Абразивная сетка для зачистки шпаклёвки – зернистость и применение – Блог Stroyremontiruy —
Сетка для затирки шпаклевки — как выбрать необходимую
Завершающим этапом ремонтных работ по отделке стен под покраску или оклейку обоями является затирка шпаклевки. Целью данной процедуры является окончательная корректировка неровностей, остающихся после нанесения финишного слоя отделки и сглаживание излишней зернистости. Выбор материалов и метода шлифовки зависит от структуры и площади обрабатываемой поверхности. Справится с задачей под силу даже тем, кто никогда ранее не занимался ремонтом.
Выбор абразивного материала
Затирка шпатлевки может осуществляться с помощью механических средств и вручную. При ручной шлифовке используется два вида абразивных материалов: сетка и наждачка для шпаклевки. Каждый из них имеет ряд достоинств и недостатков.
Наждачная бумага для затирки шпаклевки
Это наиболее распространенный материал, представляющий собой ленту на тканевой или бумажной основе, на которую наносят абразивное покрытие. Шлифовочная шкурка продается в рулонах и форматных полосах и отличается размером зерна. Крупнозернистая бумага применяется для зачистки старых лакокрасочных покрытий и шлифовки слоя штукатурки, нанесенной на стены. Лента с мелким размером абразивных частиц используется для финишной обработки поверхностей.
Шлифовочная шкурка продается в рулонах и форматных полосах и отличается размером зерна. Крупнозернистая бумага применяется для зачистки старых лакокрасочных покрытий и шлифовки слоя штукатурки, нанесенной на стены. Лента с мелким размером абразивных частиц используется для финишной обработки поверхностей.
Наждачка для затирки шпаклевки может выпускаться в нескольких цветовых решениях, однако ее качество зависит только от состава и размера зерна абразива.
Достоинства: низкая стоимость, лента не растягивается и представлена в широком ассортименте.
Недостатки: низкая прочность и износостойкость.
Абразивная сетка
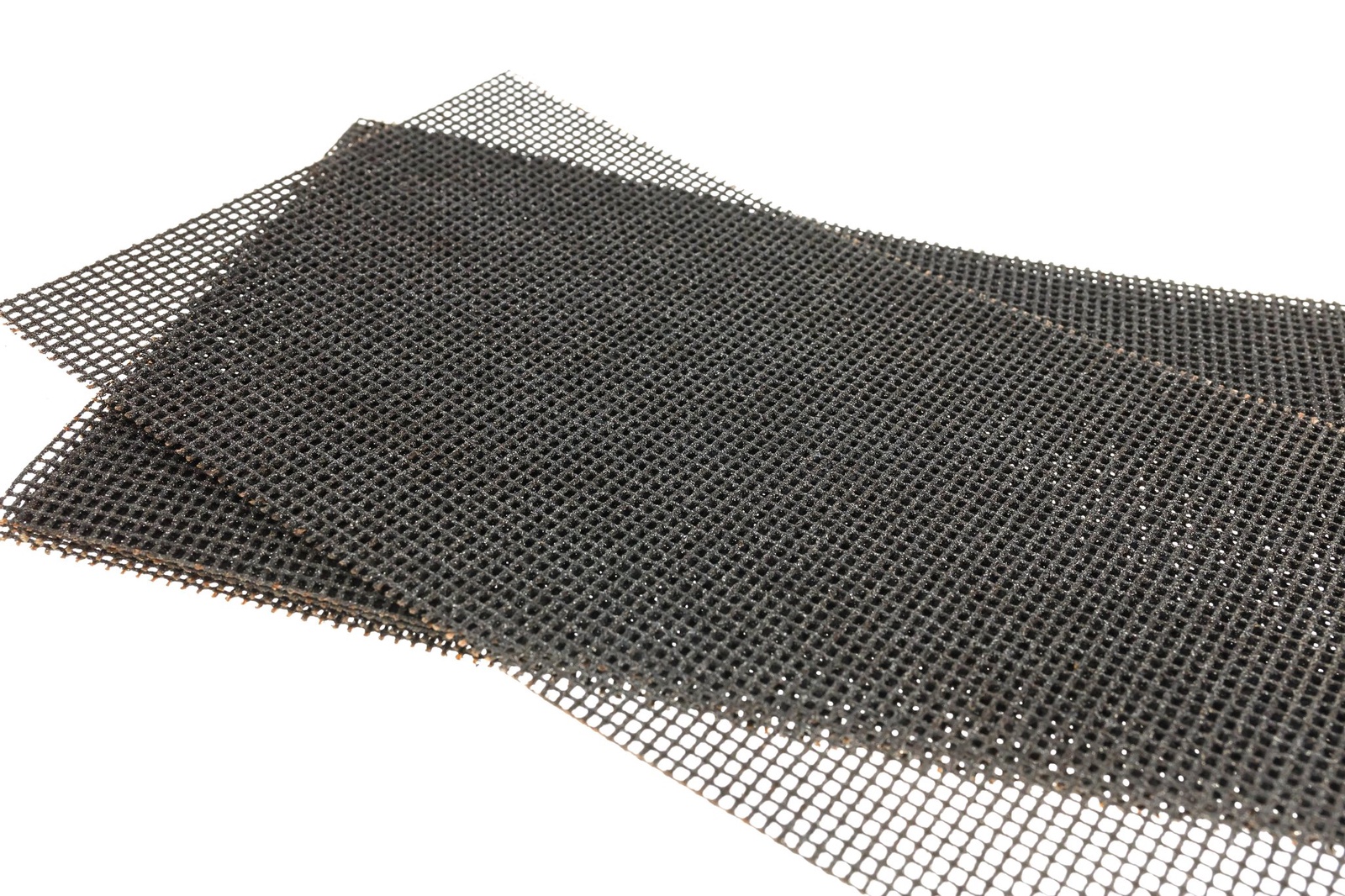
Сетка для затирки шпаклевки сделана из стекловолокна, покрытого со всех сторон стружкой из абразива, в качестве которого чаще всего используют карбид кремния.
Изображение сетки в увеличенном виде:
Материал продается в комплектах форматных полотен разных размеров, а также в рулонах. Основной характеристикой сетки, как и шлифовочной бумаги, является ее зернистость.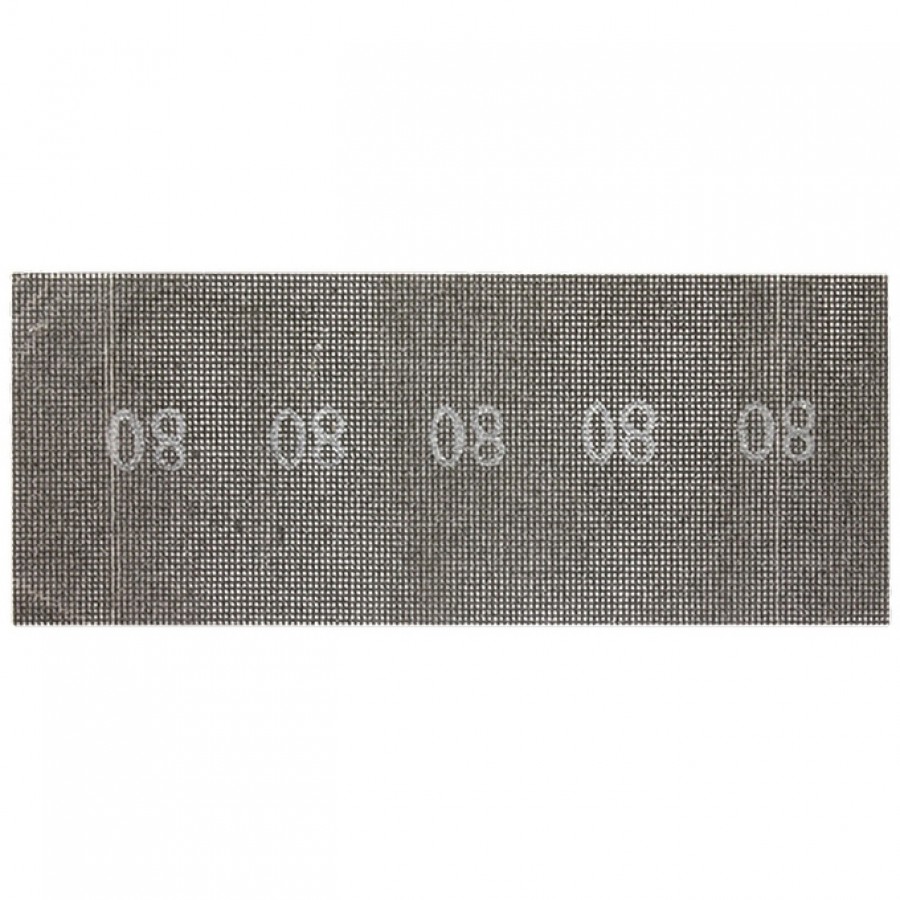 Но в использовании она имеет ряд преимуществ перед наждачкой.
Но в использовании она имеет ряд преимуществ перед наждачкой.
Достоинства: ячеистая структура материала позволяет пыли, возникающей в результате шлифовки финишного слоя шпаклевки, беспрепятственно выходить наружу, не забиваясь между зернами абразивного покрытия. Использование сетки позволяет сэкономить время, ведь она более износостойкая, чем бумага, а значит, ее нужно менять реже. Это водостойкий материал, который подходит для затирки любых видов строительных материалов. С его помощью легко осуществлять шлифовку поверхностей в труднодоступных местах.
Недостатки: можно использовать только с дополнительными приспособлениями. Поскольку сетка имеет двухстороннее абразивное покрытие, удержать полотно в руках практически невозможно, поэтому ее лучше правильно закрепить.
Таким образом, ответ на вопрос, чем затирать шпаклевку, очевиден.
Маркировка материалов для шлифования
Основная характеристика абразива – его зернистость, которая в маркировке по ГОСТу обозначается буквой «Р».
- «Н» – когда размер зерна исчисляется в десятках микрон;
- «М» – если размер фракции указан в микронах.
В этом случае большее значение цифровой составляющей маркировки свидетельствует о присутствии абразивных частиц, соответствующих большему номеру.
Для финишных шлифовальных работ рекомендуется использовать наждачку или абразивную сетку со следующей маркировкой: Р150, Р180 8-Н, 6-Н.
Приспособления для работы
Для качественной шлифовки верхнего слоя шпаклевки одной наждачки или сетки для затирки недостаточно. Необходимо иметь арсенал дополнительных приспособлений, которые позволят облегчить и ускорить процесс. Обязательный перечень включает в себя:
- Шлифовальные машинки или терки, представляющей из себя блок, на котором с помощью ручного или автоматического зажима фиксируется абразивный материал.
 Правильно закрепить сетку или бумагу на таком приспособлении не составит труда.
Правильно закрепить сетку или бумагу на таком приспособлении не составит труда.Внимание!!! Лучше покупать терку с упругой, а не твердой рабочей поверхностью. Это позволит сделать затирку шпаклевки более качественной.
- Портативный источник света (фонарик, ночник лампочка или прожектор от проектора). Направляя луч на стену, можно выявить все неровности, образовавшиеся в результате затирки.
- Средства защиты органов зрения и дыхания. Шлифовочные работы очень пыльные, поэтому такая мера предосторожности оправдана.
 Правильно закрепить сетку или бумагу на таком приспособлении не составит труда.
Правильно закрепить сетку или бумагу на таком приспособлении не составит труда.Для качественно обработки углов можно приобрести губчатый трапециевидный брусок, покрытый абразивом.
Такое приспособление станет хорошим подспорьем при затирке труднодоступных мест.
Процесс выравнивания
Чтобы обеспечить высокое качество шлифовки, необходимо придерживаться некоторых правил проведения работ:
- начинать затирку можно только по факту полного затвердевания финишного покрытия. Рекомендуется выдержать минимум 24 часа после нанесения последнего слоя шпатлевки;
- прежде чем приступить к работе, нужно защитить мебель и полы от пыли укрывной пленкой;
- сначала нужно отмаркировать самые очевидные дефекты поверхности. Определить их месторасположение можно с помощью лампы;
- зачистку рекомендуется начинать с углов. Не стоит сильно давить на терку, иначе можно сделать «залысину», которую потом придется заново шпатлевать;
- лучше сразу определиться, какой наждачной затирать шпаклевку. В процессе работы менять абразивный материал не рекомендуется;
- при обнаружении углублений в покрытии не стоит пытаться сгладить их затиркой. Лучше потом аккуратно зашпатлевать их и заново отшлифовать.
 Рекомендуется выдержать минимум 24 часа после нанесения последнего слоя шпатлевки;
Рекомендуется выдержать минимум 24 часа после нанесения последнего слоя шпатлевки;Обработка стен шлифмашинкой занимает меньше времени, но требует определенной сноровки. Можно не рассчитать силу давления и испортить покрытие.
Важно! В конечном итоге, стены после механической затирки шпаклевки требуют доработки, потому что после нее, как правило, остается множество мелки дефектов.

Контроль качества шлифовки
Проверяют качество шлифовки так же, как выявляют дефекты покрытия перед началом работ. На стену под острым углом направляют луч света. В местах, где остались неровности, появится тень.
Сетка шлифовальная для шпаклевки и штукатурки потолка
Процесс шлифовки направлен на устранение неровностей и шероховатостей на поверхности потолка. Для достижения этой цели в ремонтных работах используется абразивная сетка. Она представляет собой перфорированный материал для качественной работы с неровными покрытиями. Для этого понадобятся следующие инструменты:
- Шлифовальная сетка
- Брусок с боковыми петлями для насадки шкурок и сеток
- Наждачная бумага (шкурка)
Шлифовальная сетка имеет абразивную структуру (лат) abrasion – соскабливание. При механической обработке поверхностей мелкозернистые вещества высокой твердости входящие в состав сетки полируют и выравнивают площадь. В изготовлении как шкурки, так и сетки для затирки применяются твердые природные элементы:
В изготовлении как шкурки, так и сетки для затирки применяются твердые природные элементы:
- Алмаз
- Корунд
- Наждак
- Кремень
- Пемза
Абразивная шлифовальная сетка, 4Walls
Также используются искусственно получаемые вещества:
- Электрокорунд (оксид алюминия)
- Карборунд (карбид кремния)
- Синтетические алмазы
- Эльбор
Сетка под шпаклевку соткана из стекловолокна и с обеих сторон покрыта абразивной стружкой. В большинстве случаев в производстве используется карбид кремния (SIC). Изготавливается в виде полотен прямоугольной формы. А для объёмных работ выпускается в рулонах. Размеры полотна определяет производитель, поэтому в продажу поступает разнообразный метраж. Это удобный и экономный вариант для потребителей.
Сетка для шпаклевки – приводим стены в идеальное состояние
Функциональность абразивной сетки
Степень опыления абразивом, иначе говоря, зернистость, влияет на функциональность.
Дополнительное преимущество в том, что это перфорированный материал. Перфорация шлифовальной шкурки предусматривает изготовление отверстий нужного размера и формы на листе. Сквозь эти ячейки пыль и мелкие частички выводятся наружу, не мешая затирать и шкурить поверхность.
Маркировка и определение зернистости сетки
Какой шлифовальной сеткой следует затирать поверхности на стартовом этапе работы?
ПримечаниеНачинают шкурить, как правило, крупнозернистыми шкурками. По ходу продвижения ошкуривания, сетку заменяют мелкозернистой. В отдельных случаях её заменяют наждачкой.
Характеристика шлифматериалов главным образом зависит от их зернистости. Размер зерна колеблется в пределах от 1 мм и до 5 мкм. Мировым стандартом принято считать обозначение ISO 6344.Он же применяется и в России с 2005 года. Зернистость абразивных материалов обозначается заглавной буквой Р и числом от 12 до 2500 (например, Р60 или Р140). Цифры, составляющие число обозначают, соотношение числа проволок сита на 1 дюйм. Поэтому чем меньше размер зерна, тем выше число в маркировании.
Сетка с маркировкой
Порой можно встретить маркировку советского образца, где цифра обозначает размер зернистости, а буквенный символ Н либо М (сокращенно от – микро). Размеры М принято называть «нулёвками». В таких страны как США, Япония и Китай разработаны свои системы маркировок. Поэтому встречаются разные виды аббревиатуры.
От того какую поверхность шкурить зависит и выбор сетки. На стартовом этапе начинают шкурить крупнозернистой шкуркой.
- Начальный грубый вид работы;
- Маркировка 80-Н до 25-Н, Р22 до Р60
- Размер зерна 800 мкм – 315 мкм
- Первичная шлифовка;
(а) Маркировка 20-Н до 10-Н, Р80 до Р120
(b) Размер зерна 200 мкм – 100 мкм
На финише шлифовку производят мелкозернистой сеткой.
- Финальная полировка;
(а) Маркировка 5-Н, М63, Р240
(b) Размер зерна 50-20
- Для ювелирных полировочных процессов используют минимальную абразивность;
(а) Маркировка Н-0/М-10, Н-00/М-5, Н-1/М-7 либо Р1200 – Р2500
(b) Размер зерна от 10 до 3 мкм
Стандартная маркировка наносится на материал водостойкой краской с изнаночной стороны листа.
Виды абразивного опыления шлифовальных сеток
Различают два вида опыления затирочной сетки: открытый и полуоткрытый. Площадь поверхности шкурки покрывают зернами на 40-60%.Такие сетки используются в работе с мягкими основами. Затирание и полирование твердых основ выполняют шкурками, опыленными сплошной насыпкой абразивного зерна. Номер шлифовальной сетки обозначает фракцию зернистости ,от 40 (крупная фракция)до 400(мелкая)Например, SIC 40, SIC 60, SIC 400
Преимущества сетки перед наждачной бумагой
- Рентабельность по сравнению с наждачкой
- Высокая производительность КПД
- Наличие шкалы размеров фракций абразивности
- Предусмотренная перфорация шлифматериала
- Водостойкая основа сетки
- Подходит для ошкуривания всех видов строительных материалов
- Механическая приспособленность для ручной шлифовки
- Широкий ассортимент производителей
- Использование как в ручном, так и в машинном режиме работы
Недостатки
- Низкая прочность бумажной основы
- Быстрая изнашиваемость материала
- Разрозненность систем маркирования
Использование шлифовальной сетки на практике
Приобрести сетку можно в специализированных строительных гипермаркетах или на рынке. При покупке данного материала следует помнить о размерах бруса, на который будет надета абразивная сетка во время работы. Параметры полотна бруска и листа шкурки должны соответствовать друг другу. Учитывается так же и площадь шлифовальных поверхностей, от которой будет зависеть расчет расходов шлифматериала. Выбирая сетку для затирки потолка, учитывают форму его поверхности на момент полировки.
При покупке данного материала следует помнить о размерах бруса, на который будет надета абразивная сетка во время работы. Параметры полотна бруска и листа шкурки должны соответствовать друг другу. Учитывается так же и площадь шлифовальных поверхностей, от которой будет зависеть расчет расходов шлифматериала. Выбирая сетку для затирки потолка, учитывают форму его поверхности на момент полировки.
Какой наждачкой затирать шпаклевку на стенах: советы
Следующий этап после нанесения шпаклевки на строительное основание – шлифование. Если выполнить его качественно, то финишное покрытие на стенах продержится очень долго. Специалисты дают советы, какой наждачкой затирать шпаклевку, и как это делать правильно.
Выбор материала
Опытные строители для шлифовки шпаклевки рекомендуют использовать наждачную бумагу. В народе ее называют «наждачка» или «шкурка». От того, какой наждачкой будет затираться шпаклевка, зависит качество работы и скорость ее выполнения. Выбор материала зависит от личных пожеланий мастера и зернистости наждачки.
В народе ее называют «наждачка» или «шкурка». От того, какой наждачкой будет затираться шпаклевка, зависит качество работы и скорость ее выполнения. Выбор материала зависит от личных пожеланий мастера и зернистости наждачки.
Главное отличие абразивов – степень зернистости. Крупные зерна говорят о грубости материала. Чем меньше зернистость, тем обработка получается тоньше. Маркируется зернистость – «Р» с цифрой. К примеру, Р150 тоньше Р50.
Ошкуривание стен после шпаклевки нужно выполнять в два этапа. Первичная затирка должна производиться при помощи наждачки крупной зернистости, а последняя – мелкой.
Шлифовка стены, покрытой шпаклевкой, не представляет никакой сложности для мастера. Главное – это подобрать подходящую наждачку, чтобы не испортить покрытие. В зависимости от цели, нужно использовать:
- шкурку с маркировкой Р120 – для первичной обработки;
- наждачку с маркировкой Р100 – если на стене видимые неровности. Абразивы с меньшим параметром царапают поверхность. Тонкую шпаклевку они просто сотрут;
- наждачку с маркировкой Р240 – для подготовки поверхности стены для покраски. После обработки стена становится идеально гладкой без единого следа на поверхности. Шкурки с меньшей зернистостью будут забиваться, поэтому их не рекомендуется применять в домашнем ремонте.
 Тонкую шпаклевку они просто сотрут;
Тонкую шпаклевку они просто сотрут;Для справки! Наждачка с мелким диаметром зерна применяется для финишной обработки и доводки. Специалисты рекомендуют использовать наждачку с маркировкой Р180. Она хорошо шлифует и не царапает поверхность.
Инструкция – как шлифовать стену наждачкой
Затирка поверхности при помощи абразива представляет собой следующий план действий:
- Отрезать наждачную бумагу необходимого размера, закрепить на бруске или терке. Важно, чтобы шкурка была плотно натянута на основание. В противном случае от провисающей наждачки на стене будут оставаться дефекты.
- Проверить стены при помощи уровня. Отметить, в каких местах нужно снять больше состава. Начинать затирку с углов.
- Слегка прижать брусок к стене с заметным усилием. Обработать таким способом всю поверхность, сгладить неровности и излишки материала. Важно не забывать своевременно менять наждачную бумагу. В частности, когда забивается пылью и уменьшается зернистость.
- В ходе обработки необходимо проверять плоскость стен при помощи уровня, чтобы исключить отклонения.
- В завершение шлифовки удалить пыль, затем снова проверить стену на неровности. Небольшие дефекты и царапины убрать при помощи мелкозернистой наждачной бумаги.
 Начинать затирку с углов.
Начинать затирку с углов.Обработать поверхность от пыли можно двумя способами:
- При помощи строительного пылесоса. Удалить пыль с плоскости стены, пройдя по всему периметру. Обработать углы, в них скапливается больше всего пыли и излишков мелкой крошки от шпаклевки. В завершение можно пройтись по всей стене большой мягкой кистью, чтобы удалить остатки.
- При помощи широкой мягкой кисти или веника. Для этой цели можно использовать щетку-метелку для уборки пыли. Осторожно смахнуть пыль, намочить тряпку и тщательно выжать. Материал должен быть слегка влажным. Протереть стены, но сильно не прикасаться, чтобы не повредить слой шпаклевки. Так можно избавиться от остатков шпаклевочного состава и пыли.
 Осторожно смахнуть пыль, намочить тряпку и тщательно выжать. Материал должен быть слегка влажным. Протереть стены, но сильно не прикасаться, чтобы не повредить слой шпаклевки. Так можно избавиться от остатков шпаклевочного состава и пыли.
Осторожно смахнуть пыль, намочить тряпку и тщательно выжать. Материал должен быть слегка влажным. Протереть стены, но сильно не прикасаться, чтобы не повредить слой шпаклевки. Так можно избавиться от остатков шпаклевочного состава и пыли.Последний этап уборки от лишнего мусора нельзя упускать. Поклеенные на пыльную поверхность обои очень быстро отойдут от поверхности, а краска ляжет неровно. При соблюдении всех указанных правил удастся добиться отличного результата в финишной отделке.
Другие материалы для шлифовки
Помимо наждачки, которую используют для шлифовки, затирать финишную шпаклевку на стенах можно и другими материалами или приспособлениями. К ним относится:
- Абразивная сетка – используется для ручной обработки так же, как и наждачная бумага. Отличается от шкурки тем, что не забивается пылью и дольше работает. Цена сетки выше по сравнению со шкуркой, но благодаря меньшему расходу и удобному использованию стоимость оправдывается.
- Электрическая терка с бумагой – приспособление с ручкой, на которое крепится наждачная бумага и двигается на валах, как ремень. Шкурка изнашивается медленнее, процесс обработки проходит быстрее.
- Электрическая терка с сеткой – аналогичное предыдущему приспособление, только крепится к нему абразивная сеточка. Работает за счет вибрации и смещения трущей поверхности в разные стороны относительно ручки.
- Электрическая терка, работающая с помощью вертящейся плоскости с абразивным покрытием. Используется наждачная бумага или абразивная сетка.
 Шкурка изнашивается медленнее, процесс обработки проходит быстрее.
Шкурка изнашивается медленнее, процесс обработки проходит быстрее.Разобраться в том, какую шкурку использоваться в затирке стен, несложно. В этом поможет маркировка материала. Сложнее всего достичь достойных результатов. Мастерство приходит со временем и с опытом.
Начинающему мастеру лучше выбрать ручное шлифовальное приспособление. Наждачная бумага значительно дешевле других материалов для затирки стены. А если еще и правильно ее подобрать, то хороший результат не заставит себя долго ждать.
Выбирая, какой наждачкой затирать шпаклевку своими руками, стоит остановить свой выбор на крупнозернистой с маркировкой от 120 до 180. Для финишной шлифовки отлично подойдет мелкозернистая шкурка с номерами от 220 до 280.
Для финишной шлифовки отлично подойдет мелкозернистая шкурка с номерами от 220 до 280.
Как подобрать абразив для шлифования
Шлифование требуется в разных сферах строительства и отделки. Самый распространенный инструмент для этого – шлифовальная бумага в листах и рулонах. Она служит для обработки как мягких (дерево, пластик), так и твердых (стекло, металл) материалов.
|
Шлифовальная, или наждачная, бумага представляет собой плоский гнущийся лист с абразивными зернами на поверхности. В качестве абразива применяют оксид алюминия (электрокорунд) или карбид кремния. Связующее вещество (синтетические смолы, клеи или лаки) обеспечивает целостность материала, его эластичность и устойчивость. |

|
Основой служит бумага или ткань. Наждачная бумага на бумажной основе имеет низкую стоимость и отличается высокой плотностью зерна, но быстро изнашивается, и не все ее виды подходят для мокрой шлифовки. |
|
Существует водостойкая абразивная бумага, с помощью которой можно обрабатывать изделия, опустив их под воду. Это позволяет избежать образования пыли в воздухе. |
Она изготавливается из специальных сортов бумаги и связующих, а также на тканевой – хлопковой или синтетической – основе.
|
Сетчатые листы представляют собой прямоугольную сетку из стекловолокна, с обеих сторон покрытую карбидом кремния. Они отличаются водостойкостью и высокой сопротивляемостью износу. Крупнозернистые изделия служат для зачистки грубых поверхностей (бетон, штукатурка), мелкозернистые предназначены для финишной отделки. |
 Работы можно вести как ручным способом, прикрепляя лист к бруску или терке, так и с помощью плоскошлифовальной машины.
Работы можно вести как ручным способом, прикрепляя лист к бруску или терке, так и с помощью плоскошлифовальной машины.|
Важно!
|
Разная степень шлифования требует использования разных типов бумаги. Сегодня можно найти шлифовальную бумагу, помеченную как по российскому ГОСТу, так и по стандартам других стран. Отечественная маркировка может быть выполнена по ГОСТу 2005 года (ориентирован на европейские стандарты) и по ГОСТу 1980-х годов. В старом ГОСТе 3647-80 уменьшение чисел маркировки обозначало уменьшение размера зерна. В новом число в маркировке растет с уменьшением зерна абразива. Единого стандарта не существует. Собственных стандартов придерживаются США, Канада, Европа, Турция, Япония и Китай.
1
Для удобства использования бумаги существуют дополнительные инструменты, такие как бруски для шлифования различного размера и формы.
|
Бруски для шлифования представляют собой оснастку, на которую при помощи пружинных или фрикционных зажимов крепится шлифовальная бумага. Рабочая плоскость бруска может иметь слой эластичного материала (резина, губка), прижимающего шлифовальную бумагу. Ручка (верхняя часть бруска) имеет эргономичную форму. Современные модели брусков для шлифовальной бумаги производятся из пластика. |
Отличительные особенности шлифовальных брусков:
- Прочные зажимы для крепления абразивного материала.
- Разнообразие размеров инструмента, где основные модели делятся на маленькие (125 х 65 мм), средние (130 х 28 мм) и большие (210 х 105 мм).
- Модели с эргономичной ручкой из прочного пластика. Такая ручка удобно ложится в руку и обеспечивает комфортную и безопасную работу.

|
В зависимости от вида работ нужно выбирать инструмент подходящего размера.
|
Помимо стандартной шлифовальной бумаги (шкурки), есть еще одна её модификация – шлифовальная поролоновая губка с покрытием из абразивных гранул. Она идеально подходит для обработки кромок, для изделий сложной формы, так как гибкая основа позволяет идеально повторять контуры такой поверхности.
|
Абразивные шлифовальные губки представляет собой ручные материалы для мокрого и сухого шлифования поверхностей со сложным профилем, а также для обработки кромок. |
 Шлифовальные губки изготавливаются в трех вариантах: односторонние, двухсторонние и четырехсторонние. Рабочие грани могут иметь различную зернистость, что позволяет осуществлять грубую, промежуточную или окончательную обработку.
Шлифовальные губки изготавливаются в трех вариантах: односторонние, двухсторонние и четырехсторонние. Рабочие грани могут иметь различную зернистость, что позволяет осуществлять грубую, промежуточную или окончательную обработку.2
Абразивы являются расходным материалом для ряда электроинструментов: угловых, эксцентриковых и вибрационных шлифовальных машин, – выполняются в различных размерах и формах. На сегодняшний день в продаже есть прямоугольные, круглые, треугольные, закольцованные, трубчатые, веерные, лепестковые шлифовальные материалы. Но наиболее распространены следующие модели:
|
Шлифовальные ленты имеют замкнутую форму. Их ширина должна равняться ширине установочной подошвы шлифмашины или в отдельных случаях быть немного уже ее. Материалом основы, как правило, служат хлопок, полиэстер, капрон и лавсан. Синтетические полотна обычно долговечнее натуральных. Что касается абразива, самый мягкий и недолговечный – оксид циркония, маркируется обозначениями 53С, 54С, 55С, имеет размер зерна до 50 мкм, плотность – 4,05–4,15 г/см³, микротвердость – 22,6–23,5 ГПа, а самый твердый абразив – карбид кремния – маркируется обозначением 38А, сырьем для которого служат кварцевый песок Si – не менее 99 % и нефтяной кокс с массовой долей золы – не более 1 %. |
 Плотность – 3,21 г/см³. Микротвердость – 33 ГПа.
Плотность – 3,21 г/см³. Микротвердость – 33 ГПа.|
Шлифовальные листы предназначены для плоскошлифовальных машин. По материалу основы и абразиву схожи со шлифовальной бумагой. Имеют круглые отверстия для отвода пыли. Шлифлисты должны идеально подходить по размеру к платформе машинки. Кроме того, отверстия шлифмашинки и абразивного материала должны совпадать – это нужно для более эффективного отвода пыли. Существуют модели для машин с разным типом крепления – липучкой или зажимом. |
|
Зачистные абразивные круги предназначены для болгарок и точильных станков. Изготавливаются из зерен абразивных материалов, смешанных со связкой и спрессованных при высокой температуре. Имеют твердую основу. Позволяют создать идеально ровную поверхность при обработке дерева, камня, бетона и металла. Круги могут иметь отверстия для отвода пыли. |

|
Торцевые лепестковые круги представляют собой шлифовальные круги с лепестками из кусков наждачной бумаги, прикрепленными к основе высокопрочными смолами. Шлифовальный круг такого рода отличается большей долговечностью, чем обычный, так лепестки изнашиваются равномерно, им можно работать до полного истирания. Гибкость лепестков позволяет шлифовать поверхности сложной формы. |
Для качественной обработки поверхности шлифовку следует проводить в 4 этапа, последовательно меняя оснастку с крупным абразивом на оснастку с более и более мелким. При необходимости поверхность можно отполировать, используя при машинной обработке полировальный круг из войлока или ткани, а при ручной – наждачную бумагу самой мелкой зернистости, смоченную несколькими каплями растительного масла, а после – войлок или грубую шерстяную ткань с той же пропиткой.
|
Войлочные листы применяются на этапе финальной отделки и полировки деталей, для обработки металлических и деревянных изделий.
|
 Как правило, производятся в двух вариантах:
Как правило, производятся в двух вариантах: Использование войлочных листов обеспечивает качественный результат при работе с металлическими поверхностями – от нержавеющей стали до алюминия. Войлок обладает повышенной стойкостью к износу, так что такой диск прослужит долго.
3
|
Предназначены для очень грубой работы и для грубой работы по дереву. |
|
Предназначены для обычного ошкуривания, зашкуривания штукатурки и первичной зачистки старой краски. |
|
Предназначены для подготовки твердых сортов дерева к шлифовке, окончательной шлифовке мягких сортов дерева, окончательной шлифовки старой краски под покраску и финишной подготовки поверхностей. |

4
|
Предназначены для окончательной шлифовки, сухой шлифовки, промежуточной обработки поверхностей. |
|
Предназначены для шлифовки металла, пластиков, керамики, для влажной шлифовки. |
Сетка для шлифовки шпаклевки
Сетка для шпаклевки: шлифовка и армирование
Тема этой статьи — сетки, применяющиеся при шпаклевании стен и потолков. Нами будет затронута как армирующая, так и сетка для шлифовки шпаклевки. Нам с читателем предстоит разобраться в том, какими они бывают и как именно применяются.
Глянцевые покрытия визуально увеличивают помещение, но подчеркивают все дефекты поверхности.
Заключение
Видео в этой статье, как всегда, предложит вам более близкое знакомство с объектом нашего пристального внимания. Успехов в ремонте!
 com/embed/-OrdqLQwI8Y?feature=player_detailpage»/>
com/embed/-OrdqLQwI8Y?feature=player_detailpage»/>
Как и чем шкурить стены после шпаклевки
Для выравнивания стен используется шпатлевка. Однако даже очень тщательно проведенное шпаклевание не позволяет получить идеально ровную поверхность. На стене в любом случае будут видны следы от шпателя, неровности на переходах и другие мелкие дефекты. Ошкуривание стен после шпаклевки помогает решить проблему тонкой доработки поверхности. В этой статье пойдет речь о нюансах шлифовки поверхности, а также об инструменте, необходимом для ее проведения.
- Набор инструментов
- Советы по выбору абразива
- Самодельный инструмент
- Инструкция по ошкуриванию стен
- Шлифовка потолка
- Защита от пыли
Набор инструментов
Перед тем как приступать к шлифовке поверхности, необходимо определиться с используемым инструментом. Работу можно выполнить вручную или с помощью шлифмашины. В качестве абразива можно выбрать сетку для шпаклевания или наждачную бумагу.
Абразивная сетка для шпаклевания имеет перфорированную поверхность, благодаря чему вся пыль, отслаивающаяся от покрытия, будет уходить через отверстия. В результате использовать абразивную сетку удобнее, чем наждачку, поскольку она не так сильно засоряется. Тем не менее, в процессе работы, скорее всего, придется менять изношенную сетку на новый абразив. Определить степень изношенности можно по внешнему виду сетки: если она рвется или эффективность шлифовки ухудшилась, то приспособление нужно заменить.
Затирочные сетки продаются нарезанные кусками — как раз под шлифовальный брусок. Другое дело, что сами бруски бывают самых разных размеров, поэтому при покупке сетки нужно подобрать изделие, подходящее под брусок. Недостатком сетки является ее цена, которая выше, чем на наждачную бумагу.
Преимущество наждачной бумаги в ее дешевизне. Недостаток же в недолговечности — она быстро изнашивается. Продается наждачка в готовом варианте (кусками) или в рулонах (разного размера). Нарезанная под брусок бумага обойдется дороже, однако такая цена оправдывается экономией времени, поскольку рулоны еще нужно раскроить на подходящие по размеру листы. При раскройке рекомендуется предусматривать припуски на брусках под зажимы.
Нарезанная под брусок бумага обойдется дороже, однако такая цена оправдывается экономией времени, поскольку рулоны еще нужно раскроить на подходящие по размеру листы. При раскройке рекомендуется предусматривать припуски на брусках под зажимы.
Обратите внимание! Несмотря на то, что абразивная сетка стоит дороже, работать с ней проще и быстрее, чем с наждачной бумагой.
Итак, чем шкурить стены после шпаклевки,— определились. Также понадобится следующий дополнительный инструмент и приспособления:
- лестница-стремянка;
- лампа-переноска;
- шкуротер;
- губка шлифовальная;
- шпатель.
Совет! При шлифовании поверхностей в воздухе находится много пыли. Поэтому рекомендуется использовать все необходимые защитные приспособления, в том числе респиратор, перчатки, очки и головной убор.
Раздумывая над вопросом о том, чем шкурить шпаклевку, следует исходить из масштабов поставленной задачи:

Многие модели шлифовальных машин отличаются современной эргономикой, благодаря чему при работе с ними не так сильно устают руки. Наиболее продвинутые модели оснащаются телескопическими рычагами, что позволяет доставать даже до труднодоступных участков стен или потолка.
Советы по выбору абразива
Если поверхность уже покрыта отделочными материалами, стартовое шлифование осуществляется шкурками с крупными зернами, а финишное ошкуривание — мелкозернистыми абразивами. Наждачная бумага классифицируется согласно размеру зерен.
Каждому типу наждачки по стандартам FEPA соответствует определенный номер:
- макроразмеры — от №20 до №240;
- микроразмеры — от №240 до Т2500.

Для начальной шлифовки применяются шкурки с номерами в пределах от 120 до 180 (то есть крупнозернистые). Чем меньше цифра, тем большие неровности можно устранить с помощью абразива. Для удаления явных дефектов часто используется №60, для обработки стены под обои — от №100 до №120, под покраску — от №120 до №150.
Исходя из приведенных выше нормативов, вопрос о том, чем шкурить финишную шпаклевку, отпадает сам собой — это должен быть абразив с мелкими зернами — от №240 до №280. Для деликатного выравнивания допускается использование и более мелких зерен.
Самодельный инструмент
Зашкурить шпаклевку на труднодоступных участках (углах, стыках, нишах) можно при помощи самодельного приспособления. Берем кусок пластикового Г-образного профиля и разрезаем его так, чтобы у нас получилась ровная пластиковая полоска шириной порядка 7-8 сантиметров. С тыльной стороны приклеиваем наждачку, а затем разделяем полоску на отрезки по 18-20 сантиметров. При этом углы обрезаем так, чтобы приспособление по форме походило на карандаш.
Совет! При желании можно оснастить инструмент абразивами разной зернистости.
Инструкция по ошкуриванию стен
Зашкуривание шпаклевки осуществляется в следующем порядке:
 Однако если предстоит окрашивание поверхности, — стена должна быть идеально ровной.
Однако если предстоит окрашивание поверхности, — стена должна быть идеально ровной.
На картинке показаны правильные траектории движения рук:
Схема движения рук при шлифовании шпаклевки бруском
Шлифовка потолка
О том, как шкурить стену после шпаклевки, было рассказано выше. Теперь вкратце остановимся на особенностях шлифовки потолка.
Потолок привлекает не меньшее внимание, чем стены — любой дефект на поверхности будет бросаться в глаза. С технологической точки зрения процесс обработки потолка ничем не отличается от шлифовки стен, однако такая работа характеризуется гораздо большей трудоемкостью. Вручную шлифовать потолок тяжело физически, поэтому лучше воспользоваться шлифмашиной.
С технологической точки зрения процесс обработки потолка ничем не отличается от шлифовки стен, однако такая работа характеризуется гораздо большей трудоемкостью. Вручную шлифовать потолок тяжело физически, поэтому лучше воспользоваться шлифмашиной.
Надеваем на шлифовальную машину абразивную сетку. Для стартовой шлифовки подойдут номера от 60 до 80, а для финишной — №100. Для работы с потолочной поверхностью понадобится надежно стоящий стол или лестница-стремянка. Однако если в наличии имеется инструмент с телескопической штангой, можно ошкуривать потолок и стоя на полу. Характер движений при обработке потолка — круговой.
Первым заходом удаляем крупные дефекты. Затем удаляем пыль и строительный мусор, проверяем поверхность на наличие небольших изъянов. Если таковые имеются, корректируем их при помощи шпателя. Далее приступаем к финишному ошкуриванию мелкозернистой шкуркой.
Защита от пыли
Процесс ошкуривания сопровождается значительным пылеобразованием. Мелкие пылевые частицы проникают даже через щели в закрытых дверях и разносятся далеко за пределы рабочего помещения. Поэтому еще до начала ремонтных работ рекомендуется приобрести защитную пленку для мебели (полиэтилен) и покрыть ею все ценные предметы домашнего обихода. При этом из рабочего помещения следует по возможности вообще удалить всю мебель и бытовую технику. Окна также следует завесить пленкой. Крепится пленка по всему периметру с помощью скотча. Щели в дверной коробке можно заткнуть мокрыми полотенцами — они будут активно вбирать в себя пыль.
Мелкие пылевые частицы проникают даже через щели в закрытых дверях и разносятся далеко за пределы рабочего помещения. Поэтому еще до начала ремонтных работ рекомендуется приобрести защитную пленку для мебели (полиэтилен) и покрыть ею все ценные предметы домашнего обихода. При этом из рабочего помещения следует по возможности вообще удалить всю мебель и бытовую технику. Окна также следует завесить пленкой. Крепится пленка по всему периметру с помощью скотча. Щели в дверной коробке можно заткнуть мокрыми полотенцами — они будут активно вбирать в себя пыль.
Ошкуривание поверхности не относится к сложным работам. Процесс требует не столько каких-то особых навыков, сколько аккуратности и внимательного отношения к делу.
Как правильно и чем шкурить стены после шпаклевки: выбор абразива и технология использования
В ремонте часто приходится сталкиваться с неприятными, но крайне необходимыми мероприятиями. Нельзя обойти вниманием и ошкуривание стен после шпаклевки для дальнейшей обработки и декорирования. Ниже дана информация о том, что предусматривает эта процедура, как правильно ее проводить, какие материалы использовать.
Ниже дана информация о том, что предусматривает эта процедура, как правильно ее проводить, какие материалы использовать.
Зачем шлифовать стены
Процедура полировки поверхности после шпаклевки необходима ‒ даже тонкий слой шпаклевочной смеси оставляет поверхность стены не совсем ровной. Имеются мелкие бугорки, неровности, появляющиеся от грубой работы шпателя. Поэтому через день-два стены шлифуют.
Не забывайте, что перед грунтовкой после шпаклевания идет процедура шлифования поверхности.
Для процедуры шлифовки обзаведитесь набором инструмента и материалов:
- Шлифовальный брусок;
Шлифовальный брусок с насадками
- Наждачная бумага или абразивная сетка на выбор;
- Губка для шлифовки;
- Стремянка;
- Средство освещения;
- Строительный шпатель;
- Защитные очки;
- Респиратор;
- Головной убор.
Куски бумаги или сетки закрепляются в бруске.
Способы шлифования: плюсы и минусы материалов
Прежде чем что-то делать, определите, чем вы будете работать.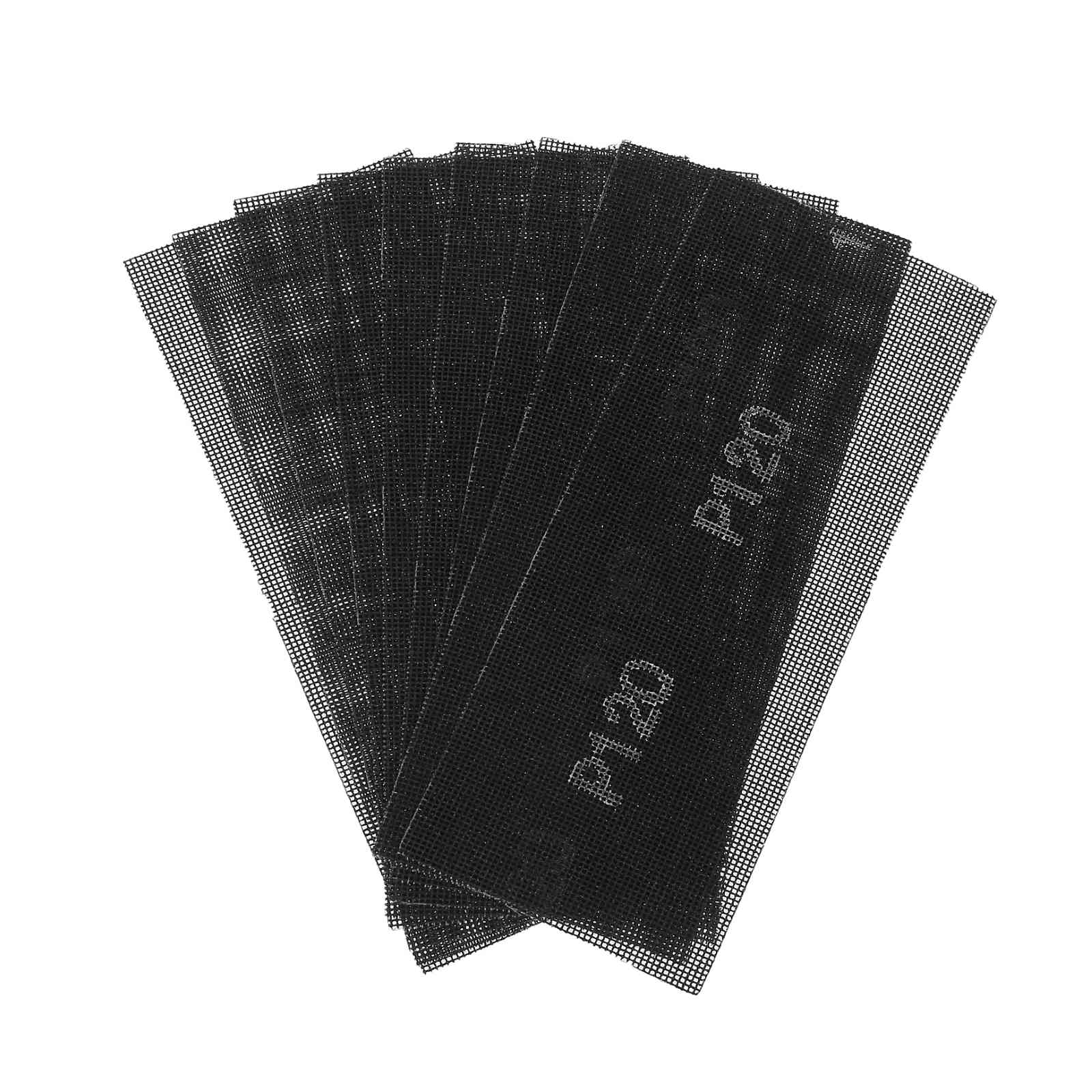 Для ручной работы выбирайте сетку или наждак, что подойдет, зависит от разных факторов. Зато ручной способ позволяет делать работу даже в труднодоступных участках.
Для ручной работы выбирайте сетку или наждак, что подойдет, зависит от разных факторов. Зато ручной способ позволяет делать работу даже в труднодоступных участках.
За и против абразивной сетки:
- Преимущество материала ‒ перфорация на поверхности. Это помогает строительной пыли просачиваться сквозь отверстия, поэтому сетка не забивается, как наждак.
- Замена куска в бруске производится по мере износа. Определить его степень можно по внешним характеристикам – сетка начнет рваться – либо по эффективности работы.
- В продаже сетка уже нужного размера под брусок, поэтому ничего дополнительно делать с ней не придется. Главное выбрать правильный по размеру кусок.
- Минус абразивной сетки – высокая стоимость.
Абразивная сетка
За и против наждачной бумаги:
- Главный минус материала – постоянное забивание в процессе шлифовки строительным сором. Поэтому бумаги потребуется намного больше, чем сетки.
- Плюс – большое разнообразие товара: кусками, рулонами, маленькими роликами.
- При покупке уже готовых раскроенных кусков цена наждака увеличивается.

Бумага наждачная
Машинная шлифовка требуется для больших площадей, но в конце все равно не обойтись и без ручной работы шкуркой. Среди преимуществ машинного способа выделяют скорость выполнение работ и практичность. Хотя и нельзя в итоге получить качество ручного метода. Кроме преимуществ и недостатков разных материалов и инструмента, на выбор влияют и другие факторы.
Машина для шлифовки
Выбор наждака для ручной шлифовки
Большое значение при использовании наждака имеет зернистость материала. Этот показатель указан на маркировке абразива. Импортный наждак маркируется буквой «Р» и цифрами 24-600. Цифровой показатель обозначает размер зерна. Чем меньше цифра, тем больше зерно. Значит, делать инструмент для шлифовки лучше из более мелкого абразива с большим числом, чтобы результат не был грубым.
Обычно используют импортную продукцию со следующими показателями: Р60, Р80, Р100. Отечественная же бумага маркируется цифрами 4-80 и приставкой Н, например, 25-Н или 8-Н. Здесь повышение цифры означает и повышение зерна. Но в отечественной продукции есть один нюанс – самый мелкий абразив обозначается М-40.
Отечественная же бумага маркируется цифрами 4-80 и приставкой Н, например, 25-Н или 8-Н. Здесь повышение цифры означает и повышение зерна. Но в отечественной продукции есть один нюанс – самый мелкий абразив обозначается М-40.
Если говорить о шлифовальной сетке, то делать выбор в ее пользу нужно, когда необходимо уменьшить расход материалов. Выбирается зернистость сетки по такому же способу, как и импортный наждак.
Технология ошкуривания шпаклевки
Независимо от материала и инструментов соблюдается технология проведения процедуры. Ниже описана последовательность работ и их описание.
Алгоритм зачистки стен:
- Просушка нанесенной шпатлевки.
Ни в коем случае нельзя ошкуривать сырую поверхность, так как брусок с насадкой забьется материалом, образуя на стенах глубокие борозды.
Бумагу или сетку в шлифовальный брусок закрепляют так, чтобы насадки не смещались.
Перед началом работ надевают респиратор, очки, шапочку и перчатки. Поверхности в помещении накрывают полиэтиленом, чтобы сохранить в чистоте и сохранности.
Средства личной защиты
На этапе подготовки позаботьтесь и о качественном освещении.
Поверхность сначала обрабатывают грубым абразивом, подойдет наждак с зернистостью 60. Ликвидируют самые заметные неровности под боковым освещением от переносной лампы. Бруском с абразивом проводят круговыми движениями без сильного надавливания, в противном случае образуются полосы. Не задерживайтесь долго на одном месте, чтобы не получить в итоге ямку.
Использование дополнительного освещения
- Замена абразива.
Наждачную бумагу заменяют на тонкую и продолжают работу, удаляя следы предыдущего этапа шлифовки.
Четкое углубление на стыках создается при помощи бруска или просто куска наждачной бумаги, сложенного пополам. Используют и губку для шлифовки, у которой срезан угол. Не стоит применять для этого терку.
Эффект от терки и шлифовальной губки
Советы специалистов
Чтобы работа вышла качественной, придерживайтесь некоторых правил и рекомендаций специалистов. Работу начинают сверху, продвигаясь вниз, чтобы строительная пыль от шлифовки не попадала ни на инструмент, ни на чистую стену. Следите за состоянием бумаги или сетки, заменяя ее вовремя на новую.
Работу начинают сверху, продвигаясь вниз, чтобы строительная пыль от шлифовки не попадала ни на инструмент, ни на чистую стену. Следите за состоянием бумаги или сетки, заменяя ее вовремя на новую.
Сэкономить материал при необходимости замены можно путем промывания насадок. Но в этом случае работу продолжают после полного высыхания.
Нельзя использовать в работе поврежденные куски бумаги. Если на стене имеются впадины более 1 мм глубиной, перед шлифовкой заполните их шпатлевкой и только после высыхания затирайте поверхность набело. Приступать к грунтовке (желательно, глубокого проникновения) после этапа шлифовки можно только после очистки поверхности от пыли. Для этого подойдет пылесос.
Чтобы конечный результат подходил для выбранного декоративного покрытия, правильно выбирайте зернистость абразива. Для шлифования стен после шпаклевки под дальнейшую покраску рекомендуется использовать абразивные материалы с маркировкой Р600, Р 800, терки и губки для шлифовки. Проверьте правильность выбора экспериментом на участке стены.
Проведите по стене бумагой, если на поверхности останутся царапины, берите материал с большей зернистостью. Иначе, впоследствии получите недостаточно гладкую стену, и краска попросту не скроет эти дефекты. Для подготовки стены под поклейку обоев берите насадки с зернистостью Р-400. В этом случае наличие ямочек и мелких царапин допустимо.
- Кухни «Мебелькомплект»
Страна производителя: Россия. Каталог моделей ДобротнаяСолнечнаяЭкзотическаяУдобнаяСовременнаяПриветливаяБлагороднаяПокладистаяАристократичная БогатаяГостеприимнаяСочнаяДобраяТрадиционнаяНежнаяКолоритнаяВоздушнаяЯркая
- Кухни Grattarola
Страна производителя: Италия. Каталог моделей UraliaCanardCeresium CeresiumEssenziaAxisUllaUraliaAxisEssenziaTundraCeresiumUralia
- Кухни Antares
Страна производителя: Италия. Каталог моделей OperaOperaOperaOperaPetraToscaToscaOperaOperaOperaOperaBrio PetraPetraPetraPetraSistemaSistemaPetraToscaSistema Sistema
Затирка стен после шпаклевки – советы по самостоятельному ремонту от Леруа Мерлен в Элисте
Затирка проводится для устранения дефектов, неизбежно возникающих при шпаклевании поверхности под финишную отделку. В процессе шпаклевки углубления и ямки заполняются составом, излишек которого подлежит удалению. Это делается посредством шлифовки поверхности абразивными материалами.
В процессе шпаклевки углубления и ямки заполняются составом, излишек которого подлежит удалению. Это делается посредством шлифовки поверхности абразивными материалами.
В отделке используется наждачная бумага и сетки. Для шлифования применяют наждачную бумагу на тканевой основе с определенным размером зерна, определить который можно по специальной маркировке. Сначала используют крупнозернистую (Р60 – импортная, 25-Н – отечественная), а в конце – мелкую (Р100, М40).
При использовании бумаги следует постоянно следить за тем, чтобы она не забивалась пылью, в противном случае возможно появление царапин. Сетки с абразивным материалом не имеют этого недостатка, но стоят дороже. Маркируются они так же, как и импортная бумага.
Для шлифования используют брусок или держатель для сетки, фонарь.
При затирке следует использовать очки, перчатки, респиратор и плотную одежду, поскольку работа достаточно пыльная.
Шлифовка выполняется всухую после нанесения и полного высыхания каждого слоя шпаклевки. Выбрав стартовую линию, начинают затирку.
Выбрав стартовую линию, начинают затирку.
|
Брусок, обернутый наждачной бумагой, или терку с закрепленной сеткой прижимают к стене с небольшим усилием и круговыми движениями снимают излишки шпаклевки. Каждый последующий проход не должен заходить на предыдущий, но и пропусков быть не должно. |
|
После окончания процесса проверяют состояние поверхности. Это можно сделать с помощью яркого фонаря, направив его луч под углом к стене, либо с помощью правила, подсветив его фонариком. Неровности отмечают для дальнейшего исправления: ямы заполняют, а выпуклости шлифуют. |
|
Процедуру продолжают до полного устранения дефектов. После каждого этапа затирки поверхность тщательно очищается пылесосом. |
Степень допустимой дефектности зависит от финишного покрытия.
Наиболее требовательна окраска, поэтому на финишном этапе контроля проводят пробную окраску разбавленной основной краской (проявочная окраска), которая сразу выявляет все дефекты, подлежащие устранению.
Затирка стен после шпаклевки – советы по самостоятельному ремонту от Леруа Мерлен в Липецке
Затирка проводится для устранения дефектов, неизбежно возникающих при шпаклевании поверхности под финишную отделку. В процессе шпаклевки углубления и ямки заполняются составом, излишек которого подлежит удалению. Это делается посредством шлифовки поверхности абразивными материалами.
В отделке используется наждачная бумага и сетки. Для шлифования применяют наждачную бумагу на тканевой основе с определенным размером зерна, определить который можно по специальной маркировке. Сначала используют крупнозернистую (Р60 – импортная, 25-Н – отечественная), а в конце – мелкую (Р100, М40).
При использовании бумаги следует постоянно следить за тем, чтобы она не забивалась пылью, в противном случае возможно появление царапин. Сетки с абразивным материалом не имеют этого недостатка, но стоят дороже. Маркируются они так же, как и импортная бумага.
Для шлифования используют брусок или держатель для сетки, фонарь.
При затирке следует использовать очки, перчатки, респиратор и плотную одежду, поскольку работа достаточно пыльная.
Шлифовка выполняется всухую после нанесения и полного высыхания каждого слоя шпаклевки. Выбрав стартовую линию, начинают затирку.
|
Брусок, обернутый наждачной бумагой, или терку с закрепленной сеткой прижимают к стене с небольшим усилием и круговыми движениями снимают излишки шпаклевки. Каждый последующий проход не должен заходить на предыдущий, но и пропусков быть не должно. |
|
После окончания процесса проверяют состояние поверхности. Это можно сделать с помощью яркого фонаря, направив его луч под углом к стене, либо с помощью правила, подсветив его фонариком. Неровности отмечают для дальнейшего исправления: ямы заполняют, а выпуклости шлифуют. |
|
Процедуру продолжают до полного устранения дефектов. |
 После каждого этапа затирки поверхность тщательно очищается пылесосом.
После каждого этапа затирки поверхность тщательно очищается пылесосом.Степень допустимой дефектности зависит от финишного покрытия.
Наиболее требовательна окраска, поэтому на финишном этапе контроля проводят пробную окраску разбавленной основной краской (проявочная окраска), которая сразу выявляет все дефекты, подлежащие устранению.
Зернистостьв меш в микроны в дюймы Таблица преобразования
Таблица преобразования размеров частиц
Зернистость | Сетка | мкм | дюймов |
USS ** | (Среднее) | (Среднее) | |
| 4 | 3. 5 5 | 5600 ~ 4750 | 0,187 (ном.) |
| 5 | 4 | 4750 ~ 4000 | 0,157 |
| 6 | 5 | 4000 ~ 3350 | 0,132 |
| 7 | 6 | 3350 ~ 2800 | 0,111 |
| 8 | 7 | 2210 | 0,087 (ср.) |
| 10 | 8 | 1854 | 0,073 |
| 12 | 10 | 1600 | 0,063 |
| 14 | 12 | 1346 | 0,053 |
| 16 | 14 | 1092 | 0,043 |
| 20 | 16 | 940 | 0.037 |
| 24 | 20 | 686 | 0,027 |
| 30 | 25 | 559 | 0,022 |
| 36 | 30 | 483 | 0,030 |
| 46 | 40 | 356 | 0,014 |
| 54 | 45 | 305 | 0. 012 012 |
| 60 | 50 | 254 | 0,010 |
| 70 | 60 | 203 | 0,008 |
| 80 | 70 | 165 | 0,0065 |
| 90 | 80 | 145 | 0,0057 |
| 100 | 100 | 122 | 0.0048 |
| 120 | 120 | 102 | 0,0040 |
| 150 | 140 | 89 | 0,0035 |
| 180 | 170 | 76 | 0,0030 |
| 220 | 200 | 63 | 0,0025 |
Микрозернистость * | Сетка | мкм | дюймов |
| 240 | 200 | 50-53.5 | 0,00200 |
| 280 | 40,5- 44,0 | 0,00154 | |
| 320 | 32,5- 36,0 | 0,00122 | |
| 360 | 25,8–28,8 | ||
| 400 | 20,6–23,6 | 0,00087 | |
| 500 | 16. 7-19,7 7-19,7 | 0,00075 | |
| 600 | 13,0–16,0 | 0,00063 | |
| 700 | 0,00055 | ||
| 800 | 9,8–12,3 | 0,00047 | |
| 900 | 0,00035 | ||
| 1000 | 6.8-9,3 | 0,00028 | |
| 1200 | 4,5–6,5 | ||
| CF1 | 48 | 0,00189 | |
| ф. | 40 | 0,00160 | |
| FF | 33 | 0,00130 | |
| FFF (грубый) | 25 | 0.00099 | |
| FFF | 19 | 0,00075 | |
| FFFF | 11 | 0,00043 |
Зернистость в меш в микроны в дюймы. Комментарии к таблице преобразования:
a) На основе «максимальных усилий» вышеуказанные преобразования являются приблизительными и допускают обычные коммерческие варианты.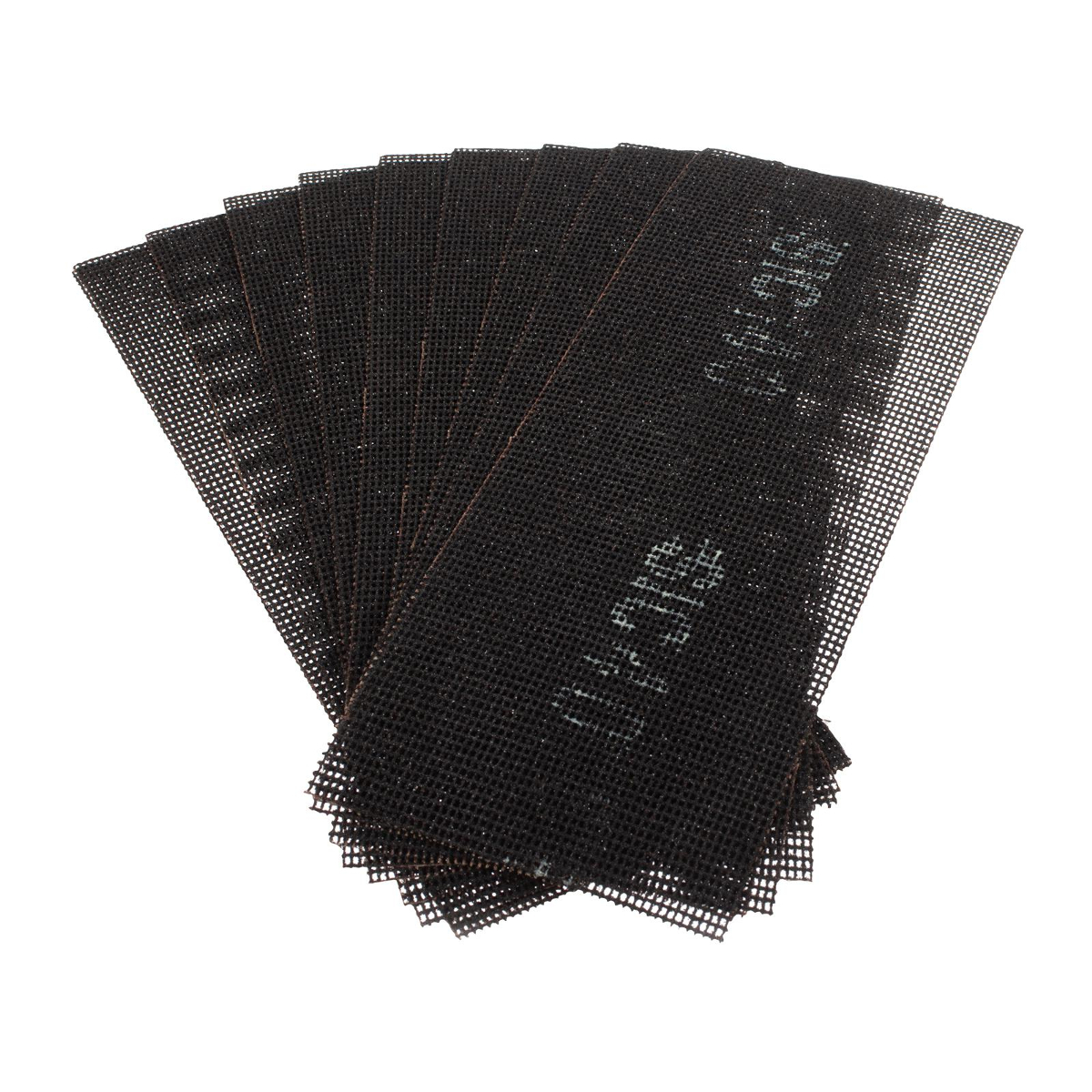
b) * Micro Grit = размер абразивного зерна в диапазоне размеров сита.Указанные значения преобразования рассчитаны с использованием стандарта ANSI B74.18 (по седиментации) в точке 50%
c) ** USS = Стандартное сито США
.Популярные продажи Винтовой шпатлевки Цементный насос для распыления раствора машина для цементирования стен машина для штукатурки стен цена
Популярные продажи винтовой шпатлевки цементный насос для цементации цементный раствор машина для штукатурки стен цена
Популярные продажи винтовой шпатлевки цементный насос для цементации цементный раствор машина для штукатурки стен цена
Крытый шпаклевочный станок
шпаклевочная машина в основном используется в отделка салона, перемешивание, перекачка, нанесение шпатлевки высокого качества.Если используется газ из смесительного пистолета-распылителя, машина может распылять частицы размером 100 меш. Он может распылять 1500 квадратных метров в день. Применяется для защиты корпуса, краски, крахмала и т. Д.
Применяется для защиты корпуса, краски, крахмала и т. Д.
Машина для напыления строительного раствора на открытом воздухе
Машина представляет собой шнековую машину для напыления строительного раствора под высоким давлением, передовую технологию. Эксплуатация и обслуживание просты, без специальной подготовки могут быть квалифицированные операторы. Машина для распыления раствора в основном используется для строительства наружных стен, распыления цементного раствора и распыления строительных изоляционных материалов для наружных стен, огнеупорных покрытий.
Характеристики машины для нанесения шпатлевки
1. Отрегулируйте размер потока, выберите лучшие результаты покрытия.
2. В дополнение к электрическому блоку управления может переключаться, но также оснащен переключателем дистанционного управления опрыскиванием.
3. Соединение пистолета с подающей трубкой можно поворачивать для облегчения работы.
4. Высокая эффективность, хорошее качество.
5. Простая конструкция, удобство обращения на месте, а также дешевые аксессуары и простота обслуживания.
Новый тип
2.Технические параметры опрыскивателя
| -511 | |||
Объем бункера | 50L | 100L | |
Напряжение | 380v | 380V | |
Мощность 967 05 кВт | 7,5 кВт | ||
Максимальный размер зерна | 4 мм | 4 мм | |
Производительность | 3 м3 / ч | 3 м3 | |
Макс. | 3 МПа | 3 МПа | |
Рабочее расстояние | 50 м | 50 м | |
20 м | |||
Вес | 320 кг | 400 кг |
 давление
давлениеСписок торговых гарантий
.Turbocharge PuTTY с 12 мощными надстройками
PuTTY — это лучший, бесплатный и легкий SSH-клиент для Windows. Я предоставил список из 12 мощных надстроек PuTTY со скриншотами, которые устранят некоторые недостатки оригинального PuTTY. Поэкспериментируйте с этими дополнениями и выберите тот, который вам подходит.
PuTTYCM дает прекрасную возможность упорядочить несколько сеансов PuTTY во вкладках. При первом запуске PuTTYCM вы должны указать местоположение исходного PuTTY.Для этого в системе Windows должна быть установлена .NET 2.0. На следующем снимке экрана показаны три сеанса PuTTY на вкладках в одном окне.
При первом запуске PuTTYCM вы должны указать местоположение исходного PuTTY.Для этого в системе Windows должна быть установлена .NET 2.0. На следующем снимке экрана показаны три сеанса PuTTY на вкладках в одном окне.
Примечание. Если диспетчер подключений PuTTY открывает исходный PuTTY в отдельном окне, вместо открытия в виде вкладки, перейдите в Инструменты → Параметры → Установите флажок «Включить дополнительное время для захвата PuTTY (мс)» → установить значение 300 мс . Это откроет окно PuTTY внутри TAB, как показано ниже.
Диспетчер подключений PuTTY с несколькими вкладками
Пользователи Cygwin будут в восторге от PuTTYcyg.Это позволяет вам использовать PuTTY в качестве локального терминала cygwin. Если вы используете cygwin в своих окнах, я уверен, что вы возненавидите стандартное окно cygwin в виде MS-DOS. Используя PuTTYcyg, вы можете запускать cygwin внутри PuTTY. Мне нравится это дополнение, и я использую его для своего cygwin в Windows.
На PuTTYcyg щелкните переключатель cygterm в Тип подключения . Введите — (дефис) в « Command» (используйте — для оболочки входа «, чтобы подключиться к cygwin на ноутбуке с Windows с помощью PuTTY, как показано ниже.
Введите — (дефис) в « Command» (используйте — для оболочки входа «, чтобы подключиться к cygwin на ноутбуке с Windows с помощью PuTTY, как показано ниже.
PuTTYcyg с опцией Cygterm
Используя PuTTYtray, вы можете свернуть окно PuTTY на панель задач Windows. По умолчанию исходный PuTTY хранит информацию о сеансе в реестре. Это болезненно, когда вы хотите перенести сеансы PuTTY с одного ноутбука на другой. В PuTTYtray есть дополнительная радиокнопка « Sessions from file », как показано ниже, которая позволит вам сохранить информацию о сеансе в файле.
PuTTYtray с опцией «Сессия из файла»
PuttyTabs предоставляет плавающую панель, которая отображает открытые сеансы PuTTY во вкладках.При нажатии на одну из вкладок на передний план выводится соответствующая сессия PuTTY. При первом запуске PuTTYTabs вы должны указать местоположение исходного PuTTY. Он читает реестр Windows, чтобы получить все доступные сеансы PuTTY. Это также требует, чтобы .NET 2. 0 был установлен в системе Windows. На следующем снимке экрана показаны три сеанса PuTTY, расположенные на вкладке.
0 был установлен в системе Windows. На следующем снимке экрана показаны три сеанса PuTTY, расположенные на вкладке.
PuTTYTabs с несколькими вкладками
Quest Software модифицировала PuTTY, добавив функцию единого входа в Active Directory (GSSAPI Kerberos).Quest PuTTY использует Microsoft Security Service Provider Interface (SSPI), который является версией Microsoft GSSAPI, с которой он совместим по проводам. Эта версия PuTTY добавляет новый пункт меню под названием GSSAPI в разделе Connection → SSH , как показано ниже.
Quest PuTTY с опцией GSSAPI
Этот модифицированный PuTTY сохраняет сеансы PuTTY в папке, а не в реестре. Если у вас уже есть сеансы, хранящиеся в реестре, он также отобразит их.Сеансы, хранящиеся в реестре, будут помечены как [реестр], как показано ниже. Когда вы создаете сеанс с помощью этого PuTTY, это создает подпапку с именем session в той же папке, где находится putty.exe, для хранения всех сеансов в файле.
Modified Putty, отображающий сеансы реестра и файлов
PocketPuTTY работает под управлением операционной системы Windows Mobile 2003 / 5. 0. После того, как я получил свой BlackBerry, я выбросил свой Dell Axim, работавший на Windows Mobile. Итак, сам PocketPuTTY не пробовал.Если вы использовали PocketPuTTY или другую мобильную версию PuTTY, оставьте свой отзыв.
0. После того, как я получил свой BlackBerry, я выбросил свой Dell Axim, работавший на Windows Mobile. Итак, сам PocketPuTTY не пробовал.Если вы использовали PocketPuTTY или другую мобильную версию PuTTY, оставьте свой отзыв.
PocketPuTTY для Windows Mobile
portaPuTTY — это модифицированная версия PuTTY, которая по умолчанию сохраняет информацию о сеансе в файле, а не в реестре Windows. Файлы сеанса хранятся в папке .putty / sessions. Папка .putty создается в том же каталоге, где находится putty.exe.
PuTTY Portable является частью пакета PortableApps.Используйте это, чтобы запустить PuTTY с USB-накопителя и перенести сеансы вместе с вами.
Если вы используете Launchy, средство запуска клавиш с открытым исходным кодом для Windows, вы можете использовать подключаемый модуль Putty Launchy для очень простого запуска сеансов PuTTY из Launchy. то есть вы можете ввести «ssh» или «putty», а затем табуляцию или пробел, чтобы перечислить все ваши сеансы PuTTY. Как только вы выберете конкретный сеанс, Launchy автоматически запустит этот конкретный сеанс PuTTY.
PuTTY Session Manager позволит вам организовать сеансы PuTTY в папки и назначить горячие клавиши.Для этого требуется Microsoft .NET 2.0. Щелкните правой кнопкой мыши значок PSM на системной дорожке и выберите «Горячие клавиши сеанса», чтобы назначить горячие клавиши для сеанса PuTTY, как показано ниже.
PuTTY Session Manager с горячей клавишей сеанса
Чтобы создать папку, щелкните правой кнопкой мыши конкретный сеанс PuTTY → Управление сеансом → Новая папка. Чтобы переместить существующий сеанс в папку, просто перетащите сеанс в соответствующую папку.
Диспетчер сеансов PuTTY с сеансами внутри подпапки
PuTTYCS — очень полезный небольшой инструмент, который может повысить вашу продуктивность за счет устранения повторяющихся задач, выполняемых на разных серверах.Используя PuTTYCS, вы можете отправить команду unix в несколько окон PuTTY одновременно. Вы можете использовать это для резервного копирования файлов, просмотра файлов журнала, запуска и остановки процессов, копирования файлов и т. Д. На нескольких серверах, просто выполнив команду один раз, как показано ниже.
Д. На нескольких серверах, просто выполнив команду один раз, как показано ниже.
PuTTYCS отправляет команду unix в несколько сеансов PuTTY
.Машина для распыления раствора замазки смешивая насосную стяжку цементируя стену
распыленияМашина для распыления шпатлевки Смешивание Насосная стяжка Затирка Напыление стен
Машина для распыления шпатлевки в основном используется для внутренней отделки,
перемешивание, перекачивание, распыление высококачественной шпатлевки.
Если используется газ из смесительного пистолета-распылителя, машина может распылять частицы
100 меш. Он может распылять 1500 квадратных метров в день.
Применимо для защиты корпуса, краски, крахмала и т. Д.
Характеристики машины для нанесения шпатлевки
1. Отрегулируйте размер потока, выберите наилучшие результаты покрытия.
2. В дополнение к электрическому блоку управления может переключаться, но также оснащен переключателем дистанционного управления опрыскиванием.
3. Соединение пистолета с подающей трубкой можно поворачивать для облегчения работы.
4. Высокая эффективность, хорошее качество.
5. Простая конструкция, удобство обращения на месте, а также дешевые аксессуары и простота обслуживания.
Вам может понравиться рендеринг внутри стеновой машины
модель | HW-D23 | |
мощность | 2,2 кВт + мощность | 2,2 кВт |
двигатель | дизельный двигатель / электрический, 12HP | |
давление | 6 Mpz | |
транспортная высота | 30 м | |
30 м | ||
размер частиц менее 1 см | ||
tansport flux | 3-5 м3 / ч | |
Емкость бункера | 50L | |
вес | 320 кг | воздушный компрессор | 0. |
запорная трубка | φ38 мм |
 36 м3
36 м3Контактный телефон
9app /
Эмма Ронг
+8617701624758Электронная почта: один на hengwangjx.com
Телефон: 86-021-58302709
QQ: 3002891206
Веб-сайт: www.chinahwgroup.com
.| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола | |
| Карбид кремния | Полиамид | Синтетическая смола |
паутинка, шпаклевочная, шлифовальная, абразивная, какой шлифовать, видео-инструкция по монтажу своими руками, фото и цена
Тема этой статьи – сетки, применяющиеся при шпаклевании стен и потолков. Нами будет затронута как армирующая, так и сетка для шлифовки шпаклевки. Нам с читателем предстоит разобраться в том, какими они бывают и как именно применяются.
Нами будет затронута как армирующая, так и сетка для шлифовки шпаклевки. Нам с читателем предстоит разобраться в том, какими они бывают и как именно применяются.
Видите сетку? А она есть.
Армирование
Материалы
Для армирования шпаклевки используется несколько материалов на основе стекловолокна – искусственного материала, полученного вытягиванием расплава обычного кварцевого стекла.
Они отличаются методом изготовления и плотностью.
- Собственно шпаклевочная сетка – тканый материал с ячеей 2х2 миллиметра и плотностью 60граммов на квадратный метр.
Обратите внимание: сетка под шпатлевку – лишь один из частных случаев армирующей стеклосетки. Материал с ячеей 5х5 миллиметров и плотностью от 90 до 160 г/м2 используется для армирования более грубых штукатурных растворов внутри помещений и при наружных работах.
- Серпянка – это та же сетка под шпаклевку с ячеей 2х2 миллиметра, только в виде узкой полосы, снабженной клеящим слоем. Она поставляется в рулонах длиной от 12 метров и предназначена для армирования трещин, стыков железобетонных плит и швов между листами ГКЛ, ГВЛ и ЦСП.
- Сетка-паутинка под шпатлевку – это, в отличие от сетки, нетканый материал, полученный прессованием хаотично расположенных тонких волокон. Ее более правильное название – стеклохолст. Поставляется в рулонах различной ширины – от 8 сантиметров до двух и более метров.
 Она поставляется в рулонах длиной от 12 метров и предназначена для армирования трещин, стыков железобетонных плит и швов между листами ГКЛ, ГВЛ и ЦСП.
Она поставляется в рулонах длиной от 12 метров и предназначена для армирования трещин, стыков железобетонных плит и швов между листами ГКЛ, ГВЛ и ЦСП.На фото – паутинка, стеклохолст с плотностью около 50 г/м2.
Применение
Как используется стеклохолст и сетка для шпатлевки? Приведем несколько примеров.
Армирование глубоких трещин
- Трещина разделывается – расширяется с помощью зубила и молотка.
- Затем она тщательно очищается от пыли и мусора.
- Дефект поверхности и прилегающая к нему область грунтуется проникающим акриловым грунтом.
- Трещина заполняется шпаклевкой – гипсовой, цементной или акриловой.
- Затем вдоль всей длины она проклеивается серпянкой и повторно шпаклюется поверх нее.
- Поверхность бывшего дефекта шлифуется и повторно грунтуется под чистовую отделку.

Пенопластовая шуба
Причина популярности этого способа наружного утепления стен – минимальная цена квадратного метра при максимальной эффективности.
Структура наружной пенопластовой шубы.
Как выглядит инструкция по теплоизоляционным работам, и какую роль в них занимает армирование?
- В нижней части фасада крепится оцинкованный стартовый профиль. Разумеется, строго по уровню. Он послужит опорой нижнему ряду плит утеплителя, а заодно защитит его край.
- Стена перекрывается пенопластом плотностью С-25 и выше. Пенопластовые плиты крепятся к стене на клеевые маяки; используется обычный плиточный клей. Для дополнительной фиксации используются пластиковые тарельчатые дюбеля (“зонтики”).
Обратите внимание: клеевые маяки позволяют, среди прочего, компенсировать неровности стены. Проверяйте взаимное расположение плит утеплителя правилом или прямой рейкой.

- Поверхность пенопласта шпаклюется тем же плиточным клеем, который использовался для его наклеивания на стену. Инструмент – широкий шпатель. Параллельно шпаклевке поверхность армируется: полосы стеклосетки вдавливаются шпателем в шпаклевку и заглаживаются.
- Еще один слой шпаклевки должен полностью скрыть фактуру сетки. После его просушки поверхность окрашивается или покрывается структурной штукатуркой (часто – опять-таки под окраску).
Армирование плоскости потолка или стены
Оно применяется в том случае, когда поверхность покрылась сеткой трещин; при этом полная зачистка старой штукатурки и повторно оштукатуривание в силу каких-то причин нежелательны.
Типичный пример – усадка нового дома.
- Удаляются отслаивающиеся участки покрытия.
- Вся поверхность грунтуется проникающим грунтом.
- Затем с помощью валика полосами наносится разведенный водой до консистенции жирного молока клей ПВА; тут же на поверхности с нанесенным клеем расправляется полоса стеклохолста (“паутинки”) и прокатывается тем же валиком с клеем. Полосы клеятся с 5-сантиметровым перехлестом.
 Полосы клеятся с 5-сантиметровым перехлестом.
Полосы клеятся с 5-сантиметровым перехлестом.Армирование потолка стеклохолстом.
- Поверхность шпаклюется гипсовой смесью и шлифуется под покраску.
Шлифовка
Что представляет собой сетка для затирки шпаклевки?
Это крупноячеистый тканый материал из толстого стекловолокна, на которое на клеевой основе нанесен абразив – измельченный карбид кремния (SiC). Абразивная сетка выпускается, как правило, стандартного размера – 105х280 миллиметров.
Она классифицируется по зернистости:
- Шлифовальная сетка С 40 – С 80 – наиболее грубая.
- Средняя имеет номера 100 – 180.
Упаковка шлифовальной сетки №120.
- 200 – 400 использует мелкий абразивный порошок.
Чем этот инструмент лучше привычной наждачной бумаги?
- Большим ресурсом. Бумага уже через 10-20 минут работы приходит в негодность; сетка служит как минимум втрое дольше благодаря более прочной основе.
- Простой очисткой. Основная проблема наждачной бумаги, даже более острая, чем небольшой ресурс – то, что она очень быстро забивается. Удалить мелкий мусор, застрявший между зерен абразива практически нереально.
 Основная проблема наждачной бумаги, даже более острая, чем небольшой ресурс – то, что она очень быстро забивается. Удалить мелкий мусор, застрявший между зерен абразива практически нереально.
Основная проблема наждачной бумаги, даже более острая, чем небольшой ресурс – то, что она очень быстро забивается. Удалить мелкий мусор, застрявший между зерен абразива практически нереально.В нашем же случае достаточно слегка ударить плоскостью терки или шлифмашинки о любую поверхность – и мусор вылетит из ячеек, где он задерживается.
Какой сеткой шлифовать шпаклевку при выполнении отделки своими руками?
Ответ вполне предсказуем.
- Грубое стартовое покрытие шлифуется номерами 40-80.
- Финишная шпаклевка требует более мелкого абразива – от 100 до 180.
- Большие номера используются крайне редко и нужны лишь для окончательной доводки поверхности под покраску глянцевыми красками.
Подсказка: глянец особенно требователен к качеству поверхности. Он подчеркивает малейшие неровности. Матовое покрытие, напротив, скрывает дефекты.
Глянцевые покрытия визуально увеличивают помещение, но подчеркивают все дефекты поверхности.
Заключение
Видео в этой статье, как всегда, предложит вам более близкое знакомство с объектом нашего пристального внимания. Успехов в ремонте!
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен Добавить в избранное Версия для печатиСетки абразивные, шлифовальные. Все необходимое для ремонта. Харьков
Сетка абразивная, шлифовальная
В ремонте часто возникает потребность очистить поверхность от излишков шпатлевки или от старого слоя краски или клея. Раньше для этой цели применяли наждачную бумагу, однако такой способ сулил массу неудобств, поскольку абразив на бумаге быстро приходил в негодность и забивался строительной пылью.
Абразивная сетка для очистки поверхности
Не так давно, на строительном рынке появился эффективный аналог наждачной бумаги. Речь идет об абразивной шлифовальной сетке. Едва появившись в продаже, она сразу же стала востребованной из-за своих положительных характеристик и несомненного удобства в процессе использования.
Речь идет об абразивной шлифовальной сетке. Едва появившись в продаже, она сразу же стала востребованной из-за своих положительных характеристик и несомненного удобства в процессе использования.
Сетка абразивная применяется для обработки поверхности из бетона, дерева, кирпича и металла. Ее используют для очистки от старого слоя краски, с её помощью очищают детали от ржавчины и жирного налета.
Применяется шлифовальная сетка для затирки шпатлевки, ошкуривания материала, при выравнивании. Её часто используют как замену наждачной бумаге, из-за её явных преимуществ:
- Поскольку ее структура состоит из ячеек, в отличие от наждачной бумаги, она не забивается строительным мусором, а значит, срок ее службы более длинный, чем у её аналога.
- Благодаря тому, что абразивная сетка для шпаклевки используется в течение долгого периода времени, без постоянной потребности в очистки рабочей поверхности, процесс ошкуривания значительно ускоряется.
- Шлифовальная сетка для шпаклевки стен изготавливается из высокопрочного материала – стекловолокна, на который с обеих сторон наносится абразивный элемент. Из-за этого у нее высокая износостойкость, а значит, сокращается расход на шлифовальные инструменты.
- Из-за ее ячеистой конструкции в помещении не так пыльно и грязно.
 Из-за этого у нее высокая износостойкость, а значит, сокращается расход на шлифовальные инструменты.
Из-за этого у нее высокая износостойкость, а значит, сокращается расход на шлифовальные инструменты.Впрочем, есть один недостаток, она стоит дороже, чем ее аналог – наждачная бумага. Однако учитывая положительные свойства материала, его износостойкость и прочность, можно сказать, что все расходы окупаются в процессе эксплуатации. Сетка шлифовальная применяется в строительных и отделочных работах. Благодаря ей, поверхность становится идеально ровной, и для этого не нужно затрачивать много времени и сил.
Где приобрести?
Абразивная сетка в продажу поступает в виде кусков различной величины. Это очень удобно, нужно всего лишь приобрести брусок нужного размера, зафиксировать его на инструменте и продолжать работу.
Купить сетку шлифовальную вы можете в интернет – магазине. Обычно продается упаковка, одна штука вмещает 50 брусков абразивной сетки, однако цена указывается за единичный товар.
Бруски для абразивной сетки
Затирки, терки, сетки шлифовальные
Материал абразивный: характеристики, использование
Человечество знало об абразивах в течение многих тысячелетий. Люди пользовались помощью камней и песка, чтобы сформировать и заточить ножи, копья и наконечники стрел и рыболовных крючков. Первым абразивом был песчаник, в котором роль действующего вещества играли мельчайшие зерна кварца. Вплоть до открытия способов обработки металла этот материал абразивный обусловил возможность развития всего человечества, так как у людей тогда попросту не было других способов делать инструменты для работы и оружие.
Что это такое с физической точки зрения
Обычно абразивы являются очень твердыми полезными ископаемыми, которые располагаются в верхнем краю шкалы твердости Мооса – от кварца до алмаза. Но даже мягкие материалы могут выполнять эту функцию. Губки, пищевую соду и фруктовые косточки можно с полным на то основанием называть абразивами. С ними мы сталкиваемся ежедневно, и значение их в повседневной жизни человека велико.
В каких процессах они могут использоваться?
Материал абразивный зачастую называется так не из-за его физических свойств, а из-за особенностей использования. Существует несколько классов таких процессов. В частности в пескоструйной машине может быть использовано наибольшее количество материалов, которые в обычных условиях выраженными абразивными свойствами не обладают. Это оборудование использует мощный поток воздуха или воды, в котором с огромной скоростью движутся мелкие частицы каких-то веществ. В некоторых случаях применяется сетка абразивная, играющая роль фильтра-измельчителя.
Пескоструйные машины используются для полировки и окончательной доводки деталей и готовой продукции. При этом может браться фактически любой материал абразивный: от скорлупы орехов и косточек плодовых культур, раковин моллюсков и прочей органики до мельчайших кусочков стали, шлака, стекла или даже пищевой соды.
Основные компоненты
Кварцевый песок является самым популярным абразивом для пескоструйной обработки мостов и других стальных конструкций. При этом происходит очень эффективная очистка от ржавчины, что значительно повышает долговечность инженерных сооружений. Этот процесс требует абразивов с высокой плотностью. Как правило, очистка металлических конструкций предполагает использование сжатого воздуха. Он исполняет роль ускорителя частиц и не оказывает дополнительного корродирующего воздействия.
При этом происходит очень эффективная очистка от ржавчины, что значительно повышает долговечность инженерных сооружений. Этот процесс требует абразивов с высокой плотностью. Как правило, очистка металлических конструкций предполагает использование сжатого воздуха. Он исполняет роль ускорителя частиц и не оказывает дополнительного корродирующего воздействия.
Впрочем, в некоторых случаях может использоваться и вода. В частности при очистке бетонных сооружений. Практически все конструкции, построенные в зоне прибрежной полосы, периодически в этом нуждаются. Дело в том, что на их поверхности со временем нарастает толстый слой соли и прочих агрессивных соединений. Пресная вода, в которую предварительно добавили соответствующий материал (абразивный), не только убирает их с бетона, но и производит «обессоливание». Опять-таки, это мероприятие значительно повышает срок службы строений.
Полировка готовых изделий
Полировка – вот важнейший процесс, в котором абразивы востребованы крайне широко. Как правило, для доведения до совершенства готовых изделий или каких-то деталей применяют специальные пасты или мягкие диски, а также соединения на основе синтетических смол. Востребована даже простая абразивная губка. Оксид церия, алмаз, кварц, оксид железа и окиси хрома – соединения, которые на сегодняшний день используются чаще всего.
Как правило, для доведения до совершенства готовых изделий или каких-то деталей применяют специальные пасты или мягкие диски, а также соединения на основе синтетических смол. Востребована даже простая абразивная губка. Оксид церия, алмаз, кварц, оксид железа и окиси хрома – соединения, которые на сегодняшний день используются чаще всего.
Новакулит (плотная кремнистая порода) – также хорошее сырье для производства полировочных материалов. Оксид церия является наиболее распространенным минералом, используемым для полировки стекла. Это соединение его не царапает, но придает особую гладкость и блеск. В последние годы, однако, карбид кремния и искусственные алмазы для этого применяют чаще. На их основе производится особо дорогая и эффективная абразивная лента. Она очень хорошо подходит для обработки особо «капризных» материалов.
Использование магнитных полей
В последние годы все чаще и шире в промышленности начинают практиковать процесс абразивного затачивания. Для этого используется не вода под давлением и не сжатый воздух: мельчайшие частицы абразивов парят в мощном магнитном поле, которое и формирует «точильный круг». Этот метод применяется в точном машиностроении, так как с его помощью можно отполировать или заточить те детали, которые в обычных условиях обрабатывать слишком дорого и/или долго. В качестве абразива чаще всего применяют соединения алюминия с теми металлами, которые обладают этим свойством.
Этот метод применяется в точном машиностроении, так как с его помощью можно отполировать или заточить те детали, которые в обычных условиях обрабатывать слишком дорого и/или долго. В качестве абразива чаще всего применяют соединения алюминия с теми металлами, которые обладают этим свойством.
Магнитореологические методы полировки
При реологическом методе полировки «физический» абразивный инструмент вообще не используется. Материалы смешиваются с жидкостями, в толще которых они движутся под действием электрических полей. Этот метод во многом схож с описанным выше, он также используется для обработки некоторых деталей в точном машиностроении и подобных отраслях промышленности.
Вообще, в последние годы в производстве все чаще начинают использовать абразивы, предварительно смешанные с жидкостями или синтетическими смолами. Хороший пример – увлажненная абразивная паста ГОИ на основе оксида хрома. Она известна уже давно, но только в последние годы на нее обращают особое внимание. Причина проста – низкая стоимость этого соединения и его высокая эффективность при полировке. Кроме того, абразивная паста мягко действует на обрабатываемый материал, не царапая и не повреждая его.
Причина проста – низкая стоимость этого соединения и его высокая эффективность при полировке. Кроме того, абразивная паста мягко действует на обрабатываемый материал, не царапая и не повреждая его.
Абразивные круги для УШМ («болгарок»)
Их применяют не только для полировки. Абразивами еще можно разрезать особо прочные материалы. Для этого пользуются тонкими шлифовальными кругами, сделанными на основе оксида алюминия и фенольных смол. В редких случаях применяется металлический абразивный диск. Такие инструменты незаменимы в частности при добыче мрамора в карьерах. Дело в том, что этот минерал очень плотный, плохо поддается распиливанию обычными пилами.
Как мы уже говорили, для распиливания используют оксид алюминия, карбид кремния, искусственные алмазы и карбид бора. Из них может быть сделан абразивный диск, из них же формуют специальные пилы для особо прочных материалов.
Основные инструменты, используемые для промышленности
Таким образом, эти соединения необходимы для затачивания, полировки, разрезания материалов. Современная промышленность чаще всего использует абразивный инструмент искусственного происхождения. Причина этого – сравнительно низкая стоимость синтетики. Соединения природного происхождения намного дороже. К их числу относится неоднократно упомянутый нами оксид алюминия, а также карбид кремния, двуокись циркония и так называемые суперабразивы (алмаз или нитрид бора).
Современная промышленность чаще всего использует абразивный инструмент искусственного происхождения. Причина этого – сравнительно низкая стоимость синтетики. Соединения природного происхождения намного дороже. К их числу относится неоднократно упомянутый нами оксид алюминия, а также карбид кремния, двуокись циркония и так называемые суперабразивы (алмаз или нитрид бора).
Исключения редки и представлены в основном корундом. Он очень дорог, да и применение его в производстве достаточно ограниченное. В еще более редких случаях используют природные алмазы, непригодные для огранки ввиду предельно малых размеров или структурных дефектов.
Эволюция промышленных абразивов
История промышленных абразивов для шлифовальных кругов началась с природных минералов – кварца и кремния, а также корунда. Именно последний, к слову сказать, впервые и получил название «наждак». Это был первый брусок абразивный. Отказ от природных минералов начался еще в первой половине двадцатого века и был практически полностью завершен к его концу. И дело тут было не только в дороговизне природных материалов. Дело в том, что все они обладают строго определенными свойствами, которые изменить уже никак не получится. Синтетические же абразивы, созданные при определенных условиях, могут быть совершенно иными и лучше подходить для решения каких-то нетипичных задач.
И дело тут было не только в дороговизне природных материалов. Дело в том, что все они обладают строго определенными свойствами, которые изменить уже никак не получится. Синтетические же абразивы, созданные при определенных условиях, могут быть совершенно иными и лучше подходить для решения каких-то нетипичных задач.
К примеру, посредством новых технологий может быть создано соединение с формой частиц, напоминающих щепку. Такой материал идеален для нанесения на поверхность полировочных кругов. Кроме того, можно создавать совершенно новые материалы, комбинируя, к примеру, оксид титана с соединениями алюминия. Эти абразивы идеальны для обработки особо твердых поверхностей.
Когда произошел «абразивный прорыв» в промышленности
Современное производство абразивов, включающее выпуск шлифовальных кругов и наждачных шкурок, сложно описать из-за массы товарных знаков и патентов, которые во многих случаях описывают один и тот же продукт. Разгадка подобных коллизий проста – из-за мельчайших различий в химическом составе можно регистрировать новую товарную марку. Но что служит основой для синтетических абразивов, и когда промышленность получила возможность их массового применения?
Но что служит основой для синтетических абразивов, и когда промышленность получила возможность их массового применения?
Действительно знаменательным событием стало открытие карбида кремния – минерала, не найденного в природе. Создание синтетического оксида алюминия в 1890-х годах лишь стимулировало начало исследований в этой области. К концу 1920-х синтетический оксид алюминия, карбид кремния, гранат и корунд были главными промышленными абразивами.
Но действительный прорыв произошел в 1938 году. Именно тогда стало возможным получать химически чистый оксид алюминия, который сразу же нашел широчайшее применение в машиностроении. Вскоре выяснилось, что смесь двуокиси циркония и оксида алюминия идеально подходит для сложных работ в области резки особо твердых сортов металлов. Это действительно уникальный абразивный порошок: он сохраняет высокую эффективность, но при этом сравнительно дешев. Сегодня пальму первенства все также держит синтетический оксид алюминия, сохранивший оригинальную микрокристаллическую структуру бокситных исходных материалов. В частности так был создан уникальный Cubitron™, а также абразивы на основе керамики под маркой SolGel™.
В частности так был создан уникальный Cubitron™, а также абразивы на основе керамики под маркой SolGel™.
О «лучших друзьях девушек»
Природный алмаз – наиболее старый абразивный камень. Он стал популярным в 1930 году. Тому было сразу две причины. Во-первых, до того года объемы добычи алмазов были просто ничтожны и физически не могли покрывать возрастающие потребности промышленности. Во-вторых, в связи с острым ощущением надвигающейся войны многие страны стали экстренно искать способы обработать карбид вольфрама с помощью машин. Это вещество до сих пор используется в производстве сердечников бронебойных подкалиберных снарядов.
Проблема была в нереальной твердости данного материала, который абразивная обработка просто не брала. Исследование, проведенное в 1960-х годах компанией General Electric, привело к появлению синтетических алмазов. В конечном счете изыскания в этой области приводят к открытию кубического нитрида бора, CBN. Это соединение, имеющее твердость алмаза, широко используется в производстве других абразивов, так как с его помощью можно буквально размалывать в пыль твердые сорта стали.
Конечно, все эти абразивные вещества, помимо всех своих замечательных свойств, имеют один огромный недостаток – стоимость. Недавним исключением является абразив Abral, синтезированный европейским концерном Pechiney. Эта компания разработала своеобразный «заменитель алмазов», который, мало уступая им в твердости, значительно выигрывает в цене.
Но не только сами абразивы двигали промышленность вперед. Огромное значение имели материалы, используемые в качестве основы для их нанесения. В частности, когда был создан бакелит, появилась возможность производства более легких и вместе с тем долговечных шлифовальных кругов. Они равномернее стачивались, а абразивы лучше распределялись в их внутреннем объеме. Это обеспечивало значительно лучшее качество обработки материалов.
Наждачные шкурки
Наждачные шкурки в качестве основы используют искусственные и натуральные ткани, пленки и даже обычную бумагу, армированную ткаными волокнами. В некоторых случаях «наждачку» получают, пропитывая раствором на основе фенольных смол или воды (с добавлением абразивов, конечно) ткань. Так же может быть получена абразивная губка. Такие инструменты широко известны практически всем, с ними мы сталкиваемся постоянно и ежедневно.
Так же может быть получена абразивная губка. Такие инструменты широко известны практически всем, с ними мы сталкиваемся постоянно и ежедневно.
Мы описали немало сфер применения этих материалов. Но факт заключается в том, что с большинством из них среднестатистические обыватели в своей жизни не сталкиваются вообще. Так, многие знают о точильных камнях, брусках или той же самой наждачной бумаге, кем-то использовалась сетка абразивная. Но мало кому известны конкретные разновидности веществ, которые используются, к примеру, производителями подшипников или высококачественных ножей из сверхтвердых сортов стали. Последние, к слову говоря, в домашних условиях заточить практически нереально. «Точилки» для них нужны совершенно особые.
Для каких задач подходит тот или иной абразив
Для специфических нужд необходимы суперабразивы, о которых мы уже коротко упоминали выше. Они также представлены в виде наждачных шкурок, абразивных щеток, дисков и кругов. Так, при производстве ножей из стандартных сортов стали производители пользуются оксидом алюминия и карбидом кремния. Массовое производство же обычно требует более широко использования пескоструйных машин: нержавеющая сталь, выпуск шарикоподшипников и массовая обработка особо твердых сортов древесины. Впрочем, в большинстве случаев промышленники остаются верны «старому-доброму» оксиду алюминия. Этот абразивный порошок дешев, но при этом весьма эффективен.
Массовое производство же обычно требует более широко использования пескоструйных машин: нержавеющая сталь, выпуск шарикоподшипников и массовая обработка особо твердых сортов древесины. Впрочем, в большинстве случаев промышленники остаются верны «старому-доброму» оксиду алюминия. Этот абразивный порошок дешев, но при этом весьма эффективен.
В завершение
Абразивы прямо или косвенно играют роль в производстве практически всех вещей, с которыми люди сталкиваются повседневно. В частности без них невозможно создание корпусов из анодированного алюминия, которые столь популярны у поклонников «яблочной» продукции. Не забывайте, что простой абразивный камень «болгарки» или даже обычная наждачная бумага – плод деятельности многих поколений ученых и ремесленников, собиравших и систематизировавших свои знания на протяжении многих лет.
Компании, выпускающие различные виды абразивов, шлифовальные круги и наждачные шкурки, используют теоретические знания, которые присутствуют во многих смежных отраслях. Они руководствуются данными, полученными в ходе изучения керамики, широко практикуют прикладную химию, физику и металлургию. Абразивы всегда будут полезны, они – ключевая особенность современного производственного цикла многих предприятий.
Они руководствуются данными, полученными в ходе изучения керамики, широко практикуют прикладную химию, физику и металлургию. Абразивы всегда будут полезны, они – ключевая особенность современного производственного цикла многих предприятий.
Конструкция абразивного круга. Параметры, влияющие на производительность и безопасность
Абразивная резка входит в число заготовительных операций, отличающихся наибольшей производительностью, доступностью и эффективностью. Значительную востребованность отрезных дисков обеспечивает возможность обработки объектов, изготовленных на основе сырья, практически, любого вида. Устанавливаются круги, как правило, на распиловочный инструмент с электроприводом, имеющем название Углошлифовальная Машинка (далее УШМ), или по-простому «болгарка». Чаще всего используются они для реза различных объектов из металла: листовых изделий, балок с Г-образным сечением – уголков и труб разного профиля.
Структура отрезного абразивного круга
Свое название такой распиловочный диск получил из-за особенностей его структуры. Резку осуществляет абразивное вещество, находящееся между слоями стекловолоконной армирующей сетки (см. рис.). Такая конструкция предотвращает деформацию и возможное раскалывание круга при воздействии на него внешних нагрузок.
Резку осуществляет абразивное вещество, находящееся между слоями стекловолоконной армирующей сетки (см. рис.). Такая конструкция предотвращает деформацию и возможное раскалывание круга при воздействии на него внешних нагрузок.
Сегодня предприятия выпускают широкий ассортимент дисков абразивных отрезных. Рассмотрим основные характеристики данных изделий.
Наружный диаметр
Пожалуй, это – основной параметр абразивного отрезного круга. Он отображает класс «болгарки», с которой совместим конкретный диск. Наибольшее распространение получили расходные инструменты данного типа со следующими наружными/внешними диаметрами: 230,0; 180,0; 150,0; 125,0 и 115,0 миллиметров. Устанавливать на УШМ диск со значением этого показателя, превышающим число, указанное в паспорте на электроинструмент, недопустимо. Помимо некорректности такого подхода с точки зрения здравого смысла, это прямо запрещают требования техники безопасности.
-
Во-первых, сделать это не позволят размеры защитного кожуха «болгарки».
-
Во-вторых, если установить круг все-таки получится, режущая кромка будет вращаться со скоростью, далеко выходящей за пределы диапазона, предусмотренного предприятием-производителем УШМ. Данное явление может вызвать не только выход электроинструмента из строя, но стать причиной получения работником серьезных травм.
Толщина отрезного диска
Более легко режется объект с помощью круга, имеющего меньшую толщину. Здесь работают законы физики: площадь кромки напрямую связана с сопротивлением обрабатываемого материала. Чем она меньше, тем меньше значение последнего показателя. К другим преимуществам тонких дисков можно отнести:
-
меньше подвергаются нагреву;
-
с их использованием работа выполняется быстрее
-
спил формируется более ровным;
В настоящее время нет единых правил, на основе которых отрезные круги можно отнести к категории «Тонкие». Это зависит, скорей всего, от внешнего диаметра конкретного экземпляра. Например, в число «Тонких» входят подобные расходные инструменты от «Лужского Абразивного Завода» с сечением профиля от 0,8 мм до 2,0 мм. Последнее значение актуально для дисков с внешним диаметром 200 мм, а первое – для кругов с этим показателем, равным 115,0 и 125,0 миллиметров.
Это зависит, скорей всего, от внешнего диаметра конкретного экземпляра. Например, в число «Тонких» входят подобные расходные инструменты от «Лужского Абразивного Завода» с сечением профиля от 0,8 мм до 2,0 мм. Последнее значение актуально для дисков с внешним диаметром 200 мм, а первое – для кругов с этим показателем, равным 115,0 и 125,0 миллиметров.
Впрочем, на рынке можно найти круги абразивные отрезные и меньшей толщины. Например, компания «Comet» (Словения), являющаяся одним из крупнейших на европейском континенте производителем продукции данного вида, выпускает такие изделия с сечением профиля 0,75 мм.
Следует сказать, что тонкие диски имеют один существенный недостаток. Заключается он в быстрой стачиваемости. Между тем, для «болгарок», характеризующихся небольшой мощностью и потребляющих электроэнергию от аккумуляторов, а также не предназначенных для продолжительного функционирования без перерыва, круги такого типа – наилучший вариант. Однако, согласно статистическим данным, в бытовых условиях наиболее часто используются диски с толщиной в пределах от 1,0 мм до 4,0 мм.
Однако, согласно статистическим данным, в бытовых условиях наиболее часто используются диски с толщиной в пределах от 1,0 мм до 4,0 мм.
Вид абразивного вещества
Абразивный материал представляет собой совокупность мельчайших зерен с заостренными кромками. Свойства этих частиц определяют качество поверхности спила – с признаками шероховатости либо гладкая. В число основных рабочих качеств абразивных веществ входят степень сопротивляемости механическим нагрузкам и твердость. Немаловажны также устойчивость к воздействию химикатов и повышенных температур.
Особого внимания заслуживает такая характеристика абразива, как зернистость. С возрастанием однородности по размеру его частиц растет качество резки. Маркировка зернистости осуществляется:
-
по нормам ГОСТа 3647-80. Цифру, отображающую эту характеристику на этикетке отрезного диска, нужно умножить на 10. Результат покажет размер кристалла абразива в микрометрах;
-
по правилам международной системы FЕРА.
Такая маркировка состоит из двух позиций. Первая – это буква английского алфавита «F». За ней следует число. Размер зерен тем меньше, чем оно больше.
 Такая маркировка состоит из двух позиций. Первая – это буква английского алфавита «F». За ней следует число. Размер зерен тем меньше, чем оно больше.
Такая маркировка состоит из двух позиций. Первая – это буква английского алфавита «F». За ней следует число. Размер зерен тем меньше, чем оно больше.
Ниже размещена таблица, отображающая особенности типового применения наиболее распространенных абразивных веществ в отрезных дисках в зависимости от зернистости и толщины самого расходного инструмента.
|
Материал абразивный |
Толщина диска, мм |
Зернистость по системе FЕРА |
Предназначение |
|
Электрокорунд циркониевый (на основе элемента Zr) 38А |
1,6…1,2 |
F46…F40 |
Для реза изделий с тонкими стенками, изготовленных из нержавейки и сталей определенных специальных марок |
|
2,0 |
F36 |
Подходит для работы с нержавеющими и кислотостойкими сталями.
|
|
|
2,5 |
F36…F30 |
Высокопроизводительный рез элементов конструкций малого сечения, произведенных из литья как стального, так и чугунного с большими подачами, а также из высокопрочных и специальных сплавов |
|
|
4,0…2,5 |
F24 |
Высокопроизводительный распил элементов конструкций крупного сечения, произведенных из литья как стального, таки и чугунного с большими подачами, а также специальных и обладающих высокой прочностью сплавов |
|
|
Черный технический кремния карбид (SіС) марки 54С. |
1,6…1,2 |
F46 |
Для тонкого распиливания полимерных/пластиковых материалов, элементов из стекла, плитки облицовочной керамической, керамогранитной и иных ее видов. |
|
2,0 |
F36 |
Резка объектов, имеющих некрупное сечение, и изготовленных из стройкерамики и природного гранита, в частности, спецстекло, керамические трубы, волновой и плоский шифер, штучные керамические изделия – черепица, а также электрофарфор. |
|
|
2,5 |
F30 |
Для резки деталей и компонентов конструкций из неячеистого бетона, нещелевого и огнеупорного, в том числе шамотного кирпича, шифера обоих видов, керамических труб, глиняной и силикатной черепицы, твердого фарфора, бытовой керамики, включая майолику |
|
|
4,0…2,5 |
F24 |
Распиливание распространенного в природе базальта; искусственного и натурального мрамора; гранита всех видов, начиная с габрро-диабаза, и заканчивая лабрадоритом; титана и титановых сплавов |
|
|
Нормальный (алунд) электрокорунд (марка 14A), а также его модификации |
1,2 |
F60 |
Рез профилей и трубных изделий с тонкими стенками, нетолстых металлических пластин, изготовленных из алюминия (Аl), инструментальных сталей и нержавейки. |
|
1,6…1,2 |
F46 |
||
|
2,0 |
F36 |
Для резки стальных листов, трубных изделий и, в целом, металлических объектов, характеризующихся небольшим сечением |
|
|
2,5 |
F30 |
Распиливание металлических заготовок крупного сечения, произведенных из цветных сплавов, различных видов чугуна, сталей инструментальных, устойчивых к повышенным температурам, и характеризующихся высокой прочностью |
|
|
4,0…2,5 |
F24 |
Резка заготовок, произведенных из стали, отливок из чугуна и прочих металлоизделий крупного сечения. |
 Рез объектов небольшого сечения, произведенных из цветных сплавов, чугуна и сталей, устойчивых к воздействию повышенных температур, инструментальных и характеризующихся высокой прочностью
Рез объектов небольшого сечения, произведенных из цветных сплавов, чугуна и сталей, устойчивых к воздействию повышенных температур, инструментальных и характеризующихся высокой прочностью


Коэффициент резания
Определение эксплуатационных качеств кругов абразивных отрезных подразумевает учет одного момента. Заключается он в том, что самые достоверные результаты можно получить лишь в специально оборудованной испытательной лаборатории. Нормами ГОСТа 21963-2002 предусмотрен такой показатель, как «коэффициент резания». Для установления общей оценки рабочих параметров рассматриваемых расходных инструментов он наиболее корректен. Объясним суть его простыми словами.
Как известно, в ходе резки круг изнашивается. Естественно, чем больше площадь распила (обозначим V) и больше процедур реза было произведено (обозначим их количество буквой «m»), тем больше диск в итоге сработается. Причем, критичным является его износ уже на 25%. Поэтому и вычисляется коэффициент резания, когда текущее значение диаметра круга (Dт) станет равным 0,75 от исходной величины данного показателя (Dи).
 Для этого применяется такая формула:
Для этого применяется такая формула:Р=(4×V×m)/{π×(Dи2-Dт2)}, где
Р – искомый параметр (коэффициент резания).
Подставлять в формулу значения диаметров нужно в сантиметрах, а величину площади распила в тех же единицах, только квадратных.
Данный параметр:
-
отображает эффективность реза с экономической точки зрения;
-
расход дисков на осуществление ряда определенных операций.
Таким образом, на его основе можно установить общую потребность в отрезных кругах.
3S-технология
Сфера производства данного расходного инструмента развивается стремительными темпами. К числу последних достижений можно отнести разработанную для государств Евросоюза 3S-технологию. Рассмотрим ее особенности.
Рассмотрим ее особенности.
Надежность диска и безопасность его эксплуатации (Safety) достигаются путем:
-
применения инновационных фенольных смол, подвергнутых модификации. Эти компоненты придают кругу повышенную степень стойкости и прочности;
-
обеспечения баланса плотности стекловолоконной армирующей сетки (данный показатель (обозначение G) изменяется в таком диапазоне: 75г/м2≤ G ≤320г/м2), зернистости абразива и толщины самого расходного инструмента;
-
производства дисков с точными размерными характеристиками. Это исключает неуравновешенность изделий по отношению к оси вращения – проще говоря, дисбаланс, даже малейший эксцентриситет и перекос дисков по высоте (толщине).
Возможность быстрого и эффективного реза (Speedy) по достоинству ценят все исполнители, которые работают с кругами абразивными отрезными постоянно. Это качество обеспечивается за счет применения:
Это качество обеспечивается за счет применения:
-
специальных, а также глубоко прокаленных электрокорундов, характеризующихся высокой стойкостью – разрушаемость менее 40 процентов;
-
материала карбид кремния (SіС) с крупными кристаллами, отличающегося повышенной абразивной способностью;
-
технологии т.н. комплексной зернистости, позволяющей функционировать расходному инструменту с невысоким температурными нагрузками и с устойчивым самозатачиванием.
Ровному и плавному резу (Smoothly) способствуют такие факторы:
-
точность геометрии в сочетании с равномерным распределением абразивного вещества. Благодаря этому в ходе резания не появляются вибрации. Точность размерных характеристик всех дисков соответствует требованиям класса «АА»;
-
отсутствует торцевое биение.
Это исключает возможность «косого реза», а также уменьшает трение между поверхностью распила и боковой, то есть нерабочей, поверхностью расходного инструмента;
-
кроме того, микрорельеф боковой/нерабочей поверхности круга формируется с применением пластин с эластомерами. Такое технологическое решение тоже обусловливает снижение силы трения между диском и плоскостью распила.
 Это исключает возможность «косого реза», а также уменьшает трение между поверхностью распила и боковой, то есть нерабочей, поверхностью расходного инструмента;
Это исключает возможность «косого реза», а также уменьшает трение между поверхностью распила и боковой, то есть нерабочей, поверхностью расходного инструмента;
Заключение
Правильный подход к выбору кругов абразивных отрезных предусматривает учет ряда параметров. Во-первых, – с дисками каких размеров работает имеющаяся в распоряжении «болгарка». Во-вторых, – вид обрабатываемого материала. В-третьих, – на какие максимальные обороты рассчитана конструкция УШМ: чем они выше, тем меньшие по размерам расходные инструменты можно приобретать.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus.
 comments powered by
comments powered byАбразивы для резки драгоценных камней в зернистости, сетке и микронах
IGS может получать вознаграждение за рекомендацию клиентов от компаний, перечисленных на этой странице. Выучить больше. По сути, зернистость, меш и микрон — это три разных способа измерения размера частиц. Для гранильщиков это важно, потому что размер частиц определяет зернистость абразивов для огранки драгоценных камней, таких как полироли, режущие пасты и притиры.Алмазные компаунды, микронный алмазный порошок и войлочные шарики. Фото cpxmn. Лицензия CC By-SA 2.0.
Что означают зернистость, сетка и микрон?
Зернистость относится к размеру частиц, внедренных в абразивный материал. Чем выше зернистость, тем мельче абразив. Существуют разные стандарты для зернистости, используемые на международном уровне и производителями. Например, только потому, что полироль или состав помечены как зернистость 14 000, не означает, что все его содержимое имеет этот размер. Это зависит от методов, используемых для получения и оценки соединения. Некоторые производители используют средний размер частиц, а некоторые используют стандарт «не более чем» и так далее.Прочтите этикетку или спросите продавца, если вы не уверены в используемом стандарте.
Это зависит от методов, используемых для получения и оценки соединения. Некоторые производители используют средний размер частиц, а некоторые используют стандарт «не более чем» и так далее.Прочтите этикетку или спросите продавца, если вы не уверены в используемом стандарте.
Mesh означает количество равномерно расположенных отверстий в сетке на квадратный дюйм. Это относится к традиционной технике, используемой для просеивания материала через серию сит с более мелкими ячейками. Частицы, задержанные сеткой определенной сетки, измерялись номером этой ячейки.
Микрон — это единица (один 10 -6 метра), используемая для измерения размера частиц в абразивном материале.
Рекомендации по покупке абразивов для огранки драгоценных камней
В США большинство алмазных составов или порошков продаются с зернистостью (50 000, 100 000 и т. д.). Оксид алюминия и оксид церия обычно измеряют в микронах.
В целом, более дорогие марки абразивов для огранки драгоценных камней имеют лучший контроль качества при определении размеров и градации их полиров и составов. Ты получаешь то, за что платишь. Остерегайтесь очень недорогих абразивов. Обычно они плохо оцениваются. Достаточно одного куска песка неподходящего размера, чтобы поцарапать драгоценный камень и вызвать проблемы.
Ты получаешь то, за что платишь. Остерегайтесь очень недорогих абразивов. Обычно они плохо оцениваются. Достаточно одного куска песка неподходящего размера, чтобы поцарапать драгоценный камень и вызвать проблемы.
Таблица преобразования зернистости, сетки и микрона
Некоторые из зерен, описанных в таблице ниже, обычно не используются в абразивах для огранки драгоценных камней по разным причинам. Тем не менее, они показаны здесь для целей преобразования. Например, зернистость 60 000 — это преобразование для 0,5 микрона, но вы почти никогда не найдете его в наличии. Обычно используется зернистость 50 000.
| Зернистость (американский стандарт) | Сетка | Микрон | Комментарии |
| 100 000 | 0-0.5 | 0,25 | Очень хорошо и редко используется в коммерческих целях. В основном для резания на соревнованиях или для хобби. Редко требуется. |
| 60 000 | 0-1 | 0,5 | Редко используется. Зернистость 50 000 более распространена и используется для полировки сапфира и других твердых материалов. Зернистость 50 000 более распространена и используется для полировки сапфира и других твердых материалов. |
| 14 000 | 0-2 | 1 | Это стандартный коммерческий полироль для сапфира, хотя я рекомендую сделать еще один шаг до 50 000. |
| 13 000 | 1-2 | 1,5 | Редко используется, потому что он очень близок к 14 000. |
| 9000 | 2-3 | 2,5 | Редко используется, потому что он очень близок к 8000. |
| 8000 | 2-4 | 3 | Это моя стандартная предварительная полировка сапфира и других твердых материалов. |
| 5000 | 2-6 | 4 | Редко используется. |
| 4 500 | 4-6 | 5 | Редко используется. |
| 2800 | 5-10 | 7 | Редко используется. обычно используется 3 000. |
| 1800 | 6-12 | 9 | Редко используется. |
| 1400 | 8-20 | 14 | Редко используется. |
| 1 200 | 10-20 | 15 | Редко используется. |
| 1050 | 12-25 | 18 | Редко используется. |
| 800 | 20-30 | 25 | Редко используется. |
| 600 | 20-40 | 30 | Обычно используется для зарядки медных пластин. Я предпочитаю пластины с покрытием. |
| 500 | 30-40 | 35 | Редко используется. |
| 325 | 40-50 | 45 | Обычно используется для зарядки медных пластин.Я предпочитаю пластины с покрытием. |
| 285 | 50-60 | 55 | Редко используется. |
| 240 | 60-80 | 70 | Редко используется. 260 обычно используется для зарядки медных кругов. Я предпочитаю пластины с покрытием. Я предпочитаю пластины с покрытием. |
| 225 | 80-100 | 90 | Обычно используется для зарядки медных пластин. Я предпочитаю пластины с покрытием. |
| 160 | 100-120 | 110 | Редко используется. |
| 100 | 120-160 | 150 | Обычно используется для зарядки медных пластин. Я предпочитаю пластины с покрытием. |
Чистящие абразивы Micro-Mesh® для очистки деталей MS
Джон Дж. Манура
Перепечатано из «Источника массовых спецификаций»
Служба научных инструментов, Inc.
На протяжении многих лет у нас было много запросов на мелкозернистую наждачную бумагу.
для очистки квадрупольных стержней и других частей источника.Наиболее коммерчески
доступные наждачные бумаги или наждачная бумага были слишком грубыми или испорченными
слишком быстро. У нас было несколько сообщений о некоторых сотрудниках масс-спектрометрии. использование мелкоабразивного средства для очистки квадрупольных стержней, поэтому мы
намеревался найти источник тонкой абразивной ткани для различных
использование при очистке деталей масс-спектрометров, в частности для очистки
квадрупольные стержни, щели источника и другие части источника.
использование мелкоабразивного средства для очистки квадрупольных стержней, поэтому мы
намеревался найти источник тонкой абразивной ткани для различных
использование при очистке деталей масс-спектрометров, в частности для очистки
квадрупольные стержни, щели источника и другие части источника.
Абразивные листы и напильники Micromesh
Продукт, который мы в конечном итоге решили продавать, известен как Micro.
Сетчатые амортизирующие абразивы.Этот продукт не похож на обычный
абразивные листы или наждачная бумага. В случае продуктов Micro Mesh,
имеется тканевая основа, на которую нанесена тонкая латексная пленка.
Кристаллы оксида алюминия различных размеров наклеиваются на
пленки таким образом, что кристаллы удерживаются в упругом
матрица, в отличие от жесткой матрицы. Эта конструкция позволяет
кристаллы остаются прикрепленными к подложке даже при использовании под
давление. Отличительной чертой мягких абразивов является то, что
они не оставляют случайных глубоких царапин. Вместо этого они производят
чрезвычайно равномерный рисунок царапин по всей рабочей поверхности.
Мягкие абразивы Micro Mesh также имеют очень долгий срок службы.
жизнь, так как кристаллы будут продолжать эффективно резать до тех пор, пока
со временем они затупляются и теряют свои острые режущие кромки.
Вместо этого они производят
чрезвычайно равномерный рисунок царапин по всей рабочей поверхности.
Мягкие абразивы Micro Mesh также имеют очень долгий срок службы.
жизнь, так как кристаллы будут продолжать эффективно резать до тех пор, пока
со временем они затупляются и теряют свои острые режущие кромки.
Эта линейка продуктов изначально была разработана для удаления царапин. и полировать акриловые окна на самолетах, но доп. приложения включали полировку всех металлов, пластмасс, ПТФЭ, Vespel® и многие другие натуральные и синтетические материалы.
Использование микросетки для полировки стержня масс-спектрометра
Обычная процедура включает использование различных абразивных листов.
Начав с более крупного зерна и последовательно используя более мелкое
зернистость, зеркальная отделка может быть получена. Начальный размер зерна
определяется тем, насколько глубоки царапины или дефекты на
предмет, который вы чистите. При очистке таких предметов, как масс-спектрометр
прямые зонды, может быть необходимо начинать с самых грубых
абразивная крупка для удаления глубоких царапин. Как только вы начнете
очистка с определенным размером сетки, необходимо продолжить очистку
процесс со следующим самым мелким размером сетки. Важно, чтобы ни один
промежуточные размеры ячеек пропускаются. Каждая последующая зернистость
размер должен использоваться в размере сетки, чтобы удалить царапины с
предыдущий размер сетки. Используя последовательные размеры сетки, все
вплоть до размера 12 000 меш можно получить зеркальное покрытие.
Эта отделка лучше, чем отделка, которую можно было бы получить даже
с полировальными кругами и без беспорядка.
Как только вы начнете
очистка с определенным размером сетки, необходимо продолжить очистку
процесс со следующим самым мелким размером сетки. Важно, чтобы ни один
промежуточные размеры ячеек пропускаются. Каждая последующая зернистость
размер должен использоваться в размере сетки, чтобы удалить царапины с
предыдущий размер сетки. Используя последовательные размеры сетки, все
вплоть до размера 12 000 меш можно получить зеркальное покрытие.
Эта отделка лучше, чем отделка, которую можно было бы получить даже
с полировальными кругами и без беспорядка.
Абразивы Micro-Mesh можно использовать как влажными, так и сухими, в зависимости
на ваше предпочтение. Большинство пользователей предпочитают использовать простыни всухую без
любая вода или другая смазка. Отдельные простыни можно стирать
выведены и использованы снова. Продукты Micro-Mesh могут стоить больше, чем
обычной наждачной бумагой, но она дает в десять раз более тонкую и качественную отделку.
длится в 10-20 раз дольше. Каждый лист имеет цветовую маркировку (см. Таблицу
1) для удобства и имеет размер зерна, указанный на обороте
боковая сторона. Размер зерен варьируется от 1500 до 12000.Выше
номер зернистости, тем тоньше режущее действие. Более мелкие сетки
идеально подходят для очистки и полировки щелей источников и квадруполей
стержни.
Таблицу
1) для удобства и имеет размер зерна, указанный на обороте
боковая сторона. Размер зерен варьируется от 1500 до 12000.Выше
номер зернистости, тем тоньше режущее действие. Более мелкие сетки
идеально подходят для очистки и полировки щелей источников и квадруполей
стержни.
Таблица 1. Доступны абразивные листы и абразивы Micromesh
Артикул № Описание Цвет MM-1500 Лист 4 x 6 дюймов, зернистость 1500, фиолетовый Лист MM-1800 4 x 6 дюймов, зернистость 1800, розовый Лист MM-2400 4 x 6 дюймов, зернистость 2400 серый Лист MM-3200 4 x 6 дюймов, зернистость 3200, синий Лист MM-3600 4 x 6 дюймов, зернистость 3600, зеленый Лист MM-4000 4 x 6 дюймов, зернистость 4000, желтый MM-6000 Лист 4"x 6Ó, зернистость 6000, оранжевый Лист MM-8000 4 x 6 дюймов, зернистость 8000, красный MM-12000 Лист 4 дюйма x 6Ó, зернистость 12000, серый
Использование файловой доски Micromesh для полировки исходной щели
Другое применение абразивов Micro-Mesh включает очистку
исходные щели, которые не могут быть очищены другими материалами, так как
они скруглили бы края щели или сняли бы слишком много металла. Уборка
квадрупольные стержни и другие части источника легко выполняются
с минимальным съемом металла с поверхности. Источники SEM также можно очистить
аналогичным образом.
Уборка
квадрупольные стержни и другие части источника легко выполняются
с минимальным съемом металла с поверхности. Источники SEM также можно очистить
аналогичным образом.
Сопутствующий продукт — полировальная доска Micro-Mesh. это эмори
полировальный станок размером с доску содержит три более мелких зерна и
идеально подходит для работы в труднодоступных местах и для общего инструмента
очистка деталей, где используется абразивный лист с жесткой подложкой
предпочтительнее. Платы Micro-Mesh используются так же, как и Micro-Mesh.
листы, начиная с самой грубой области и двигаясь к
лучший район.В нашем магазине мы используем эти доски для очистки
электроды на наших точечных сварочных аппаратах, а также для очистки штифтов накаливания.
Эти доски также полезны для очистки квадрупольных удилищ. То
Полировальная доска Micro-Mesh имеет три различные поверхности для полировки.
с двух его сторон. На стороне с двумя секциями темный
зернисто-серый, секция представляет собой самую крупную зернистость и всегда должна
использовать сначала до тех пор, пока не появится как можно больше видимых царапин
был удален. Соседняя белая секция является следующей лучшей
песок и должен быть использован следующим.Этот раздел будет дополнительно сглаживать
шероховатости и царапины, вызванные первым абразивом. Заканчивать
полировка обратной стороной полировальной доски. Этот
сторона средне-серая и является самым мелким абразивом. Это должно удалить
тончайшие царапины. Если нет, возможно, придется вернуться назад
на более крупную крупу и повторить операции. Помните, что
полировальная доска в первую очередь для узких мест и углов и
нельзя ожидать, что они будут выполнять такую же полную работу, как листы Micro-Mesh.
Однако в труднодоступных местах он отлично справляется со своей задачей.
Соседняя белая секция является следующей лучшей
песок и должен быть использован следующим.Этот раздел будет дополнительно сглаживать
шероховатости и царапины, вызванные первым абразивом. Заканчивать
полировка обратной стороной полировальной доски. Этот
сторона средне-серая и является самым мелким абразивом. Это должно удалить
тончайшие царапины. Если нет, возможно, придется вернуться назад
на более крупную крупу и повторить операции. Помните, что
полировальная доска в первую очередь для узких мест и углов и
нельзя ожидать, что они будут выполнять такую же полную работу, как листы Micro-Mesh.
Однако в труднодоступных местах он отлично справляется со своей задачей.
Указания по использованию абразивных материалов Micro-Mesh
1 . Протрите очищаемый предмет тряпкой или тряпкой. Любой рыхлый твердый материал, оставленный на объекте, может вызвать глубокие царапины, которые может оказаться трудно удалить.
2. Начните с наименьшего количества зернистости, необходимого для удаления царапин. (начните с зернистости 1500, если поверхность достаточно шероховатая). польский
прямыми линиями, полностью покрывающими полируемый участок.
Дальнейшая полировка с последующими размерами зерна должна выполняться при
под прямым углом к предыдущей зернистости до появления царапин и дефектов
уже не видны отчетливо.Если царапины или дефекты
очень глубокая, вероятно, потребуется сначала отшлифовать
поверхность обычной наждачной бумагой зернистостью 200 для подготовки поверхности
для последующей очистки абразивами Micro-Mesh.
(начните с зернистости 1500, если поверхность достаточно шероховатая). польский
прямыми линиями, полностью покрывающими полируемый участок.
Дальнейшая полировка с последующими размерами зерна должна выполняться при
под прямым углом к предыдущей зернистости до появления царапин и дефектов
уже не видны отчетливо.Если царапины или дефекты
очень глубокая, вероятно, потребуется сначала отшлифовать
поверхность обычной наждачной бумагой зернистостью 200 для подготовки поверхности
для последующей очистки абразивами Micro-Mesh.
3. После двух-трех минут полировки с помощью Micro-Mesh ткань, начните использовать следующую по величине зернистость (следующую наименьшую зернистость) абразивной ткани Micro-Mesh и повторите процедуру в шаге 2. Не забывайте всегда работать под прямым углом к направлению полировка абразивом предыдущей зернистости.
4. Продолжайте работать с более мелкой зернистостью до тех пор, пока не закончите.
ваше желание достигнуто. Продолжая весь путь до 12000 грит
лист производит яркое зеркальное покрытие на большинстве гладких металлов. Яркая, блестящая поверхность иногда может быть достигнута быстрее в зависимости от
на металл и начальное состояние поверхности.
Яркая, блестящая поверхность иногда может быть достигнута быстрее в зависимости от
на металл и начальное состояние поверхности.
Для получения дополнительной информации о наличии Micro-Mesh продукты, пожалуйста, обратитесь к разделу «Обслуживание научных приборов» каталог.
Также см. статью о очистке источника для использования Micromesh в SIS.
Микросетка доступна в SIS. См. раздел «Продукт» для получения дополнительной информации Информация.
Что нужно знать о наждачной бумаге для более быстрой и качественной обработки
Что нужно знать о наждачной бумаге для более быстрой и тонкой обработки
«Проход через зернистость» означает не только переход от крупной к мелкой, но и подбор абразива для работы. Прежде чем запастись еще наждачной бумагой, убедитесь, что вы покупаете (и применяете) правильный материал.
Несмотря на свою важность, шлифование может быть самым недооцененным этапом в процессе строительства. Немногим из нас это нравится, еще меньше нравится говорить об этом, но никто не может отрицать тот вклад, который это вносит во внешний вид (и ощущение) готового проекта. В большинстве магазинов наждачная бумага делает гораздо больше, чем просто собирает опилки. Подходящие абразивы — с подходящей зернистостью — могут помочь стереть следы от кисти и частицы пыли с готовых поверхностей, счистить ржавчину с машин и даже заточить рубанки и стамески. Сложите стоимость дисков, ремней, листов и рулонов за всю карьеру, и вы можете обнаружить, что цена приближается к стоимости корпусной пилы.Все веские причины присмотреться к наждачной бумаге. Этот праймер поможет вам закончить быстрее и с лучшими результатами.
Немногим из нас это нравится, еще меньше нравится говорить об этом, но никто не может отрицать тот вклад, который это вносит во внешний вид (и ощущение) готового проекта. В большинстве магазинов наждачная бумага делает гораздо больше, чем просто собирает опилки. Подходящие абразивы — с подходящей зернистостью — могут помочь стереть следы от кисти и частицы пыли с готовых поверхностей, счистить ржавчину с машин и даже заточить рубанки и стамески. Сложите стоимость дисков, ремней, листов и рулонов за всю карьеру, и вы можете обнаружить, что цена приближается к стоимости корпусной пилы.Все веские причины присмотреться к наждачной бумаге. Этот праймер поможет вам закончить быстрее и с лучшими результатами.
Все об абразивах
Хотя зубья значительно меньше, наждачная бумага является режущим инструментом, мало чем отличающимся от пильных дисков и фрез. При каждом возвратно-поступательном проходе шлифовального блока или вращении диска абразивные зерна работают как миниатюрные резцы, срезая сотни стружек (называемых стружкой). Понимание режущих качеств каждого типа абразива может помочь вам найти подходящую наждачную бумагу для работы.
Понимание режущих качеств каждого типа абразива может помочь вам найти подходящую наждачную бумагу для работы.
Не позволяйте всем этим цветам в разделе наждачной бумаги или каталогах сбить вас с толку. Абразивы делятся на четыре основные категории. Оттуда производители предлагают различные комбинации подложек и связок, чтобы абразив сокращался дольше, не засоряясь и не отваливаясь.
Шлифовка умнее, а не жестче
Как и еда в буфете «Все, что вы можете съесть, 3,99 доллара», больше шлифовки не всегда хорошо. Возможно, вы сможете прекратить шлифование раньше и добиться тех же результатов.
Поймите, что основная цель шлифования — стереть следы фрезерования и другие дефекты поверхности. Для пленкообразующей отделки обычно достаточно зернистости 150 или 180. Для масла зернистость 220 часто бывает достаточной, но для древесины, склонной к появлению пятен, такой как вишня, вы можете увеличить зернистость до 320 или 400.
Бумага, ткань, пленка или пенопласт? Выберите правильную подложку, чтобы выполнить работу.
 Содержимое
Содержимое
Введение
Когда дело доходит до выбора наилучшего абразивного материала для шлифования, важно учитывать подложку, на которой находится зерно, потому что наждачная бумага больше не поставляется просто в виде бумаги.Почему это имеет значение? Потому что использование неправильного типа основы может привести к неэффективному и неэффективному шлифованию, плохой отделке и порванным или сломанным абразивным изделиям, а это означает, что вы потратите больше времени и денег, чтобы выполнить работу правильно.
Наиболее распространенными типами подложек на рынке являются бумага, ткань и пленка, хотя существуют также продукты с сетчатой и губчатой подложкой, которые становятся все более популярными. В каждом материале также будут разные толщины или веса, которые будут работать лучше всего в зависимости от применения.
В этой статье мы обсудим некоторые преимущества и недостатки различных типов и то, что следует учитывать при выборе продуктов. Хорошо… Поехали.
Хорошо… Поехали.
Верх
Бумага
Бумажные изделия (т. е. традиционная «наждачная бумага») бывают различной плотности: от A до G, где A — самая легкая и гибкая бумага, а G — самая толстая и прочная бумага. Вес бумаги определяется физическим весом исходной пачки бумаги.
Несмотря на то, что бумажная подложка является самым легким и наиболее широко используемым вариантом, она также является самым слабым материалом подложки, используемым для абразивных материалов с покрытием. Преимущество этого в том, что это, как правило, самый доступный вариант.
Бумажные изделияобычно идеально подходят для плоского шлифования и часто обеспечивают наилучшую отделку. И хотя бумага может быть несколько гибкой при более легком весе, что позволяет ей соответствовать контурам заготовки, она также может быть очень склонной к разрывам, что делает ее потенциально менее пригодной для определенных применений.
С другой стороны, поскольку бумага довольно легкая, она может выделять меньше тепла, обеспечивая более прохладное и, следовательно, более эффективное шлифование. Вообще говоря, бумажные изделия нельзя использовать для мокрого нанесения, если они не были специально обработаны.
Вообще говоря, бумажные изделия нельзя использовать для мокрого нанесения, если они не были специально обработаны.
лучше всего подходит для легкой и средней степени шлифовки, например, пробки, дерева, лаков и текстиля. Бумажные изделия доступны в большинстве форматов, включая ленты, диски и листы. Более легкая бумага подходит для ручного шлифования, а более тяжелая – для машинной шлифовки.
Преимущества:- Бумага часто самая дешевая
- Доступен в различных вариантах веса/толщины
- Создает меньше трения и тепла
- Создает хорошую отделку
- Может рваться/разламываться
- Не может использоваться во влажных условиях, если не обработано специальным образом
- легкое и среднее шлифование (например, пробка, дерево, лаки и текстиль)
- Грузы A-C – ручное шлифование, не подходит для ленточного/машинного шлифования
- Грузы D-G – машинное шлифование
Верх
Ткань/ткань
Абразивные материалы на тканевой или тканевой основе могут быть изготовлены из различных типов тканых волокон, как натуральных, таких как хлопок, так и синтетических, таких как вискоза, нейлон и полиэстер. Рисунок переплетения основы варьируется от волокон, сплетенных под углом 90 градусов, до волокон, наложенных друг на друга под углом 90 градусов и сшитых вместе.
Рисунок переплетения основы варьируется от волокон, сплетенных под углом 90 градусов, до волокон, наложенных друг на друга под углом 90 градусов и сшитых вместе.
на тканевой основе бывают разной толщины/веса, которые имеют разные уровни гибкости/прочности, включая JF, J, X, YY. Поскольку они более долговечны и устойчивы к разрывам, абразивы на тканевой основе обычно дороже бумаги, но они служат дольше и могут выдерживать постоянные изгибы и изгибы во время использования.Изделия с более гибкой и легкой тканью хороши для отделочных работ, когда съем большого припуска не является целью. С другой стороны, более тяжелые и прочные ткани хороши для операций, в которых требуется большой съем материала и высокое давление, а также для металлических и более твердых поверхностей. Еще одним преимуществом является то, что тканевые изделия также можно использовать с маслом и смазкой, что делает их пригодными для влажной полировки. Абразивы на тканевой основе чаще всего используются на лентах, хотя есть также некоторые шлифовальные диски или листы из ткани.
Утяжелители ткани для шлифования:
JF – самая эластичная ткань, подходящая для ручного и машинного шлифования сложных профилей
J – гибкая ткань (например, джинсовая), подходит для ручного и машинного шлифования профилей
X – прочная, жесткая хлопчатобумажная ткань, подходящая для машинного шлифования в тяжелых условиях
YY – ткань прочнее х, изготовлена из полиэстера, подходит для шлифования в тяжелых условиях, когда требуется дополнительный съем материала
Преимущества:- Доступен с разным весом/жесткостью
- Прочный на разрыв
- Может использоваться с маслом и смазкой
- Дороже бумаги
- Съем большого припуска
- Металл и твердые поверхности
- Применения, требующие эластичного абразива, который не рвется
Верх
Пленка
Последняя разработка в области абразивных материалов с покрытием. Основа пленки изготовлена из листового пластика одинаковой толщины, что обеспечивает гибкость и долговечность.Пластик вряд ли порвется, но при этом он достаточно мягкий, чтобы можно было придать ему точную форму. Хотя некоторые могут считать пленочные продукты лучшим из обоих миров, недостатком является то, что они часто стоят дороже, чем бумага. (Наши диски Filmtek — отличный вариант, однако, для тех, кто ищет пленку с ограниченным бюджетом.)
Основа пленки изготовлена из листового пластика одинаковой толщины, что обеспечивает гибкость и долговечность.Пластик вряд ли порвется, но при этом он достаточно мягкий, чтобы можно было придать ему точную форму. Хотя некоторые могут считать пленочные продукты лучшим из обоих миров, недостатком является то, что они часто стоят дороже, чем бумага. (Наши диски Filmtek — отличный вариант, однако, для тех, кто ищет пленку с ограниченным бюджетом.)
также являются водонепроницаемыми и могут использоваться для мокрого шлифования, например, в металлообрабатывающей или автомобильной промышленности, где могут быть контуры и очень тонкое полирование.Пленочные продукты доступны в виде дисков и листов для ручного и орбитального шлифования.
Преимущества:- водостойкий, можно использовать для мокрого шлифования
- гибкий, может повторять контуры
- служит дольше, чем бумага
- прочный на разрыв
- часто стоит больше, чем бумага
- мокрое шлифование
- металлические и автомобильные
- шлифование контуров и форм
Верх
Сетка/сетка
Изделия с сеткой — менее распространенное решение, основанное на сетке или сетке. Эти продукты отлично подходят для применения при низком давлении, а некоторые продукты также могут использоваться для влажных применений. Благодаря экранообразной конструкции они обеспечивают максимальное удаление пыли и более прохладное шлифование, что снижает нагрузку и продлевает срок службы продукта. Сетчатые изделия в основном используются на орбитальных дисковых и листовых шлифовальных машинах.
Эти продукты отлично подходят для применения при низком давлении, а некоторые продукты также могут использоваться для влажных применений. Благодаря экранообразной конструкции они обеспечивают максимальное удаление пыли и более прохладное шлифование, что снижает нагрузку и продлевает срок службы продукта. Сетчатые изделия в основном используются на орбитальных дисковых и листовых шлифовальных машинах.
- максимальное удаление пыли
- пониженный нагрев и нагрузка
- отлично подходит для морской и автомобильной промышленности
Сопутствующий товар:
Верх
Пена/губка
Абразивы на вспененной основе обеспечивают отличный вариант для шлифования нестандартных форм, молдингов, труднодоступных мест и многого другого. До недавнего времени эти продукты предназначались только для ручного шлифования, но пенные абразивы последнего поколения, такие как наша линейка EKASILK, поставляются с основой на липучке, что позволяет использовать их на шлифовальном станке. Ekasilk Plus, например, также поставляется с вентиляционными отверстиями для удаления пыли с помощью вакуума, что делает их идеальными для окончательного шлифования и минимизации тепла и нагрузки.
До недавнего времени эти продукты предназначались только для ручного шлифования, но пенные абразивы последнего поколения, такие как наша линейка EKASILK, поставляются с основой на липучке, что позволяет использовать их на шлифовальном станке. Ekasilk Plus, например, также поставляется с вентиляционными отверстиями для удаления пыли с помощью вакуума, что делает их идеальными для окончательного шлифования и минимизации тепла и нагрузки.
гибкие, водонепроницаемые и моющиеся, что означает, что их можно использовать повторно, что обеспечивает очень долгий срок службы.Они бывают разных размеров, толщины и сортов для удовлетворения различных потребностей и идеально подходят для отделки.
Преимущества:- водостойкий, можно использовать для мокрого шлифования
- гибкий и может удовлетворить требования сложных профилей и кривых
- моющийся
- универсальные (предлагаются различные комбинации зернистости, типа зерна и размера/толщины)
- можно использовать для удаления дефектов шлифования на более ранних стадиях, таких как завихрения и легкие следы ножа
- Ручное шлифование (Uneesponges)
- Используйте на наших шлифовальных машинах Ekasand (губки Ekasilk)
- Отделочные работы, например, между слоями отделки
- Контуры, Кривые
- Узкие места
Верх
Заключение
При покупке абразивов всегда важно учитывать область применения при выборе идеального продукта. Одним из основных соображений в этом процессе будет материал основы, будь то бумага, ткань, сетка, пленка или губка. Некоторые материалы доступны для всех форматов машин, от лент до дисков и листов, в то время как другие доступны только в том или ином формате. При выборе абразива, некоторые из наиболее важных переменных, которые следует учитывать в вашем приложении, включают: основание вашей заготовки, будете ли вы шлифовать влажным или сухим шлифованием, будет ли она плоской или иметь контуры, будете ли вы шлифовать грубо или финишировать, какую шлифовальную машину вы используете и так далее.
Одним из основных соображений в этом процессе будет материал основы, будь то бумага, ткань, сетка, пленка или губка. Некоторые материалы доступны для всех форматов машин, от лент до дисков и листов, в то время как другие доступны только в том или ином формате. При выборе абразива, некоторые из наиболее важных переменных, которые следует учитывать в вашем приложении, включают: основание вашей заготовки, будете ли вы шлифовать влажным или сухим шлифованием, будет ли она плоской или иметь контуры, будете ли вы шлифовать грубо или финишировать, какую шлифовальную машину вы используете и так далее.
Если вам нужна помощь в выборе абразивов, свяжитесь с нашим отделом продаж для получения индивидуальных рекомендаций.
Как правильно выбрать гранатовый абразив для гидроабразивной резки
Для абразивной резки доступны различные типы и размеры граната. Когда в струю гидроабразивной резки под высоким давлением вводится нужный размер и тип, они уравновешивают агрессивность резки с качеством резки. Однако, когда дело доходит до выбора правильного граната для вашей режущей системы или правильного граната для вашего применения, это может быть ошеломляющим.
Однако, когда дело доходит до выбора правильного граната для вашей режущей системы или правильного граната для вашего применения, это может быть ошеломляющим.
Существует несколько видов граната различных сортов и качества. Какой гранат вы выберете, зависит от вашего применения; Толщина материала, который вы режете, его состав, желаемая скорость резки и требования к отделке резки — все это имеет значение. Чрезвычайно важно получить правильный гранат, но как узнать, что подходит? Давайте исследовать.
Что такое гранатовый абразив?
Гранат представляет собой природный кристаллизованный минерал силиката алюминия или кальция, заключенный в магматических и метаморфических породах.Гранат по мере добычи и сбора измельчается до более мелких зерен. Части размером более 60 меш (250 микрометров) обычно используются для пескоструйной обработки. Детали размером от 60 меш (250 микрометров) до 200 меш (74 микрометра) обычно используются для гидроабразивной резки. Абразивные кристаллы граната обычно имеют твердость от 7,0 до 7,5 по шкале Мооса. Для справки: бриллиант — это 10 баллов по шкале Мооса, а тальк — 1 (для получения дополнительной информации о шкале Мооса ознакомьтесь с этим постом https://geology.com/minerals/mohs-hardness-scale.shtml). Несмотря на то, что доступны синтетические материалы, кристаллы граната являются наиболее распространенным абразивом, поскольку они не вступают в химическую реакцию с потоком воды или какими-либо разрезаемыми материалами.
Абразивные кристаллы граната обычно имеют твердость от 7,0 до 7,5 по шкале Мооса. Для справки: бриллиант — это 10 баллов по шкале Мооса, а тальк — 1 (для получения дополнительной информации о шкале Мооса ознакомьтесь с этим постом https://geology.com/minerals/mohs-hardness-scale.shtml). Несмотря на то, что доступны синтетические материалы, кристаллы граната являются наиболее распространенным абразивом, поскольку они не вступают в химическую реакцию с потоком воды или какими-либо разрезаемыми материалами.
Есть две основные категории граната:
- Аллювиальный гранат/речной гранат
- Аллювиальный гранат, придающий вид розоватого песка, естественным образом измельчается, образуясь в течение многих лет, когда пляжи и реки разрушают минерал.Крупнейшим источником абразивного граната сегодня является богатый гранатом пляжный песок, которого довольно много на побережьях Индии и Австралии, а основными производителями сегодня являются Австралия и Индия. Поскольку материал был измельчен и измельчен естественным образом, материал обычно доступен только в мелких размерах: 80 меш в диапазоне от 56 меш до 100 меш.
- Аллювиальный гранат, придающий вид розоватого песка, естественным образом измельчается, образуясь в течение многих лет, когда пляжи и реки разрушают минерал.Крупнейшим источником абразивного граната сегодня является богатый гранатом пляжный песок, которого довольно много на побережьях Индии и Австралии, а основными производителями сегодня являются Австралия и Индия.
- Каменный гранат
- Каменный гранат, имеющий оттенок от темно-коричневого до красноватого, имеет самую долгую историю использования и производится в Америке, Китае и Западной Индии.Кристаллы добывают, а затем измельчают на мельницах и очищают. Скальный гранат имеет самые острые края и обеспечивает более агрессивную огранку, чем другие виды граната.
 Поскольку материал был измельчен и измельчен естественным образом, материал обычно доступен только в мелких размерах: 80 меш в диапазоне от 56 меш до 100 меш.
Поскольку материал был измельчен и измельчен естественным образом, материал обычно доступен только в мелких размерах: 80 меш в диапазоне от 56 меш до 100 меш.
Классы сетки (размер) и их значение
Ключевым признаком, используемым для различения различных типов граната, является зернистость. Сетчатый сорт — это, по сути, размерный рейтинг отдельных кусочков граната. В водоструйных машинах наиболее распространены размеры граната от 50 до 120.Чем выше размер сетки, тем мельче (мельче) гранатовый абразив, и наоборот. Например, зернистость 100 меш – это более мелкий и мелкий гранат, чем абразив 70 меш.
При выборе марки 80 меш обычно является отправной точкой, поскольку это единственный наиболее часто используемый сорт сетки. Чтобы увеличить скорость резки более плотных материалов, таких как нержавеющая сталь, проверьте применение с более агрессивной сеткой от 40 до 60 меш. Чтобы улучшить качество резки, протестируйте приложение с более высоким рейтингом сетки от 100 до 120 меш.
Поскольку объем воды, необходимый для перемещения граната, варьируется в зависимости от размера ячеек, проверьте комбинацию насадки и отверстия, чтобы оптимизировать поток воды для вашего типа граната.
Другие атрибуты, на которые следует обратить внимание при выборе граната
Есть несколько других факторов, которые следует учитывать при выборе правильного граната для резки, и мы описали их здесь.
- Класс чистоты
- Более высокая чистота обычно означает дополнительную обработку для сортировки продуктов, не содержащих гранат. Хотя более высокая степень чистоты стоит дороже, она обеспечивает превосходные результаты резки.
- Более высокая чистота обычно означает дополнительную обработку для сортировки продуктов, не содержащих гранат.
- Консистенция размера частиц
- Постоянный размер частиц важен, так как слишком крупные частицы могут засорить отверстие и вывести из строя режущую систему. Гранаты двойного просеивания — это гранаты более высокого качества в том смысле, что весь гранат более однороден по размеру для лучшей консистенции и точности при огранке.
- Удаление и переработка абразива
- Когда для резки используется система удаления абразива, улавливается отработанный гранат.В процессе огранки гранат ломается, раскалываясь и разглаживаясь. Переработка граната часто осуществляется централизованно под наблюдением вашего поставщика граната, и это все чаще учитывается при выборе типа граната. Если это важно для вашей работы и/или предприятия, перед покупкой обязательно узнайте, подлежит ли ваш гранат вторичной переработке.
- Когда для резки используется система удаления абразива, улавливается отработанный гранат.В процессе огранки гранат ломается, раскалываясь и разглаживаясь. Переработка граната часто осуществляется централизованно под наблюдением вашего поставщика граната, и это все чаще учитывается при выборе типа граната. Если это важно для вашей работы и/или предприятия, перед покупкой обязательно узнайте, подлежит ли ваш гранат вторичной переработке.
 Хотя более высокая степень чистоты стоит дороже, она обеспечивает превосходные результаты резки.
Хотя более высокая степень чистоты стоит дороже, она обеспечивает превосходные результаты резки.
Как правило, выигрыш в производительности резки, качестве резки и времени безотказной работы станка поддерживает дополнительные инвестиции в покупку качественного абразивного продукта.
Поговорите с производителем вашего водоструйного оборудования
Гидроабразивная резка представляет собой совокупность многих факторов, помимо граната, включая выбранную комбинацию сопла/отверстия, давление насоса, скорость подачи абразива и скорость резки. Поговорите с производителем вашей машины, чтобы он помог выбрать комбинацию компонентов и граната, которая оптимизирует огранку в вашей мастерской.
Ознакомьтесь с нашей цифровой брошюрой!
С 1984 года компания Jet Edge занимается разработкой и производством водоструйной техники сверхвысокого давления, которая никогда не отступает.Наши системы используются по всему миру в самых разных отраслях, от ведущих мировых авиакомпаний до автомобильных, аэрокосмических и промышленных предприятий, а также в механических мастерских.
Чтобы узнать больше об отличиях Jet Edge, наших водоструйных системах движения, насосах и многом другом, нажмите кнопку «Загрузить брошюру», чтобы получить ее прямо сейчас!
Выбор правильного абразива для абразивоструйной очистки
Когда достаточно твердая абразивная частица ударяется о сталь, она деформирует поверхность в впадину и поднимает вершины. Расстояние между вершиной пика и дном впадины известно как профиль глубины.
В США профиль глубины измеряется мил – тысячными долями дюйма. В метрической системе используется микрон (одна миллионная часть метра).
1 мил = 25,4 микрона.
Для оптимальной адгезии нанесенное покрытие должно полностью заполнять впадины и покрывать пики . Чем глубже профиль, тем сильнее происходит анкеровка.Однако, если профиль слишком глубокий, пики могут выступать за поверхность покрытия, вызывая точечную ржавчину и преждевременное разрушение покрытия. В некоторых случаях от подрядчика может потребоваться вернуться к участку с более мелким абразивом, чтобы уменьшить поверхность до заданной глубины профиля — дорогостоящая ошибка.
В некоторых случаях от подрядчика может потребоваться вернуться к участку с более мелким абразивом, чтобы уменьшить поверхность до заданной глубины профиля — дорогостоящая ошибка.
Как правило, правильная глубина профиля составляет 25-30% от толщины сухой пленки всей системы покрытия. Для большинства промышленных покрытий типичный стальной профиль составляет от 2 до 3 милов , обычно не превышающих 5 милов.
Зная характеристики поверхности и необходимую глубину профиля, вы готовы выбрать свой абразив. Существует четыре свойства абразивов, влияющих на глубину профиля: размер, форма, твердость и плотность.
При прочих равных, чем крупнее частица, тем глубже она будет вдавливать, но взрыв больших частиц даст меньше ударов, чем равный объем более мелких частиц.Мелкие частицы очищают быстрее, обеспечивают лучшее покрытие и приводят к более однородному профилю. Наиболее эффективным подходом является использование наименьших частиц, необходимых для достижения желаемого профиля.
Размеры частиц обычно классифицируют по размерам ячеек, часто задавая диапазон, например: 30/60. Это указывает на то, что 95% смеси пройдет через сито 30, но не пройдет через сито 60. Номер размера меш указывает количество линий сетки на квадратный дюйм в сите , в диапазоне от 6 (грубых) до 327. (пудра).
Абразивные листы с сеткой 12 x 24 дюйма
Скрининг часто называют полировкой, так как скрининг выполняется с помощью буфера. Растрирование немного выравнивает полы, а абразивное действие позволяет полиуретану лучше сцепляться с поверхностью. Просеивание происходит между каждым слоем напольного покрытия, чтобы выровнять выступающие слои дерева и получить максимально гладкую поверхность.
Используйте прокладку для сетчатого экрана между буфером и экраном, чтобы прикрепить экран к буферу и получить наилучшие результаты.
Шлифовальные сита для пола из твердой древесины — сетчатые сита 12 на 24 дюйма
- Зернистость от 60 до 220
- Прочная сетчатая сетка с покрытием
- Используется вместе с подкладкой под машину
- Экономичное количество в коробках
- В наличии и готов к отправке
Этот сетчатый экран обычно подходит для следующих орбитальных шлифовальных машин:
Пожалуйста, проверьте свой текущий размер наждачной бумаги или обратитесь к руководству пользователя вашего шлифовального станка, чтобы убедиться в правильности заказа.
| Опция | Активность/использование | Совместимость оборудования | Песок | Нет в наличии | Размер | Тип поверхности | Блок | Покупка |
|---|---|---|---|---|---|---|---|---|
Сетчатый экран размером 12 x 18 дюймов, зернистость 60 414-24560 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 60 | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине | ||
Сетчатый экран размером 12 x 24 дюйма, зернистость 80 414-24580 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 80 | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине | ||
Сетчатый экран размером 12 x 24 дюйма, зернистость 100 414-24594 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 100 | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине | ||
Сетчатый экран размером 12 x 24 дюйма, зернистость 120 414-24596 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 120 | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине | ||
Сетчатый экран размером 12 x 24 дюйма, зернистость 150 414-24598 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 150 | Позвоните, чтобы узнать время выполнения заказа | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине | |
Сетчатый экран размером 12 x 24 дюйма, зернистость 180 414-24597 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 180 | 12″ х 18″ | Твердая древесина, Древесина | Показано в корзине | ||
Сетчатый экран размером 12 x 24 дюйма, зернистость 220 414-24599 | Между полировкой слоя | Кларк®, Эссекс®, Орбитек®, Старбафф®, Скварбафф® | 220 | 12″ х 24″ | Твердая древесина, Древесина | Показано в корзине |
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>