особенности метода, преимущества и недостатки
Кованые изделия с давних пор пользуются большой популярностью во всем мире, отдельное место занимает ковка художественная. Ее красота завораживает своими изящными и плавными линиями, оригинальной красотой. Многие богатые люди стремились украсить свой дом ажурными металлическими завитками различных изделий, украшавших внутренний и внешний дизайн особняков.Многие из нас понимают, что такое ковка, поэтому сразу представляют перед собой кузню, в которой молотом орудует кузнец, превращая кусок раскаленного металла в красивое кованое изделие. Так, происходит, когда речь идет о горячей ковке, в холодной все иначе, она не нуждается в раскаленной заготовке, металл можно обработать ручным способом в домашних условиях. Как это происходит, что это за процесс, какими бывают кованые изделия, выполненные таким способом можно увидеть на фото образцов изделий и прочитав статью.Изделия холодной ковки
Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.


И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Достоинства кованых изделий
Несмотря на то, что появилось много новых и современных видов материалов, подходящих для декорирования загородных домов, большинство людей отдают предпочтение кованым изделиям. Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:
Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:- долговечность и красота;
- хорошие защитные функции;
- возможность заказать изделие по индивидуальным размерам, эскизам и в любом стиле;
- ручная работа, изделия всегда сочетаются с другими материалами.
Перечень достоинств художественной ковки можно еще продолжить, поскольку такие изделия прекрасно сочетают в себе много положительных качеств. Представленные на сайтах фото ярко характеризуют всю красоту, функциональность и долговечность изделий.
К недостаткам можно отнести только высокую стоимость ковки и чувствительность металла к коррозии. Если изделия слишком сложные по конструкции, то их будет тяжело обработать и покрасить.
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства.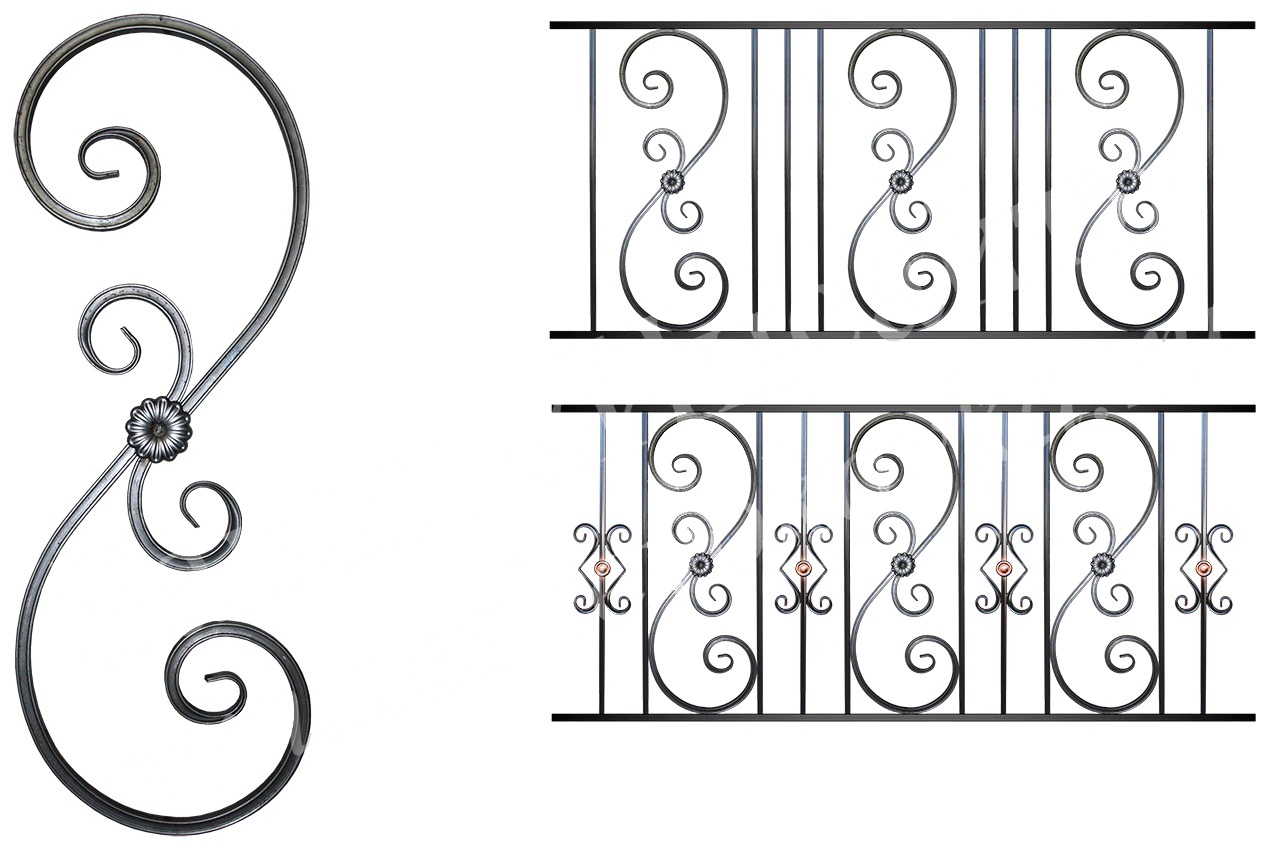 Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Стоимость изделий
На многих сайтах представлены каталоги с фото и ценами кованых изделий. Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
Оцените статью: Поделитесь с друзьями!что это такое, образцы узоров и элементов, необходимое ручное и автоматическое оборудование, бизнес на выпуске изделий
Подсвечник, ковка холодная, сварка на три свечи, Андрей Бегун
Холодная ковка – технология, позволяющая обрабатывать металлопрокат разных видов: полосы, круглые и квадратные прутки, профильные трубы – без предварительного нагрева. Данный способ отличается большей производительностью и меньшими трудозатратами, чем традиционный метод горячей ковки. В данном разделе представлена полная информация о холодной технологии обработки металла, применяемом оборудовании, производимых изделиях и элементах. Для получения подробных сведений об отдельных аспектах рекомендуется посетить другие статьи нашего сайта, ссылки на которые присутствуют в тексте.
Данный способ отличается большей производительностью и меньшими трудозатратами, чем традиционный метод горячей ковки. В данном разделе представлена полная информация о холодной технологии обработки металла, применяемом оборудовании, производимых изделиях и элементах. Для получения подробных сведений об отдельных аспектах рекомендуется посетить другие статьи нашего сайта, ссылки на которые присутствуют в тексте.
Холодная ковка представляет собой гибку и прессование металлических заготовок, выполняемое посредством давления на детали, которое осуществляется вручную или механически. Предварительный нагрев элементов выполняется в редких случаях. Кроме этого, способ
- обработка деталей отличается высокой точностью;
- готовым элементам не требуется проведение дополнительных операций по обработке: отпуск, отжиг и закалка;
- отсутствие окалины и других следов нагрева металла.

Гибка полосы на гнутике. Фото Фирма Ютика
Недостатками технологии являются
- ограниченность производимых элементов, их типовая форма и дизайн;
- сложность, иногда и невозможность осуществить корректировку в конфигурацию детали,
- наличие специального, нередко мощного оборудования.
Своими руками
Для самостоятельного выполнения проектов по технологии холодной ковки не требуется наличия каких-либо особых навыков, в отличие от горячего метода обработки металлов.
Исполнителю потребуется свободное время, место для размещения оборудования и обработки заготовок, расходные материалы для изготовления элементов, их сборки и покраски.
Гибка квадрата на гнутике. Фото Фирма Ютика
Процесс производства изделий холодной ковки своими руками включает несколько этапов:
- разработка эскиза или заимствование готового рисунка;
- прорисовка эскиза в натуральную величину с целью расчета параметров всех элементов и необходимого количества материалов;
- нарезка металла на отдельные заготовки выполняется болгаркой;
- гибка и опрессовывание заготовок с целью получения нужного количества элементов необходимой формы;
- сборка деталей в единую композицию выполняется посредством сварки или в редких случаях с помощью хомутов;
- зачистка сварочных соединений;
- покраска изделия.
Подробные инструкции по изготовлению некоторых изделий и элементов холодной ковки своими руками представлены в отдельной статье.
Бизнес на ковке
Нередко хобби по производству изделий холодной ковки становится основным занятием, которое к тому же приносит неплохой доход. Для тех, кто еще только размышляет над открытием собственного бизнеса, необходимо перечислить все необходимое для изготовления элементов по технологии холодной ковки:
- крытое помещение с навесом для размещения оборудования и хранения расходных материалов, многие мастера оборудуют для этих целей гараж;
Универсальный станок для ковки, гибки BlackSmith MB21-30. Фото КовкаПРО
- оборудование: универсальные механизмы для производства нескольких типов элементов или набор станков для холодной ковки, применяющихся для создания деталей определенных конфигураций; начинающим исполнителям иногда достаточно ручных инструментов и приспособлений;
- дополнительное оснащение для сборки и покраски готовой продукции: рабочий стол, сварочный аппарат, угольники, краскопульт.

Справка. Цены на оснащение не представлены, так как стоимость варьируется и изменяется.
В зависимости от количества выполняемых за месяц проектов инвестиции в бизнес окупаются в разные сроки. Большое значение имеет спрос и наличие заказов.
Оборудование, станки, ручные инструменты, приспособления для кузнечного ремесла
Для выпуска элементов применяется ручное и механизированное оборудование. Для изготовления отдельных деталей исполнителю потребуются простейшие приспособления, но эффективнее использовать производительное оборудование.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Весь спектр оснащения для холодной ковки возможно разделить на четыре группы, критериями для классификации служат технические характеристики, в частности способ управления и производительность:
- универсальные станки отличаются высокой производительностью, имеют автоматический режим управления, используются сотрудниками крупных компаний;
- станки для холодной ковки с ручным (рычажным) управлением: улитка, гнутик, волна, твистер, фонарик, глобус, для гибки профильных труб, вальцы для нанесения фактуры гусиная лапка; набор данных устройств используется как индивидуальными исполнителями, так и сотрудниками небольших мастерских;
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Фото ВсеИнструменты.ру
- инструменты: молоток, вилки, а также болгарка и сварочный аппарат;
- приспособления: кондукторы, оправки, шаблоны, трафареты, также к данной категории возможно отнести станки для холодной ковки, изготовленные своими руками.
Своими руками
Универсальное оснащение практическим невозможно изготовить самостоятельно, так как подобные машины обладают сложной конструкцией. Станки для холодной ковки, а также инструменты и приспособления обладают простым строением, что позволяет собирать их своими руками.
Самодельный гнутик
Среди самодельных ручных и электрических устройств наиболее востребованы фонарик, улитка, гнутик, глобус. Кондукторы для изготовления завитков разных размеров пользуется особой популярностью среди приспособлений.
Купить
В ситуациях, когда оборудование исполнителю необходимо срочно, так как нужно приступать к работе, следует купить станки заводской сборки. Ручные устройства типа улитка и гнутик наиболее востребованы.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Изделия, узоры и элементы, образцы, где купить
Покупка или самостоятельное изготовление станков позволит приступить к работе, производству различных элементов и изделий. С помощью технологии холодной ковки исполнители выпускают разнообразные декоративные детали, из которых возможно собрать предметы для интерьера, фасада зданий и ландшафтного дизайна. Фотографии изделий демонстрируют многообразие решений.
Холодная ковка и сварка
Сотрудники многих компаний реализуют проекты в сфере холодной ковки. Клиенты имеют возможность купить готовые элементы, чтобы изготовить практически любое изделие. Образцы предметов возможно увидеть на сайтах предприятий, которые представлены в разделе «Где купить изделия холодной ковки».
Элементы художественной холодной ковки: фото, видео, эскизы
Изделия, получаемые методами художественной ковки, всегда являются прочными, эксклюзивными. Одновременно они производят и глубокое эстетическое впечатление на окружающих. Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Разновидности элементов холодной ковки металла
В зависимости от сложности, которую должны иметь элементы художественной ковки, и материала, применяемого для их производства, различают ковку в горячем и холодном состояниях. При производстве кованой продукции из стали, со сложными орнаментами, необходимого уровня пластичности деформируемого материала можно достичь лишь при его предварительном нагреве до ковочных температур. Для низкоуглеродистых сталей нижний предел таких температур начинается от 1000 — 1150 °С. С повышением процентного содержания углерода требуемая ковкость стали достигается при меньших температурах: 800 — 900 °С. Для нагрева исходного материала применяются печи малоокислительного нагрева, хотя для небольших мастерских характерны и кузнечные горны, работающие на твёрдом топливе.
Виды кованых элементов — «Завитки»
Холодная ковка (штамповка) может производиться как при температуре окружающего воздуха, так и при температурах, не превышающих предела начальных структурных изменений, т. е., до 200 — 250 °С. Преимуществом холодной ковки считается повышенная точность готовой продукции и отсутствие на ней поверхностной окалины, а горячей – меньшие удельные усилия формообразования. Кроме того, при помощи операций ковки в холодном состоянии можно выполнять рельефные кованые элементы на листовых и полосовых заготовках, а также на изделиях из цветных металлов и сплавов.
е., до 200 — 250 °С. Преимуществом холодной ковки считается повышенная точность готовой продукции и отсутствие на ней поверхностной окалины, а горячей – меньшие удельные усилия формообразования. Кроме того, при помощи операций ковки в холодном состоянии можно выполнять рельефные кованые элементы на листовых и полосовых заготовках, а также на изделиях из цветных металлов и сплавов.
Кроме собственно ковки, операции пластического деформирования металла применяются также и для соединения готовых элементов в законченные художественные композиции. Технология сварки для таких случаев малоприемлема, поскольку в зоне сварного шва металл всегда имеет пониженную прочность, а сама зона во многих случаях выглядит настолько неприглядно, что нуждается в трудоёмкой зачистке. Поэтому истинные мастера своего дела для соединения применяют кузнечную сварку. Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
Элементы кованых узоров
Для объёмного металлопроката (пруток, проволока) применяются следующие кованые элементы:
- Спираль. Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.
- Двойная спираль. Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
- Волюта. Геометрически такой вид орнамента представляет собой завиток произвольной формы, который может размещаться вертикально, или горизонтально. Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
- Крутень. В технологии художественной ковки крутень формируется закручиванием части стержня (или всей заготовки). Направление скручивания такого орнамента — всегда монотонное, поскольку даже для высокопластичного состояния пруток, закручиваемый попеременно то в одну, то в другую сторону, может разрушиться из-за превышения деформируемым металлом предела своей прочности на кручение.
- Навершие. Такие кованые элементы применяются на украшения головок оград и заборов, а также оконных решёток. Они представляют собой части прутка с острой кромкой на одном из торцев, к которому впоследствии прикрепляется ряд завитков.
 Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
Элементы художественной ковки создаются также и из листового металла. К ним относят:
- Пространственные спирали, напоминающие шнек, по направлению вращения которого ширина спирали уменьшается. Элемент можно выполнять рельефным, для чего на его кромках выполняются художественные насечки.
- Плоский завиток, который по сути идентичен объёмному, но производится из части металлической полосы.
- Чеканка, которая получается точечной обработкой кузнечным зубилом плоской поверхности штучной заготовки. В результате чеканки создаётся объёмный рисунок. Чеканку применяют преимущественно для цветных металлов и сплавов.
- Кернение. Такой художественный орнамент выштамповывается специальным инструментом, который вдавливает часть листа или полосы в специальную форму штампа. Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
- Оголовки. Элемент представляет собой чашеобразную ёмкость, сворачиваемую из цельного куска полосы, и свариваемую методом кузнечной сварки в пространственную деталь. Оголовок может иметь сферическую, конусовидную или цилиндрическую форму.
 Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
Кернением получают объёмные изображения на плоской заготовке, формовать надписи, вензеля и иные элементы.
Комбинацией этих и ряда других художественных орнаментов обычно создаются весьма сложные кузнечные композиции – подсвечники, розы, кубки и т.д.
Последовательность окончательной сборки отдельных кованых элементов
Для получения конечного изделия кованые элементы соединяют в цельную композицию. Для объёмных деталей применяют кузнечную сварку или клёпку. Последний вариант отличается тем, что может выполняться при обычных температурах, но для этого на каждом из соединяемых между собой фрагментов должно быть отверстие. Эти отверстия получают ещё на стадии ковки методом прошивки.
Эти отверстия получают ещё на стадии ковки методом прошивки.
Прошивка может быть открытой, когда кузнец выполняет отверстие при помощи непрофилированного инструмента – прошивня, либо закрытой, когда отверстие формируется пуансоном по матрице. Закрытая прошивка точнее, но требует большего значения рабочего усилия. На листовых элементах прошивку можно выполнять нахолодно, используя пробивные штампы. В таком случае создаётся возможность дополнительного орнаментирования деталей за счёт получения фигурных отверстий. Заклёпки, в свою очередь, также изготавливаются методами холодной или горячей высадки, и имеют головку произвольной формы – круглую, фасонную, цилиндрическую, потайную и пр., которая более всего соответствует изобразительному решению кованой композиции.
Соединение плоских элементов художественной ковки может производиться несколькими способами:
- фальцеванием, когда смежные кромки деталей скручиваются друг с другом;
- двойным загибом, когда соединение происходит по незамкнутой части периметра узла, а свободные концы фрагментов образовывают плоский, либо рельефный рисунок;
- зачеканиванием кромок двух смежных деталей в сборе, когда соединение происходит вследствие пластического вдавливания части одной заготовки в тело другой.
- сваркой плоских деталей.

Выбор способа, при помощи которого отдельные кованые элементы соединяются между собой, зависит от места, где должен располагаться определённый орнамент для ковки, а также условий эксплуатации готового изделия. Например, при внешней установке элементы художественной ковки обязательно должны иметь антикоррозионное покрытие (окраску атмосферостойкой краской, меднение и пр.). Тогда для соединения можно использовать сварку. Применяя воронение, лучше сразу после этой операции соединять части орнамента кузнечной сваркой, и уже в окончательно собранном виде устанавливать на необходимое место.
Эскизы и рисунки ковки | Художественная ковка Тулы
Фото эскизов художественной ковки — лучшая ковка, какую можно придумать. Реализуем любую Вашу фантазию, подкрепленную нашими технологиями. ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
Узоры ковки для лестниц и ограждений представлены различными стилями и типом исполнения (прямые, радиальные, наклонные). Эскизы пополняются, на сайте представлены основные типы, вариации рисунков ковки подбираются по ходу работ над заказом.
ГОТОВЫЕ ЭСКИЗЫ КОВКИ: беседки, балконы, ворота, забор, перила, калитки, лестницы. Послужат для определения того, что Вам нравится или будут основой для разработки нами индивидуального рисунка ковки для Вашего дома…
Наш полный ассортимент художественной ковки металла! >>
ЛЮБОЙ ПОНРАВИВШИЙСЯ ЭСКИЗ, мы можем адаптировать для Вашего кованого изделия — к примеру, рисунок из красивой лестницы гармонично впишется в Вашу калитку.
— Узнайте больше, задав вопрос: VIBER, WhatsApp +79307910041 (можно прислать выбранный рисунок)
Эскизы кованых лестниц
Кованые лестницы, перила и ограждения — как и фасады домов и интерьеров создаются сообразно стилю и назначению.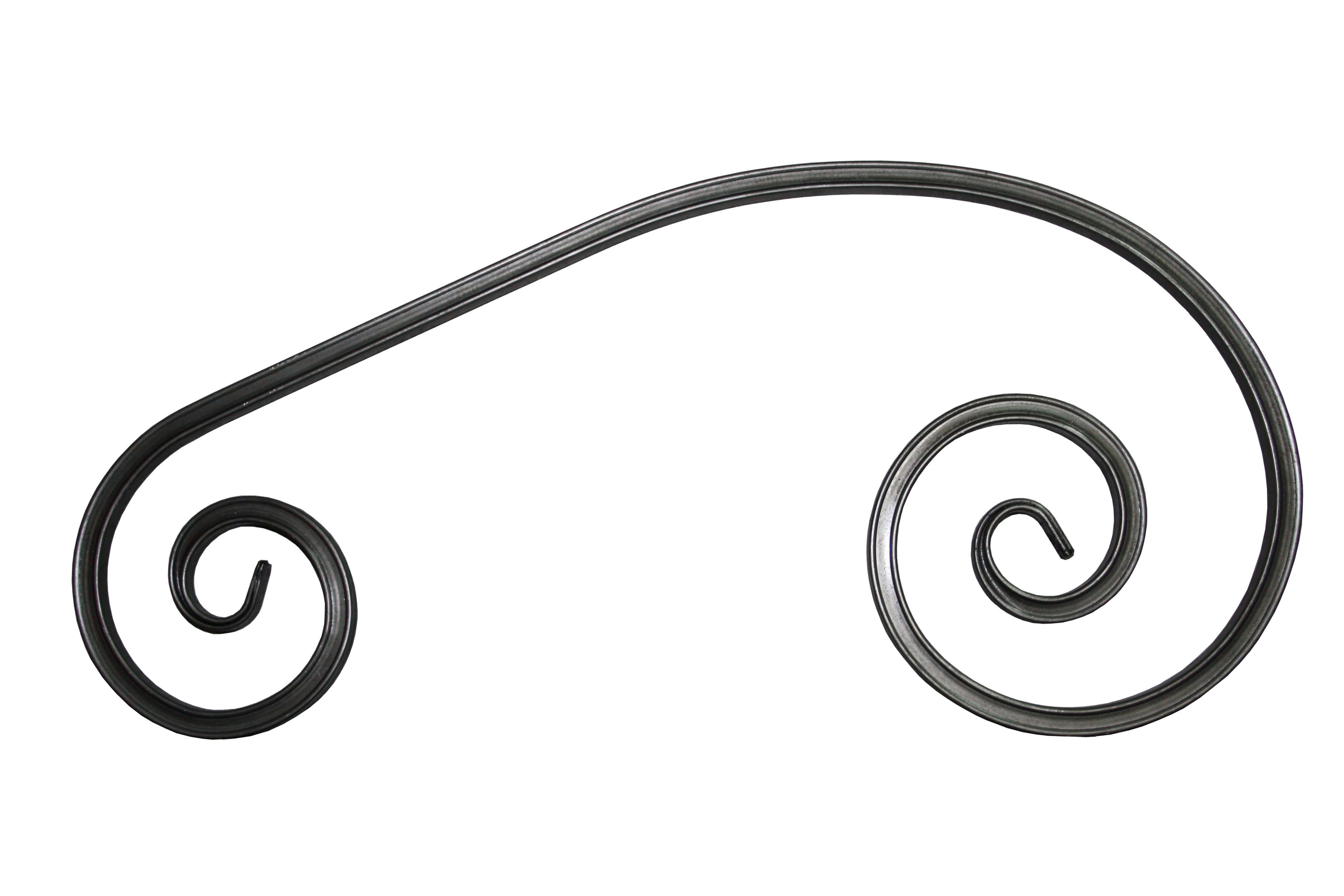 Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
Эскизы кованых заборов, ворот и калиток
Кованый забор, ворота и уютная кованая калитка, которую Вы ежедневно открываете — придадут Вашему дому завершенный архитектурный вид.
Эскизы кованых балконов
Кованые балконы, французские и обычные, маленькие и большие — для любого дома станут украшением фасада и подчеркнут красоту стильного проекта.
Эскизы кованых светильников и люстр
Кованые светильники и люстры различных размеров — от настенных до больших высоких с 3 по 1 этаж. Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Эскизы кованых козырьков и входных групп
Кованые входные группы, входные лестницы и перила являются основным украшением главного фасада Вашего дома, живыми линиями художественной ковки приглашая войти к себе домой.
Эскизы кованых беседок и скамеек
Кованые беседки и мостики, садовые скамейки и мангалы, арки и ограждения клумб добавят Вашему саду нотку поэзии.
Эскизы кованых элементов интерьера
Кованые элементы интерьера изящно подчеркивают общий стиль дома и во многих случаях служат гармонизирующим элементом для больших залов, гостинных, каминных, винных погребов или незаполненных пространств арок, проемов, зимних садов.
Больше эскизов ковки
Выше приведены эскизы и рисунки ковки различных стилей, позволяющих наиболее полно охватить различную реализацию кованых изделий. Больше эскизов и чертежей Вы можете увидеть при встрече с нами или сделав запрос на интересующий рисунок ковки.
Детальные и подробные чертежи проектов прорабатываются под реальные размеры, немного видоизменяясь или дополняя исходный рисунок новыми линиями и элементами.
Только истинный ценитель понимает, как наполняет жизнью любой интерьер ставшая символом роскоши и процветания ковка. Она чудесно вписывается как в классический стиль, так и в современные дизайнерские направления. Как ни странно, металлические предметы могут добавить любому помещению прозрачности, легкости и даже романтики.
Стили ковки
Кованые изделия вписываются в убранство любого характера, но должны точно гармонировать с выбранным образом.
Не теряющему актуальности классическому стилю подойдет рисунок с простыми симметричными формами.
В готическом интерьере уместны сложные узоры и переплетения в той же симметрии.
Романский стиль – это массивность и основательность. Здесь применяются толстые линии, словно корни, из которых вырастают крупные завитки или симметричные спирали.
С барокко, пышущим величием и богатой отделкой, сочетаются замысловатые, вычурные узоры.
Ренессанс орнаментируют природные рисунки в виде плодов и листьев, различных спиралей, ягод, собранных в гирлянды.
Рококо наполнят богатством невесомые тонкие линии. Неотъемлемой частью данного стиля являются игривые формы и элегантные объемные цветы.
Модерн декорируют ассиметричные, необыкновенные украшения. Причудливые очертания, лишенные углов, и экзотические цветы отличают этот стиль от остальных.
Ар-деко – вариант модерна, в котором доминируют геометрические формы, мотивы Египта и Древнего востока.
Ампир – это плавные линии, растительные орнаменты, волюты, концы которых скручены в улитку. В центре завитка может располагаться цветочный фестон.
Русский стиль, отличающийся особой энергетикой, резными орнаментами, характерной натуральностью и простотой, украсят кованые растительные рисунки с цветами по центру.
В хай-тек, выделяющийся своей функциональностью и конструктивизмом, идеально вписываются прямые геометрические линии.
Применение ковки
Элементы ковки можно встретить в различных предметах обстановки. От наружной части дома до мебели, используемой в интерьере, и функциональных предметов. Кованые мостики в саду создадут комфорт и уют. Забор с металлическими коваными вставками не просто станет элегантным украшением вашего участка, но и послужит защитой на несколько десятилетий. Ворота, уличные фонари, мангалы, перила, калитки, решетки для растений…
Не каждый мастер ковки может внести волшебную нотку в дизайн помещения. Тут нужен опытный профессионал-художник. Ковка является завершающим этапом украшения интерьера, последним штрихом.
Материалы для ковки
Уже с древних времен сталь признана самым лучшим материалом для ковки, благодаря своему химическому составу. Применяется и более податливые материалы, например, чугун или медь.
Виды ковки
Существует два вида ковки: горячая и холодная. Отличаются они как стоимостью, так и художественной ценностью. Горячая ковка – процесс, требующий огромных усилий и специальных навыков. Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
С холодной ковкой дела обстоят немного проще. Здесь за мастера работает матрица и пресс. Выглядят исходные детали, тоже красиво и богато, но весь рисунок ковки создается опираясь на видоизмененные, но одинаковые детали — вензеля, завитки, листья. Такие узоры имеют более частое применение.
За долгие годы работы получен бесценный опыт и мастерство. Уверены, что Вы обратитесь к нам.
Выполняем работы по Туле, Москве и областям этих городов.
КУЗНЯ «ГЕРОНА»
по адресу: 300041 г. Тула, ул. Ленина д. 12/1
ООО “ГЕРОНА” ИНН 7103518118
официальный сайт: www.tula-kovka.ru
8 (930) 791-00-41
тел. в Туле: (4872) 79-00-41
Часы работы: с 8-00 до 18-00. Выходной — воскресенье.
email: [email protected]
Выбор цвета и патины для ковки >>
Посмотрите фото художественной ковки:
Посмотрите другие фото ковки:
Кованые оконные решетки и цветочницы
Кованые заборы, ворота и калитки
Французские балконы и обычные
Кованые козырьки
технология создания красивого кованого художественного орнамента
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Виды художественной ковки металла
Для проведения художественной ковки обязательно учитывается материал детали. От этого зависит вид ковки, которая бывает:
- Горячая.
- Холодная.
Горячий метод
Элементы художественной ковки, имеющие сложный орнамент, требуют предварительного нагрева материала, чтобы получить определённый уровень пластичности.
Низкоуглеродистые стали нагреваются до температуры 1000—1150 градусов. Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре. Обычно она находится в диапазоне 800—900 градусов.
Особенности холодной ковки
Элементы холодной ковки, купить которые можно в специализированных магазинах, изготавливаются несколькими способами:
- Операция выполняется без нагрева, на холодную.
- Деталь нагревается до 200—250 градусов.
Основным преимуществом деталей, полученных холодной ковкой, считается высокая точность готового изделия. На поверхности таких кованых деталей отсутствует окалина. Холодная ковка даёт возможность изготавливать рельефные элементы, используя листовые заготовки. Такая методика применяется для обработки цветных металлов.
Чтобы получить художественную композицию, готовые элементы необходимо соединить. При обычной сварке получается некрасивый вид, шов имеет пониженную прочность, детали приходится зачищать. Профессионалы пользуются для соединения деталей кузнечной сваркой.
Готовые элементы нагреваются до температуры 650—700 градусов, при которой металл становится пластичным. Затем орнамент обжимают во время сборки.
Преимущества ковочной обработки
Ковкапром занимается выпуском и продажей художественных элементов во многих городах России. Их кованые элементы имеют самое разное направление. Все эти изделия отличаются несколькими положительными качествами:
- Каждая деталь считается уникальным и неповторимым творением. Любой элемент отличается своей индивидуальностью.
- Красивый внешний вид.
- Кованые детали покрываются особым антикоррозийным составом, поэтому эти элементы могут эксплуатироваться не один десяток лет.
- Благодаря твёрдости металла такие изделия всегда отличаются высокой прочностью.
- Детали прекрасно сочетаются с различными отделочными и строительными материалами. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Разновидности узоров
Из объёмного металлопроката кузнецы создают различные рисунки, в которые входит несколько составляющих:
- Спираль. Диаметр спирали иногда уменьшается книзу и меняет своё направление на противоположное. Получается очень оригинальный узор, в котором направление спирали регулируется художественным замыслом.
- Двухрядная спираль. Средняя часть имеет самый большой диаметр. Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
- Волюта. Узор имеет форму завитка, располагающегося в разных направлениях. Волюта бывает однонаправленной вогнутости, при этом завитки имеют одну ось сгиба. Когда завитки находятся с двух сторон от центра заготовки, говорят о разнонаправленной волюте.
- Крутень. Для формирования такого орнамента часть стержня закручивается вокруг оси. Закручивание всегда происходит в одну сторону, так как находясь в пластичном состоянии, при закручивании в разные стороны пруток может разрушиться.
- Навершие. Этими деталями украшают оконные решётки, а также различные ограждения. Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
Из листового металлопроката изготавливаются дополнительные детали художественной ковки. К ним относятся:
- Пространственные спирали. Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
- Плоский завиток. Элемент аналогичный объёмному, только для изготовления используется металлическая полоса.
- Чеканка. Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
- Кернение. В лист вдавливается специальный штамп. Таким способом можно изготавливать вензель, придавать изображению объёмный вид, а также формовать надпись.
- Оголовки. Из полосы сворачивается чашеобразную ёмкость. Может иметь несколько форм в зависимости от создаваемого рисунка.
Используя комбинации таких художественных орнаментов, можно создать очень красивые кузнечные композиции, отличающиеся своей оригинальностью и неповторимостью.
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Шаблоны для холодной ковки своими руками
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
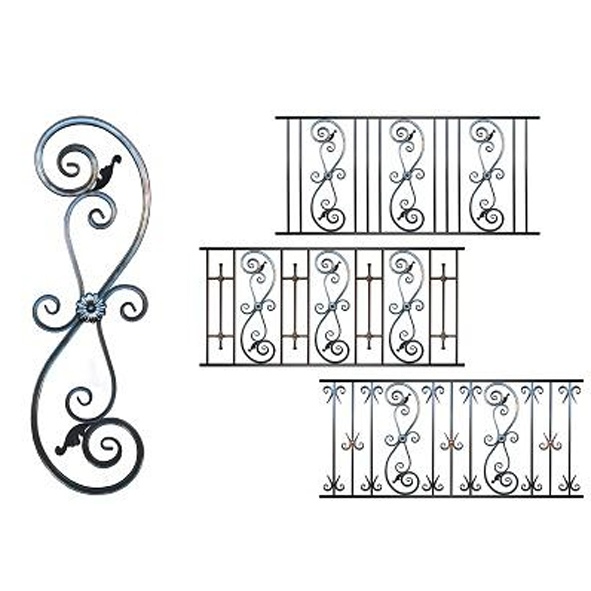
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность при холодной штамповке
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Ковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.В зависимости от температуры, при которой она выполняется, ковка классифицируется на « горячая », « теплая » и « холодная ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые детали Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; Поскольку холоднокованые детали требуют очень мало или совсем не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Другим значительным преимуществом является экономия материала за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампов более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.грамм. только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроизводственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие штампованные компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать, если использовать холодную ковку (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем выше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на ковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или контроль качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, цементация и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодной , горячей и горячей штамповки или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Горячая штамповка VS. Холодная штамповка, в чем различия?
Ковка — один из распространенных производственных процессов, при котором металлическая деталь формируется путем приложения к ней сжимающих усилий. Ковка могла производиться в различных температурных условиях, например, горячая ковка, теплая ковка и холодная ковка. В процессе ковки используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Процесс изготовления ковки полностью отличается от процесса литья, когда расплавленный материал заливается в форму (см. Разницу между ковкой и литьем). Еще одно существенное преимущество перед другими методами производства (такими как литье и механическая обработка) заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным. Это делает поковку пригодной для различных промышленных применений.
В процессе горячей штамповки применяется очень высокая температура, желаемая температура зависит от типа металла.Например, средняя температура, необходимая для деформации стали, составляет приблизительно 2100 градусов по Фаренгейту; для алюминиевых сплавов диапазон температур составляет от 680 до 970 градусов по Фаренгейту; для медных сплавов диапазон составляет от 1300 до 1470 градусов по Фаренгейту. Высокая температура необходима для предотвращения деформационного упрочнения при деформации.
Горячая штамповка обычно является лучшим выбором для стальных поковок, используемых в технических целях, и для деформации металла с высоким коэффициентом пластичности. Ключевые преимущества горячей штамповки включают гомогенизированную зернистую структуру, низкое деформационное упрочнение, повышенную пластичность и уменьшение химических несоответствий.С другой стороны, горячая ковка предлагает менее точные допуски, возможность коробления во время охлаждения и возможность неблагоприятной реакции между металлом и окружающей средой.
К преимуществам горячей штамповки можно отнести:
- Основное преимущество горячей ковки заключается в том, что по мере деформации металла эффекты деформационного упрочнения устраняются процессом рекристаллизации.
- Детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций.
- Гомогинизированная зерновая структура.
- Качество поверхности без пористости позволяет выполнять широкий спектр операций заканчивания, таких как полировка или обработка поверхности.
- Эффективный процесс при работе с более твердыми металлами, такими как сталь.
Лидер по покупке горячих поковок
- Тесное сотрудничество и сотрудничество между покупателями и производителями горячей штамповки необходимы для получения наилучшего продукта по наилучшей цене.
- В связи с последними технологическими достижениями в области горячей штамповки, требуется тесное сотрудничество и тесное сотрудничество с кузнечным станком.Зная о последних разработках, покупатель может гарантировать рентабельность высококачественной продукции.
- Ковка требует большого мастерства и индивидуальной настройки. С этого момента очень важно привлекать фальшивомонетчика к этапам проектирования и спецификации продукта.
- Покупатель горячей штамповки должен иметь общее ноу-хау об оборудовании и методах, используемых в процессе горячей штамповки. Более того, очень важно подтвердить, что у кузнеца есть оборудование и мощности для производства этой детали.
- Покупатель должен знать, что производитель подделки может предоставлять такие услуги, как термообработка, механическая обработка, испытания, контроль качества, испытания и т. Д.
- И последнее, но не менее важное: покупатель должен хорошо знать масштабы потенциального поставщика горячей штамповки. Покупатель может гарантировать, что предприятие горячей штамповки привыкло производить требуемый объем.
CFS Forge обеспечивает процесс горячей штамповки методом штамповки в закрытых штампах, который выполняется в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение. Свяжитесь с нами сейчас, если у вас есть проект горячей штамповки!
Холодная штамповка
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке, чтобы упрочнить деталь. Это называется «закалкой».
Несмотря на слово «холодная», холодная ковка на самом деле происходит при комнатной температуре или близкой к ней. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Одним из наиболее распространенных типов холодной штамповки является процесс, называемый штамповкой в штампе, когда металл помещается в штамп, прикрепленный к наковальне. Затем по металлу ударяют опускающимся молотком и вдавливают в матрицу.В зависимости от продукта молоток может падать на металл несколько раз в очень быстрой последовательности.
К преимуществам холодной ковки можно отнести :
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня. Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Стабильность каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке. Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Разница между горячей и холодной штамповкой
Основное различие между горячей и холодной штамповкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому из экономических соображений и соображений качества.Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
возможностей холодной штамповки | Юго-Западные Металлические Продукты
Холодные поковки поставляются в соответствии со строгими стандартами качества с поставками, адаптированными к требованиям клиентов. Предоставьте ваши текущие чертежи деталей, и мы разработаем предложение, чтобы предоставить наиболее экономичную деталь.
Свяжитесь с нами, чтобы узнать цену
- Внешний диаметр до 4 дюймов
- Длиной до 16 дюймов (в зависимости от пресса — 800 тонн предел прессования составляет 10 дюймов)
- Специализируется на экструдированных валах
- Допуск по длине +/-.5 мм (+/- 0,02 ″)
- Допуск диаметра +/- 0,25 мм или лучше (+/-. 01 ″)
- Припуск на складе не более 0,25 мм! (0,01 ″)
- CPK отслеживает критические размеры по случайным деталям в среднем = 7,21
- Сетчатые и близкие к сетке детали — уменьшить или исключить обработку
- Уменьшает отходы сырья — без вспышки!
- Низкий процент брака -0- Браковка PPM
- Жесткие допуски с кованым центром, если требуется
- Превосходная обработка поверхности без окалины!
- Используйте точеный и полированный пруток — без декарбина!
- Улучшение физических свойств за счет улучшения структуры зерен
- Исключает последующую термообработку
- Среднее время безотказной работы пресса = 94%
- Кованые центры могут исключить работу концевых фрез и центров.
- 1000
- 1100
- 1500
- 4000
- 4100
- 4700
- 5100
- 8600
- Прецизионная штамповка холодной штамповкой обеспечивает производство деталей практически без потерь при комнатной температуре. Благодаря холодной ковке изделия точно по размеру максимально приближены к окончательной форме. Механическая деформация улучшает зернистую структуру, разрушает и выравнивает любые включения. В результате зерна материала лежат параллельно сформированным поверхностям, а не прорываются, что дает возможность возникновения трещин, как в обработанных деталях.
- Процесс прецизионной холодной штамповки в сочетании с чистовой обработкой обеспечивает значительную экономию сырья и времени обработки по сравнению с обработкой из пруткового материала или стандартной горячей штампованной детали с высаженной поверхностью. Холодная ковка обеспечивает постоянные и более точные допуски и поддерживает текучесть зерна микроструктуры для лучшей отделки и долговечности.
- Холодная штамповка приводит к упрочнению материала и повышению его предела текучести. Благодаря прочности и другим механическим свойствам можно уменьшить увеличенную толщину, что, вероятно, приведет к значительной экономии веса и материала.
- Более высокая урожайность — более сильная
- Закрытые допуски
- Меньше машинного парка
- Чистовая обработка поверхности без окалины
- Нет сквозняка — нет!
- Однородность от детали к детали — повторяемость размеров
- Функциональная надежность
- Отличное разрешение
Независимо от того, есть ли у вас существующая деталь или вы разрабатываете новый компонент, наши инженеры определят, принесет ли холодная штамповка пользу вашему применению.Перед любыми инвестициями в вашу деталь будут предоставлены и доставлены образцы в соответствии с вашим заказом на покупку и должны быть одобрены вами до оплаты инструментов.
| Кол-во. | Размер | Описание |
| 1 | 60 тонн | Пресс для холодной штамповки механический |
| 2 | 150 тонн | Прессы для холодной ковки механические |
| 1 | 200 тонн | Пресс для холодной штамповки механический |
| 2 | 250 тонн | Прессы для холодной ковки механические |
| 1 | 300 тонн | Пресс для холодной штамповки механический |
| 2 | 400 тонн | Прессы для холодной ковки механические |
| 1 | 450 тонн | Пресс для холодной штамповки механический |
| 2 | 800 тонн | Пресс для холодной штамповки механический |
| 12 | Всего | Прессы |
| 1 | 100 тонн | Автоматические ножницы для прутка |
| 2 | h22 | Пилы отрезные |
| 1 | Insp. | Оборудование для вихретокового контроля |
Ковка в закрытых штампах — Трентон Ковка
В этом процессе предварительно вырезанные штампы, известные как «инструменты», собираются вместе, чтобы полностью или частично окружить нагретый исходный материал, такой как сталь или алюминий. Материал, расположенный в нижней матрице, имеет размер и форму, которые примерно соответствуют конечному кованному продукту.
Когда верхняя матрица прижимается к ней, профиль конечной детали принимает форму под давлением двух прижимаемых к ней штампов.
Что такое ковка в закрытых штампах?
Также называемая штамповкой в штампе, штамповка в закрытых штампах — это когда две или более штампов соединяются вместе, чтобы сформировать сырье в конечный продукт. С помощью этого процесса можно получить поразительное количество трехмерных форм, от нескольких унций до более 25 тонн.
Обычно используемые прессы включают механические прессы, молотковые и гидравлические прессы мощностью от 20 000 до 50 000 тонн.
Углеродистые, легированные стали, нержавеющая сталь, алюминий, медные сплавы и некоторые титановые сплавы можно выковывать с помощью этого процесса.Для некоторых материалов, таких как тугоплавкие сплавы, суперсплавы на основе никеля и магний, могут потребоваться более специализированные процессы и / или оборудование.
Некоторые формы, такие как прямоугольные твердые тела и простые сферические формы, сформировать легче, чем другие. В Trenton Forging наши возможности индивидуальной ковки позволяют нам создавать любое количество форм, включая детали с длинными, тонкими сечениями или более сложные детали, такие как ребра, фланцы и карманы.
Процесс штамповки с закрытым оттиском
Этот тип ковки, также называемый штамповкой, требует современного ковочного оборудования для получения прецизионных результатов.В Trenton Forging мы используем эрлифтный молот с гравитационным падением, чтобы обеспечить силу, необходимую для создания детализированного компонента из стальной заготовки. Когда дело доходит до выпуска кованой стали, вот основной процесс на нашем предприятии:
- Заготовка сырья
- Создание и тестирование инструмента
- Ковка
- Очистка и термообработка
- Чеканка и прошивка
- Заключительный осмотр и отгрузка
Этот процесс гарантирует получение точных компонентов, на которые не влияют пустоты или проблемы с отделкой поверхности.Если вам нужно покрытие, механическая обработка, испытание на растяжение или дополнительное тестирование и обработка, мы включаем эти элементы в график и работаем, чтобы начать отгрузку ваших компонентов быстро и эффективно в соответствии с вашими сроками.
Каковы преимущества ковки в закрытых штампах?
По сравнению с субтрактивным производством и обработкой заготовок этот тип поковки является особенно эффективным вариантом. Избавьтесь от затрат на постобработку и отходов, выбрав наши лучшие в отрасли услуги.
Ковка в закрытых штампах нагревает стальные заготовки для сохранения или даже улучшения зернистой структуры исходного материала. Это приводит к увеличению долговечности и прочности вашего конечного продукта по сравнению с другими методами обработки, литья или изготовления.
Ковка в открытых штампах и ковка в закрытых штампах
Основное различие между закрытой ковкой и открытой штамповкой заключается в том, что последняя не закрывает заготовку. Заготовка перемещается внутри открытого штампа для придания ей формы. И наоборот, в закрытой матрице прорезан весь профиль детали.Заготовка полностью закрывается верхней и нижней плашками.
Поковка в закрытых штампах позволяет создавать очень сложные изделия. Плашки можно вырезать, чтобы придать им практически любую форму. Кроме того, при необходимости можно использовать более двух матриц. Однако он не подходит для очень больших форм из-за чрезмерно больших штампов, которые могут потребоваться. Использование закрытого процесса обеспечивает лучшую отделку поверхности и увеличивает общую прочность и герметичность зернистой структуры. Для компонентов массового производства рекомендуется использовать кузницу с закрытой штамповкой, которая не требует дополнительного промышленного оборудования для достижения идеальной отделки.
Еще одна вещь, которую следует иметь в виду при рассмотрении ковки в закрытых штампах и открытой штамповки, заключается в том, что штамповочная кузница в закрытом штампе требует больше времени и инвестиций для создания штампов. Закрытая конструкция требует, чтобы эти штампы для закрытых слепков были сконструированы с высокой точностью, чтобы предотвратить образование пустот и повысить допуски обработки.
Один из основных факторов, который следует учитывать при сравнении ковки в открытых штампах и закрытых, заключается в том, что открытая штамповка требует дополнительного оборудования для получения конечного продукта. Открытый штамп лучше всего использовать для создания простых объектов, таких как кольца, цилиндры и диски, но требования к дополнительному оборудованию делают его менее чем оптимальным для прецизионных компонентов.Оба варианта могут обеспечить отличные результаты, если их выполнит опытная кузнечная компания.
Горячая ковка против холодной ковки против теплой ковки
Горячая штамповка и холодная штамповка могут дать аналогичные результаты, но процессы имеют принципиальные различия. Проще говоря, горячая ковка включает в себя придание металлической детали (известной как заготовка или заготовка) заданной формы путем обработки молотком, осадки или других процессов прессования, при которых заготовка нагревается примерно до 75% температуры, при которой она плавится.
Трансмиссионные шестерни, шейные кольца для баллонов сжиженного нефтяного газа и распорки конических роликовых подшипников являются примерами изделий, обычно производимых методом горячей штамповки.
Холодная штамповка
Холодная штамповка, с другой стороны, просто заключается в том, чтобы поместить заготовку между двумя штампами и сжать штампы вместе. Винты, биты, распределительные валы и оси — все это примеры обычных повседневных предметов, изготовленных методом холодной ковки.
Наконец, когда заготовка нагревается до температуры, которая выше ее температуры закалки, но ниже температуры, при которой образуется окалина, мы получаем то, что называется «теплой ковкой».”
Теплая поковка
Теплая штамповка позволяет избежать затрат на холодную штамповку, в то время как достижение уровня точности горячей штамповки не может надежно соответствовать. Примеры компонентов, сформированных с помощью теплой ковки, включают шестерни, валы и автомобильные переднеприводные тюльпаны.
Что «огорчает» и почему это имеет значение?
Осадка — это специализированный процесс ковки в закрытых штампах, при котором металл пластически деформируется под огромным давлением с получением высокопрочных компонентов различных размеров.Для более длинных компонентов, где требуется ковка только одного конца, это может быть идеальным выбором.
Работая в горизонтальной плоскости, механический пресс, используемый для высадки, использует преимущества разделенных «зажимных» штампов (штампов с канавками в них), которые позволяют материалу выдавливаться за пределы пресса. Иногда к жатке прикрепляется третья матрица, которая также помогает процессу формования.
Этот процесс позволяет получать формы исключительной прочности, поскольку форма готового продукта ориентирована так же, как и поток зерна в материале.Сходство с зерном снижает вероятность появления трещин и дефектов готового продукта.
Кузнечные услуги
Благодаря изготовленным по индивидуальному заказу штампам и рентабельному процессу ковки, сокращающему постобработку, Trenton Forging стремится производить изделия, которые не только служат дольше, но и отличаются максимальной прочностью и качеством. Свяжитесь с нами сегодня для получения более подробной информации.
Улучшение производства шестигранных гаек холодной штамповки с помощью компьютерного анализа и проверки экспериментов
Холодная штамповка сыграла решающую роль в крепежных изделиях и применялась в автомобильной промышленности, строительной отрасли, авиакосмической промышленности и производстве живого товара, так что холодная штамповка открывает новые возможности. для производства большего количества продуктов.В этом исследовании с помощью компьютерного моделирования делается попытка проанализировать процесс создания деталей машин, таких как шестигранные гайки. Программное обеспечение для формования DEFORM-3D применяется для анализа процесса на различных этапах компьютерного моделирования, а испытание на сжатие также используется для уравнения напряжения течения, чтобы сравнить различия между экспериментальными результатами и уравнением, которое встроено в программное обеспечение для компьютерного моделирования. В то же время металлография и твердость экспериментов используются для понимания характеристик холодной ковки шестигранных гаек.Результаты исследования помогут машиностроительным предприятиям понять нагрузку ковки и условия формования на различных этапах перед формированием крепежа. В дополнение к правильному проектированию и производству штампов, качество выпускаемых шестигранных гаек будет более стабильным, что повысит конкурентоспособность промышленности.
1. Введение
Винты, также называемые крепежными элементами, широко применяются и являются неотъемлемой частью. В развитых странах с более высокой индустриализацией более высокий спрос на крепежные детали в больших количествах.Крепежные элементы необходимы в нашей повседневной жизни. В условиях глобального экономического спада промышленность крепежных изделий на Тайване пострадала от серьезных последствий со стороны развивающихся стран материкового Китая, Юго-Восточной Азии и Индии, а также от антидемпинговых мер. Ожидается больше проблем. Процесс ковки в производстве крепежных изделий — важная технология. Ковка — это технологическое ремесло, изменяющее форму металлических материалов под давлением, так что материалы становятся кованными с определенными механическими свойствами, формами и размерами.Другими словами, металлические материалы сжимаются или выдавливаются между штампами, чтобы увеличить частичную или полную высоту и ширину или принять требуемые формы. В этом случае качество штамповок повлияет на качество, стоимость и эффективность продукции. Поэтому становится критически важным быстро спроектировать штамп и проверить надежность штампа, чтобы повысить его промышленную ценность.
Большинство производителей, которым требуется массовое производство винтов, выберут холодную штамповку. Холодная ковка — это обычный, но важный процесс обработки металла, в котором в основном используется штамп для фиксации нижней части металлического стержня до требуемой формы с помощью пуансона.Готовые изделия в основном используются для соединения различных строительных деталей. Поскольку нагревание не требуется, точность и гладкость поверхности оптимальны. В то же время дорогая штамповка сохраняется для более длительного срока службы. Это может снизить стоимость ковки, а также повысить прочность металла. Falk et al. [1] применили программу конечных элементов, DEFORM, в 2001 году, чтобы предложить метод коррелированной объемной штамповки, который может просто и точно оценить срок службы штампа холодной штамповки, но также был подтвержден экспериментами.С помощью программного обеспечения конечных элементов ANSYS Ландре и др. [2] использовали программное обеспечение конечных элементов для моделирования процесса цилиндрического сжатия углеродистой стали 1040, обсудили влияние трех форм предварительного формования на предел формования и спрогнозировали место деформации разрушения заготовки на заготовке. Кроме того, коэффициент разрушения использовался для сравнения применимости процесса по различным критериям. Ли и др. [3] использовали DEFORM для анализа напряжения пресс-формы для холодной штамповки в 2002 году и разделили его на две процедуры.В процедуре 1 предполагалось, что форма является твердым телом, нагрузка была добавлена к форме после того, как заготовка была сформирована, а затем был проведен анализ напряжений. В процедуре 2 предполагалось, что пресс-форма представляет собой упругое тело в процессе формования заготовки для анализа напряжений пресс-формы. Напряжение пресс-формы при таких двух процедурах сравнивалось с ним в эксперименте. Результат показал, что деформация формы, считающейся упругим телом, была близка к экспериментальной. Следовательно, точность DEFORM убедительна в этом исследовании.Тамура и др. [4] исследовали точность размеров и однородность кованых круглых заготовок. В исследовании использовался трехмерный жесткопластический метод конечных элементов, а достоверность анализа проверялась лабораторными экспериментами с использованием свинцовых заготовок. В то же время было уточнено и уточнено независимое влияние каждого выбранного основного рабочего параметра, то есть угла поворота и подачи. В результате была предложена оптимальная комбинация угла поворота и подачи с учетом не только точности размеров, но и производительности.Joun et al. [5] представили ориентированный на приложения подход конечных элементов к структурному анализу штампованных штампов. В их работах условие нагружения было автоматически извлечено из имитатора ковки на основе метода жестко-вязкопластических конечных элементов, и таким же образом учитывалась предварительная нагрузка из-за усилия зажима. Софуоглу и Гедикли [6] использовали физическое моделирование и программное обеспечение ANSYS для анализа изменений внутренней сетки детали и нагрузки при экструзии с определенным смещением пуансона, когда в процессе трехмерной экструзии использовались различные скорости экструзии и угол полуэкструзии головки.Маккормак и Монаган [7] приобрели коэффициент критерия Латама, проанализировали процесс формования шестигранных болтов и нагрузку на сдвиг форм и улучшили процесс формования для определения параметров процесса формования в 2001 году. Кроме того, Маккормак и Монаган использовали DEFORM для анализа влияние параметров формы для формования болтов с шестигранной головкой на напряжение формы. Результаты анализа показали, что напряжение формы будет уменьшено, а срок службы будет продлен, если геометрическая форма формы позволит материалу легко течь в процессе формования.Ким [8] применил многоступенчатую непрерывную холодную ковку для формирования контактного штифта в 2007 году, когда экструзия и осадка заменили традиционную сварку, использовал CAMPform-3D и холодную штамповку для проверки и успешно произвел продукцию, которая позволила избежать 10% дефекты, вызванные сваркой. Ван и Чен [9] решили проблемы обработки тонкостенных деталей и на примере типичных осевых тонкостенных деталей провели общий анализ метода обработки, чтобы найти возможный метод обработки для справки аналогичная обработка тонкостенных деталей.Чтобы устранить дефекты заготовок, потери сырья и энергии, длительную процедуру обработки и низкую эффективность производства при производстве концевых муфт, Ма и др. [10] использовали программное обеспечение DEFORM-3D и мелкосерийное производство на местах для доказательства преимуществ экструзионного формования, включая высокую точность размеров, снижение стоимости производства и хорошую формуемость, чтобы удовлетворить потребности массового производства.
Методы инкрементной ковки дают возможность изготавливать точные компоненты кольцевого типа с меньшими нагрузками, чем операции прессования.Guangchun и Guoqun [11] использовали метод конечных элементов при анализе процесса ротационной ковки. Трехмерная программа для анализа методом конечных элементов жесткой пластики была разработана на языке FORTRAN и использовалась для анализа процесса ротационной ковки кольцевой заготовки. Результаты показали, что механическая модель, представленная в этой статье, хорошо согласуется с практическим процессом ротационной ковки. Микрофаковка — это область с большим потенциалом, особенно в области электронных и медицинских устройств; например, Hsia et al. [12, 13] использовали программу конечных элементов DERORM-3D для моделирования процесса прямой экструзии и штамповки микроштифтов 3C в 2013 и 2014 годах.В исследовании моделировалась прямая микроэкструзия заготовок и обсуждались различия между смоделированным этапом процесса и экспериментальным процессом. В их исследованиях также оценивалась эффективная нагрузка-деформация и свойства текучести материала после экструзии и реакция головки пуансона при формировании прогнозируемого материала в качестве стандарта оценки для проектирования головки пуансона и прочности конструкции штампа.
Публикация гораздо более широкого спектра промышленных применений в ковке значительно стимулировала бы использование вычислительного моделирования.Нацеленное на процесс формирования шестигранных гаек, это исследование пытается предшествовать программному анализу и моделированию, чтобы обсудить распределение напряжения, деформации, поля скорости и нагрузки на каждом этапе, чтобы помочь предприятиям прогнозировать возможные проблемы в процессе формования, когда проектирование штампов. Кроме того, стоимость разработки штампов может быть снижена, чтобы сделать производство крепежных изделий более эффективным.
2. Методология исследования и экспериментальная основа
В производстве крепежных изделий большой опыт работы с продуктом имеет решающее значение.Отсутствие мощной поддержки теорий и известной науки может привести к возникновению узких мест в развитии. Например, продукты, которые постоянно тестируются на платформе, могут задерживать доставку продукта. Рост затрат повлияет на производство крепежных изделий. Использование программного обеспечения для компьютерного анализа, FEM (DEFORM-3D), для ковки металла было важным в последние годы и стало тенденцией развития. Внедрение компьютерного проектирования и анализа в конструкцию и производство штампов для крепежных изделий могло бы эффективно сократить время разработки продуктов, дополнительно сократив время испытаний штампов и предотвратив образование отказов.Помимо обеспечения качества поковок и увеличения срока службы штампов, это может снизить затраты на использование материалов и модификацию штампов.
2.1. Теория холодной штамповки
Поскольку формовка металла — это сложная деформирующая форма, предположение о точности и разумности граничных условий и характеристик материала при анализе методом конечных элементов в значительной степени повлияет на результаты анализа. В этом случае подходящие допущения требовались для моделирования при анализе или моделировании обработки пластика, чтобы разумно упростить сложность обработки пластика и сократить время алгоритма.Допущения для моделирования перечислены ниже.
2.1.1. Критерий текучести
Обычно критерий текучести по Мизесу принимается как правило пластичности материала. Он обеспечивает связь между условием текучести материала и трехмерным напряженным состоянием. Все три главных осевых напряжения, и могут быть выражены как эффективное напряжение, указанное Мизесом, в то время как эффективное напряжение достигает значения предела текучести материала, тогда в этом материале начинается пластическая деформация.Уравнение (1) выражается как
2.1.2. Постоянный температурный режим
Температура формования поддерживалась при комнатной температуре, а температура, возникающая в результате пластической деформации металла кованой заготовки в процессе холодной ковки, была небольшой, так что влияние локальной температуры не учитывалось.
2.1.3. Модель трения
Обработка крепежных изделий методом холодной штамповки показала высокое контактное давление, поэтому для трения на границе раздела использовалась модель постоянного трения; постоянный коэффициент трения рассматривался как коэффициент трения на границе раздела фаз, и трение на границе раздела между формой и изделием оставалось постоянным в процессе.
2.2. Этапы эксперимента
Программное обеспечение для компьютерного моделирования SolidWorks применяется для создания трехмерной геометрической модели штампов и заготовок в этом исследовании. На рис. 1 показан 5-ступенчатый продукт исследуемой шестигранной гайки; На рис. 2 показана работа штампа, пуансона и штампованной заготовки с 1/6 исходной формы. Первый этап — это предварительное формирование шестигранной гайки, второй этап — изменение внешней формы шестигранной гайки, третий этап и четвертый этап — выявление больших изменений на штампованном штифте, которые, по-видимому, демонстрируют большие нагрузки из-за предварительного формирования отверстия шестиугольной гайки. гайка, а пятая стадия повторяет процессы двух предыдущих стадий и продолжает деформацию холодной штамповки до конечного размера продукта.Для анализа фигуры сначала преобразуются в файлы STL, а затем импортируются в программу формования DEFORM-3D для моделирования. Блок-схема анализа показана на рисунке 3, где сначала определяется направление исследования, а затем приобретаются истинные материалы для испытания на сжатие, чтобы получить напряжение течения для проверки. Анализ моделирования на различных этапах может предшествовать, если экспериментальный результат верен. Окончательные результаты сравниваются с полевой обработкой, чтобы проверить выполнимость компьютерного моделирования в целом.
2.3. Испытание на сжатие
Детали подвергались эксперименту по сжатию с помощью универсальной испытательной машины, чтобы получить данные о нагрузке холодной штамповки и этапах сжатия, с помощью которых вычисляются истинное напряжение и истинная деформация, график линии напряжения течения строится с Программное обеспечение Grapher, и уравнение получено с помощью статистической регрессии.
В ходе эксперимента материал AISI 1010 сначала нарезается так же, как и шестигранная гайка для испытательного цилиндрического образца, при этом соотношение внешнего диаметра и длины устанавливается равным 1: 1.5, а фактический внешний диаметр готового цилиндрического образца — 6 мм, высота — 9 мм. Для испытания на сжатие используется универсальная испытательная машина с давлением 100 тонн; цилиндрический образец покрывается смазкой (диоксид марганца) перед сжатием, чтобы материал можно было испытать, находясь ближе к реальной производственной линии. После сжатия до этого уменьшения от 30%, 60%, 75% и 90%, рис. 4, компьютер автоматически записывает нагрузку холодной штамповки, шаг сжатия и время деформации в экспериментальном процессе.Такие данные в дальнейшем рассчитываются и систематизируются с помощью Excel. Нагрузка холодной штамповки, процесс деформации сжатия и геометрическая форма цилиндрического образца преобразуются в инженерные напряжения и инженерные деформации с помощью (3) и (4), а затем преобразуются в истинное напряжение и деформацию с помощью (5) и (6).
Инженерное напряжение:
Инженерное напряжение:
Истинное напряжение:
Истинное напряжение: где — сжимающая нагрузка, — начальная площадь и высота поперечного сечения, это высота при деформации и уменьшение.В испытании на сжатие инженерная деформация и уменьшение равны; это, .
Получив истинное напряжение и истинную деформацию с помощью приведенных выше уравнений, они добавляются в программное обеспечение Excel и рассчитывают кривую напряжения течения с помощью степенного закона, рисунок 5, и уравнения напряжения течения, где константа 633,63 — это коэффициент прочности, а 0,13 — индекс упрочнения. В этом испытании на сжатие начальная высота цилиндрического образца составляет 9 мм, а диаметр — 6 мм. Максимальное уменьшение 90%, показанное на рисунке 4, означает истинную деформацию 2.3 мм / мм, но только до 1,5 мм / мм, широко используется для получения данных о напряжении течения при обработке металлов давлением. Получив напряжение потока, уравнение затем подставляется в DEFORM-3D для моделирования, которое сравнивается с результатом анализа с уравнением, встроенным в базу данных программного обеспечения, чтобы понять разницу в результатах компьютерного моделирования между фактическим испытанием на сжатие. и программное обеспечение на различных этапах для использования в будущем.
2.4. Выбор параметра моделирования
Матрица, материалы деформации и параметры моделирования для настроек в процессе анализа показаны в таблице 1. В операциях предварительной формовки коэффициент трения 0,12 применяется для моделирования условий холодной штамповки из-за смазанные условия между штампом и заготовкой. Ввод вышеуказанных параметров в программу компьютерного моделирования, DEFORM-3D, позволяет проводить анализ на различных этапах. Поскольку нагрузка на материалы напрямую влияет на срок службы материала, сравнивается и обсуждается нагрузка, полученная в результате эксперимента, и моделирование кривой напряжения течения, построенное в программном обеспечении для анализа.
| |||||||||||||||
3.Результат и обсуждение
3.1. Нагрузки при холодной штамповке из базы данных и испытания на сжатие
Пятиэтапный процесс изготовления шестигранных гаек с базой данных, созданной в компьютерном моделировании, и кривой напряжения течения, полученной с помощью фактического испытания на сжатие, продолжался с моделированием и анализом, Таблица 2. Основа справочной Нагрузка при холодной штамповке получается из базы данных в программном обеспечении компьютерного моделирования, а знаки плюс-минус используются для представления разницы между результатом моделирования и фактическим экспериментом по сжатию.Знак плюс означает результат, превышающий размер базы данных, а знак минус означает отрицательный результат. Нагрузка в Таблице 2 — это последняя стадия сжатия на каждой стадии; и 1/6 симметричных шестигранных гаек для анализа моделирования, что реальная нагрузка при холодной штамповке равна конечной нагрузке, умноженной на 6. При сравнении большая разница в 11% появляется на третьем этапе, в то время как ошибка на других этапах составляет выявлено, что оно составляет от 2% до 3%. В результате 5-этапного моделирования, рис. 6, красная линия представляет собой результат моделирования на основе кривой напряжения течения в базе данных, черная линия — результат моделирования кривой напряжения течения в эксперименте по сжатию, а синяя линия — разница между ними.При сравнении наибольшая разница появляется в начале сжатия на каждой стадии, где самые большие 80% среди 5 стадий появляются на шаге сжатия 0,04 мм на третьей стадии. В этом случае наибольшая разница появится в интервале, когда материал начинает течь, то есть на первых нескольких шагах после начала сжатия, в отношении уравнений потока для анализа моделирования с помощью программного обеспечения для формования DEFORM-3D либо с помощью эксперимента по сжатию или базы данных, встроенной в программу.Затем анализ моделирования следует за соотношением истинного напряжения и истинной деформации в уравнении потока. На рисунке 6 также представлена нагрузка холодной ковки 80,16 кН (10%) на первом этапе, 178,08 кН (21%) на втором этапе, 218,04 кН (26%) на третьем этапе, 237,66 кН (около 29%) на втором этапе. четвертая ступень и 117,3 кН (14%) на пятой ступени при суммарной нагрузке 831,24 кН.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.2. Анализ моделирования процесса шестиугольных гаек
Результат моделирования на 5 этапах с помощью программного обеспечения компьютерного моделирования DEFORM-3D, эффективное напряжение, эффективная деформация и поле скорости на каждом этапе могут быть записаны.На рисунках 7–11 показаны результаты анализа с первого по пятый этапы. Поскольку напряжение может повлиять на срок службы материала, процесс формовки и результат, более высокое напряжение представляет более высокий индекс упрочнения, что затрудняет обработку материала. Кроме того, упор будет сосредоточен на углах при общей обработке, поэтому матрица должна иметь закругленную форму для плавного движения материалов. Деформация может помочь в понимании места деформации в пласте, а поле скорости помогает нам понять поток материалов в полости в процессе сжатия.
На рисунке 7 показано предварительное формирование на первом этапе, где максимальное эффективное напряжение 686 МПа и максимальная эффективная деформация 1,84 мм / мм появляются на внутреннем угле изгиба штампа, а максимальная скорость поля скорости 472 мм / с появляется. на голове. На рис. 8 показаны максимальное напряжение 750 МПа и максимальная деформация 3,66 мм / мм на втором этапе на углах внешнего изгиба верхней и нижней частей и максимальная скорость 894 мм / с. Поскольку рисунок верхнего пуансонного штифта показывает очевидные изменения на третьем этапе, рис. 9, напряжение сосредоточено на поверхности выдавливания штифта на верхней и нижней поверхностях, а максимальное напряжение 761 Ма, максимальная деформация 4.10 мм / мм, а поле скорости 1750 мм / с появляется на периферии верхней поверхности материала. На рис. 10 показано максимальное напряжение 814 МПа и максимальная деформация 6,85 мм / мм на четвертой стадии, где нижний пласт имеет более значительные изменения, а также поле максимальной скорости 1920 мм / с на периферии верхней поверхности. На рисунке 11 показана пятая стадия формовки, где максимальное напряжение 922 МПа и максимальная деформация 17,9 мм / мм возникают в материале внутри отверстия, общее распределение напряжений и деформаций показывает даже больше, чем первые четыре стадии, поле максимальной скорости показывает 1190 мм / сек, и поток появляется на нижней и верхней поверхности.На фиг. 12 показаны результаты анализа на дополнительном этапе, где максимальное эффективное напряжение 839 МПа возникает на этапе 165, концентрируясь на области, где вырезается остаток; максимальная эффективная деформация 8,65 появляется в той же позиции, что и максимальное эффективное напряжение; и поле максимальной скорости 431 мм / сек появляется в нижней части после прорезания отверстия. Из приведенных выше результатов моделирования видно, что форма шестигранной гайки показывает наибольшее изменение на пятой стадии, когда максимальное эффективное напряжение и эффективная деформация возникают на стадии, а поле максимальной скорости появляется на четвертой стадии.
В таблице 3 показано сравнение моделируемых и экспериментальных размеров на разных этапах холодной штамповки шестигранной гайки. В данном исследовании обсуждаются только размеры диагонали и толщина. Поскольку симметричная сетка 1/6 установлена при моделировании, размеры оси-оси указывают на среднюю толщину диагонали и -оси. Результаты моделирования получены на основе анализа DEFORM-3D, а экспериментальные размеры различных последовательностей ковки от металла заготовки до стадии чистовой обработки измерены, как показано на рисунке 1.Из таблицы 3 процент ошибок составляет не более 6,6%, например, максимум по диагонали первой ступени.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||