Как изготавливают тротуарную плитку. Характеристики основных методов
Оформление дорожного покрытия камнем известно нам с глубокой древности. Раньше мастера использовали камень природной конфигурации. То есть, какой формы он был, с неровностями, сколами, закруглениями, так и укладывали его на дорожки. Никакая обработка не проводилась. Соответственно, такое покрытие было малопригодным не то чтобы для езды на повозках, но и для пешеходов. С того момента, как люди осознали этот факт, можно сказать, и началась история производства тротуарной плитки. Свой современный вид она приобрела, конечно, значительно позднее. А началось все с попыток выравнивать поверхность камня. Они увенчались успехом, и появилась брусчатка. Это были камни, имеющие кубическую форму. Однако в дальнейшем и такой материал стал не выгоден, потому что площади, требующие оформления, становились все больше, а обработка природного камня так и оставалась трудоемким и дорогостоящим процессом.
Старинная брусчатка
Поначалу она не имела огромной популярности, ведь основную часть покрытия дорог составлял асфальт, и использовалась лишь в местах, нуждающихся в декоре. Позднее, с появлением различных технологий ее изготовления, тротуарная плитка получила широкое распространение. Оказалось, что именно этот материал является наиболее удобным, качественным и универсальным для любых видов дорожного покрытия. С течением времени усовершенствовались технологии, появлялись новые разработки. И на сегодняшний день производство тротуарной плитки — крупнейшая отрасль промышленности, в которой задействованы мощные предприятия, фабрики и частный бизнес.
 Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.
Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.Переступив порог, первое, что нас впечатлит — это внушительные размеры помещения. Еще бы! В настоящем цеху производят не 10 и не 100 квадратных метров плитки, а тысячи ежедневно. Поэтому пространства должно быть более чем достаточно. Главным образом для того, чтобы разместить все необходимое оборудование.

Что же мы можем увидеть? Самым главным устройством в производстве тротуарной плитки считается вибропресс. Выглядит он следующим образом:
Вибропресс
Их вероятнее всего будет несколько, поскольку каждый вибропресс рассчитан на определенную площадь изготовления. Это оборудование применяется для уплотнения бетонной смеси и, кстати, может быть использовано для любых видов бетонных изделий. Вибропрессы могут различаться размером формовочной площадки, степенью автоматизации и мобильности. Такой вид оборудования применяется в изготовлении тротуарной плитки путем вибропресования. Но также существует и метод вибролитья. В таком случае на заводе Вы увидите вибростолы, без которых невозможно появление литой плитки. (О плюсах и минусах основных способов производства мы расскажем ниже).

Вибростол
Это основное оборудование. В дополнение к нему, независимо от способа изготовления изделий, всегда имеются:
• Формы
Они могут быть изготовлены с самого разнообразного материала. Это пластик, полиуретан, силикон, резина, формопласт и др. Однако не всякие формы можно встретить в массовом производстве. Некоторые слишком дороги, а другие качественно не соответствуют регулярному использованию. В технологии вибропрессования используются специальные пресс формы, которые сделаны из стали.
Пресс-формы для производства тротуарной плитки
• Бетоносмесители
Эти устройства предназначаются для приготовления качественной бетонной смеси. В промышленном производстве тротуарной плитки используют гравитационные и бетоносмесители принудительного действия.
 Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.
Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.Бетоносмеситель промышленный
• Вибросита
С его помощью просеивают сыпучие материалы, разделяя их по фракциям. Используют вибросито на этапе приготовления раствора, а точнее составляющих для него.
• Штабелеры
Другое их название — паллетоукладчики. Они незаменимы и очень удобны в промышленном производстве. Главной их функцией является подъем и укладка поддонов с плиткой.
Паллетоукладчик
Как уже упоминалось выше, производство троутарной плитки осуществляется двумя основными способами — вибропрессованием и вибролитьем. Каждый из этих методов имеет свои преимущества и недостатки. В чем же их основные отличия? Давайте разберемся.
1. Вибропрессование.
Этот метод заключается в том, что бетонная смесь вибрируется в прессформе под давлением, которое создается в вибропрессе. Зачастую используют именно этот метод при выполнении работ большого объема, поскольку он дает возможность максимальной автоматизации.
Процесс изготовления плитки на вибропрессе проходит в несколько этапов:
1.1 Приготовление бетона.
Для этого используют бетоносмеситель. Один, если изделие однослойное, или два, если — двухслойное. Пропорции веществ, необходимых для раствора, подбираются производителем индивидуально. Они могут зависеть от качества используемых материалов, наличия или отсутствия специальных добавок и других нюансов. После приготовления смесь сразу же погружается в матрицу вибропресса.
1.2 Формовка.
Наблюдая за этим действием, мы увидим как матрица прижимается к виброплощадке и после опускания пуансона включаются вибраторы. Материал уплотняется за счет воздействия виброимпульсов. Все происходит достаточно быстро. Время получения уже отформованых изделий составляет до 5 секунд. После этого осуществляется отделение плитки от пуансона и матрицы и перемещение ее на поддоны. Заполненные поддоны перемещаются для последующей обработки, а на их место устанавливают новые.
1.3 Сушка.
Это заключительный этап изготовления тротуарной плитки. Для сушки обычно используются отдельные помещения, где изделия подвергаются обработке теплым паром. Однако также сушить плитку можно и в тех же производственных помещениях. В этом случае в составе бетона обязательно должен присутствовать портландцемент. Без него изделие качественно не высохнет.
После финального этапа обработки тротуарная плитка готова к снятию с поддонов примерно через 6-8 часов.
В методе вибропрессования также выделяют два подвида:
• полусухое вибропрессование
• полусухое гиперпрессование
Метод полусухого вибропрессования характеризуется тем, что раствор приготовляется в полусухом виде и к нему добавляется щебень. На вибрирующую станину устанавливают форму, а сверху на смесь воздействует пуансон. Плитку, полученную таким способом, иногда сложно отличить от природного камня.
Технология гиперпрессования отличается тем, что уплотнение бетона проводится не вибрацией, а высоким давлением. Этот метод реализуется при помощи гидравлического пресса одностороннего или двухстороннего действия. Тротуарная плитка, изготовленная этим методом, считается наиболее прочной.
Этот метод реализуется при помощи гидравлического пресса одностороннего или двухстороннего действия. Тротуарная плитка, изготовленная этим методом, считается наиболее прочной.
Вибропрессованная плитка характеризуется шершавой поверхностью и зачастую является самым удачным вариантом для покрытия дорог в зимнее время. Технология вибропрессования позволяет использовать бетон с низким содержанием воды, а это значит, что изделие получается прочное и экономичное. За счет пористой структуры вибропрессованная плитка почти не подвержена разрушениям: попадающая на поверхность вода просачивается сквозь плитку и уходит в почву не задерживаясь. Воздействие высоких температур (климатически естественных) также не оказывают губительного действия на такую плитку. Она не становится мягкой, не выделяет вредных веществ.
2. Вибролитье
При производстве плитки способом вибролитья бетонная смесь вибрируется в форме на вибростоле. Этот метод не отличается высокой производительностью, но при этом является более дешевым по сравнению с вибропрессованием. Кроме этого значительно расширяется ассортимент форм изделия, появляется возможность изготовления глянцевой плитки. Тротуарная плитка, изготовленная этим методом — прочна, долговечна и надежна.
Кроме этого значительно расширяется ассортимент форм изделия, появляется возможность изготовления глянцевой плитки. Тротуарная плитка, изготовленная этим методом — прочна, долговечна и надежна.
Технология изготовления такой плитки — длительный процесс. По своей структуре он чем-то похож на предыдущий метод.
2.1 Приготовление бетонной смеси
Для замешивания бетона используются бетоносмесители. Их должно быть, как минимум два, если конечная цель — цветная плитка. Один для основного слоя, а второй — для фактурного. В первом бетоносмесителе замешивается раствор с добавлением пигмента, а во втором — без него.
2.2 Подготовка форм.
Формы для вибролитой плитки могут использоваться любые: полиуретановые, пластиковые, резиновые. Располагая их на вибростоле, нужно следить за тем, чтобы расстояние между ними было минимальным. При заполнении форм раствором сначала необходимо залить цветной слой и на 3-10 сек. включить вибростол. После этого добавить бетон без красителя до краев.
2.3 Обработка воздействием вибрации.
Подвергать изделия вибрации надолго не нужно, достаточно будет 5-10 сек. После окончания этого времени может потребоваться добавление смеси и ее последующая затирка.
2.4 Сушка.
Для получения качественной тротуарной плитки, формы должны пройти выдержку в течение 1-2 дней. Поддоны с формами укладывают друг на друга, перестилая при этом пластиковыми листами. В таком положении они должны стоять неподвижно. Перемещать их — недопустимо.
2.5 Выбивка.
Чтобы произвести распалубку изделий, необходимо нагреть формы в водяной ванне до 70 С. Если проигнорировать процесс нагрева, то в последующем это приведет к снижению качества материала.
2.6 Упаковка.
Готовая тротуарная плитка укладывается лицом к лицу на специальные поддоны. Однако назвать ее готовой в полном смысле этого слова еще нельзя. Для окончательного ее затвердения понадобится еще 1-3 недели, в зависимости от времени года. Зимой этот период будет больше, а летом — сократится.
Плитка, полученная путем литья, имеет гладкую поверхность, и это затрудняяет ее применение в тех местностях, где температура воздуха опускается ниже 0. Кроме того, литая плитка изготавливается из цемента с высоким содержанием воды, а это влияет на показатели ее прочности, которую приходится компенсировать дополнительным количеством цемента. Однако даже этого недостаточно для того, чтобы с уверенностью выложить дорожное покрытие литой плиткой в местах с интенсивным движением. Поверхность такой плитки не очень хорошо пропускает воздух, и это способствует разрушениям при замерзании воды в ее структуре. Однако литая тротуарная плитка намного легче очищается от снега или грязи. Разнообразие цветовой гаммы очень велико. Поэтому именно плитка, изготовленная путем вибролитья, является лучшим материалом для полета дизайнерской фантазии.
Виды тротуарной плитки, из чего ее делают и как производят
Каждый владелец загородной недвижимости старается украсить дворовое пространство декоративными элементами. Дорожки и подъездные пути также не остаются без внимания, к тому же на них скапливается большое количество воды в сезон дождей. Чаще всего для благоустройства дорожек используют брусчатку, однако сегодня производители предлагают такой широкий выбор этих изделий разной стоимости, что для выбора наиболее лучшего покрытия необходимо изучить все виды тротуарной плитки и их особенности.
Дорожки и подъездные пути также не остаются без внимания, к тому же на них скапливается большое количество воды в сезон дождей. Чаще всего для благоустройства дорожек используют брусчатку, однако сегодня производители предлагают такой широкий выбор этих изделий разной стоимости, что для выбора наиболее лучшего покрытия необходимо изучить все виды тротуарной плитки и их особенности.
Первое отличие брусчатки заключается в методе ее изготовления. Существует несколько способов производства, позволяющие получать разные виды тротуарной плитки, обладающие отличными друг от друга характеристиками и свойствами.
Вибролитье
Производство тротуарной плитки методом вибролитья заключается в том, что жидкую цементно-песчаную смесь заливают в матрицу, закрепленную на вибростоле. Благодаря последовательной вибрации состав равномерно растекается по форме и уплотняется. На следующем этапе, полученная «плиточная» заготовка, отправляется в термокамеру, где происходит ее сушка.
Среди преимуществ такого производства тротуарной плитки стоит выделить:
- Делаются плиты для тротуарных дорожек за минимальный срок времени.

- Поверхность изделий получается глянцевой.
- Благодаря легкой восприимчивости к красителям и добавкам, таким способом можно изготовить стилизованные элементы, например, плитку под мрамор.
- Низкая стоимость изделий.

Однако у этой технологии есть и свои минусы:
- Низкая прочность.
- Неустойчивость к низким температурам.
- Малый срок эксплуатации.
Такие изделия, фото которых вы видите ниже, подходят только для южных регионов. Кроме этого, учитывайте, что с помощью вибролитья можно изготовить только тонкую плитку, толщиной не более 60 мм, из-за чего ее редко применяют для парковочных мест.
Прессование
Производство тротуарной плитки этим методом позволяет получить качественные изделия разной формы. Технология изготовления заключается в том, что формы, в которые заливается цементно-песчаный раствор, соединяются с поршневым механизмом, за счет чего осуществляется переменное давление в матрице. Благодаря этому бетонный состав сильно переуплотняется и термическая обработка уже не требуется.
Также существует технология гиперпрессования, полностью исключающая вибрирующие поршни. Для получения тротуарной плитки из бетона в этом случае используется смесь, отличающаяся низкой влажностью до 10%. В нее также добавляют минеральные компоненты. Благодаря силе давления в 20 МПа раствор прессуется без вибрации.
Из плюсов такой технологии:
- Высокая прочность готовых изделий.
- Долгая эксплуатация.
- Низкая восприимчивость к перепадам температур.
Среди минусов:
- Слишком маленький выбор цветовых схем (стилизованную мраморную плитку таким методом не изготовить).
- Отсутствие выбора форм (чаще всего это типичная квадратная тротуарная плитка).
Изготовление полимерной плитки
Этот относительно новый метод изготовления тротуарной плитки полностью исключает использование цементных смесей. Основой в этом случае выступает песок, полимеры и пластификаторы.
Среди плюсов такого производства тротуарной плитки:
- Прочность и износостойкость.
- Устойчивость к истиранию.
- Влагонепроницаемость.
- Простота монтажа.
- Выбор цветовой палитры и форм.

Из минусов можно выделить только то, что получается такая плитка с отверстиями между плитами, что очень «выгодно» для травы (смотрите на фото).
Габариты тротуарных плит
От размеров тротуарной плитки зависит ее месторасположение на участке:
- Брусчатка 50 х 50 см подойдет для отмостки дома или дорожек.
- 40 х 40 чаще всего применяется для мощения.
- 30 х 30 отличается размером и весом, который оптимально подходит для большинства участков.
- 10 х 10 толщиной от 3 до 10 см.
Помимо этого плитка отличается и по другим параметрам.
Виды плитки
Существует несколько разновидностей современной тротуарной плитки, которые классифицируются исходя из добавок входящих в состав изделий, форм и других параметров:
- Тротуарная брусчатка с гранитной крошкой. Отличается легкостью, морозостойкостью и устойчивостью к агрессивным препаратам и перепадам температурных режимов. Помимо этого она не будет скользить.
- Плитка с резиновым наполнителем. Обладает хорошими эксплуатационными качествами и легко укладывается на участке. Поверхность таких плит очень мягкая, что исключает риск получения травм при падении, поэтому резиновые плиты чаще всего устанавливают в зонах, где играют дети.
- Плитка тротуарная армированная. Армирующее основание используется для улучшения прочности готовых изделий «на изгиб». Часто вместо стандартной металлической сетки для армирования применяют фибриновую сетку. Такие плитки производят только методом вибролитья.
 Помимо этого она не будет скользить.
Помимо этого она не будет скользить.Также сегодня появилась трехмерная тротуарная плитка. Облако, черепашка, дельфины, как на фото, все это может появиться на вашем участке благодаря нанесению фотопечати.
По форме изделия также существуют разные виды тротуарной плитки:
- Стандартная тротуарная плитка ромб.
- Клеверная. Изготавливается из бетона и щебня, загрязняется очень долго, благодаря чему не требует часто чистки.
- Английский булыжник. Изготавливается методом вибролитья, внешне напоминает натуральный природный камень, чаще всего бывает коричневых и серых оттенков.
- Волна. Отличается долгим сроком эксплуатации благодаря тому, что плиты не смещаются со временем.
- Кирпичик. Прочная и надежная плитка, практически не отличающаяся от обычных кирпичей.
- Галтановая. Отличается закругленными углами.

Обратите внимание на фото и видео, описывающие эти плиты, каждая из них подойдет для определенного дизайн проекта.
В заключении
В зависимости от метода изготовления плитки вы можете выбрать недорогое, но прочное покрытие для дорожек загородного участка самой разной формы и цветового оформления.
добавки в бетон для производства тротуарной плитки
Современное бетонное производство не обходится без добавок в бетон. Это вещества минерального или органического происхождения которые модифицируют бетонную смесь, изменяя или направляя ее свойства в необходимую сторону для достижения требуемых характеристик. При изготовлении тротуарной плитки к важным характеристикам бетонной смеси относят:
При изготовлении тротуарной плитки к важным характеристикам бетонной смеси относят:
- высокую оборачиваемость форм
- сохранение геометрических параметров изделия
- снижение налипания смеси на пуансон
- повышение уплотняемости изделий
- повышение начальной и конечной прочности как на сжатие, так и на изгиб -снижение водопоглощения и придание гидрофобных свойств
- увеличение насыщенности цвета
Производство тротуарной плитки возможно двумя способами: вибролитьем и вибропрессованием. При выборе вибролитьевой технологии производственный цех необходимо оснастить не только формами различных типоразмеров, вибростолом, партией цемента и песка, но и подобрать подходящую добавку -суперпластификатор для тротуарной плитки. На начальном этапе производства у будущего производителя встает выбор между огромным количеством вариантов. Но есть продукты которые уже надежно зарекомендовали себя при выборе этой технологии. Таким является MasterGlenium 51, озволяющий добиться увеличения оборачиваемости форм, получения высоких эстетических показателей, снижения времени вибрации, что в конечном итоге приведет к увеличению производительности. MasterGlenium 51 хорошо зарекомендовал себя при производстве изделий по технологии “СИСТРОМ”.
MasterGlenium 51 хорошо зарекомендовал себя при производстве изделий по технологии “СИСТРОМ”.
Если разобраться подробнее с какими сложностями сталкиваются производители вибропрессованных изделий, не достигая вышеперечисленных показателей, то можно понять, что без использования профессиональных, специально разработанных, для данного вида изделий, добавок в бетон не получить качественного конечного продукта. На основе продуктов Master Builders Solutions серии MasterCast прежнее название RheoFit, мы приведем примеры, где использование добавок в бетон избавило предприятие от ряда проблем.
Безопалубочное формование- один из самых распространенных способов изготовления многопустотных плит перекрытий. Такие плиты изготавливаются на протяжных стендах с использованием формующей машины двух типов: слипформер (самые распространенные «ECHO» «ELEMATIC») и экструдер («Tensiland» «СТМ» «Техноспан»). Разница в использовании этих машин в том, что на одной используется жесткая бетонная смесь (слипформер) на другой пластичная (экструдер), остановимся на экструдере. Основной сложностью в производстве плит перекрытий является необходимость добиться сохранения геометрических параметров изделия и параметров пустот. При неправильно подобранной рецептуре бетонной смеси, из-за вибрации пустоты будут оплывать и заполняться бетоном, нарушая геометрию изделия. Это приводит к увеличению массы изделия , перерасходу бетона на погонный метр изделия, и, в конечном итоге, к браку изделия. Применение добавки в бетон MasterCast 774 при изготовлении многопустотной плиты позволяет улучшить уплотняемость изделия, добиться увеличения начальной и конечной прочности. Бетонная смесь становится более рыхлой, что способствует снижению усилий на уплотнение, а , следовательно, увеличение сроков службы оборудования. За счет стабилизации бетонной смеси, снижается ее чувствительность к переменной влажности заполнителей. Все это в совокупности позволяет удерживать заданные параметры без нарушения геометрии, с сохранением необходимого эстетического вида изделия. Добавка в бетон MasterCast 774 позволяет также добиться снижения брака бордюрного или стенового камня.
Основной сложностью в производстве плит перекрытий является необходимость добиться сохранения геометрических параметров изделия и параметров пустот. При неправильно подобранной рецептуре бетонной смеси, из-за вибрации пустоты будут оплывать и заполняться бетоном, нарушая геометрию изделия. Это приводит к увеличению массы изделия , перерасходу бетона на погонный метр изделия, и, в конечном итоге, к браку изделия. Применение добавки в бетон MasterCast 774 при изготовлении многопустотной плиты позволяет улучшить уплотняемость изделия, добиться увеличения начальной и конечной прочности. Бетонная смесь становится более рыхлой, что способствует снижению усилий на уплотнение, а , следовательно, увеличение сроков службы оборудования. За счет стабилизации бетонной смеси, снижается ее чувствительность к переменной влажности заполнителей. Все это в совокупности позволяет удерживать заданные параметры без нарушения геометрии, с сохранением необходимого эстетического вида изделия. Добавка в бетон MasterCast 774 позволяет также добиться снижения брака бордюрного или стенового камня. При изготовлении этих изделий, сырец готового изделия перемещается на технологических поддонах и из-за небольших встряхиваний , изделие часто ломается по сечению. Продукт серии MasterCast 774 придает бетонной смеси клейкость, что снижает риски разрушений при технологических перемещениях и дальнейшей транспортировке изделий до места хранения и набора прочности.
При изготовлении этих изделий, сырец готового изделия перемещается на технологических поддонах и из-за небольших встряхиваний , изделие часто ломается по сечению. Продукт серии MasterCast 774 придает бетонной смеси клейкость, что снижает риски разрушений при технологических перемещениях и дальнейшей транспортировке изделий до места хранения и набора прочности.
При изготовлении мелкоштучных изделий таких как тротуарный или газонный камень, с использованием продуктов серии MasterCast 740, можно добиться повышение начальной и конечной прочности как на сжатие (регламентированное испытание по ГОСТ), так и на изгиб (регламентированное испытание по EN). Использование добавки снижает, а в некоторых случаях и вовсе исключает залипание бетонной смеси на пуансон, повышает уплотняемость, снижает водопоглощение. Специальная формула добавки в бетон MasterCast 742, позволяет получать на поверхности изделия гидрофобизирующий эффект (эффект капли), что является одним из способов борьбы с высолообразованием. Эффект достигается за счет блокирования перемещения влаги по внутренним капиллярам в процессе формования изделий.
Эффект достигается за счет блокирования перемещения влаги по внутренним капиллярам в процессе формования изделий.
Производители цветного тротуарного камня часто сталкиваются с проблемой достижения насыщенного цвета изделия в процессе производства, а также сохранения цвета плитки во времени. С этой задачей позволяет справиться продукт серии MasterCast 797. MasterCast 797 придает также эффект гидрофобизации, что положительно сказывается на долговечности как самого камня, так и на стойкости изделия к выцветанию. Специалисты компании «БалтМонолитСтрой» накопили значительный опыт по использованию добавок в бетон производства Master Builders Solutions. Мы окажем любую консультацию, проведем техническое сопровождение, поможем решить поставленные перед Вами задачи. Большой опыт и широкая линейка продуктов Master Builders Solutions не оставят ни одну задачу без грамотно предложенного технологического решения.
Какие технологии производства тротуарной плитки?
Использование бетонной тротуарной плитки в качестве материала для мощения придомовой территории предоставляет неограниченные возможности для создания привлекательной и функциональной поверхности. Бетонная тротуарная плитка ценится за многие функциональные преимущества — морозоустойчивость, невосприимчивость к меняющимся погодным условиям, ремонтопригодность, простой монтаж и неприхотливость в уходе, а также за её эстетическую красоту. Благодаря различным технологиям производства ассортимент тротуарной плитки поражает не только обилием форм, размеров, фактур поверхности, а также широкой цветовой гаммой.
Бетонная тротуарная плитка ценится за многие функциональные преимущества — морозоустойчивость, невосприимчивость к меняющимся погодным условиям, ремонтопригодность, простой монтаж и неприхотливость в уходе, а также за её эстетическую красоту. Благодаря различным технологиям производства ассортимент тротуарной плитки поражает не только обилием форм, размеров, фактур поверхности, а также широкой цветовой гаммой.
Cледите за нами:
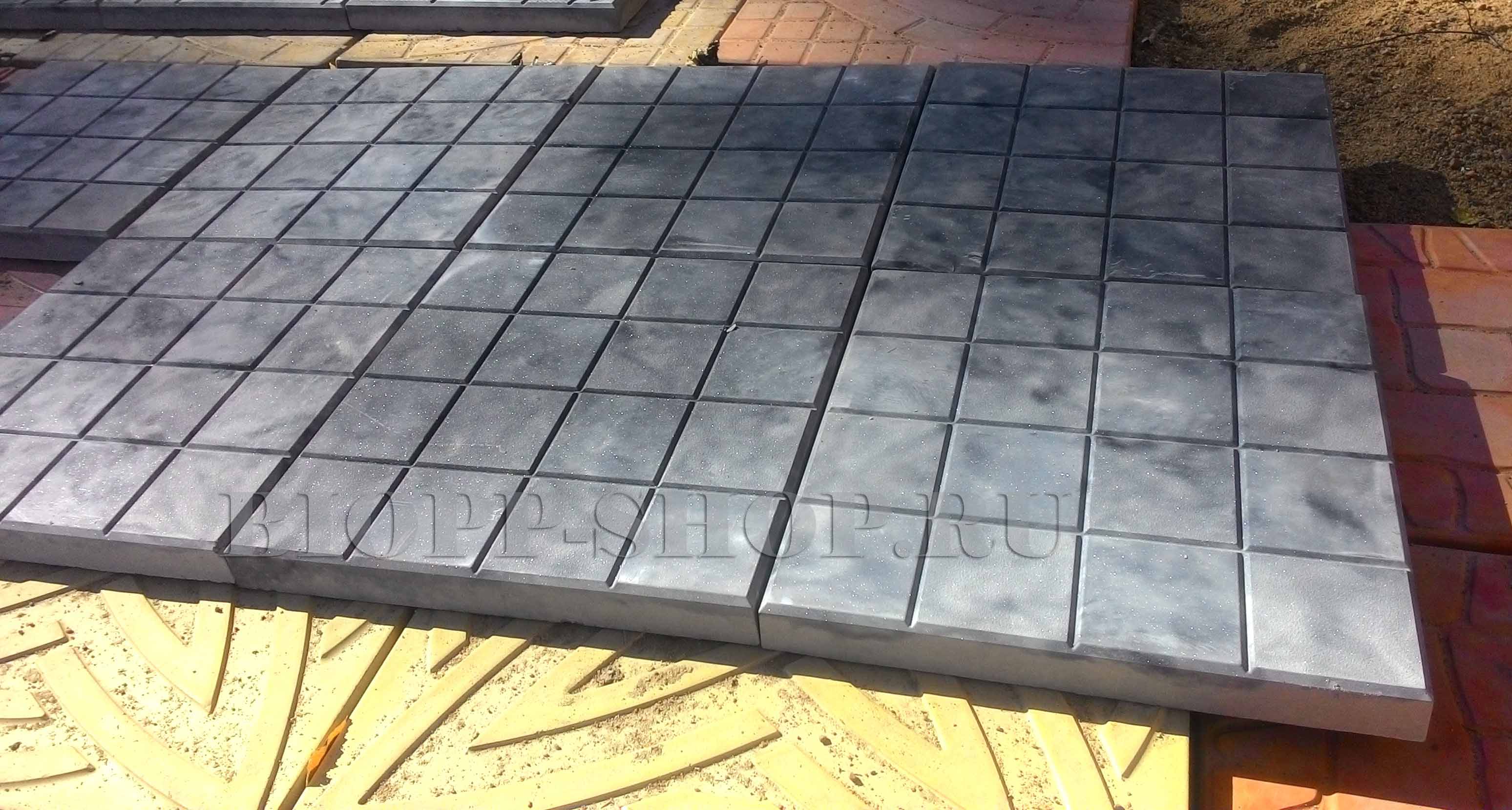
ТЕХНОЛОГИЯ «МЫТЫЙ БЕТОН»
Использование технологии «мытый бетон» в производстве бетонной тротуарной плитки позволяет получить шероховатую структуру поверхности как у натурального камня. Верхний слой тротуарной плитки, который представляет собой смесь высокомарочного бетона и благородных заполнителей, таких как мрамор, гранит, базальт, подвергается специальной обработке водой. Эта технология состоит в том, что под давлением происходит вымывание частиц бетона из верхнего слоя тротуарной плитки, обнажая при этом слой благородной щебневой крошки. Благодаря такой обработке, тротуарная плитка приобретает изысканную эстетику и благородный внешний вид. Такая тротуарная плитка зарекомендовала себя в различных стилях, как со ссылкой на современный минимализм, так и в дизайнерских проектах классического стиля.
ТЕХНОЛОГИЯ «АНТИКА»
Поверхности «антика» являются вневременными – тенденция, которая на самом деле не заканчивается, постоянно сопровождает нас и всегда находит своих сторонников. Эта популярность обусловлена навыками создания строгого, романтического стиля, даже в современной обстановке. «Античные» поверхности создаются по технологии «искусственного состаривания», которая представляет собой дополнительный технологический процесс, где готовые элементы из бетона помещаются в барабан и оббиваются в процессе его вращения. Для технологии «состаривания» производится тротуарная плитка со специально зработанным составом бетонной смеси, а её окрашивание осуществляется техникой, основывающейся на цветовом затенении изделия, тем самым создавая эффект цветного меланжа. Результатом применения данной технологии является тротуарная плитка, похожая на античную брусчатку.
Результатом применения данной технологии является тротуарная плитка, похожая на античную брусчатку.
Тротуарная плитка с поверхностью «под старину» составляют группу Antico. Её благородный вид идеально подходит классическому и деревенскому стилю, подчёркивая очарование исторических объектов, образуя натуральные, гармоничные композиции с растительностью. Очень изысканно выглядит сочетание «античной» тротуарной плитки в мощении с загородными домами в стиле «модерн». В этом случае идеально подходят большие форматы состаренной плитки — современный размер в сочетании с античной поверхностью позволяет получить необычный эффект. Малые форматы серии Antico, однако, используются для разбавления больших, модернистских форм, это делает мягче суровый стиль и контрастно противопоставляет изделия.
ТЕХНОЛОГИЯ COLORMIX
Элегантность и красоту бетонного покрытия в значительной степени определяет цвет. Уникальные меланжи, градация и сочетание различных оттенков достигаются при помощи технологии Colormix, где верхний слой тротуарной плитки представляет собой соединение различных цветовых оттенков. Поверхность, выложенная тротуарной плиткой серии Colormix, впечатляет удивительной игрой цвета, но, чтобы получить равномерное распределение оттенков необходимо во время укладки соблюдать «правило трёх паллет». Таким образом, мы получаем интересный цветовой эффект, и в то же время сохраняем поверхность от нежелательной концентрации оттенков.
Поверхность, выложенная тротуарной плиткой серии Colormix, впечатляет удивительной игрой цвета, но, чтобы получить равномерное распределение оттенков необходимо во время укладки соблюдать «правило трёх паллет». Таким образом, мы получаем интересный цветовой эффект, и в то же время сохраняем поверхность от нежелательной концентрации оттенков.
ТЕХНОЛОГИЯ ОБРАБОТКИ ДРОБЬЮ И ЩЁТКАМИ
Дробе-щёточная технология является одной из самых современных в обработке бетонной тротуарной плитки, и используется в производстве материалов группы Aspero. В ходе производства элементы подвергаются процедуре обработки дробью и щётками, которая даёт эффект характерной пористости. Окрашивание происходит при помощи технологии Color Flex, которая обогащает поверхность разнообразной цветовой гаммой. Таким образом, произведённая тротуарная плитка визуально привлекательна, гарантирует комфорт в
использовании, а неоднородная текстура делает грязь почти незаметной. Тротуарная плитка после процесса обработки дробью и щётками обладает более высокими противоскользящими свойствами.
Неповторимое очарование тротуарной плитки группы Aspero добавляет эксклюзивности и исключительного характера как классическим, так и современным композициям ландшафтного дизайна.
ИЗГОТОВЛЕНИЕ В СЫРОМ ВИДЕ
Материалы из бетона всё чаще и чаще появляются в нашем окружении в почти сыром виде, необременёнными различными технологиями обработки, которые поверхности. Новая группа Libet Decco Monocolor – это ответ на потребности тех, кто ищет модные, стильные, но в то же время функциональные и эстетические материалы.
СЕРТИФИКАЦИЯ И КОНТРОЛЬ КАЧЕСТВА
Производители тротуарной плитки в обязательном порядке проходят регулярную сертификацию всего ассортимента производимых ими товаров. Сертификация проводится на соответствие стандартам PN-EN1338:2005 «Бетонная тротуарная плитка: Требования и методы испытаний». Кроме того, каждый производитель регулярно осуществляет внутренний контроль качества продукции в заводских лабораториях. Все сертификаты размещены на официальных сайтах производителей тротуарной плитки.
Возникли вопросы или необходима дополнительная информация по бетонной тротуарной плитке?
Пишите на электронную почту [email protected] или звоните по телефону 38 96 10
Мы с удовольствием поделимся всей имеющейся в нашем распоряжении информацией!
Производство тротуарной плитки различной формы
Главная Производство тротуарной плиткиЗавод «КомплектСтройИндустрия» осуществляет производство тротуарной плитки, высоко востребованного строительного материала. Тротуарный камень традиционно изготавливается по технологии вибролитья или вибропрессования; мы отдаем предпочтение второму методу, надежному и технологичному.
Технология производственного процесса или как мы делаем плитку
Наше предприятие оснащено современными вибропрессами немецкого производства MASA, отличающимися высокой производительностью. Изготовление продукции осуществляется в автоматическом режиме, без участия непредсказуемого человеческого фактора; людям отданы только функции контроля над процессом. Тем не менее, внешне простая технология не является столь уж легкой: производство плитки разбито на этапы, каждый из которых строго регламентирован и жестко контролируется.
Тем не менее, внешне простая технология не является столь уж легкой: производство плитки разбито на этапы, каждый из которых строго регламентирован и жестко контролируется.
- Смонтированные на вибропрессе матрицы (формы) заполняются рабочей смесью, включающей цемент, песок и воду.
- По ходу изготовления, смесь в формах обрабатывается пуассоном – прессующим вибрирующим устройством.
- В зависимости от типа формы, в результате получается тротуарный камень различных видов и назначения.
*Наш полный фотоотчет производственного процесса смотрите здесь.
По готовности, тротуарная плитка от производителя тестируется на соответствие ГОСТ 17608-91 и поступает в продажу.
Также смотрите видеорепортаж о производственном процессе на нашем заводе, о ситуации с тротуарным покрытием в Москве и мнениях специалистов о преимуществах и недостатках плитки.
Завод «КомплектСтройИндустрия» — производитель тротуарной плитки
Плитка для устройства тротуаров является недорогим материалом простого состава, изготавливаемым по несложной технологии; при этом она обладает большой прочностью, стойкостью к факторам внешней агрессии (атмосферным, механическим, химическим), долгим сроком службы.
Как производители тротуарной плитки, мы рады предоставить заказчикам подробную информацию о свойствах нашей продукции, технологии ее заводского изготовления. Такая открытость свойственная далеко не всем предприятиям-изготовителям, но мы стремимся к тому, чтобы каждый из наших покупателей получал полную консультативную поддержку и был уверен в качестве приобретаемого товара.
Связаться с менеджерами по поводу производства тротуарной плитки: По телефону +7 (495) 430-48-22 или |
- Вы заказали большую партию продукции? Воспользуйтесь возможностью получить внушительную скидку.
- Требуется организация доставки? Сообщите об этом нашим менеджерам: мы располагаем собственным автопарком.
- Нужна плитка конкретных расцветок? Нет проблем, цветовую гамму продукции выбирает заказчик.
Производство тротуарной плитки в Москве от компании «СИЯН»
Компания «СИЯН» занимается производством практичной и долговечной тротуарной плитки в Москве. Материал создается на современном оборудовании с соблюдением всех технологий.
Материал создается на современном оборудовании с соблюдением всех технологий.
Данные изделия идеально подходят для создания красивых и прочных дорожек. Покрытие получается оригинальным и долговечным.
Универсальность применения позволяет использовать его:
- для облагораживания площадей и улиц;
- украшения сада или придомового земельного участка;
- обеспечения удобства подхода к магазинам, медицинским и образовательным учреждениям.
Как осуществляется производство тротуарной плитки?
Компания «СИЯН» следит за качеством и ценой своей продукции, поэтому использует исключительно натуральное, добротное сырье. Мы в обязательном порядке придерживаемся правил, установленных в государственных нормативно-правовых документах.
Главными ингредиентами для производства тротуарной плитки являются:
- щебень;
- песок;
- красители;
- цемент;
- пластификаторы.
Для создания отдельных стыковочных элементов будущего покрытия используют метод вибропрессования, в результате чего изделия получаются устойчивыми даже к очень низким температурам. В процессе обработки они приобретают шероховатую поверхность, которая препятствует скольжению обуви в зимний период.
В процессе обработки они приобретают шероховатую поверхность, которая препятствует скольжению обуви в зимний период.
После производства тротуарная плитка обязательно проходит проверку на прочность, устойчивость к истиранию и морозостойкость.
К главным достоинствам материала можно причислить:
- невысокую себестоимость;
- экологическую чистоту, чем не может похвастаться асфальт;
- красивый рельефный рисунок;
- простоту и высокую скорость монтажа и демонтажа;
- широкую цветовую палитру;
- повышенную морозостойкость;
- химическую инертность;
- малую пористость.
Наша фирма занимается производством тротуарной плитки различных форм: брусчатки, квадрата, дуги, сот, набора, катушки, человечка, волны, ромба. Толщина отдельных компонентов может варьироваться от 50 до 100 мм.
Где в Москве лучше всего покупать качественный материал для создания каменных дорожек?
Оптимальный вариант — оформить заказ в компании «СИЯН», которая занимается производством и продажей тротуарной плитки уже более 20 лет. Доставка товара осуществляется по всему Центральному федеральному округу, а также в Архангельск, Санкт-Петербург и Мурманск. Цены от производителя. Если остались какие-либо вопросы, можете задать их нашему менеджеру, позвонив по контактному телефону.
Доставка товара осуществляется по всему Центральному федеральному округу, а также в Архангельск, Санкт-Петербург и Мурманск. Цены от производителя. Если остались какие-либо вопросы, можете задать их нашему менеджеру, позвонив по контактному телефону.
Бизнес план производства тротуарной плики с расчетами
Для реальной оценки перспектив бизнеса по производству тротуарной плитки, а также для принятия эффективных решений в ходе реализации бизнес-плана, необходима информация, полностью характеризующая рынок сбыта. К такой информации, в частности, относятся данные:
Объем и потенциальная емкость рынка тротуарной плитки. Этот параметр имеет значительные показатели, даже с учетом кризисных явлений в российской экономике, начиная с 2012 года (снижение продаж нового жилья почти на 25%, спад реальных доходов населения на более чем 10%). Так, только в 2016 и в 2017 гг. на рынке было реализовано более чем 14 млн. кв. м тротуарной плитки. С учетом возобновления спроса на рынке жилья, а также восстановления роста экономики следует ожидать дальнейшего повышения объема производства и спроса на тротуарную плитку. В натуральном выражении прогнозируется на период 2019 — 2022 гг. объем спроса на уровне не ниже, чем 14-15 млн. кв. м. плитки.
на рынке было реализовано более чем 14 млн. кв. м тротуарной плитки. С учетом возобновления спроса на рынке жилья, а также восстановления роста экономики следует ожидать дальнейшего повышения объема производства и спроса на тротуарную плитку. В натуральном выражении прогнозируется на период 2019 — 2022 гг. объем спроса на уровне не ниже, чем 14-15 млн. кв. м. плитки.
Здесь надо отметить, что производство и спрос тротуарной плитки распределен по территории страны крайне неравномерно. Наибольшая доля, более 50%, приходится на центральные и южные регионы России.
Причем более 70% — 80% такого спроса наблюдается со стороны муниципальных и государственных заказчиков. Тем не менее, наблюдется тенденция увеличения доли спроса со стороны частных клиентов и застройщиков.
Динамика рынка. Рынок тротуарной плитки начал по-настоящему свой рост примерно с 2011 года, когда в Москве была принята программа по массовой замене асфальтового покрытия на плитку. Вслед за Москвой эта тенденция была подхвачена региональными центрами.
С тех пор, вплоть до 2017-2018 гг. рынок тротуарной плитки растет темпами примерно 5% — 9% ежегодно. Такая тенденция имеет непрерывный характер, с перспективой продолжения в будущем. Единственным отрицательным моментом является то, что на спросе отражается сезонный фактор, который возобновляется с началом теплого времени года.
Основные производители и конкуренты на рынке. Технология производства плитки и подобных строительных материалов все более принимает вид современного производства с использованием автоматического оборудования. Есть на рынке уже производственные линии полного цикла, рассчитанные на любые объемы выпуска продукции. В центральной части страны наиболее мощными игроками на рынке плитки являются такие компании, как АО «ЖБК № 1» (Белгородская обл.), ООО «Аксайстройпром» (г. Ростов на Дону). ООО «Стройдеталь» (Липецк), ЗАО «Экспериментальный завод» (Санкт-Петербург), ЗАО «ВКСМ» из Воронежской области, ООО «ЗТП «ЧелСИ» из Челябинской области, ОАО «СПЕЦСТРОЙБЕТОН — ЖБИ № 1» (г. Москва).
Москва).
На муниципальном уровне большинства регионов страны существует конкуренция со стороны небольших частных производств, каждое из которых ориентировано на свою ограниченную долю рынка.
Основные выводы, которые можно сделать из приведенного краткого анализа рынка тротуарной плитки состоят в том, что:
- Рынок находится в начальной стадии своего развития и перспектива повсеместной замены асфальтового покрытия на более экологичную, эстетичную, долговечную и относительно дешевую тротуарную плитку в России еще очень далек от своего полного насыщения. Т.е. перспектива роста спроса прослеживается на 10-15 лет минимум.
- Конкурентная среда в основном существует со стороны крупных компаний-монополистов, которые есть далеко не в каждом областном или краевом центре.
Также следует принять во внимание, что появляющиеся новые технологии изготовления тротуарной плитки в ближайшее время могут радикально снизить издержки производства (в первую очередь энергопотребления) в несколько раз. Это даст дополнительный экономический эффект в виде роста реальной прибыли.
Это даст дополнительный экономический эффект в виде роста реальной прибыли.
Материалы для бетонных покрытий
Материалы для бетоноукладчиков
Натуральный камень, используемый в бетонной брусчатке, может сильно различаться по плотности. Степень плотности может варьироваться от более твердых до более мягких типов камней. Доступные текстуры могут включать глянцевые, гладкие и слегка шероховатые поверхности. Разнообразие материалов из натурального камня обычно применяется для бордюров, дорожек и садовых ступеней. Имея множество доступных форм, размеров и цветов, вы обязательно найдете что-то, что определенно удовлетворит ваши потребности в улучшении домашнего хозяйства.
Бетонные брусчатки обычно производятся для имитации внешнего вида брусчатки из глиняного кирпича. Обычно они создаются с использованием комбинации двух основных ингредиентов. Это заполнитель и цемент. Эти асфальтоукладчики, как правило, доступны во многих стилях, поэтому материалы могут быть использованы в самых разных областях применения. Есть большой выбор цветов. Есть много вариантов цвета из-за доступных красителей. Однако рекомендуется использовать цветные герметики для брусчатки.Это поможет вам сохранить яркий цвет при первоначальной установке.
Есть большой выбор цветов. Есть много вариантов цвета из-за доступных красителей. Однако рекомендуется использовать цветные герметики для брусчатки.Это поможет вам сохранить яркий цвет при первоначальной установке.
Основным преимуществом использования бетонной брусчатки для внутренних двориков, дорожек и проездов является то, что ремонт может быть легко выполнен. Вам нужно только рассмотреть проблемы, связанные с нежелательными брусчатками. После этого вам просто нужно заменить эти ненужные детали.
Залитые плиты для бетонной брусчатки можно штамповать по шаблону. Это может привести к получению имитации брусчатки или кирпичной брусчатки.Вы можете получить желаемые цвета, используя пигментацию и красители. Однако вы должны принять во внимание, что цвета в конечном итоге потускнеют по прошествии определенного периода времени.
Штампованный и заливной бетон считается широко используемым материалом для укладки бетона . Это может быть применено к пешеходным дорожкам и проездам. Основная причина популярности этих материалов — невысокая стоимость. Это по сравнению с другими типами доступных материалов. Стоимость материала для начала можно считать довольно низкой.Однако связанные с этим затраты могут быть значительными, если вы начнете думать о потребностях в обслуживании.
Основная причина популярности этих материалов — невысокая стоимость. Это по сравнению с другими типами доступных материалов. Стоимость материала для начала можно считать довольно низкой.Однако связанные с этим затраты могут быть значительными, если вы начнете думать о потребностях в обслуживании.
Уход за штампованным и заливным бетоном включает регулярную герметизацию и очистку поверхности материала. В связи с этим фактическая стоимость материалов вступит в силу, если вам придется нанять профессионалов, которые сделают эту работу за вас. В некоторых случаях приходится выполнять переточку.
Материал для брусчатки из натурального камня
Натуральный камень может быть разной плотности от более мягкого до более твердого.Доступные текстуры могут варьироваться от гладких до глянцевых и довольно грубых поверхностей.
Натуральный камень обычно применяется для изготовления садовых ступеней, дорожек и бордюров. Благодаря разнообразию цветов, размеров и форм, обязательно найдется что-то, что соответствует вашим потребностям.
Бетоноукладчики
Бетонная брусчатка имитирует внешний вид брусчатки из глиняного кирпича. Они сделаны из комбинации двух основных ингредиентов; цемент и заполнитель.
доступны в различных стилях для различных областей применения.Существует также широкий выбор цветов за счет использования красителей. Однако рекомендуется использовать цветные герметики на бетонных покрытиях, чтобы сохранить и сохранить яркий цвет при первой укладке.
Преимущество бетонной брусчатки для проездов, дорожек и патио в том, что ремонт очень прост. Просто удалите ненужный асфальтоукладчик и замените его новым.
Литой и штампованный бетон
На бетонные плиты можно наносить узор, в результате чего получается имитация брусчатки из кирпича или каменной плиты.Цвета можно добиться с помощью красителей и пигментации; со временем цвета могут поблекнуть.
Наливной и штампованный бетон — широко используемый материал для укладки брусчатки; его можно наносить на подъездные пути и пешеходные дорожки. Причина, по которой он так популярен, в основном связана с низкими затратами по сравнению с другими типами материалов. Затраты могут быть довольно низкими для начала; однако затраты на техническое обслуживание могут быть значительными.
Причина, по которой он так популярен, в основном связана с низкими затратами по сравнению с другими типами материалов. Затраты могут быть довольно низкими для начала; однако затраты на техническое обслуживание могут быть значительными.
Уход за заливным и штампованным бетоном включает в себя чистку и регулярную герметизацию.Реальные затраты возникают, если вам нужен ремонт. Бетон трудно ремонтировать, так как иногда необходимо заново заливать его от начала до конца.
Глиняная брусчатка
Глиняная брусчатка зарекомендовала себя как один из самых прочных материалов для брусчатки. Это материал, который использовался тысячи лет и продолжает оставаться популярным сегодня.
Выдающимся преимуществом использования глиняной брусчатки является их стойкий яркий цвет. Поскольку глина — это натуральный материал, она сохраняет свой естественный яркий цвет и никогда не выгорает.Цвета варьируются от темно-угольных, коричневых, красных и даже розовых оттенков. Глиняная брусчатка также доступна в самых разных формах: от традиционного прямоугольника до зубчатого бруса, дощатого настила и перекрещивающихся восьмиугольных. Есть разнообразие на любой индивидуальный вкус.
Глиняная брусчатка также доступна в самых разных формах: от традиционного прямоугольника до зубчатого бруса, дощатого настила и перекрещивающихся восьмиугольных. Есть разнообразие на любой индивидуальный вкус.
Асфальтоукладчики
Брусчатка используется для проникновения воды, сохраняя внешний вид кирпичей или материалов для брусчатки. Вставляя каналы между стыками каждого бетоноукладчика, вода будет стекать вниз и постепенно проникать в почву под ним.
Эти проницаемые брусчатки часто используются для строительства проезжей части, пешеходных дорожек и террас. Некоторые производители выпускают брусчатку различной формы и рисунка, что позволяет воде медленно фильтровать.
Использование переработанных пластиковых отходов в качестве альтернативного связующего материала для производства брусчатки
Реферат
Управление твердыми отходами продолжает оставаться серьезной проблемой, особенно в городских агломерациях в странах с низким и средним уровнем доходов. Одним из видов твердых отходов, вызывающим озабоченность на национальном и глобальном уровнях, являются пластиковые отходы.Это исследование было направлено на изучение возможностей использования пластиковых отходов в качестве связующего материала для производства брусчатки. Бетонные блоки для мощения (цемент: карьерная пыль: песок = 1: 1: 2) по весу или объему были изготовлены для использования в качестве контрольных после испытания прочности на сжатие и водопоглощения. Композитные блоки для мощения с меньшим содержанием пластика (LP) при соотношении компонентов смеси 1: 1: 2 и с высоким содержанием пластика (HP) при соотношении компонентов смеси 1: 0,5: 1 по весу или объему также были произведены и испытаны в лаборатории на сжатие. прочность на 7, 14 и 21 день. Отверждение путем разбрызгивания водой и испытания на водопоглощение были выполнены после 72 часов замачивания.Исследование показало, что по прошествии 21 дня, блоки мощения из HP и LP, имеющие прочность на сжатие 8,53 Н / мм 2 (водопоглощение = 0,5%) и 7,31 Н / мм 2 (водопоглощение = 2,7%), соответственно, были выше.
Одним из видов твердых отходов, вызывающим озабоченность на национальном и глобальном уровнях, являются пластиковые отходы.Это исследование было направлено на изучение возможностей использования пластиковых отходов в качестве связующего материала для производства брусчатки. Бетонные блоки для мощения (цемент: карьерная пыль: песок = 1: 1: 2) по весу или объему были изготовлены для использования в качестве контрольных после испытания прочности на сжатие и водопоглощения. Композитные блоки для мощения с меньшим содержанием пластика (LP) при соотношении компонентов смеси 1: 1: 2 и с высоким содержанием пластика (HP) при соотношении компонентов смеси 1: 0,5: 1 по весу или объему также были произведены и испытаны в лаборатории на сжатие. прочность на 7, 14 и 21 день. Отверждение путем разбрызгивания водой и испытания на водопоглощение были выполнены после 72 часов замачивания.Исследование показало, что по прошествии 21 дня, блоки мощения из HP и LP, имеющие прочность на сжатие 8,53 Н / мм 2 (водопоглощение = 0,5%) и 7,31 Н / мм 2 (водопоглощение = 2,7%), соответственно, были выше. чем контрольное значение 6,07 Н / мм 2 (водопоглощение = 4,9%). Авторы рекомендовали использовать брусчатку, изготовленную из переработанных пластиковых отходов, в местах, где нет движения, таких как пешеходные дорожки, пешеходные дорожки, пешеходные площади, ландшафты, памятники и в зонах заболачивания, из-за их низкой водопоглощающей способности и относительно низкой прочности на сжатие. по сравнению с мировыми спецификациями пороговые значения 5–25% и прочность бетона от низкой до средней — 0.69–17,24 Н / мм 2 соответственно.
чем контрольное значение 6,07 Н / мм 2 (водопоглощение = 4,9%). Авторы рекомендовали использовать брусчатку, изготовленную из переработанных пластиковых отходов, в местах, где нет движения, таких как пешеходные дорожки, пешеходные дорожки, пешеходные площади, ландшафты, памятники и в зонах заболачивания, из-за их низкой водопоглощающей способности и относительно низкой прочности на сжатие. по сравнению с мировыми спецификациями пороговые значения 5–25% и прочность бетона от низкой до средней — 0.69–17,24 Н / мм 2 соответственно.
Ключевые слова
Пластиковые отходы
Меньше пластика
Высокий пластик
Брусчатка
Прочность на сжатие
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию© 2019 Авторы. Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Цитирующие статьи
Блокирующий брусчатку — машины для производства бетона и брикетов
Блокирующий брусчатку производят на наших машинах, которые имеют различные формы, которые могут удовлетворить потребности и ожидания наших клиентов. В этой статье мы поговорим о многих вопросах, которые интересуют как производителей, так и поставщиков, особенно о брусчатке, которая широко используется в ландшафтной архитектуре.
В этой статье мы поговорим о многих вопросах, которые интересуют как производителей, так и поставщиков, особенно о брусчатке, которая широко используется в ландшафтной архитектуре.
Interlocking — это один из декоративных изделий, производимых машинами GLOBMAC, разработанный в соответствии с универсальными промышленными стандартами. Машины GLOBMAC могут производить продукцию различных размеров и форм при использовании подходящего сырья.
Характеристики брусчаткиБетонная брусчатка может быть произведена в соответствии с различными стандартами с точки зрения размеров и формы, в зависимости от области их использования, а также используемого сырья и прочности бетона блоков.Несмотря на это разнообразие, все асфальтоукладчики обладают следующими общими качествами:
- Термостойкость.
- Требование минимального обслуживания.
- Они очень практично устанавливаются. В случае любых строительных работ на участке, где вымощены камни, их можно легко удалить и использовать повторно без нарушения их целостности.
- Доступен во многих различных цветах, размерах, формах и типах. Это предоставляет широкий ассортимент продукции как производителю, так и поставщику.
- При использовании на открытом воздухе, например, в бассейнах, крутых пандусах, противоскользящих полах можно сделать дополнительные работы.

Блоки можно укладывать ручным трудом, но использование тачек или любых других механических инструментов может ускорить работу. В соответствии с общими принципами дорожное покрытие начинается от края и идет к центральной линии. Если тротуар выполнен из бетонных блоков с надрезом, начиная с двух сторон, стыковка в центре будет проблематичной.По этой причине во время процесса пуска и после него следует укладывать бетонные блоки с надрезом только в одном направлении.
Где используется брусчатка? Где используется брусчатка? Есть много применений брусчатки, которая является любимым строительным элементом как для производителей, так и для строителей, а также владельцев предприятий или жилых домов в строительной отрасли. Некоторые из них приведены ниже:
Некоторые из них приведены ниже:
- Городской пейзаж: это почти самое распространенное применение брусчатки.Мощение улиц красочной и интересной брусчаткой меняет облик города.
- Гаражный пол: брусчатку предпочитают те, кто хочет естественный и приятный с точки зрения внешнего вида гаражный пол.
- Дорожки: это один из способов создания более красивых дорожек для прогулок. Кроме того, с помощью некоторых материалов для мощения асфальта можно создавать различные декоративные узоры.
- Края бассейна: Края бассейна опасны, поскольку они постоянно мокрые и скользкие.Поэтому мощение территории вокруг бассейна брусчаткой — один из самых эстетичных и безопасных способов исключить риск падения.
Станок для мощения камня
Изготовление тротуарной плитки в домашних условиях своими руками + видео, фото
Тротуарная плитка успешно выдерживает конкуренцию со стороны других видов строительных материалов для тротуаров, парковок и площадей в городах, дорожек, зон отдыха, подъездных путей на дачных участках и в загородных домах. Спрос на него растет из года в год. Производители чутко реагируют на запросы потребителей, не ограничиваясь производством традиционных видов брусчатки, и выводят на рынок новые разновидности с неожиданными и очень интересными характеристиками: резина и полимер, светящиеся и даже плитки с нанесенным трехмерным изображением.
Спрос на него растет из года в год. Производители чутко реагируют на запросы потребителей, не ограничиваясь производством традиционных видов брусчатки, и выводят на рынок новые разновидности с неожиданными и очень интересными характеристиками: резина и полимер, светящиеся и даже плитки с нанесенным трехмерным изображением.
Тротуарная плита сохранила свою популярность по ряду причин:
Обладает отличными эксплуатационными характеристиками, этот износо- и морозостойкий материал.
Имеет длительный срок службы.
Styling довольно легко форсировать применяемой технологией и точностью геометрических форм. При небольших объемах с этой работой справятся практически любые.
Это экологически чистый материал, изготовленный из натуральных ингредиентов. Почва под плитами остается живой, потому что покрытие не подавляет кусты и деревья — оно влагостойкое и паропроницаемое.
На рынке представлен широкий выбор форм, расцветок, фактур, узоров.
Построить разнообразные крышки оригинального дизайна — вопрос только желания.Брусчатка по доступной цене. Это его главное преимущество. Гранитная брусчатка, клинкерный кирпич, гранит, песчаник имеют сопоставимые характеристики, а по некоторым параметрам превосходят плитку. Однако они намного дороже.
 Построить разнообразные крышки оригинального дизайна — вопрос только желания.
Построить разнообразные крышки оригинального дизайна — вопрос только желания.Тротуарная плитка изготавливается методом вибропрессования и вибролитья. Первый способ производства отличается высоким уровнем механизации и высокой производительностью труда, значительными объемами выпускаемой продукции.При производстве плитки методом вибролития на большинстве предприятий преобладает ручной труд, сам продукт уступает характеристикам вибропрессованной плитки, срок службы короче. Однако его преимущество заключается в разнообразии форм и расцветок. При раздельном производстве вибролития не проблема заменить форму и выполнить индивидуальный заказ.
Укладка тротуарной плитки на своем участке, если есть желание и время сделать это самостоятельно. А отсутствие опыта компенсирует аккуратность, точное соблюдение техники и внедрение творческого начала в оформление зон отдыха или дорожек.
А отсутствие опыта компенсирует аккуратность, точное соблюдение техники и внедрение творческого начала в оформление зон отдыха или дорожек.
Более сложный вопрос с домашним производством. Для начала нужно определиться, собираетесь ли вы делать плитку только для себя или будете ее продавать. «Бизнес-планы» организации собственного производства тротуарной плитки, распространяемой в Интернете, очень далеки от реальности и не учитывают самого очевидного.
Важно! Для своих нужд плитку желательно изготовить дома. Это вопрос экономии и качества. Дело в том, что на рынке очень много мелких производителей, которые не останавливают нарушения технологии и использование некачественного сырья. Дефекты «всплывают» через год-два, когда предъявлять претензию будет поздно, да и нет. А для себя вы постараетесь сделать лучший бар в мире.
Небольшая организация производства брусчатки только на первый взгляд кажется очень прибыльной.И главным вопросом для вас будут продажи — рынок перенасыщен, а покупатель очень избирательный. Плюс (а точнее, это большой минус для ваших планов) не очень благоприятная ситуация на рынке загородной недвижимости. Масса готовых объектов «висела» и не продавалась. Никаких покупок — нет новых владельцев коттеджей и загородных домов, которым необходимо срочно проложить дорожки и площадки. Без четких перспектив реализации продукции вы собираетесь выпускать свое новое производство, начинать закупку оборудования и сырья вряд ли целесообразно.Пока вы раздумываете над этим вопросом, поговорим об оборудовании для производства тротуарной плитки методом вибролитья. Для своих нужд, потому что необходимо наладить производственный процесс.
Плюс (а точнее, это большой минус для ваших планов) не очень благоприятная ситуация на рынке загородной недвижимости. Масса готовых объектов «висела» и не продавалась. Никаких покупок — нет новых владельцев коттеджей и загородных домов, которым необходимо срочно проложить дорожки и площадки. Без четких перспектив реализации продукции вы собираетесь выпускать свое новое производство, начинать закупку оборудования и сырья вряд ли целесообразно.Пока вы раздумываете над этим вопросом, поговорим об оборудовании для производства тротуарной плитки методом вибролитья. Для своих нужд, потому что необходимо наладить производственный процесс.
Для производства в домашних условиях нам понадобится достаточно простое оборудование и материалы для бетона и раствора.
Оборудование ↑
Полный комплект оборудования состоит из вибростанков для разливки и выбивки, тепловизионных камер и смесителей. На практике часто ограничиваются только таблицей для заполнения.Это металлическая опорная рама, на которой установлен подвижный стол с вибратором. Стол рабочего стола снабжен пружинами (такими, как на «Ладе»). Вибростол необходим — он обеспечивает герметизацию и дегазацию раствора. Ни искусственный камень, ни толстая тротуарная плитка не достанутся ни одному из вас. Вибростол отбойный работает по вытяжке пластин подвижной рамы из готовой продукции. Однако можно обойтись и без него.
Стол рабочего стола снабжен пружинами (такими, как на «Ладе»). Вибростол необходим — он обеспечивает герметизацию и дегазацию раствора. Ни искусственный камень, ни толстая тротуарная плитка не достанутся ни одному из вас. Вибростол отбойный работает по вытяжке пластин подвижной рамы из готовой продукции. Однако можно обойтись и без него.
«Каноническая» технология вибролитья предполагает использование тепловизионных камер для сокращения времени застывания смеси во влажной среде при повышенной температуре.Время отверждения можно частично сократить, используя теплые растворы. Тепловую камеру иногда заменяют термопанелью — емкостью, в которой с помощью нагревательных элементов температура воды 70-80 ° C. При производстве для собственных нужд фактор времени не имеет решающего значения. В отличие от продукции на продажу, когда необходимо использовать все возможности для ускорения оборачиваемости форм.
Внимание! Для производства ограниченного количества плитки имеет смысл отказаться от миксера и ограничиться мощным пуансоном с машинкой / венчиком.
Однако при небольшом производстве для реализации потребуется хотя бы один миксер. Второй понадобится для изготовления плитки разного цвета.
Материалы, которые обычно производятся из полипропилена, резины и пластмасс. Резиновая форма более прочная и выдерживает до 400-450 циклов. Полипропилен выдерживает около 100, но они дешевле в полтора раза. Также вам понадобятся формы для изготовления бордюров.
Детали для строительного раствора ↑
Дома после нескольких пробных партий вы определите наилучшие пропорции для приготовления раствора.Попробуйте начать использовать следующее:
- 20 кг цемента марки 400.
- 18 кг просеянного речного песка, фракция 0,6 мм.
- 50 кг щебня фракции 10 мм.
- 70 г пластификатора С-3.
- 16 л воды. С водой не переусердствуйте, иначе сильно снизится прочность плитки.
Он основан на замешивании в миксере. После завершения цикла проверьте качество раствора, чтобы раствор был зернистой кашей, можно было сделать одно движение кельмы, и раствор рассыпался на куски.Для производства цветной продукции добавлены пигменты. На одну партию потребуется примерно 0,7 кг красителя, однако это значение следует проверить на соответствие цветовых тонов, предназначенных для готового продукта.
После завершения цикла проверьте качество раствора, чтобы раствор был зернистой кашей, можно было сделать одно движение кельмы, и раствор рассыпался на куски.Для производства цветной продукции добавлены пигменты. На одну партию потребуется примерно 0,7 кг красителя, однако это значение следует проверить на соответствие цветовых тонов, предназначенных для готового продукта.
Технологический процесс ↑
Все компоненты загружаются в бетономешалку. Обратите внимание, пластификатор, который приобретается в сухом виде, следует разбавлять водой. Пигмент закладывается в начале процесса замеса раствора.
Формыкладут на вибростол и предварительно смазывают специальным составом, чтобы они не повредились при снятии плитки (с помощью зачистки). Легче и быстрее смазать форму спреем аэрозолем.После перемешивания включается вибростол и раствор разливается по формам. Примерно 4-5 минут, начиная со дня заполнения форм, происходит герметизация и дегазация раствора. Следите за внешним видом пены и не позволяйте образовавшейся пене осесть. Это сигнал о том, что решение готово. При повороте деталь начнет расслаиваться. Далее двигатель и формы отправляются сушиться.
Это очень важно! Необходимо внимательно следить за тем, чтобы форма при высыхании находилась в горизонтальном положении.В противном случае вы получите бракованную партию плитки, которую использовать по назначению не удастся.
Для хранения удобнее использовать обычные деревянные поддоны.
Смесь будет сохнуть не менее суток. Это во многом зависит от температуры и влажности окружающей среды. После установки смеси в форму включаются обогреватели в ванной и нагретая до 70-80 ° С вода, на пять минут ставится форма. Эта процедура облегчает извлечение плитки.Добытые продукты сразу использовать нельзя, им нужно как минимум неделю «расслабиться» и набраться сил. Обустройте место под навесом для выдержки готовой продукции за это время.
Важно! Считайте работу выполненной, только если вы вымыли из рассола (раствор 30 г соли в одном литре воды), промыли водой и поставили сушиться.
Мы рассмотрели процесс производства тротуарной плитки методом вибролитья в домашних условиях. Следует отметить, что другой способ производства — вибропрессовый — связан с гораздо большими затратами на закупку оборудования в первую очередь станка.Вибрация — гораздо более сложное и дорогое оборудование. И термоандов в этом случае не обойтись, необходимо будет приобрести тепловизионные камеры.
Каких-либо сложностей с изготовлением тротуарной плитки в домашних условиях нет. В процессе изготовления пробной партии вы сможете освоить все тонкости технологического цикла и уточнить «рецептурные» решения для серой и цветной плитки.
Связано с контентом
Цементно-бетонные блоки и плитки
Продукты и приложения
Цементно-бетонные плитки и блоки для мощения — это сборные монолитные изделия из цементобетона.Изделие может быть изготовлено в различных формах и размерах в соответствии с требованиями. Эти блоки, как правило, являются блокировочными и в основном используются для мощения открытой поверхности, чтобы облегчить движение и удобство ходьбы. Вымощение пешеходных дорожек такими блоками, помимо удобства ходьбы, еще больше украшает территорию.
Профиль отрасли и оценка рынка
Строительная отрасль и развитие объектов инфраструктуры являются приоритетными задачами в настоящее время, и правительство уделяет этому большое внимание.Обеспечение жильем всех без исключения также является приоритетом. Помимо государственной инициативы в строительстве домов, застройщики частного сектора также очень активно участвуют в различных жилищных проектах. Все эти мероприятия предполагают озеленение, обеспечение территории садовой дорожкой и устройство пешеходных дорожек с твердым покрытием. Даже если это не тротуар, проезды на автобусных остановках также требуют мощеных дорожек. Для всего этого обязательно нужны цементобетонные блоки / плитка. Также такие бетонные блоки используют внутри заводов и жилых комплексов для мощения подъездных путей.Это покрытие предотвращает скопление воды в регионе и предотвращает образование грязевых бассейнов, поддерживая чистоту и красоту местности. Спрос на такие блоки и плитки, как правило, исходит от городских и полугородских районов, поэтому предприятие, производящее продукт, должно быть соответствующим образом расположено. Спрос на такую продукцию зависит от роста экономики и темпов урбанизации. В связи с масштабной работой по урбанизации, которую берет на себя правительство, и улучшением условий для населения, спрос на эти бетонные изделия неизбежно будет расти.
Производственные процессы и ноу-хау
Процесс изготовления прост и стандартизирован. Цементный бетон — это смесь цемента, песка и каменной крошки в правильных пропорциях. Вещи замешивают в воде и тщательно взбивают в бетонной смеси. Процесс включает в себя дозирование, смешивание, уплотнение, отверждение и сушку. Для изготовления брусчатки используется бетонная смесь 1: 2: 4 :: цемент: песок: каменная крошка по объему.
Все сырье помещается в бетономешалку и доливается вода.Затем миксер вращают в течение 15-20 минут. Затем смешанный материал выгружается в формы. Следите за тем, чтобы смесь не высыхала. Вибраторы используются в процессе разливки смеси, чтобы гарантировать, что она хорошо схватывается, компактна и не имеет пористости. После уплотнения блоки извлекают из формы и дают высохнуть в течение 24 часов вдали от прямых солнечных лучей. Затвердевшие таким образом блоки отверждают водой, чтобы обеспечить увлажнение или осаждение цемента в течение следующих 20 дней. Воду в резервуарах для отверждения обычно меняют каждые 3 дня.После отверждения блокам дают высохнуть в тени, так что первоначальная усадка блоков завершится перед их использованием. Обычно это занимает 15 дней.
Ноу-хау доступен в исследовательских лабораториях центрального правительства. Вся техника в наличии.
Планируемая производственная мощность — 1200 тонн блоков в год в одну смену в течение 300 дней.
Машины и оборудование
Основное оборудование и необходимое оборудование составляют
- Бетономешалка вместимостью 10 куб.и аксессуары. — 1 шт.
- Машина для производства блоков с гидравлическим приводом — 1 шт.
- Механический пресс для производства плитки. — 1нос
- Емкости для отверждения — 2 шт.
- Формы и инструменты.
- Насосный агрегат. — 1 №
Общая стоимость оборудования оценивается в 8,00 лакхов. Стоимость разного имущества, такого как офисная мебель, оргтехника, рабочие столы 7 скамеек, оценивается в рупиях. 0,75 лакха
Общая потребность в мощности должна составлять 10 л.с. установке потребуется 3000 литров воды в день.
Сырье и упаковка
Основным сырьем для установки является цемент, песок и каменная крошка. Для предусмотренной производственной мощности установка потребует 15 тонн цемента, 35 тонн песка и 70 тонн каменной крошки в месяц.
Сведения | Кол-во в месяц | Установка | Ставка (рупий / тонна) | Стоимость (рупий.) |
| Цемент | 15 | Тонны | 5824 | 87360 |
| Песок | 35 | тонн | 455 | 15925 |
| Каменная щепа | 70 | Тонны | 546 | 38220 |
Общая стоимость сырья и расходных материалов оценивается в рупий.16,98 лакха в год при номинальной мощности.
При 70% мощности в 1-й год стоимость составляет 11,88 лакхов.
Земля и здание
Для установки потребуется открытая площадь 500 кв.м и застроенная площадь 200 кв.м. Общая стоимость земли и здания оценивается в рупий. 12,72 лакха.
Рабочая сила
Для бесперебойной работы установки ожидается, что потребность в рабочей силе составит около 37 человек.
| Продавец | Себя |
| Квалифицированные рабочие | 2 |
| Полуквалифицированные рабочие | 8 |
| Руководитель | 1 |
| Сторож / Пеон | 1 |
| Годовой счет заработной платы оценивается примерно в | рупий.8.00 лакхов |
Выручка от продаж: (100% мощности)
Средняя цена продажи блоков была принята равной Rs. 3800 за тонну. Годовой доход при установленной мощности 1200 тонн составляет 45,60 рупий.
При загрузке мощностей 70% это 31,92 рупий.
Стоимость проекта
рупий. лакх | |
| Земля и строительство | 12.72 |
| Машины и оборудование | 8,00 |
| Прочие активы | 0,75 |
| Непредвиденные обстоятельства | 2,14 |
| P&P расходы. | 1,00 |
| Маржинальные деньги | 1,57 |
| Всего | 25.18 |
| Средства финансирования | |
| Вклад промоутеров | 7,47 |
| Срочная ссуда | 17,71 |
| Всего | 25,18 |
Рентабельность: (70% мощности)
рупий.лакх | |
| Продажи | 31,92 |
| Сырье | 11,88 |
| Заработная плата | 8,00 |
| Коммунальные услуги | 0,56 |
| Магазины и запчасти | 0,40 |
| Ремонт и техническое обслуживание | 0.60 |
| Коммерческие расходы | 1,59 |
| Административные расходы | 0,69 |
| Амортизация | 1,00 |
| Проценты на Т.Л. | 2,30 |
| Проценты по W.C | 0,28 |
| Себестоимость продукции | 27.30 |
| Прибыль | 4,62 |
Потребность в оборотных средствах
Маржа | W.C | Маржинальные деньги | ||
| Сырье | 15 дней | 30% | 0.49 | 0,15 |
| Запас готовой продукции | 15 дней | 25% | 1,14 | 0,28 |
| Рабочие расходы | 1 месяц | 100% | 0,81 | 0,81 |
| Продажа в кредит | 15 дней | 25% | 1.33 | 0,33 |
| Маржинальные деньги для W.C | 1,57 | |||
Точка безубыточности
50%
Поставщики машинного оборудования
- M / S Engineers Enterprises,
Maniyakaranpalayam Road,
Coinbatore - M / s Victor Electric and Machinery Manf.
3616, Нетаджи Субхаш Марг,
Нью-Дели 110 002. - M / S Buildtech Engineering Co.
Комплекс Шри Ашадвип,
16, гражданская Люнес,
Рурки - M / S Karthik Industries,
36, J.C. Road,
Бангалор. - M / S Susanji Udyog Pvt. ООО,
C-47, Промышленная зона,
Санатнагар,
Хайдарабад. - М / С Машиностроительный завод Ашок,
81, Индустриальный комплекс Аджит Кахиал,
Ахемедабад.
За дополнительной информацией обращайтесь по телефону
Информационный менеджер
Проект TIMEIS
Электронная почта: timeis @ ficci.com
Производство брусчатки
История брусчаткиИдея брусчатки впервые обсуждалась в Риме. Когда армии маршировали между городами и странами, они обычно застревали в грязи, поэтому римские инженеры нашли способ превратить грязь в брусчатку. Брусчатка современной формы была спроектирована и изготовлена немцами. Новые формы спроектированы таким образом, чтобы блокировать друг друга, и их называют блоками для мощения.Подробнее об истории брусчатки можно прочитать в Medium.
Преимущества и недостатки брусчатки Благодаря преимуществам, которыми обладают брусчатка, они пользуются большой популярностью. Ниже представлен список преимуществ, которыми обладают брусчатка.
1. Высокое качество и высокая точность размеров при изготовлении на высококачественном станке.
2. Высокая прочность брусчатки за счет высокого давления, допущенного в процессе производства.
3. Брусчатка не подвержена тепловому расширению или сжатию.
4. Машина, необходимая для производства брусчатки, является более простой машиной по сравнению с другими материалами
5. Нет необходимости в сушке в автоматическом режиме гвоздики, и как только она высохнет, ее можно укладывать.
6. Брусчатка проста в уходе. Вам нужно только заменить блоки, которые сломаны или треснуты. Как правило, у него низкие затраты на обслуживание.
7. Если использовать на улицах цветные брусчатки, они станут постоянной дорожной разметкой.А вот на асфальтовых улицах красить их нужно раз в несколько месяцев.
8. Множество доступных форм на выбор, брусчатки разной формы производятся в разных цветах.
9. Доступное сырье практически в каждой стране по низким ценам.
Ограничения для брусчатки также перечислены ниже.
1. Блок контроля качества на заводе должен быть активным и точным.
2. Для получения гладкой поверхности необходимо тонкое сырье, а также ее следует чистить щеткой, пока она еще влажная.
3.Пространство между блоками, также называемое швами, должно быть заполнено высококачественными материалами для лучшей производительности.
4. Очень важно подготовить подходящую подстилку для брусчатки, в противном случае они деформируются или ломаются при приложении давления.
Обратите внимание, что машина для мощения блоков также может производить пустотелые бетонные блоки. Если вам интересно узнать больше о пустотных блоках, вы можете прочитать нашу статью «Что такое пустотелый бетонный блок в целом и подробно».
Раствор для изготовления брусчаткиБетон, обычно используемый для изготовления бетонных блоков, представляет собой смесь порошкообразного портландцемента, воды, песка и гравия. В результате получается светло-серый блок с мелкой текстурой поверхности и высокой прочностью на сжатие. Как правило, бетонная смесь, используемая для блоков, имеет более высокий процент песка и более низкий процент гравия и воды, чем бетонные смеси, используемые для общих строительных целей.В результате получается очень сухая, густая смесь, которая сохраняет свою форму при извлечении из блочной формы.
Раствор обычно состоит из одной части портландцемента, одной четверти или половины части извести и двух-трех частей песка. Известь помогает облегчить работу со смесью. Если вы решили приготовить раствор, перед добавлением воды полностью смешайте цемент, известь (не обезвоженную известь) и песок, пока он не высохнет.
Кроме того, в раствор добавляются различные добавки для придания брусчатке некоторых дополнительных свойств.Все о добавках вы можете прочитать в Pavingexpert.
Для производства брусчатки вам сначала понадобится машина для брусчатки. В зависимости от вашей машины процесс изготовления брусчатки может быть ручным или автоматическим.
Во-первых, вам нужно заказать сырье, необходимое для вашего производственного процесса. Мы обсуждали перед тем, как сырье — это цемент, заполнители и вода.
Затем они должны быть смешаны в правильном соотношении. Имейте в виду, что соотношение раствора, используемого для изготовления блоков для мощения, отличается от обычного строительного раствора.
Это делается в бетономешалках для заводов. Преимущество использования автоматической системы для этой цели заключается в том, что соотношение раствора всегда будет одинаковым, и, как следствие, окончательное качество брусчатки будет таким же. Для клиента очень важно сохранять неизменное качество с течением времени, потому что это единственный способ сохранить своих клиентов.
После того, как раствор будет готов, вам нужно перенести его в формы, чтобы применить вибрацию и усилие для создания желаемой формы.Брусчатка изготавливается с помощью форм, а это значит, что для изготовления брусчатки каждой формы вам понадобится своя форма. Формы могут быть металлическими или пластиковыми, в зависимости от ваших производственных мощностей. На крупных заводах для изготовления брусчатки используют металлические формы.
Подача раствора в форму осуществляется конвейерными лентами. Сначала раствор переносится в бункер для инертных материалов машины, а затем с вибрацией заливается в форму. Вибрация используется для уплотнения раствора. Когда форма заполняется, верхняя форма перемещается вниз и оказывает давление на нижнюю форму для придания формы блокам мощения.Это делается за счет гидравлической силы.
Учтите, что вибрация и давление являются основными факторами при производстве высококачественных блоков для мощения.
Брусчатка формируется на поддонах машины для брусчатки, и после ее формования формы поднимаются, и поддоны с брусчаткой на них передаются на выход машины.
Полуавтоматы собирают поддоны вручную, а автоматические используют роботов для сбора поддонов.
Брусчатка бывает разной формы и толщины.В каждой стране есть свои популярные брусчатки, поэтому важно выбрать правильную форму для вашей страны. Учтите, что производственная мощность вашего завода может быть разной в зависимости от выбранной вами пресс-формы. Также толщина блока влияет на производительность машины.
Вы можете увидеть галерею брусчатки Bess, чтобы увидеть доступные формы. Ниже вы можете увидеть образец изготовления брусчатки поверх поддонов.
Существуют разные типы машин для брусчатки с разной производительностью и разным оборудованием.Основное отличие этих машин в том, что они одно- или двухбункерные. Машины с одним бункером могут производить однослойные блоки для мощения, тогда как машины с двумя бункерами могут производить двухслойные блоки для мощения. Покупатели из развитых стран в основном предпочитают двухбункерные машины из-за их преимуществ перед однобункерными машинами.
Машина для производства брусчатки также называется «машина для брусчатки» и «машина для изготовления кирпичных блоков». Не запутайтесь, если эти имена используются как синонимы.
Существуют также различные уровни автоматизации, доступные для машин для тротуарной плитки, в зависимости от вашего бюджета, размера вашего проекта, целевой мощности и вашей страны, вы можете выбирать между полуавтоматическими, автоматическими или полностью автоматическими машинами. Ниже вы можете увидеть процесс производства полуавтоматической машины для брусчатки. Вы можете посмотреть больше видео на нашем канале YouTube.
Брусчатка, производимая машинами для брусчатки, применяется в самых разных местах.Ниже приведены места, где чаще всего используются брусчатка:
1. Непроточные зоны:
Строительные помещения, пешеходные дорожки, торговые центры, пешеходные площади, пейзажи, памятники, помещения, общественные сады / парки, торговые комплексы, автостоянки и железнодорожные платформы и т. Д.
2. Зоны слабого движения:
Автостоянки, подъездные пути к офисам, дороги жилых поселений, офисные / коммерческие комплексы, сельские дороги, дороги жилых поселений, фермерские дома и т. Д.
3. Районы средней загруженности:
Бульвар, городские улицы, небольшие рыночные дороги, перекрестки / поворотные станции на дорогах с малым объемом движения, технологические выемки на артериях, станции технического обслуживания и т. Д.
4. Зоны интенсивного движения:
Контейнерные / автобусные терминалы, порты / док-станции, горнодобывающие предприятия, дороги в промышленных комплексах, дороги для тяжелых условий эксплуатации на обширных грунтах, зоны обработки насыпных грузов, производственные этажи и тротуары, тротуары аэропортов и т.
Заключение
Для производства брусчатки лучше всего использовать машину, без машины соотношение бетона и производственная мощность не будут одинаковыми. Ваша производственная мощность также будет низкой, поскольку вам придется выполнять все этапы вручную. Если у вас уже есть машина, вы можете связаться с Бесс, чтобы получить бизнес-план по производству бетонных блоков. Имея бизнес-план, ваша эффективность повысится, и вы сможете легко заработать больше денег на том же производстве.
Вы можете связаться с отделом английского языка Bess, чтобы узнать цену на машину или специальный бизнес-план.
Машина для производства блоков для тротуарной плитки, бетонных плит и аналогичных бетонных элементов
Чтобы просмотреть и загрузить брошюру, нажмите на изображение слева. |
Рынок тротуарной плитки, бетонных плит и аналогичных бетонных элементов все чаще требует индивидуального дизайна для отдельных заказчиков / проектов.Однако изготовление образцов становится все труднее и труднее из-за того, что машины массового производства большую часть времени работают на полную мощность, а переналадка требует много времени и, следовательно, дорого.
Чтобы соответствовать повышенным требованиям к отдельным образцам, необходимо иметь машину только для производства образцов.
При этом качество образцов должно быть таким же высоким, как и у продукции машин массового производства.
Из-за размеров лабораторной машины очень сложно интегрировать все функции машины массового производства, которые необходимы для достижения высоких стандартов качества, в такой маленькой машине.
Это может быть впервые реализовано с помощью пробоотборной / лабораторной машины KNAUER.
Детали
Вибростол:
Для достижения оптимального уплотнения необходимо иметь сильную вибрацию стола и так называемый «растяжной стол».Стол-раскос вызывает удары, которые абсолютно необходимы для высоких требований к прочности тротуарной плитки и аналогичных бетонных изделий. Регулируемый столик лабораторной машины можно адаптировать к конкретной настройке машины массового производства.
Само собой разумеется, что частота и амплитуда вибрации также регулируются.
Вибрация плунжера и давление плунжера:
Вибрация гидроцилиндра обеспечивает наилучшее уплотнение.Помимо возможности регулировать частоту и амплитуду колебаний гидроцилиндра, можно изменять гидравлическое давление гидроцилиндра.
Пневматический зажим формы:
Пневматический зажим формы обеспечивает упругую подвеску формы во время вибрации для обеспечения необходимых перемещений, но в то же время предотвращает неконтролируемые большие перемещения.
Операция:
Машиной легко управлять с центральной панели управления.Положение плунжера, формы, зажима пресс-формы и фиксатора плунжера отображается с помощью сигнальных ламп. Время предварительной вибрации, промежуточной штамповки ползуна и окончательного уплотнения, а также частота вибрации ползуна и стола могут быть сохранены на панели управления.
Функциональное описание
Станок может работать в ручном и полуавтоматическом режиме:
Ручной режим:
Ручной режим необходим для настройки машины и позволяет выполнять отдельные функции нажатием кнопки, что означает, что функция выполняется до тех пор, пока удерживается соответствующая кнопка.
Полуавтоматический режим:
После заполнения формы вручную предварительную вибрацию можно запустить, нажав кнопку «Предварительная вибрация». По истечении времени, которое было предварительно установлено на панели управления, вибрация автоматически прекращается.
После повторного заполнения формы можно дополнительно выполнить штамповку промежуточного плунжера, нажав соответствующую кнопку. Таким образом, гидроцилиндр опускается и начинается вибрация, когда гидроцилиндр ударяется о материал.Также здесь вибрация автоматически останавливается по заранее установленному таймеру, и подъемник возвращается в исходное положение.
После заполнения формы лицевой смесью можно начинать окончательное уплотнение. Как и при штамповке промежуточного ползуна, ползун опускается и начинается вибрация. Отключение вибрации может происходить либо по таймеру, либо при достижении заданной высоты блока. Когда вибрация прекращается, гидроцилиндр блокируется двумя тормозами гидроцилиндра, и форма автоматически поднимается.