Аргонодуговая сварка подвластна каждому желающему
Что такое аргонодуговая сварка? Читатель наверняка встречал это понятие раньше: упоминания в статьях о сварке, предложения пройти обучение — курсы аргонодуговой сварки, какие-то видео в интернете и т.д. В этой статье мы рассмотрим процесс аргонодугового процесса и осветим ее основные особенности.Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.

Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
Как варить аргоном — практические советы и видео
Сварка аргоном — это разновидность электродуговой сварки. По применению она более сложная. Постараемся разобраться, как варить аргоном на практике.
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.

- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Особенности процесса
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.
Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиКак варить аргонодуговой сваркой?
Уважаемые покупатели, в это статье мы расскажем что такое аппарат аргонодуговой сварки, как варить аргонодуговой
сваркой, где применяется аргонодуговая сварка и дадим множество полезной информации.
Эта статья будет полезна начинающим сварщикам, кто только выбирает аппарат и хочет войти в ряды элитных сварщиков, ведь аргонодуговая сварка считается самой сложной и требует определенный навыков и усердия. Но овладев такими навыками вы по праву сможете считать себя настоящим сварщиком.
Начнем с классификации аппаратов
Первое что нужно для себя уяснить – что вы планируете сваривать? Если вы будете сваривать только черные металлы – вам нужен аппарат постоянного тока (TIG DC), если вы планируете сваривать алюминий – значит вам необходим аппарат аргонодуговой сварки с переменным током (TIG AC). Алюминий на постоянном токе DC сварить не получится, никак. Только переменный ток AC. По этому, выбирая аппарат, подумайте сразу, будет ли в ваших планах сварка алюминия.
Режим пульс, как правило в названии аппарата обозначается латинской буквой P — необходим для сварки тонколистового металла.
Лидеры продаж среди аппаратов способных сваривать алюминий
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 200 А.
Производитель: СварогПодключение 380 В. Сварочный ток 10 — 315 А.
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 — 200 А.
Производитель: БарсПодключение 220 В. Сварочный ток 10 — 200 А.
Само название аргонодуговая сварка подразумевает использование газа Аргон. Аргон инертный газ, а это значит, что он не взрывоопасен. Газ нужен для того, чтобы защищать сварочную ванну во время сварки от попадания в нее воздуха. Воздух злейший враз всех сварочных швов, попадая в металл, он создает полости и пустоты, которые приводят к разрушению конструкции.
Практически все производители продают аппараты вместе с горелкой. Более подробно про горелки TIG вы можете прочитать в этой статье.
Если ваш аппарат очень мощный, как правило от 250 Ампер – вам понадобиться блок водяного охлаждения для горелки. Мы
написали отдельную статью про Кулеры. Прочитайте ее
пожалуйста.
Мы
написали отдельную статью про Кулеры. Прочитайте ее
пожалуйста.
Так же хотим обратить ваше внимание, что вместе с аппаратом вы получите минимальный набор расходных материалов для горелки TIG. Но со временем вам понадобится «расходка». Более подробно про расходные части для горелок в этой статье. Рекомендуем также ознакомиться с газовыми линзами для горелок аргонодуговой сварки TIG. Очень подробная статья и видео.
А сейчас вернемся к главному вопросу
На словах все очень просто, берем горелку, присадочный пруток и варим. А на деле все немного сложней. Сложность заключается в том, что нужно «набить руку», нужна усидчивость и хорошая взаимосвязь между вашей рукой и горелкой. Кроме того, если в одной руке у вас горелка, то в другой присадочный пруток. Чтобы вы лучше чувствовали пруток, не надевайте толстых сварочных краг. Используйте по началу обычные садовые перчатки. При сварке в режиме TIG искр много не бывает, но можете надеть две перчатки, для большей защиты. Чтобы не переводить присадочный пруток в пустую, мы советуем попробовать сварить тонкий металл без прутка. Просто прислоните два изделия плотно друг к другу и включив аппарат попробуйте расплавить стык вольфрамовым электродом, не добавляя при этом присадочный пруток. Таким образом вам удастся сварить два изделия, но сварочный шов не будет особо прочным, это действие можно воспринимать только как тренировку. Научившись такому простому процессу можете попробовать подавать пруток под вольфрамовый электрод в горелке. Можно даже не включать аппарат и не давать ток на горелку, просто набейте руку, ваши движения должны быть плавными и подача прутка должна идти с одинаковыми интервалами.
Скоро. Сварог TIG 200 P DSP AC/DC MINI →← Сварка алюминия аппаратом MMAАргон сварка как варить — Морской флот
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок.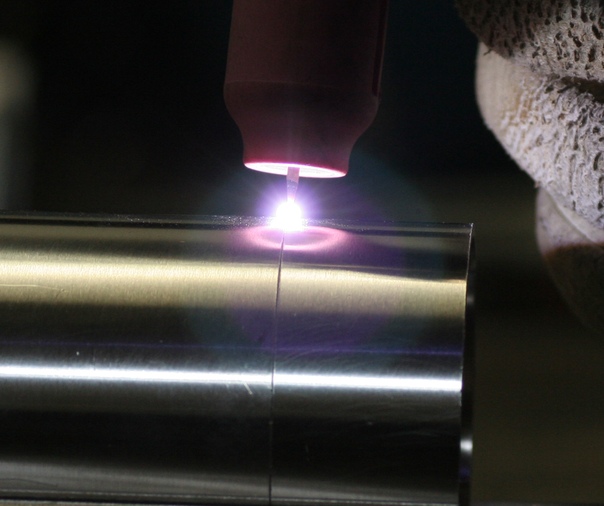 Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.

Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Аргонодуговая сварка металлов | Варить аргоном нержавейку, алюминий
Одна из разновидностей сварки металлов – аргонодуговая, в процессе которой используется газ аргон и электрическая дуга. Эта технология прекрасно подходит для работы с самыми капризными и устойчивыми металлами. Нет определенных ограничений по составу сплава, толщине изделия и его предназначения. Метод подходит для работы с металлом любой конфигурации.
Эта технология прекрасно подходит для работы с самыми капризными и устойчивыми металлами. Нет определенных ограничений по составу сплава, толщине изделия и его предназначения. Метод подходит для работы с металлом любой конфигурации.
Задача электрической дуги заключается в расплавлении кромки материала, которую необходимо сварить и соединение деталей в этом месте. Газ аргон в силу своих химически инертных свойств не взаимодействует с металлом, а наоборот защищает место сварки от воздействия атмосферы. Он вытесняет кислород и изолирует рабочий участок от ненужных примесей и газов. Это нужно преимущественно для защиты цветных металлов и легированных сталей от воздействия химически активных газов, в том числе кислорода. Они ухудшают качество шва, а некоторые металлы могут даже возгораться. Место сваривания в профессиональном жаргоне звучит как «сварочная ванна».
В отличие от гелия, при работе с которым требуется специальная защитная одежда или азота, который подходит не для всех сварочных работ, аргон более универсален и неприхотлив.
- Он тяжелее воздуха на 38%, что позволяет вытеснить его из рабочей зоны, защищая ее от ненужных примесей.
- Он не реагирует с рабочими поверхностями и с металлами в составе сплавов в силу своей химической инертности.
Аргоновая сварка металлов и сплавов
Существует несколько видов и особенностей аргонодуговой сварки в зависимости от уровня механизации сварочных работ:
- Ручная сварка при участии неплавящихся вольфрамовых электродов. Процесс полностью управляется сварщиком.
- Полуавтоматическая сварка или же механизированный тип предполагает подачу проволоки машиной, а аргоновую горелку держит мастер.
- Полностью автоматизированная аргонодуговая сварка проводится без участия сварщика. Подача проволоки и перемещение горелки происходит при помощи роботизированного автомата, работа которого контролируется оператором дистанционно. Этот вид наиболее популярен в современной промышленности, как правило, с крупными элементами.
 Этот вид наиболее популярен в современной промышленности, как правило, с крупными элементами.
Этот вид наиболее популярен в современной промышленности, как правило, с крупными элементами.При работе с аргонодуговыми сварочными аппаратами стоит учитывать особенности и порядок действий:
- Перед началом сварочных работ необходимо позаботиться об очистке рабочих деталей от масел и различного рода грязи. Для этого подойдут как механические, так и химические методы.
- Подачу газа подключают предварительно, за 20-30 секунд до начала работы. В левой руке необходимо держать проволоку, а в правой горелку и поднести их как можно ближе к варочной поверхности. Когда происходит включение тока, между электродом и металлом возникает дуга.
- Проводить горелку необходимо вдоль шва с подачей присадочной проволоки. Действие необходимо проводить постепенно, без поперечных движений и не торопиться, иначе можно разбрызгать металл.
- Чем ближе к сварочной поверхности расположена горелка и проводник, тем короче получится дуга. Именно в таком случае удастся получить глубокий узкий и эстетичный на вид шов.
- Для наибольшей прочности и защиты от примесей горелка и проволока должны находиться в зоне газовой защиты.
- Подача газа прекращается через 15 секунд после окончания работы.
Качество шва при аргонодуговой сварке, удобство использования для тонкостенных элементов и регуляция длины дуги позволяет осуществлять работы с цветными металлами, сплавами различного состава и легированными сталями. Благодаря этому аргонодуговая сварка широко распространена в авиастроении и автомобильной промышленности.
Сварка алюминия аргоном
Чаще всего его используют для варки алюминия. Являясь одним из самых распространенных в быту и очень легким металлом, алюминий в то же время химически активен. Сложность сварки алюминия объясняется его молниеносной реакцией с кислородом воздуха. В результате образуется тончайшая, но весьма прочная оксидная пленка. Разрушить эту пленку можно только при высокой температуре, превышающей температуру плавления самого металла. Чтобы этого не произошло, сварку проводят в потоке аргона, который препятствует доступу кислорода, вытесняя его из рабочей ванны. Шов получается красивым и достаточно прочным.
Главное учитывать состояние подаваемого тока. При работе следует использовать только переменный ток. В случае с током обратной полярности температура в рабочей зоне значительно повышается, что может привести даже к плавлению вольфрама.
Использование постоянного тока при варке алюминия теоретически возможно и даже применяется в некоторых случаях, но только при использовании другого инертного газа – гелия. В этом случае стоимость варочных работ обходится в несколько раз дороже.
Еще несколько нюансов подготовки поверхности алюминия к сварке:
- Обязательное обезжиривание металлической поверхности растворителями;
- Удаление прочной оксидной пленки механическим путем или химическими реагентами;
- Дождаться полного высыхания поверхности.
Сварка меди аргоном
Аргонодуговая сварка подходит для работы не только с алюминиевыми поверхностями (легкий цветной металл), но и для сварки тяжелых цветных металлов, в том числе и меди.
Медь обладает хорошей коррозионной устойчивостью, а также выдерживает воздействие различных агрессивных сред. Для наибольшего качества сварочного шва в случае с медными поверхностями стоит использовать смесь аргона с гелием при постоянном токе.
При этом образуется устойчивая дуга, которая помогает приварить присадочную проволоку из меди. Высокая теплопроводность меди обязывает разделывать медные детали, имеющие толщину более 10 мм и обрабатывать их с двух сторон.
Как пользоваться аргонной сваркой
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами. Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Сварка MIG с использованием 100% аргона в качестве защитного газа • WelditU
0Отсутствие газа MIG в середине проекта — проблема, с которой сталкивается большинство сварщиков.
Поскольку многие из нас также имеют под рукой резервуар с чистым аргоном для других видов сварки, сможет ли сварка MIG со 100% -ным аргоном на низкоуглеродистой стали завершить проект без посещения поставщика газа?
Или возможно ли выполнять сварку MIG только с использованием аргона и обойтись без использования сварочного газа 100% аргона для всех ваших работ MIG и TIG?
В этой статье:
Могу ли я сваривать сталь методом MIG, используя 100% аргон?Как сварщик-любитель, я держу один баллон с газом C25, а другой со 100% аргоном для сварки алюминия MIG.Когда в баллоне MIG заканчивается, невозможно узнать, как долго хватит газа.
Когда начинаешь новый проект с низким баллоном, я могу рискнуть закончиться в середине проекта, выберу инвестирование в еще одну бутылку C25 или обменяю не полностью пустой баллон на полный.
Мне не понравился такой выбор, поэтому я рассмотрел возможность сварки MIG со 100% -ным аргоном.
Я обнаружил, что да, , 100% аргон, можно использовать для сварки MIG стали , но следует ожидать, что сварной шов будет слабым, хрупким и непривлекательным.
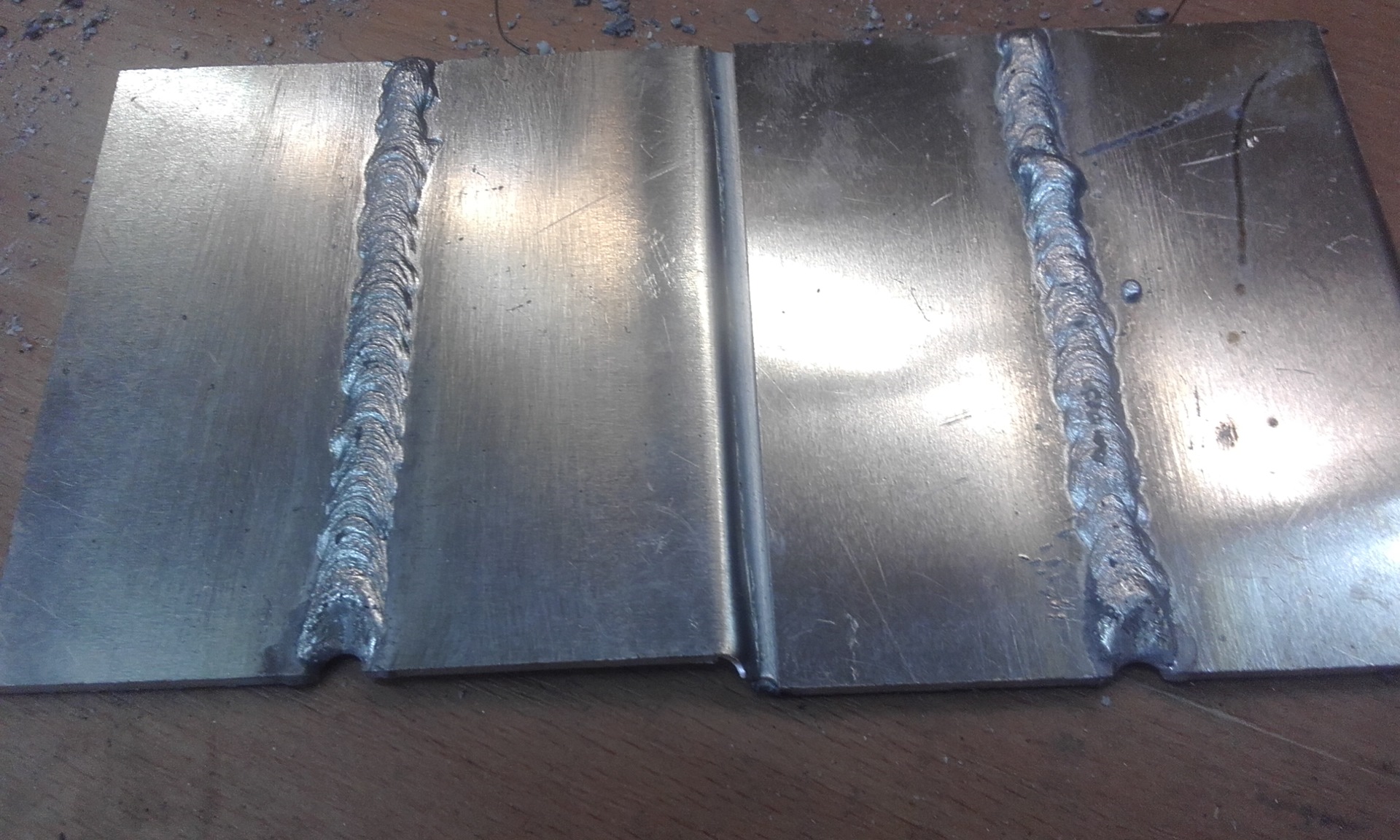
Профиль сварного шва MIG из 100% аргона (вверху слева) по сравнению со смесью MIG (внизу справа).Использование 100% аргона для сварки MIG не обеспечивает достаточной теплопроводности для сварочной ванны черных металлов. Внешние края дуги остаются холодными, что приводит к высокому и узкому профилю проплавления с минимальным сплавлением, а также к поднутрению, которое еще больше ослабляет сварной шов.
Сварка MIG с использованием 100% аргона в качестве защитного газа на низкоуглеродистой стали, как известно, теряет пластичность, что приводит к хрупкости.
Сварка MIG с использованием аргона
Я буду использовать 100% аргон для сварки MIG стали, если:
- Внешний вид сварного шва не важен
- Никто не пострадает, если сварной шов не удастся. доставляет мне массу неприятностей
Также учтите, что с большим количеством брызг и неустойчивой дугой поверх жесткой сварочной ванны сварка чистым аргоном не доставляет удовольствия. При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-смеси.
На форумах много разговоров от тех, кто добился успеха MIG-сваркой с использованием чистого аргона в защитном газе, и я нашел эти советы:
- Естественно хотеть увеличить температуру, когда вы видите высокий, узкий, холодный -смотровые швы. Но с узким профилем проникновения чистого аргона вы, скорее всего, прожигете тонкие материалы до того, как валик расплющится.
- Сделайте фаску на стыках, чтобы добиться лучшего сплавления и получения более прочных сварных швов.
Подробнее о чистом аргоне в качестве защитного газа:
- Атомный символ: Ar
- Чистый аргон извлекается из атмосферы на установках разделения воздуха.
- Легко вытесняет воздух сверху, поскольку он плотнее и тяжелее воздуха.
- Поскольку 100% аргон химически инертен, он не вступает в реакцию с другими материалами.
- Аргон не растворяется в расплавленном металле.
- Способствует процессу переноса распылением.
- Легко ионизировать, поэтому аргон позволяет создавать более длинные дуги при более низких напряжениях и нечувствителен к изменениям длины дуги.
- Используется отдельно, в основном, для обработки цветных металлов, таких как алюминий, медь, магний, никель и их сплавы.
- Характеристики стали улучшаются при смешивании аргона с активными газами, такими как диоксид углерода, гелий или кислород.
Вот инструктор по сварке MIG с использованием прямого аргона в защитном газе (13 мин.):
Есть ли какие-нибудь сомнения в отношении Боба к сварке MIG с использованием чистого аргона?
Конечно, он профессионал, отвечающий за обучение и поддержание высочайших стандартов сварки. Но у него также есть опыт и ресурсы, чтобы это произошло.
Я? Конечно, иногда мне нужны красивые сварные швы (я бы предпочел, чтобы больше моих сварных швов были похожи на те, которые Боб назвал «Мля!»). Но чаще мне нужно закончить работу, используя то, что есть под рукой.
Что еще можно сделать для сварки MIG с использованием 100% аргона?
Прямой аргон — отличный защитный газ для сварки алюминия методом MIG.
Благодаря своей чистоте и низкому содержанию влаги 100% аргон также является подходящим защитным газом для сварки MIG других цветных металлов:
- Медь менее ”(включая сплавы)
- Никель менее” (включая сплавы )
- Магний
- Титан
Гелий, обладающий более высокой теплопроводностью (и стоимостью), часто смешивают с чистым аргоном для использования на толстых цветных материалах.
« Пластичность — это способность металла постоянно изгибаться, скручиваться или манипулировать другими способами без разрушения или растрескивания».
Школа сварки Тусла
Как насчет сварки MIG нержавеющей стали с 100% аргоном?
Нержавеющая сталь приобретает коррозионно-стойкие свойства за счет добавления хрома и никелевых сплавов. Эти сплавы ухудшают свариваемость при использовании MIG со 100% инертным защитным газом.
Сварка нержавеющей стали методом MIG в среде защитного газа 100% аргона дает плохие сварные швы и не рекомендуется .
Добавление даже небольшого количества активного газа к чистому аргону, как в смеси 98% Ar / 2% O2 или 98% Ar / 2% CO2, улучшит характеристики дуги и валика.
Для получения наилучших результатов при сварке нержавеющей стали методом MIG используйте смесь из трех смесей: 90% He / 7,5% Ar / 2,5% CO2.
Смеси CO2 лучше, чем чистый аргон, для сварочной стали MIG
При низких температурах CO2 является инертным газом. Но при температурах сварки CO2 становится реактивным, и его очищающее действие улучшается.
При добавлении к чистому сварочному газу аргона в небольших количествах, обычно от 5 до 25%, CO2 помогает стабилизировать сварочную дугу.Используя смесь аргона и CO2 для сварки MIG, вы получите более плавную сварочную ванну с улучшенным проплавлением стали и меньшим разбрызгиванием при сварке.
При слишком большом количестве CO2 дуга становится шероховатой, и количество брызг увеличивается. При сварке MIG с использованием 100% CO2 становится труднее контролировать характеристики сильного проплавления тонких металлов.
Смеси аргон / CO2 помечены в соответствии с процентным содержанием газа CO2 в смеси. C25 представляет собой смесь 25% CO2 с 75% аргона и является наиболее широко используемой смесью MIG.
Сварка TIG со 100% -ным аргоном более эффективна для стали
Защитные газы выполняют разные функции в разных процессах.
При сварке MIG, когда расходный присадочный материал образует электрод, металл переносится через дугу в сварной шов. При сварке TIG мы подаем присадочный металл в дугу, возникающую между материалом и вольфрамовым электродом.
Для сварки TIG используется защитный газ, который остается на 100% инертным при температурах сварки, и чистый аргон отвечает всем требованиям.При использовании в сварке TIG аргон способствует легкому запуску, стабильной дуге и поддерживает чистоту неплавящегося вольфрамового электрода.
Связано: Какой размер баллона сварочного газа для MIG или TIG?
Итоги
В крайнем случае, вы можете использовать чистый аргон для сварки стали методом MIG, но смесь аргона и CO2 — лучший выбор.
Как и в случае со всеми проектными материалами, мы несем ответственность за выбор метода крепления, подходящего для предполагаемого использования готового проекта.Это верно при использовании шурупов, скоб, клея или сварки.
В следующий раз, когда вам не хватит защитного газа MIG, попробуйте сварку MIG со 100% аргоном. Просто знайте, что ваши сварные швы могут быть слабыми и хрупкими. Используйте здравый смысл и проверьте свою работу, чтобы никто не пострадал.
Как решить 10 распространенных проблем при сварке TIG [Руководство]
Ошибки и решения при сварке TIG
Газовая дуговая сварка вольфрамовым электродом (GTAW) или TIG часто указывается в соответствии со строгими эстетическими, структурными или нормативными / стандартными требованиями.Процесс TIG сложен, и это, несомненно, самый сложный процесс для изучения. В этой статье содержатся фотографии и описания типичных ошибок сварки TIG, а также основные советы по их предотвращению.
1. Плохое газовое покрытие ведет к загрязнению.
Сварочный шов здесь показывает загрязнение, вызванное отсутствием защитного газа, которое может произойти, когда защитный газ не включен, либо слишком мало, либо слишком много защитного газа, или газ уносится.
- Для устранения проблем с газовым загрязнением проверьте этикетку газового баллона, чтобы убедиться, что вы используете правильный тип газа для сварки TIG, обычно 100% аргон (или, возможно, смесь аргона и гелия для толстого алюминия).Попытка сварить смесью аргон / диоксид углерода (обычно используемой для сварки MIG) немедленно вызовет загрязнение.
- Установите правильный расход газа, который должен составлять от 15 до 20 кубических футов в час (куб. Фут в час). Сварщики часто — и ошибочно — предполагают, что более высокий поток / давление газа обеспечивает большую защиту. Фактически, чрезмерный поток газа создает турбулентность и вихревые токи, которые втягивают нежелательные загрязнения в воздухе (и это может вызвать блуждание дуги). Как правило, следует допускать меньшее значение рекомендованного расхода защитного газа, чтобы обеспечить надлежащее экранирование без турбулентности.
- Проверить герметичность всей арматуры и шлангов. Любое нарушение может привести к попаданию воздуха в поток защитного газа, что может привести к загрязнению сварного шва (и вы потеряете деньги, если выйдет газ). Протрите шланг и все фитинги мыльной водой. Если образуются пузырьки, у вас есть утечка, и вам необходимо заменить дефектные компоненты.
- Предполагая, что у вас есть полный баллон, нужный тип газа и нет утечек, учтите, что ваш резервуар может быть загрязнен влагой. Загрязнение баллона защитным газом случается нечасто, но возможно.Обратитесь к поставщику газа, чтобы решить эту проблему.
| Рисунок 1: Плохое газовое покрытие ведет к загрязнению |
2. Сварка алюминия с неправильной полярностью / регулировка баланса
Этот сварной шов TIG (рис. 2A) был создан с установкой полярности аппарата на отрицательный электрод постоянного тока (DCEN). Как видите, сварной шов не пробил слой оксида алюминия.Это привело к образованию сварного шва, в котором присадочный металл смешался с частично расплавленным оксидом и образовал загрязненный валик, показанный здесь. Чтобы избежать этого, всегда выполняйте сварку алюминия методом TIG с установленной полярностью на переменный ток (AC).
СваркаTIG на переменном токе (Рис. 2B) позволяет положительной части цикла электрода (EP) удалять оксид алюминия, в то время как отрицательная часть электрода (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP и EN.Если вы заметили в сварочной ванне коричневатое окисление или хлопья, похожие на черный перец (Рисунок 2C), увеличьте степень очистки. Однако обратите внимание, что слишком большое количество EP приводит к чрезмерному слипанию вольфрама (рис. 2D) и вызывает слишком сильное травление. Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожей на блестящую точку. Это указывает на то, что оксид был удален, и можно безопасно добавлять наполнитель и двигаться вперед. Добавление наполнителя в зону сварного шва до того, как оксидный слой будет должным образом удален, приведет к загрязнению.
| |
Рисунок 2A: Алюминий, сваренный на постоянном токе аргоном |
| |
Рисунок 2B: Идеальный сварной шов алюминия |
| |
Рисунок 2C: Установлен слишком высокий баланс переменного тока |
| |
| Рисунок 2D: вольфрам в баллонах |
3.Зернистость сварного шва
На рис. 2В показано, как должен выглядеть алюминиевый валик для сварки TIG. На рис. 3 показан валик с зернистостью, которая обычно возникает из-за проблем с присадочным металлом. Например, алюминиевый присадочный стержень 4043 от одного производителя может иметь свойства, отличные от свойств стержня 4043 от другого производителя. Сварщику (если позволяет приложение) может потребоваться соответствующая корректировка марки присадки. Стержень также может быть неисправен (слишком много определенного ингредиента). У сварщика может быть даже неправильный тип присадочного стержня, например, присадочный стержень 4043 вместо присадочного материала 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте с поверхности всю смазку, масло и влагу, чтобы предотвратить загрязнение.
| |
| Рисунок 3: Шов с зернистым алюминием |
4. Отсутствие слияния в корне
Отсутствие проплавления у основания тройникового или углового шва может быть вызвано рядом факторов: неправильной подгонкой, слишком далеко от места соединения горелки (увеличение длины дуги) и неправильной подачей присадочного стержня. , назвать несколько.Эта проблема может чаще встречаться с машиной на основе трансформатора, поскольку дуга имеет тенденцию блуждать между двумя сторонами соединения, ища путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечит лучший контроль направления и поможет увеличить проплавление. Также важно не допускать недостаточного заполнения стыка или слишком быстрой сварки.
Обратите внимание, что инверторные машины (особенно с расширенными возможностями управления выходом, такими как регулируемая частота и импульсное управление) обеспечивают больший контроль над дугой.Эти элементы управления создают более узкий, более сфокусированный конус дуги, который обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление (и часто при увеличенных скоростях движения).
| |
| Рисунок 4: Отсутствие плавления в корне |
5. Кратеры
Кратеры, подобные показанной на рисунке 5A, обычно возникают в конце сварного шва и часто приводят к растрескиванию. Причины включают мгновенное снижение мощности сварки (что приводит к слишком быстрому охлаждению лужи) и слишком быстрое извлечение присадочного стержня в конце сварного шва.Проблемы с растрескиванием кратера можно легко устранить, продолжая подавать присадочный пруток, медленно снижая ток в конце сварного шва. Обратите внимание, что некоторые сварочные аппараты TIG имеют функцию контроля образования кратера, которая автоматически снижает ток в конце шва. В результате получается красивый сварной шов, как показано на Рисунке 5B.
| |
| Рисунок 5A: Плохо заполненные кратеры сварного шва |
| |
| Рисунок 5B: Заполненная кратер сварного шва |
6.Грязная основа и / или присадочный металл
Первое, что вы должны знать о сварке, — это очищать материалы перед сваркой. На этой фотографии (рис. 6А) показано, что происходит, если не очищать прокатную окалину от горячекатаной низкоуглеродистой стали. Необходимо очистить все основные и присадочные металлы, независимо от того, являются ли загрязнения прокатной окалиной, оксидом алюминия или грязью и жиром на присадочных металлах. Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте щетку из нержавеющей стали для предотвращения загрязнения другими металлами.
На рисунке 6B показано, что происходит, когда сварной шов на мягкой стали был должным образом очищен перед сваркой. На рис. 6С показан сварной шов на хромомолибденовой трубе, который не был очищен, а на рис. 6D показан сварной шов, который был очищен перед сваркой.
| |
| Рисунок 6A: Неочищенный стальной сварной шов |
| |
| Рисунок 6B: Сварной шов чистой стали |
| |
Рисунок 6C: Неочищенный хромомолибденовый |
| |
| Рисунок 6D: Очищенный хром молибденовый |
7.Плохой цвет нержавеющей стали
На рис. 7A показано изменение цвета сварного шва из нержавеющей стали, вызванное перегревом, который не только влияет на цвет материала, но также ухудшает его коррозионную стойкость и механические свойства. К сожалению, как только эта ошибка сделана, ничего нельзя сделать, чтобы исправить ее, кроме как списать деталь и начать заново. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость движения или сократите длину дуги. Если ваше сварочное оборудование оснащено функциями импульсной сварки, сейчас самое время узнать, как их использовать.Импульсный режим снижает тепловложение и обеспечивает отличный контроль сварочной ванны. На рис. 7В показана правильная окраска нержавеющей стали.
| |
| Рис. 7A: Нержавеющая сталь плохого цвета |
| |
| Рис. 7B: Хорошая цветность нержавеющей стали |
8. Шугаринг на нержавеющей стали
На рис. 8 показано шугаринг на обратной стороне сварного шва из нержавеющей стали.При контакте с кислородом воздуха вокруг сварного шва происходит засахаривание (окисление). Лучший способ предотвратить засахаривание — продуть сварной шов защитным газом аргоном или уменьшить сварочный ток.
| |
| Рисунок 8: Шугаринг на нержавеющей стали |
9. Слишком большая сила тока на алюминии
На рис. 9A показано, как выглядит сварной шов на алюминии при слишком высоком значении силы тока.Это создает более широкий профиль, плохо очерченный валик и потенциально может привести к прожогу. Чтобы решить эту проблему, уменьшите силу тока и / или увеличьте скорость движения. Вернитесь к рисунку 2B, чтобы определить идеальный сварной шов.
| Рисунок 9: Чрезмерная сила тока / тепловложение |
10. Правильный контроль длины дуги
Изменение цвета в середине этого сварного шва алюминия (рис. 10) произошло в результате увеличения длины дуги.Длина дуги, то есть расстояние между электродом и основным металлом, определяет сварочное напряжение TIG. Слишком длительное выдерживание дуги увеличивает общее тепловложение и возможность деформации, расширяет сварной шов при одновременном уменьшении проплавления и ухудшает внешний вид сварного шва. Практикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль подвода тепла и улучшить качество сварного шва.
| |
| Рис. 10: Изменение длины дуги |
Эта статья изначально была опубликована в The Fabricator Magazine и опубликована с разрешения.
Секрет успеха при сварке TIG
TIG часто задаваемые вопросы
Практически каждый, кто пробует сварку TIG, сначала испытывает трудности. Это понятно, учитывая все, на что нужно смотреть и думать, одновременно координируя движения обеих рук. В большинстве случаев используется ножная педаль или регулятор силы тока, установленный на горелке – для запуска, регулирования и остановки тока. Я тренировал много людей, когда они осваивали эти навыки, и за эти годы я получил свою долю вопросов.Вот несколько часто задаваемых вопросов — и ответы, которые должны быть полезны, особенно для начинающих и промежуточных сварщиков.
Как работает сварка TIG?
Любая сварка требует приложения тепла, которое плавит свариваемый металл. В процессе TIG тепло исходит от электрической дуги, которая проходит между электродом в ручной горелке и свариваемым металлом. Дуга и расплавленный металл защищены инертным газом, который защищает электрод и основной металл от окисления.Присадочный пруток обычно добавляется в лужу с расплавленным металлом в процессе сварки. Суть создания хорошего сварного шва заключается в регулировании нагрева, который регулируется тем, как вы регулируете дугу, когда она выходит из горелки. Давайте рассмотрим это подробнее.
Дуга имеет форму конуса с острием на электроде, а основание на свариваемом металле. Чем ближе электрод удерживается к металлу, тем меньше основание конуса — , но чем дальше вы оттягиваете электрод, тем больше основание (и лужа).Если лужа станет слишком большой, сила тяжести просто оттянет ее от основного металла, оставив отверстие. Вот почему тонкостенные металлы особенно сложны для новичков.
Какая техника лучше всего для получения хорошего сварного шва?
Возможно, наиболее важным навыком, необходимым для сварки TIG, является управляемое перемещение горелки с постоянным поступательным движением при постоянном сохранении небольшого зазора между кончиком электрода и основным металлом. От 1/8 дюйма до 3/16 дюйма.Требуется много практики, чтобы точно контролировать длину дуги, сохраняя ее как можно короче, не позволяя электроду касаться основного металла или присадочного стержня.
Если электрод случайно касается металла или наполнителя, электрод часто загрязняется. — , что означает, что часть стержня или основного металла прилипает к нему. При загрязнении электрода конус дуги деформируется, что затрудняет или делает невозможным точное наведение дуги, а кипящие загрязнения на электроде могут выплевывать загрязнения, что еще больше усугубляет ваши проблемы.
Угол между резаком и основным металлом тоже важен. Вам нужно немного наклонить горелку, чтобы увидеть лужу и обеспечить доступ для заправочного стержня. Угол в 15 градусов — хорошая отправная точка, хотя некоторые сварщики предпочитают немного больше или меньше. Если вы держите резак под углом 45 градусов (или больше), вы теряете большую часть покрытия из-за защитного газа, а более плоский угол сделает лужу длиннее, чем ее ширина. Для справки: горелку наклоняют электродом вперед по направлению движения.
Также важен «рабочий» угол резака. При стыковой сварке горелка обычно находится под углом 90 градусов к металлу, если смотреть со стороны конца соединения.
Для выполнения углового шва, когда соединяемые детали перпендикулярны, рабочий угол обычно составляет 45 градусов, хотя иногда вам может потребоваться изменить его — , например, при соединении металлов разной толщины.
Как видите, во время сварки происходит много всего, и ключевым моментом является управление углом, перемещением и расстоянием резака по отношению к основному металлу.Это требует постоянных мельчайших корректировок рукой с фонариком. Одновременно рука, которая питает стержень, должна двигаться согласованно, добавляя точно нужное количество присадочного металла, нанесенного на передний край движущейся лужи, при этом всегда удерживая кончик стержня внутри небольшой оболочки защитного газа — уф!
В чем секрет?
Вот пять советов, которые помогут вам достичь такого высокого уровня контроля.
1.Убедитесь, что все «до скрипов» чисто. Сварка TIG не допускает загрязнений. Обязательно очистите основной металл с помощью хорошего обезжиривателя, ПРЕЖДЕ чем начистите его специальной проволочной щеткой. Не используйте одну и ту же щетку для обработки разных металлов. Также протрите присадочный стержень обезжиривателем.
2. Устройтесь поудобнее. По возможности, я предпочитаю сидеть во время сварки. Даже в ситуациях, когда невозможно сидеть, любые небольшие изменения в моей стойке или положении тела, которые делают меня более комфортным, окажут заметное влияние на сварной шов.
3. Ищите способы поддержать руки. Хорошая опора для рук имеет решающее значение для точного управления резаком. Я лучше всего свариваю, когда мои руки или запястья каким-то образом поддерживаются. Часто можно опираться запястьями на свариваемую деталь. У меня есть набор деревянных и металлических блоков рядом со своим сварочным столом, и я часто могу получить лучшую поддержку, поместив блок, на который будет опираться моя рука с горелкой. Бывают случаи, когда я опираюсь предплечьями или даже локтями на что-то для поддержки.Многие сварщики устанавливают специальные опорные стержни, расположенные параллельно свариваемому стыку, и проводят рукой с горелкой вдоль стержня, чтобы следить за стыком с точным контролем. При выполнении некоторых работ вне позиции мне приходилось полагаться на то, что я опираюсь на что-то только плечом, и, хотя это и не идеально, это лучше, чем отсутствие поддержки вообще. Даже если я приложу бедро к чему-то неподвижному, это может оказать некоторую поддержку, но я не могу хорошо сваривать, когда стою «свободно», без какой-либо поддержки.
4.Сделайте тренировочный бег. Это может показаться глупым, но вы обнаружите, что многие профессиональные сварщики делают это перед каждым проходом. Сядьте в максимально удобное положение, поставив опорные блоки на свои места, если это полезно, и проведите руками по пути, по которому они будут проходить во время сварки. Вы часто обнаруживаете, что небольшая корректировка вашего положения позволит вам сделать более длинный пас или двигать руками с меньшим напряжением. Любая деформация в вашем положении отрицательно скажется на сварном шве. Кроме того, когда вы тренируетесь, вы наращиваете ценную мышечную память, что поможет держать все в нужном русле, когда вы делаете «настоящий» пас.
5. Немедленно очистите загрязненный электрод! Каждый сварщик в какой-то момент может загрязнить свой электрод, но очень важно немедленно заменить загрязненный электрод. Обычно я держу группу предварительно заточенных электродов прямо на своем сварочном столе, чтобы я мог менять их, не идя к шлифовальному станку.
Я считаю, что если вы воспользуетесь этими советами, вы, скорее всего, увидите улучшение ваших сварных швов TIG!
О Роне Ковелле
Рон Ковелл — талантливый сварщик и слесарь автомобильной промышленности.Ковелл является автором журнала Hot Rod Network, где ведет популярную колонку под названием «Советы профессора Хаммера по металлообработке». Он также владеет Covell Creative Metalworking, предлагает DVD-диски с инструкциями по металлообработке и проводит семинары по всей стране.
Какой защитный газ использовать при сварке алюминия?
Какой защитный газ использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего гелий.Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Превосходные сварные швы часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон — самый популярный защитный газ, который часто используется как для дуговой сварки металла в газовой среде, так и для дуговой сварки алюминия вольфрамовым электродом.Следующими по популярности, вероятно, являются смеси аргона и гелия, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между смесями аргона и аргона с гелием. Чтобы понять влияние этих газов на сварку, мы можем изучить свойства каждого газа на рис. 1.
Рис.1
Сразу видно, что потенциал ионизации и теплопроводность защитного газа гелия намного выше, чем у аргона.Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитном газе.
Защитный газ для газовой дуговой сварки металла
Для GMAW добавка гелия составляет от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла по сварному шву. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с потенциалом значительной экономии.Поперечное сечение металла сварного шва также может иметь определенное значение в определенных областях применения. Типичные поперечные сечения для аргона и гелия показаны на рис. 2.
Фиг.2
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая теплоемкость и более широкая картина проплавления смесей гелия / аргона обычно помогают минимизировать захват газа и более низкие уровни пористости в готовом сварном шве.
Для заданной длины дуги добавление гелия к чистому аргону увеличит напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается при примерно 75% гелия и 25% аргона. Более широкая форма проплавления и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двухсторонних швов с разделкой кромок в толстом листе. Способность профиля сварного шва обеспечивать более широкую цель во время обратного выкрашивания может помочь снизить вероятность неполного проплавления шва, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно дает законченный сварной шов с более яркой и блестящей поверхностью. Сварной шов, выполненный смесью гелия и аргона, обычно требует обработки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитного газа гелия могут помочь предотвратить неполное плавление и неполное проникновение из-за дополнительного теплового потенциала этих газов.
Защитный газ для газовой дуговой сварки вольфрамом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе (AC) наиболее популярным газом является чистый аргон.Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги при использовании алюминия AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Чистый гелий или защитный газ с высоким содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с использованием отрицательного электрода постоянного тока (DCEN). Комбинация GTAW-DCEN и большого количества тепла от используемого газа, которые часто разрабатываются как сварочные аппараты, могут обеспечить высокую скорость сварки и отличное проплавление. Эта конфигурация иногда используется для выполнения стыковых швов с полным проплавлением, привариваемых только с одной стороны, к временной обжиге без подготовки канавки под клиновидную кромку, а только к пластине с квадратными кромками.
Заключение:
Отвечая на ваши вопросы, есть несколько вариантов выбора газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно зависит от конкретного приложения. Обычно газы с высоким содержанием гелия используются для сварки GMAW более толстых материалов и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы, содержащие гелий, обычно дороже.Гелий имеет более низкую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и / или смеси гелия / аргона. Таким образом, дополнительные расходы на гелиевые смеси могут быть компенсированы за счет повышения производительности. Вам следует попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
3 Стандартные методы сварки нержавеющей стали
Процесс сварки нержавеющей стали варьируется в зависимости от толщины и отделки материала, а также использования готового продукта.Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. К этим методам сварки нержавеющей стали относятся сварка TIG, контактная сварка и сварка MIG.
Это сварка TIG, контактная сварка и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом.
1. Сварка TIG или газо-вольфрамовая дуговая сварка
Предлагая высокое качество, универсальность и долговечность, TIG является наиболее часто используемым процессом сварки нержавеющей стали.Этот процесс сварки обеспечивает низкое тепловложение, что делает его идеальным для обработки тонких материалов. Газ аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая инертную газовую защиту между внутренними и внешними сварными швами.
2. Контактная или точечная сварка
Контактная или «точечная» сварка, как ее часто называют, является одним из самых экономичных видов сварки.Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева истертых металлических кромок и их склейки. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно адаптировать для предотвращения деформации металла.
3. Сварка МИГ или газовая сварка металлов переменным током
СваркаMIG — это полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух частей нержавеющей стали.В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
СваркаMIG популярна, потому что позволяет сварщику использовать импульсный источник тока, который может облегчить сварку труднодоступных мест на сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше всего?
Выбор правильного метода сварки нержавеющей стали на самом деле зависит от того, какие качества вы ищете.Если вы ищете более доступный сварной шов, то лучше всего подойдет точечная сварка. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газо-вольфрамовая дуга.
В All-Type Welding and Fabrication, Inc. наша команда экспертов по сварке оценит материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для данной задачи.
Обладая обширными знаниями в области сварки и многолетним опытом работы, компания ATWF может выбрать и реализовать для вас лучший метод сварки нержавеющей стали.Свяжитесь с нами сегодня, чтобы получить расценки, узнать больше о нашем процессе и получить все ответы, которые вы ищете.
Основы сварочного аппарата TIG | Сделай сам
Электрод сделан из вольфрама, а вольфрам — это тот же материал, что и в лампах, но вместо того, чтобы создавать свет, он создает тепло — тепла, достаточного для расплавления металла. Это в основном и есть сварка — нагрев металла.
Имеется заземляющий кабель, который крепится к самой заготовке или сварочному столу.Он действует как осветительный стержень на крыше сарая. Он забирает лишнее электричество, проводит его по кабелю к корпусу сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязнений в металл, пока он находится в жидкой форме, потому что это ослабит сварной шов и со временем вызовет растрескивание. Инертные газы — это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество.Это создает газовый экран вокруг сварного шва, предотвращающий любые загрязнения, пока металл не затвердеет.
Цена на сварочные аппаратыTIG варьируется от 1000 до 3500 долларов, но вы можете взять их напрокат в компании по аренде промышленного оборудования.
При сварке используется электрический ток, который мгновенно выделяет 1600 градусов тепла, и вспышку света, которая настолько ярка, что может ослепить вас. Сварочная маска защищает глаза от вспышки света и закрывает все лицо и часть шеи.Вам также необходимо защитить свои руки, надев кожаные сварочные перчатки и кожаную сварочную куртку с длинным рукавом. Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Искры в пять раз горячее, чем от режущей пилы.
Металл коробится от сильного нагрева при сварке. Это может вывести вещи из строя, поэтому, чтобы свести деформацию к минимуму и чтобы все детали были идеально выровнены, вы можете построить приспособление, используя металлический уголок.Куски углового железа можно вырезать в соответствии с чертежом, а затем просто приварить к столу. Прихваточный шов — это временный сварной шов, используемый для удержания детали на месте до тех пор, пока не будет получен постоянный шов.
Преимущества сварки TIG| HobartWelders
Что такое сварка TIG?
При сварке TIG вольфрамовый электрод нагревает свариваемый металл, а газ (чаще всего аргон) защищает сварочную ванну от загрязняющих веществ, переносимых по воздуху. Сварка TIG позволяет получить чистые и точные сварные швы на любом металле.
- При сварке TIG используется неплавящийся вольфрам
- При необходимости присадочный металл добавляется вручную
- Защитный газ защищает сварной шов и вольфрам
- Обеспечивает высококачественные и чистые сварные швы
- Сваривает больше металлов, чем любой другой процесс
Почему я должен попробовать сварку TIG?
1. Сваривайте больше металлов и сплавов, чем любой другой процесс.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хрома, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота.TIG — это полезный процесс сварки для сварки вагонов, рам велосипедов, газонокосилок, дверных ручек, крыльев и т. Д.
2. Создание высококачественных и чистых сварных швов.
Благодаря превосходному контролю дуги и сварочной ванны, TIG позволяет создавать чистые сварные швы, когда внешний вид важен. Поскольку подвод тепла часто регулируется нажатием педали, как при вождении автомобиля, сварка TIG позволяет нагревать или охлаждать сварочную ванну, обеспечивая точное управление сварным швом. Это делает сварку TIG идеальным вариантом для косметических сварных швов, таких как скульптуры и автомобильные сварные швы.Без искр и брызг
Поскольку в сварочную ванну добавляется только необходимое количество присадочного металла, не образуются брызги или искры (если свариваемый металл чистый).
Без флюса или шлака
Поскольку газ аргон защищает сварочную ванну от загрязнения, флюс не требуется и не используется при сварке TIG, и нет шлака, который закрывает вам обзор сварочной ванны. Кроме того, готовый сварной шов не будет иметь шлака, который нужно удалять между проходами.
Отсутствие дыма или дыма.
Сварка TIG не создает дыма или дыма, если основной металл, который сваривается, не содержит загрязняющих веществ или элементов, таких как масло, смазка, краска, свинец или цинк. Перед сваркой основной металл необходимо очистить.
|
3.Используйте один защитный газ (аргон) для всех приложений
Поскольку аргон можно использовать для сварки TIG всех металлов любой толщины, вам понадобится только один тип газа в вашем цехе для выполнения всех ваших сварочных проектов.