки. Плоские сверла используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Сверла для глубокого сверления (длинные)
удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Сверла одностороннего резания
применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Кольцевые фрезы (корончатые сверла)
Кольцевые алмазные сверла (трубчатые) применяются для сверления отверстий в изделиях из камня керамики. Алмазное покрытие выполнено «спечным» методом. При сверлении отверстий с использованием данных сверл, все работы производятся только с охлаждением, путем подачи в рабочую область воды или другой СОЖ. Также важно помнить о том, что работы выполняются под углом 90 гр.
Корончатые сверла (кольцевые) как правило по металлу, превращают в стружку только узкую кольцевую часть материала. Корончатые сверла(кольцевые фрезы), могут быть как отдельными, так и встроенными в сверлильный станок, расположенными сверлом вниз или вверх, в зависимости от типа оборудования. Корончатые сверла (Кольцевые фрезы) используются при сверлении металла и металлоконструкций в переносных сверлильных станках на магните. Главное назначение корончатого сверла — сверление отверстий диаметром 12-150мм.
Корончатое сверло:
- легко и удобно в использовании;
- не затрагивает сердцевины отверстия, проходя лишь по периферии;
- обеспечивает высокую производительность при маленьком потреблении мощности.
Использование кольцевых фрез при различных видах работ обеспечивает экономию не только времени, но и бюджета.
Центровочные сверла
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Центровочные свёрла предназначены прежде всего для сверления центровочных отверстий в деталях для их последующей обработки. Центровочными сверлами сверлят неглубокие отверстия, так как отвод стружек затруднен. Основные диаметры сверл: 12–50 мм, длинна 120-150мм.
Конические сверла
Представляют собой идеальный инструмент для общей обработки листового металла с максимальной толщиной 4 мм. Применяются при сантехнических и отопительных работах, в электропромышленности, машиностроении и при монтаже распределительных шкафов. Конические сверла используют для сверления стекла, а также при работе с термопластичными и термореактивными пластмассами.
Ступенчатые сверла
Ступенчатое свело — идеальный инструмент для обработки листового металла (подходит для всех материалов: любая листовая сталь толщиной до 6 мм, специальная листовая сталь, цветные металлы, термопласты, термореактивная пластмасса).Эти сверла были разработаны для высверливания безупречно круглых по форме, цилиндрических и одновременно очищенных от стружки отверстий. Ступенчатые сверла по металлу предназначены для центрирования, сверления и снятия грата в один прием.
типов сверл — PDC, триконусы, буровые коронки, мельницы для ремонта скважин
Насадки PDC для экскаваторов-экскаваторов Atlas Copco
Dirt Digger представляет собой стальной корпус с 3, 5 или 6 лопастями PDC, изготовленный из термообработанной стали 4140, и предназначен для бурения на глубину 3000-4000 футов в однородных и консолидированных породах.
Хотя экскаватор Dirt Digger иногда можно отремонтировать, его низкая стоимость позволяет заменить коронку новым.
Доступные размеры
* от 3 7/8 дюйма до 5 7/8 дюйма в конструкции с 3 лезвиями с 3 портами
* 5 от 7/8 дюйма до 14 3/4 дюйма в корпусе с 5 лезвиями конструкция с 5 портами
* от 3 дюймов до 5 5/8 дюймов в конструкции с 6 лезвиями с 3 портами
* Стандартные штифты API
* Фрезы 1/2 дюйма
Dirt Digger PDC является экономически эффективным типы буровых долот для горных работ, волоконно-оптических, катодных, геотермальных, скважинных и мелководных проектов бурения на нефть и газ.
Коническая параболическая конструкция обеспечивает максимальную скорость проходки при бурении однородных и консолидированных пластов.
Цельный корпус из легированной стали 4140, спроектированный в 3D, обработан на станке с ЧПУ в соответствии с точными проектными спецификациями для максимальной прочности лезвия и корпуса.
Оптимизированный профиль распределения резцов с учетом количества лезвий, количества резцов, условий бурения и стабильности долота.
Расположение резцов PDC со сбалансированным усилием сводит к минимуму завихрение долота и просверливает точное круглое отверстие.
Фрезы высшего сорта.
Асимметричная компоновка лопастей снижает гармоники сверления.
Перезапустить и восстановить матричные биты PDC
Приобрести новую насадку PDC не всегда возможно. Вот почему мы храним ограниченное количество бит PDC с восстановленным матричным корпусом, которые доступны от основных производителей. Инвентарь и размеры различаются, поэтому позвоните нам.
Нужен ремонт вашего PDC? Мы тоже можем помочь. В ремонтной мастерской используются новые качественные фрезы. Предлагаем опытный и надежный ремонт PDC.
Tricones
В нашем ассортименте насадок для пуговиц и зубьев есть новые и повторно используемые насадки всех размеров. У нас под рукой новые насадки Lilan, в основном 7 7/8 «.
Если у нас их нет, мы можем получить!
Перетащите биты
Прочные, долговечные, моноблочные долота для нефтесервисных работ от лидера отрасли — Kay Rock Bit. Доступны в стиле шага и шеврона.
Долота для ремонта и заканчивания скважин
Atlas Copco и Focus RocBit предлагают множество типов сверл с зубьями и пуговицами, с центральной циркуляцией и корпусом сопла размером от 2 7/8 дюйма до 6 3/4 дюйма.
Доступен в:
Открытый зуб подшипника — IADC 231 и 321,
Открытая кнопка подшипника — IADC 522
Зуб подшипника с уплотнением — IADC 214 и 314
Уплотненный опорный подшипник — IADC 217 и 317
Высококачественные и экономичные решения для ваших потребностей в ремонте и заканчивании скважин.
Фрезы для цементных и композитных пробок
Hurricane, Bear Claw, Chomp и Aardvark — это типы сверл, используемых для фрезерования цементных, металлических, композитных пробок и пробок высокого давления.
| Биты для урагана рекомендуются для фрезерования цементных и композитных пробок. Доступны размеры от 1 3/4 «до 6 7/8» | |
Завод по ремонту ураганов |
| Мельницы Chomp Mills идеальны для фрезерования чугуна и других металлов или комбинации цемента и чугуна. Доступны размеры от 1 3/4 «до 8 7/8» | |
Стан для ремонта чугуна |
| Мельницы Bear Claw Mills идеально подходят для сверления цемента.Не рекомендуется для сверления металла. Доступны размеры от 1 3/4 «до 8 7/8» | |
Станок для ремонта скважин с когтями медведя |
Коническая фреза Aardvark с полным корпусом рекомендуется для фрезерования композитных пробок высокого давления. Также может использоваться для фрезерования цемента и чугуна. Доступны размеры от 2 «до 6 7/8» | |
Коническая мельница с полным корпусом Aardvark |
| Мельницы PDC подходят для фрезерования чрезвычайно твердых и абразивных материалов.Диапазон применения: твердый цемент, песок и бариевая окалина. Не использовать при обнаружении металла. Доступны отверстия для циркуляции от 5/16 дюйма для забойных двигателей до 1 1/4 дюйма для обратной циркуляции. Доступны с шагом от 1 3/4 дюйма до 8 3/4 дюйма с шагом 1/8 дюйма. | |
Мельницы PDC |
Все долота фрез для капитального ремонта и заканчивания доступны со следующими штыревыми соединениями:
1-MTDSI
1-1 / 4 MTDSI
1-1 / 2 MTDSI
4THD NROD
3THD AWROD
2-3 / 8 API REG
2-7 / 8 API REG
3-1 / 2 API REG
4-1 / 2 API REG
2-3 / 8 PAC
Все корпуса изготовлены из термообработанной стали 4140.
Циркуляционные порты можно модифицировать для обратной циркуляции или для работы в скважине.
Доступны в различных размерах и стилях, чтобы удовлетворить любые потребности в ремонте и завершении ремонта.
1.0 ~ 20.0мм Дин338 Хсс М35 сверла кобальта Хсс для металла
Ключ для метчиков GSR ИЗГОТОВЛЕН ИЗ ЦИНКОВОГО ОТЛИВА
Эти совершенно новые гаечные ключи GSR были полностью переработаны. Это обеспечивает более высокую упругость корпуса инструмента. Закаленную регулируемую зажимную губку можно отрегулировать с помощью направляющей канавки, фрезерованной в патроне между губкой и ручкой. В результате можно точно отрегулировать губку и идеально закрепить метчик.Корпус изготовлен из высококачественного цинкового литья под давлением и покрыт экологически чистым порошковым покрытием, которое наносится с использованием современной системы покрытия с замкнутой циркуляцией.
| DIN | МАТЕРИАЛ | ПОКРЫТИЕ | УГОЛ | 5 | 118 ° | Короткое спиральное сверло, кованое в рулонах, кованое в рулонах, | |||
| DIN 338 | HSSG | TIN | 118 ° | Короткое спиральное сверло, полностью заточенное, с разъемом | |||||
| DIN 338 | HSSG | HSS-Co | 118 ° | Короткое спиральное сверло, полностью заточенное Короткое спиральное сверло, полностью заточенное | |||||
| DIN 338 | HSSE | Вороненое | 135 ° | Короткое спиральное сверло, полностью заточенное (золото) -финиш), легированный кобальтом, точка разделения | |||||
| DIN 338 | HSSR | Вороненая | 118 ° 900 25 | Сверло спиральное короткое, красное.8 мм, кованый с уменьшенным хвостовиком, зубило | |||||
| DIN 338 | HSSR | Вороненое | 118 ° | Короткое спиральное сверло, красное. 8 мм, кованый с уменьшенным хвостовиком, зубило | |||||
| DIN 338 | HSSR | Вороненое | 118 ° | Короткое спиральное сверло, красное. 8 мм, валковая ковка с уменьшенным хвостовиком, долотообразной кромкой |
| DIN | ПРИМЕНЕНИЕ Стандарт DIN | |
| Сталь | и литая сталь до 800 Н / мм², серый чугун, ковкий чугун, высокопрочный чугун, спеченный чугун, нейзильбер, графит | |
| DIN 338 | Стандартное отверстие — сталь и литая сталь до 900 Н / мм², серый чугун, ковкий чугун, ковкий чугун, спеченный чугун, нейзильбер, графит | |
| DIN 338 | Стандартное отверстие — сталь и литая сталь до 900 Н / мм², серый чугун, ковкий чугун, ковкий чугун , спеченное железо, нейзильбер, графит | |
| DIN 338 | Стандартное отверстие — легированные и нелегированные стали и отливки более 800 Н / мм², высоколегированные стали и стали Q&T, цементируемая сталь s | |
| DIN 338 | Стандартное отверстие — сталь и литая сталь до 800 Н / мм², серый чугун, ковкий чугун, ковкий чугун, спеченный чугун, нейзильбер, графит | |
| DIN 338 | Стандарт отверстие — сталь и стальное литье до 800 Н / мм², серый чугун, ковкий чугун, ковкий чугун, спеченный чугун, нейзильбер, графит | |
| DIN 338 | Стандартное отверстие — сталь и стальное литье до 800 Н / мм², серый чугун, ковкий чугун, ковкий чугун, спеченный чугун, мельхиор, графит |
Q: Каковы ваши MOQ?
A: Это зависит от конкретных продуктов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Q: Что делать, если товары были доставлены поврежденными?
A: Отправьте нам фото поврежденных продуктов для подтверждения, мы заменим их в следующем заказе.
Q: Каковы ваши условия доставки?
A: Мы принимаем EXW, FOB и т. Д. Мы выберем наиболее удобный для вас вариант с меньшими затратами
Q: Сколько у вас рынков?
A: Германия Дубай Россия и т. Д.
Q: Могу ли я купить образец набора ручных кранов DIN352 для тестирования?
A: да, мы принимаем заказы на образцы
Q: Как я могу связаться с вами?
A: Вы можете отправить нам запрос напрямую через alibaba.или вы можете связаться с любым из способов, перечисленных ниже
Hss сверло для глубины 25 мм по металлу
5 долларов США.00–35 долларов США / Кусок | 10.0 шт. / Шт. (Минимальный заказ)
- Материал:
- Быстрорежущей стали
- Диаметр:
- ПО ТРЕБОВАНИЮ КЛИЕНТА
- Перевозка:
- Служба поддержки Экспресс · Морские перевозки · Наземный фрахт · Авиаперевозка
- Время выполнения:
Количество (шт.) 1–50 > 50 Приблиз.Срок (дни) 25 Торг
Бфл, буровое долото кобальта 2 каннелюры для сверлить металла
Покрытие карбидного сверла BFL, 2-х зубчатое кобальтовое сверло для сверления металла
900 Параметры продукта
HRC
Super Raw Material
| Деталь | HRC50 | HRC55 | HRC60 | HRC65 |
| Сорт | YG10X | YL10.2 & WF25 | Германия K44 и K40 | Sandvik h20F |
| Детали | Размер зерна 0,7 мкм, Co10%, Прочность на изгиб 3320N / мм2 | Размер зерна 0,6 мкм, Co10% , Прочность на изгиб Прочность 4000 Н / мм2 | Размер зерна 0,5 мкм, Co12%, Прочность на изгиб 4300 Н / мм2 | Размер зерна 0,5 мкм, Co10%, Изгиб Прочность4300 Н / мм |
Super Coating
| Классификация покрытий и преимущества | |||||||||
| Позиция | Тип покрытия | AlTin | TiAlN | TiSiN | Характеристики твердости Naco | (HV)3300 | 2800 | 4300 | 42 (GPA) |
| Толщина (UM) 90 034 | 2.5-3 | 2,5-3 | 3 | 3 | |||||
| Температура окисления (° C) | 900 | 800 | 1000 | 1200 | |||||
Трение Коэффициент | 0,35 | 0,3 | 0,25 | 0,4 | |||||
| Цвет | Черный | Темно-фиолетовый | Медь | Синий | |||||
| Преимущества | Высокая термостойкость | Обычно резка | Подходит для тяжелая резка и высокая твердость резка | Для высокой точности Резка | |||||
Подходит для высокой скорости , Сухая резка | Подходит для резки стали , нержавеющая сталь | Подходит для высоких твердость резка, формовочная сталь обработка | |||||||
Наиболее подходит для твердосплавных режущих инструментов , Пластина для токарной обработки | |||||||||
Компания обладает мощным технологическим потенциалом, а также массивным импортным высокоточным оборудованием для производства, контроля и испытаний. Компания уделяет приоритетное внимание внедрению передовых станков для производства и контроля в стране и за рубежом, включая, помимо прочего, шлифовальные станки с ЧПУ от RPL-LOMTIC в Швейцарии и WALTER в Германии, а также инструменты для проверки и контроля резцов от EOUER в Германии. , все это значительно увеличивает производственные мощности компании, качество продукции и конкурентоспособность в расширении рынка.
Компания производит твердосплавные сверла, фрезы, развертки, калибры для пробок, фрезы для сплавов, твердосплавные пилы с крупными зубьями, винтовые концевые фрезы, инструменты с паяным хвостовиком, сменные инструменты, инструменты для обрабатывающих центров и рукоятки инструментов. и т. д., с комплексным применением в механической обработке автомобилей, пресс-форм и пластмасс, а также в предоставлении резцов премиум-класса для современной промышленности. Компания полностью признана крупными клиентами благодаря ее проверенным качествам и отличным услугам.
FAQ
1. Вы производитель? У вас есть фабрика?
Мы являемся профессиональным производителем с более чем 15-летним опытом работы в этой области.
2. Возможна ли бесплатная доставка?
Мы не предлагаем бесплатную доставку, но мы дадим вам скидку при покупке большого количества товаров. А с нами сотрудничают курьерские компании, которые могут предложить вам лучшую цену стоимости доставки.
3. Можете ли вы отправить товар нашему экспедитору в Китае?
Да, если у вас есть экспедитор в Китае, мы будем рады отправить ему товар.
4. Можете ли вы производить специальные твердосплавные инструменты?
Да, мы можем. С 2013 г. Основной рынок нашей фабрики переходит со стандартных концевых фрез на специальные инструменты. Специальные инструменты по вашему чертежу и образцу.
.