Прецизионная обработка стекла
Прецизионная обработка стеклаВоплотите мудрость в стекло: травление, шлифовка, полировка, штамповка с ЧПУ, шелкография, резка;
профессионально выполняем комплексную интеграцию и профильную обработку стекла. Возможность обработки:
точность поверхности выше 0.003, точность формы выше 0.01,
качество поверхности в пределах 40-20, апертурная точность — 0.1, дефекты обработки — в пределах 0.05.
Что такое лазерная обработка?
Лазерная обработка — это технология, которая использует характеристики взаимодействия между лазерным лучом и обрабатываемым веществом,
обработка поверхности, перфорация, микрообработка и т. д. для стекла и других материалов. Технология лазерной обработки — это новая бесконтактная
способ обработки. Такие труднообрабатываемые материалы с высокой твердостью и хрупкостью могут избежать отрицательного воздействия механического напряжения при традиционной обработке, а размер луча может быть сфокусирован до микрометров, что обеспечивает основные условия для высокоточной обработки деталей.
Особенности:
1 Высокая точность, универсальность, высокая эффективность, небольшое световое пятно, концентрированная энергия, небольшая зона теплового воздействия
2 Не прикасайтесь к обрабатываемой заготовке, и заготовка не имеет загрязнений
3 Безопасный и надежный, с использованием бесконтактной обработки, не вызывает механического выдавливания или механического напряжения материала
4: Точная и тщательная, точность обработки может достигать 0.05 мм
5 Режущий зазор небольшой, а пропил для лазерной резки обычно составляет 0.05-0.1 мм.
7.Тепловая деформация мала, прорезь для лазерной резки при лазерной обработке мала, скорость высокая, а энергия сконцентрирована, поэтому тепло, передаваемое обрабатываемому материалу, мало, а деформация материала также очень мала. .
8. Скорость перфорации высокая, эффективность высокая, может быть получено большое отношение глубины к диаметру, структура отверстий гладкая, круглая, а плотность групповых отверстий высокая.
Высокая точность стекла станок с аксессуарами Local After-Sales Service
Alibaba.com предлагает классическую коллекцию файлов. стекла станок мощные, прочные машины, оснащенные уникальными наборами функций для повышения производительности. Эти модернизированные станки могут использоваться для всех типов тяжелых токарных станков, включая металл, кожу и т. Д. Они технически продвинуты. стекла станок оснащены широким спектром интересных функций, которые обеспечивают превосходную точность и постоянный уровень производительности. Ведущий. стекла станок поставщики и оптовые торговцы на сайте предлагают эти машины премиум-класса по конкурентоспособным ценам и по привлекательным ценам.Невероятно мощный. стекла станок не только изготовлены из прочных материалов, таких как металл и стеклопластик, но и очень устойчивы к любым видам использования. Эти машины идеально подходят для использования в обрабатывающей промышленности из-за большого разнообразия целей, которым они служат.
Файл. стекла станок на сайте доступны как в полуавтоматической, так и в автоматической версии, в зависимости от ваших требований. Они поставляются с различными мощностями и максимальной скоростью шпинделя. стекла станок хорошо подходят для обработки различных деталей, таких как валы, диски и кольца.
Alibaba.com может похвастаться множеством. стекла станок доступны в различных дизайнах, формах, цветах и размерах в зависимости от ваших конкретных требований и выбранных моделей. Эти высококачественные. стекла станок идеально подходят для различных целей, таких как сверление, развертывание, нарезание резьбы и накатка в соответствии с вашими предпочтениями. Предлагаемые здесь продукты снабжены централизованной автоматической системой смазки для уменьшения тепловых искажений и повышения стабильности. Эти. стекла станок также оснащены технологией с низким уровнем шума для беззвучной работы.
На Alibaba.
 Файл. стекла станок на сайте доступны как в полуавтоматической, так и в автоматической версии, в зависимости от ваших требований. Они поставляются с различными мощностями и максимальной скоростью шпинделя. стекла станок хорошо подходят для обработки различных деталей, таких как валы, диски и кольца.
Файл. стекла станок на сайте доступны как в полуавтоматической, так и в автоматической версии, в зависимости от ваших требований. Они поставляются с различными мощностями и максимальной скоростью шпинделя. стекла станок хорошо подходят для обработки различных деталей, таких как валы, диски и кольца.  com вы можете выбирать среди различных. стекла станок в зависимости от вашего бюджета и требований, чтобы покупать эти продукты, не тратя слишком много денег. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы. Индивидуальная настройка также возможна, когда вы покупаете эти машины оптом.
com вы можете выбирать среди различных. стекла станок в зависимости от вашего бюджета и требований, чтобы покупать эти продукты, не тратя слишком много денег. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы. Индивидуальная настройка также возможна, когда вы покупаете эти машины оптом.Лазерная обработка стекла
Наш производственно-внедренческий центр предлагает предприятиям, организациям и частным лицам услуги лазерной обработки стекла на современном высокотехнологичном оборудовании. Для этого мы используем установку с СО
Виды обработки стекла лазером
- Термораскалывание. Это наиболее популярный способ, который заключается в создании внутренних напряжений благодаря локальному прогреву материала. В результате образуется трещина с ровными, гладкими краями, не требующими последующей обработки.
- Прожиг. Разделка выполняется по тому же принципу, что и резка металла: луч прожигает насквозь толщу листа, при этом расплав выдувается струей газа с образованием гладкой, закругленной кромки. Из-за прозрачности материала теряется слишком много энергии, лист перегревается, и в нем образуются напряжения, для снятия которых необходим последующий отжиг детали. Однако этот способ позволяет прорезать сквозные отверстия.
- Скрайбирование. Луч плавит стекло на небольшую глубину в заданных точках, после чего при помощи термического удара либо механического воздействия происходит отделение элементов нужного размера с идеально ровными кромками. Основная сложность технологии – необходимость строго выдерживать температурный режим, так как малейшее отклонение приводит к образованию трещин в зоне разреза.

Аналогичные технологии применяются для гравировки стеклянных поверхностей.
Почему выгодно обратиться к нам
Использование современного оборудования обеспечивает ряд преимуществ, среди которых:
- прецизионная резка стекла с точностью до 0,1–1 мм;
- минимум отходов;
- высокая производительность станка;
- быстрое изготовление большого количества деталей;
- доступная стоимость единичного элемента.
Позвоните нам или напишите на электронный адрес «ЛиТ», чтобы задать интересующие вас вопросы и обсудить условия выполнения вашего заказа.
ПРЕЦИЗИОННАЯ ОБРАБОТКА — Galika AGGalika AG
04.03.2019ПРЕЦИЗИОННАЯ ОБРАБОТКА
С помощью использования прецизионной гидроабразивной установки MWJ F4 производства компании Daetwyler AG возможно снизить затраты в области изготовления штампов для листовой упаковки.
С недавнего времени установка презионной гиброрезки microwaterjet дополняте обширный машинный парк фирм Vogt Stanzteile GmbH, г.
Установки microwaterjet изготавливаются швейцарской фирмой MDC Max Daetwyler AG по лицензии фирмы Micromachining AG.
Фирма Vogt Stanzteile GmbH является предприятием среднего размера с числом сотрудников около 30 человек и специализируется на металлообработке. На протяжении 25 лет семейное предприятие изготавливает штампованые детали и соответствующие штампы для автомобильной, электротехнической и медицинской промышленности.
Преимущественно обрабатываются такие материалы, как белая жесть, мельхиор, а также стальная и алюминиевая лента толщиной от 0,25 до 1,5 мм с максимальной шириной ленты до 400мм.
Daetwyler – компетентный партнёр также для специальных станков
Поскольку размеры множества типов штампованных лент выходят за пределы диапазона обработки установки гидроабразивной резки, составляющий 1000 мм x 600 мм, станок был специально переоборудован для потребностей фирмы Vogt. „Необходимость направляющего устройства для стального листа мне была понятна с самого начала“, – вспоминает Йохен Фогт. «Компания Daetwyler и лицензиар Walter Maurer восприняли его идею автоматического направляющего устройства ленты с радостью», – добавляет он. Пожеланием фирмы Vogt непосредственно занялись эксперты фирмы Daetwyler. Йохен Фогт и его сын особо высоко ценят диалог на равных со швейцарскими машиностроителями: „есть постоянный интерес к новым идеям, т.к. они хотят развиваться сами и развивать свои станки дальше. С таким поставщиком приятно работать вместе, особенно, если ты сам принимаешь участие в новых разработках». Проводится очень хорошее обучение, которое не даёт клиентам почувствовать себя брошенными.
Помимо штампованных лент также тестируются многочисленные другие материалы, например, пластмасса, керамика, зеркальное стекло, за счет которых фирма Vogt стремится расширить свою производственную программу и привлечь новых клиентов. Опыт и профессионализм позволяет фирме Vogt наиболее оптимально консультировать своих клиентов, более гибко реагировать на их пожелания при использовании прецизионной установки гидроабразивной резки, а также очень оперативно изготавливать прототипы и поводить серии испытаний.
 С помощью водной струи толщиной менее 0,3 мм и точностью позиционирования до микрона можно изготавливать прецизионные детали, а также экономично производить большие объёмы деталей для серийного производства. Для программирования установки используется CAD/ CAM-система PEPS, которая подкупает своим интуитивным и быстрым управлением.
С помощью водной струи толщиной менее 0,3 мм и точностью позиционирования до микрона можно изготавливать прецизионные детали, а также экономично производить большие объёмы деталей для серийного производства. Для программирования установки используется CAD/ CAM-система PEPS, которая подкупает своим интуитивным и быстрым управлением.Оптимальное дополнение к электроэрозионным проволочно-вырезным станкам
Начиная с момента основания фирмы Vogt, электроэрозионная проволочно-вырезная технология была изначальным коньком предприятия. Однако Йохен Фогт рассматривает гидроабразивную резку не в качестве конкурента электроэрозионной проволочно-вырезной технологии, а скорее в качестве оптимального дополнения. Проволочно-вырезная электроэрозионная технология позволяет обрабатывать лишь электропроводные материалы, в то время как прецизионная гидроабразивная установка предполагает чрезвычайно большое разнообразие обрабатываемых материалов. Возможность резки кромки большой длины, а также конических форм с помощью электроэрозионной проволочно-вырезной технологии дополняется возможностями прецизионной гидроабразивной технологии, позволяющей выполнять филигранную обработку, прежде всего, тонких материалов. К преимуществам гидроабразивной резки перед электроэрозионной проволочно-вырезной технологией можно причислить относительно короткое время программирования и обработки. Йохен Фогт добавляет, что перед началом резки не требуется прорезать стартовое отверстие в обрабатываемой детали.
К преимуществам гидроабразивной резки перед электроэрозионной проволочно-вырезной технологией можно причислить относительно короткое время программирования и обработки. Йохен Фогт добавляет, что перед началом резки не требуется прорезать стартовое отверстие в обрабатываемой детали.
Установка прецизионной гидроабразивной резки явилась идеальным дополнением машинного парка фирмы Vogt, которая использует данный станок для освоения новых рынков и привлечения новых клиентов. Но и фирма Daetwyler выигрывает благодаря таким клиентам как Vogt, поскольку до сих пор большое внимание прецизионной гидроабразивной установке зачастую уделяли только в медицинской промышленности. Данная технология предоставляет хорошие новаторские возможности для всё большего числа отраслей – об этом свидетельствует опыт пользователей и лидеров отраслей, таких как фирма Йохена Фогта.
Совместно с лицензиаром г-ном Вальтером Маурером, владельцем фирмы Micromachining AG, ведётся дальнейшая разработка данной перспективной технологии. Так, например, проводятся совместные научноисследовательские работы с отделом технологии и производства Института Institute of Materials and Processes (IMP) в г. Карлсруэ. Данные разработки показывают, что пока ещё молодая технология прецизионной гидроабразивной резки имеет очень большой потенциал и является инвестицией в будущее.
Так, например, проводятся совместные научноисследовательские работы с отделом технологии и производства Института Institute of Materials and Processes (IMP) в г. Карлсруэ. Данные разработки показывают, что пока ещё молодая технология прецизионной гидроабразивной резки имеет очень большой потенциал и является инвестицией в будущее.
Прецизионная гидроабразивная установкя Microwaterjet F4 с рабочей площадью 1000 x 600 мм и минимальным диаметром режущей водной струи 0,2 мм, позволяющая изготавливать детали с допуском и стабильностью повторяемости 0,01 мм Общество с ограниченной ответственностью СТАНКОТЕХКОМПЛЕКТ Поставка запасных частей и материалов Фирма «СТАНКОТЕХКОМПЛЕКТ» предлагает полный спектр расходных материалов, запасных и быстроизнашивающихся частей для металлообрабатывающего оборудования, поставляемого на российский рынок ведущими европейскими производителями. Основным направлением поставки запасных частей является поставка запасных частей для станков производства группы компаний GF AgieCharmilles. Мы работаем с крупнейшим европейским поставщиком расходных материалов и быстроизнашивающихся частей для электроэрозионного оборудования INTECH EDM без посредников. Поставки со склада и под заказ. Срок поставки под заказ составляет от 30 до 45 дней. Комплектно и в срок поставить предлагаемую нами продукцию высокого европейского качества — основная задача фирмы «СТАНКОТЕХКОМПЛЕКТ».
Мы работаем с крупнейшим европейским поставщиком расходных материалов и быстроизнашивающихся частей для электроэрозионного оборудования INTECH EDM без посредников. Поставки со склада и под заказ. Срок поставки под заказ составляет от 30 до 45 дней. Комплектно и в срок поставить предлагаемую нами продукцию высокого европейского качества — основная задача фирмы «СТАНКОТЕХКОМПЛЕКТ».
• Проволока для электроэрозионного оборудования: – Твердая, полутвердая, мягкая латунная проволока с цинковым покрытием и без, диаметром 0,1–0,3 мм. – Медная проволока с защитным цинковым покрытием (для проволочно-вырезных машин фирмы Charmilles) и без, диаметром 0,25–0,3 мм. – Вольфрамовая проволока диаметром 0,02–0,125 мм. – Молибденовая проволока (для точной резки) с цинковым покрытием и без диаметром 0,02–0,150 мм.
Прецизионная обработка материалов — Энциклопедия по машиностроению XXL
Таким уникальным сочетанием выходных параметров, как у ЛПМ, сегодня не обладает ни один из известных коммерческих лазеров [8-10, 37]. КПД промышленных ЛПМ обычно составляет 0,5-1%, что на порядок больше, чем КПД непрерывного аргонового лазера (Аг+) с близкой по уровню мощностью. Однако ЛПМ в той же мере (на порядок) уступает по КПД мощным инфракрасным СОг-лазерам (Л = 10600 нм), но из-за более коротковолнового излучения его энергия может быть сфокусирована в области, имеющей на два порядка меньшую площадь [38]. Поэтому для ряда применений, например для прецизионной обработки материалов, высокие плотности мощности излучения с использованием ЛПМ достигаются при относительно небольших средних мощностях. Такие теплопроводные металлы, как Си, А1, Аи, Ag, обрабатывать излучением СО2- и других ИК-лазеров практически невозможно (коэффициент отражения превышает 95%). Близкий по спектру, мощности и КПД распространенный твердотельный лазер на основе иттрий-алюминиевого граната с неодимом (YAG Nd) (Л = 1064 нм) и с удвоением частоты (Л = 532 нм) из-за тепловых искажений имеет относительно большие расходимости.
[c.6]
КПД промышленных ЛПМ обычно составляет 0,5-1%, что на порядок больше, чем КПД непрерывного аргонового лазера (Аг+) с близкой по уровню мощностью. Однако ЛПМ в той же мере (на порядок) уступает по КПД мощным инфракрасным СОг-лазерам (Л = 10600 нм), но из-за более коротковолнового излучения его энергия может быть сфокусирована в области, имеющей на два порядка меньшую площадь [38]. Поэтому для ряда применений, например для прецизионной обработки материалов, высокие плотности мощности излучения с использованием ЛПМ достигаются при относительно небольших средних мощностях. Такие теплопроводные металлы, как Си, А1, Аи, Ag, обрабатывать излучением СО2- и других ИК-лазеров практически невозможно (коэффициент отражения превышает 95%). Близкий по спектру, мощности и КПД распространенный твердотельный лазер на основе иттрий-алюминиевого граната с неодимом (YAG Nd) (Л = 1064 нм) и с удвоением частоты (Л = 532 нм) из-за тепловых искажений имеет относительно большие расходимости.
[c.6]
Этот период развития отпаянных ЛПМ характеризуется поиском и созданием новых конструктивных и технологических решений, эффективных электрических схем накачки с целью повышения гарантированной (минимальной) наработки АЭ до 1000 ч и выше, средней мощности излучения до 50-100 Вт при практическом КПД не менее 1%, импульсной мощности излучения до 250-500 кВт, энергии в импульсе до 5-10 мДж.
 Проведены исследования пространственных и временных характеристик выходного излучения ЛПМ с такими уровнями мощности для разных оптических систем как в режиме генератора, так и в режиме усилителя мощности. Разработка мощных и надежных ЛПМ с высоким качеством излучения стимулировалась потребностью создания отечественных технологических установок для разделения изотопов, для высокопроизводительной прецизионной обработки материалов электронной техники, а также для создания медицинских установок [130, 131, 133-174.
[c.25]
Проведены исследования пространственных и временных характеристик выходного излучения ЛПМ с такими уровнями мощности для разных оптических систем как в режиме генератора, так и в режиме усилителя мощности. Разработка мощных и надежных ЛПМ с высоким качеством излучения стимулировалась потребностью создания отечественных технологических установок для разделения изотопов, для высокопроизводительной прецизионной обработки материалов электронной техники, а также для создания медицинских установок [130, 131, 133-174.
[c.25]С точки зрения потребителей, одной из самых важных практических характеристик лазера является качество излучения. Качество выходного излучения определяется преимущественно совокупностью пространственных и временных характеристик. При создании нового прогрессивного технологического оборудования, например, предназначенного для прецизионной обработки материалов и разделения изотопов, необходимо точное знание качества выходного излучения и возможности управления им.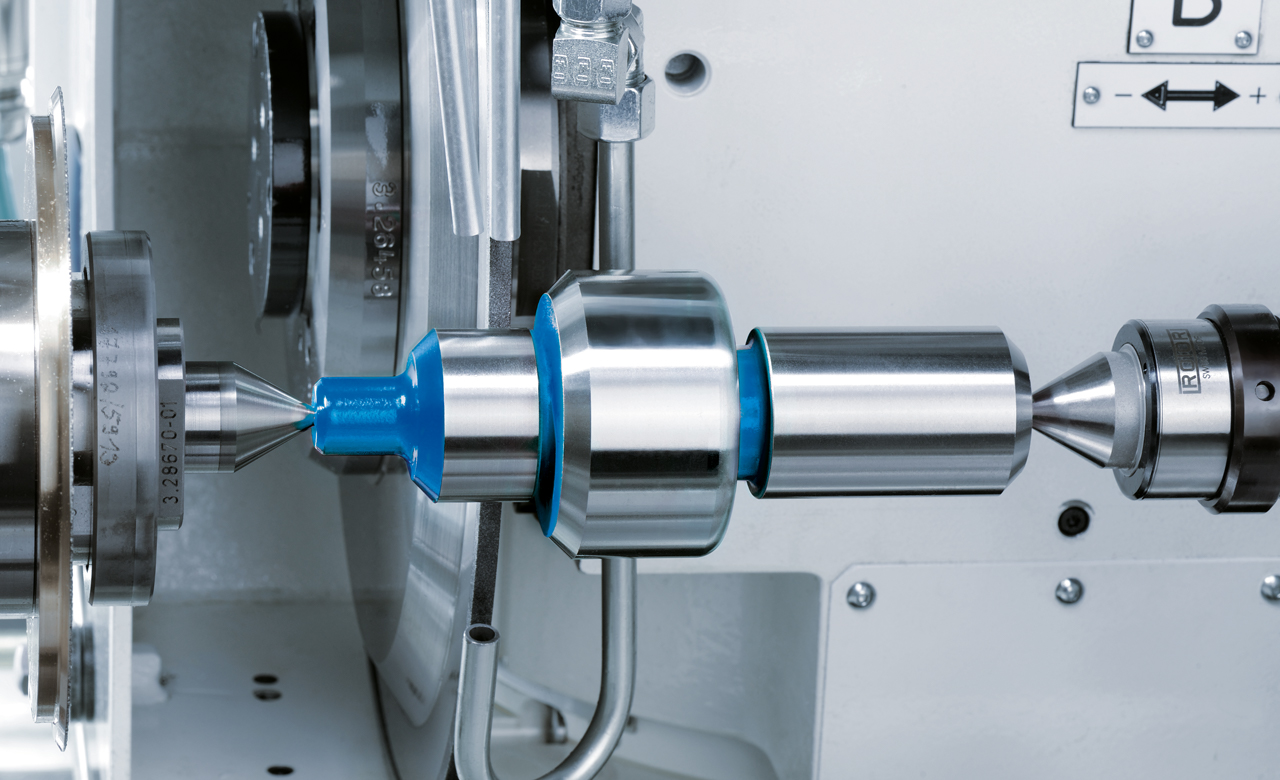 [c.107]
[c.107]
Возможности ЛПМ для прецизионной обработки материалов [c.234]
Для прецизионной обработки материалов необходимо использовать ЛПМ со средней мощностью 1-40 Вт [18, 142-153, 175, 218]. Толщина обрабатываемого материала — от 0,05 до 2 мм и больше. Скорость качественной резки при толщине 0,1-0,2 мм мало зависит от материала и составляет 3,0-3,5 мм/с. Процесс лазерной резки одинаково эффективен как для тугоплавких металлов (Мо, Та, W, Nb, Zr и др.), так и для металлов с хорошей теплопроводностью (А1, Си, Ag, Ли и др.). Шероховатость поверхности реза может составить менее 1 мкм. [c.265]
Следует отметить, что развитие промышленных ЛПМ, работающих по схеме ЗГ — УМ, должно идти и по пути повышения мощности излучения в пучке дифракционного качества до 40-100 Вт и выше, когда возможна высокопроизводительная прецизионная обработка материалов толщиной до 2-4 мм. [c.278]
Отметим, что развитие коммерческих ЛПМ, работающих по схеме ЗГ — УМ, должно идти и по пути повышения мощности излучения в пучке дифракционного качества до уровня 50-100 Вт и выше, когда возможна высокопроизводительная прецизионная обработка материалов толщиной до 2-4 мм. Также важно развитие ЛПМ с нелинейными кристаллами для преобразования излучения в УФ-диапазон.
[c.286]
Также важно развитие ЛПМ с нелинейными кристаллами для преобразования излучения в УФ-диапазон.
[c.286]
Прецизионная обработка материалов 6, 16, 20, 24, 234, 242, 244, [c.306]
В настоящее время в МГТУ им. Н.Э. Баумана проводятся интенсивные исследования взаимодействия импульсного излучения ЛПМ с различными материалами и возможности применения ЛПМ для прецизионной обработки [120]. Особое место занимает вопрос о производительном и качественном нанесении изображений в объеме прозрачных сред. [c.20]
Третье направление, которое получило успешное развитие, — это разработка относительно мощного класса отпаянных промышленных АЭ серии Кристалл со средней мощностью излучения 30-50 Вт и более для технологических применений, в частности для прецизионной обработки тонколистовых материалов электронной техники и разделения изотопов.
[c. 35]
35]
Применение ЛПМ для прецизионной (микро)обработки материалов определяется параметрами его излучения короткой длиной волны (0,51 и 0,58 мкм), малой длительностью импульсов (10-50 не), высокой частотой (5-30 кГц), малой энергией в импульсе (0,1-100 мДж) и высокой интенсивностью в пятне фокусировки (10 -10 Вт/см ). Таким сочетанием параметров не обладает ни один из известных коммерческих лазеров. Потенциальные возможности использования излучения ЛПМ для прецизионной обработки достаточно хорошо представлены в книге [10]. Для сварки ЛПМ непригоден из-за малой длительности и энергии импульсов излучения [231. [c.234]
Следует отметить, что на Западе также проявляется интерес к использованию излучения ЛПМ для прецизионной обработки тонколистовых материалов. В 1995 г. прошла специализированная конференция НАТО по этой тематике. Соответствующие работы проводятся в нескольких научных центрах Германии, США, Италии, Великобритании и Австралии.
[c. 266]
266]
Синтетические алмазы маркируются буквами АС . Применяются -они для прецизионной обработки алюминиевых и медных сплавов, пластмасс, стеклопластиков, полупроводниковых материалов. Большие скорости резания 1 ООО…. ..1200 м/мин обеспечивают высокую производительность обработки. [c.27]
Регенерация смазочных масел и технологических жидкостей в процессе их эксплуатации играет чрезвычайно важную роль. Особо следует подчеркнуть значение фильтрации смазочноохлаждающих жидкостей в процессе прецизионной обработки деталей, когда зерна абразивных материалов и грязи, проникая в зону резания, снижают точность и чистоту обрабатываемой поверхности, ускоряют износ инструмента. Выбор метода очистки смазочно-охлаждающей жидкости зависит от ее состава, качества, условий обработки и характера загрязнений. Очистка смазочно-охлаждающей жидкости может осуществляться отстаиванием, фильтрацией и центрифугированием. [c.124]
Изложено термодинамическое обоснование возможности ретроградного распада с выделением жидкой фазы. Приведены оригинальные данные о прецизионном построении кривых ретроградного солидуса в важнейших полупроводниковых системах с участием германия, кремния, арсенида индия и др. Рассмотрены кинетика распада и структурный механизм этого процесса. Обосновано использование диаграммы фазовых равновесий при выборе уровня легирования полупроводников и режимов их термической обработки. Описаны возможности направленного изменения свойств материалов, обеспечивающих надежную работу электронных устройств.
[c.51]
Приведены оригинальные данные о прецизионном построении кривых ретроградного солидуса в важнейших полупроводниковых системах с участием германия, кремния, арсенида индия и др. Рассмотрены кинетика распада и структурный механизм этого процесса. Обосновано использование диаграммы фазовых равновесий при выборе уровня легирования полупроводников и режимов их термической обработки. Описаны возможности направленного изменения свойств материалов, обеспечивающих надежную работу электронных устройств.
[c.51]
Вопросы гомогенизации очень существенны при разработке сплавов для прецизионных магнитов. В любом неоднородном материале концентрация меняется приблизительно периодически относительно ее среднего значения i[13]. За счет диффузии концентрация постепенно выравнивается. В работе [13] показано, что для повышения скорости гомогенизации целесообразно уменьшать расстояние между максимумами и минимумами концентрации. Это служит одной из причин более быстрой гомогенизации обработанного давлением материала по сравнению с литым, так как обработка давлением приводит к сближению областей с максимальной и минимальной концентрацией [13]. Надо полагать поэтому, что для повышения однородности рассматриваемых материалов большое значение может иметь применение при обработке ковки с большими степенями обжатия, а также горячей прокатки [37].
[c.233]
Надо полагать поэтому, что для повышения однородности рассматриваемых материалов большое значение может иметь применение при обработке ковки с большими степенями обжатия, а также горячей прокатки [37].
[c.233]
По своим свойствам — твердости, тугоплавкости, электро- и теплопроводности, малой летучести, высоким коррозионным свойствам на воздухе — родий является очень хорошим материалом для прецизионных контактов, но он слишком дорог и не поддается механической обработке, поэтому его применяют только в виде электрохимических покрытий. [c.302]
Однако широкое техническое и промышленное применение ультразвука началось лишь в 50—60-х годах. Сварка металлов и пластмасс, резание твердых сплавов, стекла, керамики и других материалов, пайка, лужение алюминия, титана, молибдена и многие другие технологические операции с использованием ультразвука заняли значительное место на многих производствах.
 Ультразвуковая чистка, о которой говорилось выше, также оказалась весьма полезной, особенно при изготовлении прецизионных деталей в машиностроении. В настоящее время советская промышленность выпускает ряд универсальных ультразвуковых станков для изготовления твердосплавных матриц штампов, обработки линз из оптического стекла, гравирования и вырезки деталей из кремния и германия, прошивания отверстий и узких пазов и для многих других работ. Изготовляют также специальные ультразвуковые станки для выполнения определенных операций, например, для нарезания внутренних резьб в заготовках из труднообрабатываемых материал лов.
[c.57]
Ультразвуковая чистка, о которой говорилось выше, также оказалась весьма полезной, особенно при изготовлении прецизионных деталей в машиностроении. В настоящее время советская промышленность выпускает ряд универсальных ультразвуковых станков для изготовления твердосплавных матриц штампов, обработки линз из оптического стекла, гравирования и вырезки деталей из кремния и германия, прошивания отверстий и узких пазов и для многих других работ. Изготовляют также специальные ультразвуковые станки для выполнения определенных операций, например, для нарезания внутренних резьб в заготовках из труднообрабатываемых материал лов.
[c.57]Для прецизионной резки тонколистовых конструкций, прошивки отверстий и фрезерования пазов в конструкционных материалах используют импульсно-периодическое излучение твердотельных лазеров. В этом случае получают более точные и качественные резы, однако производительность резки в этом случае намного ниже. Расширяется применение лазерной и газолазерной резки и контурной обработки неметаллических материалов. Обрабатываемые материалы и режимы обработки приведены в табл. 32.5.
[c.621]
Обрабатываемые материалы и режимы обработки приведены в табл. 32.5.
[c.621]
Размерная стабильность. Схемы типовых технологических процессов для высокоточных деталей. Самопроизвольное изменение размеров и формы металлических деталей в процессе эксплуатации и хранения является препятствием на пути обеспечения возрастающих требований к точности и надежности прецизионных машин и приборов. Размерная нестабильность для ряда машин не должна превышать мм/мм в условиях длительной эксплуатации при постоянной и переменной температурах в интервале от -50 до +100 °С, для чего требуется использовать материалы, обеспечивающие постоянство размеров, а также специальные методы и технологические процессы стабилизирующей обработки. [c.116]
Удивительные особенности лазерного излучения — огромная интенсивность света, исключительно высокая монохроматичность и направленность излучения — открыли поистине безграничные возможности для практических применений лазеров во многих отраслях науки и техники. Новые технологические процессы прецизионной обработки материалов, создание оптических линий связи, точное определение расстояний, создание оптоэлектронных систем для обработки информации и вычислительной техники, диагностика плазмы, нагрев плазмы до термоядерных температур, хирургические операции и др. — вот далеко не полный перечень задач, которые решаются с помопхью лазеров.
[c.5]
Новые технологические процессы прецизионной обработки материалов, создание оптических линий связи, точное определение расстояний, создание оптоэлектронных систем для обработки информации и вычислительной техники, диагностика плазмы, нагрев плазмы до термоядерных температур, хирургические операции и др. — вот далеко не полный перечень задач, которые решаются с помопхью лазеров.
[c.5]
Двухканальный ЛПМ Карелия стал основой для создания лабораторной автоматической лазерной технологической установки (АЛТУ) Каравелла (1986-1987 гг.), предназначенной для прецизионной обработки материалов, используемых в производстве изделий электронной техники. На АЛТУ Каравелла продемонстрирована возможность прецизионной резки и сверления большой группы металлических, полупроводниковых и диэлектрических материалов, многие из которых до этого момента практически не были включены в сферу лазерной микрообработки. Показано, что Каравелла позволяет на порядок сократить сроки изготовления малых и средних партий изделий электронной техники по сравнению с традиционными методами, включая и электроискровую обработку. [c.24]
[c.24]
При работе с телескопическим HP достигаются максимальные плотности мощности излучения — 10 -Ю Вт/см . Но не всегда при прецизионной обработке материалов требуются столь высокие плотности мощности. Зато к таким характеристикам излучения, как распределение интенсивности в плоскости фокусировки, стабильность положения оси диаграммы направленности и импульсной энергии, всегда предъявляются высокие требования, так как ими определяется качество обработки. В однозеркальном режиме работы, в отличие от режима с HP, выходное излучение обладает более высокой стабильностью оси диаграммы направленности и импульсной энергии. В режиме с одним выпуклым зеркалом при расходимостях близких к дифракционной ( реал = (2 3)0диф) нестабильность импульсной энергии не превышала 2-3%, а колебания оси диаграммы направленности практически не наблюдались. Заметное снижение нестабильности характеристик излучения при использовании HP достигалось путем герметизации пространства между зеркалами резонатора и выходными окнами АЭ и изоляции АЭ с резонатором от источника питания. Полностью избавиться от влияния механических воздействий и воздушно-тепловых потоков при работе с HP не удавалось, поскольку решение этой проблемы в производственных условиях представляет собой достаточно сложную техническую задачу. Распределение интенсивности в дальней зоне
[c.128]
Полностью избавиться от влияния механических воздействий и воздушно-тепловых потоков при работе с HP не удавалось, поскольку решение этой проблемы в производственных условиях представляет собой достаточно сложную техническую задачу. Распределение интенсивности в дальней зоне
[c.128]
Многолетняя эксплуатация АЛТУ Каравелла показала ее широкие возможности для обработки материалов. Она стала основой для разработки промышленной высокоэффективной, производительной и компактной установки нового поколения АЛТУ Каравелла-1 со средней мощностью излучения в пучке дифракционного качества 15-20 Вт и ЧПИ 14 2 кГц, предназначенной для прецизионной (микро)обработки материалов толш,иной 0,02-0,5 мм [218]. Разработка АЛТУ Каравелла-1 была проведена в период с 2001 по 2003 г. в НПП Исток . Внешний вид установки представлен на цветной вклейке VI. [c.258]
Экспериментальные результаты исследований процессов резки и сверления различных материалов с помощью ЛПМ Карелия стимулировали создание первой отечественной лабораторной технологической установки АЛТУ Каравелла , предназначенной для прецизионной обработки тонколистовых (до 1 мм) материалов изделий электронной техники. Средняя мощность излучения АЛТУ Каравелла в пучке дифракционного качества составляет не менее 20 Вт при ЧПИ 10 кГц. Многолетняя эксплуатация АЛТУ Каравелла убедительно показала, что импульсным излучением ЛПМ можно эффективно производить прецизионную обработку целого ряда материалов тугоплавких металлов (Мо, W, Та и т.д.), металлов с высокой теплопроводностью (Си, А1, Ag, Au и др.) и их сплавов, полупроводников (Si, Ge, GaAs, Si и др.), керметов, графита, естественных и искусственных алмазов, прозрачных материалов (стекло, кварц, сапфир) и др. Прецизионная обработка излучением ЛПМ имеет следующие преимущества высокую производительность изготовления деталей по сравнению с традиционными методами обработки (включая и электроискровой способ), прогнозируемое и контролируемое удаление обрабатываемого материала микропорциями, малую зону термического влияния, отсутствие расслоения материала, возможность обработки сложных поверхностей и под разными углами. Излучением ЛПМ эффективно производятся следующие технологические операции прямая прошивка отверстий диаметром 3-100 мкм, прецизионная контурная резка, скрайбирование.
Средняя мощность излучения АЛТУ Каравелла в пучке дифракционного качества составляет не менее 20 Вт при ЧПИ 10 кГц. Многолетняя эксплуатация АЛТУ Каравелла убедительно показала, что импульсным излучением ЛПМ можно эффективно производить прецизионную обработку целого ряда материалов тугоплавких металлов (Мо, W, Та и т.д.), металлов с высокой теплопроводностью (Си, А1, Ag, Au и др.) и их сплавов, полупроводников (Si, Ge, GaAs, Si и др.), керметов, графита, естественных и искусственных алмазов, прозрачных материалов (стекло, кварц, сапфир) и др. Прецизионная обработка излучением ЛПМ имеет следующие преимущества высокую производительность изготовления деталей по сравнению с традиционными методами обработки (включая и электроискровой способ), прогнозируемое и контролируемое удаление обрабатываемого материала микропорциями, малую зону термического влияния, отсутствие расслоения материала, возможность обработки сложных поверхностей и под разными углами. Излучением ЛПМ эффективно производятся следующие технологические операции прямая прошивка отверстий диаметром 3-100 мкм, прецизионная контурная резка, скрайбирование. [c.285]
[c.285]
Жариков B.M. Исследование физических процессов взаимодействия излучения лазера на парах меди с материалами электронной техники и разработка технологии их прецизионной обработки Автореф.. .. канд. техн. наук. — Фрязино, 1999. 16 с. [c.295]
Для обработки материалов, склонных к прижогам, следует применять бакелитовую связку при прецизионном шлифовании— керамическую низкую шероховатость обеспечивают бакелитовая и вулканитовая связки для съема больших припусков рекомендуется использовать круги на керамической связке вулкани-товую связку применяют для съема незначительных припусков. [c.51]
Выбор режимов полирования зависит от различных факторов, связанных с материалом детали, достигаемыми параметрами поверхности, прецизионностью обработки и т. д. [c.251]
По мнению Н. Г. Басова на создание новых материалов сильное влияние окажет физика. Так, физика твердого тела явилась основой для создания полупроводниковых приборов, которые составляют арсенал современной электроники и широко используются для автоматизации различных процессов. Заметную роль в технике начинают играть сверхпроводящие материалы. Под влиянием физики, химии, биологии и других наук созданы новые технологические методы, возникла вакуумная металлургия, начали использоваться электронные и ионные пучки, пучки мощных лазеров для плавки, сварки и прецизионной обработки различных материалов. Все большее применение находит технология обработки взрывом, а также жидкостями и газами под высоким давлением (гидро- и газоэкструзия). Возрастает значение когерентного оптического излучения для создания новых материалов.
[c.73]
Так, физика твердого тела явилась основой для создания полупроводниковых приборов, которые составляют арсенал современной электроники и широко используются для автоматизации различных процессов. Заметную роль в технике начинают играть сверхпроводящие материалы. Под влиянием физики, химии, биологии и других наук созданы новые технологические методы, возникла вакуумная металлургия, начали использоваться электронные и ионные пучки, пучки мощных лазеров для плавки, сварки и прецизионной обработки различных материалов. Все большее применение находит технология обработки взрывом, а также жидкостями и газами под высоким давлением (гидро- и газоэкструзия). Возрастает значение когерентного оптического излучения для создания новых материалов.
[c.73]
Новым направлением в механической обработке материалов и деталей с помощью ультразвука считается также обработка свободным абразивом при ненаправленном воздействии ультразвука. Эта технология внедрена на ряде производств, где в массовом количестве изготовляются мелкие прецизионные детали. Ультразвуковая установка, работающая под повышенным статическим давлением, разрешила нелегкую задачу чистовой доводки деталей, то есть удаления с них заусениц, остающихся после основной операции. В дальнейшем в эту технологию внесли существенные изменения. Применили суспензию (моющий состав со взвесью из очень мелких — всего в несколько микрометров — частиц абразива), благодаря чему скорость разрушения заусениц еще больше увеличилась. Для этой цели созданы установки УЗВД-8, УСК-2 и др.
[c.77]
Ультразвуковая установка, работающая под повышенным статическим давлением, разрешила нелегкую задачу чистовой доводки деталей, то есть удаления с них заусениц, остающихся после основной операции. В дальнейшем в эту технологию внесли существенные изменения. Применили суспензию (моющий состав со взвесью из очень мелких — всего в несколько микрометров — частиц абразива), благодаря чему скорость разрушения заусениц еще больше увеличилась. Для этой цели созданы установки УЗВД-8, УСК-2 и др.
[c.77]
Для полевой обработки аэроизыскательских материалов необходима полевая фотолаборатория для проявления аэронегативов, контактной печати, репродукции накидного монтажа и т. п. и стереофотограмметрическая лаборатория, оборудованная зеркальными стереоскопами, топографическими стереометрами и, желательно, прецизионным стереометром и другой стереоаппаратурой для дифференцированной обработки материалов аэроизысканий. [c.329]
Непрофилированным ЭИ в виде топкой проволоки нз латуни, медп, вольфрама и молибдена изготавливают прецизионные детали (рис. 89). ЭЗ 1 закрепляют на столе, который перемещается горизонтально в двух взаимно перпендикулярных направлениях двумя реверсивными следящими электродвигателями. ЭИ 3 перематывается с катушки 4 на катушку 5, вращаемую специальным электродвигателем. Перематывание проволоки необходимо ввиду ее износа в процессе ЭЭО. Направляющие ролики 2 и 7, закрепленные на скобе, предназначены для ориентации проволоки относительно ЭЗ 1. В случае прецизионной обработки ролики заменяют направляющими колодками из стойких к истиранию материалов (например, твердого сплава), имеющими соответствующие мерные пазы.
[c.152]
89). ЭЗ 1 закрепляют на столе, который перемещается горизонтально в двух взаимно перпендикулярных направлениях двумя реверсивными следящими электродвигателями. ЭИ 3 перематывается с катушки 4 на катушку 5, вращаемую специальным электродвигателем. Перематывание проволоки необходимо ввиду ее износа в процессе ЭЭО. Направляющие ролики 2 и 7, закрепленные на скобе, предназначены для ориентации проволоки относительно ЭЗ 1. В случае прецизионной обработки ролики заменяют направляющими колодками из стойких к истиранию материалов (например, твердого сплава), имеющими соответствующие мерные пазы.
[c.152]
В качестве примера можно остановиться на широко применяемой для окончательной обработки прецизионных деталей абразивной доводке при помощи притиров с абразивной пастой или суспензией на их поверхности. При этом достигается точность обработки (погрешность формы) до 0,02 мкм, а шероховатость поверхности до 12—14-го классов. Этим методом обрабатываются калибры, точные керамические опоры, пластины резцов и другие прецизионные детали, особенно выполненные из труднообрабатцваемых материалов. Как показали исследования, проведенные в МВТУ им. Баумана П. Н. Орловым, на строение поверхности, получаемой в результате доводки, основное влияние оказывает характер
[c.77]
Как показали исследования, проведенные в МВТУ им. Баумана П. Н. Орловым, на строение поверхности, получаемой в результате доводки, основное влияние оказывает характер
[c.77]
Впервые термин технологическая надежность станков был введен А. С. Прониковым [63]. Это понятие определено А. С. Прониковым как способность станка сохранять качественные показатели технологического процесса (точность обработки и качество поверхности) в течение заданного времени . В работах 11, 24, 72] были рассмотрены некоторые количественные оценки технологической надежности токарно-револьверных автоматов, прецизионных токарных станков, бесцентровых внутришлифовальных, радиально-сверлильных и других видов станков. В этих работах исследуется в основном только способность сохранять точность обработки в течение определенного периода времени. Но, очевидно, что точностные характеристики обработанных деталей зависят не только от состояния станка, но и от многих других факторов (состояние инструмента, оснастки, характеристики материалов и т. д.). Поэтому логическим развитием понятия технологическая надежность станка явилось введение термина технологическая надежность . И. В. Дунин-Барковский [24] определил это понятие как свойство технологического оборудования и производственно-технических систем, таких, как станок — приспособление-инструмент — деталь (СПИД), система литейного, кузнечно-прессового или другого производственно-технического оборудования или автоматических линий, сохранять на за-
[c.184]
д.). Поэтому логическим развитием понятия технологическая надежность станка явилось введение термина технологическая надежность . И. В. Дунин-Барковский [24] определил это понятие как свойство технологического оборудования и производственно-технических систем, таких, как станок — приспособление-инструмент — деталь (СПИД), система литейного, кузнечно-прессового или другого производственно-технического оборудования или автоматических линий, сохранять на за-
[c.184]
Весьма перспективно применение вакуумных ионно-плазменных методов — с ионным распылением и азотированием, методов КИБ, ПУСК, РЭП, распыление моноэнергетическими пучками ионов, с помощью магнетрон-ных распылительных систем. Износостойкие покрытия из нитридов, карбидов, окислов, сложных соединений, алмаза и др., а также антифрикционные покрытия из халькогенидов металлов, полимеров и других материалов наносятся при помощи реактивных методов с участием плазмо-химических реакций. Особенно перспективно применение указанных методов к прецизионным парам, насосам, топливной аппаратуре, газовым подшипникам, гидроприводу, точным направляющим и устройствам. Для обработки поверхностного слоя материала в целях повышения износостойкости используется ускоренный поток ионизированных атомов с энергией 100— 200 кЭВ в вакууме, с глубиной проникновения ускоренных ионов 0,1 мкм. Ионная имплантация применяется также для изменения триботехнических свойств, повышения коррозионной стойкости и прочности сцепления покрытия с основой.
[c.200]
Для обработки поверхностного слоя материала в целях повышения износостойкости используется ускоренный поток ионизированных атомов с энергией 100— 200 кЭВ в вакууме, с глубиной проникновения ускоренных ионов 0,1 мкм. Ионная имплантация применяется также для изменения триботехнических свойств, повышения коррозионной стойкости и прочности сцепления покрытия с основой.
[c.200]
В радиоэлектронной, приборостроительной и электротехнической промышленностях с помощью электрофизических и электрохимических методов обрабатываются материалы с повышенными физико-механическими свойствами ферромагнитные сплавы, ферриты, специальная керамика, германий, кремний, синтетические рубины, алмазы и т. д., обработка которых механическими методами весьма трудоемка или невозможна. В авиационной, ракетной технике и турбонасосостроении электроэрозионным и электрохимическим методом изготавливаются большинство деталей со сложной формой фасонных поверхностей, например, лопатки рабочих колес турбин и насосов, цельные роторы, направляющие аппараты и т. д. Особенно большая эффективность от применения электрофизических методов обработки достигается при изготовлении точных и миниатюрных деталей. Задачи, связанные с обработкой прецизионных деталей машиностроения, когда точность обработки находится в пределах 2—5 мк, весьма успешно решаются при применении электрофизических и электрохимических методов, в то время как изготовление деталей этой точности механической обработкой сопряжено с большими трудностями. Указанные методы весьма эффективны в технологических процессах, эквивалентных шлифованию и полированию, так как легко обеспечивают обработку вязких металлов с чистотою поверхности до 11 — 12 класса. Весьма целесообразна обработка тонкостенных конструкций и деталей без заусенцев иди снятие их с деталей, обработанных другими методами. Обработка полостей или отверстий в труднодоступных местах также легко осуществляется с помощью электрофизических и электрохимических методов.
[c.293]
д. Особенно большая эффективность от применения электрофизических методов обработки достигается при изготовлении точных и миниатюрных деталей. Задачи, связанные с обработкой прецизионных деталей машиностроения, когда точность обработки находится в пределах 2—5 мк, весьма успешно решаются при применении электрофизических и электрохимических методов, в то время как изготовление деталей этой точности механической обработкой сопряжено с большими трудностями. Указанные методы весьма эффективны в технологических процессах, эквивалентных шлифованию и полированию, так как легко обеспечивают обработку вязких металлов с чистотою поверхности до 11 — 12 класса. Весьма целесообразна обработка тонкостенных конструкций и деталей без заусенцев иди снятие их с деталей, обработанных другими методами. Обработка полостей или отверстий в труднодоступных местах также легко осуществляется с помощью электрофизических и электрохимических методов.
[c.293]
Раздел: «Производство полупроводниковых приборов, интегральных схем, микросхем, микромодулей и квантовых приборов» | ||||||
1 | Аппаратчик на плазменных установках | 4 — 6 | Оператор плазмохимических процессов | 4 — 6 | 20 | Полупроводниковое производство |
2 | Аппаратчик по выращиванию монокристаллов и лент | 3 — 6 | Аппаратчик по выращиванию монокристаллов и лент | 3 — 6 | 20 | То же |
3 | Заварщик полупроводниковых приборов | 1 — 4 | Заварщик полупроводниковых приборов | 2 — 4 | 20 | -«- |
4 | Заточник контактной пружины | 2 — 3 | Заточник контактной пружины | 2 — 3 | 20 | Полупроводниковое производство |
5 | Изготовитель сетчатых трафаретов, печатных схем и шкал | 1 — 4 | Изготовитель трафаретов, шкал | 1 — 4 | 1 | Общие народного хозяйства |
6 | Измеритель электрофизических свойств | 3 — 5 | Измеритель электрофизических параметров | 3 — 5 | 20 | Общие электронной техники |
7 | Измеритель электрических параметров микромодулей | 3 — 5 | Измеритель электрических параметров микромодулей | 3 — 5 | 20 | Полупроводниковое производство |
8 | Комплектовщик микромодулей | 3 — 4 | Комплектовщик микромодулей | 3 — 4 | 20 | То же |
9 | Контролер оптических квантовых приборов | 6 | Контролер деталей и приборов | 2 — 6 | 20 | Общие электронной техники |
10 | Контролер оптических элементов квантовых приборов | 6 | Контролер деталей и приборов | 2 — 6 | 20 | То же |
11 | Контролер-приемщик микроэлементов | 2 — 5 | Контролер-приемщик микроэлементов | 2 — 5 | 20 | Полупроводниковое производство |
12 | Координатографист прецизионной фотолитографии | 1 — 5 | Координатографист прецизионной фотолитографии | 1 — 5 | 20 | То же |
13 | Литейщик прецизионных сплавов | 2 — 6 | Плавильщик-литейщик прецизионных сплавов | 2 — 6 | 20 | -«- |
14 | Лудильщик деталей приборов горячим способом | 2 — 3 | Лудильщик деталей приборов горячим способом | 2 — 3 | 20 | -«- |
15 | Монтажник микромодулей | 2 — 4 | Монтажник микромодулей | 2 — 4 | 20 | -«- |
16 | Наладчик-монтажник испытательного оборудования | 3 — 6 | Наладчик-монтажник испытательного оборудования | 3 — 6 | 20 | Общие электронной техники |
17 | Наладчик технологического оборудования | 4 — 6 | Наладчик технологического оборудования | 2 — 6 | 20 | То же |
18 | Настройщик полупроводниковых приборов | 3 — 5 | Настройщик полупроводниковых приборов | 3 — 5 | 20 | Полупроводниковое производство |
19 | Оператор вакуумно-напылительных процессов | 2 — 6 | Оператор вакуумно-напылительных процессов | 2 — 6 | 20 | То же |
20 | Оператор диффузионных процессов | 2 — 6 | Оператор диффузионных процессов | 2 — 6 | 20 | -«- |
21 | Оператор по наращиванию эпитаксиальной пленки | 2 — 6 | Оператор по наращиванию эпитаксиальных слоев | 3 — 6 | 20 | -«- |
22 | Оператор термосоединений | 3 — 4 | Оператор термосоединений | 3 — 4 | 20 | -«- |
23 | Оптик элементов квантовых приборов (по обработке стекла) | 2 — 6 | Оптик элементов квантовых приборов (по обработке стекла) | 2 — 6 | 20 | -«- |
24 | Оптик элементов квантовых приборов (по доводке кристаллов) | 3 — 6 | Оптик элементов квантовых приборов | 2 — 6 | 20 | -«- |
25 | Сборщик квантовых приборов | 3 — 6 | Сборщик квантовых приборов | 3 — 6 | 20 | -«- |
26 | Сборщик микросхем | 2 — 5 | Сборщик микросхем | 2 — 5 | 20 | -«- |
27 | Сборщик полупроводниковых приборов | 2 — 4 | Сборщик полупроводниковых приборов | 2 — 4 | 20 | -«- |
28 | Сварщик полупроводниковых приборов и микросхем | 2 — 6 | Оператор микросварки | 4 — 6 | 20 | -«- |
29 | Скрайбировщик пластин | 3 — 4 | Скрайбировщик пластин | 3 — 4 | 20 | -«- |
30 | Сортировщик приборов, узлов, пластин и кристаллов | 2 — 4 | Сортировщик изделий, сырья, материалов | 1 — 4 | 20 | Общие электронной техники |
31 | Фотограф прецизионной фотолитографии | 3 — 6 | Фотограф прецизионной фотолитографии | 3 — 6 | 20 | Полупроводниковое производство |
32 | Шлифовщик по прецизионной обработке полупроводниковых материалов | 2 — 6 | Шлифовщик-полировщик по прецизионной обработке полупроводниковых материалов | 2 — 6 | 20 | То же |
33 | Шлифовщик элементов квантовых приборов | 4 — 6 | Шлифовщик изделий электронной техники | 1 — 6 | 20 | Общие электронной техники |
34 | Эмульсировщик прецизионной фотолитографии | 2 — 4 | Эмульсировщик прецизионной фотолитографии | 2 — 4 | 20 | Полупроводниковое производство |
35 | Юстировщик сопротивлений микросхем | 3 — 4 | Юстировщик деталей и приборов | 2 — 6 | 20 | Общие электронной техники |
Custom Precision металл/PA6/пластик/обработки стекла/ ЧПУ для автоматической обработки, мотоцикла
Основная Информация.

Номер Моделя.
SUR225
заявка
Машинное оборудование Вспомогательное оборудование
стандарт
гигабайт, КАК Я
Обработка поверхности
Smooth
Тип производства
Одноместный Производство
Способ обработки
Обрабатывающие
Technic
CNC Machining,Vacuum Casting,SLA/SLS
Drawing
Pdf/Dwg/Igs/STP/ X_T
Торговая Марка
Surging Industrial Co. , Limited
, Limited
Транспортная Упаковка
Carton Box
Характеристики
Flexible
Происхождение
China
Описание Продукции
| ИмяProdutc | Образцыпластика |
| Методобработки | СистемаЧПУ |
| Материал | POM |
| Чистотаобработкиповерхности | Отшлифованное |
| Терпимости | 0.02мм~0,05мм |
| Чертежформата | PDF/DWG/IGS/STP/X_T ит.д. |
| MOQ | Неограниченные, любоеколичествоOk |
| времявыполнениязаказа | 5-10 дней |
Презентациякомпании:
Колеблющаясяпромышленнойкомпании — этоволнительноеиинновационныевысокотехнологичныекомпанииипрофессиональныекомпаниисприложениемипопуляризациибыстрогопрототипов и обработкойнаточностьобработкииЭБУсистемывпрыскапресс-формвматериковойчастиКитая.Мыоснованана2008.Ссамогоначаламыслужилиболеечем 300 довольныхклиентовв различныхобластях, втомчислемедицинскихиавтомобильнойпромышленности, электроникииигрушкиит.д. мы- нанациональномуровне, сполнымобслуживаниемпрототипакомпаниисклиентамииклиентоввовсеммире.
Мыоченьопытнымвсозданиепрототипови ЭБУсистемывпрыскапресс-форм, малыепартиипродукцииобрабатывающейпромышленности.
Склиентов, такихкак(Эмерсон),(альпийской),(Philips),(Omron), (Breville),(GE industrea) ит.д.
Нашиосновныеуслуги:
1.быстрогооборотногопрототиповдляизготовлениякакпластмассовые&металла.
2.металлическиемелкосерийномпроизводствестанковсЧПУвточностиобработкии.
3.пластиковыемелкосерийномпроизводствепутемвакуумноголитьяи быстрыйинструмент.
4.ЭБУсистемывпрыскапресс-формы.
Печать5.3D(SLA&SLS)
Нашеоборудование
Атакжевтомчислеболее10 другиеразнообразныеобрабатывающимистанками, каки УФ машины, пескоструйнаяобработкамашиныит.д.
Материалмыиспользуем:
| Пластмассовыхматериалов | ЭбуАБС,POM,PMMA,ПК,ПА,ПВХ,BT,TPFE,бакелитовомкорпусеит.д. |
| Металлическиематериалы | Алюминий, стальнержавеющая, латунь, медь, цинк, магний,Tianium etc |
| МатериалSLA | СшаSOMOS смолы14120,PA |
| PU материала | ЯпонияHEICAST,ФранцииAxson.МожнолитойдеталиABS,таккакПК, такиизнейлона,PMMA, такит.д. |
Диапазонприложений :
| Длябытовыхэлектроприборов | Телевизор, кондиционер , стиральная машина, микроволновая печь, емкостьдлясборапыли, Кофеварка , фен ит.д. |
| Союзаэлектросвязи | Телефон, факс, принтер, мобильный, маршрутизатор, Interphone ит.д. |
| Медицинскоеоборудование | Диагностика, медицинскойтележке, дляизмерениякровяногодавления, снаапноэит.д. |
| Дляавтомобильнойпромышленности | Аксессуарывелосипед, колеса, электродвигатель, автомобильит.д. |
| Игрушки | Игрушкиавтомобиля, модельавтомобиля, игрушки вертолеты, катерамодели, моделисамолетаит.д. |
Рабочийпоток:
Способдоставки:
Обратнаясвязь:
Мыискренненадеемсянасотрудничествосвами.Есливызаинтересованывнашейслужбе,пожалуйстасвяжитесьсомной.Мыпокажемвамдругихпотрясающихпрототипы.
Имяконтактноголица:АлексЧжан
Сотовыйтелефон:+86 18520868180
Веб-сайт:Http://surging.En.Made-in-china.Com
Высокоточная обработка стекла с инновационной технологией координатного шлифования
Аннотация
Технические системы постоянно уменьшаются в размерах, а функции совершенствуются. Требования к высокотехнологичным компонентам превышают допустимые пределы технологий производства. Интегрированные прецизионные компоненты должны соответствовать постоянно растущим требованиям в отношении оптических и геометрических свойств.Традиционные технологии обработки стекла часто не выдерживают этих требований. Процессы шлифовки, притирки и полировки осуществляются на отдельных станках. Таким образом, ручная смена компонентов между станками и ограничения в кинематике станка приводят к значительной потере точности, а также к ограничениям конструкции и функциональности. Чтобы соответствовать требованиям, ShapeFab разработала более эффективный процесс производства высокоточных компонентов из стекла. Все ранее разделенные этапы производства объединены на одном станке.Благодаря высокоточному 5-осевому координатному шлифованию с ЧПУ и соответствующей интеграции цепочки CAD-CAM процессы тонкой механической обработки и полировки могут быть полностью объединены. Это приводит к нанесению оптически эффективных поверхностей практически на любой геометрический элемент.
Требования к высокотехнологичным компонентам превышают допустимые пределы технологий производства. Интегрированные прецизионные компоненты должны соответствовать постоянно растущим требованиям в отношении оптических и геометрических свойств.Традиционные технологии обработки стекла часто не выдерживают этих требований. Процессы шлифовки, притирки и полировки осуществляются на отдельных станках. Таким образом, ручная смена компонентов между станками и ограничения в кинематике станка приводят к значительной потере точности, а также к ограничениям конструкции и функциональности. Чтобы соответствовать требованиям, ShapeFab разработала более эффективный процесс производства высокоточных компонентов из стекла. Все ранее разделенные этапы производства объединены на одном станке.Благодаря высокоточному 5-осевому координатному шлифованию с ЧПУ и соответствующей интеграции цепочки CAD-CAM процессы тонкой механической обработки и полировки могут быть полностью объединены. Это приводит к нанесению оптически эффективных поверхностей практически на любой геометрический элемент. Кроме того, обработка деталей сложной геометрии может быть ускорена за счет высокоавтоматизированных процессов даже при малосерийном производстве. С нашей технологией новое поколение компонентов со структурой от 300 мкм недоступно. Высокоточные детали могут быть меньше, легче и многофункциональнее.Например, фиксирующая геометрия может быть непосредственно интегрирована в оптические функциональные области и зоны произвольной формы. Это позволяет интегрировать компоненты в конечное приложение с точностью до микрометра, даже без приспособлений или дополнительных элементов настройки. Вся техническая система может быть спроектирована компактно, что позволяет сэкономить на дополнительных механических компонентах. Приложения можно найти почти во всех областях фотоники. В частности, могут быть выполнены требования полупроводниковой промышленности, оптики, медицинской техники и лазерной техники.
Кроме того, обработка деталей сложной геометрии может быть ускорена за счет высокоавтоматизированных процессов даже при малосерийном производстве. С нашей технологией новое поколение компонентов со структурой от 300 мкм недоступно. Высокоточные детали могут быть меньше, легче и многофункциональнее.Например, фиксирующая геометрия может быть непосредственно интегрирована в оптические функциональные области и зоны произвольной формы. Это позволяет интегрировать компоненты в конечное приложение с точностью до микрометра, даже без приспособлений или дополнительных элементов настройки. Вся техническая система может быть спроектирована компактно, что позволяет сэкономить на дополнительных механических компонентах. Приложения можно найти почти во всех областях фотоники. В частности, могут быть выполнены требования полупроводниковой промышленности, оптики, медицинской техники и лазерной техники.
© (2021) АВТОРСКОЕ ПРАВО Общество инженеров фотооптического приборостроения (SPIE). Скачивание тезисов разрешено только для личного использования.
Скачивание тезисов разрешено только для личного использования.
Прецизионные стеклянные линзы
Мы используем наш опыт, чтобы помочь нашим клиентам в производстве высококачественных линз и компонентов, от линз с простым фокусным расстоянием до сложных оптико-электромеханических линз.Мы также предлагаем индивидуальные решения для ИК-объективов.
Основными производственными частями объектива являются тубус объектива, прокладка прокладочного кольца и стеклянная линза. Под управлением станков с ЧПУ мы работаем с точностью до 0,001 мм и допусками до 0,005 мм. Металлические детали широко используются в аэрокосмической технике и производстве медицинского оборудования. Прецизионные оптические линзы, цилиндры, прокладки и прокладочные кольца.
Контролируя качество каждого оптического компонента для достижения и поддержания наших высоких стандартов качества, мы используем процессы, сертифицированные по стандарту ISO 9001, и высоконадежные измерительные системы для контроля качества компонентов. Обеспечение характеристик компонентов и сборок в соответствии со спецификациями, включая поле зрения, пропускание, отражательную способность, эффективное фокусное расстояние (EFL), искажение, кривизну поля и астигматизм. Мы гарантируем, что производительность каждого ИК-объектива будет соответствовать его потребностям. Предлагая функцию передачи модуляции (MTF) и оптические параметры в широком спектральном диапазоне, включая УФ, видимый, БИК, SWIR, MWIR и LWIR спектры.
Обеспечение характеристик компонентов и сборок в соответствии со спецификациями, включая поле зрения, пропускание, отражательную способность, эффективное фокусное расстояние (EFL), искажение, кривизну поля и астигматизм. Мы гарантируем, что производительность каждого ИК-объектива будет соответствовать его потребностям. Предлагая функцию передачи модуляции (MTF) и оптические параметры в широком спектральном диапазоне, включая УФ, видимый, БИК, SWIR, MWIR и LWIR спектры.
Производство высококачественных ИК-объективов, включая ИК-объективы, объективы с фиксированным фокусным расстоянием, зум-объективы, расширители луча, сферические линзы, асферические линзы и объективы.Мы предоставляем клиентам наиболее ценные решения в виде высокоэффективных ИК-линз для большей части инфракрасного спектра. Эти ИК-линзы широко используются в камерах наблюдения, системах ИК-увеличения, системах ИК-масштабирования, ИК-тепловых дисплеях, тепловизионных системах и датчиках температуры.
Популярны заказные двухдиапазонные объективы с коэффициентом пропускания выше 80%, а также высоким качеством изображения в видимом диапазоне, а также в SWIR-диапазоне (700 – 1900нм).
Теперь наша возможность состоит в том, чтобы предложить решение от одного поставщика, сокращающее вашу цепочку поставок оптических механических линз, формованных трубок, проставок, колец, металлических трубок, прокладок, беспыльного пластика и прецизионных металлических деталей.
Другие линзы также включают:
Широкоугольный объектив
Объектив со стандартной фокусировкой
Зум-объектив
Объектив камеры телефона
Infa Red Оптическая линза
Оптическая линза
Мегапиксельный объектив
Варифокальный объектив
Инфракрасная линза
Купольная линза
Мы приветствуем ваши чертежи и проекты для предложения без обязательств . Свяжитесь с нами
Glass Precision Products
В основном используется в автомобильных регистраторах, мониторинге безопасности, дронах, дверных видеозвонках, сканерах, роботах, панорамных камерах виртуальной реальности, IP-камерах, интеллектуальной идентификации и медицинском оборудовании. У нас есть широкий ассортимент продукции.
У нас есть широкий ассортимент продукции.
Модель |
Фокусное расстояние: 1,85 мм
|
Фокусное расстояние: 12 мм | Модель |
Модель
|
Фокусное расстояние: 4 мм |
Фокусное расстояние: 6 мм, | Модель
|
| Модель:PG3618
| Фокусное расстояние:3.6 мм |
Фокусное расстояние: 4 мм | Модель |
Модель | Фокусное расстояние: 2.1 мм Диафрагма D/f’:F 2.0 Крепление:M12 Формат изображения:1/3 Поле:160 Размер:¢14*13,55 мм Разрешение:1MP Фланец BFL:5.5 |
| Модель
|
| Модель PG3618
| Фокусное расстояние:3.6 мм |
Фокусное расстояние: 4 мм | Модель PG 5020 |
Модель | Фокусное расстояние: 25 мм |
Фокусное расстояние: 2,8 мм | Модель |
| Модель PG3618-1080P-1
| Фокусное расстояние: 3.6 мм |
| Модель |
| Модель PG0415-2MP
| Фокусное расстояние: 4 мм Диафрагма D/f’: F 1.  5 5 Крепление: M12*0,5 Формат изображения: 1/2,7 Поле: 115*91*49 Размер:¢14*18,2 мм Разрешение: 2MP Фланец BFL: 5,97 |
| Модель PG2120-
|
 2
2  3
3
Модель | Фокусное расстояние: 25 мм Диафрагма D/f’: F 2.0 Крепление: M12 Формат изображения: 1/2 Поле: 15 Размер: 14*18,9 мм Разрешение: 5MP Фланец BFL: 9,33 |
| Модель
|
Модель
|
|
| Модель |
Модель
|
|
| Модель |
Модель |
|
| Модель |
Модель |
|
| Длина волны |
Модель |
|
Размер сенсора: 1/3» CMOS/CCD |
 2 мм
2 мм  6 мм
6 мм Стекольная Компания | Производство стекла
Миссия
Coresix Precision Glass, Inc.является полнофункциональной компанией по производству стекла, которая занимается своевременными поставками изделий из стекла высочайшего качества по самой экономичной цене на рынке. Поступая таким образом, мы получаем справедливую прибыль для наших инвесторов и позволяем реинвестировать в нашу компанию для дальнейшего развития процессов и продуктов для существующих и будущих рынков. Мы поддерживаем и развиваем дружелюбную, справедливую и творческую рабочую атмосферу, которая уважает разнообразие, новые идеи и упорный труд.
Мы поддерживаем и развиваем дружелюбную, справедливую и творческую рабочую атмосферу, которая уважает разнообразие, новые идеи и упорный труд.
Есть шесть основных сегментов, которые индивидуально выиграют от нашей работы и в совокупности определят успех Coresix Precision Glass.Это ядро нашего обязательства, из которого произошло название Coresix.
ЗАКАЗЧИК • ПОСТАВЩИК • РАБОТНИК • ИНВЕСТОР • СЕМЬЯ • СООБЩЕСТВО
Залог клиента
Нашим главным приоритетом является полное удовлетворение потребностей наших клиентов. Наша главная цель состоит в том, чтобы создать ценность и внести свой вклад в успех нашего клиента, тем самым обеспечив успех нашей собственной компании. Мы создаем ценность для клиентов, понимая и предвосхищая потребности клиентов, безоговорочно гарантируя нашу работу и предоставляя нашим сотрудникам возможность делать то, что правильно для наших клиентов.
Именно клиент и только клиент в конечном итоге определит успех или неудачу нашей компании. Обслуживание клиентов является обязанностью каждого сотрудника Coresix Precision Glass, Inc.
Обслуживание клиентов является обязанностью каждого сотрудника Coresix Precision Glass, Inc.
Корпоративный фокус
Качество
Благодаря внутренней программе постоянного совершенствования и критическим отзывам от вас, наших клиентов, Coresix гарантирует бескомпромиссное качество каждого поставляемого продукта.
Доставка
Целью и обязанностью каждого сотрудника Coresix является достижение не менее чем 100% своевременной доставки.
Служба
От первоначального контакта до почтовой отправки вам доступна точная информация и доступ к ключевому персоналу.
Цены
Мы стремимся предлагать качественные запчасти по наиболее конкурентоспособным ценам на рынке и стремимся к долгосрочному снижению затрат, когда это возможно.
Резка стекла на заказ, окантовка стекла, проверка стекла, ЧПУ
Являясь производителем стекла на заказ, Coresix быстро стала ведущим поставщиком прецизионных стеклянных компонентов на множество рынков. Ранний и продолжительный успех привел к устойчивому росту, позволив Coresix спроектировать и построить новый объект, отвечающий потребностям клиентов, которых мы обслуживаем.
Ранний и продолжительный успех привел к устойчивому росту, позволив Coresix спроектировать и построить новый объект, отвечающий потребностям клиентов, которых мы обслуживаем.
оснащены современным оборудованием для производства стекла и стеклянных компонентов с ЧПУ. Coresix Precision Glass обладает обширным опытом в области резки и изготовления стекла на заказ.
Наши услуги по изготовлению стекла на заказ включают в себя: резку стекла на заказ, окантовку стекла, притирку стекла, полировку стекла, очистку стекла, а также лазерную маркировку стекла, осмотр стекла, химическое упрочнение стекла и индивидуальную упаковку стекла.Чтобы стать надежным поставщиком стекла для рынков по всему миру, мы усовершенствовали наши процессы и усовершенствовали их. Позволяет нам предоставлять непревзойденные услуги для вашего бизнеса.
Запросить цену
Резка стекла
Введение материалов в процесс изготовления стекла Coresix обычно включает определение размеров подложки для последующих операций. Это может быть достигнуто несколькими способами в зависимости от габаритных размеров, толщины и типа используемого стекла.
Это может быть достигнуто несколькими способами в зависимости от габаритных размеров, толщины и типа используемого стекла.
Подробнее >>
Кромка для стекла
В Coresix у нас есть возможность применить правильную кромку для каждого приложения и знания, чтобы предоставить наиболее эффективное и экономичное решение для ваших потребностей в стекле.
Подробнее >>
Притирка стекла
Наш опыт притирки и полировки восходит к концу 70-х годов, когда требовались плоские подложки для зеркальных покрытий, используемых в копировальных машинах и печатных машинах.
Подробнее >>
Полировка стекла
Имея опыт массового производства CD Master Glass, компания Coresix успешно совершенствовала процесс полировки, чтобы обеспечить высочайший уровень качества и чистоты поверхности, доступный сегодня в полупроводниковой, фотолитографической, биотехнологической и дисплейной отраслях.
Подробнее >>
Лазерная маркировка стекла
Coresix имеет несколько лазерных систем УФ и CO2 для нанесения уникальной сериализации на стеклянные пластины.Наши системы соответствуют стандартам SEMI и пользовательским параметрам для точного определения местоположения. После нанесения лазерной метки пластина повторно очищается и проверяется перед окончательной упаковкой. Идентификаторы вафли могут быть применены к этикетке и данным, предоставленным каждой части.
Подробнее >>
Очистка стекла
При использовании многих современных технологий введение посторонних предметов в процесс может оказать серьезное влияние на выход продукции и характеристики продукта.
Подробнее >>
Осмотр стекла
Дефект поверхности, невидимый невооруженным глазом, может стать явным дефектом при увеличении конечного продукта. Частица стекла, отпечаток пальца, пятно воды могут остаться незамеченными до тех пор, пока не будут улучшены с помощью оптических пленок.
Подробнее >>
Стеклянная упаковка
От окон и пластин, не содержащих частиц, до листового стекла большого формата и большого объема, Coresix обладает опытом и знаниями для защиты ваших инвестиций с помощью различных упаковочных решений.
Подробнее >>
Химическое упрочнение стекла
Coresix выполняет химическое упрочнение, индуцируя обмен между более крупными ионами калия в химической ванне и более мелкими ионами натрия в стекле. Возникающее в результате уплотненное поверхностное напряжение значительно увеличивает прочность стекла без оптических искажений.
Подробнее >>
Возможности производства, обработки стекла и покрытия
Наше производство и возможности обработки стекла
Далее вы найдете краткую информацию о наиболее известных из наших промышленных технологий обработки стекла и наших возможностях нанесения покрытий. Это только примеры и небольшой фрагмент наших вариантов. Мы не ограничиваемся упомянутыми здесь методами обработки. Пожалуйста, отправьте нам свой запрос, если у вас есть дополнительные вопросы.
Это только примеры и небольшой фрагмент наших вариантов. Мы не ограничиваемся упомянутыми здесь методами обработки. Пожалуйста, отправьте нам свой запрос, если у вас есть дополнительные вопросы.
Прецизионная резка стекла с ЧПУ
• Экономичный процесс резки
• Точность до +/-30 мкм
• Чистая режущая кромка без фаски
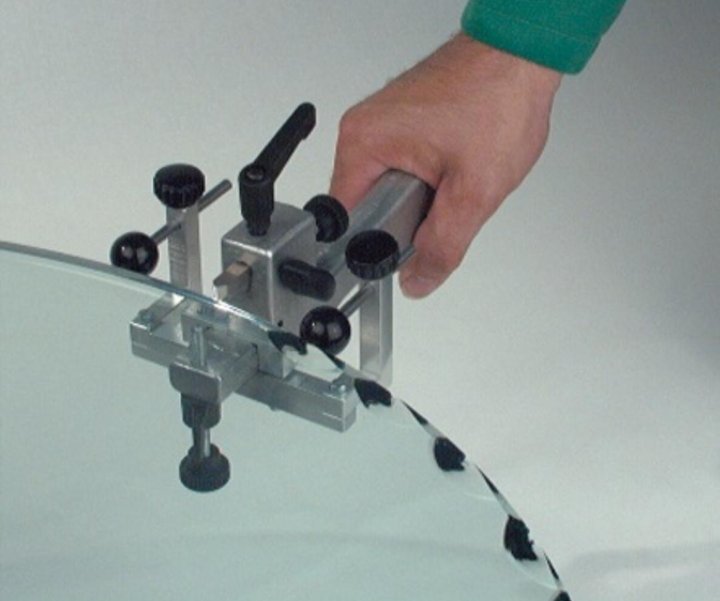
Кромка стекла
(шлифование по диаметру)
• Производство круглых или эллиптических форм
• Жесткие механические допуски
• Эффективность и экономичность
• Отшлифованные кромки
Притирка и полировка
• Изготовление оптически плоских поверхностей
• Полировка цветных стеклянных фильтров
• Производство стеклянных пластин
• Изготовление оптических окон
• Изготовление оптических подложек
• Полировка призм
Шлифовка стекла
• Жесткие допуски на размеры
• Высокая прямоугольность
• Предварительная обработка плоских поверхностей
• Шлифованные поверхности
• Чистые и точные кромки
Прецизионная обработка кромок
• Функциональные или защитные фаски
• Чистый внешний вид скошенных частей
• Безопасное обращение (без острых краев стекла)
Оптическое тонкопленочное покрытие
• Стандартные покрытия
• Диэлектрические тонкопленочные покрытия
• Металлические слои
• Пропускающие покрытия
• Отражающие покрытия
• Фильтрующие покрытия
• Специальные покрытия
Фрезерование с ЧПУ
• Изготовление сложных форм
• Жесткие механические допуски
• Высокая повторяемость
Пескоструйная обработка и
Прецизионное сверление
• Полное и частичное матирование стекла
• Изготовление рассеивателей
• Пескоструйная обработка стеклянных поверхностей
• Прецизионное сверление стекла
• Ультразвуковое сверление стекла
Другое стекло
Возможности обработки
• Гидроабразивная резка
• Прецизионное фрезерование
• Прецизионное пиление
• Термический отпуск
• Химический отпуск
• Оптическое цементирование
Робот машины загрузки стекла высокой точности
перед двойной обработкой
Эгерробот машины загрузки стекла высокой точности перед двойной обработкой Эгер
Технические характеристики:
Модель | YL2013 | ИЛ2518 |
Макс. | 2000*1300мм | 2500*1800 мм |
Минимальный размер стекла | 350*350 мм | 1200*1200мм |
Высота стола | 900-950 мм | 900-950 мм |
Толщина стекла | 3–6 мм | 3–12 мм |
Скорость | 3-10 м/мин | 3-10 м/мин |
Частота загрузчика | 4-5 шт/мин | 4-5 шт/мин |
Суммарная мощность | 3.75кВт | 4,5 кВт |
Площадь помещения | 3600*2700*3900мм | 4000*3200*4500мм |
Вес | 2500 кг | 3500 кг |
 Размер стекла
Размер стекла Примечание. Мы можем изготовить машину по индивидуальному заказу в соответствии с вашими требованиями.
Приложения:
Машина для загрузки стекла очень подходит для загрузки различных видов плоского стекла, которое характеризуется высоким уровнем автоматизации и стабильной производительностью при глубокой обработке стекла.В основном используется при загрузке
стекло от другого устройства автоматического, такого как стекло прямолинейного обоюдоострого, стеклоомывателя
Машина. Ставим стакан в указанное место, после включения машины начинается сосание
работа. После того, как он уже высосал стакан, положите его на рольганг, перенесите стакан на переднюю часть
автоматически. Когда необходимо отрегулировать как скорость передачи, так и загрузочное стекло
количество, операторы изменяют соответствующие параметры на сенсорном экране с помощью обоих ПЛК
автоматическое управление и ручное управление во всем процессе, но ручное управление в основном используется в
настройка и техническое обслуживание, каждое действие может выполняться отдельно.
Описание:
1. Механизм горизонтального перемещения, подъемный механизм, подставка для опрокидывания с левой стороны балки, на
справа вверху конвейерного стола.
2. После подачи сигнала присасывающая рама поперечно перемещается к раме штабелирования стекла и останавливается на
конкретное местоположение, ход и скорость могут контролироваться ПЛК.
3. Прибытие в указанное место, движение всасывающей рамы меняется с горизонтального на вертикальное
быстро и управляется ПЛК.
4. После прибытия в указанное место движение всасывающей рамы меняется с вертикального на
медленно перемещается по горизонтали, а затем перемещается по поверхности стекла под управлением ПЛК.
5. Когда переключатель обнаружения, который находится рядом с присосками, соприкасается со стеклом, траверса
двигатель перестанет работать, тем временем начнет работать вакуумная система и начнут работать присоски
для поглощения стекла.
6. Когда давление вакуума достигает заданного давления, вакуумный насос перестает работать,
и подъемный механизм присосок поднимется на 30 мм, в этом месте он остановится примерно на несколько
секунда для обеспечения того, чтобы цельное стекло было хорошо втянуто, наконец, подъемный механизм по вертикали
быстро вверх, а затем остановитесь в указанном месте.
7. Когда он прибыл в указанное место, всасывающая рама возвращается в исходное положение по горизонтали и
быстро перевернуться, удержать равновесие с помощью переносного стола.
8. После прибытия в указанное место движение всасывающей рамы меняется с горизонтального на
по вертикали быстро, с управлением ПЛК.
9. Примерно в 20 мм от поверхности стекла присоски освобождают стекло, выдувая
сжатый воздух. После расположения у передаточного стола стекло быстро перемещается на переднюю часть
оборудование.
10. Когда присоски нагнетают сжатый воздух, подъемный механизм перемещается вверх и назад
в исходное положение, перевернуться, перевернуться и вернуться в исходное положение.![]() Между тем стекло, выпущенное из
Между тем стекло, выпущенное из
, и продолжайте работать автоматически.
Конкурентное преимущество:
1. Это облегчает перемещение стекла и устраняет трудности с загрузкой стекла.
2. Чтобы улучшить автоматизацию всей линии, эффективно снизить трудозатраты и промышленный риск
травма при ручной работе.
3. Система управления: ПЛК, сенсорный экран, ручной/автоматический переключатель, каждое движение индивидуальное
кнопка.
4. Механизм перемещения: национальный стандарт квадратных труб, высокоточная зубчатая рейка,
двойная прямолинейная направляющая, прямая направляющая и зубчатая рейка закрыты кожухом органа для
Сила защиты проникает внутрь машины, что может продлить ее жизнь.
5. Роликовый конвейер, ролик — это передача круглого ремня. Приводной двигатель представляет собой мотор-редуктор, который
стабильна при передаче без шума.
6. Пневматический поворот или сервопривод, но поворот сервопривода может быть с автоматической регулировкой угла
полка на присоске в зависимости от угла наклона стекла. Это позволяет избежать явления утечки всасывания
из-за отклонения угла укладки стекла.
Основная конфигурация:
Шестеренчатый редуктор | Тайвань |
Ролик | Ролик из чистой нитриловой резины |
Каркас портала | Стандартный квадратный профиль трубы |
Подъемный рычаг погрузчика | Алюминиевый профиль |
Цилиндр | Китай |
Низковольтная аппаратура | Шнайдер, Германия |
Электрический провод | Провод национального стандарта |
Управление | ПЛК Omron, Япония. |
Преобразователь частоты | Омрон, Япония. |
Сенсорный экран | Омрон, Япония |
Шагающий серводвигатель | Омрон, Япония |
Подъемный серводвигатель | Омрон, Япония |
Вакуумная система | SMC, Япония |
Отсасывающий диск | Германия |
Линейная направляющая | АББА, Тайвань |
Поворотный цилиндр | АЙРТАК
|

стеклянная загрузочная машина, автоматический стеклянный робот перед двойной обработкой
Эгер
.
