Инвертор постоянного или переменного тока: какой лучше выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.1 / 1
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
-
высокочастотный переменный;
-
постоянный прямой полярности;
-
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.
Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.


Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
6 лучших моделей, рейтинг и как выбрать
Чтобы правильно выбрать аппарат точечной сварки, нужно понимать возможности и ключевые параметры оборудования. Кроме этого, полезно ознакомиться с отзывами сварщиков о конкретных моделях. Все это есть в нашем обзоре, что поможет вам подобрать оборудование, которое справится с предстоящими задачами.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы точечной сварки
Сперва рассмотрим устройство и принцип работы аппаратов для точечной сварки. Оборудование подключается к сети 220 или 380 В и преобразует переменный ток в постоянный. Для этого используется инверторная технология. Понижающий трансформатор внутри снижает количество вольт до 12-48, и повышает ампераж.
К источнику питания присоединяется кабель, на конце которого крепится пистолет или консоль с электродом. Последний относится к неплавящемуся типу (обычно сплав меди с хромом). Он должен быть в несколько раз толще, чем сечение свариваемого металла. Кратковременное прикосновение конца электрода к изделию производит точечный нагрев, который плавит железо. Молекулы металла перемешиваются, образуя единую кристаллическую решетку. Получается точечное соединение. Если его разорвать, то на одной стороне будет углубление (кратер), а на другой ядро.
Если его разорвать, то на одной стороне будет углубление (кратер), а на другой ядро.
Поскольку контакт осуществляется электродом с небольшим сечением, то окружающая поверхность нагревается меньше и не деформируется. Таким образом можно соединять листовые заготовки, проволоку или приваривать прутки к плоскости (ручки кастрюль и т. д.).
Схема процесса точечной сварки.
Преимущества точечной сварки
Точечная сварка востребована в кузовном ремонте. С ее помощью к поврежденным местам приваривают торец обратного молотка, которым вытягивают вмятины. Еще этот вид сварки применяется при изготовлении металлической посуды, различных ограждений.
Среди преимуществ точечной сварки можно выделить следующие параметры:
- Аккуратные и точные швы.
- Сокращение расходов на электроэнергию и расходные материалы (нет плавящегося электрода, не нужен газ, как в полуавтомате).
- Высокая производительность.
- Не требуется высококвалифицированный персонал (достаточно пару раз показать как пользоваться и дать потренироваться на черновых деталях).
- При работе с толщиной изделий 0.5-1.0 мм нет прожогов.
- Отсутствует необходимость в последующей механической обработке соединений.

Как выбрать аппарат для точечной сварки
Чтобы разобраться, как выбрать точечную сварку, нужно запомнить семь основных параметров, на которые стоит обратить внимание перед покупкой. Существуют и дополнительные факторы, играющие роль только в определенных условиях эксплуатации.
Типы аппаратов для точечной сварки
Все оборудование, способное совершать точечную сварку, делится на две категории: переносное и стационарное. Первый тип отличается компактными габаритами в пределах 30х20х30 см и весит до 16 кг. Такие модели способны сваривать металл с сечением 1.5+1.5 мм. Максимальный показатель может достигать 5 мм. Товары переносного типа актуальны при кузовном ремонте или выпуске крупных металлоконструкций (двери, ворота, стеллажи). Аппарат можно переносить вокруг изделия и совершать сварку.
Переносной аппарат для точечной сварки.
Стационарные станки для точечной сварки применяются на производствах. С их помощью выполняют сборку изделий, который оператор может удерживать в руках. Однотипные соединения при серийном изготовлении создаются очень быстро, что содействует повышенной производительности. Но такие установки занимают много места ввиду габаритов 50х60х100 см и могут весить до 100 кг. Мощный источник тока разрешает сваривать металл с общей толщиной до 8 мм.
Стационарный аппарат для точечной сварки.
Режимы воздействия
Аппараты для точечной сварки способны воздействовать на заготовки одним из двух методов.
Односторонняя точечная сварка
Односторонний режим реализован в моделях, называемых споттерами. Они оснащаются пистолетом со штангой и обратным молотком, на торце которого есть медный электрод в виде треугольной звезды. Прихватившись электросваркой к поверхности, можно совершать обратные удары, вытягивая вмятый металл.
Споттер для односторонней точечной сварки.
Односторонний режим воздействия оправдан в случае затрудненного доступа к обратной стороне конструкции (нужно снимать обшивку дверей, демонтировать крыло машины), или когда изделие слишком большого размера. Еще таким образом можно приварить к поверхности шайбы или гребенку, чтобы воздействовать одновременно на большой участок, дергая сразу за все элементы при помощи крюков.
Работа споттером для односторонней точечной сварки.
Двухсторонняя точечная сварка
Двухсторонняя сварка применяется для присоединения листового металла внахлест. Для этого аппараты снабжаются клещами, обхватывающими изделие. От вылета консолей зависит максимальная удаленность точки соединения от края конструкции. Этот параметр может быть от 12 до 50 см. В таких аппаратах нижняя консоль неподвижная, а верхняя опускается, осуществляя одновременно прижим и разогрев.
Клещи для двухсторонней точечной сварки.
Режим работы
Режим работы аппарата бывает мягкий и жесткий, что зависит от характеристик тока. В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
Во втором случае применяют ток большей плотности, а цикл длится короче — 0.2-1.5 с. Такой режим обеспечивает повышенную скорость работы, но требует сильного сдавливания заготовок и диаметра электрода, в несколько раз превосходящего суммарное сечение свариваемых деталей.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.
Дополнительные параметры
Если требуется продолжительная работа аппаратом, то обратите внимание на тип охлаждения. Устройства с водяной системой и радиатором быстрее отводят тепло и имеют более продолжительный ресурс.
К споттеру обязательно понадобится пистолет и обратный молоток. Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Лучшие сварочные аппараты для точечной сварки
Если Вам требуется контактная точечная сварка для домашней мастерской или небольшого производства, то обратите внимание на следующие модели, которые уже опробованы покупателями и получили положительные отзывы.
Калибр СВА-1,5 АК
Этот аппарат для выполнения точечной сварки от российского бренда «Калибр». Модель СВА-1.5 АК запитывается от однофазной сети 220 В и потребляет 8 кВт. Корпус защищен от проникновения пыли по стандарту IP20. В комплекте есть рукоятка и запасные наконечники. Управление полностью ручное, где сварщик сам регулирует время прижима и силу тока. Для установки силы прижатия клещей предусмотрен ограничительный болт под подвижной рукояткой.
Плюсы Калибр СВА-1,5 АК
- Мощная возвратная пружина для разведения клещей.
- Крупная рукоятка для быстрой перестановки.
- Получается аккуратная точка, которую не разорвать руками.
- Не требуется механическая обработка соединения.

Минусы Калибр СВА-1,5 АК
- Кабель верхней консоли (косичка) из омедненного алюминия (перегревается).
- Неудобно расположена клавиша включения.
- От веса 16 кг устают руки.
- Требуется проводка с сечением 4 мм², ввиду мощность 8 кВт.
Вывод. Это лучший аппарат по соотношению стоимости и мощности провара. Пользователи в отзывах делятся, что легко сваривают листовой металл 2+2 мм между собой, выполняя 15 точек в минуту. Если требуется соединить проволоку, то модель справится с сечением прутков 5+5 мм. Но подключение нуждается в мощной сети, поэтому для гаража такую точечную сварку выбирать не стоит.
Foxweld КТР-8 3097
На втором месте в рейтинге товар от итальянского бренда Foxweld. Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Плюсы Foxweld КТР-8 3097
- Большая рукоятка для поднятия аппарата.
- Относительно небольшие габариты 41х10х23 см.
- Вылет электродов 15 см позволяет заводить между ними крупные детали.
- Повышенная мощность сварочного тока.
Минусы Foxweld КТР-8 3097
- Присутствует небольшой люфт, из-за чего электроды не точно сходятся друг с другом.
- Нужно хорошая проводка от 4 мм².
- Тяжело часто переставлять ввиду веса 14 кг.
- Мощность не регулируется.
Вывод. Судя по отзывам, этот аппарат для выполнения точечной сварки большинство пользователей используют для изготовления металлических дверей. Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
FUBAG TS 2600 38 666
А вот аппарат для точечной сварки, называемый споттер. Он предназначен для выполнения односторонних прихваток на металле с сечением до 1.5 мм. Максимальная сила тока составляет 2800 А. Габариты оборудования — 20х32х18 см. При подключении к однофазной сети, аппарат потребляет 5.4 кВт, поэтому его можно использовать в гараже или на даче. В комплекте к нему прилагается пистолет и штанга с обратным молотком. Есть три электрода «звездочка» и один угольный электрод для разогрева металлической поверхности.
Плюсы FUBAG TS 2600 38 666
- Переключатель для сварки угольными и медными электродами.
- Световая индикация перегрева и наличия сети.
- Четыре режима работы.
- Создает надежное соединение.
Минусы FUBAG TS 2600 38 666
- Большой вес 14 кг неудобно часто переставлять.
- Высокая стоимость.
- Нет регулировки силы тока по амперажу (только по способу сварки).

Вывод. Такая модель разработана для кузовного ремонта автомобилей и способна работать в нескольких режимах: приварка гофрированной проволоки, колец, разогрев поверхность угольным электродом, прихватка «звезды». Обратите внимание на мощный обратный молоток на пистолете. Вес грузика составляет 1.1 кг, что обеспечивает быстрое вытягивание вмятин.
RedHotDot HAMMER IT 275116
Бренд «Хаммер» выпускается в Италии. Модель IT 275116 выдает максимальную силу тока 3200 А. Это разрешает сваривать листовой металл с сечением 1.5+1.5 мм. Подключение к однофазной сети 220 V и потребление мощности 3 кВт не перегружает бытовую проводку, поэтому использовать аппарат можно даже в гараже. Цифровой дисплей удобен для визуального контроля введенных параметров. Индикатор показывает срабатывание перегрузки. В комплекте к споттеру идет пистолет со сменными насадками.
Плюсы RedHotDot HAMMER IT 275116
- Защита корпуса
- Не создает чрезмерной нагрузки на сеть ввиду мощности 3 кВт.
- Небольшие габариты 30х18х26 см.
- Глубокий провар и крепкое соединение.
Минусы RedHotDot HAMMER IT 275116
- Высокая стоимость.
- Весит более 16 кг.
- Некоторым сварщикам конструкция обратного молотка кажется слабой.
Вывод. Модель для точечной сварки примечательна синергетическим управлением, где сварщик выбирает один из шести режимов, в зависимости от конфигурации привариваемого элемента. На цифровом табло устанавливается толщина металла. Микропроцессор сам подбирает оптимальные параметры для выполнения существующей задачи.
FoxWeld МТР-25 3373
Далее в рейтинге станок для точечной сварки, который рассчитан на эксплуатацию внутри производственного цеха. Аппарат нуждается в подключении к трехфазной сети на 380 V. Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.
Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.
Плюсы FoxWeld МТР-25 3373
- Простая эксплуатация.
- Долгий срок службы.
- При каждодневной работе не ломается.
- Запуск сжимания клещей педалью — руки всегда свободные.
Минусы FoxWeld МТР-25 3373
- Очень высокая стоимость.
- Масса 100 кг требует надежного основания под станком.
- Пользователям не хватает стола под клещами, чтобы переворачивать заготовки.
- Требуется часто затачивать электроды при интенсивном использовании.
Вывод. Мы рекомендуем этот аппарат для выполнения серийной точечной сварки на производстве. Модель имеет сварочный ток 16000 а и способна проварить заготовки с толщиной 2. 5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
WIEDER KRAFT WDK-6000
Завершает наш обзор споттер на тележке. Он содержит пистолет для точечкой сварки и обратный молоток. Модель выдает максимальную силу тока 4400 А. Корпус защищен по стандарту IP23, поэтому аппаратом можно работать на улице, когда пошел дождь (закончить выравнивать деталь кузова и убрать в помещение). Входная мощность составляет 11 кВт. Время сваривания можно регулировать от 1 до 10 с. Сварщику не нужно следить за этим — аппарат отключает сварочный ток самостоятельно. Прихватки получаются крепкими и без пережогов.
Плюсы WIEDER KRAFT WDK-6000
- Можно подключать к 220 В.
- Повышенная надежность.
- Восемь режимов сварки.
- Цифровой дисплей и синергетическое управление.

Минусы WIEDER KRAFT WDK-6000
- Высокая стоимость.
- Нет вентилятора охлаждения.
- Нужно предусмотреть место для аппарата с размерами 60х50х95 см.
Вывод. Данный споттер для точечной сварки примечателен исполнением на тележке. При этом источник питания расположен сверху, поэтому для введения настроек не требуется наклоняться. Снизу есть достаточно места для кабелей, расходников и инструмента. Тележка оснащена колесами, где два передних вращаются в стороны на 360 градусов. Это упрощает быстрое перемещение по цеху и отлично подходит для автомастерской, чтобы восстанавливать геометрию кузова, передвигаясь вокруг машины.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Машины для контактной точечной сварки постоянным током
- Подробности
- Категория: Для сварки
Машины для контактной точечной сварки постоянным током (выпрямленным током) МТВ — 4800; МТВ — 4801. 00; МТВР — 4802; МТВ — 8002 — 1; МТВ — 8002 — 2; МТВП-01; МТВ-8002 предназначены для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома). Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
00; МТВР — 4802; МТВ — 8002 — 1; МТВ — 8002 — 2; МТВП-01; МТВ-8002 предназначены для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома). Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
Функциональные возможности Машин для контактной точечной сварки постоянным током (выпрямленным током):
- Экономичность потребления электроэнергии по сравнению с машинами переменного тока.
- Повышенная стабилизация сварочного тока при изменениях напряжения сети
- Шестифазное выпрямление сварочного тока.
- Импульсная сварка с раздельной регулировкой каждого импульса.
- Возможность формирования импульсов сварочного тока любой формы.
- Пневматический привод давления с независимой регулировкой постоянного, повышенного и ковочного усилий (повышенный привод).
- Регулирование вылета верхнего и нижнего электрододержателей.
- Высококачественная сварка постоянным током ответственных соединений практически всех основных металлов и их сплавов.
- Эффект «саморегулирования» сварочного тока исключает прожоги, выплески и непровары при изменениях электросопротивления деталей из-за неравномерности их толщин, загрязнений и т.д.
- Возможность измерения, допускового контроля и индикации сварочного тока, усилия, напряжения.
- Сохранение в энергозависимой памяти сварочных программ.
- Автоматическая диагностика состояния сварочной машины

Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком.![]() Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем. В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все.
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
 Слышишь, что сказал я?
Слышишь, что сказал я?Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
% PDF-1.5
%
5086 0 объект
>
endobj
xref
5086 49
0000000016 00000 н.
0000008798 00000 н.
0000009023 00000 н.
0000009069 00000 н.
0000009202 00000 н.
0000009237 00000 п.
0000009448 00000 н.
0000009477 00000 н.
0000010013 00000 п.
0000010443 00000 п.
0000010874 00000 п.
0000010896 00000 п.
0000010918 00000 п.
0000011001 00000 п.
0000326138 00000 н.
0000326218 00000 н.
0000326279 00000 н.
0000326361 00000 н.
0000326439 00000 н.
0000326485 00000 н.
0000326649 00000 н.
0000326695 00000 н.
0000326832 00000 н.
0000326878 00000 н.
0000327027 00000 н.
0000327073 00000 н.
0000327198 00000 н.
0000327244 00000 н.
0000327361 00000 н.
0000327407 00000 н.
0000327546 00000 н.
0000327592 00000 н.
0000327700 00000 н.
0000327746 00000 н. i ~ O # ל [9Y; {&.~ k6O -_ / S˹ӓ) e ~
geAB ٗ | W uJCrԓC? MIkaNSyNK} d ~ 4 Niis [; ee> ~ UVZ` + sN 坮 ٗ; \ W
u:
i ~ O # ל [9Y; {&.~ k6O -_ / S˹ӓ) e ~
geAB ٗ | W uJCrԓC? MIkaNSyNK} d ~ 4 Niis [; ee> ~ UVZ` + sN 坮 ٗ; \ W
u:
Аппараты для точечной сварки емкостным разрядом (аппарат для сварки плавлением) для сборки аккумуляторных батарей, сварочный аппарат для ювелирных изделий, микро-точечная сварка
На на этой странице у нас есть несколько стандартных одноимпульсных и двухимпульсных сварочных мощностей CD расходные материалы, а также сварочные головки и ручной инструмент.У нас также есть сварочные аппараты большего размера как для микро-TIG, так и для лазерной точечной сварки.
3 августа 2020Версии с одним и двумя импульсамиЭти регулируемые точные точки Источники питания для сварщиков позволяют гибко выполнять проекты из от большого до микромасштаба! Они обеспечивают хорошую повторяемость отображение точного значения энергии каждого сварного шва.Приобретите ручной сварочный инструмент или сварочные головки в соответствии с требованиями вашего проекта. | Пятно емкостного разряда Сварщик по низкой цене для высококачественной микро-точечной сварки |
Характеристики
- Недорогой источник питания емкостного разряда одно- или двухимпульсный доступные версии.
- Регулируемая энергия / мощность сварки. Двойные импульсные системы имеют регулировку для энергии для обоих импульсов. Кроме того, функцию двойного импульса можно включить выкл.
- Индикация энергии сварки
- Дополнительная ручка, батарейный отсек и ручной или пневматический вставной сварной шов головы
- Педальный переключатель стандартный
Примечание о двойном импульсном емкостном разряде технологии
Двойная импульсная точечная сварка используется для высококачественной сварки. Есть
два импульса на каждое нажатие сварочного аппарата. Первый пульс — небольшой
доля полной энергии импульса. Обладает способностью очищать участок,
сварены путем подачи на него быстрого теплового импульса, испарения водяного пара с поверхности, масла,
оксиды и другие загрязнения. Он также обеспечивает хорошую высокую проводимость.
область для второго, или сварочного импульса. Второй импульс соединяет две части
все вместе. Площадь сварного шва очень мала, деталь остается прохладной, а
электрическая проводимость и прочность высоки, потому что две части
легированы по поверхности пятна.
Он также обеспечивает хорошую высокую проводимость.
область для второго, или сварочного импульса. Второй импульс соединяет две части
все вместе. Площадь сварного шва очень мала, деталь остается прохладной, а
электрическая проводимость и прочность высоки, потому что две части
легированы по поверхности пятна.
Пример сварочного импульса емкостным разрядом
Этот метод особенно хорош для сварки аккумуляторов, проволоки, ювелирные изделия, сталь, нержавеющая сталь, хром и другие пассивированные поверхности.
Емкостная сварка имеет преимущество быстрого выделения энергии и управляемый расход энергии. Это означает, что сварка выполняется достаточно быстро, чтобы пятна маленькие и имеют очень маленькие зоны теплового воздействия.
Сварщик может работать от стандартных бытовых напряжений и мощностей.
Производителям аккумуляторов требуются аппараты для точечной сварки для приварки язычков и
аккумулятор в сборе. Этот небольшой сварочный аппарат для клемм аккумулятора идеально подходит для аккумуляторов. пакеты, вкладки и контакты.
пакеты, вкладки и контакты.
Промышленные точечные сварочные аппараты с двумя импульсами
- Двойной импульсный режим устраняет поверхностные несоответствия и загрязняющие вещества
- Регулируемая ширина импульса, намного более тонкая, чем на трансформаторе сварщики
- Доступно 200 Джоулей (200 ватт-секунд)
- Регулируется от 1% до 100% разряда энергии
- До 600 сварок / мин
- Простой, удобный интерфейс, портативный размер.
- Идеально для сборки аккумуляторной батареи
- Дисплей с высокой видимостью показывает параметры сварки
Эти сварочные аппараты Dual Pulse CD просты в использовании и обладают высокой мощностью.CD
Сварка (емкостным разрядом) — это разновидность контактной сварки плавлением, которая
предлагает высокие пиковые токи с чрезвычайно коротким временем нарастания импульса и короткими
длительности (порядка 10 микросекунд). Короткая длительность импульса и
высокий ток позволяет сваривать материалы с высокой проводимостью, в том числе
медь и латунь. Сварочный ток и ширину импульса можно регулировать, чтобы сваривать больше
резистивные материалы, такие как сталь и никель. CD-сварка обеспечивает повторяемость
сварка не зависит от местных колебаний напряжения в сети и может
точная регулировка энергии.Настройка двойного импульсного шва помогает устранить поверхностную
несоответствия, загрязнения и позволяет регулировать начальный контакт
сварочные электроды для получения повторяемых результатов.
Сварочный ток и ширину импульса можно регулировать, чтобы сваривать больше
резистивные материалы, такие как сталь и никель. CD-сварка обеспечивает повторяемость
сварка не зависит от местных колебаний напряжения в сети и может
точная регулировка энергии.Настройка двойного импульсного шва помогает устранить поверхностную
несоответствия, загрязнения и позволяет регулировать начальный контакт
сварочные электроды для получения повторяемых результатов.
Технические ресурсы
| |||||||||
 Все права защищены.
Все права защищены. PPT — Оборудование для точечной сварки Al Презентация PowerPoint, скачать бесплатно
Оборудование для точечной сварки Al
Однофазные машины переменного тока Без управления наклоном С контролем наклона Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Домашний полярный тип • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Среднечастотный постоянный ток
Типичная диаграмма силы тока для однофазных машин переменного тока Тип Время сварки Время последующего нагрева Время нагрева сварочного шва Время выдержки Время спада тока Время задержки штамповки Время нарастания тока Время сжатия Время сжатия Кузнечное усилие Последующий нагрев Начальный ток Сварочное усилие Сварочный ток [Ссылка: Руководство по контактной сварке, с. 11-21, RWMA]
11-21, RWMA]
Настройки машины для точечной сварки алюминиевых сплавов на однофазных машинах (рекомендации без контроля наклона) [Ссылка: Руководство по контактной сварке, стр. 11-14, RWMA]
Рекомендуемый сварочный ток при однофазном питании переменного тока 70 60 Сварочный ток, кА 50 40 30 20 1 2 3 Толщина материала, мм
Рекомендуемое усилие на электроде при однофазном питании переменного тока Усилие на электроде, кН Толщина материала , мм
Влияние угла проводимости переменного тока на срок службы электрода Нижние пиковые токи 4.Продолжительность периода проводимости на 6 мсек. Постоянный ток 4,6. Более длительные периоды проводимости позволяют получить более равномерный нагрев и (более низкий пиковый ток) без длительных периодов охлаждения между полупериодами, увеличивая срок службы электрода Отсутствие трещин при сварке Частичные самородки Растрескивание при сварке увеличивает срок службы электрода 4. 6 Spinella, D. Точечная сварка сопротивлением с использованием переменного тока », Испытания материалов и корпуса, IBEC, 1995
6 Spinella, D. Точечная сварка сопротивлением с использованием переменного тока », Испытания материалов и корпуса, IBEC, 1995
Однофазные машины переменного тока Без контроля наклона С контролем наклона Многофазные машины с постоянной энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Накопленная энергия Машины • Электромагнитный тип • Электростатический тип • Электрохимический тип • Домашний полярный тип • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Среднечастотный постоянный ток
График точечной сварки однофазных устройств постоянного тока [Ссылка: Сопротивление Руководство по сварке, стр.11-23, RWMA]
Рекомендуемые режимы сварки с однофазным источником постоянного тока Сила на электроде, кН Время сварки, циклы Сварочный ток, кА Толщина материала, мм
Влияние постоянного тока на срок службы электрода DC приводит к смещению центра сварного шва. Повышенный износ одной поверхности электрода при более высокой рабочей температуре. Управление С контролем наклона Многофазные машины с прямой энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Тип Home-Polar • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Средняя частота DC
Повышенный износ одной поверхности электрода при более высокой рабочей температуре. Управление С контролем наклона Многофазные машины с прямой энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Тип Home-Polar • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Средняя частота DC
Newton и др., Фонд RW Aluminium, AWS, SMWC VI, октябрь 1994 г.
Сравнение частоты 50 Гц Формы сигналов переменного и MFDC Ток (кА) MFDC 50 Гц Время (с)
AC Среднечастотный постоянный ток с пониженным выбросом 61114-T4 Алюминий Michaud, E, A Сравнение переменного и MFDC SMWC VII, AWS, 1996
MF DC AC
Увеличение силы Влияние силы и манометра на выступ для MF DC по мере увеличения манометра, лепесток перемещается Browne, D.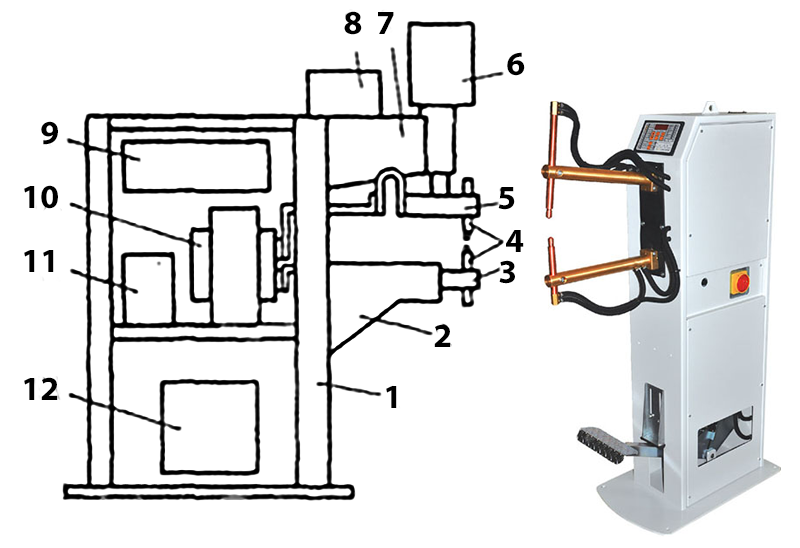 , Модель для прогнозирования, IBEC’95, Adv Tech & Processes, 1995
, Модель для прогнозирования, IBEC’95, Adv Tech & Processes, 1995
Влияние диаметра кончика электрода на MFDC Браун Д., Модель для прогнозирования, IBEC’95, Adv Tech & Processes, 1995
Влияние расстояния между сварными швами в MFDC Браун, Д., Модель для прогнозирования, IBEC’95, Adv Tech & Processes, 1995
Влияние износа наконечников с MFDC Браун, Д., Модель для прогнозирования, IBEC ’95, Adv Tech & Processes, 1995
Однофазные машины переменного тока Без контроля наклона С контролем наклона Многофазные машины с прямой энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Тип Home-Polar • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Среднечастотный постоянный ток
Типичная диаграмма силы тока и силы для электростатических машин с накоплением энергии Время задержки штамповки e Forge Force Weld Force Current Squeeze Time Hold Time Время сварки [Ссылка: Руководство по контактной сварке, стр. 11-21, RWMA]
11-21, RWMA]
График точечной сварки станков с накоплением электростатической энергии [Ссылка: Руководство по контактной сварке, стр. 11-23, RWMA]
Однофазные машины переменного тока Без контроля наклона С Контроль наклона Многофазные машины с прямой энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Домашний полярный тип • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Средняя частота постоянного тока
Вставьте диаграмму формы сигнала преобразователя частоты
График точечной сварки стандартного трехфазного преобразователя частоты [Ссылка: Руководство по контактной сварке, стр.11-22, RWMA]
Однофазные машины переменного тока Без контроля наклона С контролем наклона Многофазные машины с прямой энергией Преобразователь частоты Тип выпрямителя Различные типы оборудования • Машины с накоплением энергии • Электромагнитный тип • Электростатический тип • Электрохимический тип • Тип Home-Polar • Однофазные машины постоянного тока • — Выпрямленный постоянный ток • — Средняя частота постоянного тока
Типичная диаграмма силы тока для трехфазного выпрямителя Тип Машины Время задержки штамповки Окончательное время силовой сварки Ток после нагрева Сварочный ток Начальное усилие Время последующего нагрева Время выдержки Общее время сварки Время сжатия [Ссылка: Руководство по контактной сварке, стр. 11-20, RWMA]
11-20, RWMA]
График точечной сварки стандартного трехфазного выпрямителя постоянного тока [Ссылка: Руководство по контактной сварке, стр. 11-22, RWMA]
РЕЗЮМЕ
Сварочный ток Высокие уровни тока требуются для разрушения поверхностного оксида и генерирования тепла, необходимого для достижения приемлемого сварочного шва. Время сварки Требуется короткое время сварки из-за высоких уровней тока Наклон / спад тока Обычно не рекомендуется для сварки алюминиевых сплавов Конструкция / материал электрода Из-за требуемых более высоких уровней тока обычно используются электроды с высокой допустимой токовой нагрузкой, такие как Класс 1 и Класс 2 Конструкции электродов в основном имеют куполообразную форму Наконечники электродов также необходимо часто заправлять Ковка Циклы ковки обычно используются для предотвращения растрескивания сварных швов в алюминиевых сплавах Параметры процесса
Поверхностное прожигание и захват наконечника Трещины Чрезмерное вдавливание Разделение листа Пористость Вытеснение металла сварного шва Несимметричный самородок сварного шва Включение несваренных дефектов сварного шва
[Причина] Горение поверхности вызвано чрезмерным нагревом металлической поверхности под электродом и проявляется обгоревшими, изъеденными и обесцвеченными сварными швами. Чрезмерный захват электрода вызван в первую очередь теми же факторами. [Устраните эти условия] Неправильное состояние поверхности Проскальзывание электродов Неправильный материал электрода — проводимость слишком низкая Грязные или неправильно очищенные электроды Чрезмерное «время сварки» Чрезмерный сварочный ток Недостаточное сварочное усилие Горение поверхности и захват наконечника
Чрезмерный захват электрода вызван в первую очередь теми же факторами. [Устраните эти условия] Неправильное состояние поверхности Проскальзывание электродов Неправильный материал электрода — проводимость слишком низкая Грязные или неправильно очищенные электроды Чрезмерное «время сварки» Чрезмерный сварочный ток Недостаточное сварочное усилие Горение поверхности и захват наконечника
[Причина] Внутренний и внешний трещины в сварных швах, обычно вызванные ненадлежащими термическими условиями и давлением, наблюдаются в структуре и поверхности сварного шва соответственно.[Устранение этих условий] Чрезмерное проникновение Недостаточная сила Неправильная скорость нарастания тока Неправильное охлаждение электрода Неправильный контур электрода Задержка приложения силы ковки Трещины
[Причина] Чрезмерное вдавливание, обычно вызванное неправильным приложением силы, указывает на углубление на поверхности шва. [Устраните эти условия] Чрезмерное усилие выталкивание сварочного металла Неправильный контур электрода Чрезмерный нагрев поверхности Неправильный цикл ковки Чрезмерный сварочный ток Чрезмерное вдавливание
[Устраните эти условия] Чрезмерное усилие выталкивание сварочного металла Неправильный контур электрода Чрезмерный нагрев поверхности Неправильный цикл ковки Чрезмерный сварочный ток Чрезмерное вдавливание
[Причина] Чрезмерное разделение листов, обычно вызванное плохой подгонкой деталей и чрезмерной деформацией поверхности. на это указывает широкий отрыв основного металла, прилегающего к сварному шву.[Устраните эти условия] Чрезмерное усилие Неправильная установка деталей Выталкивание сварочного металла Неправильный контур электрода Чрезмерный сварочный ток Несоосность наконечника Чрезмерное «время сварки» Разделение листов
[Причина] Пористая структура сварного шва, обычно вызванная неправильным применением тепла и сила, наблюдаемая при разрезании и травлении сварного шва. [Устранение этих условий] Недостаточное «время сварки». Неправильная скорость нарастания тока. Неправильный контур электрода. Неправильная последовательность сварочного шва и сила ковки. Недостаточная сила. Пористость
Неправильная последовательность сварочного шва и сила ковки. Недостаточная сила. Пористость
. на это указывает выпавший металл из сварного шва.[Способ устранения этих условий] Недостаточная сила Совет несоосность беспорядочным контактное сопротивление инородное вещество на прилегающих поверхности электрода скольжения Избыточное сварочного тока Чрезмерное «время сварки» наплавленный металл Exp
Сопротивление рельефной сварки (RPW) Преимущества и недостатки
Принцип работы контактной проекционной сварки (RPW)
В сварка сопротивлением проекции (RPW) , малая выступы формируются на одной или обеих частях основного металла для получения контакт в точке, которая локализует электрический ток и концентрирует тепло.Под давлением нагретые и размягченные выступы разрушаются и сварной шов сформирован. Выступ на верхнем компоненте прижимается к нижнему компонент электродной силой. Выступ схлопывается, и самородок сварного шва формируются с применением тока.
 Эта техника имеет особую ценность
в монтажных приспособлениях к поверхностям, тыльная сторона которых недоступна для
сварщик.
Эта техника имеет особую ценность
в монтажных приспособлениях к поверхностям, тыльная сторона которых недоступна для
сварщик. Преимущества контактной проекционной сварки
- Возможна одновременная работа i.е. можно сделать более одного сварного шва.
- Рельефная сварка имеет то преимущество, что она позволяет сваривать металлы с толщиной, не подходящей для точечной сварки.
- Электроды для проекционной сварки имеют более длительный срок службы по сравнению с электродами для точечной сварки. Это связано с тем, что электроды для выступающей сварки должны выдерживать меньший износ и меньший нагрев.
- Контактная выпуклая сварка не ограничивается стыками листов.
- Сварка с выступом может выполняться в определенных точках, которые необходимо сваривать.
- При сложных сварочных работах сварка выступом обеспечивает лучший тепловой баланс.
- Проекционная сварка позволяет экономить электроэнергию, поскольку для выработки тепла требуется меньший ток. Таким образом уменьшаются дефекты усадки и деформации.
 Таким образом уменьшаются дефекты усадки и деформации.
Таким образом уменьшаются дефекты усадки и деформации.Недостатки RPW
- Металлы всех типов нельзя сваривать проекционным методом. Толщина и состав металла — большой вопрос.
- Все металлы недостаточно прочные, чтобы поддерживать прогнозы.Некоторые латуни и медь нельзя сваривать с помощью выступающей сварки.
- Есть дополнительная операция — формирование проекции.
- Выступы должны иметь одинаковую высоту для подходящей сварки.
Приложения
- Контактная сварка проекцией используется в автомобильном секторе.
- Выпуклая сварка применяется в холодильной технике (серийное производство конденсаторов, решеток, стоек и т.)
Подробнее о сварке:
Роботы для точечной сварки | Робот для точечной сварки
Быстрое время цикла, эффективное использование пространства и простота эксплуатации — обязательные требования для операций точечной сварки. Yaskawa разработала уникальные решения, которые максимально увеличивают преимущества автоматизации процесса.
Yaskawa разработала уникальные решения, которые максимально увеличивают преимущества автоматизации процесса.
Этот тип носителя не поддерживается вашим браузером.
Роботы для точечной сварки
Являясь мировым лидером в области роботизированной сварки, Yaskawa Motoman предлагает роботов для точечной сварки с широким диапазоном полезной нагрузки, вылета, встроенными ремнями безопасности и точечными пистолетами с сервоуправлением.Мы сотрудничаем с автопроизводителями для создания инновационных роботов для повышения производительности кузовных цехов. Наши платформы SpotWorld ® помогли производителям повысить производительность и сократить время выхода на рынок.
Повышенная плотность рабочего пространства
Жилая площадь — бесценный товар. Чтобы сэкономить пространство на полу и уменьшить общую занимаемую площадь, мы представили серию роботов, предназначенных для более высокой плотности размещения роботов. SP100B — это уникальный низкопрофильный 7-осевой робот, который можно размещать рядом с кузовом автомобиля или под ним. SP80 и SP165 — это роботы с тонким профилем, которые можно расположить ближе к заготовке, что позволяет производить продукт с меньшим количеством станций повторной точки.
SP80 и SP165 — это роботы с тонким профилем, которые можно расположить ближе к заготовке, что позволяет производить продукт с меньшим количеством станций повторной точки.
Замена продукта
Быстрая и предсказуемая смена продукта имеет решающее значение для поддержания производительности. Локаторы с ЧПУ, как и роботы серии UH, позволяют быстро менять производственные линии. Запрограммированные с позициями X, Y, Z, роботы UH могут перемещать установочные штифты кузова в новые места, пока на станцию переносится другой тип кузова.
Оснастка
Мы предлагаем обширную линейку стандартных роботизированных позиционеров для удержания работ. Наши низкопрофильные 2-осевые позиционеры MotoPos и 3-моторные цапфы MRM2 являются нашими самыми популярными для рабочих ячеек SpotWorld. Наша запатентованная система MotoMount ™ упрощает установку, улучшает работу, снижает нагрузку на подшипник и продлевает срок службы позиционера. Дополнительные приспособления для крепления к лицевой панели упрощают интеграцию / замену. Все наши позиционеры можно настроить в соответствии с потребностями вашего приложения.
Все наши позиционеры можно настроить в соответствии с потребностями вашего приложения.
Скоординированное движение и управление несколькими роботами
Мы были первой компанией-роботом, которая разработала скоординированное движение нескольких роботов с помощью одного контроллера. Скоординированное движение позволяет нескольким роботам работать в одном пространстве без риска столкновения одного робота с другим. Эта функция позволяет нашим роботам манипулировать более крупными деталями для нескольких технологических роботов или работать вместе без столкновений. Скоординированное движение также распространяется на внешние оси сервопривода в наших позиционерах, упрощая сложные операции.
Мы продолжаем совершенствовать возможности нашего программного обеспечения в отношении скоординированного движения, сохраняя нашу позицию №1 в отрасли. Наши системы проще всего программировать и обеспечивают максимальную гибкость приложений. Например, комбинируя роботов для обработки материалов с роботами для точечной сварки, мы можем обеспечить обработку без кондуктора, что приведет к большей гибкости и снижению затрат на инструмент. С одного контроллера можно управлять до восьми роботами. Управление несколькими роботами было использовано, чтобы позволить четырем роботам на рельсах поднимать и перемещать кузов автомобиля между станциями в точке перехода конвейера.
С одного контроллера можно управлять до восьми роботами. Управление несколькими роботами было использовано, чтобы позволить четырем роботам на рельсах поднимать и перемещать кузов автомобиля между станциями в точке перехода конвейера.
SpotWorlds
Мы произвели революцию в индустрии роботизированной дуговой сварки, предложив разнообразное предложение стандартизированных готовых модулей под названием ArcWorlds. Ячейки ArcWorld® также могут сочетать в себе различные позиционеры, технологическое оборудование и средства защиты. Эти конфигурации рабочих ячеек легко адаптируются к приложениям точечной сварки, например SpotWorlds, которые используются в широком спектре отраслей, включая поставщиков автомобильной техники, производителей сельскохозяйственного / строительного оборудования и производителей медицинского оборудования.
Настройки и модификации
Проекты часто требуют модификации нашего стандартного предложения продуктов, включая роботов, позиционеры, платформы и периферийные устройства. Мы предлагаем широкий спектр настроек, которые гарантируют, что вы получите необходимую систему и начнете производить детали быстрее. Настройки и модификации включают:
Мы предлагаем широкий спектр настроек, которые гарантируют, что вы получите необходимую систему и начнете производить детали быстрее. Настройки и модификации включают:
- Робот-дресс с пистолетами и таймерами в соответствии со спецификацией OEM
- Модифицированные позиционеры в стандартной ячейке (или SpotWorld)
- Дополнительные роботы в стандартной ячейке
- Дополнительные устройства позиционирования в стандартной ячейке
- Роботы-манипуляторы добавлены в стандартную ячейку
- HMI или элементы управления, интегрированные в ячейку
- Пользовательские макеты ячеек (или SpotWorld)
- Напольные дорожки добавлены к стандартной ячейке
Сервопистолеты
Хотя мы не производим точечные пистолеты, мы работаем с ведущими производителями, чтобы сделать их легче, эффективнее и универсальнее.Мы также гарантируем, что точечные пистолеты интегрированы в наши основные элементы управления и программное обеспечение, что приводит к более гибкой и высокопроизводительной системе.
Пистолет для точечной сварки с сервоприводом позволяет роботу регулировать положение электрода на основе обратной связи по крутящему моменту двигателя, чтобы обеспечить заданное усилие зажима. Ниже приведены несколько преимуществ сервопистолетов:
- Минимизирует износ электродов, что увеличивает время безотказной работы
- Повышает качество за счет постоянного усилия зажима
- Устраняет «время сжатия» для закрытия пневматического пистолета, что сокращает время цикла.
- Пистолеты с сервоуправлением более энергоэффективны, чем пневматические пистолеты, приводимые в действие сжатым воздухом, что дает реальную экономию средств.
Наше программное обеспечение обеспечивает простую калибровку пистолетов типа X или C и поддерживает смещения для отклонения рычага пистолета и компенсации износа наконечника.Файлы ступенчатого давления позволяют изменять давление пистолета во время цикла сварки или цикла правки наконечника.
Жгут для точечной сварки поддерживает кабели двигателя и энкодера для серводвигателей Yaskawa Sigma-5, которые могут быть интегрированы с приводами производителей пистолетов. Комплекты управления доступны для легких двигателей Obara, приводов Tolomatic ServoWeld и приводов Exlar.
Комплекты управления доступны для легких двигателей Obara, приводов Tolomatic ServoWeld и приводов Exlar.
Интегрированный ремень для точечного пистолета
Интегрированный точечный ремень значительно увеличивает пропускную способность, устраняя простои из-за проблем с ремнем робота.Время запуска продукта было сокращено, поскольку имитационные модели и автономные программы можно было использовать «как есть» вместо программ редактирования, чтобы избежать помех от кабелей.
Более эффективное точечное орудие
Благодаря использованию среднечастотных инверторов для сварки постоянным током размеры трансформатора были значительно уменьшены. Мы также работали с производителями пистолетов для использования более высокой частоты переключения инвертора (1800–2000 Гц), чтобы помочь уменьшить размер и вес пистолета, что привело к созданию более эффективной и компактной системы.
Интеграция сварочного таймера
Одна программная инструкция используется для запуска цикла точечной сварки, включая несколько точек подряд.