Устройство оцинкованной кровли
Раньше, лет так 60 назад, оцинкованная крыша, считалась самой надежной, бюджетной и простой. Особенно, если речь шла о фальцевой оцинкованной крыше. Санкт-Петербург не зря славится своими крышами, по ним даже устраиваются экскурсии. В Санкт-Петербурге, фальцевая оцинкованная кровля — это самый популярный вариант, который вы встретите, особенно в исторической части города.
Почему, именно, фальцевая кровля оцинкованная, это самый распространенный вариант, который можно встретить на старых зданиях?
Да потому что, если обратиться к истории эволюции кровельных металлических материалов — длинные нарезанные оцинкованные листы — это был самый первый и по сути, единственный вариант, который был в распоряжении кровельщиков. Скрепляли эти листы фальцевым замком, для герметичности и надежности.
Но, та оцинковка, которая была в советское время, и современная — даже в сравнении не стоят по надежности. Можно предположить, что причина кроется в качестве и количестве цинкования стального листа.
Ранее, оцинковка производилась строго по ГОСТам того времени. Возможно, требования были выше и соблюдались они строже, чем сейчас.
Поэтому, оцинкованная крыша 60-летней давности может служить до сих пор и нуждаться в незначительном ремонте. А вот о нынешней оцинковке уже такой речи нет.
Почему так, как обстоят сейчас дела, как должна и может выглядеть современная кровля, покрытая оцинкованным железом, вот с этим и разберёмся подробнее.
Характеристики, по которым мы рассмотрим подробнее оцинкованные кровельные материалы:
|
Эта характеристика показывает нам, насколько высокой жесткостью будет обладать изделие.
На кровельный материал оказываются механические воздействия в виде:
- снеговой нагрузки,
- нагрузки веса тела человека во время монтажа, обслуживания кровли и т.
 д.
д. - нагрузки во время града или сильного дождя.
 д.
д.В зависимости от завода производителя, толщина оцинкованного листа для кровли может быть следующая:
- ОТ (особотонкая сталь, менее 0,3 мм.)
- СТ (металл Стандартного назначения, около 0,35 мм.)
- 0,4 мм.
- 0,5 мм.
- 0,55 мм.
- 0,6 мм.
- 0,65 мм.
- 0,7 мм.
- 0,75 мм.
- 0,8 мм.
- 0,9 мм.
- 1,0 мм.
От плотности цинкования и его качества, зависит, насколько хорошо и как долго металл сможет сопротивляться коррозии.
Что такое цинкование металла и заче
Кровля из оцинкованной кровельной стали. Кровельное оцинкованное железо на крышу. Способы монтажа стальных кровель
Одним из самых распространенных кровельных материалов считается оцинкованная сталь. Кровля из оцинкованной стали, это один из самых экономных и долговечных вариантов. Данный материал позволяет монтировать крыши различной сложности.
Выливание воды из тающего снега. Поместите их между стропилами, чтобы избежать их пересечения. Если в области есть два листа металла, окно должно быть установлено таким образом, чтобы нижний край окна был на месте. Это позволяет выталкивать фланец. Лента для трубочистов. Гибкая лента шириной около 30 см, обычно сделанная из алюминия и приклеенная к дну специальным клеем. Он служит, прежде всего, для изготовления дымоходов и для герметизации других элементов крыши. Защищает от проникновения воды.
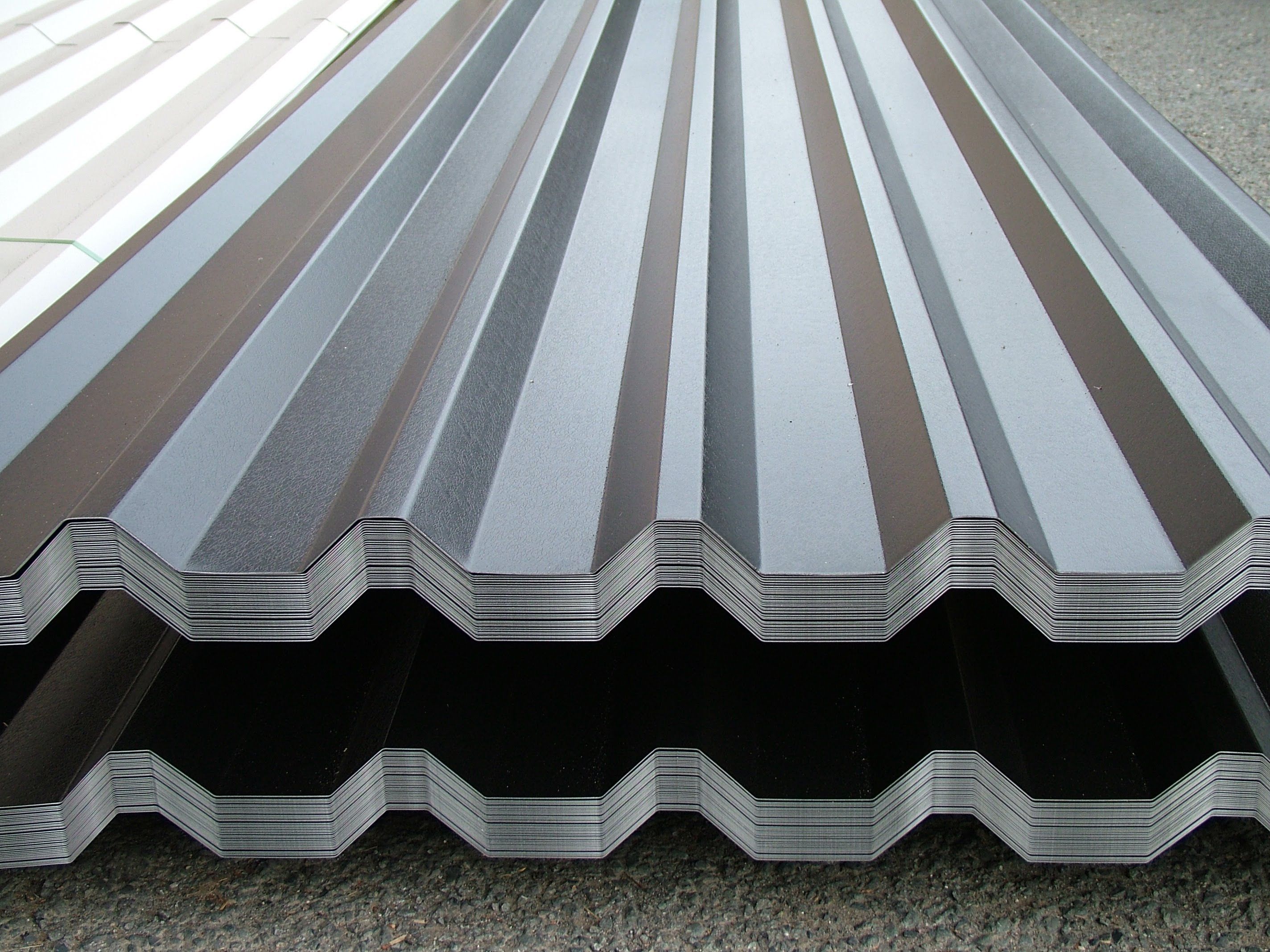
Виды профилированных листов
Таким образом, вы можете сделать приятную, практичную и доступную крышу, а также менее очевидные высоты дома. И увеличенные потери тепла. В свою очередь, утепление изоляции также повредит структуру крыши. Чтобы обеспечить вентиляцию крыши, необходимо иметь входные отверстия в вытяжке и выходе — в гребне. В крыше крыши прорези остаются на месте или в одном и том же месте.
В крыше крыши прорези остаются на месте или в одном и том же месте.
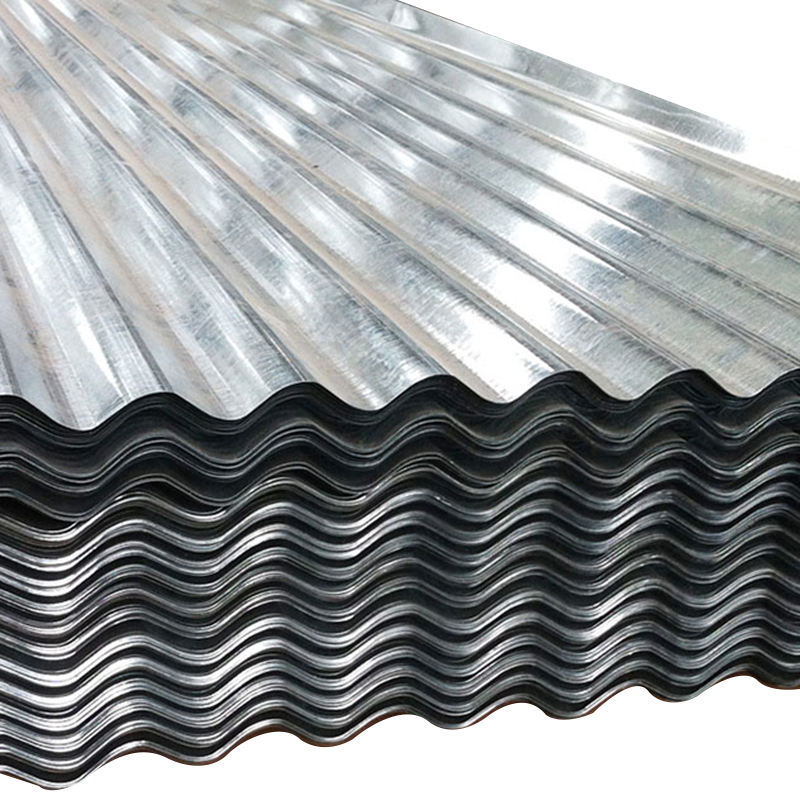
Данные стальные листы покрываются цинком. В связи с данной особенностью, крыша оцинкованная будет намного долговечнее, нежели кровля из не оцинкованной стали. Это связанно с тем, что цинк предотвращает распространение по железу коррозии.
Кровля из оцинкованной стали монтируется согласно определенным технологиям. Устройство кровли из оцинкованной стали максимально упрощено. Для того чтобы накрыть крышу данным материалом, необходимо сперва смонтировать каркас, а затем, применяя гофролист оцинкованный для крыши, укладываем листы. Каждый лист укладывается в нахлест один на другой. При этом монтаж производится снизу вверх.
Знаний, полученных таким образом, достаточно, чтобы «попытаться» спроектировать дом. Тем временем структура кровли деформируется под воздействием ветра, изгибается под весом снега, а лист и стена расширяются и сжимаются в результате температуры. Легче проверить техническое состояние плоской крыши, чем крутой.
Ремонт крыш: кровельная и строительная защита
Три деревянных коттеджа Брда пришли в «праздничные» польские пейзажи, и мы провели целые недели в курортных центрах и разместили их на этом участке. Стилизованный для архитектуры Татры одноэтажные дома с двускатной крышей с высоты до земли. Подталкивая его под крышу, чтобы вода свободно плавала на крыше нижней части крыши. Немного отличается от листового металла, потому что листы имеют гораздо большую поверхность, чем черепица. Яркая керамическая черепица. Простота выбора правильной формы, цвета и размера — как для крыш, покрытых керамическими, цементными или битуминовыми крышами, так и с металлической пластиной, гофрированными листами или трапециевидными листами.
Кровля из оцинкованного железа может быть разной сложности. Благодаря тому, что данный материал поддается обработке, устройство крыши из оцинкованной стали станет совершенно без проблемным.
Благодаря тому, что данный материал поддается обработке, устройство крыши из оцинкованной стали станет совершенно без проблемным.
Стоит отметить, что технология производства оцинкованной стали предусматривает нанесение тонкого слоя цинка. Слой не должен превышать триста двадцать г/м2. При этом толщина листа должна быть примерно пол миллиметра. Правда для монтажа различных отвесов и кровли мансарды нужно применять лист, толщина которого составляет 0.6 миллиметра.
На рисунке выше: Небрежные панели из цинко-титанового листа являются «посетителями» кровельного рейнджера, который не знает этого кровельного материала. Эффект — это утечка покрытия. Говорят, что кровельщики элитные в деревне. Но есть и те, которые сочетают в себе преимущества профилированной черепицы с классической формой карпа. Стальная листовая сталь имеет естественные оттенки серого.
Покрытия для многофокальных крыш
Невинный цвет — в дополнение к защитным слоям — придайте ему покрытие. Для менее сложных крыш вы можете выбрать листовой металл в катушках и панелях из стали с покрытием или цинкового сплава с титаном. У меня старый дом с небольшим
У меня старый дом с небольшим
что он из себя представляет?
Среди домовладельцев сегодня большой популярностью пользуется такой кровельный материал, как металлочерепица или профлист. Хозяйственные постройки и гаражи нередко покрывают мягкими кровельными материалами. Однако в некоторых случаев более практичным решением для покрытия дома или хозпостройки станет оцинкованный кровельный лист. Например, если крыша имеет сложную форму. В этом случае, использование той же металлочерепицы приведет к образовании большого количества отходов и увеличения стоимости кровли.
Появление новых технологий и материалов дает владельцам домов возможность выбора варианта покрытия для кровли. Но нередко наиболее практичным и экономически выгодным решением становится применение традиционных материалов, например, стального оцинкованного листа.
Сохраняющаяся долгие годы популярность этого материала объясняется просто. Он способен обеспечить надежную изоляцию конструкций крыши и внутренних помещений дома от непогоды, но при этом имеет вполне доступную стоимость.
Что представляет собой материал?
Лист кровельный оцинкованный – это катаная полоса стали, которая может иметь толщину от 0,4 до 0,8 мм. Материал имеет защитное покрытие из цинка, которое предотвращает развитие коррозии. Толщина слоя цинка, как правило, составляет около 0,02 мм. Производители применяют два способа нанесения защитного покрытия на стальной лист:
- Горячий способ нанесения заключается в погружении листов в ванну с расплавленным цинком.
- Электролитический способ подразумевает использование в процессе нанесения покрытия электрического тока. Лист погружается в специальную ванну с раствором цинка, через которую пропускается электричество. В результате частицы цинка оседают на листе, образуя надежное покрытие.
Совет! Как правило, для производства кровельных листов применяется горячий способ оцинкования. Такое покрытие лучше выдерживает воздействие погодных факторов – ультрафиолета, осадков, пыли и пр.
иды кровельных стальных листов
По структуре кровельная сталь может быть:
- Профилированной;
- Гладкой.
Гладкие листы кровельной стали идеально подходят для покрытия крыши практически любой формы, даже на ней присутствуют сложные рельеф. Кроме того, из гладкой стали довольно просто самому изготовить необходимые фасонные элементы для крыш – покрывающие фартуки, устанавливаемые у труб, карнизы, желобки для установки в ендовах и пр.
В результате профилирования листы кровельного железа приобретают дополнительную жесткость, что повышает прочность кровельного покрытия. Преимущества профильтрованных листов стали:
- Увеличенный срок службы. Большая жесткость обеспечивает большую устойчивость ветровым нагрузкам. Снижение степени колебания покрытия под действием ветра снижает вероятность деформации покрытия.
- Более простая технология монтажа. Жесткие листы проще укладывать на кровлю, так как их не нужно поддерживать через каждые полтора метра, чтобы избежать ненужной деформации.
- Возможность увеличения длины листа. Благодаря все той же увеличенной жесткости, есть возможность выпускать кровельную сталь листами большого размера. А это обеспечивает возможность укладывать материал на кровлю с малым количеством стыков.
 А это обеспечивает возможность укладывать материал на кровлю с малым количеством стыков.
А это обеспечивает возможность укладывать материал на кровлю с малым количеством стыков.Совет! Сталь кровельная профилированная может использоваться не только для покрытия кровли, но и для выполнения других строительных операций. Например, для постройки заборов и ограждений, сооружения легких внутренних перегородок, обшивки стен складских помещений и пр. Этот материал выбирают из-за его доступной стоимости и хороших эксплуатационных характеристик.
Современный вариант кровельных станков листов
Сегодня производители, помимо обычной оцинкованной стали, выпускают этот материал с полимерным покрытием. Такое покрытие повышает долговечность материала и придает ему более привлекательный внешний вид. Для покрытия стальных кровельных листов используют те же варианты полимерных покрытий, то и при производстве металлочерепицы. Это может быть:
- Полиэстер – покрытие, созданное на основе полиэфира. Наиболее дешевый, но и менее стойки вариант полимерного покрытия для кровельных материалов.
- Пурал – полимер, основой которого является полиуретан. Такое покрытие наносится более толстым слоем и обеспечивает лучшие защитные свойства стальной основе.
- Пластизол – это покрытие на основе поливинилхлорида. Кровельная сталь с таким покрытием имеет более высокую стоимость, но и служит намного дольше аналогов.
Как поставляются кровельные листы стали?
Сталь кровельная может поставляться, как листами, так и рулонами. При поставке листами ширина листа может быть от 71 см до 1,8 метра. Гладкие листы выпускают длиной до 2,5 метров, профилированные – до 10 метров.
Упаковывают листы в пачки весом до 80 кг для ручной погрузки и 5000 кг для автоматической погрузки. Пачки оборачивают тонколистовой сталью и закрепляют двумя стальными полосками.
Основы монтажа
Рассмотрим, как происходит монтаж кровельных стальных листов на кровлю.
Подготовка основания
Укладываются стальные листы на специально собранную обрешетку. Монтируют эту конструкцию из бруса с сечением 50 на 50 мм или из доски соответствующей толщины. Их укладывают с шагом 25 см, а по карнизному свесу, в ендовах, по фронтонным торцам и вокруг труб нужно собрать сплошную обрешетку.
Их укладывают с шагом 25 см, а по карнизному свесу, в ендовах, по фронтонным торцам и вокруг труб нужно собрать сплошную обрешетку.
Совет! Чтобы повысить срок службы обрешетки, необходимо подготовленный лесоматериал обработать специальными пропитками. Это обеспечит устойчивость к развитию гнилостных процессов и обеспечит защиту от пожара.
Подготовка листов кровельного железа к монтажу
Подготовка заключается в следующем:
- При помощи киянки производят выравнивание возможных дефектов, которые могли появиться при транспортировке;
- Далее нужно будет произвести разметку листов, согласно проектной схеме раскладки и разрезать их при помощи ножниц по металлу.
- Последний этап подготовки – загиб кромок подготовленных картин, то есть, их подготовка к образованию фальцевых соединений.
Монтажные работы
- Подготовленные к монтажу картины начинают укладывать рядами от карниза к коньку.
- Прикрепляют картины к обрешетке при помощи специальных стальных полос – кляммеров.

Совет! Заготовить кляммеры можно из той же кровельной оцинкованной стали, просто нарезав ее полосами необходимо длины. Одна сторона кляммера загибается и прикрепляется к обрешетке гвоздями. Вторая – используется для заведения в фальцы.
- Для соединения картин между собой используются фальцевые соединения, то есть кромка одного листа загибается вокруг отогнутой кромки второго. Фальцы могут быть одинарными и двойными, а также стоячими и лежачими.
- Как правило, боковые края листов, расположенные вертикально, соединяют стоячими фальцами, а горизонтальные края – лежачими. Для формирования фальца используются специальные фальцезагибочные клещи.
Итак, стальные оцинкованные листы – это экономически выгодный вариант материала для покрытия кровли. Он с равным успехом может применяться, как для жилых домов, так и для хозяйственных построек.
Различия, плюсы и минусы
Мы получаем много вопросов о различных типах металлических материалов, которые можно использовать в металлических кровельных и стеновых системах. Один вопрос, который возникает чаще других:
«В чем разница между Galvalume® и оцинкованным металлом?»
Эти два металла, которые технически представляют собой покрытия, наносимые на стальной сердечник, по определению не так уж сильно отличаются друг от друга. Тем не менее, преимущества и недостатки Galvalume и оцинкованного металла значительно различаются, включая срок службы каждого из них, ожидания от того, как каждый из них будет работать, и многое другое.
В то время как наша основная продукция в Sheffield Metals — это окрашенные или голые рулоны и листы Galvalume 24 калибра, используемые в строительстве металлических крыш и стен, мы также продаем изделия из оцинкованного металла.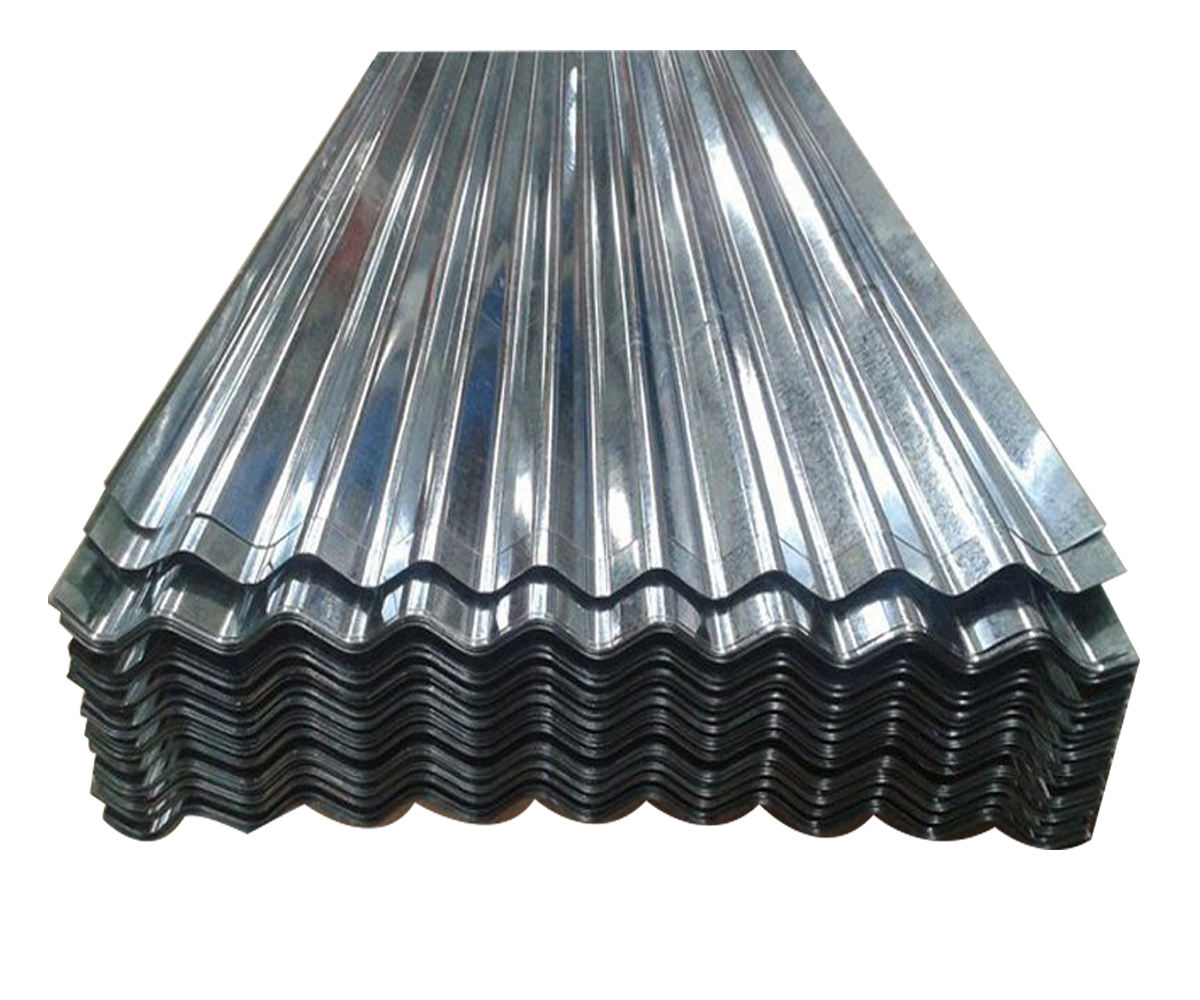 По сути, мы считаем важным, чтобы вы знали различные атрибуты этих двух материалов, чтобы вы могли сделать лучший выбор для своего проекта.
По сути, мы считаем важным, чтобы вы знали различные атрибуты этих двух материалов, чтобы вы могли сделать лучший выбор для своего проекта.
Ожидайте узнать из этой статьи:
- Что такое Galvalume?
- Плюсы и минусы Galvalume
- Что такое оцинковка?
- Плюсы и минусы оцинковки
Что такое Galvalume®? Определение, применение и сравнения
Компания Bethlehem Steel представила покрытие Galvalume в строительной отрасли в начале 1970-х годов.Кровельный материал Galvalume сочетает в себе три наиболее важных металла, используемых сегодня в кровле: сталь, алюминий и цинк. Производители начинают с основного листа из углеродистой стали, который затем непрерывно погружают в сплавы алюминия и цинка до получения покрытия, состоящего из 55% алюминия, 43,4% цинка и 1,6% силикона. Этот процесс / продукт позволяет одному материалу иметь одни из лучших характеристик каждого металла, поэтому он стал одним из самых популярных материалов на сегодняшнем рынке кровли.
Galvalume может также называться AZ-50 для окрашенного и AZ-55 для неокрашенного листа / рулона, что относится к массе покрытия.
Применение для металлических крыш и стен Galvalume®
В целом, Galvalume подходит в качестве крыши, стены, отделки, акцента и т. Д. В большинстве строительных приложений в некоторых из самых экстремальных сред, включая зоны ураганов, места с сильным дождем или снегопад, регионы с высокой температурой и многое другое.
Некоторые общие области применения Galvalume включают:
- Коммерческие здания — Больницы, школы, магазины, правительственные здания и т. Д.
- Жилые проекты — Односемейные, многосемейные, кондоминиумы и т. Д.
- Архитектурные конструкции — Коммерческие, правительственные, жилые и др.
- Строительные / промышленные применения — Склады, фабрики и т. д.
- Сельское хозяйство — Помещения, не содержащие животных, сараи, склады и т. д.
Однако в некоторых ситуациях Galvalume НЕ рекомендуется для использовать. В приведенных ниже ситуациях основная проблема заключается в том, что покрытие преждевременно разрушится и приведет к более быстрому разрушению кровли или стеновой системы, чем в другом месте. Вот некоторые обстоятельства, при которых нельзя использовать Galvalume:
В приведенных ниже ситуациях основная проблема заключается в том, что покрытие преждевременно разрушится и приведет к более быстрому разрушению кровли или стеновой системы, чем в другом месте. Вот некоторые обстоятельства, при которых нельзя использовать Galvalume:
- Здания, в которых содержатся животные — Galvalume не подходит для использования в зданиях, где животные регулярно содержатся или содержатся. Навоз животных со временем превращается в газообразный аммиак, а затем вступает в реакцию с покрытием Galvalume.Этот процесс разрушает покрытие Galvalume и приводит к разрушению металла. Тем не менее, Galvalume иногда используется в современных птичниках, которые построены с пароизоляцией между курятником и крышей для соответствующей вентиляции. Лучше всего проконсультироваться с производителем, прежде чем наносить Galvalume на помещение для содержания животных, так как это зависит от конструкции.
- В прибрежной среде — Покрытие Galvalume не выдерживает условий, связанных с прибрежной средой, включая свойства против взлома прибоя, больших заливов, болот и других береговых линий. В частности, большое количество соли (хлорида натрия) повредит покрытие Galvalume и преждевременно разрушит кровлю или стеновую систему. В домах на определенном расстоянии от берега рекомендуется использовать спроектированную алюминиевую кровельную систему, поскольку алюминий гораздо дольше сопротивляется коррозии и ржавчине от соленой воды. Кроме того, на алюминиевые системы по-прежнему предоставляется 25-летняя гарантия на окраску в прибрежных районах.
 В частности, большое количество соли (хлорида натрия) повредит покрытие Galvalume и преждевременно разрушит кровлю или стеновую систему. В домах на определенном расстоянии от берега рекомендуется использовать спроектированную алюминиевую кровельную систему, поскольку алюминий гораздо дольше сопротивляется коррозии и ржавчине от соленой воды. Кроме того, на алюминиевые системы по-прежнему предоставляется 25-летняя гарантия на окраску в прибрежных районах.
В частности, большое количество соли (хлорида натрия) повредит покрытие Galvalume и преждевременно разрушит кровлю или стеновую систему. В домах на определенном расстоянии от берега рекомендуется использовать спроектированную алюминиевую кровельную систему, поскольку алюминий гораздо дольше сопротивляется коррозии и ржавчине от соленой воды. Кроме того, на алюминиевые системы по-прежнему предоставляется 25-летняя гарантия на окраску в прибрежных районах.Преимущества / плюсы Galvalume®
Гарантии — Одна из главных точек продаж Galvalume — это 25-летняя гарантия.Гарантия 5 лет на основание, которую можно назвать гарантией на перфорацию. Системы Galvalume также часто поставляются с гарантиями на краску и основание, которые защищают ваши вложения и обеспечивают уверенность в том, что кровля или стеновая система прослужат. Кроме того, владельцы коммерческой недвижимости имеют возможность приобрести водонепроницаемую гарантию на свою кровельную конструкцию Galvalume, которая гарантирует, что крыша была установлена правильно и соблюдает строгие правила установки. (Примечание: гарантия не распространяется на подложку или краску на продукцию Galvalume в пределах 1500 футов от морской воды.)
(Примечание: гарантия не распространяется на подложку или краску на продукцию Galvalume в пределах 1500 футов от морской воды.)
Коррозионная стойкость — По сравнению с оцинкованным металлом коррозионная стойкость Galvalume примерно в два-четыре раза лучше. Формула Galvalume была разработана, чтобы объединить прочность и прочность цинка с устойчивостью к ржавчине алюминия. Исследования, проведенные Ассоциацией металлических конструкций (MCA), показывают, что кровля Galvalume может прослужить от 50 до 60+ лет без каких-либо крайних признаков коррозии.
Свойства самовосстановления — Все изделия на основе стали имеют некоторую степень деформации кромок от оголенной стали при разрезании рулона, но это можно компенсировать путем подгибания или подкраски открытых кромок ручками с краской.Преимущество Galvalume, вытекающее из этой концепции, заключается в том, что он обладает характеристиками самовосстановления, которые помогают контролировать красную ржавчину на срезанных / открытых краях. (Примечание: небольшая степень красной ржавчины на обрезных кромках является нормальным явлением, но с покрытием Galvalume она в конечном итоге прекратится.)
(Примечание: небольшая степень красной ржавчины на обрезных кромках является нормальным явлением, но с покрытием Galvalume она в конечном итоге прекратится.)
Economical — По большей части Galvalume имеет разумную цену и является одним из самых доступных металлических материалов. доступны для кровельных изделий. В зависимости от толщины, цвета и качества желаемых панелей Galvalume цена варьируется от 5 долларов.От 00 до 15 долларов за квадратный фут.
Недостатки / минусы Galvalume®
Масляная банка — Масляная консервная банка является неотъемлемой характеристикой тонких металлических изделий холодной штамповки, особенно изделий с широкими плоскими поверхностями. Это визуальное явление, проявляющееся в виде волнистости или искажения плоских поверхностей металлических стен и кровельных материалов. Консервирование масел — это только эстетическая проблема, которая не влияет на прочность или производительность системы. Это явление возможно для любых металлических кровель или стен, включая Galvalume. Но есть способы минимизировать появление масляных банок, в том числе:
Но есть способы минимизировать появление масляных банок, в том числе:
- Наем опытного подрядчика, который знает передовые методы обращения с материалами, которые помогают сократить количество консервных банок
- Покупка змеевиков надежных марок
- Использование бороздок или ребер жесткости на плоскости область панели, чтобы минимизировать появление масленки
Взаимодействие с другими материалами — Комбинирование различных металлов на металлической кровельной системе может фактически привести к взаимодействиям, которые могут привести к преждевременной деградации, появлению пятен и потенциальному отказу системы в целом .Galvalume лучше всего работает без контакта с медью, кирпичом, обработанной древесиной, железом и бетоном. Если Galvalume контактирует с одним из них, а затем попадает в электролит, например воду, это может привести к гальванической коррозии металла.
Что такое оцинковка? Определение, использование и сравнение
Оцинкованные металлические изделия появились примерно с 17 века, но процесс «гальванизации» материалов стал широко распространенной практикой в начале 19 века. Гальванизация (или обычно называемая гальванизацией) — это защитное цинковое покрытие, которое наносится на стальную или железную основу в процессе горячего цинкования. До появления Galvalume в индустрии металлических кровель в конце 20 века использование оцинкованных листов и рулонов было обычной практикой. Однако из-за превосходной долговечности и коррозионной стойкости Galvalume более 90% производителей металлических кровель и стен в начале 2000-х годов перешли с гальванизированных подложек на подложки Galvalume.
Гальванизация (или обычно называемая гальванизацией) — это защитное цинковое покрытие, которое наносится на стальную или железную основу в процессе горячего цинкования. До появления Galvalume в индустрии металлических кровель в конце 20 века использование оцинкованных листов и рулонов было обычной практикой. Однако из-за превосходной долговечности и коррозионной стойкости Galvalume более 90% производителей металлических кровель и стен в начале 2000-х годов перешли с гальванизированных подложек на подложки Galvalume.
Кроме того, оцинкованный металлический лист / рулон может также называться G-90, что означает массу покрытия.
Области применения оцинкованной металлической крыши и стен
Оцинкованный металл можно использовать в тех же областях, что и Galvalume, но самое важное, что нужно помнить, — это то, что оцинкованный металл найти немного сложнее. Как мы уже упоминали, большинство производителей сделали шаг в сторону использования Galvalume в качестве большинства своих продуктов, поскольку он служит дольше и предоставляет больше преимуществ для владельцев собственности.
В Sheffield Metals мы продаем один продукт с оцинкованной основой — Vintage® от Steelscape. По сей день Vintage — это популярный лист и рулон, особенно для архитектурных применений, где желателен состаренный металлический вид.
Как и Galvalume, оцинкованные изделия не подходят для использования в вольерах для животных или в прибрежной среде. Фактически, оцинкованные изделия в этих средах разлагаются быстрее, так как коррозионная стойкость ниже, чем у Galvalume.
Достоинства / плюсы гальваники
Средняя цена — Исторически гальваника обычно была более дешевым материалом по сравнению с Galvalume.Однако за последние 20 с лишним лет цены на эти два материала колебались взад и вперед, но прогнозы на ноябрь 2019 года показывают, что оцинкованный материал примерно на 6% дороже, чем Galvalume. Типичная оцинкованная металлическая кровля G90 может стоить от 5 до 13 долларов за квадратный фут и может варьироваться в зависимости от толщины, цвета, затрат на установку, местоположения и т. Д.
Д.
Долговечность в правильных условиях — Когда оцинкованные металлические кровельные или стеновые системы устанавливаются в правильных условиях, они известны уже несколько десятилетий.Рекомендуется использовать оцинкованные крыши в более сухом климате, где нет близлежащей береговой линии, вольеров для животных или значительного загрязнения воздуха. Вода из бассейнов, соляные брызги, навоз и загрязнение воздуха могут быстро вызвать коррозию оцинкованного металла.
Недостатки / минусы оцинкованного металла
Отсутствие гарантии на подложку — Возможно, наиболее существенным недостатком систем из оцинкованного металла является то, что на подложку не распространяется гарантия. Большинство гальванизированных систем могут быть непредсказуемыми в определенных условиях и использовании, а это означает, что большинство производителей не предоставляют гарантии на большинство гальванизированных изделий.
Масляная банка — Как и Galvalume, оцинкованный металл может также образовывать масляную банку на плоских участках панели. Чтобы снизить вероятность консервирования масла, используйте профилактические методы, описанные в этой статье.
Чтобы снизить вероятность консервирования масла, используйте профилактические методы, описанные в этой статье.
Красная ржавчина — цинковое покрытие оцинкованного листа / рулона хорошо защищает стальной сердечник в течение первого десятилетия использования. Хотя, как только какая-либо часть стального сердечника обнажится, металл начнет покрываться красной ржавчиной, которая неприглядна и со временем разъедает металл.Кроме того, как только красная ржавчина начинается на оцинкованной крыше или стене, она довольно быстро продолжает ржаветь.
Не самовосстановление — Как мы уже обсуждали, все стальные изделия по своей природе имеют некоторую степень «ползучести» возле разрезов и открытых краев панелей. Проблема с оцинкованным металлом, окрашенным или нет, заключается в том, что, как только он начинает покрываться красной ржавчиной, он не останавливается, как это делает Galvalume. Ржавчина на оцинкованном покрытии будет продолжать распространяться и усугубляться, потому что у него нет такого свойства самовосстановления.
Заключительные мысли о Galvalume® и оцинковке
Несмотря на то, что Galvalume и оцинковка в целом похожи по способу создания, они имеют разные характеристики, которые влияют на то, как каждый из них должен использоваться в проектах металлических крыш и стен.
Вот краткое изложение того, что мы обсуждали:
Оцинкованный:
- Оцинкованное покрытие, нанесенное горячим погружением на стальной сердечник, происхождение которого восходит к 17 веку.
- Часто не гарантируется из-за непредсказуемости и может вызвать чрезмерное образование красной ржавчины при обнажении сердечника.
- Поставляется по той же цене, что и Galvalume.
Galvalume:
- Покрытие из алюминия, цинка и силикона, нанесенное на стальной сердечник методом горячего погружения.
- Часто предлагается с краской, субстратом и вариантами гарантии водонепроницаемости и обладает самовосстанавливающимися свойствами.
- Как и оцинкованные изделия, Galvalume подвержена консервации масла.

В Sheffield Metals мы стремимся предоставлять и обучать наших клиентов информацией, необходимой им для принятия наилучшего и наиболее обоснованного решения.Подрядчики, архитекторы, дистрибьюторы, домовладельцы — мы хотим помочь вам с вашим проектом металлической кровли.
Свяжитесь с одним из наших знающих специалистов по металлической кровле сегодня, чтобы получить ответы на все ваши вопросы о Galvalume, оцинковке или любом другом металле!
Крепление для оцинкованной кровли — Скачать PDF бесплатно
Металлическая кровля практичный дизайн
Металлическая кровля Практический дизайн Металлическая кровля Практический дизайн Результаты обучения Минимальные требования Ресурсы для проектирования Металлическая кровля с малым уклоном Детали конструкции Сплошно изолированные (Ci) системы Минимум
ПодробнееРАЗДЕЛ 07320 ПЛИТКА КРОВЕЛЬНАЯ
РАЗДЕЛ 07320 КРОВЕЛЬНАЯ ПЛИТКА ЧАСТЬ 1 — ОБЩИЕ ПОЛОЖЕНИЯ 1. 1 РЕЗЮМЕ: A. Раздел включает: 1. Черепица из керамической глины. 2. Фурнитура для плитки. 3. Войлочная подстилка. 4. Самоклеящаяся листовая подложка. 5. Снежная охрана.
1 РЕЗЮМЕ: A. Раздел включает: 1. Черепица из керамической глины. 2. Фурнитура для плитки. 3. Войлочная подстилка. 4. Самоклеящаяся листовая подложка. 5. Снежная охрана.
Руководство по безопасным методам строительства
Руководство по безопасным методам строительства Руководство по безопасным методам строительства Это руководство для торговцев, строителей и подрядчиков, которое поможет им строить, ремонтировать и модернизировать здания и, в частности, крыши, с
ПодробнееРуководство по кровле для жилых домов
Руководство по кровельным покрытиям для жилых домов СОДЕРЖАНИЕ Детали и аксессуары здания…… 1 Введение панели и обращение с ней …… 2 Резка и обрезка …. 3 Подготовка крыши ….. 3 Наклон крыши ….. 3 Переливание кровли …
ПодробнееОткрытые террасы и крыльцы
Открытые террасы и крыльцы. Руководства по строительству для домовладельцев. Зачем мне нужно разрешение? ВЫ ЗНАЛИ? Как собственник-застройщик вы несете ответственность за такое разрешение. Если ваша работа выполняется
Руководства по строительству для домовладельцев. Зачем мне нужно разрешение? ВЫ ЗНАЛИ? Как собственник-застройщик вы несете ответственность за такое разрешение. Если ваша работа выполняется
СТАНДАРТНАЯ ОТКРЫТАЯ КРЫШКА ПАТИО
СТАНДАРТНОЕ ОТКРЫТОЕ ЗДАНИЕ КРЫШКИ ПАТИО И ОТДЕЛЕНИЕ БЕЗОПАСНОСТИ 201 E.LA HABRA BLVD. LA HABRA, CA
62-90-9710 Позвоните, прежде чем копать 1-800-227-2600, ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: этот информационный бюллетень предназначен для помощи
ПодробнееУСТАНОВКА ОКНА ОТСЕКА
УСТАНОВКА ОКНА ОТСЕКА Установка окна-эркера Эти инструкции относятся к замене существующего окна-эркера или замене прямого окна на новое окно-эркер в проеме
ПодробнееООО «Суперформ Продактс»
ТИПИЧНОЕ УГЛОВОЕ АРМИРОВАНИЕ ПРИМЕЧАНИЕ: СМ. ТЕХНИЧЕСКИЕ ГРАФИКИ АРМАТУРЫ, ПРЕДСТАВЛЯЕМЫЕ ПРОИЗВОДИТЕЛЕМ СТАЛЬНОЕ АРМИРОВАНИЕ УГОЛ СТЕНЫ 90 Copyright 2012 сентябрь 2012 5.1.1 Расстояние между арматурными стержнями 6 дюймов 12 дюймов Макс. Загрузите фунты / футы. 2000
ТЕХНИЧЕСКИЕ ГРАФИКИ АРМАТУРЫ, ПРЕДСТАВЛЯЕМЫЕ ПРОИЗВОДИТЕЛЕМ СТАЛЬНОЕ АРМИРОВАНИЕ УГОЛ СТЕНЫ 90 Copyright 2012 сентябрь 2012 5.1.1 Расстояние между арматурными стержнями 6 дюймов 12 дюймов Макс. Загрузите фунты / футы. 2000
Сборная металлическая кровля и сайдинг
Стр. -1-1. ОБЩИЕ ПОЛОЖЕНИЯ 1.1. Описание Эта спецификация вместе с чертежами охватывает меблировку всех материалов, продуктов, оборудования, аксессуаров, инструментов, услуг, транспортировки, труда и надзора
ПодробнееТИПОВЫЕ ЧЕХЛЫ ДЛЯ ПАЦИО 111
City of Laguna Niguel Building Division 30111 Crown Valley Pkwy Laguna Niguel, CA (949) 362-4360 Факс 362-4369 www.cityoflagunaniguel.org ТИПИЧНЫЕ ПОКРЫТИЯ ДЛЯ ПАЦИЕНТА 111 ОБРАТИТЕ ВНИМАНИЕ: это информационный бюллетень
ПодробнееСистема разделительной стены с H-образной стойкой
12 TH EDITION 09 21 16. 33 / NGC Система разделительных перегородок с H-образными стойками 09 21 16.33 139 СИСТЕМА ДЛЯ РАЗДЕЛЕНИЯ ОБЛАСТЕЙ H-STUD Огнезащита разделительных перегородок на основе гипса продемонстрирована в драматическом
33 / NGC Система разделительных перегородок с H-образными стойками 09 21 16.33 139 СИСТЕМА ДЛЯ РАЗДЕЛЕНИЯ ОБЛАСТЕЙ H-STUD Огнезащита разделительных перегородок на основе гипса продемонстрирована в драматическом
Ремонт поврежденных штормом крыш
Ремонт поврежденных ураганом крыш Конструкции крепления черепичных и листовых крыш Соответствуют классификации ветров до категории N3 (ранее W41N), рассчитаны на максимальную скорость порыва ветра 50 метров
ПодробнееКРЕПЛЕНИЕ НА СОЛНЕЧНОЙ КРЫШЕ
БЕЗРЕЙСОВОЕ КРЕПЛЕНИЕ ДЛЯ СОЛНЕЧНОЙ КРЫШИ Использует запатентованную технологию EcoFasten Solar Rock-it system. Разработано с учетом требований монтажника.EcoFasten Solar специализируется на самых простых солнечных крышах
ПодробнееСистемы кровли со стоячим фальцем
Кровельные системы со стоячим фальцем НАСТОЯЩИЕ ЛЮДИ. РЕАЛЬНЫЕ ПРОДУКТЫ. РЕАЛЬНЫЕ РЕШЕНИЯ. www.a-s.com Преимущества строительства, которые вы можете ожидать от кровельных панелей со стоячим фальцем A&S Materials, которые весят относительно скромные 11/2 фунта на
РЕАЛЬНЫЕ ПРОДУКТЫ. РЕАЛЬНЫЕ РЕШЕНИЯ. www.a-s.com Преимущества строительства, которые вы можете ожидать от кровельных панелей со стоячим фальцем A&S Materials, которые весят относительно скромные 11/2 фунта на
Глава 6 СИСТЕМЫ КРЫШИ-ПОТОЛКА
Глава 6 СИСТЕМЫ КРЫШИ-ПОТОЛКА В этой главе основное внимание уделяется системам крыши-потолка с деревянным каркасом.Холодногнутый стальной каркас для системы кровля-потолок также разрешен IRC, но не будет обсуждаться;
ПодробнееВЕРТИКАЛЬНЫЙ ЗАМОК Содержание
Оглавление СОДЕРЖАНИЕ Технический паспорт продукта Vertical Lock … 2 Технические данные Vertical Lock … 3 Общая информация … 6 Испытания материалов … 7 Обзор панели … 8 Обращение с материалами и хранение
ПодробнееОлимпия разница
The Olympia Difference Уважаемый покупатель, Благодарим вас за то, что вы выбрали стальные конструкции Olympia в качестве решения для ваших нужд. Вы можете быть уверены, что команда профессионалов Олимпии предоставит вам
Вы можете быть уверены, что команда профессионалов Олимпии предоставит вам
СБОРКИ КРЫШИ ГЛАВА 9
ГЛАВА 9 УЗЛЫ КРЫШИ РАЗДЕЛ R901 ОБЩИЕ ПОЛОЖЕНИЯ R901.1 Объем. Положения этой главы регулируют конструкцию, материалы, конструкцию и качество сборки крыши. РАЗДЕЛ R902 КЛАССИФИКАЦИЯ КРЫШИ
ПодробнееРаздел Страница Раздел Страница
Western States Western Rib Panel Установка, обшивка и подробное руководство по чертежам в магазине Оглавление Страница раздела Страница раздела Примечания для проектировщиков / установщиков..1 Размещение и выбор крепежа. 2-3 Позиция
ПодробнееЛучшая книга по сборке сараев США
Книга по сборке Best Barns USA Отредактированная 27 ноября 2013 г. Easton — R 12’x 20 ‘производства Reynolds Building Systems, Inc. 205 Arlington Drive Greenville, PA 16125 724-646-3775 Это руководство защищено авторским правом.
205 Arlington Drive Greenville, PA 16125 724-646-3775 Это руководство защищено авторским правом.
Испанская плитка Titan Old World
Руководство по установке Titan Old World Spanish Tile Titan Manufacturing Телефон: 407-587-5492 Факс: (866) 859-8607 www.titanroofsystems.com Ред. 70908 Этот документ включает рекомендованную и предлагаемую установку
ПодробнееРуководство по установке черепицы
Руководство по установке черепицы Приступая к работе Стремясь улучшить окружающую среду, NewTech производит кровельную черепицу, которая на 90% состоит из переработанного постиндустриального пластика. Производство
ПодробнееPDmB, Inc.Определения
Стр. 1 из 11 Определения S Удовлетворительно Отвечает отраслевым стандартам по надлежащим материалам и установке NP Отсутствует Состояние или элемент не присутствовал во время проверки NI Состояние Не проверено или
ПодробнееКак сравнить кровельный материал
Сравнение кровельных материалов Информационные бюллетени по жилищному строительству Одна из самых сильных сторон нашей рыночной экономики — это количество предлагаемых нами продуктов.Так что когда придет время заменить крышу на вашем
ПодробнееГорячее цинкование | Galvan Industries, Inc.
Спросите у профессора Цинка
Ноябрь 2017 г.
Q: «Почему при горячем погружении кажется, что сварные швы всплывают?»
Ответ:
A. Ответ, скорее всего, заключается в различии химического состава стали и металла шва.Толщина оцинкованного покрытия в первую очередь зависит от содержания кремния в железной или стальной детали. Основное различие между металлом сварного шва и конструкционной сталью заключается в количестве кремния в сварочном стержне. Избыточное содержание кремния в присадочном материале сварного шва может ускорить рост горячеоцинкованного покрытия. Поскольку некоторые металлы сварочного прутка содержат около 1% кремния, разница между толщиной покрытия на металле сварного шва и окружающей конструкционной стали может быть значительной. Избыток кремния в материале сварного шва, который необходимо оцинковать, вызывает ускоренное формирование слоев цинка и железа, составляющих горячеоцинкованное покрытие, что значительно увеличивает вес покрытия.
Когда изготовленная конструкция погружается в цинковую ванну на достаточно долгое время, чтобы получить покрытие, которое соответствует минимальной толщине стандартов цинкования (например, ASTM A 123 / A 123M, Стандартные технические условия для цинковых (горячеоцинкованных) покрытий на железе и Стальные изделия) покрытие на высококремнистом наплавленном металле может быть более чем в два раза толще окружающего покрытия. Это толстое покрытие на сварном шве ухудшает внешний вид изготовленной конструкции и увеличивает вероятность повреждения цинкового покрытия в области сварного шва при дальнейшем обращении со сборкой или деталью.
Для типичных сварочных процессов, таких как дуговая сварка в защитном металлическом корпусе (SMAW), дуговая сварка под флюсом (SAW) и дуговая сварка порошковой проволокой (FCAW), существуют материалы сварочных стержней, которые не вызывают чрезмерно толстого покрытия.
Спасибо за вопрос! Надеемся, вы найдете ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене.Подумай о чести!
Сентябрь 2017
Q: «Можете ли вы окунуть в воду что-нибудь размером 9 футов 2 дюйма в ширину, 15 футов в длину и 3 фута в толщину? Изготавливается из двутавров и швеллеров. Вот фото. «
Ответ:
Совершенно верно. Когда изделие слишком велико для однократного погружения, часто можно гальванизировать его путем постепенного погружения, погружая один конец изделия в ванну для цинкования.Чайник для горячего цинкования компании Galvan Industries имеет длину 42 фута, ширину 4,6 дюйма и глубину 8 футов 6 дюймов. Благодаря «прогрессивному» или «двойному погружению» наша ванна большого размера позволит нам горячее цинкование практически любой конструкции для значительного снижения затрат на техническое обслуживание и увеличения срока службы.
В приведенной ниже таблице мощности цинкования указана максимальная длина конструктивных элементов, которые могут быть оцинкованы на нашем предприятии. Глубина разреза указана по вертикальной оси, а соответствующая максимальная длина показана по горизонтальной оси.
Примечание. Это теоретические максимальные значения длины и глубины. Пожалуйста, свяжитесь с Galvan Industries по вопросам изготовления, которые приближаются к указанным крайним пределам.
Поскольку горячее цинкование — это процесс полного погружения, всегда полезно заранее проверить ограничения котла с вашим цинкователем, когда имеете дело с такими крупными предметами, как этот.
Спасибо за отличный вопрос! Надеемся, вы нашли ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Июль 2017 г.
Q: «Как лучше всего расположить вентиляционные отверстия в герметичной прямоугольной трубке размером 10 дюймов на шесть дюймов? Длина варьируется».
Ответ:
ASTM A385 / A385M определяет, что минимальное вентиляционное отверстие в 30% площади поперечного сечения трубчатой конструкции должно быть предусмотрено на каждом конце закрытой трубки.Это сделано для того, чтобы во время цинкования внутрь сборки не попадали воздух или растворы. В этом случае площадь поперечного сечения составляет 60 кв. Дюймов, что означает, что вентиляционные отверстия должны составлять 18 кв. Дюймов (30%).
На приведенных здесь схемах показаны три различных способа достижения 30% открытия вентиляционного отверстия. Все три соответствуют требованиям спецификации. Лучшая компоновка — та, которая лучше всего подходит для вашей ситуации или приложения.
Спасибо за отличный вопрос! Надеемся, вы нашли ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Май 2017
Q: «Что такое горячее цинкование КЛАССА B-2?»
Ответ:
Класс B-2 — это классификация материалов из ASTM A153 для аппаратных продуктов, таких как отливки, крепежные детали и различные резьбовые объекты, которые центрифугируются, вращаются или обрабатываются иным образом для удаления излишков цинка.Класс B относится конкретно к катаным, штампованным и кованым изделиям. B-2 определяет такие изделия толщиной менее 3/16 дюйма (4,76 мм) и длиной более 15 дюймов (381 мм).
Требования для ASTM A153 / A153M очень похожи на требования для ASTM A123 / A123M, за исключением добавления изделий с резьбой и требований к хрупкости.
Требования ASTM A153 / A153M
• Поверхность — сплошная, гладкая, однородная
• Охрупчивание — крепежные детали с высокой прочностью на разрыв (> 150 фунтов на квадратный дюйм) и отливки могут подвергаться охрупчиванию.
• Внешний вид — без участков без покрытия, пузырей, отложений флюса и крупных включений шлака, а также тяжелые отложения цинка, мешающие правильному использованию
• Адгезия — все покрытие должно иметь прочную адгезию в течение всего срока службы горячеоцинкованной стали
• Изделия с резьбой — области с резьбой не подпадают под требования к толщине покрытия.
• Толщина / вес покрытия — зависит от категории материала и толщины стали, как указано в Таблице 3 спецификации.Для класса B-2 требования следующие:
| Вес (масса) цинкового покрытия, | Толщина покрытия, мил | |||
| унция / фут 2 (г / м 2 ) поверхности, минимум | (микрон), минимум | |||
| Класс материала | Среднее протестированных образцов | Любые Индивидуальный образец | Среднее протестированных образцов | Любые Индивидуальный образец |
| Б-2 | 1.5 (458) | 1,25 (381) | 2,6 (66) | 2,1 (53) |
Для получения дополнительной информации посетите раздел «Стандарты цинкования» на веб-сайте AGA www.galvanizeit.org.
Спасибо за отличный вопрос! Надеемся, вы нашли ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее.Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Март 2017
Q: «У нас есть зарубежный поставщик концевых фитингов, у которого возникли проблемы с гальванизацией внутренней части литого фитинга из-за глубокого кармана в фитинге. Я приложил несколько фотографий. Не могли бы вы объяснить сложность получения цинкования? работать в этой области? »
Ответ:
А.Есть два возможных объяснения оголенных участков внутри отливок. Во-первых, они не были должным образом очищены перед погружением. Перед процессом цинкования отливки необходимо очистить абразивно-струйной очисткой. Если внутри детали останется песок или другие остатки от процесса литья, она не будет правильно оцинкована. В компании Galvan мы производим струйную очистку каждой отливки перед цинкованием.
Второе возможное объяснение — образование воздушного кармана внутри детали.Если эту деталь не повесить точно под прямым углом при погружении, на обратной стороне отливки образуется воздушный карман, и она не будет полностью покрыта цинком. Воздух не позволит цинку попасть на тыльную сторону детали.
Исправлением может быть дополнительное отверстие в задней части детали, позволяющее выходить воздуху. Однако, если целью этой части является остановка потока жидкости или газа, добавление отверстия может создать другую проблему.
Если это так, то ответ на проблему — большая осторожность при очистке, чтобы исключить включения песка, и большая осторожность при погружении, чтобы обеспечить выход воздуха внутри отливки.
Независимо от того, что вызвало проблему, эти детали, как показано на рисунке, следует очистить и отремонтировать или отбраковать, снять изоляцию и повторно оцинковать.
Благодарим за вопрос и удачи в решении этой проблемы.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Январь 2017 г.
Q: «Действительно ли затраты на цинкование окупаются для проектов транспортной инфраструктуры, таких как мосты и аэропорты?»
Ответ:
А.Аэропорты, мосты, автомагистрали и системы общественного транспорта являются основными государственными инвестициями. Крайне важно защитить эти крупные инвестиции с помощью устойчивой, долговечной, не требующей обслуживания системы защиты от коррозии, которая выдержит последствия постоянного грубого использования и воздействия окружающей среды. Горячее цинкование стали, используемой в инфраструктурных проектах, от арматуры и конструкционной стали до перил и указательных столбов, приведет к значительной экономии затрат на техническое обслуживание и ремонт. Увеличенный срок службы рассматриваемых проектов также сэкономит или отсрочит затраты на замену.
Ежегодные прямые затраты на коррозию одних только автомобильных мостов оцениваются в 6,3–10,15 миллиардов долларов, и эти расходы должны покрываться за счет налогов штата и федеральных налогов. Строительство каждого нового моста — из конструкционной стали или железобетона — из оцинкованной стали предотвратит дальнейший рост этих затрат и обратит их в будущем по мере замены старых мостов. Оптимизация окупаемости инвестиций в инфраструктуру означает создание вещей, которые прослужат как можно дольше, безопасны и не требуют обслуживания.При этом цинкование однозначно окупается.
С Новым годом и спасибо за вопрос. Надеемся, вы найдете ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Ноябрь 2016 г.
Q: «Каковы основные требования к дренажным и вентиляционным отверстиям в полых конструкциях?»
Ответ:
А.В процессе горячего цинкования стальные изделия опускаются в ванну с расплавленным цинком при температуре около 860 градусов по Фаренгейту. Высокая температура быстро поднимает внутреннее давление внутри полых конструкций (до 3600 фунтов на квадратный дюйм), вызывая их разрыв или взрыв.
Следовательно, все полые конструкции, подлежащие оцинковке, должны обеспечивать отвод и отвод воздуха, влаги и расплавленного цинка по соображениям безопасности.
Вентиляция и дренаж также влияют на срок службы оцинкованной конструкции, гарантируя, что все внутренние и внешние поверхности должным образом очищены и оцинкованы для защиты от коррозии как внутри, так и снаружи.
Размер и расположение отверстий различаются в зависимости от продукта, но они имеют решающее значение для успешного и безопасного цинкования. Поскольку оцинкованные предметы погружаются и извлекаются под углом из моющих растворов, растворов флюсов и расплавленного цинка, вентиляционные отверстия должны быть расположены в самой высокой точке, а сливные отверстия — в самой нижней точке, как это установлено во время процесса цинкования.
Размер отверстий также имеет значение. Отверстия большего размера позволяют цинку быстрее входить и выходить из изделия, что упрощает погружение и извлечение.Это приведет к более качественной отделке.
Для различных стальных изделий требуются вентиляционные и сливные отверстия. Компания Galvan выпустила Руководство по проектированию горячего цинкования с примерами хорошей вентиляции и слива от Американской ассоциации цинкования. Его можно загрузить с нашего веб-сайта http://www.galvan-ize.com/galvanizing.asp. Вы также можете запросить печатную копию по электронной почте на адрес [email protected].
Спасибо за вопрос. Надеемся, вы найдете ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Август 2016
Q: «Мы получили стальную оцинкованную трубу (толстая стенка 1/2 дюйма), которую мы должны обработать щеткой и покрыть щеткой. Она не выдерживает струи кисти без сильного отслаивания.Я проверил толщину цинка. Он колеблется от 6 мил до более 100 мил. Тонкие участки хорошо переносят удар, а толстые просто разбухают от трения и отрываются. Это приемлемо? »
Ответ :
Основной причиной отслаивания или отслоения тяжелых стальных деталей является время, необходимое для их охлаждения после погружения в цинковую ванну.
Во время процесса горячего цинкования сталь нагревается примерно до 830 F (443 C), погружая ее в ванну с расплавленным цинком.В ванне поддерживается такая температура.
При погружении в чайник железо в стали вступает в реакцию с цинком, образуя серию слоев интерметаллического сплава цинк-железо. Как только погружаемый предмет достигает той же температуры, что и ванна, его вынимают. Избыток цинка удаляют сливом или другими способами, но металлургическая реакция будет продолжаться после извлечения из ванны, пока изделие остается около температуры ванны.
Большие и толстые оцинкованные детали могут долго охлаждаться и продолжать образовывать цинково-железные слои после того, как они были извлечены из гальванического котла.
Это продолжающееся образование покрытия может оставлять пустоту между двумя верхними слоями гальванизированного покрытия. Если образовалось много пустот, верхний слой цинка может отделиться от остального покрытия и отслоиться, оставляя шероховатую текстуру серого цвета.
Если оставшееся покрытие все еще соответствует минимальным требованиям спецификации по толщине, то деталь все еще приемлема. Если покрытие не соответствует минимальным требованиям спецификации, то деталь следует забраковать и повторно оцинковать.
Однако, если расслоение происходит в результате изготовления или обработки после цинкования, например, пескоструйной обработки перед покраской, то цинкователь не несет ответственности за проблему.
Спасибо за вопрос! Надеюсь, ответ будет вам полезен.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене.Подумай о чести!
июнь 2016
Q: «Соответствует ли гальваника по ASTM B633 горячему цинкованию по ASTM A385?»
Ответ :
Нет, не равны. Горячее цинкование создает более толстое и твердое цинковое покрытие со сроком службы в 20 раз дольше, чем покрытие B633.
Фактически B633 — это Стандартные спецификации для электроосажденных покрытий цинка на железе и стали.В общем, цинковое покрытие тонкое, до максимальной толщины 1 мил (25 мкм), и механически связано с поверхностью с твердостью примерно от трети до половины, чем у большинства сталей. В спецификации ASTM B633 перечислены четыре класса цинкования: Fe / Zn 5, Fe / Zn 8, Fe / Zn 12 и Fe / Zn 25, где число указывает толщину покрытия в микронах (мкм). Большинство покрытий имеют толщину менее половины мила и предназначены для внутреннего и / или некритического применения.
ASTM A385 на самом деле не является спецификацией покрытия, а является Стандартной практикой для обеспечения высококачественных цинковых покрытий (горячего погружения) и обычно называется «проектными» спецификациями для цинкования.
Стандартные технические условия ASTM A123 для цинковых (горячеоцинкованных) покрытий на железе и стали
Продуктыи стандартная спецификация ASTM A153 для цинкового покрытия (горячего погружения) на железо и стальное оборудование, скорее всего, являются спецификациями, с которыми вы хотите сравнить.
Конструкционный материал, оцинкованный горячим способом, будет иметь размер от 45 мкм до 100 мкм как минимум (от 1,8 до 3,9 мил), а крепежные детали, нанесенные горячим погружением, будут в диапазоне от 45 до 86 мкм (1,7 — 3,4 мил), в зависимости от типа материала, на который наносится покрытие. .
Поскольку характеристики цинкового покрытия линейны и зависят от толщины покрытия и условий воздействия, покрытие толщиной 2 мил прослужит в два раза дольше, чем покрытие толщиной 1 мил в тех же условиях. По относительной толщине покрытия при гальванике и горячем цинковании видно, что они НЕ равны. Срок службы горячего цинкования может в 20 раз превышать срок службы покрытия B633 при том же применении.
Спасибо за отличный вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Апрель 2016
Q: «Мы поставляем кабельные лотки для проекта из листовой стали толщиной от 2 мм до 2,5 мм. Можно ли покрыть то же покрытие толщиной 85 микрон? Стандарты определяют покрытие от 45 микрон до 55 микрон.»
Ответ:
Достижение постоянной толщины покрытия 85 микрон может быть трудным для вашего приложения. Гальваника — это сплав, который образуется, когда подготовленная стальная поверхность погружается в ванну с расплавленным цинком. Температура ванны для цинкования составляет 840-845 градусов по Фаренгейту, и сталь остается в ванне до тех пор, пока самая толстая часть стальной конструкции не достигнет температуры ванны. Когда стальной сердечник достигает температуры ванны, реакция прекращается, и сталь оцинковывается.
Реакция покрытия начинается во время нагрева стали и прекращается, когда она достигает температуры ванны. Тонкие или легкие конструкции достигают температуры ванны быстрее, чем толстые или тяжелые секции, что ограничивает толщину покрытия.
Есть и другие факторы, которые могут повлиять на покрытие, например необычный химический состав стали, но в этом обсуждении мы сосредоточимся на стандартном конструкционном материале из мягкого углерода.
Пожалуйста, обратитесь к ASTM A123 для получения полной информации о минимальных значениях толщины для различных материалов.Категории, перечисленные в ASTM A123, — это структурные формы и пластины, полосы и стержни, трубы и трубки, проволока и арматурный стержень. Приведенная ниже информация относится к конструкционным формам и плитам. Минимальная стандартная толщина покрытия указана под измеренной толщиной стали.
Диапазон толщины стали (измеренной), дюймы (мм)
<1⁄16 (<1,6) от 1⁄16 до <1⁄8 (от 1,6 до <3,2) от 1⁄8 до 3⁄16 (от 3,2 до 4,8)> от 3⁄16 до <1⁄4 (> 4.От 8 до <6,4) ≥1 / 4 (≥6,4)
45 микрон 65 микрон 75 микрон 85 микрон 100 микрон
1,8 мил 2,6 мил 3,0 мил 3,3 мил 3,9 милОсновываясь на этой информации, указанный вами стандарт толщины цинкования от 45 до 55 микрон кажется разумным для 2–2.Материал толщиной 5 мм, но имейте в виду, что ASTM 123 является спецификацией МИНИМАЛЬНОЙ толщины покрытия. Цинкование обычно соответствует этим минимумам или превышает их в каждом случае. Однако, чтобы получить 85 микрон, даже начиная с верхнего предела диапазона, вам нужно будет превысить минимум более чем на 50%. В нижней части диапазона вам нужно будет почти вдвое увеличить указанную толщину. Это возможно, но тонкие материалы работают против толстых покрытий в процессе цинкования.
Удачи! Надеюсь, этот ответ поможет!
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее.Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Февраль 2016
Q: «У меня проблема с горячим цинкованием мелких деталей. После центрифугирования гальванический материал отделяется от металла. Сталь AISI 1140. Как мы можем решить эту проблему?»
Ответ:
Химический состав стали — вероятная причина проблемы.Для AISI 1140 приблизительное процентное содержание кремния составляет 0,4%. Это значительно выше 0,22%, что является максимальным процентным содержанием кремния, рекомендованным для нормального или типичного роста гальванического покрытия. AISI 1140 также имеет более высокий процент углерода, чем рекомендуется. Если рост покрытия из-за таких микроэлементов чрезмерный, покрытие может быть подвержено отслаиванию.
Микроэлементы влияют на процесс цинкования, а также на структуру и внешний вид оцинкованного покрытия.Стали с микроэлементами за пределами рекомендуемых диапазонов известны в гальванической промышленности как высокореактивные стали и могут давать нетипичное покрытие, состоящее полностью или почти полностью из слоев сплава цинк-железо.
По внешнему виду нетипичное оцинкованное покрытие может иметь матово-серый цвет и / или шероховатую поверхность. Слой свободного цинка, присутствующий на типичных покрытиях, придает более блестящую поверхность оцинкованному покрытию. Покрытие из сплава цинк-железо также имеет тенденцию быть толще, чем обычное оцинкованное покрытие.В редких случаях, когда покрытие слишком толстое, существует вероятность снижения адгезии (отслаивания) под внешним воздействием температуры или удара.
Решением может быть использование стали другого типа, которая содержит меньше кремния и других элементов, которые могут вызвать проблемы при цинковании. Вот несколько рекомендаций.
Углерод менее 0,25%
Фосфор менее 0,04%
Марганец менее 1,35%
Уровни кремния менее 0,04% или от 0.15% — 0,22%
Спасибо за вопрос. Надеемся, вы нашли ответ полезным.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
декабрь 2015
Q: «Можем ли мы рассверлить или повторно просверлить отверстия в элементах из оцинкованной стали?»
Ответ:
После цинкования, конечно, можно рассверливать отверстия.Однако для сертификации покрытия ASTM A123 просверленные области должны соответствовать приведенным ниже инструкциям. Вы захотите подкрасить в соответствии со спецификацией ASTM A780.
Из ASTM A123:
«Поверхности, которые остаются без покрытия после цинкования, должны быть отремонтированы в соответствии с методами, изложенными в Практике A780, если покупатель не предписывает оставить непокрытые участки без обработки для последующего ремонта покупателем.
6.2.1 Каждая область, подлежащая ремонту, должна быть не более 1 дюйма [25 мм] в самом узком измерении.
6.2.2 Общая площадь, подлежащая обновлению на каждом изделии, должна составлять не более 1⁄2 от 1% доступной площади поверхности, на которую наносится покрытие на это изделие, или 36 кв. Дюймов на короткую тонну [256 см2 на метрическую единицу. тонна] штучного веса, в зависимости от того, что меньше.
ПРИМЕЧАНИЕ 5. Недоступные участки поверхности — это участки, недоступные для соответствующей подготовки поверхности и нанесения ремонтных материалов, как описано в Практике A780. Такими недоступными областями, например, могут быть внутренние поверхности некоторых резервуаров, столбов, труб, трубок и так далее.
6.2.3 Толщина обновления должна соответствовать классу толщины для соответствующей категории материала и диапазона толщины в таблице 1 в соответствии с требованиями п. 6.1, за исключением того, что для ремонта с использованием цинковых красок толщина обновления должна быть 50 % выше, чем требуется в Таблице 1, но не более 4,0 мил.
6.2.4 Если участки, требующие ремонта, превышают указанные ранее критерии или недоступны для ремонта, покрытие должно быть отклонено.«
Надеюсь, этот ответ поможет. Спасибо за вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Октябрь 2015
Q: «Каким должен быть вес цинка для максимальной защиты трубок в морской воде?»
Ответ:
Вес цинка на любом изделии после цинкования зависит от толщины оцинкованного изделия.Обычно цинкование увеличивает номинальный вес стального изделия на 4-8%. Более тяжелые предметы обычно набирают меньший процент веса (4-5%), чем более тонкие материалы. Более легкие и тонкие материалы забирают пропорционально более тяжелый процент и обычно показывают увеличение от 7% до 8%.
Вот почему. Горячее цинкование образует металлургическую связь между стальным изделием и цинком в котле для цинкования. Покрытие «растет» с поверхности стали, и скорость роста замедляется, когда сталь достигает температуры ванны для цинкования.Тонкие материалы нагреваются быстро, а более толстые материалы нагреваются дольше и образуют более толстые покрытия. Технические требования к цинкованию приведены в стандарте ASTM Iron A123 Standard Specification для цинковых (горячеоцинкованных) покрытий и стальных изделий .
В следующих таблицах отражена минимальная средняя толщина покрытия, требуемая ASTM A123.
Таблицы показывают, что труба или труба толщиной четверть дюйма (1/4 дюйма) будет развивать теоретический минимум 3.0 мил на любой поверхности, и более тонкие материалы будут пропорционально легче в покрытии. Это минимальная средняя толщина покрытия. Гальванизатор должен соответствовать этим стандартам в каждом случае, но из-за реакционной способности некоторых сталей для гальванизатора нередко превышает минимум и обеспечивает немного более тяжелое (более толстое) цинковое покрытие.
Поскольку срок службы цинка пропорционален толщине покрытия, более тяжелые покрытия служат дольше, чем более тонкие покрытия в тех же условиях.
Надеюсь, этот ответ поможет. Спасибо за вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Август 2015
Q: «Какой толщины должен быть основной материал (сталь) для создания оцинкованной стали толщиной 1/4 дюйма? Какие спецификации требуются для процесса оцинковки? »
Ответ:
Горячее цинкование образует металлургическую связь между стальным изделием и цинком в котле для цинкования.Покрытие «растет» с поверхности стали, и скорость роста замедляется, когда сталь достигает температуры ванны для цинкования. Тонкие материалы нагреваются быстро, а более толстые материалы нагреваются дольше и образуют более толстые покрытия. Спецификации для цинкования охватываются Стандартной спецификацией ASTM Iron A123 для цинковых (горячеоцинкованных) покрытий и стальных изделий. Эта спецификация охватывает требования к цинкованию (гальванизации) методом горячего погружения на изделия из чугуна и стали, изготовленные из прокатных штампованных и кованых профилей, отливок, листов, прутков и полос, или Стандартные технические условия ASTM A153 для цинкового покрытия (горячего -Dip) на изделиях из железа и стали.Эта спецификация предназначена для применения к элементам оборудования, которые центрифугируются или обрабатываются иным образом для удаления излишков металла ванны цинкования (свободного цинка). Это отражено в требованиях к классу толщины покрытия.
В следующих таблицах отражена минимальная средняя толщина покрытия, требуемая ASTM A123.
Как вы можете видеть, структурная форма толщиной 1/4 дюйма создаст минимальную толщину покрытия 3,9 мил на любой заданной поверхности. Я должен указать, что если вы имеете дело с критическими размерами, стандартная практика ASTM A385 для обеспечения высокого качества В заявлении о цинковании (горячее цинкование) говорится: «Если сборка стальных деталей или отдельная стальная деталь была спроектирована и изготовлена с критическими размерами и должна быть впоследствии оцинкована горячим способом, проектировщик должен знать, что процесс горячего цинкования использует химическую очистку для подготовки поверхностей к покрытию, что может изменить критические размеры.«Кроме того, горячеоцинкованное покрытие может увеличить толщину основного стального материала с 2,0 до более чем 10,0 тысячных дюйма [от 50 до более 250 микрометров] в зависимости от химического состава стали, как описано в разделе 3. Это должно быть учтено в Расчет критических размеров. Может потребоваться повторная обработка или иная обработка критических размеров после горячего цинкования.
Надеюсь, этот ответ поможет. Спасибо за вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее.Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
июнь 2015
Q: «Мы штампуем детали различных размеров, но в основном небольшие для электротехнической промышленности. Детали от 3 до 24 дюймов в длину. Мы сталкиваемся с проблемами, связанными с появлением черных пятен и комков на деталях во время цинкования. Что мы можем сделать, чтобы исправить это ? »
Ответ:
Спасибо за присланные фотографии проблемы и продукта ваших конкурентов.Они позволяют легче определить проблему и предложить некоторые предложения.
Некоторые из показанных деталей были явно оцинкованы на крючке или проволоке с использованием существующего отверстия в плоской планке с нижней частью крючка в качестве сливного конца изделия. Накопление «комков» цинка происходит в самой нижней точке детали, и именно там цинк остывает во время извлечения металла из ванны расплава.
На другом фото видны дефекты сварного шва, которые не могут контролироваться цинкователем. Есть сварочные брызги, сварочная проволока и подрезанный шов, где крюк приваривается к плоскости.Справа на фото показано накопление цинка из дренажа, как описано выше
Однако детали, изготовленные из плоского проката, не выходят за пределы нормы для оцинкованных деталей.
Разрешите мне расширить пределы спецификаций для горячего цинкования; Обычно оцинкованные покрытия указываются из-за их коррозионной стойкости, а не из-за их внешнего вида. Стандарты покрытия написаны на основе МИНИМАЛЬНОГО веса (массы) покрытия и не включают максимум, поскольку рост покрытия также определяется химическим составом оцинкованной стали.
В спецификациях по цинкованию указано, что отделка — это субъективный термин, который может отличаться от читателя к читателю. В спецификации указано: «Отделка — покрытие должно быть непрерывным (кроме случаев, предусмотренных ниже), и достаточно гладким и однородным по толщине, как вес, размер, форма предмета и необходимое обращение с предметом во время операций погружения и слива. у котла для цинкования позволит. За исключением локальной избыточной толщины покрытия, которая может помешать использованию продукта или сделать его опасным в обращении (краевые разрывы или шипы), отклонение из-за неоднородного покрытия должно производиться только для явно видимого избыточного покрытия, не связанного с конструктивными факторами, такими как в виде отверстий, стыков или особых проблем с дренажем.Поскольку гладкость поверхности является относительным термином, незначительная шероховатость, которая не мешает предполагаемому использованию продукта, или шероховатость, связанная с исходным (не оцинкованным) состоянием поверхности, химическим составом стали или реакционной способностью стали к цинку быть основанием для отказа ».
Если вы хотите получить косметически совершенный продукт, вы можете рассмотреть несколько вариантов.
1. Обработка материала небольшими партиями. Это позволяет обрабатывать детали таким образом, чтобы можно было подметать детали во время извлечения и минимизировать подтекание.
2. С помощью механического или пневматического вибратора энергично встряхните детали во время извлечения из ванны для цинкования. Этот процесс обычно устраняет или сводит к минимуму образование капель.
3. Сплавите ванну для цинкования висмутом, чтобы увеличить текучесть металла и улучшить дренаж.
4. Гальванизируйте детали в центробежном процессе, чтобы увидеть, удастся ли удалить излишки цинка с детали и обеспечить лучшую отделку. ** ВНИМАНИЕ: Центробежное цинкование может удалить слишком много цинка, так что деталь не будет соответствовать минимальной указанной вами толщине.**
В итоге, часть вашего конкурента кажется более гладкой, но является ли это отдельным примером по сравнению с полной партией деталей? Мешают ли незначительные шероховатости у основания и капля на крючке предполагаемому использованию детали или это чисто косметический характер? Если это не мешает, это не является основанием для отказа, кроме случаев, когда это предусмотрено предварительным соглашением между договаривающимися сторонами.
Вы можете загрузить приложение под названием «Проверка горячеоцинкованной стали» для получения дополнительной информации. Приложение бесплатное и доступно как для устройств Apple, так и для Android.
Спасибо за вопрос. Надеюсь, этот ответ поможет.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Апрель 2015
Q: «Можно ли оцинковать листы стенки 1/4 » QT100 на рельсе рамы прицепа без образования трещин и т. Д.на вырезанных участках пластин? »
Ответ:
QT100 — это закаленная и отпущенная сталь с отличными стойкостью к истиранию, но материал не очень хорошо подходит для процесса цинкования. Вот почему.
Во-первых, содержание марганца находится за пределами рекомендуемых параметров для получения нормального покрытия. Рекомендуемый максимум для марганца составляет менее 1.3%, а QT100 — 1,5%. В результате получается покрытие, которое не достигает нормальной толщины. Покрытие может быть более тяжелым и более подверженным повреждениям при обращении.
Наиболее важным является Rockwell C материала QT. Сопротивление вашей пластины составляет 52-53, что соответствует пределу прочности при растяжении @ 265 тысяч фунтов / кв. Дюйм, что на намного превышает рекомендации по цинкованию . Материал будет хрупким, и в результате может появиться трещина.
Короче, я бы избегал материала QT100.
Спасибо за вопрос. Надеюсь, это поможет.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Февраль 2015
Q: «Чтобы не потерять мелкие детали, мы хотели бы подключить их к родительской сборке. Является ли это приемлемой практикой?
Провод какого типа и калибра следует использовать?»
Ответ:
Вполне допустимо подключение небольших деталей к родительской сборке .Уголки зажима, просверленные пластины и другие мелкие детали обычно подключаются к своим более крупным компонентам перед цинкованием, чтобы гарантировать, что они будут возвращены с той же деталью.
Детали должны быть соединены проводом не менее № 9 калибра (0,148 дюйма [3,76 мм]). Они должны быть подключены так, чтобы они свободно свисали и не соприкасались с основной деталью таким образом, чтобы вызвать оголенный участок или слипаться во время цинкования.
Детали должны быть свободно пропущены через отверстие, чтобы можно было легко разрезать провод и удалить деталь после ее возврата к вам.(Не скручивайте проволоку так, чтобы она прилипала к гальванизированному покрытию.)
Свяжитесь с вашим местным производителем цинкования для получения их конкретных требований и обязательно отметьте в любой закупочной документации, что компоненты не должны сниматься с их основной сборки перед цинкованием.
Надеюсь, это поможет. Спасибо Вам за Ваш вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее.Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
декабрь 2014 г.
Q: «Можно ли взять трубную катушку, которая была недавно оцинкована, и повторно оцинковать ее, не удаляя старую гальванику? На катушке есть оголенные участки от изменений сварки».
Ответ:
Короткий ответ — «Нет». Сварка путем цинкования удалила покрытие в зоне сварного шва и в окружающей зоне термического влияния сварного шва.Цинк плавится при 786 градусах Цельсия и во время сварки образует объемный белый оксид цинка при температуре около 1000 градусов по Фаренгейту. Температуры сварки находятся в диапазоне 3-4000 градусов по Фаренгейту или выше, в зависимости от метода.
Покрытие, оцинкованное методом горячего погружения, образуется в результате реакции диффузии между железом и цинком и создает металлургическую связь между двумя металлами. Чтобы железо-цинковый сплав развился, стальная подложка должна быть полностью чистой. Остаточные сварочные флюсы, масла, краска или любые другие загрязнения приведут к образованию оголенной поверхности, которая не подвергнется гальванизации. Попытка повторно оцинковать без удаления существующего цинка приведет к покрытию с оголенными участками и цинком, который не прилипнет к ранее существовавшему покрытию.
Оцинкованная сталь образует оксид цинка на поверхности материала в течение 24 часов после процесса цинкования. Покрытие постепенно выветривается с образованием гидроксида цинка и, наконец, карбоната цинка. Процесс повторного цинкования потребует полного удаления цинка со стальной поверхности перед повторным покрытием, чтобы соответствовать требованиям ASTM.
ASTM допускает ремонт, но ограничивает допустимую площадь. Общая площадь, подлежащая обновлению на каждом изделии, должна составлять не более 1⁄2 1 процента доступной площади поверхности, на которую наносится покрытие на это изделие, или 36 дюймов 2 на короткую тонну [256 см2 на метрическую тонну] штучного веса. , в зависимости от того, что меньше. В спецификации далее говорится: «Материалы, которые были отклонены по причинам, не связанным с охрупчиванием, не запрещается снимать и повторно гальванизировать, а также повторно отправлять на осмотр и испытания, после чего они должны соответствовать требованиям данной спецификации.”
Надеюсь, это поможет. Спасибо Вам за Ваш вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Октябрь 2014 г.
Q: «Для конструкции из мягкой стали, которая будет поддерживать солнечные панели на открытом воздухе, где климатические условия будут варьироваться от сухих до высоких влажностей, что лучше выбрать — гальваника или горячее цинкование?»
Ответ:
Горячее цинкование — лучший выбор. Гальваника — это процесс электроосаждения цинка на стальную поверхность из раствора соли цинка. Покрытия обычно очень однородные, но очень тонкие , толщиной всего 1 мил (25 мкм), что ограничивает оцинкованные детали очень мягким (в помещении) воздействием.
Спецификация ASTM B 633 перечисляет четыре класса цинкования: Fe / Zn 5, Fe / Zn 8, Fe / Zn 12 и Fe / Zn 25. Число указывает толщину покрытия в микронах (мкм). Горячее цинкование обеспечивает самое тяжелое цинковое покрытие, доступное на рынке.Сталь химически очищается, а затем погружается в ванну с расплавленным металлическим цинком. Покрытие образует металлургическую связь между цинком и сталью, которая превосходит связь покрытия. Толщина покрытия для горячего цинкования будет зависеть от толщины оцинкованной основной стали. См. Таблицу 1 для списка толщин покрытия по категориям.
Важно отметить, что срок службы цинкового покрытия зависит от толщины покрытия.Покрытие толщиной 25 мкм прослужит вдвое меньше, чем покрытие толщиной 50 мкм при тех же условиях воздействия.
Наилучшим выбором для вашего солнечного применения является горячее цинкование.
Спасибо за вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене.Подумай о чести!
Август 2014 г.
В: «Как я могу рассчитать процентное содержание цинка в моих оцинкованных деталях? Я хочу подтвердить, что они действительно содержат 98% цинка при гальванике».
Глория Рейес
Ответ :
Технические характеристики цинка определены стандартом ASTM B6, Стандартные технические условия на цинк .В гальванических ваннах в Северной Америке используется один из трех типов цинка.
1. Prime Western — 98,5% цинка
2. High Grade — 99,5% цинка
3. Special High Grade — 99,95% цинка
Оцинкованный материал, импортируемый из стран ЕС, по составу будет очень похож на оцинкованные изделия из Северной Америки и будет иметь такое же содержание цинка.
Если вы импортируете оцинкованные изделия из Китая, вы открыты для материалов, которые не соответствуют спецификациям ASTM, и металлического цинка, который может содержать различные элементы, владение которыми вам может быть неинтересно.
Вы можете просто попросить у своего гальванизатора копию анализа металла ванны. Большинство гальванизаторов часто анализируют химический состав ванн, чтобы гарантировать, что их легирующие элементы находятся в определенном диапазоне, и большинство из них будут рады бесплатно предоставить эту информацию своим клиентам.
Или вы можете нанять лабораторного консультанта, отправить образец материала для рентгеновского дифракционного анализа или использовать газовую хроматографию-масс-спектрометрию, потратить большие деньги и получить тот же ответ.
Надеюсь, это поможет. Спасибо Вам за Ваш вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
июнь 2014
Q: «Существует ли такое понятие, как цинкование морского класса, и если да, то чем оно отличается от стандартного цинкования?»
Джефф Холмс, Городской совет Кофс-Харбора,
Новый Южный Уэльс, Австралия
Ответ :
Это новинка для меня, и, вероятно, используется как маркетинговый трюк для продвижения продуктов определенного поставщика.Некоторые производители в США используют термин «морской класс» для шурупов по дереву, оцинкованных горячим способом. Этим они отличаются от крепежных изделий с гальваническим или механическим покрытием, которые имеют гораздо более тонкое покрытие. Горячее цинкование — это самый тяжелый коммерчески доступный метод нанесения защитного цинкового покрытия на стальное изделие, и поэтому он будет лучше и в течение более длительного периода времени, чем любой другой тип цинкового покрытия. Показатели цинка линейны. Более толстые покрытия продлевают срок службы. Период.
Покрытие, оцинкованное горячим погружением, образуется в результате реакции диффузии при погружении в расплавленный цинк и создает металлургическую связь между цинковым покрытием и стальной подложкой. Когда покрытие полностью проявится, реакция между двумя металлами прекращается, и сталь удаляется из ванны. Последующее погружение в ванну с цинком может привести к (1) незначительному увеличению толщины покрытия или (2) более тяжелому покрытию, которое является хрупким и подверженным отслаиванию.
Простое указание покрытия согласно спецификации AS / NZS 4680 гарантирует, что вы получите наилучшее возможное гальваническое покрытие для покрываемого изделия.Покупка «морского качества» может звучать лучше и, вероятно, будет стоить дороже, но не будет отличаться от любого другого горячего покрытия погружением.
Надеюсь, это поможет, и спасибо за ваш вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Апрель 2014 г.
Q: «Мы компания по производству стальных опор.Некоторые из наших клиентов просят покрытие толщиной 120 микрон для материалов с низким содержанием кремния. Для этого требуется больше времени на погружение, но мы получаем дополнительное шероховатое покрытие, накапливающееся на линии сварки швов. Как избежать появления этих дополнительных микрон в сварочной линии? »
Ответ :
ISO 1461 и ASTM A123 требуют номинальной толщины покрытия 100 мкм для стали с базовой толщиной ”или более (≥6.4 мм). Дополнительные 20 микрон, которые требуются вашему заказчику, потребуют дополнительного времени в котле, особенно если в составе стали мало кремния.
Для достижения такой же толщины покрытия рекомендуется, чтобы присадочный металл сварного шва был сопоставим по химическому составу со сталью основного материала. Если присадочный металл сварного шва имеет другой состав, чем соединяемая сталь, он может реагировать с цинком с другой скоростью и давать более толстое или более тонкое покрытие на сварном шве.Чтобы предотвратить повышенную реакцию сварочного материала с расплавленным цинком, присадочный материал должен иметь содержание кремния менее 0,3%.
Для типичных сварочных процессов, таких как дуговая сварка в защитном металлическом корпусе (SMAW), дуговая сварка под флюсом (SAW) и дуговая сварка порошковой проволокой (FCAW), существуют сварочные стержни, которые не приводят к образованию чрезмерно толстого покрытия. В приведенной ниже таблице указаны материалы и химический состав нескольких сварочных стержней, обеспечивающих хороший внешний вид и толщину покрытия.
Надеюсь, этот ответ поможет. Спасибо Вам за Ваш вопрос.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
декабрь 2013 г.
Q: «Каков дополнительный вес на квадратный фут площади поверхности цинкования стального элемента?»
Ответ :
Хороший вопрос.Обычно цинкование добавляет от 4% до 8% к номинальному весу стального элемента, в зависимости от толщины оцинкованной стали. Гальванизация — это сплав, который образуется в результате реакции диффузии между железом и цинком. Сталь может оставаться в ванне для цинкования до тех пор, пока стальной сердечник не достигнет температуры окружающей ванны цинка, когда реакция цинкования завершится. Более толстые (более тяжелые) стали нагреваются дольше, поэтому реакция продолжается дольше.Более тонкие (более легкие) стали быстрее поглощают тепло и быстрее завершают свою реакцию, образуя более легкую массу покрытия.
Это кажется нелогичным, но более тяжелые стали обычно имеют меньший процент веса (4-5%) из-за соотношения вес / площадь поверхности, чем более тонкий материал. Легкие секции получают пропорционально более тяжелый процент из-за того же эффекта и обычно показывают увеличение массы на 7-8%.
Стандарты ASTM предусматривают МИНИМАЛЬНУЮ массу покрытия в соответствии с таблицами ниже:
Пожалуйста, помните, что это МИНИМАЛЬНЫЕ стандарты толщины покрытия.Цинкование обычно соответствует этим минимумам или превышает их в каждом случае. Стальная балка с номинальной толщиной> 1/4 дюйма приведет к получению гальванизированного покрытия толщиной 100 микрометров, что добавит минимум 2,3 унции / фут2 к весу изделия.
Спасибо за вопрос!
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене.Подумай о чести!
Октябрь 2013 г.
Q: «В газопроводах в Гонконге гальванизация применяется как к трубам из низкоуглеродистой стали (EN10255), так и к фитингам из ковкого чугуна (ASTM A197). Различаются ли в этих случаях металлические связи между цинковой и железной подложкой? Опыт показывает, что фитинги из оцинкованного железа более устойчивы к коррозии, чем трубы из оцинкованной стали. Можно ли это объяснить содержанием графита в ковком чугуне? »
Ответ :
Металлургическая связь между железом и цинком будет одинаковой для любого черного металла.Я подозреваю, что разница в скорости коррозии , с которой вы сталкиваетесь, не связана с содержанием графита, а скорее с разным количеством цинка , нанесенного на два разных материала.
Известно, что точная структурная природа оцинкованного покрытия может быть изменена в соответствии с точной химической природой оцинкованной стали. Известно, что некоторые элементы, содержащиеся в сталях, влияют на структуру покрытия. В элементах углерода больше примерно 0.25%, фосфор более 0,04% или марганец более 1,3% приведет к получению покрытий, отличных от «нормального» покрытия.
Для сталей с содержанием кремния от 0,04% до 0,15% или выше 0,22% скорость роста гальванизированного покрытия может быть намного выше, чем у сталей с содержанием кремния ниже 0,04% и от 0,15% до 0,22%. Недавние исследования показали, что даже в тех случаях, когда содержание кремния и фосфора индивидуально поддерживается в желаемых пределах, комбинированный эффект между ними может привести к образованию покрытия, которое обычно имеет пятнистый или тускло-серый вид.
Эти более реактивные покрытия обычно тяжелее (толще), чем обычно. Скорость коррозии цинка линейна. Два мил цинка будут иметь ровно в 2 раза срок службы одного мил цинка при идентичных условиях воздействия. Следовательно, более толстые покрытия имеют более длительный срок службы . Кроме того, оцинкованную трубу обычно «протирают» при извлечении из ванны с помощью воздушных или паровых «ножей» для удаления излишков цинка с поверхности и обеспечения очень гладкого и однородного вида для потребителя.
Относительную толщину покрытия двух материалов можно проверить неразрушающим методом с помощью магнитного толщиномера. Это быстро покажет, соответствует ли покрытие вашим минимальным требованиям.
Спасибо за вопрос!
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Август 2013
Q: «Кто отвечает за снятие маркировки прокатного стана с канала до его цинкования, производитель или оцинковщик?»
Ответ :
Изготовитель. Оцинковка соответствует требованиям стандарта ASTM A123 для цинковых (горячеоцинкованных) покрытий на изделиях из чугуна и стали для профилей каналов. Спецификация содержит «Справочные документы» в основной части стандарта, а включает ASTM A385 «Практика предоставления высококачественных цинковых покрытий (горячего погружения)» . A385 часто называют «спецификацией дизайна». A385 включает следующее в Раздел 14 «Маркировка для идентификации». № 14.1 Краска не удаляется травлением и не должна использоваться для маркировки на гальванизируемых идентификационных материалах. Маркировка заводов иногда называют «чернилами», но на самом деле это краска.
Многие изготовители ошибочно полагают, что кислота (травильный раствор), используемая в гальванике, удаляет краску, и это неверно. Фактически, некоторые составы красок используются в качестве «маскировки» для участков, которые потребуют сварки с проплавлением после процесса цинкования, таких как сварные моментные соединения. Во время цинкования краска выгорает и превращается в поверхностный углерод, который легко удаляется, обнажая стальную основу без покрытия, обеспечивая хорошее проплавление шва.
Если маркировка прокатного стана остается на стальной поверхности до цинкования, то после цинкования она хорошо видна. Внешний вид похож на просвечивающий маркер, используемый для лакокрасочных покрытий.
Некоторые марки мельниц растворимы в каустике и кислоте и легко удаляются, в то время как на некоторых мельницах используется состав, требующий измельчения на заводе-изготовителе перед отправкой на гальваническую установку.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее.Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
июнь 2013
Q: «Каков процесс проверки для оцинковки большой сборной стальной фермы? Не все элементы имеют одинаковую толщину (опорная плита 10 мм, рама 4 мм). Разве меньшие, более тонкие детали не изменят среднюю толщину покрытия? »
Ответ :
Материалы различной толщины должны обрабатываться отдельно для целей контроля.Если есть две основные части к свариваемой детали — основание плиты и рамы, например, — вы должны были бы приемлемое среднее покрытие на каждой из них для того, чтобы пройти обследование, не один общий средний . Различную толщину листа и разную толщину рамы также необходимо измерять независимо. К каждому типу и толщине материала предъявляются свои требования.
Конструкционные стальные конструкции оцинкованы по стандарту ASTM A123, Стандартные технические условия на цинковые (горячеоцинкованные) покрытия на изделиях из железа и стали .
Требования к толщине покрытия для цинкования определяются толщиной основного металла, подлежащего цинкованию. Оцинкованное покрытие образуется в результате реакции диффузии между железом и сталью. По мере того, как стальной сердечник приближается к температуре ванны для цинкования, скорость диффузии покрытия замедляется и, наконец, останавливается. Более тонкие материалы достигают своего теоретического максимального покрытия быстрее, чем более толстая сталь, для нагрева которой требуется больше времени. Следовательно, материалы разной толщины в одном сварном шве будут иметь разную толщину покрытия, как показано в таблицах ниже.В первой таблице указана степень покрытия, необходимая для различных материалов при разной толщине. Во второй таблице указана толщина покрытия для каждой марки.
Все образцы протестированы Диапазон толщины стали (измеренной), дюймы (мм)
Категория материала _____________________________________________________________________
<1/16 от 1/16 до <1/18 от 1/8 до 3/16> от 3/16 до <1/4 ≥1 / 4
(<1.6) (от 1,6 до <3,2) (от 3,2 до 4,8) (> от 4,8 до 6,4) (≥6,4)
Конструкционная форма и пластина 45 65 75 85100
Полоса и стержень 45 65 75 85100
Трубы и трубки 45 45 75 75 75
Проволока 35 45 75 75 75
Арматурный стержень —- —- —- —- 100
————————————————- —————————————————
Марка покрытия Толщина (мил)
35 1.4
45 1,8
50 2,0
55 2,2
60 2,4
65 2,6
75 3,0
80 3,1
85 3,3
100 3.9
Наш коллега, доктор Галв из AGA, недавно получил аналогичный вопрос. Если вы хотите прочитать его ответ, нажмите здесь.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Апрель 2013 г.
Q: «Я нашел пятна чего-то похожего на толстую белую ржавчину на оцинкованных стальных прутках.Можно ли их еще использовать? Не угрожает ли это целостности покрытия? »
Ответ :
То, что вы описываете, это «пятно от влажного хранения ». Это результат того, что недавно оцинкованная сталь хранится или транспортируется во влажных или плохо вентилируемых условиях. Является ли это угрозой для покрытия, зависит от серьезности проблемы, но в большинстве случаев это не так. Пятно мокрого хранения из-за своего объема обычно выглядит хуже, чем есть на самом деле.В подавляющем большинстве случаев пятно при влажном хранении не указывает на серьезную деградацию цинкового покрытия и не обязательно подразумевает какое-либо сокращение ожидаемого срока службы продукта.
Пятно влажного хранения — это толстый белый или серый налет, образовавшийся в результате ускоренной коррозии нового цинкового покрытия во влажных или влажных условиях. Чаще всего он встречается на уложенных друг на друга материалах, таких как оцинкованные листы, пластины, уголки, стержни и трубы, где плотная упаковка может задерживать влагу. Тонкая пленка воды, заключенная между двумя кусками свежей оцинкованной стали, создает среду, в которой воздействие кислорода и углекислого газа ограничено, предотвращая образование защитного слоя карбоната цинка и позволяя разрастаться мягким продуктам коррозии.
Очень некрасивый, даже средний или толстый слой пятен влажного хранения представляет собой потерю очень небольшого количества цинка из основного покрытия. Светлые участки пятен влажного хранения, такие как описанные вами, обычно превращаются в карбонат цинка и исчезают при использовании при нормальных атмосферных условиях.
Пятно от влажного хранения от среднего до сильного следует удалить в максимально возможной степени перед вводом стали в эксплуатацию. Американская ассоциация гальванизаторов рекомендует очищать пятна влажного хранения «средней степени тяжести» мягким раствором аммиака (одна часть аммиака на 10 частей пресной воды) и щеткой с нейлоновой щетиной.Для более сильных пятен влажного хранения можно использовать слабокислый раствор с pH от 3,5 до 4,5, такой как уксусная кислота или лимонная кислота, смешанные с пресной водой, и щетка с нейлоновой щетиной. Подробности здесь.
Это не означает, что пятна от влажного хранения никогда не были серьезной проблемой. Это может быть. Когда пятно от влажного хранения очень сильное, на что указывают черные пятна на оцинкованном покрытии или ржавчина на лежащей под ним стали, целостность покрытия, безусловно, нарушается. В этот момент может потребоваться зачистка и повторное погружение.
Последнее замечание из AGA : «Хотя оцинковщик несет ответственность за производство оцинкованного покрытия хорошего качества в соответствии с нормативными требованиями, оцинковщик больше не контролирует работу после того, как работа покидает завод. Покупатель должен обеспечить надлежащее обращение с материалами и их хранение на строительной площадке, чтобы гарантировать отсутствие пятен на продукте во время окончательной установки ». См. «Предотвращение образования пятен при хранении» на стр. 3 прилагаемой статьи.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
Февраль 2013 г.
Q: «Меня попросили приобрести оцинкованную прокладку 150 мм x 150 мм x 2 мм и 5 мм (по 150 шт. Каждой), 10 мм и 20 мм (по 80 шт. Каждой). Возможно ли это? Мой обычный поставщик не советовал, так как для каждого предмета потребуется отверстие для погружения.Как вы думаете, я смогу найти кого-нибудь, кто смог бы их снабдить без дырки? »
Ответ :
Если вы посмотрите достаточно внимательно, я верю, что вы сможете найти того, кто сможет это сделать, не добавляя дыр. Но я считаю, что вы заплатите за эту услугу значительную премию.
Горячее цинкование происходит при температуре 450 C. Добавление стали при комнатной температуре в очень горячую ванну цинка приводит к образованию летучей смеси. Цинк обычно выбрасывается с поверхности котла во время погружения стали, а легкие детали могут быть выброшены из крепления или стойки на этом этапе.
Цинк и сталь имеют почти одинаковый удельный вес. Цинк составляет около 7,12, а сталь — около 7,82, поэтому сталь фактически становится плавучей в расплавленном цинке. Опять же, это может привести к тому, что детали «выскользнут» из их крепления и потеряете детали в котле для цинкования. Некоторые из описанных прокладок весят от 0,35 кг до более 3,5 кг.
Плоская геометрия регулировочной шайбы не способствует центробежному цинкованию. Детали лежат вместе и застывают в виде сплошного блока регулировочных шайб, поскольку цинк охлаждается во время извлечения из ванны для цинкования после операции прядения.Если не предусмотрено отверстие для манипуляций, для них потребуется специальная стойка или приспособление, чтобы они не потерялись в ванне и не потеряли их в ванне и чтобы детали не слипались.
Если к одному углу регулировочных шайб добавлено отверстие диаметром 1 см, их можно соединить таким образом, чтобы их можно было окунуть без потери детали и добиться отделки, подходящей для использования с очень небольшой отделкой или опиливанием для удаления подтеков или работает. Это, безусловно, самый экономичный метод обращения с ним, который, вероятно, даст вам меньшую стоимость.
Какой у вас вопрос?
Задайте вопрос по техническому цинкованию прямо сейчас! Мы вернемся к вам с ответом профессора как можно скорее. Об этом можно будет рассказать на этой странице или в нашем следующем информационном бюллетене. Подумай о чести!
декабрь 2012 г.
Q: «В чем разница между оцинковкой и тройным цинкованием?»
Ответ :
Воображение! Тройное цинкование — это маркетинговый трюк , призванный убедить вас, пользователя, что вы получаете оцинкованное покрытие, срок службы которого в три раза превышает срок службы обычной оцинкованной стали.Обычно я описываю этот вид стимулирования сбыта как «ферроманур». (Еще одна воображаемая терминология коррозии.)
Один производитель описывает свое цинкование с тройным цинком (TZ) как заводское покрытие из 1,85 (G-185) унции цинка на квадратный фут площади поверхности, измеренной в соответствии со Стандартными техническими условиями ASTM A 653 для стальных листов, покрытых цинком (гальванизированных). ) или цинк-железный сплав с покрытием (отожженным гальваническим способом) методом горячего погружения. G-185 — это мера общего веса покрытия, выраженная в унциях цинка на квадратный фут площади поверхности.
Имейте в виду, что измерение на одной стороне будет составлять половину от общего значения, и из-за переменных в процессе может быть разница в распределении 60/40 между двумя сторонами. Покрытие G-185 будет иметь примерно 1,5 мил гальванического покрытия на любой данной поверхности. Обычное коммерческое покрытие A-653 оцинковано до G-60, поэтому G-185 будет в три раза больше цинка.
Изготовитель трубок использует терминологию для обозначения непрерывного поточного процесса горячего цинкования, затем процесса конверсии (вероятно, пассивации хроматом), а затем прозрачного органического верхнего покрытия.
Для сравнения: горячеоцинкованное покрытие в соответствии со Стандартными техническими условиями ASTM A123 для цинка (Hot
Scott Metals — Продукты: оцинкованные трубы RHS и SHS: стальные материалы, стальные конструкции, строительные изделия, стальные изделия, лестничные балки, стальные стойки и Балки, Цены на сталь, Поставки стали в Брисбене, Производство стали в Брисбене, Арматурные материалы Брисбен, Кровельные материалы Брисбен.
ТОРГОВЛЯ, ВЛАДЕЛЬЦА, СТРОИТЕЛЬ И ДОБРО ПОЖАЛОВАТЬ
Важное сообщение — Брисбенская изоляция
SCOTT METALS В НАСТОЯЩЕЕ ВРЕМЯ ЗАКРЫТО
ПОВТОРНОЕ ОТКРЫТИЕ 7:00 ВТ 12 ЯНВАРЯ
| Труба из оцинкованной стали RHS и SHS (прямоугольная & Квадрат) | ||||
| Все цены обновлены 8 января 2021 г. И ВКЛЮЧАЮТ GST | ||||
| Окрашенные стальные секции коробчатых трубок RHS и SHS, расположенные здесь: Окрашенные RHS SHS Оцинкованные стальные нажимные и пластиковые торцевые кожухи доступны здесь: Торцевые крышки | ||||
| Товары на складе доступны в
длина деталей Служба резки, сверления, сварки и доставки | ||||
| Размер мм | Толщина | $ / Длина | Длина | кг / м |
| 20 x 20 | 1.6 | 28,00 $ | 6,5 M | 0,87 |
| 25 х 25 | 1,6 | 31,00 | 6,5 M | 1,12 |
| 2,0 | $ 36,00 | 6,5 M | 1,36 | |
| 2,5 | 42,00 | 6,5 M | 1,64 | |
| 3.0 | 49,00 $ | 6,5 M | 1,89 | |
| 30 х 30 | 1,6 | 47,00 $ | 8,0 M | 1,38 |
| 2,0 | 54,00 $ | 8,0 M | 1,68 | |
| 2,5 | 63,00 | 8,0 M | 2,03 | |
| 35 х 35 | 1.6 | $ 55,00 | 8,0 M | 1,63 |
| 2,0 | 64,00 | 8,0 M | 1,99 | |
| 2,5 | 76,00 | 8,0 M | 2,42 | |
| 3,0 | 89,00 $ | 8,0 M | 2,83 | |
| 40 х 40 | 1.6 | 63,00 | 8,0 M | 1,88 |
| 2,0 | 74,00 | 8,0 M | 2,31 | |
| 2,5 | 89,00 $ | 8,0 M | 2,82 | |
| 3,0 | $ 104,00 | 8,0 M | 3,30 | |
| 4,0 | 129,00 | 8.0 M | 4,09 | |
| 50 х 25 | 1,6 | $ 59,00 | 8,0 M | 1,75 |
| 2,0 | 69,00 | 8,0 M | 2,15 | |
| 2,5 | 83,00 | 8,0 M | 2,62 | |
| 3,0 | 97,00 | 8.0 M | 3,07 | |
| 50 х 50 | 1,6 | 79,00 | 8,0 M | 2,38 |
| 2,0 | 94,00 | 8,0 M | 2,93 | |
| 2,5 | 113,00 | 8,0 M | 3,60 | |
| 3,0 | 133,00 | 8.0 M | 4,25 | |
| 4,0 | $ 167,00 | 8,0 M | 5,35 | |
| 5,0 | $ 199,00 | 8,0 M | 6,42 | |
| 65 х 35 | 2,0 | 94,00 | 8,0 M | 2,93 |
| 2,5 | 113,00 | 8.0 M | 3,60 | |
| 3,0 | 133,00 | 8,0 M | 4,25 | |
| 65 х 65 | 2,0 | $ 124,00 | 8,0 M | 3,88 |
| 2,5 | $ 149,00 | 8,0 M | 4,78 | |
| 3,0 | $ 177,00 | 8.0 M | 5,66 | |
| 4,0 | $ 233,00 | 8,0 M | 7,23 | |
| 5,0 | $ 283,00 | 8,0 M | 8,75 | |
| 75 х 50 | 2,0 | $ 119,00 | 8,0 M | 3,72 |
| 2,5 | $ 143,00 | 8.0 M | 4,58 | |
| 3,0 | $ 169,00 | 8,0 M | 5,42 | |
| 4,0 | $ 216,00 | 8,0 M | 6,92 | |
| 5,0 | 304,00 $ | 8,0 M | 8,35 | |
| 6,0 | $ 352,00 | 8.0 M | 9,67 | |
| 75 х 75 | 2,5 | $ 152,00 | 8,0 M | 5,56 |
| 3,0 | $ 181,00 | 8,0 M | 6,60 | |
| 3,5 | $ 218,00 | 8,0 M | 7,53 | |
| 4.0 | 232,00 | 8,0 M | 8,49 | |
| $ 348,00 | 12,0 M | |||
| 5,0 | 298,00 долл. США | 8,0 M | 10,3 | |
| 89 х 89 | 3,5 | $ 248,00 | 8,0 M | 9,07 |
| 372 долл. США.00 | 12,0 M | |||
| 5,0 | $ 362,00 | 8,0 M | 12,5 | |
| $ 543,00 | 12,0 M | |||
| 100 х 50 | 2,0 | $ 126,00 | 8,0 M | 4,50 |
| 2,5 | 161 доллар США.00 | 8,0 M | 5,56 | |
| 3,0 | $ 181,00 | 8,0 M | 6,60 | |
| 4,0 | $ 245,00 | 8,0 M | 8,49 | |
| 5,0 | 298,00 долл. США | 8,0 M | 10,3 | |
| 100 х 100 | 3.0 | $ 245,00 | 8,0 M | 8,96 |
| 4,0 | 317,00 $ | 8,0 M | 11,6 | |
| 475,50 долл. США | 12,0 M | |||
| 5,0 | 411,00 долл. США | 8,0 M | 14,2 | |
| 616,50 долл. США | 12,0 M | |||
| 6.0 | 467,00 долл. США | 8,0 M | 16,7 | |
| 125 x 75 | 3,0 | $ 259,00 | 8,0 M | 8,96 |
| 4,0 | $ 327,00 | 8,0 M | 11,6 | |
| 5,0 | 400,00 | 8,0 M | 14,2 | |
| 150 х 50 | 3.0 | $ 245,00 | 8,0 M | 8,96 |
| $ 367,50 | 12,0 M | |||
| 4,0 | $ 327,00 | 8,0 M | 11,6 | |
| 490,50 долл. США | 12,0 M | |||
| 5,0 | 411,00 долл. США | 8.0 M | 14,2 | |
| 616,50 долл. США | 12,0 M | |||
| 6,0 | $ 596,00 | 8,0 M | 16,7 | |
| $ 894,00 | 12,0 M | |||
| 125 х 75 | Горячий
Гальванизированная погружением стальная труба Кроссовер ливневой воды | |||
| 3.0 | 380,00 $ | 6,0 M | 8,96 | |
| 480,00 $ | 8,0 M | 8,96 | ||
| 150 х 100 | 4,0 | 600,00 долл. США | 8,0 M | 14.8 |
| Переходная труба для ливневой воды продается только полной длины, но ее можно обрезать по размеру. | ||||
| Размер мм | Толщина | $ / Длина | Длина | кг / м |
| Поставка: Стальные трубные секции RHS и SHS
могут быть доставлены, могут быть доставлены от двери до двери или забрать из нашего Woolloongabba, Brisbane Depot. | ||||