Сравнение сварки нержавейки полуавтоматом и аргоном — ПРОМСТРОЙМЕТАЛЛ
Особенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Сварка нержавеющей стали полуавтоматомТакой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства.
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
- импульсной сваркой;
- струйным переносом;
- короткой дугой.
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Сварной шов нержавейки при сварке полуавтоматомСварка нержавеющей стали аргономВарить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
- аккуратный прочный шов;
- экономия проволоки для сварки;
- отсутствие необходимости шлифовки.
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
Сварной шов нержавейки при сварке аргоном
Сварка нержавейки | МЕТАЛЛООБРАБАТЫВАЮЩАЯ КОМПАНИЯ (КМК)
Сварка нержавейки электродом, полуавтоматом
Процесс сварки нержавеющей стали является более серьезным, трудоемким и длительным, в отличие от варения обычной стали. Обязательным условием при проведении сварочных работ с таким материалом является правильный выбор температурного режима, поскольку нержавеющая сталь под действием высоких температур может утратить свои антикоррозийные свойства. Также большую роль играет толщина свариваемого материала, и в зависимости от нее, нужно применять соответствующий метод сварки.
Обязательным условием при проведении сварочных работ с таким материалом является правильный выбор температурного режима, поскольку нержавеющая сталь под действием высоких температур может утратить свои антикоррозийные свойства. Также большую роль играет толщина свариваемого материала, и в зависимости от нее, нужно применять соответствующий метод сварки.
Существует большое количество способов сварки нержавейки. Каждый из них характеризуется рядом особенностей, имеет свои преимущества и недостатки. Первый способ лучше всего подойдет в том случае, если от конечного результата работы не ждут чего-то грандиозного. Чаще всего его задействуют при сварке нержавейки в домашних условиях. Заключается он в использовании обычных электродов. Нормальный результат выполненной работы ждет вас в том случае, если толщина листа свариваемого материала составляет больше полутора миллиметра, в противном случае электрод прорежет металл.
Хотите уточнить Стоимость?
Это наиболее экономичный вариант, который не предполагает использование газовых баллонов, однако, в данном случае, производительность очень хромает. После сварки нержавейки электродом нужно позаботиться о скорейшем охлаждении свариваемой поверхности. Можно как обдуть место сварки воздухом, так и использовать медные пластины. Некоторые виды нержавеющей стали разрешается охлаждать даже водой. Делается это, в первую очередь, для того, чтобы обеспечить сохранность антикоррозийных свойств металла при выполнении работ по контактной
После сварки нержавейки электродом нужно позаботиться о скорейшем охлаждении свариваемой поверхности. Можно как обдуть место сварки воздухом, так и использовать медные пластины. Некоторые виды нержавеющей стали разрешается охлаждать даже водой. Делается это, в первую очередь, для того, чтобы обеспечить сохранность антикоррозийных свойств металла при выполнении работ по контактной
Если задача заключается в сваривании более тонкой поверхности, к примеру, труб или других материалов, то лучше выбрать способ сварки нержавейки инвертором. Благодаря тому, что напряжение при этом может быть как постоянным, так и переменным, качество работы будет наиболее удовлетворительным. В этом случае используются специальные вольфрамовые электроды, а весь сварочный процесс происходит в инертном газе (аргоне). Целесообразно также в качестве присадки задействовать тонкую проволоку, обладающую большими легирующими свойствами, чем сам металл.
Сварка нержавейки аргоном
Сварка нержавейки аргоном обеспечивает отличную надежность соединений даже таких изделий, которые будут использоваться в среде с высоким давлением. Для сварки нержавейки в среде аргона характерны свои преимущества. Во-первых, это аккуратность, как самого процесса сваривания (отсутствие брызг), так и шва, образующегося после работы на месте стыка свариваемых поверхностей. А во-вторых, как уже упоминалось ранее, это возможность работы с изделиями самой высокой степени тонкости.
Однако в этом случае требования к уровню мастерства работника становятся намного выше, нежели для проведения предыдущего типа сварочных работ.
Сварка нержавейки с металлом, алюминием
Пожалуй, самым универсальным способом является сварка нержавейки полуавтоматом. Этот метод применим для материалов разного вида, поскольку характеризуется высокой скоростью рабочего процесса. В этом случае могут применяться различные варианты: при сварке тонких листов задействуют способ сварки короткой дугой, а для изделий большой толщины применяют сварку со струйным переносом. Полуавтоматическая сварка позволяет достичь высочайшей производительности при наименьшем количестве отходов.
В этом случае могут применяться различные варианты: при сварке тонких листов задействуют способ сварки короткой дугой, а для изделий большой толщины применяют сварку со струйным переносом. Полуавтоматическая сварка позволяет достичь высочайшей производительности при наименьшем количестве отходов.
Иногда возникает необходимость выполнить, к примеру, сварку нержавейки с металлом. Это тоже возможно, только для этого обязательно необходимо использовать вспомогательные материалы, такие как нержавеющая присадка или «переходная» присадочная проволока. В случае сварки алюминия и нержавейки, весь процесс должен проходить в аргоновой среде.
Мы принимаем заказы на изготовление, как единичных деталей, так и партий мелко и среднесерийного производства.
Узнать примерную стоимость работ по сварки алюминия и нержавейки
Тел: +7 (495) 411-10-51
E-mail: tech@kmkmsk. ru
ru
Сварка пищевой нержавейки
Многие знакомы с ситуацией, когда разбивается чашка или тарелка. В таком случае некоторые семьи решают использовать металлическую посуду из нержавеющей стали. Смена посуды с керамической на посуду из обычного металла является не совсем правильным решением, потому как посуда из обычной стали поддается коррозии. В случае падения посуды, покрытой эмалью, возможно нарушение цельного покрытия и дальнейшее ее разрушение. По этим причинам использование посуды из нержавеющей стали является наиболее правильным вариантом.
Пищевая нержавейка может быть подвергнута механическим повреждениям, которые могут привести к повреждению поверхности посуды. В случае повреждения посуды из нержавейки Вы можете обратиться к мастеру, чтобы он заварил Вам ее или сделать всю работу самостоятельно. Решив произвести сваривание самостоятельно, Вы будут гарантировать результат самому себе, а все претензии по качеству сваривания можете обращать только к себе.
Наиболее подходящими электродами для сваривания пищевой нержавеющей стали являются ЦЛ-11. С их помощью можно производить сваривание во всех пространственных положениях, а также использовать ток обратной полярности, благодаря чему они пользуются большой популярностью среди профессиональных сварщиков.
Сварочные электроды ЦЛ-11 для работы с нержавейкой могут наглядно показать свои самые лучшие стороны. Ими можно прекрасно работать с хромоникелевыми сталями и металлами, устойчивыми к коррозии. Это позволяет производить сварку таких сталей, как 12Х17Х9Т, 08Х18Н12Б, 08Х18Н12Т, а также одной из популярнейших сталей – 12Х18Н10Т. ЦЛ-11 – это специальная разработка для сваривания пищевой нержавеющей стали. В своей основе они имеют стальной стержень из проволоки, изготовленной из стали высокого легирования. Они прекрасно подходят для формирования различных конструкций и узлов при изготовлении посуды из нержавеющей стали.
Перед свариванием электроды ЦЛ-11 следует прокалить. Данное требование очень важно, потому как от него зависит качество сваривания деталей. Прокаливание электродов следует производить на протяжении 90 минут.
Электроды Цл-11 отличаются высоким качеством металла шва, малым разбрызгиванием и устойчивым горением дуги. Отличное удаление шлаков позволяет сварочным электродам обрести большую популярность при сваривании пищевой нержавейки.
Собираясь приобрести электроды ЦЛ-11 для сварки пищевой нержавейки, обратите внимание на то, что лучше всего покупать продукцию у завода-изготовителя, потому как обычные торговцы, желая заработать, могут предлагать товар по высокой цене или не надлежащего качества. Еще худшим вариантом является то, что они могут продавать подделки, сделанные кустарным методом в гараже или подвале одного из них.
Сварка нержавеющей стали аргоном в СПб с доставкой по РФ
Сварка нержавеющей стали в аргоне — технология, которая позволяет качественно варить нержавейку без потери ее антикоррозионных свойств. Почему именно аргон? Как он позволяет достигать этой цели?
Почему именно аргон? Как он позволяет достигать этой цели?
Начнем с того, что, собственно, будет происходить с нержавейкой при сварке без среды защитного газа.
Ну, в первую очередь она, конечно, будет свариваться — как, в общем‑то, и полагается металлу. Однако при этом в ней будут идти недобрые и нежелательные процессы — раскаленный металл получает возможность реагировать с газами воздуха, в том числе и с теми, с которыми при комнатной температуре реагировать не может. Ну как «не может» — может, конечно, но реакция будет идти так медленно, что для того, чтобы заметить хоть какой‑то результат, не хватит человеческой жизни. А при нагреве до температуры сварки эти реакции идут активно и быстро.
Одна из таких реакций, например — реакция углекислого газа с хромом. Хром присутствует в нержавейке как один из главных легирующих компонентов, обеспечивающих собственно антикоррозионные свойства этого сплава. После реакции с углекислым газом вместо отдельных атомов хрома внутри сплава оказываются молекулы карбида хрома..jpg) Хром как бы никуда не девается, но, находясь в этом соединении, больше не выполняет антикоррозионных функций. И более того — вкрапление зерен карбида хрома в шов нарушает прочность соединения.
Хром как бы никуда не девается, но, находясь в этом соединении, больше не выполняет антикоррозионных функций. И более того — вкрапление зерен карбида хрома в шов нарушает прочность соединения.
При этом углекислый газ вездесущ — его содержание в атмосфере значительно меньше 1 процента, однако этого вполне достаточно для того, чтобы постоянно присутствовать рядом с вами в ожидании, когда вы уже наконец начнете варить нержавейку.
От него приходится как‑то отгораживаться. И один из самых удобных способов отгородиться от него — использование среды защитных инертных газов, то есть, чаще всего, аргона.
Подаваемый в зону сварки под давлением газ, понятное дело, вытесняет оттуда обычный атмосферный воздух, содержащий и вредный в данном случае углекислый газ, и кислород с азотом, также выступающие окислителями в реакциях с металлами.
И если этот газ полностью инертен — то других реакций в между металлами сплава и газами просто не будет. А аргон именно что полностью инертен — это благородный газ, элемент восьмой группы таблицы Менделеева. Его атомы уже имеют на внешнем электронном уровне все восемь электронов, поэтому не могут добрать больше за счет атомов металла.
А аргон именно что полностью инертен — это благородный газ, элемент восьмой группы таблицы Менделеева. Его атомы уже имеют на внешнем электронном уровне все восемь электронов, поэтому не могут добрать больше за счет атомов металла.
Именно благодаря этому сварка нержавейки в аргоне позволяет получать качественные и прочные соединения без потери антикоррозионных свойств нержавейки.
Сварка нержавейки электродом для начинающих
Сварка нержавейки электродом для начинающихУже более века человек использует нержавейку для собственных нужд. Эта прочная и неподдающаяся коррозии сталь применяется практически повсеместно, начиная от крепежа и заканчивая промышленностью.
Незаменима нержавеющая сталь и в быту. Однако чтобы починить какую-либо вещь из неё понадобится дуговая сварка и электроды определённого типа. Также, при сваривании нержавейки у многих начинающих сварщиков возникают трудности.
Про особенности сварки нержавеющей стали электродом мы и поговорим в этой статье.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Какими электродами варить нержавейку
Для сварки нержавейки существуют два типа электродом, с основным и рутиловым покрытием. Новичкам, безусловно, проще и легче будет варить нержавеющую сталь электродами с рутиловой обмазкой, такими как ESAB OK 46.00 и Lincoln Electric Omnia 46.
Что же касается электродов с основным покрытием, то для сварки нержавейки применяются электроды следующих марок: ESAB FILARC 88S, СЭЗ ЗИО-8, СЭЗ ЦТ-15. Варить нержавейку инвертором можно во всех пространственных положениях, однако вертикальные швы поддаются лишь опытным сварщикам.
Варить нержавейку инвертором можно во всех пространственных положениях, однако вертикальные швы поддаются лишь опытным сварщикам.
Сварка нержавейки электродом для начинающих
Перед тем как приступать к сварке нержавеющей стали электродом, изделия нужно тщательным образом подготовить к работе. Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Чтобы брызги расплавленного металла не прилипали к нержавейке, околошовную зону сварки нужно обработать специальным средством. Чтобы обеспечить оптимальную усадку, свариваемые изделия нужно располагать с небольшим зазором друг к другу.
Основные правила сварки нержавейки:
- Сварка нержавеющей стали инвертором осуществляется на обратной полярности. При выполнении сварочных работ необходимо стараться меньше проплавлять сварной шов;
- Для сварки нужно использовать тонкие электроды;
- При сварке нержавейки ток на сварочном инверторе должен быть выставлен на 20% ниже, чем при сварке любых низколегированных сталей.
 Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
 Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.Во время сварки нержавейки очень важно уметь отводить тепло после образования сварочного шва. Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Поделиться в соцсетях
Сварка нержавейки своими руками | Строительный портал
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
- Свойства нержавеющей стали
- Состав нержавеющей стали
- Разновидности нержавейки
- Виды аустенитной нержавейки
- Свариваемость нержавейки
- Особенности сварки нержавейки
- Ручная сварка нержавейки покрытыми электродами
- Сварка вольфрамовыми электродами в среде аргона
- Механические методы обработки нержавейки
- Профилактика дефектов после сварки
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.


Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

 С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Один из них обязательно подойдет и вам!
Сварка нержавеющей стали (нержавейки)
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Ключевой особенностью нержавеющей стали является ее способность противостоять коррозии, причем, не только в атмосферных условиях, но и в агрессивных средах. Она была открыта в 1913 году ученым Гарри Брерли, случайно обнаружившим, что стали с высоким процентным содержанием хрома лучше противостоят кислотной коррозии.
С тех пор прошло чуть менее ста лет, и сегодня существует свыше сотни видов нержавеющей стали с содержанием хрома выше 10%.
Классификация нержавеющих сталей по химическому составу
Все типы нержавеющих сталей классифицируют на несколько групп: хромистые (мартенситные и мартенситно-ферритные), ферритные, хромникелевые, аустенитные (аустенитно-ферритные, аустенитно-мартенситные и аустенитно-карбидные), хромомарганцевоникелевые.
В свою очередь, аустенитные нержавеющие стали могут иметь склонность к межкристаллитной коррозии. Для уменьшения этого явления в них понижается содержание углерода до трех сотых процента, а также вводятся стабилизирующие элементы Ti и Nb. После сварки нержавеющие стали такого типа подвергаются термической обработке.
На сегодняшний день широко используются сплавы FeNi, структура которых получается более стабильной благодаря никелю, стабилизирующему структуру железа. Данный сплав обладает слабым магнитным действием.
Мартенситные и мартенсито-ферритные стали
Нашли широкое применение в изготовлении режущего инструмента и различных элементов оборудования для пищевой и химической промышленности, работающих на износ в слабоагрессивных средах. Мартенситные и мартенситно-ферритные стали типа 30Х13, 40Х13 и пр. характеризуются высокими показателями коррозийной стойкости в слабощелочных и слабокислых растворах и обладают хорошими механическими свойствами.
Ферритные стали
Нержавеющие стали этого типа нашли применение в изготовлении элементов машин и механизмов, работающих в окислительных средах. Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Аустенитные стали
Практически все виды аустенитных сталей характеризуются отличными эксплуатационными характеристиками, среди которых такие важные качества, как коррозийная стойкость в целом ряде агрессивных сред, пластичность, прочность, подверженность обработке. Вышеперечисленные преимущества позволяют широко использовать аустенитные стали в машиностроительной отрасли. Примером являются стали серии 300.
Аустенитно-ферритные и аустенитно-мартенситные стали
Аустенитно-ферритные стали активно применяются в машиностроении, судостроении, самолетостроении, химической промышленности. К примеру, стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, характеризующиеся повышенным пределом текучести, меньшим процентным содержанием никеля и отсутствием склонности к росту зерен. Кроме того, у них хорошие показатели свариваемости.
Кроме того, у них хорошие показатели свариваемости.
Аустенитно-мартенситные стали отличаются не только отменными антикоррозийными свойствами, но и повышенной прочностью при легкости обработки. Поэтому область их использования в тяжелой промышленности и машиностроении очень широка. Среди коррозийностойких аустенитно-мартенситных сталей можно отметить стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Сплавы на железоникелевой и никелевой основе
Аустенитные типы сталей подходят не для всех целей применения в химической промышленности и изготовления химической аппаратуры. Так, при необходимости работы в агрессивных кислотах (серной и соляной) требуется использовать сплавы с более высокими характеристиками коррозийной стойкости, нежели у аустенитных сталей. В подобных случаях оптимальным выбором являются сплавы на железоникелевой, никель-молибденовой, хромоникелевой и хромоникельмолибденовой основе. К ним относятся сплавы типа 04ХН40МТДТЮ, Н70МФ, ХН58В, ХН65МВ, ХН60МБ.
Выбор метода сварки
Существует несколько методов и режимов сварки металлов и сплавов, и выбор их в каждом конкретном случае бывает продиктован маркой стали, ее механическими и коррозийными характеристиками. Кроме того, в обязательном порядке учитывают и то, насколько основной металл и металл сварки склонны к растрескиванию. В процессе нагрева и, собственно, сварки в них происходит ряд структурных изменений, в том числе и в физических свойствах. Изменения продолжаются и во время плавления и застывания металла, охлаждения готового сварного шва.
Кроме того, в обязательном порядке учитывают и то, насколько основной металл и металл сварки склонны к растрескиванию. В процессе нагрева и, собственно, сварки в них происходит ряд структурных изменений, в том числе и в физических свойствах. Изменения продолжаются и во время плавления и застывания металла, охлаждения готового сварного шва.
Если от сварного соединения ожидается высокая коррозийная стойкость, необходимо использовать режимы термической обработки, гарантирующие вышеуказанные качества.
Сварка нержавеющих аустенитных сталей серий 200, 300, 304, 316, 321
Характерными особенностями аустенитных сталей являются пониженная температура плавления, значительный коэффициент линейного расширения, низкая теплопроводность. В этом состоит их отличие от углеродистых сталей, и по этой причине сварке нержавеющих аустенитных сталей этого типа свойственно более быстрое расплавление и значительный перепад температур от основного металла к сварному шву.
Стали с повышенным процентным содержанием углерода, при отсутствии стабилизирующих элементов, таких, как Ti и Nb, обладают склонностью при сварке образовывать межкристаллитную коррозию. В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
Все вышеперечисленные нюансы должны быть учтены при выборе вида и режима сварки, а если речь идет о сталях первой группы, то необходимо дополнительно следить за скоростью процесса сварки и охлаждения. Работая с нестабилизированными сталями, необходимо закалять их при температуре 1050`-1150`С и подвергать стремительному охлаждению. Только таким образом можно добиться высокой коррозийной стойкости. Если нет возможности провести подобную термическую обработку, нужно отдать предпочтение стабилизированным нержавеющим сталям или сталям с пониженным процентом вхождения углерода.
Такой нюанс, как высокий коэффициент линейного расширения любых аустенитных сталей, приводит к тому, что медленная сварка становится причиной значительного коробления. В случаях работы со сталями этого класса эффективным будет метод высокоскоростной сварки с последующим быстрым охлаждением. Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
Сварка антикоррозийных ферритных сталей класса AISI 409, 430, 439
Главной трудностью сварки данных сталей является риск образования хрупкого, подверженного растрескиванию шва. Технология сварки в подобных случаях включает предварительный разогрев металла до температуры 200`С, причем, более эффективной является электродуговая, а не газовая сварка, поскольку обеспечивает минимальный разогрев металла непосредственно во время сварочного процесса. По окончании сварки швы необходимо разогреть до температуры 730`-780`С и как можно быстрее охладить.
Хромированные стали с содержанием хрома в пределах 15-17% нередко подкаливаются во время сварочного процесса. Во избежание этого явления лучше использовать стали, легированные ниобием или титаном.
Сварка хромистых мартенситных сталей класса AISI 410, 420
Стали данного класса имеют тенденцию к подзакалке на воздухе, степень которой находится в прямой зависимости от концентрации углерода. Если его содержание низкое, сварной шов оказывается качественным, и наоборот.
Если его содержание низкое, сварной шов оказывается качественным, и наоборот.
К характерным особенностям хромистых сталей относят более низкие, по сравнению с углеродистыми сталями, теплопроводность и коэффициент линейного расширения. Кроме того, хромистые стали демонстрируют способность к подзакалке при охлаждении, что является причиной значительных сварочных напряжений. В свою очередь, возникающие напряжения могут стать причиной трещин и разрывов сварного шва. Устранить подобные явления можно с помощью предварительно нагрева металла перед сваркой до температуры 250`-350`С.
Сварка хромистых сталей подразумевает использование в качестве электродов аустенитных сталей, благодаря которым образуется более технологичный сварной шов.
Обработка сварных швов
Сварной шов будет более устойчивым к коррозии, если после окончания процесса избавить его от образовавшегося на его поверхности пористого оксидного слоя, под которым находится зона с недостаточным процентным содержанием хрома. Если стоит задача, чтобы сварное соединение обладало такими же антикоррозийными характеристиками, как и основной металл, удалить оксидный слой нужно обязательно. Для этих целей используют два основных метода: термообработку и травление.
Если стоит задача, чтобы сварное соединение обладало такими же антикоррозийными характеристиками, как и основной металл, удалить оксидный слой нужно обязательно. Для этих целей используют два основных метода: термообработку и травление.
Термообработка
Данный способ имеет своей целью нивелировать возникающие в присадочных материалах различия в физических и химических свойствах. Проводится при температуре свыше 100`C.
Травление
Травление считается более эффективным, по сравнению с термообработкой, методом и заключается в обработке сварного соединения специальным составом. Осуществить это можно с помощью погружения области шва в ванну с раствором, поверхностного нанесения или обработки данной области специальной пастой. Все зависит от конкретных условий. Если травление выполняется правильно, оксидный слой на поверхности шва ликвидируется, равно как и опасная зона с низким содержанием хрома.
Время травления варьирует в зависимости от сорта проката, толщины оксидного слоя, температуры и ряда других факторов. Для того, чтобы готовое изделие в области сварного соединения обладало максимальной стойкостью к коррозии, сварной шов шлифуют или полируют, в результате чего степень его шероховатости начинает соответствовать установленным стандартам.
Для того, чтобы готовое изделие в области сварного соединения обладало максимальной стойкостью к коррозии, сварной шов шлифуют или полируют, в результате чего степень его шероховатости начинает соответствовать установленным стандартам.
См. также:
Сварка нержавеющей стали: краткое руководство
Пользователи стали во всем мире получают выгоду от разработки нержавеющей стали, которая не ржавеет, и этот материал имеет разную степень коррозионной стойкости, обрабатываемости и огромной прочности. Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью. Теперь вы должны проявлять больше осторожности в процессе нагрева и охлаждения и убедиться, что присадочные материалы правильно подобраны к свариваемому материалу…
Типы нержавеющей стали: Существует пять типов нержавеющей стали, которые классифицируются на основе их микроструктуры (микроструктура является ключевым фактором, влияющим на прочность стали). Три из пяти типов стали чаще всего встречаются в производственных цехах:
Три из пяти типов стали чаще всего встречаются в производственных цехах:
- Аустенитная нержавеющая сталь — наиболее часто используемый материал
- Мартенситная нержавеющая сталь — используется для наплавки твердым сплавом и других областей применения с высоким износом
- Ферритная нержавеющая сталь — чаще всего используется для производства потребительских товаров, так как изготавливать ее дешево.
Каждый вид сварки имеет свои преимущества и недостатки. Технология, используемая для сварки нержавеющей стали, не сильно отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями.Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали, а, во-вторых, более важно правильно согласовать присадочные металлы с свариваемым материалом.
Подготовка к сварке:
Как и при любой сварке, очень важно очистить нержавеющую сталь перед сваркой. Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Точно так же шлифование углеродистой стали рядом с нержавеющей сталью может привести к тем же проблемам. Пыль углеродистой стали, взвешенная в воздухе, может попасть на нержавеющую сталь и снова вызвать ржавчину. Поэтому рекомендуется полностью разделить рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке нержавеющей стали является обеспечение надлежащего присадочного материала, а это означает, что вам нужно точно знать, какой тип основного материала вы свариваете. Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь обозначается как серия 300 и является наиболее распространенным типом нержавеющей стали, используемой в производственных цехах. Хотя эти основные материалы не требуют предварительного нагрева, они имеют максимальную температуру перехода. Когда температура основного металла достигнет 350 градусов по Фаренгейту, вам нужно прекратить сварку и дать материалу остыть.
Некоторые из нержавеющих сталей серии 300 называются полностью аустенитными. Используя процесс с низким тепловложением и выпуклые сварные швы, можно предотвратить растрескивание. Если вы сделаете плоский или вогнутый сварной шов на этих материалах, они будут более подвержены растрескиванию.
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь широко используется в автомобильной промышленности. Ферритная нержавеющая сталь обычно бывает толщиной дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что сварка ферритной нержавеющей стали имеет максимальную температуру между проходами 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
Ферритная нержавеющая сталь обычно бывает толщиной дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что сварка ферритной нержавеющей стали имеет максимальную температуру между проходами 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
При высоких температурах ферритная нержавеющая сталь начинает увеличивать зерно и быстро теряет прочность. Помимо этого, сопоставьте марку присадочного материала с маркой основного металла, и ваши сварные швы должны получиться безупречно.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали реже используются для соединения и больше в качестве накладок и для создания износостойкого материала, и, как правило, они имеют минимальную температуру между проходами.
При сварке мартенситной нержавеющей стали у вас, скорее всего, появятся трещины, если вы не установите точную температуру предварительного нагрева и не будете поддерживать минимальную температуру между проходами в течение всего времени сварки.
Как и в случае с другими разновидностями нержавеющей стали, если вы соединяете мартенситные недрагоценные металлы, вам, вероятно, придется использовать присадочный металл с тем же номером.
Проверка температуры
При сварке нержавеющей стали очень важно контролировать температуру как металла шва, так и основного металла.Если вы не соблюдаете указанные температурные диапазоны, у вас, скорее всего, возникнут проблемы с производительностью.
Во время сварки есть три способа проверить температуру стали:
Электронные инфракрасные термометры
Шкала индикации температуры
Электронные датчики температуры поверхности
Заключение
В общем, нержавеющая сталь из приятного материала для работы.Если вы внимательно относитесь к процессам нагрева и охлаждения и правильно подбираете присадочные материалы со свариваемым материалом, у вас все будет в порядке.
Основные сведения о сварке нержавеющей стали
Сегодня нержавеющая сталь остается еще более популярной из-за своих ценных характеристик. К ним относится устойчивость к различным видам жидкостной, химической и газовой коррозии. Он также известен своими прочными и долговечными свойствами.
Когда дело доходит до сварки, часто используется нержавеющая сталь. Обучение сварке нержавеющей стали может показаться трудным для других. Но понимание основ сварки нержавеющей стали поможет вам начать работу. Сварщикам следует учитывать лишь несколько аспектов. Из этого сообщения в блоге они узнают об основах сварки нержавеющей стали. Подробнее читайте здесь.
Общие методы сварки нержавеющей стали
Выбор процесса сварки нержавеющей стали будет зависеть от отделки используемого материала и толщины металла.Хотя существует несколько методов сварки нержавеющей стали, большинство сварщиков использовали только эти три метода. Это следующие:
1.
 Сварка TIG (газовая дуговая сварка вольфрамовым электродом)
Сварка TIG (газовая дуговая сварка вольфрамовым электродом)TIG или сварка вольфрамовым электродом в среде инертного газа — это наиболее распространенный в настоящее время процесс сварки нержавеющей стали. Этот метод идеален при сварке ответственных стыков. Он также широко используется в отраслях, где требуются тонкие и точные сварные швы.
Обычно в этом методе используется газообразный аргон, смешанный с гелием, водородом и азотом.Газ аргон используется, поскольку он защищает и охлаждает вольфрам. Кроме того, он предотвращает окисление. Меньшее количество дыма также выделяется аргоном по сравнению с другими газами.
2. Контактная или точечная сварка
Как следует из названия, это процесс точечной или шовной сварки. Точечная сварка, как известно, является наиболее экономичным методом сварки. Кроме того, оборудование, используемое для контактной сварки, очень универсально. Следовательно, он идеально подходит для малых и больших сварочных проектов.
При контактной сварке используется электрический ток для плавления металлических кромок и их соединения. Этот метод известен как эффективный выбор для металлов с низкой температурой плавления. Это потому, что его можно легко модифицировать, чтобы предотвратить деформацию металла.
Этот метод известен как эффективный выбор для металлов с низкой температурой плавления. Это потому, что его можно легко модифицировать, чтобы предотвратить деформацию металла.
3. Сварка МИГ (газовая дуговая сварка металлическим электродом)
Этот метод представляет собой полуавтоматический процесс сварки, который обеспечивает прочное соединение двух частей нержавеющей стали, особенно при правильном выполнении.
СваркаMIG позволяет сварщику использовать импульсный источник тока.Таким образом будет легче сваривать труднодоступные углы сложных конструкций из нержавеющей стали.
Инструменты и принадлежности для сбора
Для сварки нержавеющей стали методом MIG требуются специальные инструменты и материалы. Вот часть оборудования, которое необходимо подготовить к любым сварочным работам.
- Сварочный аппарат — этот аппарат необходим для выполнения надежных и прочных сварных швов нержавеющей стали. Для сварочного аппарата MIG жизненно важно искать такие детали, как сварочная горелка и образцы сварочной проволоки.
- Сварочный пистолет — как упоминалось выше, сварочные аппараты обычно поставляются со сварочным пистолетом. Для более точного управления и решения конкретных задач сварочную горелку можно модернизировать.
- Вкладыш пистолета — этот инструмент защищает сварочный пистолет. Это также позволяет сварщикам переключаться между различными типами металлической проволоки для конкретных сварочных работ.
- Механизм подачи проволоки — данное устройство необходимо только в том случае, если в проекте требуется много сварочных работ или если кто-то работает на специализированном объекте.
- Сварочная проволока — следует использовать соответствующую сварочную проволоку для нержавеющей стали. Вам следует проверить сварочный аппарат или специальный механизм подачи проволоки, чтобы узнать, какую сварочную проволоку использовать.
- Щетка для чистки — чтобы подготовить заготовку к лучшему и прочному сварному шву, необходима щетка для чистки металла и соскабливания.
- Защитный газ — в качестве защитного газа может использоваться комбинация аргона, гелия и диоксида углерода.


Насадки для сварки нержавеющей стали
Вот несколько полезных советов, которым вы можете следовать, чтобы обеспечить безопасную и долговечную сварку нержавеющей стали.
1. Обязательно очистите поверхности нержавеющей стали перед сваркой.
Нержавеющая сталь склонна к загрязнению высокоуглеродистой сталью и другими металлами. Когда он подвергается воздействию этих металлов, его коррозионная стойкость может снизиться.
Кроме того, очистка поверхности нержавеющей стали укрепит сварной шов в целом. Если вы чистите металлической щеткой, не используйте ее для чистки других металлических поверхностей. Это связано с тем, что во время очистки на поверхность нержавеющей стали могут проникать микроскопические частицы других металлов.В этом случае следует подумать о специальных процедурах травления и очистки, чтобы предотвратить проблемы в будущем.
2. Подготовьте необходимые инструменты
Чтобы получить хороший сварной шов, нужно каждый раз правильно начинать процесс. Всегда прежде всего проверяйте оборудование, источник проволоки и силу тока и напряжение сварочного аппарата. В случае необходимости быстрой замены во время работы должны быть доступны дополнительные провода, расходные детали и наконечники пистолета.
3. Выберите присадочный материал, аналогичный наплавленному металлу.
Выбор правильного присадочного материала важен для поддержания коррозионной стойкости нержавеющей стали.Чтобы выбрать подходящий, обратите внимание на марки стали и суффиксы.
4. Работа в хорошо вентилируемом помещении
Рекомендуется работать в открытом гараже, чтобы обеспечить хорошую вентиляцию сварщикам. Если на рабочем месте нет свежего воздуха, можно использовать специальные вытяжные системы. Кроме того, для удовлетворительной работы в рабочем пространстве должно быть достаточно света.
5.
 Носите подходящие средства индивидуальной защиты (СИЗ)
Носите подходящие средства индивидуальной защиты (СИЗ)При любых сварочных работах крайне важно носить подходящую индивидуальную защитную одежду.Это необходимо для защиты сварщика от таких опасных происшествий, как искры, ожоги, брызги, радиация и поражение электрическим током. Ношение соответствующего защитного снаряжения — это мера безопасности. Это также требуется регулирующими органами.
Заключение
Сварка нержавеющей сталью может быть сложной задачей, особенно если у вас нет необходимых инструментов, оборудования, навыков и знаний. Таким образом, очень важно не торопиться и заранее провести некоторые исследования. Понимание основ сварки нержавеющей стали важно для получения хорошего и ценного результата при производстве нержавеющей стали.И этот пост в блоге станет вашим руководством в достижении выдающейся детали.
Если вам нужна помощь, когда дело доходит до ваших проектов по изготовлению металлических изделий, не стесняйтесь звонить вашим местным специалистам по изготовлению металлов.
Как сваривать нержавеющую сталь методом MIG — что нужно знать!
0Последнее обновление
Независимо от того, являетесь ли вы сварщиком, работающим с автозапчастями в гараже или ремонтирующим поврежденные кухонные мойки, полезно знать, как сваривать нержавеющую сталь с помощью сварки MIG.Нержавеющая сталь наиболее известна своими долговечными и прочными свойствами. Изучение процесса сварки MIG может показаться сложным, но основы относительно просты.
Сварка в среде инертного газа (MIG) предполагает использование сплошного проволочного электрода. Метод эффективен при сварке нержавеющей стали, так как не оставляет брызг. Имейте в виду, что есть разница между сваркой стали и тем, как сваривать нержавеющую сталь. Последний пользуется заслуженной репутацией благодаря своей коррозионной стойкости.
Использование нержавеющей стали рекомендуется в областях, требующих высоких гигиенических мер, и в местах, где возникает деформация под воздействием тепла. Этот материал имеет более низкую теплопроводность, что позволяет снизить рассеивание тепла во время сварки.
Этот материал имеет более низкую теплопроводность, что позволяет снизить рассеивание тепла во время сварки.
Факторы, которые следует учитывать при сварке нержавеющей стали с использованием MIG
Большинство сварщиков предпочитают MIG для сварки нержавеющей стали и других металлических форм из-за простоты и простоты сварки.За прошедшие годы технологический прогресс в сварочной отрасли позволил использовать сварочные роботы MIG, особенно в промышленности, для увеличения производства.
Вот некоторые факторы, которые следует учитывать для достижения отличных результатов сварки.
1. Выбор смеси инертного газа Наиболее важной задачей при сварке MIG является выбор идеального инертного газа. Вы не хотите использовать полностью инертные защитные газы, такие как аргон или гелий, для процесса MIG из нержавеющей стали.Помните, что дуга в процессе MIG включает использование присадочного материала, который отличается от других методов, таких как TIG. Игнорирование этого жизненно важного фактора может отрицательно сказаться на эффективности процесса сварки.
Игнорирование этого жизненно важного фактора может отрицательно сказаться на эффективности процесса сварки.
Во время сварки вы можете закрепить стыки, чтобы предотвратить скольжение заготовки и повреждение угла стыка. В качестве альтернативы вы можете использовать деревянные бруски, вырезанные на фрезерном станке по дереву, вместо распорок. Крепление с использованием дерева может быть выполнено путем создания системы опор в виде лесов, которые контролируют деформацию.По окончании сварки удалите эти стружки.
Кредит изображения: PaulWestYorks, Flickr
Укрепление сварного шва также может быть выполнено с помощью кондуктора. Перед использованием зажимных приспособлений для крепления необходимо определить необходимое количество сварного шва. Чем больше требования к сварным швам, тем больше связей.
3. Очистка сварного шва Сварка стали требует работы на чистой поверхности. Независимо от того, насколько чиста ваша сварочная поверхность, образование брызг неизбежно, поскольку при сварке необходимо использовать присадочные материалы.
Независимо от того, насколько чиста ваша сварочная поверхность, образование брызг неизбежно, поскольку при сварке необходимо использовать присадочные материалы.
Эти сварочные брызги могут образовываться даже при использовании быстрого и эффективного сварочного аппарата. По мере продолжения сварки брызги становятся более острыми или образуют заусенцы, которые могут стать причиной травм сварщика.
Большинство сварщиков предпочитают подвергать сварную проволоку из нержавеющей стали вторичным процессам. Эти процессы включают электрополировку или шлифование. Обратите внимание, что выбор этих вторичных процессов зависит исключительно от применения индивидуальной металлической формы.
4.Распределение тепла от сварного шва Равномерное распределение тепла предполагает передачу тепла в равной степени на протяжении всего процесса сварки. Равномерно распределить тепло можно, отступив назад, пошатнувшись или дав соединению остыть перед дальнейшей сваркой. Если тепло распределяется неравномерно, у вас могут появиться трещины и ожоги. Вы можете использовать сварочных роботов MIG для равномерного распределения тепла.
Если тепло распределяется неравномерно, у вас могут появиться трещины и ожоги. Вы можете использовать сварочных роботов MIG для равномерного распределения тепла.
Как сваривать нержавеющую сталь с помощью MIG
Для сварки нержавеющей стали методом MIG сварщик должен непрерывно подавать твердую электродную проволоку в сварочную ванну.Вам также необходимо обеспечить защитный газ, чтобы защитить сварной шов от загрязнения примесями. Вот шаги, которые необходимо выполнять при сварке MIG.
1. Настройка резакаНачните с настройки резака. Эта процедура включает установку присадочной проволоки от барабана сварочного аппарата MIG к наконечнику сварочной горелки. Убедитесь, что на конце горелки остается видимой только ¼ дюйма сварочной проволоки. Затем подайте защитный газ, чтобы начать процесс сварки.
Изображение предоставлено: специалист по сварке, Wikimedia Commons
2. Определение правильного угла
Определение правильного угла Убедитесь, что пламя попадает прямо в требуемую область. Этой точности можно добиться, поместив резак под углом 30 градусов от стыка.
В зависимости от выполняемой работы убедитесь, что вы располагаетесь под правильным углом движения.
Угол хода от 5 ° до 15 ° дает наилучшие результаты, когда вы держите пистолет под углом 90 °.
При работе с тройниками и соединениями внахлест желательны большие углы от 45 ° до 70 °.
3. Вытяните бусинки вверхВключите питание и осторожно потяните сварной шов к краю. Убедитесь, что вы используете умеренную мощность и скорость, чтобы избежать образования брызг.
Советы по выбору лучшей нержавеющей стали для сварки MIG
В настоящее время рынок наводнен разными видами стали. У каждого вида есть свои отличительные черты.Всегда проявляйте особую осторожность при покупке определенного вида стали.
Вот несколько советов, которые следует учитывать.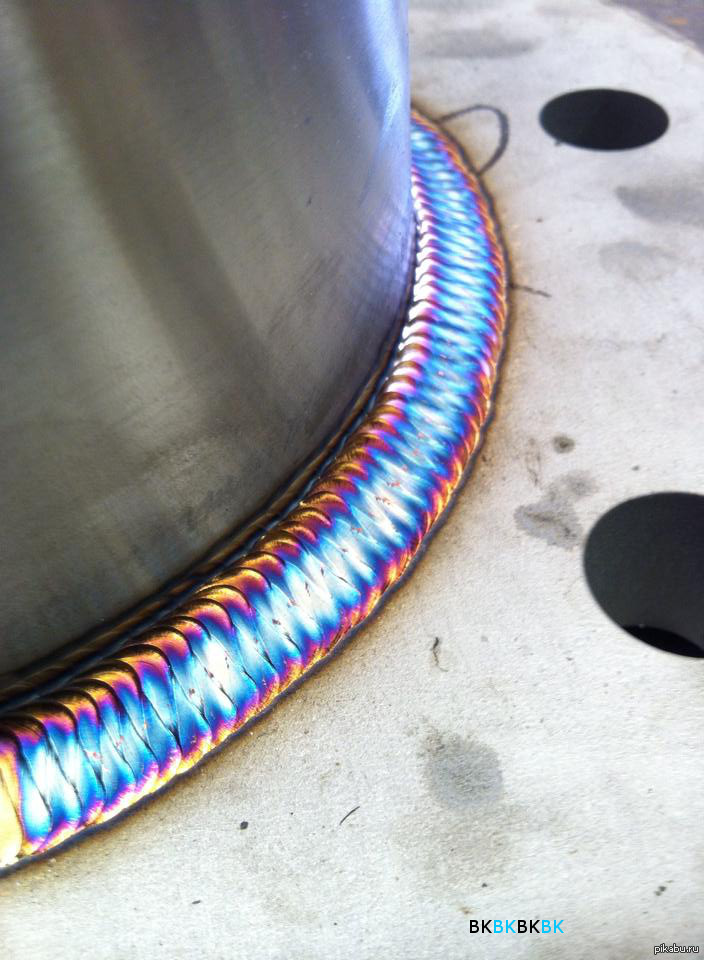
Эти типы известны своим большим содержанием никеля и хрома. Аустенитная сталь лучше, чем мартенситная и ферритная стали. Последние два содержат большое количество углеродных элементов. Это свойство делает их очень магнитными.
2. Присадочные материалыУбедитесь, что вы получаете аналогичные присадочные материалы той же конфигурации, что и металлическая основа.
Самый распространенный газ и электроды для сварки нержавеющей стали MIG
При MIG-сварке нержавеющей стали правильный выбор газа имеет большое значение. Вы можете использовать чистый аргон или смесь аргона и других второстепенных газов. Вы также можете использовать смесь нержавеющих газов, такую как серия Stainshield компании BOC, содержащая гелий, двуокись углерода и аргон. Эти газовые смеси для нержавеющей стали необходимы для сварки MIG нержавеющей стали, которая является более экзотической. К этим экзотическим типам стали относятся хастеллой, сплавы монеля и инконель.
Кредит изображения: 6782865, Pixabay
MIG-сварка нержавеющей стали также требует использования газа с немного более высокой скоростью потока. Рекомендуемая скорость потока должна составлять около 14-16 литров в минуту. Не забудьте обсудить с поставщиками газа требования к газу, прежде чем приступать к конкретному проекту.
Наиболее распространенным электродом, используемым для сварки нержавеющей стали, является ER308 L. При использовании этого типа электрода используется тип газа C2. C2 состоит из 2,5% углекислого газа, 7.5% аргона и 90% гелия. Обратите внимание, что настройки для нержавеющей стали и нескольких сплавов на основе никеля очень похожи. Обязательно узнайте у поставщика электродов о типах электродов, имеющихся на складе, перед покупкой. Вы также можете приобрести таблицу выбора электродной проволоки и газа, которая поможет вам выбрать наиболее подходящий вариант для вашей сварки.
Какие механизмы необходимы для сварки MIG?
Защитные приспособления необходимы при любой сварке. Вам нужно:
Вам нужно:
Средства индивидуальной защиты
Сварочные инструменты
- Зажимы сварочные
- Металлическая щетка
- Угловая шлифовальная машина
- Защитный газ
- Электроды
- Сварщик MIG
Часто задаваемые вопросы
Какая сварочная проволока лучше всего подходит для сварки MIG из нержавеющей стали?Лучше всего использовать нержавеющую проволоку MIG.Вы также можете использовать проволоку MIG из низкоуглеродистой стали. Основная проблема, связанная с использованием проволоки MIG из мягкой стали, заключается в том, что на ней образуется ржавчина. Вы можете предотвратить ржавление, нанеся на сварочную проволоку покрытие.
Как отличить подлинную нержавеющую сталь от подделки? В настоящее время рынок наводнен многими изделиями из нержавеющей стали. Некоторые из них являются законными, а другие — поддельными. Производители-мошенники используют покрытие, которое имитирует внешний вид настоящей нержавеющей стали. Как профессионал в сварке, вы можете провести над обычным магнитом, чтобы определить подлинность вашего продукта.Настоящая нержавеющая сталь — это слабый магнитопровод.
Производители-мошенники используют покрытие, которое имитирует внешний вид настоящей нержавеющей стали. Как профессионал в сварке, вы можете провести над обычным магнитом, чтобы определить подлинность вашего продукта.Настоящая нержавеющая сталь — это слабый магнитопровод.
Катушечный пистолет удерживает сварочную проволоку в сварочном аппарате. Это также помогает сварщику переключить нержавеющую проволоку на катушку. Это экономит время при сварке. Прежде чем приступить к работе на машине, убедитесь, что вы правильно загрузили катушечный пистолет.
Почему обратная продувка? Обратная продувка необходима для предотвращения загрязнения сварного шва примесями.Соблюдайте осторожность при продувке на задней стороне трубки машины. Вы можете выполнить обратную продувку, установив на шланге тройник. Обязательно закрепите шланговую трубку оловянной фольгой для большего армирования. Эту процедуру нужно проделать на внутренней стороне трубок, чтобы заполнить их сварочным газом.
Заключение
Знание того, как сваривать нержавеющую сталь методом MIG, должно стать важным навыком в вашей карьере сварщика. Нержавеющая сталь — это чувствительный материал, который также является одним из наиболее широко используемых предметов на рынке.Приведенные выше сведения помогут вам в выполнении вашей задачи по сварке нержавеющей стали с использованием процесса MIG.
Рекомендуемое изображение: kinganowak_22, Pixabay
Сварка нержавеющей стали — унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и исключительной долговечностью, способна выдерживать суровые условия, с которыми могут сравниться немногие металлы. Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом сварка часто требуется для изготовления сложных форм, строительства больших конструкций или усиления важных компонентов конструкции.
Сохраняет ли нержавеющая сталь преимущества после сварки и насколько прочны и надежны сварные швы с использованием нержавеющей стали?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали не сильно отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы избежать роста зерна или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур — например, возникающих при сварке — может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную стойкость к коррозии и пятнам, присущую нержавеющей стали, не может самовосстанавливаться.
Вы также должны согласовать присадочные металлы со свариваемыми материалами, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость сварных точек.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы учитываете присадочный материал и требования к температуре соединяемых металлов.
Палка и устройство подачи проволоки хорошо работают с нержавеющей сталью.Однако сварочным аппаратам MIG для сварки нержавеющей стали и устройствам подачи проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для тонких металлов, поскольку требует меньшего тепловложения. Это предотвращает коробление и повышает коррозионную стойкость при использовании в процессе односторонней сварки.
Точечная сварка — наиболее экономичный вариант, но он может не обеспечивать такую же прочность, как сварка нержавеющей стали методом MIG или TIG.
В большинстве случаев форма, толщина, семейства и марки стали, задействованные в вашем проекте, а также размер требуемых сварных швов помогут выделить, какой вариант лучше всего подойдет вам.
Для аустенитных сталей вам может потребоваться завершить сварку за несколько проходов из-за максимальных температур между проходами для большинства марок.
Если температура основного металла достигнет примерно 176 ° C (350 ° F), дайте ему время остыть, прежде чем продолжить, чтобы избежать риска снижения коррозионной стойкости или растрескивания металла.
Напротив, мартенситные стали часто требуют предварительного нагрева и должны поддерживаться в определенном диапазоне от приблизительно 204 ° C (400 ° F) до 315 ° C (600 ° F) во время сварки из-за минимальной температуры между проходами.
Несоблюдение этого правила может вызвать охрупчивание металла и преждевременное затвердевание.
Ферритные стали обладают одними из самых низких максимальных температур промежуточного прохода для нержавеющей стали с пределами около 148 ° C (300 ° F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Для получения оптимальных результатов для высокоуглеродистых ферритных сталей также может потребоваться предварительный нагрев.
Наконец, дуплексные стали часто требуют специальных подходов с использованием высоких тепловложений и низких температур между проходами из-за различного состава дуплексных марок и их комбинации аустенитных и ферритных свойств.
5 советов по обеспечению безопасной и долговечной сварки нержавеющей стали
Хотя лучше всего адаптировать ваш подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от нержавеющей стали. ты используешь.
1. Всегда очищайте нержавеющие поверхности перед сваркойНержавеющая сталь подвержена загрязнению высокоуглеродистой сталью и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только снижает риск загрязнения, но и укрепляет сварной шов.
Если вы чистите поверхность проволочной щеткой, убедитесь, что щетка используется только для нержавеющей стали, поскольку любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что приведет к проблемам в дальнейшем.
Специальные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, безопасный для сварки, чтобы еще больше снизить риски загрязнения.
Выбор подходящего присадочного материала важен как для обеспечения прочного шва, так и для поддержания коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые используемые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации различаются в зависимости от металла, который вы используете, обычно для достижения оптимальных результатов рекомендуется использовать присадку, которая соответствует или превосходит сплавы основного металла.
Для дуплексных сталей вам может потребоваться химическая корректировка присадочных металлов, например, добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в марки дуплексной нержавеющей стали, которую вы свариваете.
Эффективная и эффективная сварка нержавеющей стали — это все о контроле температуры.
Контроль температуры на протяжении всего процесса сварки — простой способ обеспечить долговечные результаты и избежать ухудшения качества нержавеющей стали.
Популярные варианты контроля температуры включают:
Стержни для индикации температуры: Эти стержни надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, инфракрасные термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.
Электронные датчики температуры поверхности: Датчики идеальны, если вы можете установить их в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому помните об ограничениях рабочего места и размещении, прежде чем продолжить.

Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск высоких температур — коробление.
Чтобы свести к минимуму риск деформации, начните с низких температур и используйте прихваточные швы для закрепления деталей перед заполнением сварного шва позже.
Если вы не можете использовать прихваточные швы для позиционирования основных металлов, сварка короткими очередями продолжительностью от 3 до 5 секунд может помочь избежать перегрева, позволяя выполнять точную и быструю сварку.
Если вы не используете коррозионно-стойкую присадку, обязательно обработайте места сварки, чтобы избежать коррозии.
Грунтовка, бесцветная краска или обработка травлением и пассивированием могут помочь улучшить коррозионную стойкость и сделать ваши сварные швы такими же прочными и долговечными, как и окружающая их нержавеющая сталь.
Будучи надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов.Если вы ищете способы, которыми нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных сплавов для предполагаемого использования до проблем сварки нержавеющей стали — мы можем помочь вам убедиться в том, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Ссылки:Изготовитель: Широкий мир сварки нержавеющей стали
Гуру сварки: Сварка нержавеющей стали: Краткое руководство
Weld My World: Полезные советы по сварке нержавеющей стали
Универсальная сварка и изготовление: Наиболее распространенные методы сварки нержавеющей стали
Школа сварки в Талсе: Какой тип сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: основы дуговой сварки
Свариваемость материалов — нержавеющая сталь
Нержавеющие стали выбираются из-за их повышенной коррозионной стойкости, стойкости к высокотемпературному окислению или их прочности. Выявлены различные типы нержавеющей стали и даны инструкции по сварочным процессам и технологиям, которые можно использовать при изготовлении компонентов из нержавеющей стали без ухудшения коррозионных, окислительных и механических свойств материала или появления дефектов в сварном шве.
Выявлены различные типы нержавеющей стали и даны инструкции по сварочным процессам и технологиям, которые можно использовать при изготовлении компонентов из нержавеющей стали без ухудшения коррозионных, окислительных и механических свойств материала или появления дефектов в сварном шве.
Типы материалов
Уникальные свойства нержавеющих сталей обусловлены добавлением в сталь легирующих элементов, в основном хрома и никеля.Обычно для производства нержавеющего чугуна требуется более 10% хрома. Четыре марки нержавеющей стали классифицированы в зависимости от свойств материала и требований к сварке:
- Аустенитный
- Ферритный
- Мартенситный
- Ферритно-аустенитный (дуплекс)
Группы сплавов обозначаются в основном в соответствии с их микроструктурой. Первые три состоят из одной фазы, но четвертая группа содержит в микроструктуре как феррит, так и аустенит.
Поскольку никель (плюс углерод, марганец и азот) способствует развитию аустенита, а хром (плюс кремний, молибден и ниобий) способствует образованию феррита, структуру сварных швов коммерчески доступных нержавеющих сталей можно в значительной степени предсказать на основе их химического состава. Прогнозируемая структура металла сварного шва показана на диаграмме Шеффлера, на которой аустенитные и ферритные промотирующие элементы показаны в единицах эквивалентов никеля и хрома.
Из-за разной микроструктуры группы сплавов имеют разные сварочные характеристики и подверженность дефектам.
Аустенитная нержавеющая сталь
Аустенитные нержавеющие стали обычно имеют состав в диапазоне от 16 до 26% хрома (Cr) и от 8 до 22% никеля (Ni). Обычно для сварных конструкций используется сплав типа 304, который содержит примерно 18% Cr и 10% Ni. Эти сплавы можно легко сваривать, используя любой из процессов дуговой сварки (TIG, MIG, MMA и SA). Поскольку они не затвердевают при охлаждении, они обладают хорошей ударной вязкостью, и нет необходимости в термообработке до или после сварки.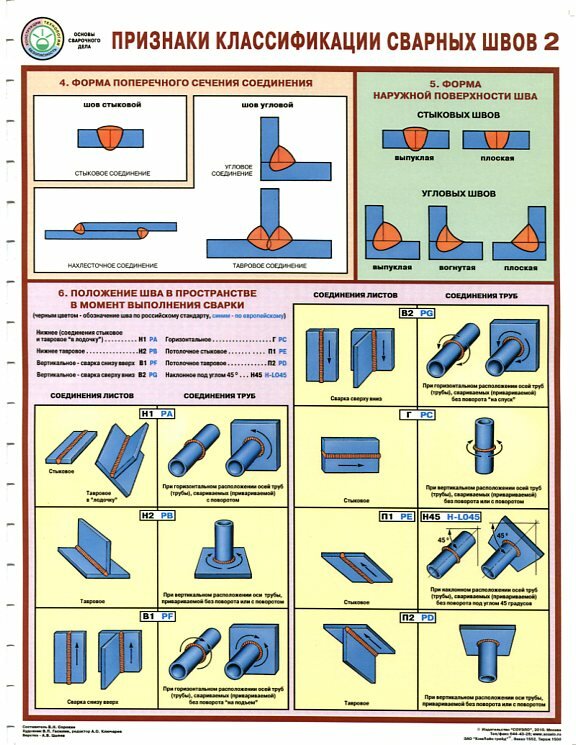
Как избежать дефектов сварного шва
Хотя аустенитная нержавеющая сталь легко сваривается, металл шва и растрескивание в зоне термического влияния могут образоваться. Растрескивание металла шва при затвердевании более вероятно в полностью аустенитных структурах, которые более чувствительны к трещинам, чем структуры, содержащие небольшое количество феррита. Благоприятный эффект феррита в основном объясняется его способностью растворять вредные примеси, которые в противном случае образовали бы сегрегации с низкой температурой плавления и междендритные трещины.
Поскольку присутствие 5-10% феррита в микроструктуре чрезвычайно полезно, выбор состава присадочного материала имеет решающее значение для снижения риска растрескивания. Индикация баланса феррит-аустенит для различных составов обеспечивается диаграммой Шеффлера. Например, при сварке нержавеющей стали типа 304 используется присадочный материал типа 308, который имеет немного другое содержание сплава.
Ферритная нержавеющая сталь
Ферритные нержавеющие стали обычно имеют содержание Cr в пределах 11–28%.Обычно используемые сплавы включают марку 430, содержащую 16-18% Cr, и марку 407, содержащую 10-12% Cr. Поскольку эти сплавы можно рассматривать как преимущественно однофазные и не закаливаемые, их можно легко сваривать плавлением. Однако крупнозернистая ЗТВ будет иметь низкую ударную вязкость.
Как избежать дефектов сварного шва
Основной проблемой при сварке этого типа нержавеющей стали является низкая ударная вязкость в зоне термического влияния. Чрезмерное укрупнение зерна может привести к растрескиванию сильно затянутых соединений и материала толстого сечения.При сварке материала с тонким сечением (менее 6 мм) никаких специальных мер предосторожности не требуется.
В более толстом материале необходимо использовать низкое тепловложение, чтобы минимизировать ширину зоны укрупнения зерна, и аустенитный наполнитель для получения более жесткого металла сварного шва. Хотя предварительный нагрев не приведет к уменьшению размера зерна, он снизит скорость охлаждения ЗТВ, сохранит температуру металла шва выше температуры вязко-хрупкого перехода и может снизить остаточные напряжения. Температура подогрева должна быть в пределах 50-250 град.C в зависимости от состава материала.
Хотя предварительный нагрев не приведет к уменьшению размера зерна, он снизит скорость охлаждения ЗТВ, сохранит температуру металла шва выше температуры вязко-хрупкого перехода и может снизить остаточные напряжения. Температура подогрева должна быть в пределах 50-250 град.C в зависимости от состава материала.
Мартенситная нержавеющая сталь
Наиболее распространенные мартенситные сплавы, например тип 410, имеют умеренное содержание хрома, 12-18% Cr, с низким содержанием Ni, но, что более важно, имеют относительно высокое содержание углерода. Принципиальным отличием от сварки аустенитных и ферритных марок нержавеющей стали является потенциально твердая мартенситная структура ЗТВ и соответствующий состав металла сварного шва. Материал можно успешно сваривать при условии принятия мер предосторожности во избежание растрескивания в ЗТВ, особенно в компонентах с толстым сечением и сильно зажатых соединениях.
Как избежать дефектов сварного шва
Высокая твердость в ЗТВ делает этот тип нержавеющей стали очень склонным к водородному растрескиванию. Риск растрескивания обычно увеличивается с увеличением содержания углерода. Меры предосторожности, которые необходимо предпринять для минимизации риска, включают:
Риск растрескивания обычно увеличивается с увеличением содержания углерода. Меры предосторожности, которые необходимо предпринять для минимизации риска, включают:
- с использованием процесса с низким содержанием водорода (TIG или MIG) и обеспечения сушки флюса или расходных материалов с покрытием из флюса (MMA и SAW) в соответствии с инструкциями производителя;
- с предварительным нагревом примерно от 200 до 300 градусов.C. Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно содержания Cr и C), толщины сечения и количества водорода, попадающего в металл шва;
- поддерживает рекомендованную минимальную температуру промежуточного прохода.
- для проведения термообработки после сварки, например при 650-750 град. C. Время и температура будут определяться химическим составом.
Тонкий профиль из низкоуглеродистого материала, обычно менее 3 мм, часто можно сваривать без предварительного нагрева, при условии, что используется процесс с низким содержанием водорода, соединения имеют низкую фиксацию и внимание уделяется очистке области соединения. Для материала с более толстым сечением и большим содержанием углерода (> 0,1%), вероятно, потребуется предварительный нагрев и термообработка после сварки. Послесварочную термообработку следует проводить сразу после сварки, чтобы не только закалить (упрочнить) структуру, но и дать водороду возможность диффундировать от металла шва и ЗТВ.
Для материала с более толстым сечением и большим содержанием углерода (> 0,1%), вероятно, потребуется предварительный нагрев и термообработка после сварки. Послесварочную термообработку следует проводить сразу после сварки, чтобы не только закалить (упрочнить) структуру, но и дать водороду возможность диффундировать от металла шва и ЗТВ.
Дуплексные нержавеющие стали
Дуплексные нержавеющие стали имеют двухфазную структуру с почти равными пропорциями аустенита и феррита. Состав наиболее распространенных дуплексных сталей находится в диапазоне 22-26% Cr, 4-7% Ni и 0-3% Mo, обычно с небольшим количеством азота (0.1-0,3%) для стабилизации аустенита. Современные дуплексные стали легко поддаются сварке, но для получения правильной структуры металла сварного шва необходимо строго соблюдать процедуру, особенно поддержание диапазона погонной энергии.
Как избежать дефектов сварного шва
Хотя можно использовать большинство сварочных процессов, обычно избегают сварочных процедур с низким тепловложением. Предварительный нагрев обычно не требуется, и необходимо контролировать максимальную температуру между проходами. Выбор присадочного материала важен, поскольку он предназначен для создания структуры металла сварного шва с балансом феррит-аустенит, соответствующим основному металлу.Чтобы компенсировать потерю азота, наполнитель может быть чрезмерно легирован азотом, или сам защитный газ может содержать небольшое количество азота.
Предварительный нагрев обычно не требуется, и необходимо контролировать максимальную температуру между проходами. Выбор присадочного материала важен, поскольку он предназначен для создания структуры металла сварного шва с балансом феррит-аустенит, соответствующим основному металлу.Чтобы компенсировать потерю азота, наполнитель может быть чрезмерно легирован азотом, или сам защитный газ может содержать небольшое количество азота.
Эта статья Job Knowledge изначально была опубликована в Connect, сентябрь 1996 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Блог The Welders Warehouse
Сварка нержавеющей стали — не проблема. Если вы используете подходящий сварочный стержень или проволоку для того типа нержавеющей стали, который вы собираетесь сваривать, все будет довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки низкоуглеродистой стали, поэтому я говорю, что в этом нет ничего страшного, однако есть несколько вещей, которые стоит отметить.
- Нержавеющая сталь не проводит тепло так быстро, как низкоуглеродистая сталь, поэтому обычно требуется немного меньше энергии.
- Нержавеющая сталь более подвержена деформации.
Типы нержавеющей стали
Я мог бы написать книгу о всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных видах нержавеющей стали Austinetic, с которыми большинство из нас, вероятно, столкнется.
- 304 / 304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая с помощью одного из сварочных стержней или проволоки, указанных в спецификации 308.
- 316 / 316L — Этот сорт чаще всего встречается в пищевой промышленности, например, в промышленном кухонном оборудовании и сваривается одним из сварочных стержней или проволоки, указанных в спецификации 316.
Типы сварочного стержня или проволоки
Общее правило при сварке нержавеющей стали — сваривать ее сварочным стержнем того же сорта, проволокой Tig Wire или Mig Wire, либо проволокой более высокого качества. Таким образом, вы можете сваривать нержавеющую сталь 304 с помощью стержня / проволоки 308 или 316, но не следует сваривать 316 с помощью стержня / проволоки 308.
Таким образом, вы можете сваривать нержавеющую сталь 304 с помощью стержня / проволоки 308 или 316, но не следует сваривать 316 с помощью стержня / проволоки 308.
Сварочные прутки / проволоки марок 308 и 316 часто модифицированы из основного сплава. Эти модификации указаны в базовом номере спецификации, например, наиболее распространенными являются 308L и 316L, «L» обозначает низкоуглеродистый. Многие проволоки Mig и Tig могут быть изготовлены из 308LSi и 316LSi, это означает низкоуглеродистый и добавленный кремний. Добавление кремния сделает расплавленный металл шва немного более жидким и, следовательно, более текучим.
Процессы сварки нержавеющей стали
Нержавеющую стальможно сваривать с помощью Tig Welder, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
- Тигровая сварка — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он обеспечит наилучший внешний вид сварных швов, а благодаря превосходному контролю искажения можно лучше уменьшить. Нержавеющая сталь сваривается Tig с выходом постоянного тока (DC).
Pro = Control / Quality
Con = Slow - Mig Welding — это самый быстрый и, возможно, самый простой процесс сварки нержавеющей стали, идеально подходящий для производственных условий. Сварные швы вряд ли будут произведением искусства, но если это не важно, Mig — хороший вариант для большинства операторов.
Pro = Быстро и не сложнее, чем Mig Welding Mild Steel, никаких модификаций аппарата не требуется, только катушка с проволокой из нержавеющей стали и аргоном / углекислым газом.
Con = Не подходит для декоративных сварных швов.Ограниченный контроль искажений. - Сварка стержневой сваркой — сварка нержавеющей стали с помощью сварочного аппарата стержневой сваркой так же проста, как и низкоуглеродистая сталь; Во всяком случае, немного проще, так как удилища имеют тенденцию двигаться по красивой, мягкой, гладкой дуге. Остерегайтесь только шлака! Это имеет тенденцию улетать само по себе и имеет неприятную привычку попадать вам в глаза. Это ОЧЕНЬ болезненно (я говорю из горького опыта 🙂 не снимайте автомобильный шлем или носите защитные очки, пока ВСЕ шлак не будет удален.
Pro = Не сложнее, чем сварка палкой Мягкая сталь
Con = Не так хорошо, как Tig для декоративных сварных швов и потенциально удаление опасного шлака.
 Нержавеющая сталь сваривается Tig с выходом постоянного тока (DC).
Нержавеющая сталь сваривается Tig с выходом постоянного тока (DC). Это ОЧЕНЬ болезненно (я говорю из горького опыта 🙂 не снимайте автомобильный шлем или носите защитные очки, пока ВСЕ шлак не будет удален.
Это ОЧЕНЬ болезненно (я говорю из горького опыта 🙂 не снимайте автомобильный шлем или носите защитные очки, пока ВСЕ шлак не будет удален. Надеюсь, вы нашли это полезным. Если у вас все складывается хорошо, пожалуйста, разместите несколько фотографий своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Сварка труб и труб из нержавеющей стали: поддержание коррозионной стойкости и повышение производительности
Изменение установленных методов может помочь поддерживать уровень качества и привести к значительному повышению производительности при сварке труб из нержавеющей стали.
(Примечание читателя: из журнала The Welding Journal (Американское сварочное общество)).
Когда дело доходит до сварки труб из нержавеющей стали, тут нет вуду — правильный выбор присадочного металла, подготовка стыков, чистота и сварочные процессы помогают гарантировать, что конечный продукт соответствует установленным стандартам качества и сохраняет предполагаемые свойства устойчивости к коррозии. Тем не менее, есть эволюция хорошо зарекомендовавших себя процессов и методов, которые позволяют производителям труб повышать производительность без ущерба для коррозионной стойкости нержавеющей стали.
В этой статье будут рассмотрены основы сварки труб из нержавеющей стали для различных применений: от продуктов питания и напитков высокой чистоты, фармацевтических и нефтехимических труб до нефтегазовых приложений. В рамках этих основ мы представим передовой опыт и новые особенности установленных методов, которые могут помочь повысить производительность вашего цеха при одновременном улучшении или поддержании желаемой стойкости к коррозии.
В качестве примечания: критические приложения, в которых процессы сертифицированы, не должны изменяться без прохождения соответствующих процессов сертификации.Каждый процесс, описанный в этой статье, был сертифицирован для критически важных приложений и призван стимулировать идеи о том, как продвигать вперед ваши собственные методы сварки.
Выбор присадочного металла имеет решающее значение для контроля уровня углерода
Выбор присадочного металла для труб из нержавеющей стали связан с улучшением свойств сварного шва и соответствием требованиям применения. Присадочные металлы с обозначением «L», такие как ER308L, обеспечивают более низкое максимальное содержание углерода, что может помочь сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах.В качестве примера: если вы сварите основной металл 304L со стандартным присадочным металлом 308, вы фактически увеличите содержание углерода в этом соединении и увеличите вероятность коррозии. В областях применения с высокой степенью чистоты — продуктов питания, напитков, фармацевтики — это низкое содержание углерода имеет решающее значение для поддержания коррозионной стойкости. Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах. Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности.Присадочные металлы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах. Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности.Присадочные металлы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
При сварке нержавеющих сталей также важно выбирать присадочный металл с низким содержанием следов (или «попутных») элементов. Это остаточные элементы в сырье, используемом для изготовления присадочных металлов. Они включают олово, сурьму, мышьяк, фосфор и серу и могут оказывать сильное влияние на коррозионную стойкость.
Контроль сенсибилизации с помощью присадочных металлов, контроль температуры между проходами
Сенсибилизация является основной причиной потери коррозионной стойкости и зависит от химического состава основного материала и присадочного металла, а также от температуры, при которой сварной шов остывает. Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома. Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь заданной коррозионной стойкости.
Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома. Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь заданной коррозионной стойкости.
Существует три основных способа борьбы с сенсибилизацией: первый — использовать низкоуглеродистую основу и присадочный металл для уменьшения или устранения углерода при сварке.Однако этот метод не всегда практичен, поскольку углерод является жизненно важным легирующим ингредиентом в некоторых областях применения.
Второй — минимизировать время, в течение которого сварной шов и зона термического влияния проводят при температурах, способствующих сенсибилизации. Этот диапазон будет варьироваться в зависимости от того, кого вы спрашиваете, но по общему мнению, этот диапазон составляет от 500 до 800 градусов Цельсия. Чем короче время пребывания в этой температурной зоне, тем меньше повреждений от тепла сварки. Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки.Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки.Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
В-третьих, использовать присадочные металлы со специальными легирующими ингредиентами для предотвращения образования карбидов хрома. Например, титан и ниобий могут быть добавлены в присадочный металл и помогают предотвратить реакции между хромом и углеродом. Эти элементы также сильно влияют на прочность и ударную вязкость, ограничивая области применения, в которых они могут быть полезны.Они также не приносят никакой пользы в зонах термического влияния, наиболее удаленных от сварного шва.
Защитный газ, критичный для сохранения коррозионной стойкости
Для сварки труб из нержавеющей стали традиционно требуется продувка обратным потоком аргона. В некритических случаях применения, когда стоимость является определяющим фактором, азот также можно использовать в качестве обратной продувки, но это может привести к образованию некоторых нитридных соединений в корне шва, что в некоторой степени снижает коррозионную стойкость. Это может быть приемлемым компромиссом в таких областях применения, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Это может быть приемлемым компромиссом в таких областях применения, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Прямой аргон рекомендуется для дуговой сварки газом вольфрамовым электродом (TIG) труб и труб из нержавеющей стали. Выбор защитного газа для проволочных процессов более сложен.
Традиционно для сварки MIG используются смеси аргона и диоксида углерода, аргона и кислорода, а также 3 газовые смеси на основе гелия, аргона и диоксида углерода.Эти смеси обычно содержат в основном аргон или гелий, при этом диоксид углерода составляет менее 5 процентов от общей газовой смеси. Это связано с тем, что диоксид углерода может разлагаться в дуге и вносить углерод в сварочную ванну, создавая чувствительный сварной шов, уязвимый для коррозии. Чистый аргон не используется в процессах MIG, потому что он не обеспечивает стабильную сварочную дугу. Другие следовые составляющие, такие как углекислый газ и кислород, могут выполнять эту роль. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, потому что кислород создает очень жидкую сварочную ванну.Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки во всех положениях, как и смеси защитных газов Tri-Mix.
Другие следовые составляющие, такие как углекислый газ и кислород, могут выполнять эту роль. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, потому что кислород создает очень жидкую сварочную ванну.Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки во всех положениях, как и смеси защитных газов Tri-Mix.
для сварки нержавеющей стали предназначена для работы на традиционных смесях аргона и диоксида углерода на 75/25 процентов. Ингредиенты флюса предотвращают загрязнение сварного шва углеродом, вносимым защитным газом, а флюсирующее действие шлакового покрытия улавливает избыток углерода и не дает ему попасть в сварочный шов. Нержавеющую сталь 304 можно успешно сваривать с использованием процесса регулируемого осаждения металла (RMD ™) без обратной продувки.Это не относится к дуплексным нержавеющим сталям. Их необходимо продуть инертным газом, например аргоном.
Подготовка к сварке и важность подгонки
Обсуждение сварки труб из нержавеющей стали не будет полным без обсуждения подготовки стыков. Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности.Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве. Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных и высокочистых трубках.
Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности.Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве. Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных и высокочистых трубках.
Управление подводом тепла и скоростью определяет эволюцию процесса
Сам процесс сварки также играет решающую роль в управлении подводом тепла и охлаждением, а, следовательно, и в сопротивлении коррозии и деформации. Сварка TIG традиционно используется для сварки труб из нержавеющей стали и остается оптимальным решением для труб или труб с чрезвычайно высокой степенью чистоты диаметром 6 дюймов или меньше и толщиной стенки 10. Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом автогенной сварки TIG. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и исключает любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма.толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, например, диаметр 2 дюйма, сортамент 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Сварка TIG традиционно используется для сварки труб из нержавеющей стали и остается оптимальным решением для труб или труб с чрезвычайно высокой степенью чистоты диаметром 6 дюймов или меньше и толщиной стенки 10. Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом автогенной сварки TIG. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и исключает любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма.толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, например, диаметр 2 дюйма, сортамент 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.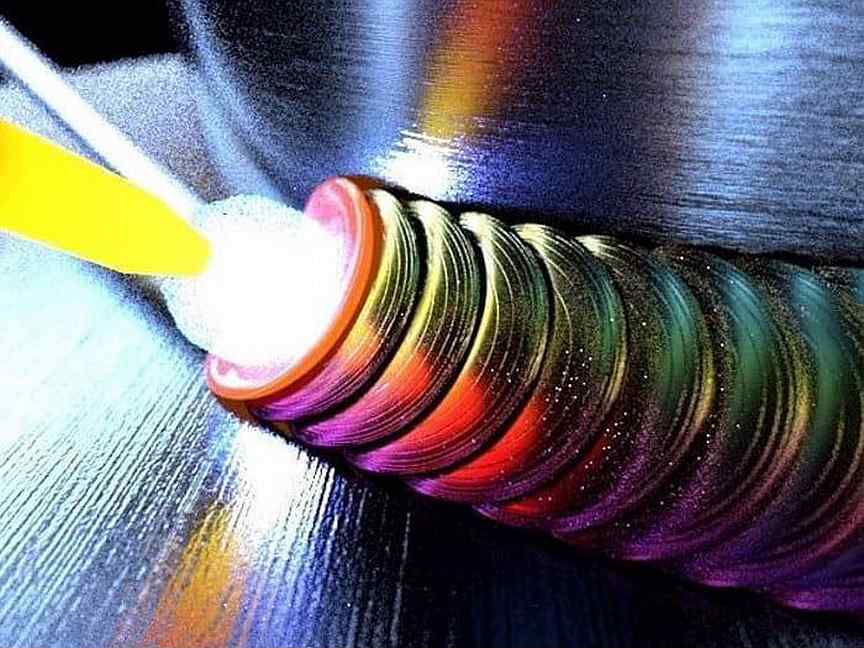
Современные инверторы для сварки TIG отлично справляются с этой задачей, поскольку импульсные возможности значительно улучшились со времен более крупных трансформаторных машин и помогают снизить подвод тепла.Более старая технология TIG ограничивается импульсами примерно 20 импульсами в секунду. Более новая инверторная технология TIG, такая как Maxstar® 200, позволяет производить высокоскоростную сварку TIG постоянным током со скоростью до 500 импульсов в секунду. Возможность управления импульсами в этом диапазоне позволяет сварщикам значительно снизить среднюю силу тока и тепловложение, что помогает контролировать проплавление и уменьшать искажения. Импульсы на этих более высоких частотах увеличивают фокус дуги за счет быстрых пульсаций между высоким пиковым и низким фоновым током, что позволяет получить большее проникновение, двигаться быстрее и уменьшить зону термического влияния.Испытания показали, что пульсация от 250 до 400 импульсов в секунду увеличивает скорость перемещения до 35 процентов без ущерба для проплавления сварного шва.
MIG-процессы развивают и упрощают производство труб из нержавеющей стали
В то время как остаются более толстые трубы высокой чистоты, для которых по-прежнему требуется корень TIG или горячий проход TIG, корневые проходы MIG на нержавеющей стали регулярно проходят сертификацию для менее критических применений, а в некоторых случаях более ответственных применений, традиционно выполняемых с использованием TIG.Некоторые приложения даже завершаются без помощи обратной продувки, относительно недавняя разработка, ставшая возможной благодаря модифицированному процессу сварки MIG с коротким замыканием, например RMD, доступному с системой сварки труб PipeWorx — хотя это никогда не должно выполняться в приложениях с высокой степенью чистоты. с дуплексными нержавеющими сталями, такими как фармацевтическая, полупроводниковая или пищевая промышленность. Обычная последовательность сварки на трубе большего диаметра, такой как 12-дюймовая труба сортамента 40, используемая в нефтегазопереработке, заключается в укладке корня RMD с последующим переключением на импульсную сварку MIG (с использованием того же защитного газа и проволоки, что и для корневой проход) или дуговой сваркой порошковой проволокой (FCAW) для заполняющих и закрывающих проходов, что устраняет необходимость в горячем проходе TIG.
RMD представляет собой усовершенствование по сравнению с традиционной сваркой MIG с коротким замыканием в том, что сварочная система предугадывает и контролирует короткое замыкание, а затем снижает сварочный ток для обеспечения стабильного переноса металла. Точно контролируемый перенос металла обеспечивает равномерное осаждение капель и облегчает сварщику управление лужей и, следовательно, подводом тепла и скоростью сварки. Плавный перенос металла компенсирует несоосность между секциями трубы, устраняя несовершенную подгонку трубы в некоторых случаях и создавая более равномерное армирование корня на внутренней стороне трубы.Точно так же защитный газ выходит из пистолета, относительно не нарушенный управляемой передачей, и проталкивается через корневое отверстие, чтобы предотвратить окисление на тыльной стороне. Эта особенность позволила производителям труб сертифицировать процессы без вспомогательного газа в некоторых областях применения аустенитной нержавеющей стали, полностью исключив значительное время и затраты, связанные с обратной продувкой больших труб.
RMD также значительно упрощает обучение новых сварщиков работе, поскольку контролируемый перенос металла упрощает управление сварочной ванной.Этот процесс также поддерживает постоянную длину дуги независимо от вылета электрода и обеспечивает отличный обзор сварочной ванны. В поисках опытных сварщиков эти функции позволяют обучиться работе с исторически сложным приложением с нескольких недель до нескольких дней.
Этот процесс позволяет производителям труб увеличить скорость и производительность, не нагревая детали, помогая сохранить коррозионную стойкость и механические свойства, обеспечиваемые нержавеющей сталью.Скорость сварки с использованием этого модифицированного процесса короткого замыкания составляет от 6 до 12 дюймов в минуту (дюйм / мин) по сравнению с 3–5 дюймами в минуту при сварке TIG. Такое увеличение скорости, а также возможность исключить горячий проход TIG и, возможно, исключить резервный газ в некоторых приложениях, обеспечивают значительную экономию времени и средств.
Уменьшение тепловложения с помощью RMD также помогает уменьшить деформацию нержавеющей стали по сравнению с другими процессами MIG. Некоторые компании сообщают, что могут использовать процессы изготовления труб, которые раньше были модульными — сборка по частям, а затем объединение для полной сборки для контроля тепловложения — и теперь изготавливать всю конструкцию за один присест из-за более низкого тепловложения и уменьшения деформации.Это упрощает процесс и позволяет собирать его быстрее, что значительно сокращает рабочее время.
.