2А450 координатно расточной станок паспорт
Координатный расточной станок модели 2А450
Координатно-расточный станок 2А450
Предлагаем купить по выгодной цене производителя координатно-расточной станок 2А450.
Отечественный координатный расточной станок 2А450 предназначен для обработки отверстий с точным расположением осей, расстояние между которыми заданы в прямоугольной системе координат.На станке можно выполнять сверление, чистовое фрезерование, разметку и проверку линейных размеров, например межцентровых расстояний.
Станок служит для изготовления кондукторов и приспособлений, а также деталей, где требуется высокая точность взаимного расположения отверстий.Станок используется в инструментальных и механических цехах машиностроительной и приборостроительной отраслей промышленности в единичном и серийном производстве.
Одной из важных особенностей координатного станка 2А450 является то, что он дает возможность оператору производить предварительный набор координат во время обработки предыдущего отверстия; это значительно сокращает вспомогательное время для настройки последующей операции.
Станок оснащен оптической измерительной системой координат: оцифрованные риски стеклянной штриховой линейки проектируются на неподвижный растр, при помощи которого можно непосредственно, в одном месте, отсчитывать все десятичные знаки устанавливаемой координаты.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
Министерство образования и науки Российской Федерации
федеральное государственное автономное образовательное учреждение
высшего профессионального образования
«Северный (Арктический) федеральный университет имени М.В. Ломоносова»
филиал в г. Северодвинске Архангельской области
Технология металлов и машиностроения
Лявзин Антон Сергеевич
(фамилия, имя, отчество студента)
151001.
(код и наименование направления подготовки/специальность)
о лабораторном практикуме
Металлорежущие станки токарной, сверлильной и фрезерной группы
Отметка о зачёте
1. Общий вид координатно-расточного станка 2А450
Рис. 1 Станок координатно-расточной 2А450
Рисунок 3. Структурная схема станка 2А450
2. Структурная схема станка
3. Функциональные элементы.
Является опорой для всех узлов станка. Обеспечивает жёсткость конструкции, гасит вибрации, возникающие при резании.
Привод перемещений стола
является источником продольного и поперечного перемещения стола
Являются направляющими для продольного перемещения стола
Рабочая зона, место установки заготовки, делительной головки, различных приспособлении. Закрепление с помощью Т-образных пазов
Преобразует механическую энергию, позволяет задавать различное число оборотов шпинделя,
Место установка шпинделя, передаёт вращение с коробки скоростей на шпиндель, перемещает шпиндель в осевом направлении, обеспечивает жёсткость шпинделя
Служит для закрепления режёщего инструмента и воспроизведения главного движения резанья
Являются направляющими для поперечного перемещения стола
Предназначена для поддержания шпиндельной бабки
4.
Класс точности по ГОСТ 6744-53 – Н.
Размеры рабочей поверхности, мм ……..1100×630
Паз Т-образный 14Н8 ГОСТ 1574-91, штук……………………………… 5
Наибольшее перемещение стола, мм
Наибольшее вертикальное перемещение шпинделя, мм………………..250
Наибольшее перемещение шпиндельной коробки, мм …………………250
Расстояние от торца шпинделя до стола, мм
Расстояние от оси шпинделя до стойки, мм …………………………….700
Пределы чисел оборотов шпинделя в минуту …………………………..50-1900
Пределы величин осевой подачи шпинделя, мм/обр. ………………0,04-0,16
Точность установки стола по координатам, мм ……………………….±0,01
Скорость подачи стола в продольном и поперечном
Скорость быстрых перемещений стола в продольном и поперечном направлениях, мм/мин …………………………………………………….1000
электродвигателя привода стола ……………………………………..0,4
Габарит станка, включая ход стола и салазок
(длина х ширина х высота), мм ………………………… 2670 х 3305 х 2660
Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в продольном и поперечном направлении. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу.
Заготовка, установленная на столе, может получать подачу в продольном и поперечном направлении. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу.
Координатно-расточной станок 2А450
Координатно-расточной станок 2А450 предназначен для обработки отверстий с расположением осей размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке принеобхлдимости, могут выполняться сверление, легкое (чистовое) фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний.
Применяя постовляемые со станком поворотные столы и другие принадлежности, можно, кроме того, производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимноперпендикулярных отверстий и проточку торцовых поверхностей.
Станок пригоден для работы как в инструментальных цехах, так и в производственных цехах для точной обработки деталей без специальной оснастки.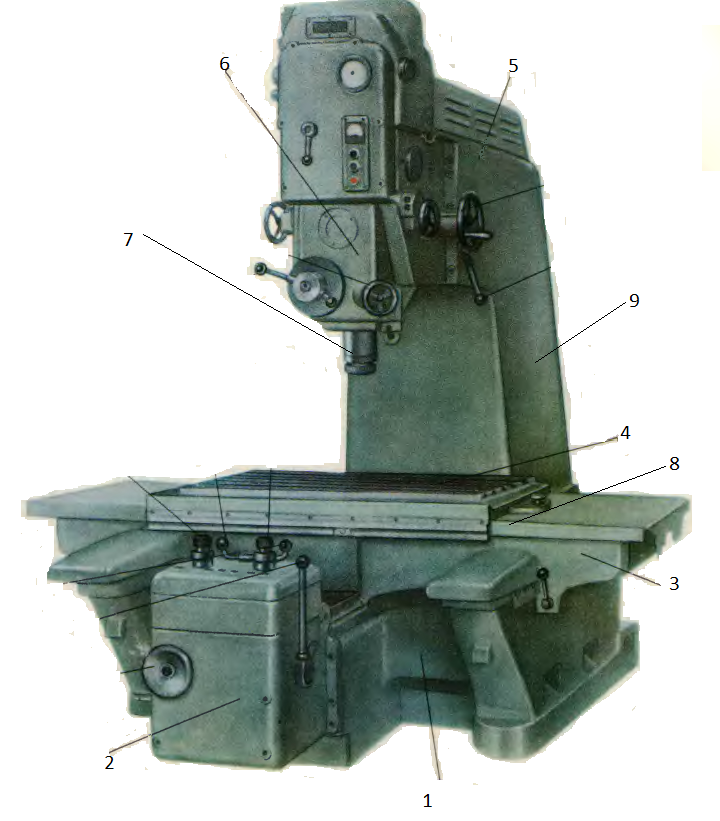
Технические характеристики станка 2А450
Технические характеристики станка 2А450 это основной показатель пригодности станка к выполнению определенных работ. Для координатно-расточных станков основными характеристиками является:
- размер рабочей поверхности стола
- наибольший диаметр обработки сверления
- наибольший диаметр обработки растачивания
- растояние от торца шпинделя до рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2А450. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
Координатно-расточной станок 2А450, 2Е450, 2Д450
Координатно-расточной станок 2А450, 2Е450, 2Д450 применяется при обработке отверстий с точным взаимным межосевым расстоянием на деталях из различного металла. Допускается работа без предварительной разметки. На станке производят следующие операции: растачивание, сверление, развертывание, фрезерование, нарезание резьбы и другие.
На станке производят следующие операции: растачивание, сверление, развертывание, фрезерование, нарезание резьбы и другие.
Конструктивные особенности:
- широкий диапазон выполняемых работ
- имеется возможность разметки и контроля линейных размеров
- измерение расстояние между отверстиями производится с помощью нониусов, оптических приборов, индикаторных устройств, индуктивных датчиков
- функция автоматического отключения подачи на заданную глубину
- применение дополнительных поворотных столов расширяет технологические возможности станка.
Точность получаемых отверстий: 0,005 – 0,001 мм.
Варианты исполнения:
- 2А450, 2Е450, 2Д450 – с ручным управлением;
- 2А450АФ10, 2Е450АФ1 – с устройством цифровой индикации.
Станки соответствуют особо высокому классу точности (А).
| Технические характеристики | 2А450 |
| Размер стола, мм | 630х1120 |
| Максимальная масса обрабатываемой детали, кг | 600 |
| Диапазон расстояния от шпинделя до стола, мм | 200-750 |
| Наибольший диаметр сверления, мм | 45 |
| Наибольший диаметр расточки, мм | 250 |
| Расстояние от оси шпинделя до вертикальной стойки, мм | 710 |
| Конус инструмента | Морзе 4 |
| Число оборотов шпинделя, мин-1 | 50-2000 |
| Вертикальный ход бабки, мм | 260 |
| Внутренний конус шпинделя | 45 |
| Мощность главного привода, кВт | 4,5 |
| Габаритные размеры, мм | 3360х2760х2800 |
| Масса станка, кг | 7900 |
Состав координатно-расточного станка координатно-расточного станка 2А450, 2Е450, 2Д450:
- рабочий стол,
- станина,
- коробка скоростей,
- салазки,
- колонна,
- вертикальный шпиндель,
- пульт управления,
- шпиндельная бабка.


Условия оплаты и поставки
Запросить коммерческое предложение на координатно-расточной станок модели 2А450, 2Е450, 2Д450 Вы можете по телефону +7(4852) 66-40-24 или через электронную почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. По согласованию с заказчиком производим наладку и установку станка.
| Основные данные | |
|---|---|
| Рабочая поверхность стола (длина х ширина), мм | 1100х630 |
| Наименьшее расстояние от зеркала стола до торца шпинделя, мм | 250 |
| Наибольший диаметр сверления по стали в сплошном материале, мм | 30 |
| Наибольший диаметр расточки, мм | 250 |
| Наибольший конус закрепляемого инструмента | Морзе 4 |
| Число Т-образных пазов на столе | 7 |
| Частота вращения шпинделя (бесступенчатое регулирование), об/мин | 50-2000 |
| Подача на один оборот шпинделя (бесступенчатое регулирование), мм | 0,03-0,16 |
| Величина ускоренного перемещения стола и салазок, мм/мин | 1200 |
| Скорость перемещения изделия при фрезеровании, мм/мин | 30-200 |
| Масса обрабатываемого изделия при установке на столе, кг | 600 |
| Цена деления отсчетного растра установки координат, мм | 0,002 |
| Привод, габарит и масса станка | |
| Питающая электросеть: | |
| — род тока | Переменный, трехфазный |
| — чатота, Гц | 50 |
| — напряжение, В | 380 |
| Электродвигатели: | |
| привода главного движения: | |
| — тип | П42-С1 |
| — мощность, кВт | 4,5 |
| — частота вращения, об/мин | 1800 |
| перемещения стола: | |
| — тип | ЭП-110/245М-С1 |
| — мощность, кВт | 0,245 |
| — частота вращения, об/мин | 3600 |
| перемещения салазок: | |
| — тип | ЭП-110/245М-С1 |
| — мощность, кВт | 0,245 |
| — частота вращения, об/мин | 3600 |
| зажима-отжима стола: | |
| — тип | АОЛ-О11-4-С1 |
| — мощность, кВт | 0,05 |
| — частота вращения, об/мин | 1390 |
| зажима-отжима салазок: | |
| — тип | АОЛ-О11-4-С1 |
| — мощность, кВт | 0,05 |
| — частота вращения, об/мин | 1390 |
| насоса охлаждения: | |
| — тип | ПА-22 |
| — мощность, кВт | 0,125 |
| — частота вращения, об/мин | 2800 |
| Характеристика системы смазки | |
| Тип насоса | Шестеренный |
| Производительность, л/мин | 1,6 |
| Давление рабочее, кгс/см2 | 5 |
| Марка масла | Индустриальное 45 |
| Характеристика системы охлаждения | |
| Тип насоса | ПА-22М |
| Производительность, л/мин | 22 |
| Емкость резервуара, л | 55 |
| Габарит станка, включая ход стола и салазок (длина х ширина х высота), мм | 2670х3305х2660 |
| Масса станка (без электрошкафа и принадлежностей), кг | 7300 |
Станок расточной 2А450 — Технарь
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Рис. 1. Координатно-расточный станок 2А450: 1 — станина; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
На рис. 1 представлен координатно-расточной станок 2А450, оборудованный оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок 2А450 пригоден как для работы в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм, в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, — 0,006 мм.
Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, — 0,006 мм.
Отсчет координат
Координаты отсчитываются при помощи точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены шкалы в виде рисок. Поверхность валиков доведена до зеркального блеска. Координаты устанавливаются по точным шкалам путем наблюдения через специальные микроскопы.
Рис. 2. Схема схода лучей при наблюдении продольного масштаба
На рис. 32 приведена схема хода лучей при наблюдении продольного масштаба. Лучи от источника света 10 через линзы 9 направленным пучком падают на расположенную под углом 45° поверхность плоского стекла 8, отражаются от него и попадают на зеркальную поверхность масштабного валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5, преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из объектива. Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются следующим образом. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитываются по лимбам, закрепленным на валиках со шкалами. Точность производимых отсчетов зависит от точности шага рисок масштабного валика.
Кинематическая схема
На рис. 3 показана кинематическая схема станка 2А450. Цепь главного движения обеспечивает вращение шпинделя с режущим инструментом. Вращение шпинделя осуществляется от регулируемого электродвигателя постоянного тока 5 через ременную передачу и трехступенчатую коробку скоростей, В пределах каждой из ступеней частота вращения шпинделя, равная 700-2800 об/мин, изменяется бесступенчато путем регулирования электродвигателя 5.
Рис 3. Кинематическая схема станка 2А450
Зубчатые колеса коробки скоростей и кулачковая муфта 37 переключаются рычагами, которыми управляет барабан 69 поворачиваемый маховиком 7 через зубчатые колеса 8-9-10-11.
Цепь подачи
Цепь вертикальной подачи, т. е. вертикальное перемещение шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый привод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22 и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной втулки. Для изменения величины подачи маховиком 24 через конические зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо- гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним ведущим и нижним ведомым конусами фрикционного бесступенчатого привода 14. Таким образом можно сводить или разводить конусы привода 14 и получить бесступенчатое изменение передаточного отношения, а следовательно, и подачи в диапазоне 0,03-0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через червячные пары 30-31, 32-33, реечное зубчатое колесо 34 и рейку 35, закрепленную на столе. Частота вращения электродвигателя регулируется в широком диапазоне. Поперечное перемещение стола производится от электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного на салазках, с приводом от электродвигателя 36. Включение и выключение механизмов зажима стола осуществляются нажимом на соответствующие кнопки.
Станок расточной 2А450 | Координатно-расточные станки
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Рис. 31. Координатно-расточный станок 2А450: 1 — станина; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
На рис. 31 представлен координатно-расточной станок 2А450, оборудованный оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок 2А450 пригоден как для работы в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм, в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, — 0,006 мм.
Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, — 0,006 мм.
Отсчет координат
Координаты отсчитываются при помощи точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены шкалы в виде рисок. Поверхность валиков доведена до зеркального блеска. Координаты устанавливаются по точным шкалам путем наблюдения через специальные микроскопы.
Рис. 32. Схема схода лучей при наблюдении продольного масштаба
На рис. 32 приведена схема хода лучей при наблюдении продольного масштаба. Лучи от источника света 10 через линзы 9 направленным пучком падают на расположенную под углом 45° поверхность плоского стекла 8, отражаются от него и попадают на зеркальную поверхность масштабного валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5, преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из объектива. Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Пройдя расстояние между кареткой станка и пультом управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются призмой 3 и собираются в фокусе окуляра 1. В поле зрения окуляра 1 находится тонкая стеклянная пластинка 2 с двумя параллельными визирными рисками, между которыми и должно располагаться изображение риски шкалы масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются следующим образом. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитываются по лимбам, закрепленным на валиках со шкалами. Точность производимых отсчетов зависит от точности шага рисок масштабного валика.
Кинематическая схема
На рис. 33 показана кинематическая схема станка 2А450. Цепь главного движения обеспечивает вращение шпинделя с режущим инструментом. Вращение шпинделя осуществляется от регулируемого электродвигателя постоянного тока 5 через ременную передачу и трехступенчатую коробку скоростей, В пределах каждой из ступеней частота вращения шпинделя, равная 700-2800 об/мин, изменяется бесступенчато путем регулирования электродвигателя 5.
Рис 33. Кинематическая схема станка 2А450
Зубчатые колеса коробки скоростей и кулачковая муфта 37 переключаются рычагами, которыми управляет барабан 69 поворачиваемый маховиком 7 через зубчатые колеса 8-9-10-11.
Цепль подачи
Цепь вертикальной подачи, т. е. вертикальное перемещение шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый привод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22 и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной втулки. Для изменения величины подачи маховиком 24 через конические зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо- гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним ведущим и нижним ведомым конусами фрикционного бесступенчатого привода 14. Таким образом можно сводить или разводить конусы привода 14 и получить бесступенчатое изменение передаточного отношения, а следовательно, и подачи в диапазоне 0,03-0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через червячные пары 30-31, 32-33, реечное зубчатое колесо 34 и рейку 35, закрепленную на столе. Частота вращения электродвигателя регулируется в широком диапазоне. Поперечное перемещение стола производится от электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного на салазках, с приводом от электродвигателя 36. Включение и выключение механизмов зажима стола осуществляются нажимом на соответствующие кнопки.
Похожие материалы
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей — отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, — 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, — 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Вес станка, не учитывая массу принадлежностей и электрошкафа, — 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) — 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя — 2 вКт, частота вращения – 700 оборотов в минуту.
В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя — 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, — 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина — 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют — 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя — 10 вКт.
Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя — 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
| Наименование параметра | 2А450 | |
|---|---|---|
| Основные параметры станка | ||
| Рабочая поверхность стола, мм | 1100 х 630 | |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольший диаметр сверления в стали 45, мм | 30 | |
| Наибольший диаметр расточки в стали 45, мм | 250 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250. ..750 ..750 | |
| Наибольшее перемещение стола, мм | 1000 х 630 | |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 250 | |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | |
| Внутренний конус шпинделя | Специальный | |
| Наибольший конус закрепляемого инструмента | Морзе 4 | |
| Закрепление шпиндельной коробки на направляющих | ручное | |
| Предохранение от перегрузки механизма подач | есть | |
| Число Т- образных пазов на столе | 7 | |
| Величина ускоренного перемещения стола, мм/мин | 1200 | |
| Пределы рабочих подач при фрезеровании, мм/мин | 30. ..200 ..200 | |
| Цена деления растровой сетки установки координат, мм | 0,002 | |
| Частота вращения шпинделя (б/с регулирование), об/мин | 50…2000 | |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03…0,16 | |
| Привод | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель привода главного движения Мощность, кВт | 4,5 | |
| Электродвигатель привода главного движения, об/мин | 1800 | |
| Привод перемещения стола. Мощность, кВт | 0,245 | |
| Привод перемещения стола, об/мин | 3600 | |
| Привод перемещения салазок. Мощность, кВт | 0,245 | |
| Привод перемещения салазок, об/мин | 3600 | |
Привод зажима отжима стола. Мощность, кВт Мощность, кВт | 0,05 | |
| Привод зажима отжима стола, об/мин | 1390 | |
| Привод зажима отжима салазок. Мощность, кВт | 0,05 | |
| Привод зажима отжима салазок, об/мин | 1390 | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2670 х 3305 х 2660 | |
| Масса станка, кг | 7300 |
Станок координатно-расточный 2А450
Предназначен для обработки отверстий с расположением осей, размеры между которыми задаются в прямоугольной системе координат.
Наряду с растачиванием на станке могут выполняться сверление, легкое (чистовое) фрезерование, маркировка и проверка линейных размеров, в частности межцентровых расстояний.
С помощью поворотных столов и других принадлежностей, поставляемых вместе со станком, можно дополнительно обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия, а также выполнять канавки на торцевых поверхностях.
Станок подходит для работы как в инструментальных цехах, так и в производственных цехах для точной обработки деталей без специального оборудования.
Технические характеристики станка 2А450 Это основной показатель пригодности станка для выполнения определенных работ. Для координатно-расточных станков основными характеристиками являются:
- размер поверхности стола
- наибольший диаметр обработки при сверлении
- диаметр обработки при растачивании
- расстояние от торца шпинделя до рабочей поверхности стола
- скорость вращения шпинделя в минуту
Ниже представлена таблица с техническими характеристиками станка 2А450.Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
| Наименование параметров | Шт. | Значения |
| Рабочая поверхность стола (ДхШ) | мм | |
| Наибольшее продольное перемещение стола | ||
| Максимальное боковое перемещение стола | ||
| Расстояние от торца шпинделя до поверхности рабочего стола | мм | 250. 0,750 0,750 |
| Наибольший ход шпинделя | ||
| Выступающий шпиндель из стойки | ||
| Пределы скорости вращения шпинделя (бесступенчатая) | об / мин | 50 … 2000 |
| Пределы подачи на оборот шпинделя | ||
| Наибольший диаметр сверления стали в непрерывном материале | ||
| Наибольший диаметр отверстия | ||
| Допустимый вес заготовки при установке на столе станка | ||
| Величина ускоренного движения стола и салазок | ||
| Величина движения изделия при фрезеровании | ||
| Мощность двигателя шпинделя | ||
| Скорость двигателя шпинделя | ||
| Габаритные размеры станка | 2670x3305x1266 | |
| Вес станка |
Внимание! Технические характеристики, приведенные в таблице выше, носят справочный характер. Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Паспорт станка 2A450
Настоящее руководство по эксплуатации « Паспорт станка 2A450 » содержит информацию, необходимую для обслуживающего персонала этого станка, и сотрудника, непосредственно связанного с работой на этой машине. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию. Эта документация содержит Паспорт и Руководство (руководство) по эксплуатации станка 2A450.
- Назначение станка
- Технические характеристики станка
- Требования к условиям эксплуатации станка
- Транспортировка станка
- Монтаж станка и подключение к электрической сети
- Паспорт координатно-расточного станка
- Описание станка кинематическая схема станка
- Подготовка к запуску
- Управление станком
- Оптическая система координат
- Техника безопасности при работе на станке
Скачать паспортный координатно-расточной станок 2А450 в хорошем качестве можно по ссылке ниже.
Паспорт станка 2А450, координатно-расточный. Скачать бесплатно.
Кинематическая схема станка 2А450 «
Скачать кинематическую схему координатно-расточного станка 2А450 в хорошем качестве по ссылке ниже.
Кинематическая схема станка 2А450. Скачать бесплатно.
Электромашина 2А450
Ниже представлен эскиз одной страницы документации. « Схема станка 2А450 »
Скачать бесплатно электрическую схему координатно-расточного станка 2А450 в хорошем качестве можно по ссылке ниже:
Схема электрическая станок 2А450, координатно-расточный.Скачать бесплатно.
Более подробную информацию о «Станке 2A450» можно найти по ссылке ниже:
Предназначен для обработки отверстий с расположением осей, размеры между которыми задаются в прямоугольной системе координат.
Наряду с растачиванием на станке могут выполняться сверление, легкое (чистовое) фрезерование, маркировка и проверка линейных размеров, в частности межцентровых расстояний.
С помощью поворотных столов и других принадлежностей, поставляемых вместе со станком, можно дополнительно обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия, а также выполнять канавки на торцевых поверхностях.
Станок подходит для работы как в инструментальных цехах, так и в производственных цехах для точной обработки деталей без специального оборудования.
Технические характеристики станка 2А450 Это основной показатель пригодности станка для выполнения определенных работ. Для координатно-расточных станков основными характеристиками являются:
- размер поверхности стола
- наибольший диаметр обработки при сверлении
- диаметр обработки при растачивании
- расстояние от торца шпинделя до рабочей поверхности стола
- скорость вращения шпинделя в минуту
Ниже представлена таблица с техническими характеристиками станка 2А450. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
| Наименование параметров | Шт. | Значения |
| Рабочая поверхность стола (ДхШ) | мм | |
| Наибольшее продольное перемещение стола | ||
| Максимальное боковое перемещение стола | ||
| Расстояние от торца шпинделя до поверхности рабочего стола | мм | 250.0,750 |
| Наибольший ход шпинделя | ||
| Выступающий шпиндель из стойки | ||
| Пределы скорости вращения шпинделя (бесступенчатая) | об / мин | 50 … 2000 |
| Пределы подачи на оборот шпинделя | ||
| Наибольший диаметр сверления стали в непрерывном материале | ||
| Наибольший диаметр отверстия | ||
| Допустимый вес заготовки при установке на столе станка | ||
| Величина ускоренного движения стола и салазок | ||
| Величина движения изделия при фрезеровании | ||
| Мощность двигателя шпинделя | ||
| Скорость двигателя шпинделя | ||
| Габаритные размеры станка | 2670x3305x1266 | |
| Вес станка |
Внимание! Технические характеристики, приведенные в таблице выше, носят справочный характер. Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Паспорт станка 2A450
Настоящее руководство по эксплуатации « Паспорт станка 2A450 » содержит информацию, необходимую для обслуживающего персонала этого станка, и сотрудника, непосредственно связанного с работой на этой машине. Это руководство представляет собой электронную версию в формате PDF, оригинальную бумажную версию. Эта документация содержит Паспорт и Руководство (руководство) по эксплуатации станка 2A450.
- Назначение станка
- Технические характеристики станка
- Требования к условиям эксплуатации станка
- Транспортный станок
- Монтаж станка и подключение к электрической сети
- Паспорт координатно-расточного станка
- Описание станка кинематическая схема станка
- Подготовка к запуску
- Управление станком
- Оптическая система координат
- Техника безопасности при работе на станке
Скачать паспортный координатно-расточной станок 2А450 в хорошем качестве можно по ссылке ниже.
Паспорт станка 2А450, координатно-расточный. Скачать бесплатно.
Кинематическая схема станка 2А450 «
Скачать кинематическую схему координатно-расточного станка 2А450 в хорошем качестве по ссылке ниже.
Кинематическая схема станка 2А450. Скачать бесплатно.
Электромашина 2А450
Ниже представлен эскиз одной страницы документации. « Схема станка 2А450 »
Скачать бесплатно электрическую схему координатно-расточного станка 2А450 в хорошем качестве можно по ссылке ниже:
Схема электрического станка 2А450, координатно-расточной.Скачать бесплатно.
Более подробную информацию о «Станке 2A450» можно найти по ссылке ниже:
Координатно-расточный станок 2А450АФ10 предназначен для обработки отверстий в токопроводах, инструментах и деталях с точным позиционированием осей и для легких фрезерных работ. Наличие точных измерительных приборов дает возможность использовать станок как измерительную машину.
Для обработки наклонных отверстий и отверстий, определенных в полярной системе координат, к станку прикреплены поворотные столы.
Станок 2А450АФ10 — одноколонный тип, имеет прямоугольный стол с продольным и поперечным перемещением. Обеспечивает установку перемещения шпиндельной бабки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляется электроприводами с широким диапазоном регулирования.
Точная установка стола по заданной координате производится вручную, маховиком. Станок оснащен прецизионными оптическими измерительными приборами
, позволяющими оператору читать на экранах с растровой сеткой с точностью до 0.001 мм в двух взаимно перпендикулярных направлениях.
Имеющиеся на станке устройства оптической коррекции позволяют повысить гарантированную точность станка.
Привод вращения шпинделя осуществляется от регулируемого двигателя постоянного тока через трехступенчатый редуктор. В пределах каждого шага скорость шпинделя регулируется плавно. Подачу шпинделя также можно плавно регулировать с помощью вариатора трения. Есть механизм автоматического отключения подачи шпинделя на заданную глубину.
Подачу шпинделя также можно плавно регулировать с помощью вариатора трения. Есть механизм автоматического отключения подачи шпинделя на заданную глубину.
Станок снабжен механическими зажимами стола в продольном и поперечном направлениях и ручным зажимом шпиндельной головки.
Станок имеет предварительный набор координат.
Предназначен для обработки отверстий с точным расположением осей, размеры между которыми указаны в прямоугольной системе координат. Станок может выполнять сверление, тонкое (чистовое) фрезерование, маркировку и проверку линейных размеров, в частности, межцентровых расстояний.Станок оборудован поворотными столами, что позволяет обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия, а также обработку торцевых плоскостей.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 применяется для работы в инструментальных цехах (обработка токопроводов и принадлежностей) и в производственных цехах для точной обработки деталей без специальной оснастки. Станок оборудован оптическими устройствами считывания с экрана, позволяющими считать целые и дробные части размера координат.В нормальных условиях эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Станок оборудован оптическими устройствами считывания с экрана, позволяющими считать целые и дробные части размера координат.В нормальных условиях эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Станок 2А450 — одноколонный, имеет прямоугольный стол с продольным и поперечным перемещением. Обеспечивает установку перемещения шпиндельной бабки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляется электроприводами с широким диапазоном регулирования, что позволяет повысить жесткость и производительность станка при фрезеровании.
Точная установка стола по заданной координате производится вручную, маховиком. Станок оборудован цифровым дисплеем, позволяющим оператору устанавливать координаты с разрешением 0,001 мм.
Вращение шпинделя осуществляется от регулируемого привода переменного тока через трехступенчатую коробку передач. Подача шпинделя регулируется бесступенчато с помощью вариатора трения. Есть механизм автоматического отключения подачи шпинделя на заданную глубину.
Есть механизм автоматического отключения подачи шпинделя на заданную глубину.
Станок снабжен механическими зажимами стола, ползуном и ручным зажимом шпиндельной головки.
Станок класса точности А по ГОСТ 8-71
Рабочая поверхность стола (длина х ширина), мм 1100×630
Максимальное перемещение стола, мм:
продольное
поперечное
lO0O
630
Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее
наименьшее
750
250
Расстояние от оси шпинделя до стойки (вылет), мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр расточки, мм 250
Наибольший вес обрабатываемого изделия, кг 600
Дискретность установки координат, мм 0,001
Точность установки координат, мм 0,005
Диаметр универсального поворотного стола, мм 440
Диаметр горизонтального поворотного стола, мм 600
Конусное отверстие шпинделя (специальное) 5 °
Наибольший конусный инструмент Число Морзе A
Наибольшее перемещение шпинделя, мм 250
Наибольшее перемещение шпиндельной головки, мм 250
Предел скорости вращения шпинделя в минуту 50-2000
Скорость подачи шпинделя, мм / об 0. 03-0.16
03-0.16
Скорость перемещения стола, мм / мин рабочая (при фрезеровании):
рабочая (при фрезеровании)
ускоренная
Габаритные размеры станка, включая ход стола и салазки (длина х ширина х высота), мм
Масса станка (без электрошкафа) и аксессуары), кг
20..315
1200
2670 x 3305 x 2660
7300
Модификации
- 2450, 2Л450А — Координатно-расточной станок 1100х630 с оптической системой отсчета по осям X и Y
- 2А450АФ10, 2Д450АФ10 — координатно-расточной станок с цифровым устройством отображения по осям X и Y (УЦИ).Электронный режим маховика.
- 2D450AF11-01, 2L450AF11-01 — координатно-расточной станок с цифровым дисплеем по осям X, Y и Z и предварительным набором координат по осям X и Y. Есть трековый режим позиционирования и электронный маховик с разрешением перемещения стола 0,001 и 0,01 мм.
- 2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 — координатно-расточной станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
- 2Е450АФ30 — координатно-расточной станок с числовым программным управлением (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровым отображением координат по оси Z.
- 2450А, 2Д450, 2Д450А, 2Е450А — координатно-расточный станок 1120х630 с оптической системой отсчета координат по осям X и Y
- 2450AF1, 2D450AF1, 2E450AF1 — координатно-расточной станок с цифровым дисплеем (УЦИ)
- 2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 — координатно-расточной станок с числовым программным управлением (ЧПУ)
- 2E450AF4, 2E450AMF4 — координатно-расточной станок с числовым программным управлением (ЧПУ) с контурной обработкой по осям X, Y и Z.Графический монитор позволяет отлаживать программы, не двигаясь по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме с использованием стандартных текстовых файлов или автоматизированных систем.

Станкостроительный завод Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение). Куйбышевский завод координатно-расточных станков ведет свою историю с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство высокоточных станков и в 1966 году выпустил их несколько сотен.
Куйбышевский завод координатно-расточных станков ведет свою историю с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство высокоточных станков и в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадках открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки и занимаются их ремонтом и модернизацией. ЗАО «Завод координатно-расточных станков« Стан-Самара », Самарская АЭС координатно-расточных станков, ЗАО, ООО« Станкосервис »и др.
Координатно-расточной станок 2а450 модернизация шпиндельного привода
Станок сверлильно-расточный 2А450АФ10 предназначен для обработки отверстий в токопроводах, устройствах и деталях с точным расположением осей, а также для легких фрезерных работ.Наличие точных измерительных приборов дает возможность использовать станок как измерительную машину.
Для обработки наклонных отверстий и отверстий, определенных в полярной системе координат, к станку прикреплены поворотные столы.
Станок 2А450АФ10 — одноколонный, имеет прямоугольный стол с продольным и поперечным перемещением. Имеется регулировочное движение шпиндельной головки.
Рабочее и ускоренное движение стола в продольном и поперечном направлениях реализовано электроприводами с широким диапазоном регулирования.
Точная установка стола по заданной координате производится вручную, маховиком. Машина оснащена точными оптическими измерительными приборами
, которые позволяют оператору рассчитывать на экранах с растровой сеткой с точностью до 0,001 мм в двух взаимно перпендикулярных направлениях.
Имеющиеся на станке устройства оптической коррекции позволяют повысить гарантированную точность станка.
Привод вращения шпинделя осуществляется от регулируемого электродвигателя постоянным током через трехскоростную коробку скоростей.На каждом этапе скорость шпинделя бесступенчато регулируется. Подача шпинделя также бесступенчатая с вариатором трения. Есть механизм автоматического отключения подачи шпинделя на заданной глубине.
Подача шпинделя также бесступенчатая с вариатором трения. Есть механизм автоматического отключения подачи шпинделя на заданной глубине.
Станок имеет механические зажимы стола в продольном и поперечном направлениях и ручной зажим шпиндельной головки.
В станке есть механизм предварительной установки координат.
Предназначен для обработки отверстий с расположением осей, размеры между ними даны в прямоугольной системе координат.
Наряду с растачиванием на станке могут выполняться сверление, легкое (чистое) фрезерование, маркировка и проверка линейных размеров, в частности межцентрового расстояния.
Используя поворотные столы и другие аксессуары, поставляемые со станком, также можно обрабатывать отверстия, определенные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и канавки на торцевых поверхностях.
Станок подходит для работы как в инструментальных, так и в производственных цехах для точной обработки деталей без специального оборудования.
Технические характеристики станка 2А450 Это основной показатель пригодности станка для выполнения определенных работ. Для координатно-расточных станков основными характеристиками являются:
- размер рабочей поверхности стола
- наибольший диаметр сверления
- наибольший диаметр расточной обработки
- расстояние от конца шпинделя до рабочей поверхности стола
- Скорость вращения шпинделя в минуту
Ниже представлена таблица с техническими характеристиками токарно-винторезного станка 2А450.Подробнее о технических характеристиках станка см. Станок 2А450
| Наименование параметров | Шт. | Значения |
| Поверхность рабочего стола (ДхШ) | мм | |
| Наибольшее продольное смещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Расстояние от конца шпинделя до рабочей поверхности стола | мм | 250.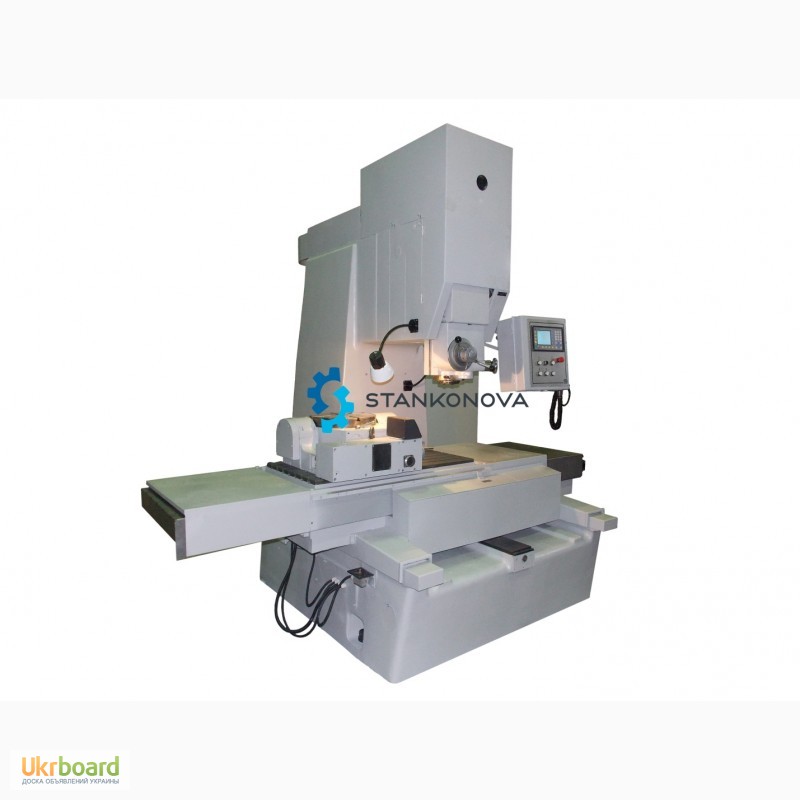 0,750 0,750 |
| Максимальный ход шпинделя | ||
| Шпиндель вне стойки | ||
| Пределы скорости вращения шпинделя (бесступенчато) | об / мин | 50 … 2000 |
| Пределы подачи на оборот шпинделя | ||
| Наибольший диаметр сверления стали в непрерывном материале | ||
| Наибольший диаметр расточки | ||
| Допустимый вес заготовки при установке на столе станка | ||
| Величина ускоренного движения стола и салазок | ||
| Величина движения изделия при фрезеровании | ||
| Мощность двигателя шпинделя | ||
| Число оборотов двигателя шпинделя | ||
| Габаритные размеры станка | 2670x3305x1266 | |
| Вес станка |
Внимание! Технические характеристики, приведенные в родительской таблице, приведены только для справки. Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Машины, изготовленные разными производителями и в разные годы, могут иметь характеристики, отличные от приведенных в таблице.
Паспорт станка 2А450
Настоящее руководство по эксплуатации « Паспорт станка 2А450 » Данное руководство содержит электронную версию в формате PDF, оригинальную бумажную версию. Данная документация содержит Паспорт и Руководство (инструкцию) по эксплуатации станка 2А450.
- Назначение станка
- Технические характеристики станков
- Требования к условиям эксплуатации станка
- Транспортировка станка
- Монтаж станка и подключение к электрической сети
- Паспорт согласован на сверлильный станок
- Описание кинематической схемы станка
- Подготовка к запуску
- Управление станком
- Оптическая система координат
- Техника безопасности при работе на станке
Скачать паспорт сверлильно-расточного станка 2А450 в хорошем качестве можно по ссылке ниже.
Паспорт станка 2А450, координатно-расточного. Скачать бесплатно.
Кинематическая схема станка 2А450 «
Скачать кинематическую схему расточно-расточного станка 2А450 в хорошем качестве можно по ссылке ниже.
Кинематическая схема станка 2А450. Скачать для бесплатно.
Схема электрической машины 2А450
Ниже представлен эскиз одной страницы документации « Схема станка 2А450 »
Скачать бесплатно электрическую схему станка 2А450 координатно-расточного в хорошем качестве Вы можете перейдите по ссылке ниже:
Схема электрического станка 2А450, координатно-расточной.Скачать бесплатно.
См. Дополнительную информацию о «Станке 2A450» по ссылке ниже:
Предназначен для обработки отверстий с точным расположением осей, размеры между которыми указаны в прямоугольной системе координат. На станке можно выполнять сверление, легкое (чистое) фрезерование, маркировку и проверку линейных размеров, в частности и межцентровых расстояний. Станок оборудован поворотными столами, что позволяет обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и пазы торцевых плоскостей.
Станок оборудован поворотными столами, что позволяет обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и пазы торцевых плоскостей.
Координатно-сверлильный станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 предназначен для работы в инструментальных цехах (обработка токопроводов и устройств) и в производственных цехах для точной обработки деталей без специального оборудования. Станок оборудован оптическими устройствами считывания с экрана, позволяющими считать целые и дробные части размера координат. В нормальных условиях эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0.004 мм.
Станок 2А450 одноколонный, имеет прямоугольный стол с продольным и поперечным перемещением. Имеется регулировочное движение шпиндельной головки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляется электроприводами с широким диапазоном регулировки, что позволяет повысить жесткость и производительность станка при фрезеровании.
Точная установка стола по заданной координате производится вручную, маховиком.Станок оборудован цифровой индикацией, позволяющей оператору устанавливать координаты с разрешением 0,001 мм.
Вращение шпинделя осуществляется управляемым электроприводом переменного тока через трехступенчатую коробку скоростей. Подача шпинделя осуществляется бесступенчато с помощью вариатора трения. Имеется механизм автоматического отключения подачи шпинделя на заданную глубину.
Станок снабжен механическими зажимами стола, салазками и ручным зажимом шпиндельной головки.
Класс точности станка А по ГОСТ 8-71
Рабочая поверхность стола (длина х ширина), мм 1100×630
Наибольшее перемещение стола, мм:
продольное
поперечное
lO0O
630
Расстояние от конца шпинделя до поверхности стола, мм:
наибольшее
не менее
750
250
Расстояние от оси шпинделя до стойки (наружу), мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр отверстия, мм 250
Наибольший вес заготовки, кг 600
Шаг разрешения координат, мм 0. 001
001
Точность установки координат, мм 0,005
Диаметр универсального поворотного стола, мм 440
Диаметр горизонтального поворотного стола, мм 600
Конус отверстия шпинделя (специальный) 5 °
Самый большой конус инструмента Морзе № А
наибольшее перемещение шпинделя, мм 250
Наибольшее перемещение шпиндельной головки, мм 250
Пределы скорости вращения шпинделя в минуту 50-2000
Пределы подачи шпинделя, мм / об. 0,03-0,16
Скорость перемещения стола, мм / мин рабочая (для фрезерования):
рабочая (для фрезерования)
ускоренная
Габаритные размеры станка, включая ход стола и каретку (длина х ширина х высота), мм
Масса станка ( без электрошкафа и аксессуаров), кг
20..315
1200
2670 x 3305 x 2660
7300
Модификации
- 2450, 2Л450А — Координатно-расточный станок 1100 х 630 с оптической системой отсчета по осям X и Y
- 2А450АФ10, 2Д450АФ10 — координатно-расточной станок с устройством цифровой индикации по осям X и Y (УЦИ). Электронный режим маховика.
- 2D450AF11-01, 2L450AF11-01 — координатно-расточной станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y.Предустановленный режим слежения и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01 мм.
- 2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 — координатно-расточной станок с универсальным поворотным столом с диаметром планшайбы 400 мм.
- 2Е450АФ30 — координатно-расточной станок с числовым программным управлением (ЧПУ) с возможностью задания программы обработки в интерактивном режиме по осям X и Y и цифровой индикацией координат по оси Z.
- 2450А, 2Д450, 2Д450А, 2Е450А — координатно-расточной станок 1120 х 630 с оптической системой отсчета по осям X и Y
- 2450АФ1, 2Д450АФ1, 2Е450АФ1 — координатно-расточной станок с цифровой индикацией (УЦИ)
- 2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 — координатно-расточной станок с числовым программным управлением (ЧПУ)
- 2Е450АФ4, 2Е450АМФ4 — координатно-расточной станок с числовым программным управлением (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет отлаживать программы, не двигаясь по осям. Программы обработки деталей могут быть подготовлены в диалоге со стандартными текстовыми файлами или автоматизированными системами.
 Электронный режим маховика.
Электронный режим маховика. Графический монитор позволяет отлаживать программы, не двигаясь по осям. Программы обработки деталей могут быть подготовлены в диалоге со стандартными текстовыми файлами или автоматизированными системами.
Графический монитор позволяет отлаживать программы, не двигаясь по осям. Программы обработки деталей могут быть подготовлены в диалоге со стандартными текстовыми файлами или автоматизированными системами.Станкостроительный завод — Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение). Куйбышевский завод координатно-расточных станков развивает свою историю с 1963 года, когда была введена первая очередь этого предприятия.Молодой коллектив завода в короткие сроки освоил производство высокоточных станков и уже в 1966 году выпустил несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производстве открылось несколько машиностроительных предприятий, которые продолжают выпускать координатно-расточные станки, ремонтировать и модернизировать их. ЗАО «Завод координатно-расточных станков« Стан-Самара », ЗАО« Координатно-расточные станки Самарской АЭС », ООО« Станкосервис »и др.
ТОП 6 покупателей расточного станка в 🇯🇵 Японии
Показать все Торговля Производство
Товары станочно-расточные оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, покупающих станки оптом
Sankei Giken Kogyo Co.ООО
Сверлильный станок (М-600) (товар отправлен на ремонт и возврат на основе импорта против б / у № 695068 от 16.05.2008)
Tiico
Soraluce Боковой фрезерно-расточный станок с ЧПУ (fl8000)
Rana Trading Co
- Станок для расточки цилиндров Впрыск топлива (11)
- 1×20 fcl cntr stc 94 комплектов делительных головок, расточной станок для цилиндров, грузоотправители для печатных плат, укладка и подсчет (10)
- Станок для растачивания цилиндров шлифовального круга (9)
Jtekt Corp.
Станок для проверки отверстий внутреннего кольца б / у 12i ein02 (оборудование для производства подшипников
Dresser Japan Ltd.
Детали клапана из нелегированной стали — механически обработанные детали — серия 10300 # 21000 1 шток (5 отверстий) с цилиндрической крышкой fmc
Никки Общество с ограниченной ответственностью.
Шпиндель с отверстием M21 (часть многошпиндельного сверлильного станка)

менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры расточных станков
| # | Компания (размер) | Продукт | Страна |
| 1 | Lovsuns Tunneling Canada Ltd.(7) | ДЕТАЛИ МАШИНЫ ДЛЯ СВЕРЛЕНИЯ ТУННЕЛЕЙ: НАЗНАЧЕНИЕ ОТГРУЗКИ: PS, PS, PS, PS, PS, PS CERS EXPORT DECL: XN ATTN. OF ZHAO ZIGUANG DTHC КОЛЛЕКЦИОННЫЕ ПАКЕТЫ | Канада |
| 2 | Hanchuan Machine Tool Co., Ltd. (6) | ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК С ЧПУ | Китай |
| 3 | Fonderie Ghm (5) | ПОСТАВКА ТОВАРОВ: CBS BORING MACHINE CO. INC NORTH GROESBECK HWY MT CLEMENS, Мичиган, США INC NORTH GROESBECK HWY MT CLEMENS, Мичиган, США | Малайзия |
| 4 | Fonderie Ghm Sas (5) | ДОСТАВКА ЧУГУННЫХ ОТЛИВКОВ В ЭТИ ОТРЕЗКИ BORING & MACHINE CO INC NORTH GROESBECK HWY MT CLEMENS, MICHIGAN, США, Чугунное литье, ДОСТАВКА ТОВАРОВ В: CBS BORI | Франция |
| 5 | Bhartee International (4) | ТОКАРНЫЙ СТАНОК, ВЕРХНИЙ ВЕРХНЯЯ СТАНКА БЕНСИНЫ ММ. В КОРОБКЕ, ТОКАРНЫЙ СТАНОК MM С ДВОЙНЫМИ ПАТРОНАМИ СТОЙКА ВКЛЮЧАЕТ ВСЕ СООТВЕТСТВУЮЩИЕ P | Индия |
- Токио
- Осака
- Иокогама
- Нагоя
- Фукуока
Образование: MSU
Не говорите людям, что делать, не говорите им, что делать, и позвольте им удивить вас своими результатами
ТОП 6 покупателей расточного станка в Уганда
Показать все Торговля Производство
Товары станочно-расточные оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, покупающих станки оптом
General Moulding U Ltd.
Запасные части к выдувной машине — редуктор ручной cd-192 / bore-30 / ratio-1 4.49: 1 (счет №: l-634 / 18-19 dt: 21.11.20
Kinyara Sugar Ltd.
Станок токарно-карусельный с принадлежностями
Reddy S Borehole & Technical Servic
- Комплект уплотнений p36 детали водяной помпы бурового станка
- детали пневмоклапана бурового станка
- 4.5 части держателя штанги бурового станка
- Bio шестерни 70 частей расточного станка
Ekt
Станок блочно-расточный
Dott Services Ltd.
Переносной линейно-расточной станок sc1 40/41 sl no-0117813
Abacus Parenteral Drgs Ltd.
Запасные части для упаковочной машины №1 89-б Год выпуска: 2013-14: червячная передача 32т / 4-го арт 25 отверстие для серводвигателя

менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры расточных станков
| # | Компания (размер) | Продукт | Страна |
| 1 | Lovsuns Tunneling Canada Ltd. (7) (7) | ДЕТАЛИ МАШИНЫ ДЛЯ СВЕРЛЕНИЯ ТУННЕЛЕЙ: НАЗНАЧЕНИЕ ОТГРУЗКИ: PS, PS, PS, PS, PS, PS CERS EXPORT DECL: XN ATTN. OF ZHAO ZIGUANG DTHC КОЛЛЕКЦИОННЫЕ ПАКЕТЫ | Канада |
| 2 | Hanchuan Machine Tool Co., Ltd. (6) | ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК С ЧПУ | Китай |
| 3 | Fonderie Ghm (5) | ПОСТАВКА ТОВАРОВ: CBS BORING MACHINE CO. INC NORTH GROESBECK HWY MT CLEMENS, Мичиган, США | Малайзия |
| 4 | Fonderie Ghm Sas (5) | ДОСТАВКА ЧУГУННЫХ ОТЛИВКОВ В ЭТИ ОТРЕЗКИ BORING & MACHINE CO INC NORTH GROESBECK HWY MT CLEMENS, MICHIGAN, США, Чугунное литье, ДОСТАВКА ТОВАРОВ В: CBS BORI | Франция |
| 5 | Bhartee International (4) | ТОКАРНЫЙ СТАНОК, ВЕРХНИЙ ВЕРХНЯЯ СТАНКА БЕНСИНЫ ММ. В КОРОБКЕ, ТОКАРНЫЙ СТАНОК MM С ДВОЙНЫМИ ПАТРОНАМИ СТОЙКА ВКЛЮЧАЕТ ВСЕ СООТВЕТСТВУЮЩИЕ P | Индия |
- Кампала
- Мбале
- Джинджа
- Аруа
- Энтеббе
 Март 2021 г.
Март 2021 г. Образование: MSU
Не говорите людям, что делать, не говорите им, что делать, и позвольте им удивить вас своими результатами
Metalowiec — Машинный парк
СТАНК МАШИН
| Артикул | Наименование и тип станка | Количество, шт. | Характеристики станка и его возможности обработки |
|---|---|---|---|
| 1 | Станок токарно-центровой ТУР-50 | 1 | Максимальный диаметр поворота 480 мм Максимальная длина поворота 1500 мм |
| 2 | Центр токарный станок TR-70B | 2 | Максимальный диаметр поворота 680 мм Максимальная длина поворота 5000 мм |
| 3 | Тяжелый токарно-токарный станок TCA 125 | 5 | Максимальный диаметр поворота 1250 мм Максимальная длина точения 8000 мм Один из этих станков оснащен шаблоном |
| 4 | Тяжелый токарно-сверлильный станок TRC 160 | 2 | Максимальный диаметр поворота 1600 мм Максимальная длина точения 16 000 мм Станок для глубокого сверления на глубину до 6000 мм и диаметром от Φ150 мм до Φ 385 мм.  Максимальный вес обрабатываемой детали 20 т. |
| 5 | Станок горизонтально-сверлильный WPB 100 | 2 | Станок для сверления глубоких отверстий — максимальная глубина 8000 мм и диаметр отверстия в диапазоне диаметров от 30 до 150 мм Максимальный наружный диаметр обрабатываемой детали 400 мм |
| 6 | Станок сверлильно-фрезерный 2622Б | 2 | Максимальные размеры обрабатываемой детали 900 * 1000 * 1000 Максимальный диаметр просверленных отверстий 250 мм, глубина L = 750 мм |
| 7 | Станок фрезерный FU — 400 | 2 | Рабочая поверхность стола 400 * 1600 мм Продольная траверса 1100 мм, поперечная 300 мм |
| 8 | Универсальная шлифовальная машина | 1 | Максимальный наружный диаметр шлифованной части до 300 мм Максимальная длина шлифованной части 1500 мм Станок имеет возможность шлифования как наружных поверхностей, так и внутренних поверхностей отверстий |
| 9 | Вал шлифовальный | 1 | Макс. диаметр шлифованной части 1500 мм диаметр шлифованной части 1500 мм Макс.длина шлифованной части 3880 мм Максимальный вес обрабатываемой детали 3,5 т |
| 10 | Станок радиально-сверлильный WR 50 / 1,6 | 1 | Максимальный радиус сверления 1600 мм Максимальный вертикальный ход 600 мм Максимальный диаметр просверленных отверстий 50 мм |
| 11 | Станок координатно-сверлильный 2А450 | 1 | Площадь рабочей поверхности стола 1100 * 630 мм Размеры обрабатываемой детали 250 * 600 * 1000 Макс.диаметр сверления 50 мм Макс.диаметр расточки 250 мм |
| 12 | Пресс гидравлический СДК — 630 | 1 | Груз 600 т |
| 13 | Станок долбежный | 1 | Максимальный ход 280 мм.Максимальный диаметр детали 600 мм |
| 14 | Ленточная пила KASTO PBA — 800 | 1 | Максимальные размеры вырезаемой детали 800 * 800 мм |
В настоящее время наша компания занимается механообработкой (токарная обработка, фрезерование, сверление). Мы выполняем механическую обработку поковок, штамповок, зубчатых колес, технологической оснастки, а также горнодобывающих, металлургических и стальных конструкций и строительных конструкций.
Мы выполняем механическую обработку поковок, штамповок, зубчатых колес, технологической оснастки, а также горнодобывающих, металлургических и стальных конструкций и строительных конструкций.
В здании установлено 5 мостовых кранов по 12,5 тонн каждый с возможностью тандемной работы — максимальная грузоподъемность 25 тонн.
Токарь-бурильщик приглашаем на работу. Особенности токарных и расточных работ. Личные качества представителей профессии токарь-бурильщик
Уровень рабочей профессии также можно довести до совершенства или искусства. Профессиональный токарно-карусельный — это уважаемый в компании специалист. Обрабатывает предметы — бланки. Из них собираются различные детали. В качестве сырья специалисты используют дерево, металл, оргстекло, пластик и другие компоненты. Сверлильный токарь обычно выполняет работу на сложном токарном станке с использованием других инструментов.Выполняет поверхностную обработку и растачивание деталей. Также специалист производит нарезание резьбы и сверление, калибровку, зенковку и др.
Описание профессии токарно-карусельный станок
В процессе работы токарь должен определять скорость резания и глубину деталей. Он должен подобрать необходимый режущий инструмент, строго учитывая при этом характеристики материала и параметры фрезы. Токарь фиксирует деталь и приступает к работе, регулируя степень обработки.В первую очередь он обязан обеспечить правильные размеры деталей, которые указаны на чертеже и в техническом задании. Основная задача специалиста — придерживаться указанной чистоты, а также точности обработки деталей. Токарь применяется в процессе не только для станков, но и для сложных измерительных инструментов: индикаторов и микрометров. Токарь работает с универсальными и простыми станками, которые выполняют разные виды хозяйственных работ: фрезерные, сверлильные и шлифовальные.
Эта работа, скорее всего, сравнима с ремеслом, ее можно считать искусством или призванием, которым они обладают. Токарь имеет следующие специализации: токарь-универсал, токарь-точильщик, токарь-карусель, токарь-револьвер, токар-сверлильный станок. Профессиональный рост токаря отмечается разрядами — он может вырасти до 6-го токаря.
Профессиональный рост токаря отмечается разрядами — он может вырасти до 6-го токаря.
Личностные качества представителей профессии токарь-бурильщик
К токарно-карусельному станку предъявляются определенные требования, для этого необходимо использовать ряд личных и профессиональных качеств… Это занятие очень уникальное — играть в такое произведение умеет далеко не каждый. Скучный токарь должен обладать крепким здоровьем и отличной координацией, так как он работает не менее 6 часов под постоянным напряжением. Его основная ответственность — строгое соблюдение. Хорошие перспективы для специалиста открываются, когда ему приписывают 5-6 класс. Заработная плата таких профессионалов очень высока. Он получает профессиональное образование в колледже. В процессе работы токарь разбирается в чертежах и схемах, развивает навыки работы на станке и осваивает технологию обработки деталей.Токарь должен быть выносливым, ответственным, аккуратным и внимательным.
06.06.2013
05. 06.2013
06.2013
05.06.2013
Еще нужно искать хорошего токаря-бурильщика, хотя профессию нельзя назвать исчезающей, токари по-прежнему востребованы. Приветствуются такие личные качества, как аккуратность, внимательность, аккуратность, трудолюбие. | |
Современные токарно-расточные работы выполняются на универсальных токарных станках с ЧПУ.
На таком оборудовании можно изготавливать детали практически по любым чертежам и образцам, что значительно расширяет возможности применения. Основным видом работ, которые выполняются на таких станках, является токарная обработка. Этот вид операций — обработка металлов резанием. В этот момент изделие вращается на станке, а резак поступательными движениями обрабатывает рабочую поверхность детали.
Любые токарные и расточные работы занимают особое место в инструментальном производстве. От точности этих работ зависит качество штампов, различных видов инструментов, форм и других приспособлений. В процессе работы на токарно-карусельном станке можно обрабатывать различные поверхности, в том числе цилиндрические, конические, а также внешние и внутренние. Это позволяет охватить все виды деталей и заготовок, которые необходимо обработать.
На современных станках, как правило, сводится к точению различных канавок и специальных канавок, которые необходимо выполнять с высокой точностью.От этого зависит качество полученной детали и возможность ее дальнейшего использования. Также необходимо нарезать резьбу, как внутреннюю, так и внешнюю, и это иногда связано с некоторыми трудностями, особенно если деталь имеет сложную конструкцию и форму.
Токарные станки работают с вращающимися деталями, то есть обрабатывают круглые или конические детали. Сверлильные работы связаны с различными отверстиями в деталях, полученными сверлением или другими методами. Растачивание заключается в увеличении отверстия до необходимого размера в соответствии со спецификациями.Такая работа очень важна в металлообработке; без них практически невозможно произвести ни одну деталь. Лучше всего для этих работ подходят токарные станки, и чаще всего можно встретить расточные токарные станки, которые являются залогом высокого качества.
Растачивание заключается в увеличении отверстия до необходимого размера в соответствии со спецификациями.Такая работа очень важна в металлообработке; без них практически невозможно произвести ни одну деталь. Лучше всего для этих работ подходят токарные станки, и чаще всего можно встретить расточные токарные станки, которые являются залогом высокого качества.
Единый тарифно-квалификационный справочник должностей и профессий рабочих (ЭТКС), 2019 г.
Часть №2 выпуска №2 ЭТКС
Выпуск утвержден Постановлением Минтруда РФ. от 15.11.1999 N 45
(в ред. Приказом Минздравсоцразвития РФ от 13.11.2008 N 645)
§ 126. Станок токарно-карусельный 2 разряда
Описание работ … Обработка простых деталей 12-14 классов на универсально-расточных станках и станках для глубокого сверления с использованием режущего инструмента и универсальных приспособлений. Управление расточными станками с диаметром шпинделя от 200 до 250 мм под руководством токаря — сверлильного станка высшей квалификации.
Необходимо знать: устройство и принцип работы однотипных сверлильных станков; наименование, назначение и условия использования наиболее распространенных универсальных и специальных устройств; устройство контрольно-измерительных приборов; углы и правила заточки и настройки режущего инструмента; система допусков и посадок; качества и параметры шероховатости; назначение и свойства охлаждающих и смазочных материалов.
Примеры работ
1. Отбойники ударные ковочные — фрезерование пазов.
2. Вилки, скобы, тяги, скобы — расточные отверстия.
3. Детали длиной до 1300 мм — фрезерование прямых кромок и фасок.
4. Заготовки — торцовка и центровка.
5. Рычаги — Предварительное растачивание отверстий.
6. Фланцы простые — предварительное растачивание отверстий с вырезанием торца.
7. Фланцы якоря — просверливание отверстий по проводнику.
8. Фундаменты простые — плоскостная обработка.
9. Шестерни, колеса, салазки — сверлильные и расточные отверстия.
Шестерни, колеса, салазки — сверлильные и расточные отверстия.
§ 127. Токарно-карусельный станок 3-го разряда
Описание работ … Обработка деталей средней сложности 8-11 классов на универсальных и координатно-расточных станках с использованием режущего инструмента и универсальных приспособлений и 7-10 классов на специализированных станках, а также на алмазно-расточных станках определенного типа, приспособлен для обработки простых деталей.Установка деталей и узлов на стол станка с точным выравниванием в двух плоскостях. Управление расточными станками с диаметром шпинделя 250 мм и выше.
Необходимо знать: устройство, правила регулировки и проверки точности различных типов расточных станков; правила управления крупногабаритными станками, работающими в паре с более квалифицированным токарно-расточным станком; устройство и правила использования универсальных и специальных приспособлений; назначение и правила использования контрольно-измерительных приборов и устройств; геометрия режущего инструмента, термообработка; правила заточки и установки режущего инструмента; система допусков и посадок; качества и параметры шероховатости; основные свойства обрабатываемых материалов.
Примеры работ
1. Молотки пробивные с внутренней резьбой — фрезерные пазы для камней.
2. Передняя бабка металлорежущих станков — сверление и предварительное растачивание.
3. Блоки цилиндров двигателя — предварительное растачивание отверстий под гильзы.
4. Распредвалы для экскаваторов — расточка и подрезка.
5. Валы — концевые фрезерные с центровкой.
6. Вкладыши подушек прокатного стана — расточка под холодильник.
7. Морские вкладыши подшипников — сверление отверстий и отверстий глубиной до 10 диаметров сверла, расположенных под углом к плоскости разъема.
8. Детали длиной более 1300 мм — фрезерование прямых кромок и фасок.
9. Детали и заготовки длиной до 1300 мм — обработка криволинейных кромок и фасок.
10. Детали средней сложности — расточка эллиптических вырезов и шейки, снятие фаски.
11. Фасонные детали с шейками и отверстиями — растачивание отверстий, фрезерование по контуру и снятие фаски.
12. Днища резервуаров — растачивание отверстий с фаской.
13. Волочение звездочек фрезерных — сверление и растачивание.
14. Кольца подшипников — расточка и торцевание.
15. Кольца и фланцы диаметром до 1000 мм — сверление, развертывание отверстий.
16. Проводники с отверстиями в одной или двух плоскостях — расточки.
17. Корпуса подшипников — предварительное растачивание и торцевание.
18. Корпуса КПП — предварительное растачивание отверстий под подшипники.
19. Крышки, днища, обечайки, секции — сверление, растачивание, фрезерование окон по разметке и заданным координатам.
20. Плашки с круглыми и прямоугольными окнами — сверление и растачивание угловых контрольных отверстий.
21. Минометы — предварительное растачивание.
22. Муфты — предварительное растачивание отверстий.
23. Ножи прокатных станов, рычаги, кривошипы с диаметром отверстий до 100 мм — сверлильные и расточные отверстия.
24. Патроны станочные четырехкулачковые — расточные.
25. Перегородки — сверление, расточка и фрезерование окон по разметке и заданным координатам.
26. Формы, простые шаблоны и кулачки для автоматов — расточные.
27. Анкерные плиты — фрезерные и сверлильные.
28. Рамы гусеничных тракторов — расточка полуосей.
29. Ступицы руля с изменяемым наружным сечением — фрезерование внешнего контура по маркировке.
30. Штангенциркуль, малые станины станков, большие станины — расточка.
31. Подносы для сверления и растачивания отверстий.
32. Тележки портальных кранов — расточка отверстий под оси роликов.
33. Тройники, отводы, насадки — обрезные и расточные.
34. Фаски переходные на сложных деталях — фрезерование прямых кромок.
35. Фундаменты — обработка плоскости.
36. Шатуны — предварительная расточка большой и малой головки.
§ 128. Токарно-карусельный станок 4 разряда
Описание работ . .. Обработка сложных деталей и узлов по 7-10 классам с большим количеством переходов и установок на универсальных, координатно-расточных, а также алмазно-расточных станках различных типов. Обработка деталей, требующих точного соблюдения расстояния между центрами параллельных отверстий, допуска перпендикулярности или заданных узлов оси. Растачивание одной и двумя расточными оправками одновременно и летающей суппортом. Определяет положение осей координат при растачивании нескольких отверстий, расположенных в двух плоскостях.Наладка машин. Управление расточными станками с диаметром шпинделя более 200 мм.
.. Обработка сложных деталей и узлов по 7-10 классам с большим количеством переходов и установок на универсальных, координатно-расточных, а также алмазно-расточных станках различных типов. Обработка деталей, требующих точного соблюдения расстояния между центрами параллельных отверстий, допуска перпендикулярности или заданных узлов оси. Растачивание одной и двумя расточными оправками одновременно и летающей суппортом. Определяет положение осей координат при растачивании нескольких отверстий, расположенных в двух плоскостях.Наладка машин. Управление расточными станками с диаметром шпинделя более 200 мм.
Необходимо знать: устройство, кинематические схемы и правила проверки точности сверлильных станков различных типов; особенности конструкции и правила использования универсальных и специальных приспособлений; устройство контрольно-измерительных приборов и устройств; геометрия, правила термообработки, заточки и доводки режущего инструмента; способы установки специализированных расточных оправок; система допусков и посадок; качества и параметры шероховатости.
Примеры работ
1. Задняя бабка токарно-винторезных станков — расточка под пиноль.
2. Передняя бабка и направляющие перфоратора — расточка центрального отверстия и параллельное фрезерование.
3. Рули средних и больших судов, промежуточные валы судов — фрезерование шпоночных пазов.
4. Консольные балки — разметка, сверление и растачивание отверстий.
5. Коленчатые валы — растачивание отверстий в шейках шатунов, сверление и растачивание отверстий во фланце.
6. Судовые валы — сверление, зенкование и зенкование конических отверстий под соединительные болты во фланцах.
7. Винты диаметром до 2000 мм — сверление и растачивание отверстий.
8. Гильзы для минометов — чистовая расточка.
9. Втулки рабочего колеса гидротурбины — предварительная расточка.
10. Головки конических и сферических тел — сверление, растачивание отверстий и горловин в разных плоскостях, обрезка торцов от оси по заданным координатам.
11. Револьверные головки — расточки.
12. Детали сложной формы с загнутыми кромками длиной более 1300 мм — фрезерование кромок и фаски.
13. Днища — сверление, растачивание, развёртывание отверстий по заданным координатам в различных плоскостях.
14. Отверстие — растачивание отверстий для запрессовки втулок и расточных втулок после запрессовки.
15. Кузова DUIM — предварительная расточка.
16. Корпуса хлопчатобумажные сложные, сварные и штампованные — просверливание отверстий и карманов с обрезкой торцов.
17. Корпуса и крышки — просверливание противоположных отверстий расточной оправкой на длину хода стола.
18. Корпуса редукторов с двумя и более осями, расположенными в одной плоскости, диаметром до 300 мм — расточные.
19. Корпуса фильтров диаметром более 1000 мм — чистовая расточка.
20. Колонны статоров турбин — чистовая расточка.
21. Корпуса опорных подшипников до Ø 400 мм — чистовая расточка.
22. Корпуса топливных насосов, гильзы дизелей — алмазное растачивание.
23. Корпуса передней бабки станков — предварительное растачивание, концевое фрезерование.
24. Корпуса КПП — расточка и подрезка.
25. Кривошипы диаметром более 100 мм — расточные отверстия.
26. Кронштейны с пересекающимися осями отверстий — чистовое растачивание.
27. Крюки мостового крана — расточные.
28. Плашки, приспособления и токопроводящие пластины — расточные отверстия, расположенные в разных плоскостях.
29. Трубы доменные — расточка и подрезка сфер.
30. Перегородки, кронштейны — сверление, растачивание, развертывание отверстий по заданным координатам в различных плоскостях.
31. Пресс-формы, кондукторный комплекс — расточка отверстий, расположенных в разных плоскостях.
32. Подшипники опорные для судов с диаметром вала до 400 мм — чистовая расточка.
33. Станины кузнечных станков, станины рабочих и зубчатых клетей, станины обжимных ножниц — предварительное растачивание, фрезерование и резка.
34. Статоры турбогенераторов — расточка.
35.Столы фрезерных, сверлильных и формовочных станков — чистовая расточка и фрезерование Т-образных пазов.
36. Ступицы ледовых винтов — чистовая расточка поднутрений и гнезд под лопасти.
37. Ступицы руля, фрезы и другие детали — фрезерование внутренних шпоночных пазов.
38. Стержни, стержни — замки фрезерные, проточки и сверления отверстий.
39. Фундаменты — обработка в 2-х и более плоскостях.
40. Шатуны дизельных двигателей, кузнечно-прессовых машин, главных паровых машин с межосевым расстоянием до 1800 мм — чистовая расточка.
41. Плашки для резки роторного, статора и полюсного железа — маркировка, сверление, расточка штампов и пуансонов, фрезерование кромок.
42. Штампы — фрезерование криволинейных кромок.
43. Шкивы тормозные, муфты — расточка конических отверстий.
§ 129. Станок токарно-карусельный 5 разряда
Описание работ . .. Обработка сложных деталей и узлов с большим количеством обрабатываемых внешних и внутренних поверхностей, с труднодоступными местами обработки и измерения и соблюдением размеров 6-7 градаций по универсальные сверлильные станки.Обработка деталей и узлов с центровкой в нескольких плоскостях с использованием стендов, расточных оправок, направляющих и фрезерных головок. Нарезка резьбы различного профиля и шага. Координатное растачивание отверстий в светильниках и без них с перемещением по координатам с помощью индикаторов и микрометрических плиток. Растачивание отверстий на алмазно-расточных станках всех типов в сложных деталях 6 качества.
.. Обработка сложных деталей и узлов с большим количеством обрабатываемых внешних и внутренних поверхностей, с труднодоступными местами обработки и измерения и соблюдением размеров 6-7 градаций по универсальные сверлильные станки.Обработка деталей и узлов с центровкой в нескольких плоскостях с использованием стендов, расточных оправок, направляющих и фрезерных головок. Нарезка резьбы различного профиля и шага. Координатное растачивание отверстий в светильниках и без них с перемещением по координатам с помощью индикаторов и микрометрических плиток. Растачивание отверстий на алмазно-расточных станках всех типов в сложных деталях 6 качества.
Необходимо знать: особенности конструкции и правила проверки точности универсальных сверлильных станков и различных универсальных и специальных приспособлений; геометрия, правила термообработки, заточки и чистовой обработки различных режущих инструментов и влияние этих факторов на чистоту и точность обработки; правила установки и регулирования контрольно-измерительных приборов и устройств; правила определения режима раскроя по справочникам и паспорту станка.
Примеры работ
1. Сопловой аппарат — чистовая расточка отверстий, канавок, пазов, площадок, карманов и нарезание резьбы.
2. Барабаны высокого давления — расточные.
3. Блоки двигателя — чистовая расточка.
4. Валы гребные морские — фрезерование шпоночных пазов.
5. Винты диаметром более 2000 мм — сверление и растачивание отверстий в лопастях.
6. Гидролыжи судна, кронштейны носовых щитов — расточки.
7.Апертуры паровых турбин диаметром более 2000 мм — зачистка разъемов и чистовая расточка.
8. Кольца для раствора конические — чистовая расточка отверстий по замерам с места установки валопроводов.
9. Корпуса опорных подшипников диаметром более 400 мм — чистовая расточка.
10. Корпуса компрессоров — расточка под врезку.
11. Корпуса многошпиндельных головок — расточные отверстия для запрессовки подшипников качения.
12. Корпуса поплавковых клапанов — чистовая расточка.
13. Корпуса КПП с пересекающимися осями отверстий — чистовая расточка отверстий подшипников.
14. Корпуса, головки, конические и сферические узлы — фрезерные плоскости, замки, расточные отверстия с подрезкой концов по заданным координатам.
15. Приборы и приборы разные — разметка, сверление и растачивание отверстий.
16. Крышки цилиндров большие, кронштейны руля — расточка, нарезка резьбы.
17. Зубчатые клети прокатных станов — расточка гильз после заливки.
18.Кондукторы — просверливание отверстий в плоскостях под разными углами.
19. Корпуса передних бабок металлорежущих станков — чистовая расточка отверстий.
20. Корпуса турбонасосов и редукторов — чистовая расточка.
21. Крышки цилиндров дизелей — расточка седел клапанов, подрезка торцов и растачивание отверстий.
22. Сложные матрицы для штампов, пресс-форм, пресс-форм для литья под давлением — маркировка рабочего органа, сверление и расточка.
23. Электрощиты — сверление, растачивание отверстий, фрезерование пазов.
24. Перо руля — скучно.
25. Многогнездные формы — расточка отверстий, расположенных в разных плоскостях.
26. Приспособления многоместные и штампы многопуансонные — расточка.
27. Опорные подшипники для судов с диаметром вала более 400 мм — чистовая расточка.
28. Подшипники упорные судовые с диаметром вала до 400 мм — чистовая расточка.
29. Рамы тележек мостовых электрических кранов — бурильные.
30. Станины кузнечных машин, ножниц, рабочих и зубчатых обжимных клетей — полная токарная обработка.
31. Гидравлические статоры турбин — фрезерование шарниров.
32. Ступицы руля длиной до 300 мм — расточка конического отверстия.
33. Штангенциркули больших токарных, фрезерных и других станков — расточные и подрезные.
34. Цилиндры парового двигателя — расточка.
35. Гидроцилиндры гидроцилиндра — полный оборот.
36. Комплекс шаблонов и шаблонов для кулачков и копиров — маркировка, сверление и расточка.
37. Молотки штамповочные Шаботы — расточка и фрезерование канавок «ласточкин хвост».
38. Главные шатуны паровых машин с межосевым расстоянием более 1800 мм — чистовая расточка.
39. Шестерни портальных кранов со смещенным отверстием под палец кривошипа — расточкой.
40. Весы и верньеры — разметка и нанесение точных линий.
41. Шпиндели обжимные шарнирные диаметром до 1000 мм — расточка и подрезка.
§ 130. Токарно-карусельный станок 6 разряда
Описание работ … Обработка сложных экспериментальных и дорогостоящих деталей и инструментов по 1-5 классам с большим количеством переходов и установок, с трудными для обработки и измерения местами, а также требующими комбинированного крепления и точной центровки в различных плоскостях при растачивании станки различных типов и конструкций. Координатное растачивание отверстий без приспособлений с перемещением по координатам с помощью индикаторов и микроскопических плиток. Обработка деталей и узлов с помощью стендов, расточных оправок, направляющих и фрезерных головок.Нарезание сложной резьбы штангенциркулем с резьбой различной конструкции. Обработка сложных крупногабаритных деталей и узлов, а также тонкостенных деталей, подверженных деформации, на уникальных расточных станках.
Обработка деталей и узлов с помощью стендов, расточных оправок, направляющих и фрезерных головок.Нарезание сложной резьбы штангенциркулем с резьбой различной конструкции. Обработка сложных крупногабаритных деталей и узлов, а также тонкостенных деталей, подверженных деформации, на уникальных расточных станках.
Необходимо знать: конструкция и правила проверки точности сверлильных станков; способы установки крепежа и выравнивания сложных деталей и необходимые для этого универсальные специальные приспособления; устройство, геометрия и правила термообработки, заточки и доводки всех видов режущего инструмента.
Примеры работ
1. Блоки восьмицилиндровых и более цилиндровых двигателей — расточка под гильзы и коленчатый вал.
2. Корпуса скоростных многоосных редукторов — расточка по шести-семи осям.
3. Корпуса мощных воздуходувок — чистовое растачивание.
4. Рабочие колеса больших гидротурбин — расточка под рабочие лопатки.
5. Колеса больших гидротурбин в сборе с валами — расточка отверстий под соединительные болты.
6.Большие корпуса передней бабки станков — чистовая расточка.
7. Подшипники упорные судовые диаметром более 400 мм — чистовая расточка.
8. Подшипники упорные специальные диаметром более 800 мм — чистовая расточка.
9. Серьги рабочих колес гидротурбин с межцентровым расстоянием до 0,02 мм — чистовая расточка.
10. Многоловковые (пятидесятковые) станины листоправильных станков — фрезерование плоскостей и расточка отверстий.
11. Трубы кормовые — расточные.
12. Шпиндели обжимные шарнирно-сочлененные диаметром более 1000 мм — расточка и нарезка.
У нас на сайте всегда большое количество свежих актуальных вакансий. Используйте фильтры для быстрого поиска параметров.
Для успешного трудоустройства желательно иметь профильное образование, а также обладать необходимыми качествами и рабочими навыками. В первую очередь необходимо внимательно изучить требования работодателей по выбранной специальности, после чего приступить к написанию резюме.
Не следует рассылать резюме сразу во все компании. Выбирайте подходящие вакансии, исходя из вашей квалификации и опыта работы. Перечислим наиболее значимые навыки работодателя, необходимые для успешной работы токаря и бурильщика в Москве:
7 основных навыков, необходимых для работы
Также нередко в вакансиях встречаются следующие требования: опыт работы на координатно-расточном (вертикальном) станке 2А450, навыки работы токарём.и чтение рисунков.
При подготовке к собеседованию используйте эту информацию в качестве контрольного списка. Это поможет вам не только порадовать рекрутера, но и получить желаемую работу!
Анализ вакансий в Москве
По результатам анализа вакансий, опубликованных на нашем сайте, указанная стартовая зарплата в среднем составляет 57 660. Средний максимальный уровень дохода (указан «до зарплаты») — 80 543 человека. При этом следует учитывать, что приведенные цифры являются статистическими. Реальная заработная плата при приеме на работу может сильно различаться в зависимости от многих факторов:- Ваш предыдущий опыт работы, образование
- Вид работы, график работы
- Размер компании, ее отрасль, бренд и т. Д.
 Д.
Д.Уровень заработной платы в зависимости от стажа работы соискателя
Баббитовый подшипник
МОДЕЛЬ | X ОСЬ | ОСЬ Y | Z ОСЬ | ПРОИСХОЖДЕНИЕ | МАКСИМАЛЬНАЯ МАССА |
HCN-8800 | 1400 мм | 1200 мм | 800 мм | Mazak — Япония (НОВИНКА 2018) | 2200 кг |
Горизонтальный обрабатывающий центр с ЧПУ с полной круговой осью обработки
Модель: HCN-8800
Вместимость: X / Y / Z перемещение 1,400×1,200×1,325 мм
Происхождение: Mazak (Новый 2018)
Токарный станок с ЧПУ
Модель: TNL-130AL
Вместимость: Макс. диаметр поворота Φ250 мм | Максимум. длина точения — 975мм
диаметр поворота Φ250 мм | Максимум. длина точения — 975мм
Происхождение: Тонгтай — Тайвань (Новый 2018 г.)
Вертикальный обрабатывающий центр с ЧПУ
Модель: TMV-1050QII
Вместимость: ход по осям X / Y / Z 1050/600/530 мм
Происхождение: Тонгтай — Тайвань (Новый 2018 г.)
Цилиндрический шлифовальный станок с ЧПУ
Модель: GPS-30B.75 и GPS-0B.100
Вместимость: Макс. диаметр шлифования Ø300 мм | Расстояние между центрами ГПС-30Б.75-750мм; ГПС-30Б.100-1000мм
Происхождение: Шигия — Япония (Новый 2018 год)
Сверлильный станок W250
Производительность: X / Y / Z 7000 2000 4000 мм
Станок токарный вертикальный SKJ 32-63A
Производительность: Максимальный диаметр 6300 мм | Максимум. длина 2500мм
длина 2500мм
Станок для заточки станины HC13T
Производительность: X / Y / Z 8000 1800 1500 мм
Станок токарный горизонтальный SUT160
Производительность: макс. Диаметр 1600 мм | Максимальная длина 12000 мм
Станок круглошлифовальный 3А172
Производительность: макс. Диаметр 500 мм
Расстояние между центрами: 4000 мм
КИМ 3D Координатно-измерительная машина
Модель: CONTURA-G2
Приложение: Измерение геометрических форм предметов
Происхождение: Carl Zeiss — Швейцария (Новый 2017 г.)
.
